MANUALE D USO
Impianti Galvanici 4 e 6 vasche da 2 e 1 litro
Art.3007051 ; 3007068 ; 3007075
Indice in capitoli :
1.
Descrizione Generale della Macchina
2.
Postazioni di lavoro e comando
3.
Protezioni e cautele da adottarsi ai fini della sicurezza
4.
Scheda dei dati tecnici significativi della macchina
5.
Uso della macchina
6.
Movimentazione e trasporto della macchina
7.
Installazione della Macchina
8.
Montaggio/smontaggio della macchina
9.
Preparazione della macchina
10.
Messa in servizio della Macchina
11.
Manutenzione e riparazione
12.
Documentazione tecnica allegata
13.
Informazioni sul rumore aereo della macchina
14.
Articoli correlati
CAPITOLO 1
DESCRIZIONE GENERALE DELLA MACCHINA
1.1
PRINCIPI OPERATIVI e PRINCIPALI CARATTERISTICHE TECNICHE
Le galvanizzatrici di legor sono costruite per la galvanizzazione degli oggetti di oreficeria,
bigiotteria, orologeria, meccanica di precisione.
Gli oggetti da galvanizzare vengono trattati nelle macchine, prima per essere sgrassati poi per
effettuare le altre lavorazioni quali rodiatura, doratura, platinatura, palladiatura.
La sgrassatura generalmente avviene ponendo gli oggetti nella vasca più a destra della macchina
nella quale è presente una soluzione sgrassante/decapante la cui azione è attivata dal passaggio
di corrente
Gli altri trattamenti galvanici invece possono essere effettuati nelle altre vasche mettendo gli
oggetti all interno delle soluzioni elettrolitiche ed azionando le appropriate tensioni di lavoro.
Le principali caratteristiche tecniche presenti nelle nostre galvanizzatici sono :
strumentazione digitale
timer di lavoro programmabile
regolatori di temperatura digitali a sonde esterne
raddrizzatori di corrente switching da 12V / 10A
Possibilità di lavoro in tutte le vasche
a richiesta disponibili in 110V
dimensioni e pesi contenuti
totalmente in acciaio inox
agitazione magnetica ( solo per art.3007052,3007053,3007054,3007056 )
anodi in titanio platinato e non in ossidi misti
N.B. Le macchine, nel loro funzionamento sviluppano vapori dovuti alla galvanizzazione
elettrolitica per cui devono essere poste in un ambiente di lavoro dotato di una adeguata
cappa di aspirazione.
1.2 ARCHITETTURA DELLE MACCHINE
1.2.1 Introduzione:
Le Macchine sono costituite da:
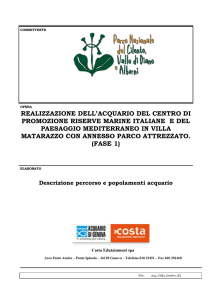
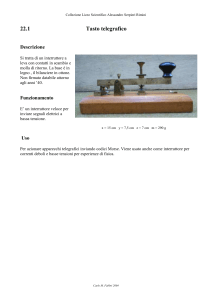
Un corpo principale che contiene tutte le parti della macchina.
Il corpo macchina è dotato di un coperchio che copre le quattro o le sei vasche in vetro pirex
nelle quali vengono effettuate le fasi di galvanizzazione.
4 o 6 vasche in vetro pirex , capacità da 1 e 2
Elettrodi anodici (a / Fig. 1).
Cavo catodico ( gancettiera nera ) (b / Fig. 1).
Cavo di alimentazione (b / Fig. 1).
1.2.2 Composizione della macchina:
A1)Corpo macchina.
Il corpo macchina è costruito in acciaio inox e contiene tutte le parti della macchina, le pareti sono
chiuse e per accedere all interno occorre utilizzare degli attrezzi. L area di accesso alle quattro
vasche è chiusa per mezzo di un coperchio in acciaio inox.
Il coperchio è stabilmente incernierato al corpo macchina e protegge l operatore da spruzzi di
soluzione elettrolitica. Nelle pareti laterali sono presenti delle aperture di aerazione che non
permettono l accesso all interno della macchina all operatore. La macchina viene posata su di una
superficie piana ed è resa stabile da quattro piedi di 2 cm. Il corpo macchina è in acciaio inox e
non presenta parti taglienti o angoli vivi pericolosi per l operatore. Il corpo macchina prevede o
quattro o sei alloggiamenti che contengono le quattro o le sei vasche in vetro pirex.
Fig. 1
Gli alloggiamenti per le vasche in vetro pirex sono così suddivise (Fig. 1):
1° vasca ( da destra ) : generalmente viene utilizzata per la sgrassatura, non è termostatata
ed è completa di uscita anodica.
2° e 3° vasca : possono essere utilizzate come vasche di risciacquo o come vasche di
trattamento per soluzioni che non richiedono il controllo della temperatura.hanno entrambe
le uscite anodiche
4° vasca ( per impianti art.3007051,3007052,3007068,3007075 ) : vasca per utilizzi
galvanici completa di termostatazioni digitale e di agitazione magnetica della soluzione (
solo art.3007052 )
4 ° vasca ( per impianti art.3007053 ) : può essere utilizzata come vasca di risciacquo o
come vasca di trattamento per soluzioni che non richiedono il controllo della temperatura.
Ha l uscita anodica
5 ° e 6° vasca ( per impianti 3007053,3007054,3007056 ) : vasche per utilizzi galvanici
complete di termostatazioni digitale e di agitazione magnetica della soluzione. Nell impianto
art. 3007054 e 3007056, anche la 4° vasca presenta le medesime caratteristiche.
Tutti gli impianti sono muniti di raddrizzatore a corrente e tensione variabile da 0 a 12 Volts
, 0 10 Ampere
Gli elementi di comando e regolazione sono identici a quelli descritti al Punto A2 relativi all unità
riscaldante standard.
Sul retro del corpo macchina è presente la Presa di collegamento al cavo di alimentazione di cui è
dotata la macchina, con portafusibile incorporato per un fusibile da 5A 220 Vca.
N.B. La macchina, nel suo funzionamento sviluppa vapori dovuti alla rodiatura elettrolitica
per cui deve essere posta in un ambiente di lavoro dotato di una adeguata cappa di
aspirazione.
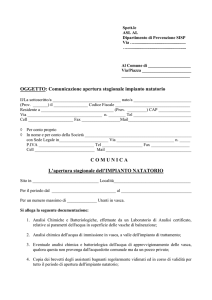
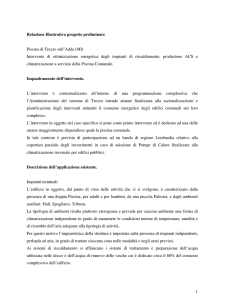
La sezione di comando e regolazione è presente sul frontale del corpo macchina.
A2) sezione di comando e regolazione.
E inserita nella parte frontale del corpo macchina.
Sul pannello frontale sono presenti i seguenti comandi / connessioni (Fig. 2 e 3)
Interruttore generale on/off luminoso rosso ( a )
Termostato Temperature °C digitale programmabile ( b )
Interruttore stirrer per l agitazione della soluzione ( c )
Amperometro ( d ) e voltmetro ( e )
Regolatore della tensione 0-12 V ( f )
Regolatore del tempo di trattamento timer ( g ) programmabile e digitale
Interruttore on/off del timer ( h )
Contatti anodici positivi ROSSI ( i )
Contatto catodico negativo NERO ( l )
Fig. 2
Fig. 3
Descrizione delle funzioni di comando e regolazione:
Comando/regolazione/visualizzazione
Interruttore
rosso ( a )
generale
on/off
(Fig.2 e Fig. 3)
luminoso Alimenta/Arresta
macchina
Termostato Temperature °C
programmabile ( b )
tutte
le
funzioni
della
digitale Alimenta/Arresta il riscaldamento della vasca
corrispondente ( max . 70 °C)
Interruttore stirrer per l agitazione della Alimenta/arresta l agitatore magnetico nella
soluzione ( c )
vasca corrispondente
Amperometro ( d ) e voltmetro ( e )
Visualizzano rispettivamente la
assorbita e la tensione erogata
Regolatore della tensione 0-12 V ( f )
Regola la tensione da 0 a 12 Volts
corrente
Regolatore del tempo di trattamento timer Serve per impostare il tempo di trattamento
( g ) programmabile e digitale
della deposizione galvanica. Il timer attiva e
disattiva l erogazione della tensione in tutte le
vasche di trattamento.
Interruttore on/off del timer ( h )
Abilita o disabilita la funzionalità del timer.
Impostando l interruttore in off , la macchina
continua
ad
erogare
tensione
indipendendentemente dall impostazione del
timer. Impostando l interruttore in on
la
tensione si fermerà allo scadere del tempo
impostato nel timer.
Contatti anodici positive ROSSI ( i )
Mersetti ai quali connettere gli anodi
Contatto catodico negativo NERO ( l )
Morsetto al quale connettere gli oggetti da
trattare.
b) Vasche in vetro pirex.
La macchina prevede l alloggiamento (nel corpo macchina) di 4 vasche in vetro pirex di diametro di
135 mm, capacità 1 o 2 litri e scala graduata da 500 a 1500 ml.
Le vasche sono normalmente utilizzate per:
Risciacquo.
Risciacquo ed attivazione
Sgrassatura
Rodiatura/doratura/palladiatura
c) Elettrodi anodici.
La macchina è fornita con un set di elettrodi anodici in Titanio/platinato
d) Cavo di alimentazione.
La macchina è fornita con il cavo di alimentazione con spine per il collegamento alla presa
presente sul retro del corpo macchina e per il collegamento alla presa di tensione che deve essere
presente nel posto di installazione..
1.3 AVVERTENZE.
Prima di procedere all'installazione, alla messa in funzione, alla regolazione e alle operazioni di
manutenzione della macchina occorre leggere attentamente il presente manuale. Tutte le
operazioni descritte in questo manuale sono corrette, la ditta costruttrice non si ritiene responsabile
per quelle operazioni effettuate in modo non rispondente a quanto prescritto o a operazioni non
previste in questo manuale.
In caso di guasto o mal funzionamento della macchina occorre rivolgersi ad un centro tecnico
autorizzato oppure alla ditta costruttrice. Il costruttore declina ogni responsabilità per eventuali
incidenti o danni a persone o cose derivanti dalla mancata osservanza delle prescrizioni relative
alla sicurezza o determinate da un uso improprio o dalla manomissione della macchina. Le norme
di sicurezza descritte nel presente manuale integrano e non sostituiscono le norme in vigore
localmente che devono essere comunque osservate dagli utenti.
CAPITOLO 2
POSTAZIONI DI LAVORO E COMANDO
2.1 GENERALITA'
La macchina viene utilizzata per un posto di lavoro. Tutti i comandi per avviare e regolare la
macchina sono posti sul frontale in posizione comoda per l operatore.
2.2 PREDISPOSIZIONE DEL POSTO DI LAVORO/COMANDO:
La Macchina dovrà essere posta su di una superficie piana in modo che non sussista rischio di
rovesciamento, su richiesta può essere fornito un supporto metallico adatto a sostenere la
macchina.
L installazione deve essere effettuata in luogo asciutto e in ambienti ben aerati, e correttamente
illuminati. Inoltre nei pressi della macchina dovrà essere presente un locale o un impianto idrico
idoneo alla pulizia delle vasche.
N.B. La macchina, nel suo funzionamento sviluppa vapori dovuti alla rodiatura elettrolitica
per cui il posto di lavoro deve essere dotato di una adeguata cappa di aspirazione.
Per lo scarico delle soluzioni utilizzate SI DEVE prevedere un opportuno sistema di smaltimento
delle soluzioni galvaniche utilizzate in armonia con le istruzioni fornite a corredo dei liquidi stessi.
CAPITOLO 3
PROTEZIONI E CAUTELE DA ADOTTARSI Al FINI DELLA SICUREZZA
DEGLI OPERATORI E DEI MANUTENTORI:
Nell'area di lavoro la macchina non produce un rumore acustico medio pesato A superiore a 80
dB. La macchina NON presenta parti in rotazione che possano andare in contatto con l'operatore.
I liquidi utilizzati per i bagni galvanici, sia per le operazioni di preparazione (sgrassatura) che per le
operazioni di rodiatura sono corrosivi per cui l operatore deve indossare opportuni DPI (grembiule,
guanti, occhiali).
L operatore deve leggere attentamente le istruzioni e le prescrizioni riportate a corredo dei
prodotti galvanici utilizzati.
La macchina, durante il funzionamento produce vapori che possono essere tossici per cui il posto
di lavoro deve essere dotato di una adeguata cappa di aspirazione.
E' buona norma che l'operatore non fumi e non assuma cibi o bevande nei pressi della macchina.
CAPITOLO 4
SCHEDA DEI DATI TECNICI SIGNIFICATIVI DELLA MACCHINA
Dimensioni esterno ( mod.4 vasche 1 l) mm
540x270x300 (larg. Prof. Altezza)
Dimensioni esterne ( mod. 4 vasche 2 l) mm
625x290x350 (larg. Prof. Altezza)
Dimensioni esterne ( mod. 6 vasche )
935x290x350 (larg. Prof. Altezza)
Peso
Kg
15 Kg ( 4 vasche ) 20 Kg ( 6 Vasche )
Tensione di alimentazione
V
220 Vca monofase 50-60 HZ
Disponibile anche in 115 V
Corrente assorbita (fase)
Regolazione tensione
corrente erogabile
A
galvanica
e V
5
0-12 V
10 A
Timer
h/m/s
Massimo 9 ore
Potenza elementi riscaldanti
Kw
0,5
Massima capacità vasche in pirex.
ml
1 o 2 litri ogni vasca
CAPITOLO 5
USO DELLA MACCHINA
5.1 USO PREVISTO DELLA MACCHINA.
La macchina è stata costruita per la rodiatura galvanica di oggetti di oreficeria, bigiotteria,
orologeria, meccanica di precisione.
PRECAUZIONI:
Quando la macchina è in funzione si deve avviare il sistema di aspirazione e smaltimento fumi
(Cappa aspirante che deve essere installata nel posto di lavoro).
L'operatore deve indossare indumenti protettivi, occhiali e guanti e quanto previsto dalle schede
tecniche dei componenti utilizzati per i bagni galvanici; non deve manomettere la macchina.
Utilizzare solo soluzioni galvaniche fornite dal costruttore.
Non inserire oggetti e/o liquido in accesso nelle vasche, in quanto si potrebbe causare una
fuoriuscita di liquido corrosivo e tossico.
Se ciò avvenisse seguire attentamente le istruzioni riportate nelle schede tecniche a corredo dei
prodotti utilizzati e comunque pulire accuratamente ed immediatamente le superfici interessate.
Per pulire superfici imbrattate dai liquidi galvanici l operatore deve utilizzare idonei DPI. (Guanti,
grembiule, occhiali, maschera di protezione delle vie aeree.
Prima di alimentare la macchina abbassare il coperchio a chiusura delle vasche in vetro pirex.
Collegare la macchina ad un impianto elettrico conforme alle Norme di legge.
Smaltire i liquidi galvanici esauriti seguendo le indicazioni riportate nelle schede tecniche di
riferimento delle soluzioni utilizzate.
5.2 USO CORRETTO DELLA MACCHINA
La macchina viene utilizzata agendo sui comandi e in situazione di emergenza può essere
arrestata in qualsiasi momento portando l interruttore generale Power di colore verde sulla
posizione 0 .
a)Preparazione delle soluzioni elettrolitiche e riempimento delle vasche della macchina.
Nella macchina sono ospitate 4 o 6 vasche in vetro pirex:
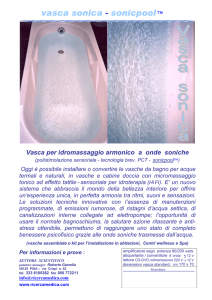
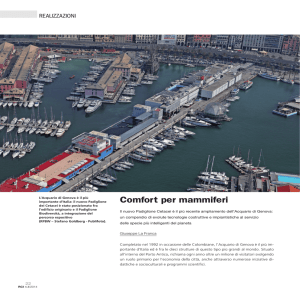
Modelli a 4 vasche (Fig. 4a):
La prima vasca (1) a sinistra è dotata di riscaldatore termostatico ed eventualmente di
agitazione. Tale vasca è indicata per il bagno galvanico (Rodio, Oro, Argento, Nickel);
La seconda vasca (2) è indicata per l attivazione con l utilizzo di soluzione neutralizzante;
La terza vasca (3) può essere utilizzata per il risciacquo in acqua;
La quarta vasca (4) è per la sgrossatura.
Modelli a 6 vasche (Fig. 4b):
Le prime 3 vasche (1,2,3) vasche da sinistra sono dotate di riscaldatore termostatico ed
eventualmente di agitazione. Tali vasche sono indicate per il bagno galvanico (Rodio, Oro,
Argento, Nickel);
La quarta vasca (4) è indicata per l attivazione con l utilizzo di soluzione neutralizzante;
La quinta vasca (5) può essere utilizzata per il risciacquo in acqua;
La sesta vasca (6) è per la sgrassatura
Fig. 4a
Fig. 4b
NOTA
Tali paragrafi indicanti l uso delle vasche sono puramente significativi, in quanto gli impianti
galvanici Legor presentano contatti anodici in tutte le vasche. Pertanto, la sequenza d uso delle
vasche galvaniche può essere modificata dai clienti a seconda delle specifiche esigenze.
Le soluzioni utilizzate, per i bagni galvanici, sgrassanti e neutralizzanti devono essere acquistate
già pronte al fine di avere una lavorazione sicura e valida.
In alternativa le stesse possono essere preparate dall operatore nel qual caso deve seguire le
istruzioni riportate nelle schede tecniche dei prodotti utilizzati.
Prima di mettere le soluzioni nelle rispettive vasche occorre mescolarle.
Mettere le soluzioni nelle vasche fino a ricoprire gli elettrodi.
Le soluzioni devono essere messe nelle vasche all atto della preparazione della macchina e
quando le stesse risultano esaurite e devono essere sostituite.
PASSAGGI OPERATIVI PER L OTTENIMENTO DI UN PERFETTO RISULTATO FINALE
1. sgrassaggio in ultrasuoni
2. risciacquo in acqua corrente
3. sgrassaggio elettrolitico
4. risciacquo in acqua corrente
5. risciacquo in acqua demineralizzata
6. neutralizzazione/ attivazione
7. risciacquo in acqua corrente
8. risciacquo in acqua demineralizzata
9. trattamento galvanico ( rodiatura, doratura, palladiatura..)
10. risciacquo in acqua corrente
11. risciacquo in acqua demineralizzata
12. asciugatura
1)Preparazione iniziale degli oggetti da galvanizzare
Gli oggetti devono essere accuratamente lavati utilizzando le macchine lavatrici ad ultrasuoni e
risciacquati; ( passaggi operativi 1 ; 2 )
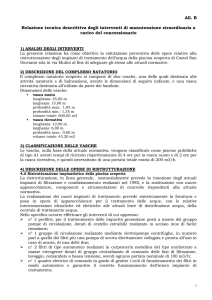
2)Sgrassare gli oggetti ( sgrassaggio elettrolitico ). (Fig. 5 e 6)
Aprire il coperchio della macchina, Alimentare la macchina portando l interruttore generale ( a )
nella posizione I , Verificare che l interruttore ( h ) del timer sia in ON o in OFF a seconda che
si desideri o no , l utilizzo del timer ( g ). appendere l oggetto all apposito gancio dell elettrodo
negativo (catodo), immergere l oggetto nel bagno galvanico per lo sgrassaggio della vasca (4 o 6).
(Fig. 4) Trascorso il tempo desiderato, estrarre gli oggetti dalla sgrassatura ed passare alle fasi di
risciacquo e neutralizzazione ( passaggi operativi 3 ; 4 ; 5 ; 6 ; 7 ; 8 )
Fig. 5
3)GALVANIZZAZIONE (Rodiatura, doratura, palladiatura
)
Verificare che la cappa di aspirazione sia in funzione;
Sollevare il coperchio, ed assicurarsi che la macchina sia accesa mediante l interruttore generale
ON/OFF ( a ). Azionare , se presente, l agitazione mediante il tasto stirrer ( c ) . impostare la
temperatura desiderata sul termostato ( b ) ed attendere il raggiungimento di essa. Appendere
l oggetto al gancio presente sull elettrodo negativo (catodo) ed immergerlo nel bagno galvanico;
Regolare la tensione agendo sul potenziometro ( f ), verificando il valore impostato sul Voltmetro
digitale ( e ) presente sul pannello.
Se inserito mediante l interruttore ( h ) , Regolare il timer ( g ) per avviare il processo galvanico.
Una volta terminato il processo galvanico , passare alle successive fasi di risciacquo ( passaggi
operativi 9 ; 10 ; 11 ;12)
Nota Importante: occorre estrarre gli oggetti dal bagno galvanico prima di togliere tensione al
bagno stesso.
Fig. 6
4) Arresto del ciclo di lavorazione.
Spegnere la macchina mediante l interruttore generale ( a )
Mantenere l aspirazione attiva almeno per 10 dopo l arresto della lavorazione.
5.3 USO NON PREVISTO DELLA MACCHINA.
Non è ragionevolmente pensabile ad un uso della macchina diverso da quello dei trattamenti
galvanici.
5.4 USO SCORRETTO DELLA MACCHINA.
Si ha un uso non corretto operando in modo diverso da quanto specificato al punto 5.2 del Capitolo
3
CAPITOLO 6
MOVIMENTAZIONE E TRASPORTO DELLA MACCHINA
La macchina ha dimensioni e peso per cui può essere movimentata in modo semplice utilizzando
opportuni carrelli meccanici. Trasportare la macchina ponendola nell'imballaggio originale oppure
in un idoneo imballaggio con all'interno parti in polistirolo espanso, avere cura di effettuare il
trasporto avendo la parte superiore della macchina posizionata verso l'alto. Per il trasporto della
macchina movimentare la stessa servendosi di un carrello idoneo al trasporto delle cose. Caricare
sul carrello solo la macchina nel suo imballo senza porre sopra ad essa altri oggetti in quanto essi
potrebbero danneggiare la macchina o cadere, non caricare la macchina sopra altri oggetti perché
potrebbe sussistere una situazione di equilibrio precario nel trasporto. Verificare, prima del
trasporto, che tutte le parti della macchina siano ben fissate e che non possano muoversi durante il
trasporto.
CAPITOLO 7
INSTALLAZIONE DELLA MACCHINA
7.1 GENERALITA'
La macchina potrà funzionare in condizioni di sicurezza e con i risultati migliori se sarà
correttamente installata nell'ambiente di lavoro.
7.2 INSTALLAZIONE MECCANICA.
La Macchina dovrà essere appoggiata su di una superficie perfettamente piana, su di un piano
asciutto e pulito. La macchina può avere il lato posteriore appoggiato ad una parete, anche se si
consiglia di lasciare intorno alla macchina uno spazio di almeno 1 m per potere effettuare tutte le
operazioni di pulizia in modo comodo senza dovere spostare la macchina stessa.
Inoltre si consiglia di avere sul lato anteriore della macchina uno spazio libero il più ampio possibile
per rendere più agevole il lavoro dell'operatore.
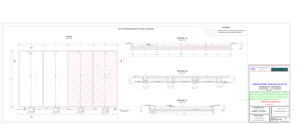
La pianta di installazione della macchina è riportata nell'allegato 1.
7.3. COLLEGAMENTO ELETTRICO.
La macchina per essere alimentata deve essere, collegata all'impianto elettrico che deve essere
realizzato secondo le normative di sicurezza vigenti e rispondere ai requisiti di non infiammabilità
.Prima di effettuare l'allacciamento occorre:
accertarsi che i dati relativi alla linea di alimentazione corrispondano sia con quelli indicati sulle
targhette di identificazione della macchina e del quadro elettrico che con quelli riportati al
capitolo IV del presente manuale;
assicurarsi che i cavi di alimentazione siano di sezione minima di 2,5 mmq.
Assicurarsi che a monte della presa del circuito elettrico sia collegato un interruttore automatico
magnetotermico e che il circuito abbia il collegamento di messa a terra correttamente collegato alla
presa di alimentazione, che deve essere del tipo idonea al collegamento con la spina di cui è
dotato il cavo della macchina.
Assicurarsi che la macchina non sia alimentata.
Per alimentare la macchina inserire la spina del cavo di alimentazione di cui è dotata nella presa
dell'impianto.
In caso di guasto o di cattivo funzionamento rivolgersi a personale qualificato.
CAPITOLO 8
MONTAGGIO E SMONTAGGIO DELLA MACCHINA
8.1 MONTAGGIO INIZIALE DELLA MACCHINA.
La macchina viene fornita pronta per operare.
L unica operazione da eseguire è quella di preparazione e riempimento delle vasche con i liquidi
elettrolitici come riportato al punto 5.2a.
CAPITOLO 9
PREPARAZIONE DELLA MACCHINA PER LA SUA MESSA IN SERVIZIO
9.1 GENERALITA'.
La macchina viene fornita pronta per operare.
9.2 CONTROLLO DEI DANNI EVENTUALMENTE SUBITI DALLA MACCHINA.
Quando si tolgono gli imballi dalla macchina, verificate attentamente ogni sua parte e assicuratevi
che non sia stata danneggiata durante il trasporto. In caso si riscontrino dei danni contattale prima
il vettore del trasporto, quindi il rivenditore oppure la ditta costruttrice. Assicuratevi inoltre di avere
ricevuto la macchina completa di tutte le parti.
9.3 RIMOZIONE DEI BLOCCHI.
La macchina viene consegnata senza parti bloccate per cui non è richiesta nessuna rimozione di
blocchi.
9.4 PULIZIA DELLA MACCHINA.
Prima di mettere in servizio la macchina pulirla con cura, asportando la polvere e le eventuali
sostanze estranee ed imbrattanti. Per la pulizia della macchina è buona norma che l'operatore usi
guanti occhiali e grembiule. La pulizia della macchina va eseguita utilizzando un panno morbido ed
eventualmente con spatole ed utensili in plastica dura in modo tale da non rigare le vasche od ogni
altra parte.
9.5 ALLACCIAMENTO DELLA MACCHINA ALLA RETE ELETTRICA.
Accertarsi che i dati relativi alla linea di alimentazione corrispondano sia con quelli indicati sulle
targhette di identificazione della macchina e del quadro elettrico che con quelli riportati al capitolo
IV del presente manuale. Prima di operare l'allacciamento accertarsi che i componenti elettrici su
cui si opererà non siano sotto tensione. Inserire la spina del cavo di alimentazione nella presa
presente sul retro della macchina e nella presa predisposta nel luogo di lavoro.
9.7 REGOLAZIONE E REGISTRAZIONE DELLA MACCHINA.
La macchina non necessita di nessuna regolazione preliminare per potere essere messa in
servizio.
CAPITOLO 10
MESSA IN SERVIZIO ED USO DELLA MACCHINA
10.1 MESSA IN SERVIZIO.
Per potere mettere in servizio la macchina correttamente installata e predisposta all'uso occorre
seguire le seguenti avvertenze:
Posizionare l'interruttore differenziale posto a monte della macchina nella posizione di chiuso.
L'operatore deve indossare i dispositivo di protezione individuali previsti per la lavorazione
effettuata. Quindi deve porsi in modo da avere perfettamente visibile e comodamente
raggiungibili tutte le segnalazioni ed i comandi.
10.2 USO DELLA MACCHINA.
Per il corretto uso della macchina fare riferimento al paragrafo 5.2
CAPITOLO 11
MANUTENZIONE E RIPARAZIONE
11.l. MANUTENZIONE.
Generalità.
La macchina non richiede di particolari operazioni di manutenzione ad esclusione della pulizia
delle vasche e della macchina. La macchina funziona bene solo le vasche e le sue parti sono
pulite.
Pulizia delle vasche.
Spegnere la macchina portando l'interruttore sezionatore generale sulla posizione OFF, sezionare
la macchina separando la spina dalla presa di alimentazione.
Indossare i DPI, separare le vasche dal corpo macchina, svuotare e smaltire le soluzioni
galvaniche, risciacquare abbondantemente con acqua corrente, nel caso di residui più tenaci
pulire con spugne morbide ed eventualmente con utensili in plastica che non righino le vasche.
N.B. Il materiale residuo deve essere eliminato secondo le procedure previste dalle schede
tecniche relative alla miscela utilizzata.
Manutenzione dei collegamenti elettrici.
Il cavo di collegamento elettrico deve essere controllato periodicamente e sostituito nel caso in cui
non sia in buono stato.
Sostituzione del fusibile.
La macchina è protetta per mezzo di un fusibile da 5 A 220Vca.
Il fusibile è ospitato in un cassetto presente nella presa di rete posta sul retro del corpo macchina.
Per sostituire il fusibile occorre:
Spegnere la macchina, Interruttore generale Power su 0 ;
Sezionare la macchina dalla presa di rete scollegando il cavo di alimentazione sia dalla presa di
rete che dalla presa posta sul retro della macchina.
Aprire lo sportello, estrarre il fusibile guasto, inserire il nuovo fusibile e richiudere lo sportello.
Collegare il cavo di rete alla macchina ed alla presa di rete.
Alimentare la macchina portando l interruttore Power nella posizione 0 e verificare l accensione
della lampada verde.
Se la macchina non funziona rivolgersi al rivenditore o alla Ditta costruttrice.
11.2 Riparazione
L operatore non deve eseguire nessuna riparazione, in caso di guasto deve rivolgersi al proprio
rivenditore o alla ditta costruttrice.
CAPITOLO 12
DOCUMENTAZIONE TECNICA ALLEGATA
12.1 ELENCO DOCUMENTI ALLEGATI
Alla presente pubblicazione vengono allegati e, fanno quindi integralmente parte della stessa, i
seguenti documenti:
Pianta di installazione della macchina : allegato 1
Disegno degli ingombri della macchina: allegato 2
Schema del circuito elettrico della macchina: allegato 3
Certificazione CE: allegato 4
Garanzia: allegato 5
CAPITOLO 13
INFORMAZIONI SUL RUMORE AEREO DELLA MACCHINA.
13.1 VALORI RILEVATI
Il livello di rumore aereo medio pesato A è minore di 70 dB
CAPITOLO 14
ARTICOLI CORRELATI
3007051
3007052
3007053
3007054
3007056
3007068
3007075
IMPIANTO GALVANICO "LEGOR GROUP" 4 VASCHE DA LT.2
V. 220/50 M - 1 RISC IMPIANTO GALVANICO "LEGOR GROUP" 4 VASCHE DA LT.2
V. 110/60 M -1 RISC IMPIANTO GALVANICO "LEGOR GROUP" 6 VASCHE DA LT.2
V. 220/50 M -2 MOV.2 RISC.
IMPIANTO GALVANICO "LEGOR GROUP" 6 VASCHE DA LT.2
V. 220/50 M - 3 MOV 3 RISC IMPIANTO GALVANICO "LEGOR GROUP" 6 VASCHE DA LT.2
V. 110/60 M - 3 MOV 3 RISC
IMPIANTO GALVANICO "LEGOR GROUP" 4 VASCHE DA LT.1
V. 220/50 M - 1 RISC
IMPIANTO GALVANICO "LEGOR GROUP" 4 VASCHE DA LT.1
V. 110/60 M - 1 RISC
3004012
ANODO IN TI/PT PER IMPIATNI PILOTA "LEGOR 4/6 VASCHE DA 2 LITRI"
3035012
GANCETTIERA 5 GANCI PER IMPIANTO GALVANICO
3007057
GANCETTIERA 5 GANCI CON CAVO PER IMPIANTO GALVANICO
RBCLIPS
COPPIA PINZE ROSSO/NERA PER CONNESSIONI ELETTRICHE MAX 15
AMP
BLACKCAVMP
CAVETTO NERO PER CONTATTI GALVANICI
REDCAVMP
CAVETTO ROSSO PER CONTATTI GALVANICI
ALLEGATO 1
ALLEGATO 2
ALLEGATO 3
ALLEGATO 4
ALLEGATO 5
Garanzia
Gli strumenti,le apparecchiature e gli impianti forniti da Legor sono garantiti per 12 mesi dalla
data di vendita presente nella fattura Legor. Durante questo periodo , gli strumenti verranno riparati
o sostituiti da Legor ad esclusione ti tutti i costi di trasporto che saranno totalmente a carico del
cliente. Tale garanzia non copre le parti dei macchinari soggette ad usura ed in seguito elencate al
punto 1.2 La garanzia decade nel caso di utilizzo improprio degli strumenti, negligenza da parte
degli operatori o danni accidentali qualunque essi siano. Per poter usufruire della garanzia è
necessario che il cliente scriva a Legor una lettera indicante le problematiche richiedendo
l autorizzazione al reso in garanzia entro 8 giorni dalla scoperta del problema. I prodotti cui la
contestazione si riferisce dovranno essere restituiti a Legor opportunamente imballati ed entro 15
giorni dalla data del reclamo scritto. Non si accetta alcun tipo di reso se non espressamente
autorizzato da Legor.La garanzia decade nel caso di resi di materiale non opportunamente
imballati. Legor non si assume alcuna responsabilità nel caso di danni apportati a cose o persone
causate dal malfunzionamento delle proprie apparecchiature.
1.1 parti soggette a copertura di garanzia
Sono coperte da garanzia tutte le parti delle macchine non soggette ad usura meccanica :
raddrizzatori di corrente
strumentazione di controllo ( display strumentali )
sonda temperatura
sonda conducibilità
1.2 parti non coperte da garanzia
Non sono coperte da garanzia tutte le parti soggette a normale usura :
Controlli di livello
Motori elettrici ( aspiratore, pompe filtro,agitatori )
Valvole e tubazioni idrauliche
Resistenze riscaldanti
Anodi
Telai porta oggetti
Vasche
Lampadine della pulsantiera
Bicchieri in vetro
Cavi e contatti elettrici
Cartucce filtro e porta filtro
Telaio delle apparecchiature
Foro Competente
Per qualsiasi controversia, derivante dalla fornitura di materiale è esclusivamente competente il
foro di Vicenza.
Legor Group Plating Division
Via del Lavoro, 1 Z.I.
36050 Bressanvido (Vicenza) Italy
Tel. +39 0444 467911
Fax. +39 0444 660677
www.legorgroup.com
[email protected]