ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE
Indirizzo: MECCANICA
Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
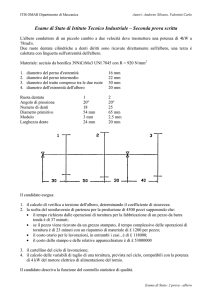
L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4 Kw a 78 rad/s.
Due ruote dentate cilindriche a denti diritti sono ricavate direttamente sull'albero, una terza è calettata con linguetta
sull'estremità dell'albero.
Materiale: acciaio da bonifica 39 NiCrMo 3 UNI 7845 con R = 920 N/mm2
1.
2.
3.
4.
diametro del perno d'estremità
diametro del perno intermedio
diametro del tratto compreso tra le due ruote
diametro dell'estremità dell'albero
Ruota dentata
Angolo di pressione
Numero di denti
Diametro primitivo
Modulo
Larghezza dente
1
20°
18
54 mm
3 mm
24 mm
16 mm
22 mm
30 mm
20 mm
2
20°
25
65 mm
2.5 mm
20 mm
Il candidato esegua:
1.
2.
3.
il calcolo di verifica a torsione dell'albero, determinando il coefficiente di sicurezza:
il disegno esecutivo del pezzo con le tolleranze e rugosità indicate;
la scelta del semilavorato di partenza per la produzione di 4500 pezzi supponendo che:
• il tempo richiesto dalle operazioni di tornitura per la fabbricazione di un pezzo da barra tonda è di 37 minuti;
• se il pezzo viene ricavato da un grezzo stampato, il tempo complessivo delle operazioni di tornitura è di 23
minuti con un risparmio di materiale di £ 1200 per pezzo;
• il costo orario per le lavorazioni, in entrambi i casi , è di £ 118000;
• il costo dello stampo e delle relative apparecchiature è di £ 53000000
4.
5.
il cartellino del ciclo di lavorazione;
il calcolo delle variabili di taglio di una tornitura, prevista nel ciclo, compatibili con la potenza di 4 kW del motore
elettrico di alimentazione del tornio.
Il candidato descriva la funzione del controllo statistico di qualità
VERIFICA A TORSIONE DELL'ALBERO
Determino il Momento torcente Mt
Mt =
1000 ⋅ N 3500
=
= 44.8
ω
78
Nm
dove N esprime la potenza in kW e ω la velocità di rotazione in rad/s
La tensione di torsione τ in corrispondenza dell'estremità dell'albero (lato linguetta) vale:
τ=
16 ⋅ 1000 ⋅ Mt 16000 ⋅ 44.8
=
= 28.5
π ⋅d3
π ⋅ 20 3
N/mm2
La tensione di rottura a trazione τR si determina in funzione del carico di rottura a trazione R assegnato:
τR =
R
= 531 N/mm2
3
Il coefficiente di sicurezza ν, espresso come rapporto tra la tensione di torsione applicata e il corrispondente valore a
rottura, vale:
ν=
τ R 531
=
= 18.63
τ
28.5
valore più che accettabile, anche tenendo conto degli eventuali sovraccarichi e dell'indebolimento indotto sia dalla cava
per la linguetta sia dal foro filettato in testa.
CALCOLO DELLE VARIABILI DI TAGLIO DI UNA OPERAZIONE DI TORNITURA
Calcolo di prima approssimazione
Considero la tornitura cilindrica del diametro sede della linguetta.
Il sovrametallo dello stampato sia di 1.5 mm. (rif. DIN 7523) Ovvero diametro grezzo da stampo 23 mm; diametro
finito 20 mm
Ipotizzando di portare a misura il diametro in una sola operazione, la profondità di passata p risulta di 1.5 mm
L'avanzamento a, tenuto conto che la superficie deve essere preparata per una successiva operazione di rettifica, viene
fissato in 0.6 mm/giro.
La sezione di truciolo q vale perciò:
q = p ⋅ a = 1.5 ⋅ 0.6 = 0.9 mm2
Il carico di strappamento KS può essere posto pari a 3600 N/mm2 (G. Colombo Manuale dell'Ingegnere 80a ed.)
La forza F agente sul tagliente vale:
F = K S ⋅ q = 3600 ⋅ 0.9 = 3240
N
Fissato un rendimento globale della macchina η pari a 0.7, la velocità di taglio VT compatibile con una potenza N di 4
kW vale:
VT =
1000 ⋅ N ⋅ η 4000 ⋅ 0.7
= 0.86
=
F
3240
m/s ⇒ 52 m/min
SCELTA DEL SEMILAVORATO DI PARTENZA
Costo CB dell'operazione di tornitura nel caso di partenza dalla barra
Ch
np
tf
costo orario
numero di pezzi
tempo di fabbricazione
CB = Ch ⋅
£ 118000
4500
37 minuti
tf
37
⋅ np = 118000 ⋅ ⋅ 4500 = 327450000
60
60
Costo CP dell'operazione di tornitura nel caso di partenza dallo stampato
Ch
Cs
Rm
tf
costo orario
costo dello stampo
risparmio di materiale
tempo di fabbricazione
£ 118000
£ 53000000
£ 12000/pezzo
23 minuti
tf
23
⋅ np − R m ⋅ np + C S = 118000 ⋅ ⋅ 4500 − 1200 ⋅ 4500 + 53000000
60
60
C P = 251150000
CP = Ch ⋅
La partenza dallo stampato è più conveniente
CICLO DI LAVORO
Albero di rinvio
Materiale: 39NiCrMo3
Grezzo: stampato
Numero pezzi: 4500
10
Intestare e centrare estremità φ 16. Pezzo su autocentrante riferito sul diametro esterno della ruota maggiore
20
Intestare e centrare estremità lato linguetta. Pezzo su autocentrante riferito sul diametro esterno della ruota
maggiore
30
Eseguire filettatura sul centro
40
Tornire φ 16 + 0.2 ed eseguire gola. Pezzo tra le punte
50
Eseguire smusso
60
Tornire φ 403
70
Tornire φ 60 + 0.3
80
Tornire φ 40
90
Eseguire smussi su ruota piccola
100
Girare pezzo
110
Tornire φ 20 + 0.2 ed eseguire gola
120
Eseguire smusso
130
Tornire φ 22 + 0.25 ed eseguire gola
140
Tornire φ 44
150
Tornire φ 70 + 0.3
160
Tornire φ 44
170
Eseguire smussi su ruota grande
180
Montare pezzo su fresatrice ed eseguire cava per linguetta
190
Montare pezzo su dentatrice tipo Fellow
200
Sgrossare denti ruota piccola
210
Sgrossare denti ruota grande
220
Controllo dimensionale
230
Bonificare
240
Sabbiare
250
Raddrizzare albero
260
Controllare assenza screpolature
270
Controllare durezza
280
Ripassare centro lato φ 16. Pezzo su autocentrante riferito sul diametro esterno della ruota maggiore
290
Ripassare centro e filetto relativo estremità opposta. Pezzo riferito sul diametro esterno della ruota maggiore
300
Rettificare φ 16 g 6. Pezzo tra le punte
310
Rettificare φ 60 h 11
320
Rettificare φ 70 h11
330
Girare pezzo
340
Rettificare φ 20 e7
350
Rettificare φ 22 g6
360
Montare pezzo su fresatrice e ripassare cava per linguetta
370
Montare pezzo su dentatrice e finire le dentature
380
Sbarbare i denti
390
Controllo finale
LA FUNZIONE DEL CONTROLLO STATISTICO DI QUALITA'
Nel controllo statistico di qualità (CSQ) viene esaminato un limitato numero di pezzi e tramite un processo inferenziale
i risultati ottenuti vengono estesi, nell'ambito di un precisato intervallo di confidenza, a tutta la produzione che viene
scartata o accettata, nel suo insieme, senza separazione dei pezzi difettosi.
L'obiettivo del CSQ è duplice:
1. rilevare la qualità della produzione già realizzata;
2. prevedere la qualità della produzione futura