TESI DI LAUREA TRIENNALE
AUTOMAZIONE DI UNA TAPPATRICE INDUSTRIALE
Relatore: Ch.mo Prof. Roberto Oboe
Laureando: AMBROGIO CRESTAN
Matricola: 543310 IMC
ANNO ACCADEMICO 2011/2012
|2
Sommario
L’oggetto di questo lavoro è costituito dall’esposizione di un esempio di automazione. Si vuole
sostanzialmente analizzare la realizzazione e il funzionamento di una macchina tappatrice.
Il primo capitolo fornisce una panoramica della struttura e della componentistica del meccanismo in
esame. In particolare si vuole spiegare come la macchina tappatrice si relazioni con gli altri
meccanismi e come si collochi in una linea di imbottigliamento. Si esaminano inoltre tutte le
principali componenti meccaniche ed elettroniche dell’ apparecchiatura.
In una “macchina intelligente” molte funzioni sono controllate da un sistema basato sulla scienza
dell’informazione, sull’automazione, sull’elettronica e su di una strumentazione dotata di interfacce
facilmente comprensibili. Nel secondo capitolo si approfondisce dunque l’impiego di sistemi di
controllo come il PLC, le sue funzionalità e la sua programmazione, al fine di pervenire a una
gestione ottimale delle operazioni di tappatura.
La macchina è stata dotata di una periferica human machine interface nonché di un pannello
operatore utile all’utente per interfacciarsi con la tappatrice.
Nel terzo capitolo si esamina il pannello op. in tutte le sue funzionalità e nella programmazione
finalizzata a rendere il terminale di facile uso da parte dell’operatore. Viene inoltre approfondito
l’inverter al quale è affidata la gestione dei dati e la logica di controllo del setpoint di frequenza.
L’ultimo capitolo infine è dedicato al processo di collaudo ossia alla messa in funzione della
macchina tappatrice e alla verifica che tutto il procedimento si svolga in modo ottimale come il
committente richiede.
|3
Indice
Introduzione ................................................................................................................................. 5
1. L’IMPIANTO DI IMBOTTIGLIAMENTO ......................................................................... 8
1.1 Tappatrice sughero .................................................................................................... 9
1.2 Componenti della tappatrice ................................................................................... 11
1.3 Sensori di controllo e allarme .................................................................................. 12
2. DESCRIZIONE HARDWARE E SOFTWARE DI CONTROLLO ................................. 16
2.1 Introduzione ............................................................................................................ 16
2.2 Sviluppo del programma ......................................................................................... 20
3. SIMATIC HMI E INVERTER ............................................................................................. 29
3.1 Pannello operatore HMI .......................................................................................... 29
3.2 Inverter .................................................................................................................... 33
4. PROCESSO DI COLLAUDO ............................................................................................... 37
4.1 Approccio ................................................................................................................ 37
4.2 Verifica finale ......................................................................................................... 39
5. CONCLUSIONI ..................................................................................................................... 40
5.1 Considerazioni sul progetto..................................................................................... 40
5.2 Sviluppi possibili e scenari futuri............................................................................ 40
Bibliografia ................................................................................................................................. 41
|4
Elenco delle figure
Figura 1.1: Tappatrice Sughero ...................................................................................................... 7
Figura 1.2: Transizioni di una linea di imbottigliamento ............................................................... 8
Figura 1.3: A sx. Ingresso della tappatrice (Coclea e Stella), a Dx Tappatrice vista dall'alto ..... 10
Figura 1.4: A sx foto del Compressore Bertolaso, a dx Layout Compressore B ......................... 10
Figura 1.5: A sx esempio di tappatura, a dx foto Punzone........................................................... 11
Figura 1.6: Fotocellula applicata nel nastro trasportatore ............................................................ 13
Figura 1.7: Layout tappatrice con in evidenza le fotocellule ....................................................... 14
Figura 1.8: Layout del controllo presenza tappo/bottiglia, a sx vista front., a dx vista dall’alto . 15
Figura 2.1: Schema a blocchi applicativo di un sistema PLC ...................................................... 16
Figura 2.2: Schema funzionale del PLC ...................................................................................... 18
Figura 2.3: Rappresentazione interna di un modulo processore .................................................. 19
Figura 2.4: Modulo di input ......................................................................................................... 19
Figura 2.5: Modulo di output ....................................................................................................... 20
Figura 2.6: Percorso della bottiglia con suddivisione in fasi ....................................................... 23
Figura 2.7: Tempi di ciclo del sistema ......................................................................................... 26
Figura 2.8: Controllo presenza bottiglia/tappo............................................................................. 28
Figura 3.1: Pannello Operatore OP77B ....................................................................................... 29
Figura 3.2: Collegamento tra Pg, Pannello Operatore e CPU ...................................................... 30
Figura 3.3: Schema ad albero del pannello operatore .................................................................. 31
Figura 3.4: Pannello Operatore collocato nella tappatrice Domain Chandon Winery ................. 32
Figura 3.5: Strutt. della rete di comando MPI e della rete Profibus con periferica decentrata .... 33
Figura 3.6: Pannello di comando ................................................................................................. 34
Figura 3.7: Tipo di parametri ....................................................................................................... 35
Figura 4.1: Interfacciamento con la tappatrice in fase di collaudo .............................................. 38
|5
Introduzione
L’evoluzione a cui stiamo assistendo negli ambiti dell’informatica e dell’automazione fa sì che,
nonostante i costi e contrariamente a quanto accadeva in passato, le decisioni di portare modifiche
ai sistemi non siano guidate unicamente dalla necessità di correggere errori di progetto, ma con
frequenza sempre crescente della volontà di realizzare le caratteristiche di flessibilità ed
interoperabilità che sono richieste a questo tipo di soluzioni.
La progettazione e la successiva ingegnerizzazione di un moderno impianto industriale di
produzione è un processo costituito da più fasi, svolte in sequenza, caratterizzate dal lavoro di
diverse figure professionali che contribuiscono ognuna al completamento di un singolo passo.
Maggiore è il numero dei cambiamenti che si rendono necessari durante le sopracitate fasi,
maggiore sarà il numero di ripetizioni del percorso attraverso questa catena, in cui spesso alcune
scelte ne condizionano altre.
Il controllo dei processi deve soddisfare numerose funzionalità, oltre alle normali azioni di
coordinamento delle operazioni da svolgere, quali ad esempio la gestione degli allarmi, delle
situazioni di errore, delle ricette, delle pianificazioni. Il controllo di questo tipo di processi deve
essere considerato un compito complesso, più che difficile.
Un problema difficile è un problema che solitamente ammette una sola soluzione anche se
matematicamente o scientificamente difficile da individuare, mentre un problema complesso è un
problema difficile da manipolare, più impegnativo dal punto di vista pratico. Analogamente un
processo è caratterizzato da numerosi vincoli, dipendenze tra gli attori coinvolti, obiettivi
mutuamente esclusivi e ammette molte possibili soluzioni: la strada che conduce alla soluzione di
un problema complesso passa tipicamente per la ricorsiva scomposizione modulare in problemi di
più basso livello, risolvibili in modo più agevole.
In passato la funzione primaria del software di controllo dei macchinari industriali era limitata allo
scandire il ritmo delle operazioni da eseguire in base a schemi preimpostati. I moderni sistemi di
controllo per macchinari industriali fanno pesante affidamento sul software e sui feedback sensoriali
per offrire le funzionalità richieste potendo contare su potenze di calcolo e disponibilità di memoria
che solo in tempi recenti è stato possibile ottenere: essi diventano a tutti gli effetti sistemi di
elaborazione in cui si realizza la completa supervisione locale garantendo migliori prestazioni,
sicurezza,maggiore autonomia funzionale e si generano grandi quantità di informazioni relative ai
processi a cui sovraintendono.
Sempre più spesso i macchinari che compongono una stessa linea di produzione devono rendere
disponibili all’esterno queste molteplici ed eterogenee informazioni per garantire il corretto
funzionamento della catena.
|6
Un tipico impianto di produzione è ottenuto dall’integrazione di numerose macchine automatiche
quali ad esempio, nell’ambito dell’imbottigliamento: sciacquatrici, riempitrici, tappatrici
capsulatrici, nonchè da una serie di trasporti in grado di gestire il flusso del prodotto - grezzo o
finito - fra una macchina e la successiva
Un problema ricorrente che insorge nell’ambito delle linee di produzione è dovuto al fatto che gli
operatori e gli utilizzatori possiedono un proprio background tecnico-culturale e necessitano di
essere addestrati per interagire con ogni nuova interfaccia uomo macchina. E’ pertanto
comprensibile come il funzionamento di un impianto coinvolga diverse persone e come sia
importante che esse siano in grado di parlare una lingua comune: clienti finali, costruttori di
macchine e integratori di sistemi hanno interesse ad individuare delle terminologie, delle strutture di
controllo e delle metodologie comuni di organizzazione dei programmi software, affinché sia per
tutti più semplice ed efficiente lavorare insieme.
Con la diffusione del vino in bottiglia e soprattutto del vino di qualità col tappo di sughero, si sono
moltiplicati gli sforzi per meglio conoscere gli aspetti tecnici connessi ai complessi problemi
collegati ai sistemi di chiusura delle bottiglie. In particolare il tappo di sughero, capolavoro della
natura, ma croce e delizia degli utilizzatori vinicoli, è stato oggetto di approfondite indagini con i
moderni mezzi di sperimentazione.
E’ importante che la qualità acquisita con la vinificazione e la conservazione sia mantenuta tale
anche al momento del confezionamento. La preparazione dei vini e le condizioni pratiche
dell'imbottigliamento giustificano un'attenzione speciale. Fra queste operazioni la tappatura
costituisce una tappa essenziale, sia perché la chiusura del vino influisce sulla sua ulteriore
evoluzione durante l'invecchiamento, sia per l'utilizzo in essi del tappo di sughero. Si tratta infatti di
un materiale unico per le sue proprietà di elasticità e di tenuta stagna, ma la sua scelta, la sua
preparazione e la sua utilizzazione presuppongono determinate costrizioni onde proteggersi da
diversi incidenti.
Il lavoro descritto in questa tesi si colloca nell’ambito del “Gruppo Bertolaso”, azienda leader nella
produzione di macchine per l’imbottigliamento, ed frutto dell’esperienza di tirocinio universitario,
con l’obiettivo di approfondire diversi aspetti della progettazione nel campo dell’imbottigliamento
del vino e degli alcolici.
|7
Possiamo dividere la realizzazione di un automatismo in tre fasi:
programmazione del PLC
programmazione del pannello operatore HMI e Inverter
collaudo finale
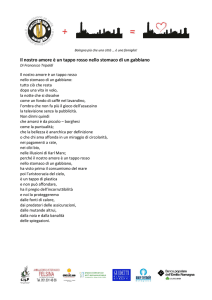
La macchina che si andrà ad analizzare è una tappatrice sughero con tappo raso, destinata ad una
cantina Californiana “Domaine Chandon Winery” che produce vino fermo.
Figura 1.1: Tappatrice Sughero
|8
Capitolo 1 L’impianto di imbottigliamento
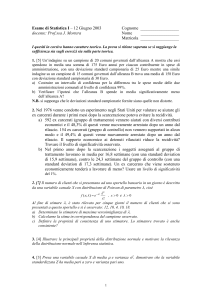
L’evoluzione del mercato richiede sempre più frequentemente la produzione di linee intere e
complete di imbottigliamento installate secondo le specifiche esigenze del committente. All’interno
dell’azienda lo staff del reparto ingegneria realizza i lay-out delle linee e segue tutti i passaggi della
realizzazione: dall’esecuzione del progetto fino al collaudo sul posto. Per rispondere alle richieste
del marketing dei Clienti, ogni singola linea deve essere progettata per lavorare anche decine di
diversi formati di bottiglia, cambiandoli automaticamente e rapidamente, con la possibilità di
aggiungerne altri nel tempo. L’automazione e la completa tracciabilità del prodotto diventano parte
fondamentale a partire dalla fase di progettazione. La linea di produzione è composta da diverse
zone collegate in sequenza. Nella zona 1 trova posta la sciacquatrice che permette di pulire l’interno
della bottiglia per mezzo di uno getto d’acqua. Il contenitore sarà poi asciugato grazie ad un soffio
aria che toglie le gocce d’acqua rimanenti al suo interno. La zona 2 concerne la riempitrice la quale
ha il compito di riempire la bottiglia della bevanda. La zona 3 gestisce la tappatura che può essere
effettuata con diversi tipi di chiusura: tappo sughero, vite, tappo in vetro, in plastica o alluminio. La
zona 4 è occupata dalla capsulatrice che ricopre il tappo con la capsula dove spesso è stampato il
marchio della cantina vinicola. Il passaggio da una zona all’altra è controllato da alcune fotocellule
dedicate che controllano il corretto flusso delle bottiglie. Queste fotocellule sono poste nel nastro
trasportatore. Altre zone possono riguardare l’ettichettatrice e l’incartonatrice. Spesso il cliente,
come si diceva, richiede la realizzazione di una linea completa e quindi viene creato l’uniblocco
integrando più macchine, gestito appunto come moduli del sistema, che formano una unica struttura
compatta e sincronizzata. In ogni momento della vita utile della macchina si può aggiungere o
sostituire uno o più moduli consentendo di configurare perfettamente l’uniblocco ai bisogni del
cliente. Praticità d’uso e tempi di set up ridotti sono altre qualità importanti. Lo studio di accessori
universali, dalla rapida regolazione, consente di lavorare bottiglie con diametri e forme diverse.
Figura 1.2: Transizioni di una linea di imbottigliamento
|9
1.1 Tappatrice sughero
La macchina che si andrà ad approfondire è una tappatrice rotativa automatica, che chiude le
bottiglie con tappi di sughero raso. La tappatrice viene installata nella cantina del committente
(Domaine Chandon Winery) collegata alla riempitrice in ingresso e alla capsulatrice in uscita.
Per la realizzazione della tappatrice c’è bisogno di conoscere tutte le caratteristiche richieste dal
cliente, ma non solo, è utile sapere anche le condizioni ambientali del luogo dove verrà posta, in
questo modo si utilizzano i materiali adatti per gli standard richiesti, inoltre si tiene in
considerazione anche il numero di operatori atti a seguire la macchina nella fase di
imbottigliamento. Alcuni principali dati tecnici del tappatore:
Una produzione massima di 9000 bottiglie/ora
L’utilizzo di una tensione di 480 V
Frequenza di 60 Hz
6 teste
Potenza del Motore Principale: 2.2 KW
Basso voltaggio: 24 Vac
Aria compressa: 150 Nlt/min
Bottiglie in utilizzo: 50 ÷ 140 mm (diametro)
190÷ 370 mm (altezza)
Tappi: 22 ÷ 26 mm (diametro)
35 ÷ 50 mm (altezza)
Con i dati riportati si nota che la macchina dovrà essere realizzata in modo tale che possa tappare
delle bottiglie che differiscono per diametro o per il tappo. In questo modo si dovranno utilizzare
degli elementi facilmente intercambiabili dal cliente in base alla scelta della bottiglia. Sono richiesti
inoltre alcuni optional:
Telaio autodrenante in acciaio inox
Protezioni perimetrali
Sollevamento elettrico della torretta
Pompa del vuoto completa di vacuometro e vasca di ricircolo da 50 Lt
Regolazione elettrica dei punzoni
Tachimetro elettrico digitale con visualizzazione sul display
Dispositivo conta bottiglie
Presenza tappo in uscita con segnale acustico
Dispositivo aspirazione polveri
L’operatore che si interfaccia con la tappatrice dovrà avere una supervisione tecnica dell’impianto.
Per mezzo del display posto frontalmente al tappatore si ha la visualizzazione delle quantità, dei
tempi, di tutto ciò che il macchinario misura e dello stato in cui si trova, oltre che degli avvisi di
allarmi e manutenzione da effettuare.
| 10
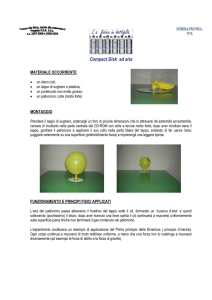
La tappatrice è costituita da una serie di elementi meccanici atti a ricevere le bottiglie senza il tappo
che entrano per mezzo di un trasportatore a catena, da sinistra verso destra. La coclea spazia le
bottiglie dolcemente e la stella in ingresso le posiziona sotto le teste tappanti È presente una stella
anche in uscita per direzionarle di nuovo verso il trasportatore a catena che invierà le bottiglie
tappate verso l’incapsulatrice.
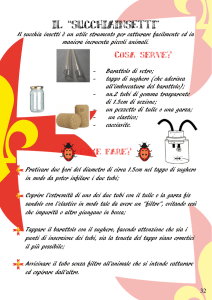
Figura 1.3: A sx. Ingresso della tappatrice (Coclea e Stella), a Dx Tappatrice vista dall'alto
I tappi, nel frattempo che le bottiglie entrano nel tappatore, vengono distribuiti automaticamente e
convogliati in ogni testa di chiusura costituita da uno specifico “Compressore Bertolaso”(fig. 1.4)
chiamato anche cassetto, dove essi vengono compressi tramite pressione. Il compressore B. ha 4
ganasce su guide ortogonali comprimono il tappo di sughero e garantiscono l’uniformità di
compressione. Ciascun gruppo di compressione è completamente smontabile per consentirne la
manutenzione.
Figura 1.4: A sx foto del Compressore Bertolaso, a dx Layout Compressore B.
| 11
1.2 Componenti della tappatrice
Analizzeremo ora quei dispositivi meccanici che interagiscono con il PLC o vengono
attivati/disattivati tramite il pannello operatore posto frontalmente alla macchina.
Per motivi di sicurezza si è creato un congegno di controllo apertura del cassetto. E’ una misura
di sicurezza che risulta utile nel caso in cui, per distrazione, si sia lasciato il cassetto aperto o
sporgente dalla sua sede. Con la macchina in funzione, il cassetto aperto spingerà il controllo che
ferma istantaneamente la macchina.
Per evitare l’ossidazione del vino si è voluti utilizzare la pompa del vuoto la quale ha il compito di
aspirare aria dal collo della bottiglia un momento prima della tappatura per creare il vuoto al suo
interno. Questo processo riduce la quantità di aria tra il tappo e il vino in bottiglia limitando così la
pressione all’interno della bottiglia tappata e quindi il rischio di ossidazione del vino.
Successivamente il tappo sughero viene compresso e introdotto nel collo della bottiglia tramite un
punzone presente in ogni testa. Il punzone viene tarato elettronicamente in base alle caratteristiche
del sughero (fig.1.5). Questa operazione viene normalmente effettuata manualmente agendo su
appositi pulsanti posti sul quadro di comando.
Figura 1.5: A sx esempio di tappatura, a dx foto Punzone
Un elemento utile a preservare pulita la tappatura è l’aspiratore polveri, che impedisce alla polvere
proveniente dalla tappatrice, di entrare nelle bottiglie. L’aspirazione delle polveri avviene quando il
sughero viene premuto. Un ultimo passaggio fondamentale prima della effettiva tappatura è
l’iniezione del Gas Neutro: è un’ operazione molto importante, che ha lo scopo di ridurre
drasticamente l’ossidazione e di combattere la colatura del tappo. Il gas è costituito essenzialmente
da C02 che si scioglierà nel vino evitando il permanere della pressione tra vino e tappo di sughero.
| 12
1.3 Sensori di controllo e allarme
E' noto che le capacità di manipolazione dell'uomo sono dovute, più che al suo apparato motorio
flessibile ma impreciso, alla fantastica sofisticazione del suo sistema sensoriale ed alla capacità di
elaborazione del suo cervello. Se si vuole quindi ottenere da un macchinario una capacità di
manipolazione che sia, pur lontanamente, paragonabile a quella dell'uomo, occorre dotare la
macchina di sensori di diverso tipo e sfruttare in maniera più completa possibile tutte le
informazioni che da questi provengono. Un sensore può essere definito come un dispositivo che
emette segnali elettrici dipendenti da uno o più parametri fisici della macchina e/o dal mondo che lo
circonda. Questa definizione include qualunque tipo di sensore collegabile a robot industriali, dai
più semplici ai più complessi. E’ utile classificare i sensori in base all'uso che di ognuno si fa
all'interno della macchina perché è questo il fattore discriminante delle problematiche di
collegamento e di gestione da parte dei sistemi di controllo.
Secondo questo criterio, si possono individuare tre classi di sensori:
Classe A - Sensori impiegati per il corretto funzionamento della macchina
Classe B - Sensori impiegati per garantire la sicurezza (operatori compresi)
Classe C - Sensori impiegati per il corretto funzionamento del programma della
macchina tappatrice
Nella prima classe sono compresi, oltre ai dispositivi che negli azionamenti retroazionati forniscono
le informazioni di velocità e posizione, anche gli interruttori di fine corsa o simili, quando vengono
usati come riferimenti di posizione (ad esempio negli azionamenti passopasso), e tutti i dispositivi
le cui informazioni sono necessarie al funzionamento del robot. Alla seconda classe appartengono
tutti i dispositivi che presiedono alla sicurezza della macchina e dell'ambiente circostante (finecorsa e sensori di sforzo eccessivo, sbarramenti, fotoelettrici, pulsanti di emergenza, ecc...). Nella
terza classe, infine, sono compresi tutti i sensori che non fanno parte delle prime due.
E’ necessario osservare che i sensori di classe B sono necessariamente dispositivi binari: qualora si
siano implementati con rilevatori analogici, è necessario confrontare la grandezza rilevata con
soglie opportune, ed il risultato di questa operazione è l'unica informazione interessante. Anche se
non è possibile dare una metodologia generale per il collegamento dei sensori,perché le strutture dei
sistemi di controllo possono essere molto diverse fra loro, si possono fare alcune considerazioni di
carattere generale. I sensori di classe A devono essere collegati direttamente ai dispositivi che
azionano i singoli attuatori. Per quanto riguarda i sensori di classe B, vale un ragionamento analogo:
essi devono essere collegati al sistema di controllo al livello più basso possibile, in modo che
eventuali malfunzionamenti dell'hardware non ne compromettano il buon funzionamento. I sensori
di classe C di basso livello, infine, devono essere collegati al livello più alto, perché le loro
informazioni sono utilizzate direttamente dalla unità che esegue il programma di utente.
| 13
I sensori presenti nella tappatrice sono funzionali alla soluzione dei seguenti problemi:
- controllo dei movimenti della macchina e delle bottiglie, del posizionamento iniziale e finale,
della correttezza della traiettoria in termini di percorso, velocità ed accelerazione.
- capacità del sistema di tener conto del mondo esterno affinché la macchina possa essere in grado
di sostituire l'uomo ad eseguire quei processi con una determinata precisione.
Sono visibili a pagina seguente (fig.1.7) le 4 fotocellule (indicate dalle freccie) installate nel nastro
trasportatore, rispettivamente due in ingresso e due in uscita. Le fotocellule utilizzate sono di tipo a
riflessione e utilizzano una luce infrarossa. Le principali caratteristiche della fotocellula Sick
WL11G-2B2531:
- Campo di rilevamento max: 0-4 m
- Sorgente di luce: Led
- Tipo di luce rossa: luce rossa visibile
- Regolazione della sensibilità: potenziometro
- Tensione di alimentazione: 10 V Dc
- Consumo ≤ 10 mA
- Uscita Imax: 100 mA
- Tempo di risposta: ≤ 330 µs
Figura 1.6: fotocellula applicata nel nastro trasportatore
| 14
Qualsiasi variazione del raggio di luce viene registrata, valutata nella parte ricevente e convertita in
segnale digitale. I sensori a riflessione necessitano di un riflettore che viene montato di fronte
all’elemento fotoelettrico per creare il ritorno della luce verso l’elemento di ricezione ottica.
Queste fotocellule sono inserite per rilevare il passaggio di bottiglie, in quanto la fotocellula in
ingresso (2), ovvero la più distante dalla tappatrice, è utile perché fa rallentare la velocità della
macchina se non rileva l’arrivo di bottiglie in ingresso. La fotocellula in ingresso (1) è invece la più
vicina al tappatore, essa ferma la macchina se mancano bottiglie in ingresso. Le fotocellule in uscita
esaminano invece l’accumulo delle bottiglie nel nastro trasportatore. Nel caso della fotocellula più
vicina alla tappatrice provoca l’arresto della macchina mentre quella più lontana genera un
rallentamento.
Figura 1.7: layout tappatrice con in evidenza le fotocellule
Le fotocellule a tasteggio basano il loro funzionamento sulla riflessione della luce da parte
dell'oggetto che intercetta il raggio luminoso emesso. L'emettitore e il ricevitore sono nello stesso
contenitore. La distanza operativa è limitata e legata al colore e al tipo di superficie dell'oggetto da
rilevare. La distanza di lavoro diminuisce con superfici meno riflettenti o di colori più scuri. Questo
tipo di fotocellule vengono utilizzate per il rilevamento diretto dell'oggetto. Questa fotocellula è
impiegata per il “controllo presenza bottiglia” ovvero rileva l’istante di passaggio di ogni singola
bottiglia. Nel momento in cui rileva la presenza della bottiglia attiva lo “sblocco del tappo” in modo
tale che la bottiglia, entrata successivamente nella tappatrice, trovi il tappo compresso e pronto per
essere innestato su di essa. All’uscita del tappatore viene operato il “Controllo presenza
tappo/bottiglia” tramite due diverse fotocellule che controllano rispettivamente la presenza della
bottiglia e la presenza del tappo nel collo della bottiglia. Come si può vedere in fig. 1.8 si è
utilizzato una fotocellula a raggio di luce visibile (1) che colpisce l’eventuale tappo mentre si è
adottato un sensore a riflessione (2) per rilevare la bottiglia.
| 15
Nella tappatrice è presente un sensore che rileva la “Leva trasporta tappo” fuori posizione. Nello
specifico questa leva, controllata meccanicamente da una seconda camma, trasferisce il tappo dal
canale di alimentazione tappi ai gruppi di compressione. Il sensore in esame è di prossimità, in
grado di rilevare la presenza o meno di un pezzo metallico, nel nostro caso la leva.
Il sensore individua dunque la leva solo nel caso in cui essa sia fuori dalla sua regolare posizione, in
questo modo si evitano gravi danni alla macchina. Un altro sensore a prossimità è utilizzato per il
“Controllo ingorgo tappi”. Durante lo sbloccaggio del tappo, può esserci un problema di
intasamento in quanto il tappo in arrivo può trovare ostruito il passaggio dal tappo che lo precede e
in questo caso il tappo ostruito è costretto a spingere un asticella che attiva il sensore, inviando
dunque una segnalazione di allarme. Per il “Controllo mancanza tappi” è presente una fotocellula a
riflessione, posta sull’introduttore dei tappi. In fig 1.8 sono visibili i sensori per rilevare la presenza
dei tappi. I tappi scendono per forza gravitazionale, passano attraverso lo “Sbloccaggio del tappo” il
quale decide se rilasciare il tappo per la tappatura.
Figura 1.8: Layout del controllo presenza tappo/bottiglia, a sx vista frontale, a dx vista dall’alto
| 16
Capitolo 2 Descrizione dell’Hardware e Software di
controllo
2.1 Introduzione
La tappatrice presa in considerazione può essere definita come un sistema ad eventi discreti (SED),
utilizza un impianto il cui comportamento dinamico è caratterizzato dall’accadimento asincrono di
eventi che individuano lo svolgimento della tappatura. Un SED è caratterizzato da un insieme di
eventi accadibili, da uno spazio di stato e da un’evoluzione dello stato regolata dagli eventi. I
sistemi ad eventi discreti si dividono in logici e temporizzati. Per gli automatismi più veloci e
complessi, in cui ci sia bisogno cioè di elaborare le informazioni con specifiche stringenti in termini
di affidabilità, compattezza, consumo e costo, si impone la necessaria realizzazione del sistema di
comando con tecnologia elettronica. Si devono inizialmente stabilire quali sono i segnali
provenienti dal processo (variabili di ingresso, dai sensori) e le azioni che sul processo devono
essere comandate (variabili di uscita, verso gli attuatori). In queste dinamiche industriali viene
impiegato un controllore a Logica Programmabile (o PLC = Programmable Logic Controller): è un
semplice ed economico microcomputer dedicato all'ambiente industriale, per il quale è dotato delle
opportune interfacce. Il PLC è determinante per il controllo di macchine automatiche, in questo
tappatore si è scelto di usare il PLC Siemens S7-200.
Un sistema di controllo e misura:
- riceve, attraverso i sensori, informazioni dal processo (livello di campo)
- elabora i dati attraverso dei programmi per il controllo (livello di controllo e comando)
- invia, verso gli attuatori, i comandi che corrispondo a particolari azioni da svolgere per controllare
il processo
Figura 2.1: Schema a blocchi applicativo di un sistema PLC
| 17
Il software dei PLC è fondamentale per dare all’hardware quella flessibilità che sistemi di controllo
a logica cablata non possiedono. E’ sufficiente quindi cambiare solamente il programma affinché
una certa configurazione hardware del PLC sia adatta a svolgere un compito di controllo diverso. Il
linguaggio adottato per il tappatore sughero è il KOP, noto anche come schema a contatti o rete
ladder, che ha una certa somiglianza con gli schemi elettrici a relè, è oltretutto il più intuitivo.
I segnali che determinano lo stato del sistema sono prelevati dalla zona operativa mediante l’unità
d’ingresso e allocati nella memoria degli ingressi, quella che costituisce l’immagine di processo
degli ingressi. Quando il controllo presenza bottiglia, ossia nel momento in cui il sensore rileva il
passaggio di bottiglie, la tensione giunge all’ingresso digitale e la corrispondente locazione di
memoria passa allo “stato uno”. La CPU, una volta acquisito lo stato dei sensori dell’immagine di
processo, elabora il codice (software) che è stato inserito dall’utente nella memoria di programma.
Il software stabilisce quindi le azioni da compiere ponendo allo “stato uno” i bit corrispondenti, in
questo modo costituisce l’immagine di processo delle uscite. Terminata l’elaborazione (o scansione)
del programma, le azioni da compiere passano dalla memoria delle uscite, in cui sono presenti come
stati uno e zero, alle schede di uscita che comandano gli attuatori del sistema, nel caso del modello
appena visto si va a comandare lo sblocco del tappo per l’arrivo di una bottiglia. Lo sviluppo del
codice della CPU viene effettuato tramite il PC (dispositivo di programmazione), con l’apposito
software di programmazione STEP 7-Micro/WIn 32. Oltre al codice della CPU si programma anche
il pannello operatore, il quale sarà costantemente in comunicazione con il tappatore.
Il PLC lavora tenendo sotto controllo, attraverso scansioni cicliche, i segnali di ingresso provenienti
da sorgenti quali sensori, finecorsa o pulsanti. Quando rilevano delle variazioni nei segnali di
ingresso tali da cambiare lo stato logico (segnali on / off). Il PLC reagisce in base al programma
scritto dall'utente, tale da generare segnali di uscita in grado di poter pilotare carichi esterni al
sistema controllato, come relè, controlli per motori, display ed eventuali allarmi della tappatrice. In
questo modo si elimina gran parte dei problemi di cablaggio ed aumenta la flessibilità del sistema
perché permette la modifica del software applicativo in maniera estremamente semplice. Si ha così
la possibilità di risolvere problemi di controllo di automazione, con una struttura costruttiva che
rispecchia quella di un calcolatore, dal quale si differenzia per le modalità di utilizzo dei singoli
componenti. La sezione di ingresso/uscita (I/O) comprende i dispositivi di interfacciamento ed i
relativi cablaggi, che ne permettono il collegamento al sistema da controllare. Al PLC si collegano
quindi tutti i sensori ed attuatori per l'elaborazione delle relative informazioni.
Composizione dell’hardware di controllo:
Sul PLC S7-200 della tappatrice si è scelto di utilizzare la CPU Siemens S7-226 composta da:
40 I/O incorporati
Memoria di programmazione 24 Kbyte
Memoria dati da 10 Kbyte
6 contatori ad alta velocità da 30kHz
2 interfacce di comunicazione RS-485
Incorpora un real time clock
4 uscite di treni di impulsi da 20 kHz (solo modelli ad alimentazione c.c.)
| 18
Oltre alla CPU vi sono collegati atri 2 moduli d’ampliamento digitali utili per aggiungere altri
ingressi/uscite digitali. Grazie all’aggiunta di ulteriori moduli vi sono vantaggi per l'utente in quanto
a flessibilità, se il compito d’automazione diventa più complesso, il controllore può essere ampliato.
Anche il programma utente può essere facilmente riadattato.
Viene applicato inoltre un alimentatore per carico SITOP power 24 V/3,5 A, utilizzato
appositamente per il SIMATIC S7- 200, il quale offre alcuni vantaggi: ha una maggiore durata degli
utilizzatori collegati grazie alla protezione speciale dalle oscillazioni e dai disturbi di rete; ha ridotto
sviluppo di calore nell'armadio elettrico grazie all'elevato rendimento dell'alimentatore; è di facile
montaggio grazie al peso ridotto e alle stesse possibilità di montaggio dell'S7-200.
Il modello figura 2.2 approfondisce la rappresentazione dei controllori logici programmabili nel
caso del tappatore preso in considerazione. E’ visibile come PLC si rapporta e interagisce con gli
altri dispositivi della tappatrice . Il cuore del sistema di controllo è l’unità centrale CPU che
attraverso un bus comunica con gli altri apparati.
0
Dispositivo di
programmazione.
PC
UNITA’
IN
1
1
0V
24V
dal
tappatore
CPU
..
A/D
controllo
presenza bottiglia
INGRESSI
..
Memoria
programma
1
0
UNITA’
OUT
1
PANNELLO
OPERATORE
HMI
..
dal
tappatore
..
USCITE
CPU
Periferiche
Figura
Memo
rie
Sistem
2.2: Schema
a bus
D/A
0V
Schede
OUT
funzionale del PLC
sblocco tappo
24V
Schede IN
PLC
Motore
principale
Campo Operativo
| 19
Descrizione del software di controllo:
Nel modulo processore (Fig.2.3) sono presenti uno o più microprocessori, 2 aree di memoria (una
per gli ingressi e l’altra per le uscite) e delle memorie RAM e ROM.
Figura 2.3: Rappresentazione interna di un modulo processore
Per quanto riguarda invece l’area dati d’input e d’output questa è realizzata con memoria RAM.
Il modulo processore durante il suo funzionamento rispetta il ciclo degli ingressi e delle uscite che
prevede i seguenti 4 passi:
1. Aggiornamento dell’area di memoria in ingresso con i dati fisici che arrivano dal processo
attraverso l’uso di opportuni sensori;
2. Esecuzione del/i programma/i utente;
3. Esecuzione di programmi di gestione (particolari routine del sistema operativo);
4. Scrittura dell’area di memoria in uscita con i risultati del/i programma/i (tali valori andranno
poi a comandare gli eventuali attuatori presenti nel processo);
Dalla durata del ciclo degli ingressi e delle uscite dipende la potenza di calcolo del PLC.
Un modulo d’input standard ha una conformazione come quella prevista della Fig. 2.4.
Figura 2.4: Modulo di input
| 20
Il compito del disaccoppiatore ottico è quello di evitare che un eventuale fenomeno di
sovratensione si propaghi su tutti gli elementi a valle del disaccoppiatore stesso. Gli n
ingressi che un convertitore A/D ha sono riservati di norma n/2 per la tensione e n/2 la
corrente. Il convertitore produrrà un’uscita digitale di 0 Volt per rappresentare il valore
basso (0) e di 24 Volt per il valore alto (1).
Il modulo di output è rappresentato nella figura seguente
Figura 2.5: Modulo di output
I livelli TTL (Transistor Transistor Logic) rappresentano i dati memorizzati nell’area di
memoria. Il disaccoppiatore ottico ha lo stesso compito visto in precedenza nei moduli di
Input.
Il convertitore D/A ha il compito di ricostruire il segnale analogico partendo dai campioni
in digitale. Il compito dell’amplificatore è di portare la tensione, altrimenti bassa, su valori
di 10-100 V.
2.2 Sviluppo del programma:
Nella creazione del programma di controllo, in diagramma a contatti, vengono generalmente seguite
otto fasi fondamentali:
1. Determinare che cosa il sistema di controllo deve compiere e secondo quale sequenza.
2. Selezionare i dispositivi di ingresso e di uscita del PLC.
3. Disegnare uno schema di controllo, utilizzando i simboli dei diagrammi a contatti KOP.
4. Codificare i simboli dello schema per l'inserimento nella CPU tramite la consolle di
programmazione
5. Trasferire lo schema codificato (programma) nella CPU.
6. Attivare il programma, ossia eseguirlo.
7. Verificare se il programma contiene degli errori.
8. Correggere gli errori e memorizzare il programma finito.
| 21
Esaminiamo più in dettaglio le prime quattro fasi.
2.2.1 PRIMA FASE
Per utilizzare un PLC in una applicazione di controllo, occorre in primo luogo determinare le
specifiche del sistema, ed in particolare le specifiche di ingresso e uscita. La prima cosa da fare è
quindi valutare il numero ed il tipo di I/O richiesti dalla tappatrice. Ciò richiede l'identificazione di
tutti i dispositivi che devono inviare un segnale di ingresso al PLC (sensori, pulsanti, periferiche,
ecc...) o che da questo devono ricevere un segnale (attuatori, servocomandi, sistemi di
visualizzazione, ecc...) decidendo, in base alla natura di ciascuno di essi, quanti punti elementari
(bit) sono necessari. Si preparerà una tabella che mostri la corrispondenza tra i bit di I/O ed i
dispositivi di I/O.
Il passo successivo consiste nel determinare la sequenzialità degli eventi e la successione temporale
secondo la quale fornire i comandi. E' necessario quindi identificare le relazioni di ciascun
dispositivo controllato nei confronti degli altri ad esso legati (ad esempio, fra una fotocellula e lo
sblocco del tappo) ed anche le risposte reciproche.
2.2.2 SECONDA FASE
Molti controllori programmabili utilizzano il concetto di canali I/O per identificare i singoli punti.
Anche ai temporizzatori ed ai contatori devono essere assegnati dei numeri di identificazione,
evitando di dare lo stesso numero ad un contatore e ad un temporizzatore. Dopo aver reso
identificabili mediante indirizzi tutti gli elementi di ingresso e uscita e gli indirizzi interni che
faranno parte dello schema di controllo, si può passare alla terza fase.
2.2.3 TERZA FASE
E' necessario codificare con un diagramma a contatti quanto messo a punto nelle due fasi
precedenti. Un programma scritto in un diagramma in KOP è formato da una serie di righe
circuitali, delimitate sul lato sinistro da una barra verticale.
2.2.4 QUARTA FASE
Gli indirizzi sono delle posizioni di memoria nelle quali si possono registrare istruzioni o dati. Le
istruzioni servono per spiegare al PLC che cosa deve fare, utilizzando i dati da cui sono seguite.
| 22
Ciclo bottiglia
Nella tappatrice si hanno circa cinquanta ingressi e uscite, alcuni di questi sono: Macchina segnale
FTC lenta/stop no bottiglia ingresso, Macchina segnale emergenza premuta, Macchina protezioni
aperte ecc.. Per ciò che concerne le uscite, alcune di esse sono: Macchina comando arresto rapido,
Macchina comando abilitazione circuito emergenza, Tappatore sughero comando alimentatore
tappi, Tappatore sughero comando aspirazione polveri ecc.. Nella successiva figura 2.6 è
rappresentato il percorso delle bottiglie nelle diverse fasi che interessano la tappatrice
sughero. Più in dettaglio:
1- Si inizia con la tappatrice in attesa dell’arrivo delle, bottiglie pronta a mettersi in moto ed
iniziare a tappare alla velocità scelta dall’utilizzatore. La macchina è quindi in produzione.
Le fotocellule in ingresso poste nel nastro trasportatore danno il segnale dell’arrivo delle
bottiglie.
2- La bottiglia dopo essere stata nella riempitrice, attraverso il nastro trasportatore, arriva
alla tappatrice la quale si mette in moto.
3- La bottiglia entra nella coclea: in quel momento il sensore posto di fronte alla coclea rileva
esattamente l’istante di ingresso nella tappatrice, in questo modo individua la presenza
della bottiglia.
4- Nel momento in cui viene rilevata la bottiglia, verrà sbloccato il tappo di sughero il quale
successivamente servirà per tappare quella bottiglia.
5- Mentre la bottiglia si avvia verso la stella in ingresso che la posizionerà sotto le teste
tappanti, il tappo (sbloccato precedentemente) è entrato nella fase di compressione.
6- La bottiglia entra nella testa tappante contente il tappo già compresso, essa inizia il
percorso di tappatura. Il primo passo è l’aspirazione della polvere (o soffio aria ) dal collo
della bottiglia.
7- Viene fatto il vuoto nel collo della bottiglia tramite la pompa del vuoto.
8- Il passo successivo è l’iniezione del Gas Inerte, per evitare l’ossidazione del liquido
contenuto.
9- La bottiglia ora viene tappata attraverso l’innesto del tappo per mezzo del punzone.
10- La bottiglia ha eseguito il suo percorso di tappatura ed è diretta verso la stella di uscita.
11- Quando è uscita dalla stella per inserirsi nel nastro trasportatore, avviene il controllo
presenza bottiglia e tappo, per verificare la corretta tappatura.
12- Ora la bottiglia percorre il nastro trasportatore per dirigersi verso l’incapsulatrice.
| 23
Nello schema seguente in figura 2.6 si assume che la macchina sia in “Produzione”, ovvero il
tappatore è in moto e pronto a tappare le bottiglie. FASI BOTTIGLIA:
Figura 2.6: Percorso della bottiglia con suddivisione in fasi
Un passaggio molto importante sul quale viene fatta particolare attenzione nello stadio di
programmazione è lo sbloccaggio del tappo per ottenere una corretta tappatura. In questo caso una
serie di tappi che sono posizionati nel tubo fisso, sono pronti per essere compressi e inseriti nel
collo della bottiglia. C’è bisogno di verificare e calcolare il momento esatto in cui il tappo deve
essere rilasciato dunque sbloccato per essere compresso e inserito esattamente nella bottiglia in
arrivo. L’Encoder ottico applicato all’asse del motore è in grado di fornire l’esatta posizione del
tappatore. La verifica e la percezione del momento in cui c’è lo sbloccaggio viene fatto in fase di
collaudo tramite l’encoder e viene dunque memorizzato il valore dell’encoder tale per cui si abbia la
certezza che la bottiglia rilevata in ingresso sia tappata.
| 24
Struttura, macrozioni:
1- ATTESA DELLA BOTTIGLIA
1
PEZZO PRESENTE
2- SBLOCCO DEL TAPPO. INNESTO TAPPO
2
TAPPATURA OK
3- EVAQUAZIONE BOTTIGLIA
3
Ad ogni stato vanno associate delle azioni da intraprendere, viene attivato un algoritmo specifico
per il stato in qui si trova. Ad ogni transizione invece va associata una condizione che ne determina
l’attivazione (passaggio ad un nuovo stato), nel caso della condizione di tappatura se risulta non
essere “ok” ovvero una tappatura regolare, allora la condizione non si verifica e scaturisce l’allarme.
Nel codice riportato in formato AWL è possibile capire come è gestito lo sbolccaggio. Quando
l’encoder rileva il valore memorizzato, tramite il settaggio del bit (MTS_APerturaS..) a 1, dispone
l’uscita OUT0540 dedicata alla apertura dello sblocco e dunque il rilascio del tappo dopodiché il bit
torna 0 impedendo il rilascio di altri tappi tramite l’uscita OUT0541.
APERTURA SBLOCCO
Simbolo Indirizzo Commento
MTS_AperturaSbloccoTapp M20.0
SempreOn SM0.0 Sempre ON
TS_Apertura VW4308
TS_Bit01ShiftRegister V4301.1
TS_Chiusura VW4310
TS_ValoreEncoderSfasato VW4304
| 25
OUT0540 - SBLOCCO TAPPO
Simbolo Indirizzo Commento
AutTS_SbloccoTappo V3031.2 AutTS - Sblocco Tappo Su Bottiglia
M_OUT0540 V7054.0 TD - Comando Sblocco Tappo Tappatore Sughero
MTS_AperturaSbloccoTapp M20.0
OUT0540 V1054.0 TD - Comando Sblocco Tappo Tappatore Sughero
OUT0541 V1054.1 TD - Comando Blocco Tappo Tappatore
Nella fase di progettazione e di programmazione si deve tener conto di tutti quei problemi che
possono insorgere dall’arrivo della bottiglia in ingresso, all’uscita della bottiglia dalla tappatrice.
Per intervenire su questi problemi c’è un blocco di codice del software che riguarda gli allarmi: il
blocco SBR11 che contiene una sequenza di richieste di allarme. Il Programma interroga lo stato
del bit di alcuni ingressi come: controllo automatico motore principale macchina, il controllo del
ventilatore. Nell’istante in cui l’interrogazione risulta vera, lancia l’allarme es. “automatico motore
principale” o “ventilatore armadio”. Il primo problema cui la tappatrice può andare incontro è
dovuto alla mancanza di bottiglie in arrivo a monte del tappatore. In questo caso c’è la segnalazione
della fotocellula “Lenta per mancanza bottiglie in ingresso”. Come si è visto nella figura 1.7 la
fotocellula in esame è la più lontana dal tappatore dal lato dell’ingresso bottiglia. Il raggio emesso
dalla fotocellula, posta sul nastro trasportatore, è costantemente interrotto dal passaggio delle
bottiglie nel caso di un flusso continuo. Si è così deciso di creare un codice in grado di segnalare al
pannello operatore un messaggio di allarme e un rallentamento della macchina nel caso in cui per
un tempo superiore ai 2 secondi non ci sia più il passaggio di bottiglie. Il codice a riguardo è così
rappresentato in formato AWL:
Simbolo Indirizzo Commento
AutM_CtrlFussoBottilgie V3430.1 AutM - Controllo Flusso Bottiglie
IN0040 V4.0 M - Segnale Ftc Lenta No Bott Ingresso Macchina
Msg_011 V4865.2 SM - Lenta Mancanza Bottiglie Ingresso
Msg_012 V4865.3 SM - Stop Mancanza Bottiglie Ingresso
TM_FtcOffLentaIngresso T38 TM - Ftc Off Lenta Ingresso
TM_FtcOnLentaIngresso T37 TM - Ftc On Lenta Ingresso
WM_FtcOffLentaIngresso VW2076 TM - Ftc Off Lenta Ingresso
| 26
WM_FtcOnLentaIngresso VW2074 TM - Ftc On Lenta Ingresso
Nel codice appena visto si è voluto utilizzare due timer impostati ad un tempo di 2 s. I due timer
sono identici ma vengono attivati in modo differente. Il primo timer TON conteggia il tempo
quando l’ingresso IN0040 è attivato (ON) ossia la fotocellula BD223 non rileva il passaggio di
bottiglie in ingresso. Il bit di temporizzazione viene attivato quando il valore corrente
(Tm_FtcOnLentaIng.) diventa maggiore o uguale al tempo preimpostato di 2 secondi. Il secondo
timer TOF invece consente di ritardare la disattivazione del messaggio di allarme per 2 secondi
dopo che l’ingresso (IN0040) è stato disattivato. Quando ha raggiunto i 2 secondi il TOF si disattiva
e il valore corrente smette di avanzare attivato nel momento in cui IN0040 passa allo stato 0 cioè
viene segnalato che c’è il passaggio di bottiglie in ingresso. In questo caso il TOF inizia a contare e
dopo 2 sec rimuove l’avviso da pannello “lenta mancanza bottiglie ingresso”(Msg_011) e la
macchina tornerà a regime. Si riporto in seguito il diagramma di stato in figura 2.7:
IN0040
TON
2 sec
TOF
2 sec
MSG ALLARME (bit)
Figura 2.7: Tempi di ciclo del sistema
Ugual discorso si fa per la fotocellula BD224, essendo essa più vicina al tappatore: se non arrivano
più bottiglie in ingresso segnala a pannello la mancanza di bottiglie e in questo caso ferma la
macchina con l’avviso da pannello “stop mancanza bottiglie in ingresso” (Msg_012).
Quando la bottiglia viene captata dalla stella in ingresso (Fig. 1.3 Cap.1), che ha la funzione di
posizionare le bottiglie in arrivo dal nastro trasportatore, possono insorgere dei problemi in quanto
può accadere che ci sia un ingorgo di bottiglie o semplicemente una bottiglia che non si posiziona
correttamente ciò può recare dei gravi problemi nella fase di tappatura. Per evitare questo, la stella
è dotata di una frizione che innesta il chip nel momento in cui la stella non funziona correttamente.
Il chip attivato ferma la macchina, invia una richiesta di allarme e un avviso a pannello di controllo
stella ingresso. Questa procedura è uguale anche per la stella in uscita.
Altri allarmi riguardano la sicurezza. Prendiamo ad esempio la “richiesta di allarme sicurezza
circuito emergenza”. Questo allarme è segnalato nel caso in cui ci sia un anomalia nelle protezioni
| 27
di sicurezza e ci siano le porte aperte della macchina o sia presente un segnale di emergenza. I
segnali di emergenza possono essere generati dall’operatore tramite i pulsanti a fungo presente nel
pannello operatore e nella pulsantiera volante.
Le porte aperte vengono invece segnalate dai magneti posti sul telaio della macchina: nel momento
in cui la porta viene aperta inviano il segnale. Anche per la coclea in ingresso è supportata dello
stesso tipo di chip che viene attivato in quei rari casi in cui la bottiglia che transita nella coclea
preme contro la protezione che di conseguenza attiva il chip. Altri tipi di allarmi sono dovuti ai
tappi. La fotocellula che controlla il regolare flusso di tappi, nel caso di mancanza di tappi, provoca
l’arresto della macchina e invia un allarme visibile dal pannello che gestisce il controllo della
presenza dei tappi nel tubo fisso. Si ha invece l’allarme di ingorgo tappi quando è rilevato un
problema nella fase di bloccaggio del tappo visto nel capitolo 1; anche in questo caso l’allarme
provoca l’arresto della macchina.
Si riportano ora altri tipi di allarme:
allarme pressostato aria di rete nel caso in cui non funzioni correttamente
allarme intensità di corrente troppo bassa
allarme temperatura minima/massima se è rilevata una temperatura inferiore o superiore a
quella consentita
allarme automatico aspiratore polveri dovuto a un danneggiamento
allarme mancanza pressione circuito gas inerte, verificato per mezzo di un pressostato
allarme pattino gas vuoto e posizione errata
Sulla parte superiore della macchina sono poste le lampade e la sirena per le segnalazioni dello
stato del tappatore. La sirena è attivata nel caso in cui venga effettuata una richiesta di marcia
macchina che anticipa l’avvio del tappatore di 2 secondi, ed è attiva in altri diversi casi che vedremo
in seguito.
La lampada è composta da 3 colori: verde, arancio, rosso. La lampada verde è accesa quando la
macchina è in funzione, la lampada arancio quando la macchina è pronta a partire, e la lampada
rossa è attiva quando la macchina è in stop.
Un’altra area del programma riguarda il blocco dei Controlli con cui vengono gestiti i conteggi
delle bottiglie che vengono tappate e di quelle che non vengono tappate. Il programma è dunque
composto da diversi segmenti di conteggio: conteggio bottiglie totali, conteggio bott. senza tappo,
conteggio bottiglie con tappo conteggio bottiglie senza tappo per stop macchina. Oltre ai conteggi
viene gestita la sirena la quale è attivata ogni qualvolta venga rilevata una bottiglia senza tappo
vengono gestiti anche tutti i reset dei bit di conteggio.
Quando è rilevata la presenza della bottiglia in ingresso con un settaggio del bit a 1 viene analizzata
la presenza del tappo o meno attraverso l’immagine in ingresso F_IN2571. Quando il sensore rileva
il tappo allora il contatto appena citato si attiva settando il bit a 1 per la presenza del tappo nel caso
in cui non venga rilevato viene conteggiata la mancanza del tappo. Il codice, nel caso del conteggio
totale delle bottiglie, è composto dal contatto della bottiglia in ingresso e dall’operazione
| 28
sommatore la quale incrementa di 1 ogni qualvolta rileva la bott. in ingresso rilasciando in uscita il
numero totale delle bottiglie passate fino a quel momento. Allo stesso modo vengono gestiti tutti gli
altri conteggi.
Si è scelto di attivare la sirena ogni volta che la fotocellula rileva una bottiglia senza tappo, nel
codice è utilizzato un timer TOF per una durata di 1 secondo della sirena. Otre alla segnalazione
acustica viene anche inviato a pannello un messaggio di mancanza tappo su bottiglia. Si è deciso
inoltre l’arresto del macchina al raggiungimento di 3 bottiglie consecutive in uscita senza tappo.
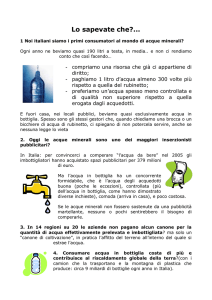
Nella fig. 2.8 è rappresentato il momento in cui la bottiglia è uscita dal tappatore con il tappo. E’
verificata la presenza della bottiglia per mezzo della fotocellula a riflessione posta ai fianchi della
bott. mentre è controllata la presenza del tappo grazie al sensore posto sopra la testa della bottiglia
visibile anche dai led accesi.
Figura 2.8: Controllo presenza bottiglia/tappo
| 29
Capitolo 3 Simatic HMI e Inverter
3.1 Pannello operatore HMI:
Nel momento in cui i processi diventano sempre più complessi e le esigenze di funzionalità di
macchine e impianti aumentano, l’operatore necessita della massima semplicità. Tale chiarezza è
ciò che viene offerto dalla HMI, che svolge molteplici compiti tra quelli descritti qui di seguito:
- Rappresentazione del processo sul pannello operatore. Se ad esempio nel processo cambia uno
stato, la visualizzazione sul pannello operatore viene in tal senso aggiornata.
- Comando del processo utilizzando l’interfaccia grafica. L’operatore può ad esempio indicare un
valore di riferimento per il controllore o inviare un comando operativo.
- Visualizzazione di eventi a cui possono essere associati allarmi di tipo acustico o visivo.
- Archiviazione dati nella memoria interna del sistema HMI. In tal modo è possibile documentare
l’andamento del processo e avere accesso pure in un secondo tempo ai dati di produzione pregressi.
- Gestione dei parametri macchina e di processo che possono essere salvati nel database del sistema
HMI. Tali parametri possono poi essere richiamati e trasmessi al controllore per modificare il
comportamento del macchinario controllato.
La soluzione Simatic HMI mette a disposizione una vasta gamma di possibilità per assolvere
molteplici operazioni di servizio e supervisione. Per la realizzazione di interfacce HMI sono
disponibili soluzioni hardware dedicate. I pannelli Siemens OP77B sono progettati per l’utilizzo in
combinazione con PLC di vario tipo e di diversi produttori, tra i quali ovviamente Simatic S7-200
utilizzato nella tappatrice. In questo tappatore si è scelto di utilizzare il pannello in (fig 3.1) Siemens
OP77B e si è utilizzato WinCC flexible per progettare e dunque configurare l’interfaccia utente per
l’operatore.
Figura 3.1: Pannello Operatore OP77B
| 30
Per le fasi di progettazione è necessario soltanto un computer. Nel progetto si creano e si
configurano tutti gli oggetti necessari per il comando e il controllo del tappatore sughero.
Nella figura 3.2 sotto riportata è raffigurato come sono rappresentati i collegamenti tra i diversi
dispositivi. Il pannello operatore deve aver il pregio di poter essere intuitivo e di facile da
utilizzazione.
Figura 3.2: Collegamento tra Pg, Pannello Operatore e CPU
Nel progetto si creano e si configurano tutti gli oggetti necessari per il comando e il controllo della
tappatura:
• Pagine, per rappresentare e comandare la macchina
• Variabili, per trasferire dati dal pannello operatore al tappatore e viceversa.
• Segnalazioni, per visualizzare gli stati operativi dell'impianto nel pannello operatore.
I principali tasti F1, F2, F3, F4, K3, K4, sono in grado di generare una azione istantanea e altri
invece aprono dei sottomenu. Digitando F1 (stato macchina) si apre la pagina in cui viene segnalato
se la macchina è in funzione e con quale velocità. Successivamente se la macchina è ferma, con F4
(avvia fase) si dà il consenso di avvio mentre con F3 (termina fase) si arresta la macchina. Il tasto
K3 (sblocco tappo) è appunto utilizzato per lo sbloccaggio del tappo mentre il tasto K4 (velocità
lenta) viene invece impiegato per rallentare la macchina.
| 31
Nel seguente schema ad albero è illustrato com’è organizzato il pannello nelle sue funzionalità
principali:
Figura 3.3: Schema ad albero del pannello operatore
Attraverso il software WinCC flexible si crea il progetto sulla base delle indicazioni specifiche
richieste dal cliente. Prendiamo ad esempio la pagina del pannello dove vengono visualizzati i
seguenti oggetti:
- pompa del vuoto
– aria soffio
– gas inerte
Questi 3 oggetti abilitano o disabilitano le uscite out0504, out0520, out0530 . L’abilitazione di tali
uscite va a modificare il bit di uscita del PLC che a sua volta comanda l’attivazione o la
disattivazione dei dispositivi presi in considerazione.
Altro tipo di pagina è quella che riguarda gli ingressi:
s- on ftc lenta ingresso
s- off ftc lenta ingresso
s- on ftc stop ingresso
s- off ftc stop ingresso
| 32
In questo caso il pannello riceve le informazioni dalle fotocellule a cui corrispondono gli ingressi
in0040, in0041. L’operatore ha così la possibilità di monitorare le segnalazioni delle fotocellule.
Nel pannello è presente un led giallo che si accende ogni qualvolta è presente un avviso di allarme.
Nella pagina riguardante gli allarmi presenti sulla macchina è possibile poter capire
dettagliatamente qual è l’ingresso che lo crea: in questo modo l’operatore ha la possibilità di
intervenire tempestivamente per rimediare. Alcuni allarmi possono creare l’arresto della macchina
mentre altri non ne inibiscono l’operatività. Quegli allarmi che arrestano il tappatore, oltre
all’avviso sul pannello producono anche l’avviso acustico mediante una sirena. Dopo aver
rimediato al problema, per togliere l’avviso dal pannello si preme il tasto ACK, vale a dire
acknowledgement (riscontro); a quel punto la macchina torna a funzionare. Un altro tipo di pagina è
quella che regola la velocità del tappatore. La velocità è rappresentata per mezzo di una barra
orizzontale in cui il livello va ad aumentare con l’aumentare della velocità. Nella stessa pagina
l’operatore può decidere, a sua discrezione, quale velocità di tappatura effettuare, inserendo il
valore tramite la tastiera numerica. Nel pannello vengono anche inserite delle pagine con
funzionalità utili per poter testare il funzionamento dei dispositivi di cui fa parte la macchina; così
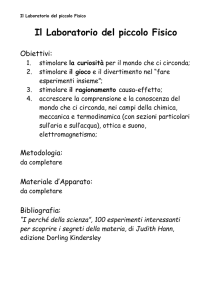
facendo si ha la possibilità di vedere in fase di collaudo se ogni singolo componente funziona
correttamente.
Figura 3.4: Pannello Operatore collocato nella tappatrice Domain Chandon Winery
| 33
3.2 Inverter:
L’inverter utilizzato nella tappatrice è il Micromaster_440 Siemens. Questo inverter viene
collegato alla rete Profibus che fa capo al PLC S7-200, alla quale è affidata la gestione dei dati e la
logica di controllo del setpoint di frequenza.
Un inverter è un apparato elettronico in grado di convertire corrente continua in corrente alternata
eventualmente a tensione diversa, oppure una corrente alternata in un'altra di differente frequenza.
In questo caso particolare, l’inverter attua l’avviamento di un motore asincrono trifase, regolando la
velocità mediante la modulazione della frequenza della corrente in uscita: aumentandola fino alla
frequenza massima nominale di 75.00 Hz alla velocità nominale di 1600 giri/min mentre
diminuendo la frequenza fino a 18.00 Hz (valore minimo raggiungibile per evitare un
surriscaldamento del motore), la velocità viene via via diminuita.
Il Siemens Micromaster è alimentato con corrente alternata a 480V questo perché il tappatore verrà
collocato in una cantina della California dove la tensione di rete è di 480 V e con una frequenza
nominale del motore di 60.00 Hz.
Figura 3.5: Struttura della rete di comando MPI e della rete Profibus con periferica decentrata
| 34
Pannello di comando
Il MICROMASTER in uso è dotato di un BOP (Basic Operator Panel).
Figura 3.6: Pannello di comando
Descrizione del BOP (Basic Operator Panel)
Il BOP consente l'accesso ai parametri dell'inverter. Per questo, lo Status Display Panel (SDP)
deve essere rimosso e il BOP può essere inserito al suo posto o collegato mediante un apposito kit
d'installazione nella porta dell’armadio elettrico (BOP Door Mounting Kit).
Il BOP permette di modificare i valori parametrici, per consentire un'impostazione del
MICROMASTER specifica per l'utente. Oltre ai tasti visibili in figura 3.6 contiene un display LCD
a 5 posizioni, sul quale vengono rappresentati i numeri dei parametri rxxxx o Pxxxx, i valori
parametrici, l’unità del parametro (ad es. [A], [V], [HZ], [s]), allarmi Axxxx o segnalazioni di
guasto Fxxxx nonché i valori di riferimento e attuali
Parametri di impostazione/osservazione e attributi dei parametri
Mediante i parametri, l'inverter viene adattato alla rispettiva applicazione. Ogni parametro viene
pertanto contrassegnato da un numero parametro e da attributi specifici (ad es. per lettura, per
scrittura, attributo BICO, attributo gruppo, ecc.). Il numero parametro è un numero unico all'interno
di un sistema di azionamento. Al contrario, un attributo può essere assegnato più volte, in modo che
più parametri dispongano dello stesso attributo.
Nel MICROMASTER, l'accesso ai parametri è possibile mediante le seguenti unità come l’AOP o il
Tool Pc nonché il “DriveMonitor" o “STARTER".
| 35
Una caratteristica distintiva principale dei parametri è il tipo di parametro.
Figura 3.7: Tipo di parametri
Parametro d'impostazione
Scrittura e lettura, parametro "P"
Questi parametri influenzano direttamente il comportamento di una funzione.
Il valore di questi parametri viene registrato in una memoria non volatile (EEPROM), se è stata
selezionata l'opzione corrispondente (memorizzazione non volatile). Altrimenti, questi valori
vengono depositati in una memoria volatile (RAM) del processore e andranno persi dopo una
caduta di tensione o uno spegnimento/accensione.
Parametro di osservazione
Solo lettura, parametro “r“. Questi parametri servono a visualizzare le dimensioni interne come ad
esempio stati o valori attuali.
Connessione di segnali (tecnologia BICO)
La connessione di segnali interni o esterni (valori rif./attuali oppure segnale di controllo/di stato) è
un requisito di un moderno dispositivo di azionamento. Questa connessione deve presentare
un'elevata flessibilità, per adattare l'azionamento alla nuova applicazione.
Inoltre si richiede un'alta usabilità, necessaria per le applicazioni standard. Pertanto c’è la
possibilità di usufruire della tecnologia BICO, (flessibilità →) oppure la parametrizzazione rapida
mediante i parametri P0700 / P1000 (→ Usability), che soddisfano entrambe le esigenze.
| 36
Valori dei principali parametri utilizzati per il tappatore
dati rete / motore:
Parametro
p300
p…
p…
p…
p…
p…
p…
p…
p…
TESTO PARAMETRO
Tipo di motore
Tensione di rete
Tensione nominale motore
Corrente nominale motore
Potenza nominale motore
Velocità nominale motore
Frequenza nom. motore
CosPhi nom. motore
Raffreddamento motore
VALORE
(1) motore rotativo asincrono
480
480
4.85
2.20
1600
60.00
0.820
(0) raffr. Autonomo
UNITA’
V
V
A
KW
1/min
Hz
-
limiti frequenza:
p…
p…
Frequenza minima
Frequenza massima
18.00
75.00
Hz
Hz
limiti accelerazioni:
p…
p…
p…
p…
p…
Tempo di accelerazione
Tempo di decelerazione
Tempo di decelerazione Off3
Tempo di acc. per JOG
Tempo di dec. per JOG
2.00
2.00
0.80
10.00
10.00
s
s
s
s
s
ingressi uscite digitali:
p…
p…
p…
Funzione ingresso dig. 1
Funzione ingresso dig. 3
Funzione ingresso dig. 6
(1) ON/OFF
(4) OFF3 – decelerazione rapida
(2) OFF2 rallent. inerz. sino ad arresto
-
ingressi analogici:
p…
p…
p…
p…
r…
Tipo ADC, ing. anal. 1
Valore y2 dimension. ADC
Valore y1 dimension. ADC
Valore x2 scalatura ADC (V/mA)
Lunghezza zona morta ADC (V/ma)
(0) Ingresso tensione unip. (da 0 a +10 V)
100.0
0
10.00
0.30
%
%
-
uscite analogiche:
p…
p…
p…
p…
p…
CI: DAC, Uscita analogica1 (DAC)
Tipo DAC, Uscita analogica 1 (DAC1)
Valore y2 dimension. (DAC1)
Valore y1 dimension. (DAC1)
Valore x2 dimension (DAC1)
r24
(0) uscita corrente
20.00
4.00
10.00
%
| 37
Capitolo 4
Processo di collaudo
4.1 Approccio
Una frequente problematica di molte aziende è il rispetto delle tempistiche di consegna dei prodotti
richiesti dal cliente. Per fare in modo di rispettare questa esigenza è doveroso cercare di
minimizzare gli errori in fase di progettazione e di assemblaggio. Il collaudo è la parte finale della
realizzazione di un prodotto automatizzato, in questo caso la tappatrice. Solitamente il collaudo
avviene a ridosso della data di consegna e molto spesso in questa fase sorgono problemi di vario
tipo, questo poiché solo nel momento del collaudo si può mettere in moto la macchina e così
verificare il corretto funzionamento. Le complicazioni si suddividono essenzialmente in 4 casi:
Progettuale
Meccanico
Elettrico
Software
Il caso peggiore delle complicazioni è quando il progetto è errato, in quanto la macchina non può
funzionare per motivi legati al prospetto, c’è bisogno dunque di molto tempo per rivedere la
macchina nel suo complesso e nuovamente realizzarla corretta. Il secondo caso è di tipo meccanico
ed è spesso dovuto ad un inesatto montaggio delle parti meccaniche o possono esistere difetti di
fabbricazione, conviene agire la sostituzione del pezzo. Il terzo caso concerne la parte elettrica la
quale è la più delicata perché la più complessa. Spesso i problemi maggiori sorgono in questa fase
ma è risolvibile in tempi abbastanza ridotti. L’ultimo caso è dovuto al software, possono esistere
errori nella creazione del codice o nella comunicazione con il PLC. Sorgono spesso complicazioni
in questo ambito ma anche in questo caso i tempi solitamente sono risolvibili in breve tempo con
modifiche del codice in fase di collaudo. Ovviamente le problematiche si manifestano in maniera
esponenziale con l’aumentare della complessità della macchina in esame, che porta sicuramente ad
un prolungamento tempo di collaudo e nel peggiore dei casi il collaudo viene terminato nel casa
vinicola di consegna, con un costo molto elevato ai danni dell’azienda.
Questo tempo può essere ragionevolmente ridotto al minimo in quanto è possibile "testare" e
mettere a punto il programma eseguendo delle prove "al banco" su uno stesso PLC dotato di
opportuni simulatori. Il Softwarista dopo aver completato il programma sgombro da ogni errore
analizza gli ingressi e le uscite simulate nel banco di prova, può controllare anche il funzionamento
corretto del programma per il pannello operatore usufruendo anche in questo caso di un pannello
simile a quello che successivamente andrà applicato alla tappatrice.
Quando la macchina è completa di ogni elemento meccanico ed elettrico quindi si chiama in causa
il Softwarista, il quale inserisce tutti i dati e programmi nella tappatrice. Questo avviene per mezzo
del PG Siemens. Il PG è sostanzialmente un computer portatile che svolge un ruolo importante nella
comunicazione industriale.
| 38
E’ un apparecchio utile per ottenere la combinazione di tutte applicazioni Siemens in tempo reale,
su cui sono installati i diversi software per la comunicazione con il PLC o l’Inverter.Inizialmente
c’è bisogno di configurare l’Inverter, inserendo manualmente, per mezzo del tastierino BOP, i
parametri di velocità e indirizzo per la comunicazione Inverter/PG. Dopodiché si può inserire tutti i
parametri visti nel capitolo precedente attraverso il PG. In seguito si carica, attraverso la rete MPI, il
codice riguardante il PLC e lo si dispone in RUN. L’ultimo passaggio riguarda il Pannello
Operatore. Anche in questo caso si configura direttamente da pannello il tipo di comunicazione, di
velocità e indirizzo per la comunicazione con il PG. Rispettivamente la rete è MPI e la velocità è di
187.6 Kb/sec, a quel punto si può caricare anche il Pannello Operatore tramite PG. La
comunicazione tra PLC/Inverter/Pannello Operatore è via rete Profibus. Ora la tappatrice ha al suo
interno tutti i parametri necessari per poter funzionare.
Figura 4.1: Interfacciamento con la tappatrice in fase di collaudo
| 39
4.2 Verifica finale
La fase finale consiste nella verifica del funzionamento della tappatrice, eseguita dal softwarista
assieme all’elettricista che ha realizzato la tappatrice in tutti i suoi componenti elettrici. Dopo aver
controllato la velocità di tappatura che deve corrispondere alla richiesta del cliente, si passa ad
analizzare che tutti gli ingressi fisici della tappatrice siano corretti e funzionino in modo corretto.
Questa verifica avviene seguendo la struttura dello schema elettrico, dal controllo della temperatura
dell’armadio ai segnali emergenza, si fanno così scaturire tutti gli ingressi e quindi si attivano in
sequenza tutte le fotocellule. Successivamente avviene il controllo delle uscite fisiche. Il riscontro
può avvenire anche con l’aiuto del PG il quale, collegato al PLC in modalità Online, dà la
possibilità di poter vedere in tempo reale il cambiamento di stato di ogni IN/OUT. In seguito si
verificano dunque tutte le segnalazioni di allarme.
Terminato il controllo e il confronto con lo schema elettrico, si passa allo settaggio dello sblocco
del tappo. Questo passaggio avviene con la aiuto del personale specializzato nel seguire la
meccanica. Il settaggio dello sblocco del tappo consiste nella scelta del momento in cui il tappo
debba essere sbloccato sopra la testa tappante che andrà a tappare la bottiglia. Per scegliere questa
tempistica c’è bisogno di fare alcune prove con le bottiglie. Come si è visto nei capitoli precedenti
la segnalazione dell’arrivo della bottiglia è data dal sensore posto sulla coclea. Avviene dunque una
misura dei passi necessari perché avvenga la tappatura in maniera corretta, fatto ciò si inserisce i
valori dell’encoder, relativi allo sblocco, nel programma del PLC.
Completata la fase che concerne lo sblocco del tappo, si controlla il pannello operatore il quale
deve operare correttamente in tutte le sue funzionalità.
Dopo aver verificato che la tappatura avviene in modo regolare si cambia il formato bottiglia,
quindi si andrà a sostituire alcuni elementi meccanici di facile e veloce intercambiabilità, nel
pannello operatore si sceglie il formato bottiglia desiderato, dopodiché si fa la verifica della
tappatura.
Ultimata anche quest’ultima fase avviene il salvataggio che riguarda il PLC di tutti i valori attuali
dei blocchi. Si salvano tutti i parametri nella memoria separata Eprom per non perdere i dati in caso
di caduta di tensione o di cancellazione totale.
| 40
Capitolo 5 Conclusioni
5.1 Considerazioni sul progetto
La realizzazione di un prodotto finito e funzionante è uno degli aspetti più affascinanti del lavoro
svolto e illustrato in questa tesi. Il passaggio da una formazione di studi prevalentemente teorica
all’applicazione di tali nozioni è stato fonte di soddisfazione.
In questo lavoro si nota come il processo evolutivo abbia portato ad una completa integrazione degli
impianti meccanici ed elettronici con il fondamentale supplemento di sistemi di controllo basati su
software; ciò si identifica in moderni sistemi meccatronici in cui l’integrazione e l’interdipendenza
tra le varie discipline svolgono un ruolo chiave.
Per affrontare e realizzare un automatismo completo in tutte le sue funzionalità è necessario
conoscere, comprendere e individuare ogni accessorio di cui la macchina verrà composta. Solo
dopo l’individuazione delle sue caratteristiche richieste dal cliente si può iniziare la realizzazione
dei sistemi di controllo.
Ho avuto la netta percezione che il compromesso è un aspetto fondamentale nel lavoro industriale,
ogni scelta fatta deve tener conto di molte parti. Un esempio di compromesso concerne la scelta di
ciò che deve essere trasformato in software e ciò che deve essere trasformato in hardware.
L’implementazione in software offre maggiori flessibilità, mentre l’implementazione in hardware
offre migliori prestazioni. Non solo il compromesso riguarda aspetti di questo tipo ma solitamente
si affrontano situazioni in cui si deve tener conto del rapporto costo/beneficio.
Uno degli elementi di maggior interesse esposto nella tesi è la traduzione dei cicli macchina pensati
a priori nel linguaggio ladder a disposizione del PLC utilizzato. Essendo il ladder una modalità di
programmazione intuitiva e immediata esso ha reso più semplice la realizzazione degli algoritmi
risolutivi.
5.2 Sviluppi possibili e scenari futuri
L’interfaccia di connessione remota è certamente il futuro nel campo dell’automazione. La
possibilità di monitorare, fare assistenza e modificare i dati anche all’esterno dell’azienda reca un
vantaggio smisurato sia a livello economico che temporale. In parte questo avviene già, ma
esclusivamente per macchinari automatici di una più evoluta complessità; ritengo invece che debba
essere allargata ad ogni macchinario, visto il costo relativamente contenuto per la realizzazione di
una piattaforma di telecontrollo e molteplici i vantaggi.
| 41
Bibliografia
[1] Siemens AG. S7-200 Manuale di sistema
[2] Siemens AG. Manuale Pannello Operatore OP 73, OP 77A, OP 77B, (WinCC flexible)
[3] Siemens AG. Micromaster 420 0.12 KW – 11 KW istruzioni operative 10/06
[4] CPU Siemens S7-226. http://it.rs-online.com/web/p/products/4886662/
[5] Sensori Sick. http://www.sick.com/it/it-it/home/Pages/Homepage1.aspx
[6] Dainelli Mario. Controlli a logica programmabile
[7] Michele Pattera. Sviluppo di software di controllo per automazione industriale secondo lo
standard OMAC. Tesi di laurea
[8] Daniele Rapisarda. Appunti del corso Automazione Industriale.
| 42
Ringraziamenti
Mi ritrovo finalmente a scrivere la mia ultima pagina di un percorso lungo e faticoso, ma
non privo di soddisfazioni. Perché, finalmente appunto, sono arrivato qui, alla realizzazione
di questo desiderio e per questo motivo ritengo doveroso marcare in questa pagina i nomi di
coloro che mi hanno aiutato a raggiungere l’obiettivo ed è a loro che mi sento di dire grazie.
Il mio primo ringraziamento va a mamma Ivana e papà Luciano per il sostegno economico
e per quell’aiuto tacito o esplicito che mi ha spinto a ottenere questo grande traguardo.
Ringrazio Valerio e Matelda che sono stati i miei punti di riferimento.
Ringrazio Azzurra che mi ha trasmesso l’autostima e la forza in quei momenti in cui
pensavo di non farcela. Un grazie ad Anna per l’amicizia e per quei pomeriggi passati in
biblioteca a studiare.
Ringrazio tutta “La compagnia” per le goliardate.
Un grazie particolare va al Professor Roberto Oboe per la pazienza con la quale mi ha
seguito nel compimento di questa tesi.
Un ringraziamento doveroso va a tutto il Gruppo Bertolaso dove sono stato accolto e
seguito nel periodo di stage. Sono sempre stato messo in condizione di lavorare, fin dal
primo momento, in un clima piacevole e ospitale, grazie alla disponibilità di tutti quanti; in
particolare ringrazio il mio tutor Walter Berto, i miei colleghi e amici Francesco Mistrorigo
e Simone Corain.
Finalmente ora tocca a me!
“La perseveranza è tutto.
E sai che cos’è la perseveranza?
Uomo la perseveranza è il duro
lavoro che fai, dopo che hai fatto del
duro lavoro.”
Aldo Rock