Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8. INCERTEZZA DI MISURA
8.1. GENERALITÀ
La terminologia e la metodologia per il calcolo e l’espressione dell’incertezza di misura è data dalla
Guida Internazionale ISO - GUM:
• ISO : International Organiztion for Standardization
• GUM:Guide to expression of Uncertainty in Measurement
che ha lo scopo di fornire i principi fondamentali applicabili alla quasi universalità delle misure
e quindi agli strumenti di misura allo scopo di:
- Mantenere il controllo e la garanzia della qualità nella produzione
- Garantire la conformità a leggi e regolamenti o imporne il rispetto
- Sviluppare, mantenere e confrontare campioni di riferimento nazionali ed internazionali
Tale Guida Internazionale ISO - GUM è in pratica una raccomandazione da seguire per
l’espressione delle incertezze di misura, poiché definisce una procedura standardizzata applicabile
in pratica in tutti i settori industriali, commerciali, ambientali e dei servizi, per valutare la qualità
del risultato di una misura o di un processo di misurazione, cioè per esprimerne la sua incertezza di
misura.
Politecnico di Milano
8.2. TERMINI E DEFINIZIONI
Dipartimento di Meccanica
I termini in italiano sono tratti dalla Norma Italiana ed Europea UNI CEI ENV 13005
che è il recepimento della traduzione integrale della Guida Internazionale ISO - GUM.
INCERTEZZA TIPO (Standard uncertainty) u(x)
Incertezza di una stima x espressa come scarto tipo: u(x) ≡ s(x) ≡ σ(x)
Sezione di Misure
VALUTAZIONE DELL'INCERTEZZA DI CATEGORIA A
(Type A uncertainty evaluation)
Metodo di valutazione dell'incertezza per mezzo dell'analisi statistica di serie d’osservazioni.
VALUTAZIONE DELL'INCERTEZZA DI CATEGORIA B
(Type B uncertainty evaluation)
Metodo di valutazione dell'incertezza con mezzi diversi dall'analisi statistica di serie d’osservazioni.
SOLO USO DIDATTICO
INCERTEZZA TIPO COMPOSTA (Combined standard uncertainty) uc(y)
Incertezza tipo del risultato di una misurazione allorquando il risultato è ottenuto mediante i valori
di un certo numero di altre grandezze e corrisponde alla radice quadrata positiva della somma delle
varianze (ovvero delle incertezze tipo al quadrato) di quelle grandezze, pesate secondo la variazione
del risultato della misurazione al variare di esse (ovvero secondo il loro coefficiente di sensibilità
desunto dalle loro derivate parziali).
FATTORE DI COPERTURA (Coverage factor) k
Fattore numerico usato come moltiplicatore dell'incertezza tipo composta per ottenere un'incertezza
estesa (normalmente posto uguale a 2 per ottenere una incertezza estesa a livello di fiducia o
confidenza del 95 %).
INCERTEZZA ESTESA (Expanded uncertainty) U(y) = k . uc(y)
Grandezza che definisce, intorno al risultato di una misurazione, un intervallo che ci si aspetta
comprendere una frazione rilevante della distribuzione di valori ragionevolmente attribuibili al
misurando.
1
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.3. REGOLE DI SCRITTURA
Le incertezze di misura dei risultati sperimentali e dei processi di misurazione devono rispondere
alle seguenti regole:
REGOLA 1
I simboli dell’incertezza sono normalmente i seguenti:
u per l’incertezza tipo
u per l’incertezza composta
U per l’incertezza estesa
REGOLA 2
I valori di incertezza, rappresentando una fascia di valori di distribuzione di probabilità intorno al
misurando, devono essere espressi senza segno, ovvero:
uc(y) = 0.1 bar e non uc(y) = ± 0.1 bar
U(y) = 0.2 bar e non U(y) = ± 0.2 bar
Politecnico di Milano
Dipartimento di Meccanica
REGOLA 3
Il risultato di una misurazione deve essere sempre presentato sotto forma di valore misurato,
accompagnato dalla sua incertezza di misura estesa, ovvero:
Y = y ± U(y)
e il fattore di copertura k, utilizzato nella stima dell’incertezza estesa, dovrebbe essere specificato,
e meglio se è specificato anche il suo livello di probabilità.
Sezione di Misure
REGOLA 4
Se la frazione della distribuzione di probabilità è definita ed ha valore p, si dovrebbe scrivere:
Up (y) = kp . uc(y)
SOLO USO DIDATTICO
Per esempio, se p = 0,95 (al normale livello di fiducia o di confidenza del 95%, ovvero a livello di 2
scarti tipo σ), si dovrebbe scrivere esplicitamente:
U95(y) = k95 . uc(y) = 2 . uc(y)
2
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.4. CALCOLO DELL’INCERTEZZA
Il documento generale di riferimento per la valutazione dell’incertezza, e per la determinazione dei
livelli di confidenza, è la predetta Guida Internazionale ISO-GUM:
Guide to the expression of Uncertainty in Measurements (1993)
attualmente disponibile anche nella versione italiana nella norma UNI CEI ENV 13005 (2000).
A cura dell’organismo europeo per l’accreditamento EA (European cooperation for Accreditation)
è stata pubblicata una guida applicativa siglata:
EA-4/02 ex EAL-R2
ad uso essenzialmente dei laboratori di prova e di taratura con un supplemento contenente un
certo numero di esempi pratici di valutazione dell’incertezza riferiti ad alcuni casi tipici di taratura
in diversi settori diversi di misura.
Politecnico di Milano
Inoltre, per il settore specifico delle misure dimensionali, la norma internazionale siglata:
ISO 14253
Fornisce una linea guida alla stima semplificata dell’incertezza di misura, corredata da numerosi
esempi applicativi.
Dipartimento di Meccanica
8.4.1. Principi di base della ISO-GUM
Errore e incertezza
pur costituendo due aspetti dell’attività di misurazione strettamente collegati
non sono sinonimi
ma rappresentano concetti sicuramente differenti tra loro
Sezione di Misure
L’errore riflette la variabilità dei valori stimati di uno stesso misurando in occasione di
osservazioni ripetute:
è un concetto di tipo quantitativo, anche se il suo valore non può essere conosciuto con esattezza e
questo implica che l’errore non può essere eliminato.
SOLO USO DIDATTICO
Gli effetti che generano errore sono di due tipi:
-
effetti casuali:
che possono essere ridotti aumentando il numero delle osservazioni;
effetti sistematici:
che possono invece essere ridotti applicando al valore stimato del misurando opportune
correzioni;
e pertanto una applicazione efficace delle correzioni rende indistinguibili i due tipi di
effetti.
3
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
La Guida prevede che al valore stimato del misurando siano apportate le correzioni per tutti gli
effetti sistematici significativi, e ogni sforzo sia fatto per identificare tali effetti:
Vedasi schema grafico seguente.
Politecnico di Milano
Dipartimento di Meccanica
Sezione di Misure
L’incertezza è quindi un concetto di tipo qualitativo:
ovvero riflette la mancanza della conoscenza esatta del valore del misurando.
L’incertezza diventa invece un concetto di tipo quantitativo quando:
stabiliti opportuni criteri è possibile individuare adeguati metodi di calcolo che consentono di
attribuirle un valore numerico, che sarà espresso nella stessa unità di misura del misurando.
SOLO USO DIDATTICO
Indipendentemente, dai metodi di calcolo adottati, occorre notare che
un valore piccolo dell’incertezza
non garantisce
che l’errore nella stima del valore del misurando sia piccolo
Infatti, per mancanza di conoscenze adeguate, potrebbe essere stata valutata male (oppure omessa)
una significativa correzione di qualche effetto sistematico d’errore.
Pertanto l’incertezza non è necessariamente una indicazione di quanto il valore effettivamente
stimato come risultato della misurazione sia prossimo al valore del misurando:
essa è invece una misura di quanto il valore effettivamente stimato è prossimo alla miglior stima
del valore del misurando ottenibile in base al livello disponibile di conoscenza dell’apparato
strumentale adottato e delle condizioni d’impiego.
4
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.4.2. Modello della misurazione
Nella maggioranza dei casi la grandezza che si intende misurare (ovvero il misurando)
non è solitamente osservabile in modo diretto, ma viene determinata in modo indiretto
(sulla base della misura e osservazione di altre k grandezze di ingresso X1, X2, ...., Xk),
attraverso una opportuna relazione funzionale:
Y = f ( x1 , x2 ,...., xk )
che prende il nome di modello della misurazione.
Le grandezze di ingresso X1, X2, ..., Xk dalle quali dipende la grandezza di uscita Y
possono essere considerate a loro volta come altrettanti misurandi.
Politecnico di Milano
Per stimare il valore numerico delle grandezze di ingresso X1, X2 ..., Xk e per assegnare loro
l’intervallo di incertezza occorre partire dalla seguente assunzione:
La misurazione
è un evento descrivibile
in un contesto probabilistico
Dipartimento di Meccanica
Questo significa che:
•
alla grandezza fisica di ingresso X viene associata per analogia la variabile casuale
definita come l’evento “osservazione di X” ;
•
il valore stimato della grandezza d’ingresso X e la corrispondente componente di incertezza
devono essere ricavati da una “distribuzione di possibili valori di X”.
Sezione di Misure
Per una qualsiasi grandezza fisica la descrizione probabilistica della distribuzione dei possibili
valori può essere desunta da:
SOLO USO DIDATTICO
•
“una analisi di tipo frequentistica”,
vale a dire da una serie di osservazioni ripetute della grandezza;
•
oppure può essere ipotizzata sulla base del “grado di credenza”,
vale a dire sulla conoscenza a priori della grandezza e della sua distribuzione di probabilità.
Le grandezze fisiche di ingresso in un modello di misurazione possono essere:
•
grandezze i cui valori e le cui incertezze sono determinati direttamente nel corso di misure,
attraverso osservazioni ripetute, statistiche, ecc. (Categoria A);
•
grandezze i cui valori e le cui incertezze sono introdotti nella misurazione da fonti esterne,
come i dati tratti da manuali tecnici, specifiche, ecc. (Categoria B).
5
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
Categoria A
Le componenti di incertezza corrispondenti a grandezze fisiche di ingresso per le quali la
distribuzione di probabilità è determinata con un “criterio frequentistico” sono indicate come
componenti con cosiddetta valutazione di categoria A.
Per esse la miglior stima del valore numerico è data dalla media delle N osservazioni indipendenti xj
effettuate;
essa prende il nome di “media” o “valore atteso sperimentale”:
x=
1 N
∑ xj
N j =1
Il parametro che meglio descrive la possibile distribuzione delle medie ripetute delle N osservazioni
è la “varianza” del valore atteso sperimentale o “scarto tipo al quadrato” e vale:
2
()
s x =
s 2 (x j )
N
Politecnico di Milano
(
N
1
=
xj − x
∑
N ⋅ ( N − 1) j =1
2
)
Il corrispondente “scarto tipo” sperimentale della media invece vale:
Dipartimento di Meccanica
u ( x) = s 2 ( x)
e quantifica quanto bene x stimi il valore atteso della grandezza Xi;
fornisce pertanto la formulazione appropriata per esprimere l'incertezza da associare al valore
stimato del misurando:
ovvero rappresenta l’incertezza tipo.
Sezione di Misure
Categoria B
SOLO USO DIDATTICO
Le componenti di incertezza corrispondenti a grandezze fisiche di ingresso per le quali la
distribuzione di probabilità è determinata con un “criterio a priori” sono indicate come
componenti con valutazione di categoria B.
Al fine di riportare anche la valutazione di queste componenti d’incertezza nell’ambito
dell’analogia “grandezza fisica / variabile casuale”, l’incertezza tipo u(xi) da associare al valore di
una grandezza Xi che non sia stato determinato mediante osservazioni ripetute della grandezza
deve essere valutata per mezzo di un giudizio scientifico basato sulle informazioni disponibili
sulla possibile variabilità di Xi.
L’insieme di informazioni può comprendere:
· dati di misurazioni precedenti,
· esperienza o conoscenza generale del comportamento precedente,
· specifiche tecniche del costruttore,
· incertezze assegnate a valori di riferimento riportati in manuali tecnici.
6
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.4.3. Determinazione dell’incertezza tipo
L’incertezza tipo associata ad un livello di confidenza del 68,27 % (ovvero 1 scarto tipo)
può essere determinata nei diversi ambiti, nei seguenti casi tipici:
1) Se l'informazione è tratta da una specifica nella quale si stabilisce che l'incertezza associata al
valore fornito per la grandezza è un certo multiplo di uno scarto tipo, allora:
l'incertezza tipo u(x) è pari a quella contenuta nella specifica, divisa per il moltiplicatore
indicato.
2) Se l'informazione è tratta da una specifica nella quale si stabilisce che l'incertezza associata al
valore fornito per la grandezza in questione definisce un intervallo caratterizzato da un livello di
confidenza pari al 90; 95; 99 % (ipotizzando una distribuzione normale), allora:
l'incertezza tipo u(x) è pari al valore indicato nella specifica, diviso per il fattore
corrispondente al livello di confidenza dichiarato:
rispettivamente 1,64 ; 1,96 (ovvero 2) ; 2,58.
Politecnico di Milano
3) Se l'informazione a disposizione consente solamente di definire un intervallo (di ampiezza 2a),
tale che la probabilità che il valore da assegnare alla grandezza in questione cada al suo interno
è praticamente unitaria (ovvero una distribuzione rettangolare), allora:
a
l'incertezza tipo è u ( x ) =
.
3
Dipartimento di Meccanica
4) Se l'informazione a disposizione consente solamente di definire un intervallo (di ampiezza 2a),
tale che la probabilità che il valore da assegnare alla grandezza in questione sia massimo al
centro e minimo ai suoi estremi (ovvero una distribuzione triangolare), allora:
a
l'incertezza tipo è u (x ) =
.
6
Sezione di Misure
SOLO USO DIDATTICO
7
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.4.4. Determinazione dell’incertezza tipo composta
L’incertezza tipo di y , che è la stima del misurando Y e quindi il risultato della misurazione,
si ottiene mediante una opportuna composizione delle incertezze tipo delle stime delle
grandezze d’ingresso x1, x2, …. xn , ciascuna determinata come descritto in precedenza.
Questa incertezza tipo composta del valore stimato è data dall’espressione:
∂f
uc ( y ) = ∑
i =1 ∂xi
k
2
k −1 k
2
∂f ∂f
u ( xi ) + 2∑ ∑
⋅
u (xi , x j )
∂
∂
x
x
i
j
i
=
1
=
−
1
i
j
la relazione funzionale che esprime il modello della misurazione
essendo: f
u(xi) l’incertezza tipo corrispondente alla stima della grandezza d’ingresso Xi
u(xi,xj) la covarianza stimata associata alle stime delle grandezze d’ingresso Xi e Xj
∂f
I termini del tipo
sono solitamente denominati anche coefficienti di sensibilità ci .
∂xi
Politecnico di Milano
Correlazione delle grandezze di ingresso
Dipartimento di Meccanica
Se delle variabili casuali associate alle grandezze d’ingresso
sono correlate,
allora nella espressione per il calcolo dell’incertezza di tipo composta, i termini delle covarianze
u(xiii,yj) a queste associate non sono nulli.
Si noti però che nella maggior parte dei casi pratici correlazioni molto evidenti
(quali, per esempio, quella tra la temperatura di un particolare meccanico e le sue dimensioni)
sono eliminate in quanto le corrispondenti grandezze entrano esplicitamente nella relazione
funzionale del modello della misurazione e le loro incertezze tipo sono valutate separatamente.
Sezione di Misure
D’altra parte, correlazioni significative tra due o più variabili d’ingresso possono sussistere se,
per la determinazione del loro valore stimato:
si utilizza il medesimo strumento
•
•
oppure lo stesso campione di riferimento
•
oppure ancora un’unica fonte di informazione
SOLO USO DIDATTICO
Trascurando le covarianze, il calcolo dell’incertezza in pratica si riduce alla sommatoria in
quadratura delle varie incertezze afferenti il processo di misurazione:
La valutazione dei termini di covarianza può risultare difatti un’operazione molto complessa!
Un modo certamente conservativo ma anche pratico di affrontare il problema è il seguente:
• si considerano totalmente correlate tutte le grandezze che non sono sicuramente scorrelate;
• l’incertezza combinata associata alla stima del misurando è data dall’equazione:
uc ( y ) =
2
h
∑ [c ⋅ u(x )]
i
i
+ ur
2
i =1
essendo: h il numero delle grandezze d’ingresso sicuramente scorrelate,
ur la somma delle incertezze tipo associate alle r grandezze d’ingresso correlate,
ciascuna moltiplicata per il corrispondente coefficiente di sensibilità:
r
u r = ∑ c j ⋅ u (x j )
j =1
8
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.4.5. Valutazione dell’incertezza estesa
Obiettivo di tale valutazione è quello di poter esprimere il risultato della misurazione della
grandezza Y nella forma:
Y = y ± Up
essendo:
Up = kp • uc(y)
Ovvero la cosiddetta incertezza estesa la quale definisce, nell’intorno del valore stimato del
misurando, un intervallo y - Up ≤ Y ≤ y + Up caratterizzato da un livello di confidenza p,
così definito in quanto si può supporre racchiuda una specificata frazione p (per esempio il 95%)
della distribuzione dei valori che potrebbero essere ragionevolmente attribuiti al misurando stesso:
kp prende il nome di fattore di copertura.
Politecnico di Milano
Il problema è quindi individuare un criterio e un metodo per assegnare un valore al fattore di
copertura e quindi alla incertezza estesa da associare alla stima del misurando:
Nella prassi è uso attribuire al fattore di copertura ha un valore di 2 e così attribuire
all’intervallo così ottenuto un livello di confidenza del 95,45% ovvero del 95%.
Dipartimento di Meccanica
In pratica la valutazione dell’incertezza estesa di una serie di N osservazioni o misurazioni xj,
è caratterizzata dai seguenti parametri:
•
Valore medio µ:
1 N
µ = ∑xj
N j =1
• Scarto tipo stimato s:
N (x − µ )2
s=∑ j
N −1
j =1
mentre lo scarto tipo vero σ della distribuzione in considerazione, varrebbe con N →∞:
N (x − µ )2
σ =∑ j
N
j =1
Poiché nella pratica delle misure non è possibile eseguire infinite osservazioni (N → ∞),
allora per ricavare l’incertezza estesa della media delle osservazioni µ, il fattore di copertura k,
deve essere corretto per la scarsa significatività delle osservazioni condotte attraverso la cosiddetta
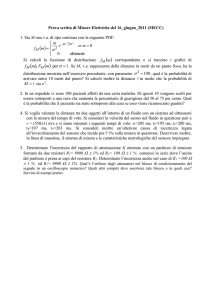
distribuzione t di Student (vedasi Tab. 8-1), che corregge appunto la valenza e quindi la validità
dello scarto tipo stimato s:
difatti, come predetto, solo con infinite osservazioni è possibile determinare lo scarto tipo vero σ
del fenomeno o processo in misurazione, per cui vale che l’intervallo 2σ intorno alla media µ
definisce il 95 % di probabilità che cada il valore vero del misurando!
Quindi in pratica, a seconda del numero di osservazioni N e quindi dei gradi di libertà ν
(ovvero N-1 avendo stimato la media µ) il fattore di copertura stimato Kps per la valutazione
dell’incertezza estesa va individuato nella Tab. 8-1 in funzione della frazione di probabilità
desiderata, e pertanto l’incertezza estesa stimata Ups vale in relazione allo scarto tipo stimato s:
Sezione di Misure
SOLO USO DIDATTICO
Ups = kps • s
9
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Gradi di libertà
Generalità
Incertezza
0
8
Frazione di probabilità p in per cento (%)
ν
1
2
3
4
5
68,27(*)
90
95
95,45(*)
99
99,73(*)
1.84
1.32
1.20
1.14
1.11
6.31
2.92
2.35
2.13
2.02
12.71
4.30
3.18
2.78
2.57
13.97
4.53
3.31
2.87
2.65
63.66
9.92
5.84
4.60
4.03
235.80
19.21
9.22
6.62
5.51
6
7
8
9
10
1.09
1.08
1.07
1.06
1.05
1.94
1.89
1.86
1.83
1.81
2.45
2.36
2.31
2.26
2.23
2.52
2.43
2.37
2.32
2.28
3.71
3.50
3.36
3.25
3.17
4.90
4.53
4.28
4.09
3.96
11
12
13
14
15
1.05
1.04
1.04
1.04
1.03
1.80
1.78
1.77
1.76
1.75
2.20
2.18
2.16
2.14
2.13
2.25
2.23
2.21
2.20
2.18
3.11
3.05
3.01
2.98
2.95
3.85
3.76
3.69
3.64
3.59
1.03
1.03
1.03
1.03
1.03
1.75
1.74
1.73
1.73
1.72
2.12
2.11
2.10
2.09
2.09
2.17
2.16
2.15
2.14
2.13
2.92
2.90
2.88
2.86
2.85
3.54
3.51
3.48
3.45
3.42
1.02
1.02
1.01
1.01
1.01
1.71
1.70
1.70
1.68
1.68
2.06
2.04
2.03
2.02
2.01
2.11
2.09
2.07
2.06
2.06
2.79
2.75
2.72
2.70
2.69
3.33
3.27
2.23
3.20
3.18
1.68
1.660
1.645
2.01
1.984
1.960
2.05
2.025
2.000
2.68
2.626
2.576
3.16
3.077
3.000
16
17
18
19
20
25
30
35
40
45
50
100
∞
Politecnico di Milano
Dipartimento di Meccanica
1.01
1.005
1.000
Sezione di Misure
(*)Per una grandezza descritta da una distribuzione normale con valore atteso µ e scarto tipo σ,
l’intervallo µ ± kσ comprende una probabilità p = 68.27 %, 95.45% e 99.73% della distribuzione
per un fattore di copertura k = 1, 2 e 3 rispettivamente
SOLO USO DIDATTICO
Tab. 8-1
Valori della distribuzione t di Student in frazioni di probabilità percentuale desiderata p
in funzione dei gradi di libertà ν
10
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.5. SINTESI DEL CALCOLO DELL’INCERTEZZA
L’incertezza, come predetto, è il risultato della stima che determina l’ampiezza del campo
entro il quale il misurando si trova con una determinata probabilità.
Difatti, ancorché corretta la misura grezza dagli errori sistematici noti, in pratica rimangono ancora
delle sorgenti di incertezza della misura, derivanti dai fattori seguenti (Rif. Guida ISO-GUM):
a) Incompleta definizione del misurando
b) Imperfetta modellizzazione del misurando
c) Incompleto o non rappresentativo campionamento del misurando
d) Inadeguata conoscenza degli effetti ambientali
e) Imperfetta lettura della strumentazione analogica
f) Limitata risoluzione della lettura
g) Inesatti valori dei materiali o campioni di riferimento
h) Inesatti valori delle costanti o altri parametri inerenti la misura
i) Approssimazioni assunte nella metodologia della misura
j) Variazioni di ripetibilità nelle medesime condizioni della misura
Politecnico di Milano
Dipartimento di Meccanica
8.5.1. Metodologia pratica di valutazione di una misurazione
La Guida ISO-GUM di riferimento, illustra in Fig.8-1, come le grandezze di ingresso, di influenza
e di uscita di un processo di misurazione, siano caratterizzate da valori accompagnati da relative
incertezze, e come il risultato finale debba sempre essere necessariamente un valore elaborato
accompagnato dalla relativa incertezza di misura finale, dipendente dalla composizione delle
incertezze delle misure eseguite e del misurando rilevato.
Sezione di Misure
La dipendenza dell’incertezza della misura finale dalle varie incertezze parziali via via incontrate
(cioè, quelle relative in successione alle misure, alla media delle misure, alla correzione degli errori
sistematici e infine quella attribuita al misurando), è considerata di tipo stocastico ed è determinata
dalla (supponendo le incertezze non correlate):
radice quadrata della somma delle singole incertezze afferenti al quadrato.
SOLO USO DIDATTICO
Ovviamente le singole incertezze dovranno prima essere valutate allo stesso livello di confidenza,
per esempio, a quello equivalente ad uno scarto tipo (σ) di circa il 68 %, oppure a quello
equivalente a due scarti tipo (2σ) di circa il 95 %.
8.5.2. Composizione delle incertezze di una misurazione
Se le singole incertezze provengono da distribuzioni di probabilità diverse, è necessario prima per
esempio uniformarle allo scarto tipo equivalente (σ eq) e quindi procedere alla loro combinazione.
11
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
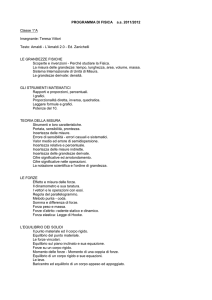
A tal proposito la Fig. 8-2 illustra il processo di riduzione delle incertezze allo scarto tipo
normale (σ) o equivalente (σ eq), partendo dalla loro media (σ) e dalla loro forma e ampiezza
di distribuzione probabilità.
Difatti nelle varie illustrazioni, si nota in Fig. 8-2:
(a) la curva di distribuzione normale o gaussiana:
nella quale se non noto lo scarto tipo σ per via statistica, si può determinare a fronte di varie
misurazioni, l’ampiezza dei valori probabili ± 3σ (che contiene circa il 100 % dei casi: 99.73 %
per l’esattezza), da cui è calcolabile facilmente lo scarto tipo:
dividendo la semiampiezza 3σ, per 3.
(b) la curva di distribuzione triangolare:
nella quale, invece, lo scarto tipo equivalente σ eq è calcolabile:
dividendo la semiampiezza a, per √6.
Politecnico di Milano
(c) la curva di distribuzione rettangolare:
nella quale, infine, lo scarto tipo equivalente σ eq è calcolabile:
dividendo la semiampiezza a, per √3.
Una volta determinate le varie incertezze a livello di uno scarto tipo è facile determinarne
l’incertezza tipo composta:
radice quadrata della loro sommatoria al quadrato
Dipartimento di Meccanica
e quindi determinare l’incertezza estesa, ovvero con fattore di copertura 2σ o 3σ, allo scopo di
esprimere l’incertezza finale della misurazione a circa il 95 o 99 % di livello di confidenza:
solitamente comunque con fattore di copertura 2σ e quindi al 95 %.
Sezione di Misure
8.5.3. Determinazione pratica della incertezza di misura in un processo di misurazione
Come si è dibattuto precedentemente non può circolare una misura se non accompagnata da suo
relativo livello di incertezza!
Allora sorge il problema:
Che metodologie applicare per la determinazione e la formulazione dell’incertezza nell’ambiente
industriale?
SOLO USO DIDATTICO
Occorre innanzitutto avere infrastrutture appropriate, ovvero:
- Ambiente:
Laboratori a condizioni ambientali controllate o almeno registrate e tipicamente equivalenti a:
• Temperature: 20 ± 2 °C per misure meccaniche
23 ± 2 °C per misure elettriche
• Umidità : 50 ± 10 % (o ± 25 %)
- Apparecchiatura:
Strumentazione adeguata ai campi di misura ed ai livelli di incertezza desiderati, con riferibilità al
Sistema Internazionale di misura (SI) attraverso:
• Centri del Servizio di Taratura in Italia: SIT o di altri Sevizi accreditati EA
• Oppure direttamente attraverso gli Istituti Metrologici Primari: IMGC, IEN, ENEA.
12
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
- Personale:
Specificatamente addestrato e operante secondo le procedure tecniche e gestionali del Manuale di
Qualità del laboratorio o dell’azienda.
Con questa minimale triade di elementi sarà possibile effettuare delle accurate misure la cui
incertezza potrà così essere valutata (Fig. 8-1):
1. Individuare l’incertezza di misura del campione di riferimento del certificato di taratura
SIT o EA:
incertezza che è buona norma sia migliore di 1/3 e preferibilmente 1/10 dell’incertezza della
misura o delle misurazioni da eseguire;
(generalmente fornita con distribuzione normale a due scarti tipo σ)
2. Eseguire secondo le definite procedure la misura o la serie di misurazioni
3. Valutare il valore della misura, o la media e la varianza delle misure:
allo scopo di determinare il risultato grezzo delle misura e la sua incertezza
4. Correggere il risultato grezzo della misura con l’errore sistematico manifestato dal
campione di riferimento durante la taratura:
ovvero rilevandolo dal certificato di taratura del campione
5. Compensare il risultato così corretto con gli eventuali errori dovuti alle variazioni delle
grandezze influenti rispetto i loro valori nominali:
per esempio, per effetto delle variazioni di temperatura ambiente;
(solitamente fornito con incertezza a distribuzione rettangolare con scarto tipo equivalente σ eq
uguale alla semi ampiezza dell’errore divisa √3).
6. Valutare le varie incertezze tipo afferenti alla misura:
eventualmente quantificarle tutte ad uno scarto tipo σ
7. Determinare l’incertezza tipo composta:
come radice quadrata della sommatoria delle singole incertezze al quadrato
8. Determinare l’incertezza estesa:
con fattore di copertura 2 ovvero al 95 % di livello di confidenza
9. Esprimere il risultato finale nella forma seguente:
risultato compensato o corretto, con incertezza estesa.
Politecnico di Milano
Dipartimento di Meccanica
Sezione di Misure
Va da sé, che se si tralasciano le fasi:
4o5
SOLO USO DIDATTICO
il risultato finale sarà quello grezzo ottenuto alla fase 3,
però in questo caso, essendo il risultato non corretto dalle deviazioni del certificato e non
compensato dalle variazioni delle grandezze influenti, sarà tanto maggiore:
-
quanto maggiori sono gli errori sistematici del campione di riferimento;
quanto maggiori sono le deviazioni delle condizioni operative rispetto quelle ideali di
funzionamento.
Pertanto, per migliorare le incertezze nelle misurazioni, occorre:
- correggere gli errori sistematici del campione di riferimento;
- compensare le derive dello strumento nelle condizioni operative di esercizio.
13
Alessandro Brunelli
Riproduzione vietata
GRANDEZZE
Dispensa
Generalità
Incertezza
MISURE INDUSTRIALI
VALORI
0
8
INCERTEZZE
a) Misure
rilevate
singola misura
b) Media aritmetica
delle misure rilevate
c) Correzione
degli errori
sistematici noti
media
misure
Politecnico di Milano
d) Risultato
della misurazione
misurazione
corretta
Dipartimento di Meccanica
e) Errore residuo
(ignoto)
f) Valore del misurando
(ignoto)
Sezione di Misure
g) Valore del misurando con incertezza
dovuta alla sua non completa definizione
(ignoto)
SOLO USO DIDATTICO
h) Risultato
finale della
misurazione
misurazione
finale
Fig. 8-1
Metodologia di correzione e formulazione della misurazione e della relativa incertezza attribuibile
14
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
%
68,27 %
( ~68 %)
99,73 %
(~100%)
0
3σ
Politecnico di Milano
2σ
σ
-µ +
(a)
σ
2σ
3σ
%
Dipartimento di Meccanica
100 %
Sezione di Misure
0
a
%
σ eq = a/√6 - µ + σ eq = a/√6
(b)
a
SOLO USO DIDATTICO
100 %
0
a
σ eq = a/√3
- µ +
Fig. 8-2
(c)
Curve probabilistiche delle incertezze
(a) Normale o gaussiana
(b) Triangolare
(c) Rettangolare
σ eq = a/√3
15
a
Alessandro Brunelli
Riproduzione vietata
8.6.
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
ESEMPI DI CALCOLO PRATICO DELL’INCERTEZZA
8.6.1 ESEMPI DI CALCOLO DELL’INCERTEZZA COMPOSTA:
Senza correlazioni
FORMULA DI CALCOLO
∂f
u c ( y ) = ∑
i =1 ∂x i
k
2
2
u ( xi )
Politecnico di Milano
ESEMPIO 1:Misurazione di una tensione
Modello matematico
V=R.I
u c (V ) = u 2 ( R) + u 2 ( I )
Dipartimento di Meccanica
ponendo: u (R) = 1 %
u (I) = 1 %
si ottiene:
Sezione di Misure
u c (V ) = 12 + 12 = 1.4%
ESEMPIO 1:Misurazione di una potenza
SOLO USO DIDATTICO
Modello matematico
P = R . I2
u c (P ) = u 2 ( R) + 2 2 u 2 ( I )
ponendo:
u (R) = 1 %
u (I) = 1 %
si ottiene:
u c ( P ) = 12 + 2 2 = 2.2%
16
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
8.6.2. ESEMPI DI CALCOLO DELL’INCERTEZZA COMPOSTA:
Con correlazioni
FORMULA DI CALCOLO
ESEMPIO 1: Misurazione di una temperatura differenziale
(con stesso termometro)
CORRELAZIONE (Cr)
uc ( y ) =
2
h
∑ [c ⋅ u(x )]
i
i
+ ur
2
i =1
Politecnico di Milano
Modello matematico
∆T= T1 – T2
u c (∆T ) = u 2 (T1 ) + u 2 (T2 ) − 0.8u (T1 ) ⋅ u (T2 )
ponendo: u (T1)
=1%
u (T2)
=1%
c (T1, T2) = - 0.8
Dipartimento di Meccanica
si ottiene:
u c (V ) = 12 + 12 − 0.8 ⋅ 1 ⋅ 1 = 1.1%
ovvero senza Cr sovra stima + 25%
Sezione di Misure
ESEMPIO 2:Misurazione di una massa somma
(2 masse tarate con stesso campione)
COVARIANZA (Cv)
M= M1 + M2
SOLO USO DIDATTICO
u c (M ) = u 2 ( M 1 ) + u 2 ( M 2 ) + 0.8u ( M 1 ) ⋅ u ( M 2 )
ponendo: u (M1)
=1%
u (M2)
=1%
c (M1, M2) = + 0.8
si ottiene:
u c (V ) = 12 + 12 + 0.8 ⋅ 1 ⋅ 1 = 1.7%
ovvero senza Cv sotto stima - 20%
17
Alessandro Brunelli
Riproduzione vietata
Dispensa
MISURE INDUSTRIALI
Generalità
Incertezza
0
8
RIFERIMENTI
Riferimenti bibliografici
Brunelli A.
Strumentazione di misura e controllo nelle applicazioni industriali
Volume IV: Normativa e terminologia – Indice analitico
GISI – Milano (1999)
Rebaglia I.
La valutazione dell’incertezza di misura
Dispense: Corso Metrologia Base
EMIT-LAS – Milano (1999)
Riferimenti normativi
Politecnico di Milano
ISO-GUM Guide to expression of Uncertainty in Measurement (1993)
Corrispondente UNI CEI ENV 13005 (2000): Ex UNI CEI 9 (1997)
EA 4/02 Expression of the uncertainty of measurement in calibration (1997)
ISO 14253 Geometrical Product Specification (GPS)
Dipartimento di Meccanica
Sezione di Misure
SOLO USO DIDATTICO
18