Strategie generali per la
conversione alla
Green Chemistry
Green Chemistry
La Green chemistry affronta il problema della
prevenzione dell’inquinamento e della riduzione di
• Materie prime
• Scarti
• Rischi
• Energia
• Costi
con un approccio bottom-up, cioè su scala molecolare
Sfruttare i principi della Green Chemistry significa attuare una serie di
principi che riducono o eliminano l’uso e la produzione delle sostanze
pericolose durante tutte le fasi della lavorazione.
Coinvolge i seguenti settori
• Economia
• Ingegneria
• Politica
• Etica
• Ambiente
• Chimica
• Biologia
• Tossicologia
I 12 Principi della Green Chemistry (1-6)
•Prevenzione
E’ meglio prevenire gli scarti piuttosto che trattare o pulire dopo che sono stati prodotti
•Economia dell’ Atomo
I processi di sintesi dovrebbero essere progettati prevedendo di massimizzare
l’incorporazione dei materiali usati nel prodotto finale
•Sintesi chimiche meno pericolose
Dove praticabile, i metodi di sintesi dovrebbero essere disegnati per usare e generare
sostanze a ridotta tossicità per l’uomo e per l’ambiente
•Progettare composti chimici sicuri
I composti chimici dovrebbero essere funzionali e presentare bassa tossicità
•Solventi ed agenti ausiliari più sicuri
L’utilizzo di sostanze ausiliarie (solventi, agenti per la separazione) dovrebbe essere ridotta e
comunque ristretta all’uso di sostanze innocue
•Efficienza Energetica
Il consumo di energia deve essere valutata dal punto di vista ambientale ed economico e
deve pertanto essere ridotto. Processi condotti a temperatura ambiente e pressione
atmosferica sono preferibili.
Paul Anastas
I 12 Principi della Green Chemistry (7-12)
•Uso di materie prime rinnovabili
Una materia prima dovrebbe essere rinnovabile quando tecnicamente ed
economicamente fattibile.
•Ridurre le derivatizzazioni
L’uso di gruppi protettori e di passaggi di modificazione temporanea dovrebbe essere
evitata in quando accompagnati da ulteriore consumo di reagenti e solventi.
•Catalisi
I reagenti catalitici dovrebbero essere preferiti a quelli stechiometrici.
•Degradazione a fine utilizzo
I prodotti chimici dovrebbero essere degradabili a prodotti innocui,
senza lasciare tracce persistenti nell’ambiente.
•Analisi in tempo reale per prevenire l’inquinamento
Metodologie analitiche dovrebbero permettere il controllo in tempo reale, per prevenire
lo sviluppo di sostanze pericolose .
• Composti chimici più sicuri.
Le sostanze e la loro forma fisica dovrebbero essere scelte in modo da minimizzare il
rischio di incidenti (esplosioni, incendi, emissioni)
Paul Anastas
Parole chiave:
Renewable sources
Solvent-free
RSC
water / scCO2
Metal-free
Alternative solvents
enzymes
Air atmosphere
Wiley
Supported/ Recyclable
one-pot
Catalyst-free
Taylor &
Francis
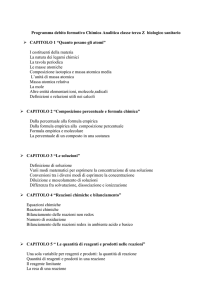
Industria
Produzione
(ton)
Raffinerie
106 - 108
Kg sottoprodotto/
Kg prodotto
<0.1
4
6
1-5
10 - 10
2
4
5 - 50
10 - 103
25 - 100+
Bulk Chemicals
10 - 10
Fine Chemicals
Farmaceutica
⇒Necessario migliorare i processi
di chimica fine e farmaceutica
A
∆
solvente
B
Diversi Solventi…
A
∆
solvente
B
Photochemical ozone creation potential:
Trimetilbenzeni (124-132), xileni (80-110), toluene (77), etanolo (44), acetone (18)
Permissible exposure limits (ppm):
Alcol allilico (2), piridina (5), acido acetico (10), cloroformio (50),
cicloesanone (50), acetaldeide (200), acetone (1000)
Acute ecotoxicity (LC50 fish):
Eptano, esano (4), tetraidrofurano (10) ,cicloesano (34), acido acetico (75),
diclorometano (220), acetone (5500), metanolo (15300)
Lower-Upper Explosive limits (%):
Eptano, esano (1-7), etere (2-36), acetone (3-13), etanolo (3-19)
Solventi Classici:
Diclorometano è il solvente clorurato raccomandato
Solventi polari aprotici hanno poche alternative, DMSO è raccomandato
http://www.chemistryinnovation.co.uk/stroadmap/roadmap.asp-id=84.htm
http://www.chemistryinnovation.co.uk/stroadmap/roadmap.asp-id=84.htm
Possibili sostituzioni:
http://www.chemistryinnovation.co.uk/stroadmap/roadmap.asp-id=84.htm
Alternative:
Solventi organici meno comuni: alcol benzilico (sostituto di diclorometano),
lattato di etile (sostituto di tricloroetilene), carbonato di propilene (sostituto di
acetone, metiletilchetone)
Condizioni Neat: situazione ideale, applicabile nell’industria petrolchimica e
in pochi altri casi, miscelazione difficile
H2O: economica, impatto ambientale nullo, non adatta per molti reagenti
sensibili all’acqua, scarso potere solvente, difficile da purificare
Liquidi ionici (IL): inerti, facili da riutilizzare, tensione di vapore assente,
buone proprietà solventi, costosi, richiedono solventi per estrazione, non
biodegradabili
CO2 supercritica (73 bar, 30°C): economica, scarso impatto ambientale,
richiede apparecchiature apposite per lavorare in pressione
Solventi Fluorurati: inerti, facili da riutilizzare, volatili e persistenti
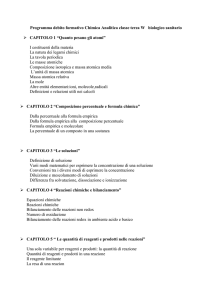
nell’ambiente.
Non adatto
per reagenti
Difficile da idroliticamente
instabili
purificare/
Abbondante,
economica
riciclare/
rimuovere
Reazioni
“ON water”
Scarsa
solubilità
dei reagenti
organici
H2 O
Elevata
capacità
termica
reazioni
Non
esplosiva:
compatibile
con O2
Non
infiammabile
Stabilità
redox
“IN water”
Reazioni in acqua
Applicabili con successo per reagenti solubili (carboidrati ed
aminoacidi) e nel caso in cui i prodotti siano insolubili:
Applicabile a reazioni pericicliche, razioni che coivolgono
carbocationi e carbanioni, carbeni, ossidazioni e riduzioni
Accorgimenti utilizzati per espandere la gamma delle applicazioni
-Uso di cosolventi organici
-Uso di tensioattivi o molecole host
-Modificazioni strutturali “innocenti” per solubilizzare reagenti
e catalizzatori
Reazioni “ON water”
-Reazioni in sospensione, adatte anche per reagenti non solubili
-Elevata semplicità
-Adatte per reazioni multicomponente
Sfruttano:
-Elevata densità di energia di coesione dell’acqua dovuta al piccolo
volume della molecola ed alla presenza di legami ad idrogeno
(energia richiesta per separare un’unità di volume di molecole = calore di
evaporazione/volume molare, 550 cal/ml),
-Elevata tensione superficiale
-Esaltazione di interazione idrofobiche e legami
ad idrogeno coinvolti nello stato di transizione
-Aumento dell’energia libera dei reagenti,
utile per diminuire l’energia di attivazione
Sharpless K. B. Angew. Chem. 2005, 117, 3339
All’interfaccia si trova il 25% di
legami ad idrogeno non coinvolti
in interazioni con altre
molecole d’acqua
Processo domino in water/on water
+ isomero
Le reazioni on water possono essere condotte anche in presenza di altri reagenti
disciolti in acqua. Questo permette di effettuare reazioni successive.
L’anilina (3) forma una fase idrofobica (oil phase) che discioglie il
chinone (5) ottenuto dall’ossidazione dell’idrochinone (4). Il prodotto di
addizione (6) torna solubile in acqua dove viene ossidato da acqua
ossigenata, come nel primo step. Il prodotto (2) è solubile nella fase
idrofobica , ma quando l’anilina si consuma il prodotto (precursore di
alcaloidi naturali) precipita dall’ambiente di reazione.
C. S. P. McErlean et al. Green Chem., 2012, 14 , 605
-
Liquidi Ionici
• Struttura chimica facilmente modulabile,
X
N
N
[bmim+][X-]
per ottenere composti con diverse proprietà chimico-fisiche ;
• Sciolgono molti composti organici, inorganici e polimerici in piccoli
volumi; usati per raccogliere e concentrare sostanze inquinanti/di
scarto organiche ed inorganiche
•
Possono formare sistemi bifasici con acqua o solventi apolari a
seconda della struttura;
•
Possono esibire acidità di Brønsted/ Lewis ed anche superacidità
(pKa fino a -20)
• Stabili all’aria, all’umidità fino a 300°C
• Non infiammabili, non corrosivi (NB: alcuni sono esplosivi)
Ossidazione del cicloottene con acqua ossigenata,
catalizzata da poliossotungstati, in liquidi ionici
Ossidazioni
complesso ibrido,
organico–inorganico
polianionico
[γ - SiW10O36(PhPO)2] 4 + H2O2
O
N
N
[X-]
Una terza fase acquosa
permette di evitare che
catalizzatore e ossidante si
trovino in concentrazione
troppo elevata nella stessa
fase.
, T = 50°C
or MW
Cicloottene
in eccesso
H2O2
(70% in H2O)
IL +
catalizzatore
+ H2O
Cicloottene
+ epossido
Separazione
H2O
Rimozione e ricarica
Reazione
IL +
catalizzatore
Estrazione e Riutilizzo
Non irritante
(come sc NH3,
Acidi, ammine)
Non infiammabile
(come altri SCF a
base di idrocarburi,
alcoli, eteri, NH3,
SiH4, N2O)
Termodinamicamente
stabile
(olefine SC
polimerizzano)
Stabile in
condizioni
ossidanti
NB
Il costo di CO2 è tra
i minori (< 3$ / Kg)
(sottoprodotto
nella sintesi di NH3 e H2)
Non tossica,
nè cancerogena,
o mutagenica
Bassa Tc
(a differenza di H2O)
scCO2
Non esplosiva
(come altri
SCF organici)
Non permette la
crescita di batteri
Non corrosiva
(come acidi SC
o scH2O)
Non provoca
ustioni
(come scH2O)
risparmio
energetico
se riutilizzata
Aumenta il rischio dovuto alla dispersione di sostanze chimiche!
Estrazione
da alimenti
Produzione di
oli essenziali
estrazione
di prodotti chimici
senza
cross-contamination
Agente per
rigonfiare i
polimeri
lavaggio a secco
scCO2
Solvente di reazione
per molecole lipofiliche,
Idrocarburi, eteri, esteri,
chetoni, lattoni, alcoli
Sperazione di
monomeri da
polimeri
Applicazioni in
chimica analitica
(cromatografia)
Alterazione di
azeotropi
Sterilizzazione di materiali
biologici delicati
(proteine, DNA, tessuti),
con acido peracetico
Modificare la natura della reazione:
Non sostenibile?
Tossico?
Pericoloso?
Scarsa efficienza dell’atomo?
A
-preferire materie
prime rinnovabili
∆
solvente
B
Tossico?
Pericoloso?
Non riciclabile?
Persistente?
Difficile da smaltire
-Trovare alternative e
variazioni della molecola
desiderata
-Circa il 10% dei prodotti dell’industria petrolifera viene usato per la produzione di materie prime
-Considerare che un reagente proveniente dall’agricoltura richiede terreno e energia. Preferire un
reagente proveniente da scarti di lavorazione di zucchero, legno, ecc. quali lignina, idrossiacidi,
esteri.
-CO2 e CO possono essere utilizzate come reagenti iniziali per ottenere semplici molecole organiche
o per allungare catene alchiliche.
-N2O è un ossidante che si ottiene sottoprodotto abbondante dell’ossidazione di ammoniaca (effetto
serra > 200 volte di CO2)
-Un prodotto può essere tossico perché presenta un determinato gruppo funzionale che agisce come
recettore, solubilizzante, etc...: rimuoverlo o modificarlo può ridurre la biodisponibilità o la
solubilità in ambienti acquatici
Risorse rinnovabili: un esempio…
CHO
mais
amido
idrolisi
H
OH
H
OH
HO
fermentazione
O
HO
acido lattico
H
H3C
H
OH
OH
CH2OH
C
H
CH3
O
CH3 O
O
dimerizzazione
polimerizzazione
C
H3C
n
Acido polilattico
O
O
O
-possibile utilizzo di biomasse
-fermentazione naturale
-dal 20 al 50% di risparmio energetico
-prodotto biodegradabile
-possibilità, mediante idrolisi, di ottenere nuovamente monomeri riciclabili
Esempio di ottimizzazione dell’efficienza atomica
…sintesi dell’anidride maleica
Ossidazione del benzene
O
+ 4.5 O2
O
+ 2 CO2 + 2 H2O
O
Peso Molecolare
78
4.5 x 32 = 144
98
Economia Atomica % = 100 x 98/(78 + 144) = 44.1%
O
Ossidazione del butene
+ 3 O2
O
+ 3 H2O
Peso Molecolare
O
56
3 x 32 = 96
98
Economia Atomica % = 100 x 98/(56 + 96) = 64.5%
… e sintesi dell’idrochinone..
NH 2
2
O
+ 4 MnO 2 + 5 H 2 SO 4
+ (NH 4 )2 SO 4 + 4 MnSO 4 + 4H 2 O
2
O
O
OH
+ FeO
+ Fe + H 2 O
O
OH
18% efficienza atomica
…vs Processo Upjhon: aumento dell’efficienza atomica
mediante riciclo dei prodotti
OH
OH
HO
Cracking
alcalino
OH
+
OH
HO
+ H2O2
OH
+
CH3COCH3
Riciclo sottoprodotti
2 HO
+
CH3COCH3
HO
OH
100% efficienza atomica totale
Funzionalità dei prodotti
O
O
NH2
OH
HS
OH
HO
NH2
serina
cisteina
-effetti biologici simili (grazie alla capacità di accettare legami ad idrogeno)
-diverse proprietà chimico fisiche (coefficiente di ripartizione)
O
O
CH3
H3C
N
H
H3C
N
N
N
N
O
CH3
caffeina
N
O
CH3
-effetti biologici diversi : eccitante vs terapeutico contro l’asma
-simili proprietà chimico fisiche
teofillina
Diverse Procedure Sintetiche
A
∆
solvente
B
metodo
vantaggi
esempi
Cambiare i reagenti
utilizzati nei vari stadi
Minore tossicità
Meno scarti
Un’ossidazione può essere eseguita
con O2 invece che con NaOCl. Una
riduzione con H2 o per via
elettrochimica invece che con idruri.
Individuare un numero Meno reagenti
inferiore di passaggi o
con maggiore
efficienza atomica
Meglio impiegare cicloaddizioni e
riarrangiamenti piuttosto che
sostituzioni e eliminazioni.
Uso di catalizzatori
Aumento di
piuttosto che di
selettività,
reagenti stechiometrici minore energia
di attivazione
Uso di catalizzatori poco tossici ed
economici, meglio se in condizioni
eterogenee. La biocatalisi impiega
enzimi in condizioni blande.
Reazioni ad economia atomica
Reazioni non-economiche
Trasposizioni
Sostituzioni
Addizioni
Eliminazioni
Diels-Alder
Wittig
Altre reazioni concertate
Grignard
Reagenti Stechiometrici
Sistemi Catalitici
-Riducenti stechiometrici:
-H2 (Pd/C, Ru, Rh, Pt)
metalli (Na, Mg, Fe, Zn) o idruri
metallici (LiAlH4, NaBH4)
-Ossidanti: permanganato o
cromati
-H2O2 ([d0] V, Mo, W, Ti, TS-1);
-O2 (Co, Ru, Fe, Pd/Cu)
-Acidi di Lewis: AlCl3, ZnCl2
-Zeoliti solide (alluminosilicati)
(es: Friedel Craft, riarrangiamenti)
-Acidi e Basi di Brønsted
(es: nitrazione aromatica, riarrangiamenti,
condensazioni)
-H+ da solidi acidi (eteropoliacidi di W)
-OH- da idrotalciti (idrossidi idrati di Al e Mg)
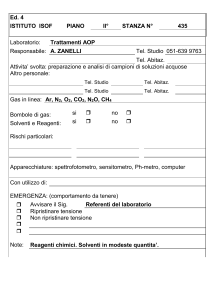
Esempio di ottimizzazione dei passaggi…
sintesi del caprolattame
OH
O
N
O
.
NH2OH H2SO4
H2SO4
NH
Elevate quantità di (NH4)2SO4 come sottoprodotto
E = 8 Kg scarti per Kg di prodotto
=> uso di catalizzatori eterogenei - zeoliti
OH
N
O
NH3 + H2O2
TSI
Scarichi minimi (acqua) e nessun sale
E = 0.32 Kg scarti per Kg di prodotto
Zeolite
O
NH
Esempio di ottimizzazione dei passaggi…
sintesi dell’ibuprofene
Molecola con proprietà
analgesiche ed antiinfiammatorie,
utilizzata in molti farmaci
La sintesi tradizionale di questa molecola (1960) consiste in un processo a
sei stadi con scarsa efficienza atomica
Nel 1991 è stata sviluppata e implementata una sintesi industriale di
ibuprofene che consiste di tre stadi. In questo processo, molti atomi dei
reagenti (tra cui H2 e CO) sono incorporati nel prodotto finale.
Ibuprofene: 1960
HCl, AcOH, Al Waste
Ac 2O
HCl
HCOOEt
H 2O / H+
ClCH 2CO 2Et
AlCl 3
NaOEt
COCH 3
EtO 2C
OHC
O
NH 2OH
H 2O / H+
OHN
N
HO 2C
H2O
NH 3
Efficienza atomica 40%
Ibuprofene: processo Höchst
AcOH
HF
H2 / Ni
CO, Pd
Ac2O
O
HO
Efficienza atomica 77%
Uso di catalizzatori
Resa più elevata
Minor uso di reagenti ausiliari (solventi)
HO2C
Esempio di ottimizzazione dei passaggi…
sintesi di 7-ACA (ACIDO 7-AMMINO CEFALOSPORANICO)
via chimica…
H
H
N
HOOC
S
Si
(CH3)3-Si-Cl
H
NH2
O
N
O
H
CH2OAc
COOH
CH2Cl2
NH
O
Si
N(CH3)2
CEFALOSPORINA C
N
OOC
N
Si
S
Si
OH
NH
C4H9O
Si
O
N
H
- 50 °C
H2N
O
Cl
O
N
CH2OAc
Si
H2O
NH2
NH
S
COO
NH4OH
H
N
Si
Si
O
- 55 ° C
OOC
CH2OAc
COO
HOOC
CH2OAc
(DMA)
OOC
H
N
COO
PCl5
Si
O
S
S
7-ACA
+
O
N
CH2OAc
COOH
…e via enzimatica
H
N
HOOC
H
NH 2
O 2 + H 2O
S
N H 3 + H 2O 2
H
N
O
O
CH 2OA c
CEFA LOS P OR I NA C
COOH
N
H OOC
S
N
O
O
O
D-amminoacido
ossidasi
CH 2OA c
COOH
H 2O 2
H 2 O, CO 2
H
S
H 2N
C OOH
+
N
COOH
S
N
H OOC
O
C
CH2OA c
Glutaril -7-ACA
acilasi
N
O
O
COOH
AC. GLUTARICO
7-ACA
•temperatura e pressione ambiente
•numero di step inferiore
•Protezione e deprotezione non necessarie
CH 2OA c
COOH
GLUTARIL -7-ACA
Diversi Metodi di Attivazione …
A
∆
solvente
B
metodo
vantaggi
svantaggi
fotochimico
Basse temperature,
Economico se impiega
energia solare
Costoso se UV
Microonde
Aumenta la velocità di
reazione. Consente reazioni
catalyst-free e solvent-free
Difficile scale-up
Process Intensification..
A
∆
solvente
B
Diminuzione del volume mediante strategie che tengono
in considerazione i parametri cinetici della reazione:
-Reattori a flusso continuo piuttosto che in batch
-Reattori microfluidici, ad elevato S/V per aumentare
l’efficienza dei trasferimenti di massa e calore. Possibili
sistemi da usare in combinazione con microonde, o che
utilizzano LED per condurre reazioni fotochimiche
-Reattori a Membrana, in cui membrane organiche ed
inorganiche sono utilizzate per supportare catalizzatori e
per ottenere la separazione di prodotti (purificazione,
aumento di resa)
-Reattori multifunzione (reazione + separazione in un
singolo stadio)
Difficile contatto tra reagenti?
Rischio di surriscaldamento?
Difficile miscelazione?
Rischio di esplosioni?
Intensificazione di processo
Miniaturizzazione
Riduzione dei costi di investimento e di gestione
Aumento della sicurezza
Aumento efficienza energetica
Aumento di resa e selettività
Riduzione dei tempi di produzione
Riduzione delle scorte di magazzino
-diverse operazioni di un processo posso essere intensificate: dai reattori agli
scambiatori di calore, le colonne di distillazione e i separatori
-moduli compatti e multifunzionali possono essere preparati riunendo operazioni più
tradizionali
-reazioni veloci non devono essere rallentate dalla tipologia del reattore!
Biocatalisi in Liquidi Ionici
acilazione dell’ 1-ottanolo con acetato di vinile
OH
O
Candida Antarctica Lipase
+
OAc
OAc
+
H
N
-
(CF3SO2)2N
N+
94% resa,
0.1kg/litro di reattore/h
Alcohol, vinyl acetate
scCO2
• Enzima immobilizzato in liquido ionico,
riutilizzabile, fase non miscibile con
scCO2
• Substrati introdotti con scCO2
ma più solubili in liquidi ionici
• Prodotti solubili in scCO2
• Reazione in batch/riciclo o in flusso
continuo
Ester and acetaldehyde
scCO2 recycled
Ionic liquid + enzyme
High pressure
reactor
Chem. Commun., 2002, 992.