CARATTERISTICHE TECNICHE, DI
PRECISIONE E MODALITÀ D’USO
DEI MICROMETRI - SERIE MIE -
)
)
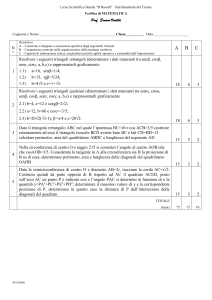
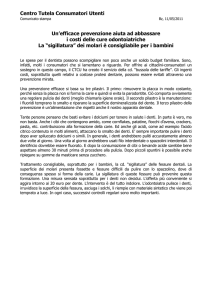
La misurazione viene eseguita facendo
aderire i dischi di contatto ai fianchi
opposti di due denti intervallati da un
numero di vani determinati dalle tabelle
1, 2 e 3. E’ opportuno fare aderire i dischi
di contatto ai fianchi dei denti in modo
progressivo, facendo leggermente oscillare lo strumento in un piano normale
all’asse dell’ingranaggio, e si deve fare
attenzione che i dischi non arrivino a toccare il bassifondo dei denti: così operando, i piani di contatto risulteranno tangenti al profilo dell’evolvente (vedi fig.).
Infatti, in base alle caratteristiche di
costruzione dei profili ad evolvente si ha
che la dimensione S (che si misura con il
metodo sopraesposto) si trova sulla tangente DE al circolo di base ed è uguale
all’arco AC; cioè:
S = AC
PRINCIPALI CRITERI
SEGUITI NELLE MISURAZIONI
CON I MICROMETRI MIE
)
)
)
Nella tabella 2 si trovano i valori di v per
gli angoli:
141/2°; 17°; 221/2°; 25°; 30°. Per il controllo di ingranaggi con «profilo corretto»
(la correzione si esprime generalmente
in «frazioni di modulo») la formula generale (1) diviene:
S = m cos α [π (v +1/2) + z (tg α-α)] ± x
m 2 sen α (2) dove:
x = correzione del profilo in frazione di
modulo (tabella 1).
Il valore 2 sen α, costante per ogni
angolo di pressione, si trova calcolato in
testa alle tabelle 3 e 4.
N.B. - La correzione «x m 2 sen α» è
positiva per gli ingranaggi con minore
numero di denti; è negativa per quelli
con maggior numero di denti.
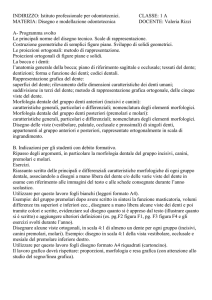
Determinazione dell’avanzamento
dell’utensile
Se la dimensione S misurata sul pezzo
in lavorazione si scosta di una quantità
«positiva» ∆S dalla quota teorica ricavata con le formule (1) o (2), occorrerà far
«avanzare» l’utensile di una quantità Z.
Il valore di Z è dato da:
Z=∆S
1
2 sen α
costante per ogni
1
2 sen α
angolo di pressione, si trova calcolato in
testa alle tabelle 3 e 4.
Determinazione dello spessore del
dente
Generalmente non interessa determinare lo spessore del singolo dente.
Comunque il valore dello spessore s di
un singolo dente, secondo il cerchio di
base si ottiene sottraendo dalla quota S,
letta sullo strumento, v volte la frazione
di cerchio base corrispondente ad un
dente. Se si vuole trasformare lo spessore secondo il cerchio di base s in
spessore secondo il cerchio primitivo
s’ci si avvale della relazione seguente:
Il valore
s’ =+r’[
s - (tg - α-α)]
2r
)
)
Controllo comparativo della dimensione S
a) Si misurano sui pezzi le quote S rispetto ad un pezzo campione esatto o che
si ritiene sufficientemente preciso.
b) Si controlla l’uniformità del profilo di
uno stesso ingranaggio eseguendo
misurazioni comparative della dimensione S in vari punti del suo perimetro.
Misurazione degli scostamenti delle
dimensioni S rilevate sui pezzi rispetto alla quota teorica
Ricavata dalla formula seguente:
S = m cos α [π(v +1/2) + z (tg α-α)] (1)
dove:
m = modulo
z = numero dei denti
v = numero dei vani
α = angolo di pressione
α = angolo di pressione in misura d’arco
=
α α
180
Ponendo il fattore
cos α [π(v +1/2) + z (tg α - α)] = c
si ottiene la formula semplificata
S=mc
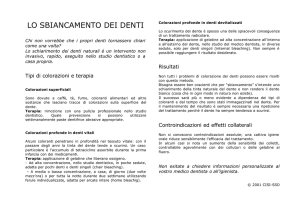
Nelle tabelle 3 e 4 sono calcolati i valori
di c per gli angoli di pressione più comunemente usati α = 15° e α = 20° e per i
numeri dei denti z = 12÷155.
dove:
s’ = spessore del dente secondo il cerchio primitivo
s = spessore del dente secondo il cerchio di base
r’ = raggio del cerchio primitivo
r = raggio del cerchio di base
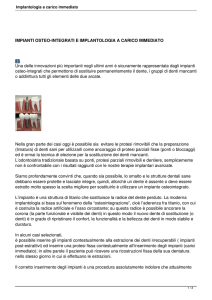
TABELLA 1
z
7
8
9
10
11
12
x/α15°
0,600
0,566
0,533
0,500
0,467
0,434
x/α20°
0,410
0,353
0,294
0,236
0,177
0,118
TABELLA 2
Numero dei vani
v
141/2°
1
2
3
4
5
6
7
8
12-25
26-37
38-50
51-62
63-75
76-87
88-100
101-112
Coefficiente di correzione x
z
x/α15° x/α20°
13
0,400 0,059
14
0,367
0
15
0,333
0
16
0,300
0
17
0,267
0
18
0,234
0
17°
12-21
22-32
33-42
43-53
54-64
65-74
75-85
86-96
angoli di pressione α
221/2°
numero dei denti z
12-16
17-24
25-32
33-40
41-48
49-56
57-64
65-72
z
19
20
21
22
23
24
25
x/α15° x/α20°
0,200
0
0,167
0
0,133
0
0,100
0
0,067
0
0,033
0
0
0
25°
30°
12-14
15-21
22-29
30-36
37-43
44-51
52-58
59-65
6-12
13-18
19-24
25-30
31-36
37-42
43-48
49-54
MICROMETRI
TABELLA 3
α =15°
z
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
v
1
c
4,6231
6290
6350
6409
6469
6528
6587
6647
6706
6766
6825
2
7,7230
7289
7349
7408
7467
7527
7586
7646
7705
7765
7824
7883
10,8288
8384
8407
8466
8526
8585
8645
8704
8763
8823
8882
8942
13,9346
9406
9465
9525
9584
9643
9703
9762
9822
9881
9940
14,0000
3
4
2 sen α = 0,518
z
v
c
59
5
17,0405
60
0464
61
0524
62
0583
63
0642
64
0702
65
0761
66
0821
67
0880
68
0939
69
0999
70
1058
71
6
20,1463
72
1522
73
1582
74
1641
75
1701
76
1760
77
1819
78
1879
79
1938
80
1998
81
2057
82
2116
83
7
23,2521
84
2581
85
2640
86
2700
87
2759
88
2818
89
2878
90
2937
91
2997
92
3056
93
3115
94
95
96
97
98
99
100
101
102
103
104
105
8
26,3520
3580
3639
3698
3758
3817
3877
3936
3995
4055
4114
4174
1
=1,932
2 sen α
z
v
c
106
9 29,4579
107
4638
108
4697
109
4757
110
4816
111
4875
112
4935
113
4994
114
5054
115
5113
116
5173
117
5242
118
10 32,5637
119
5696
120
5755
121
5815
122
5874
123
5934
124
5993
125
6053
126
6112
127
6171
128
6231
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
21
11
12
13
35,6636
6695
6754
6814
6873
6933
6992
7051
7111
7170
7229
7289
38,7694
7753
7813
7872
7932
7991
8050
8110
8169
8229
8288
8347
41,8752
8812
8871
TABELLA 4
α =20°
z
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
v
1
c
4,5963
6103
6243
6383
6523
2
7,6184
6324
6464
6605
6745
6885
7025
7165
7305
10,6966
7106
7246
7386
7526
7666
7806
7946
8086
13,7748
7888
8028
8168
8308
8448
8588
8728
8868
16,8530
8669
8810
8950
9090
9230
9370
9510
19,9171
9311
9451
9592
9732
9872
20,0012
0152
0292
3
4
5
6
2 sen α = 0,684
z
v
c
61
7
22,9953
62
23,0093
63
0233
64
0373
65
0513
66
0654
67
0794
68
0934
69
1074
70
8
26,0735
71
0875
72
1015
73
1155
74
1295
75
1435
76
1575
77
1715
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
9
10
11
12
29,1377
1517
1657
1797
1937
2077
2217
2357
2497
32,2159
2299
2439
2579
2719
2859
2999
3139
3279
35,2940
3080
3220
3361
3501
3641
3781
3921
38,3582
3722
3862
4002
4143
4283
4423
4563
4703
1
=1,462
2 sen α
z
v
c
113
13 41,4364
114
4504
115
4644
116
4784
117
4924
118
5064
119
5204
120
5344
121
5485
122
14 44,5146
123
5286
124
5426
125
5566
126
5706
127
5846
128
5986
129
6126
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
22
15
16
17
47,5788
5928
6068
6208
6348
6488
6628
6768
6908
50,6569
6709
6849
6989
7129
7270
7410
7550
7690
53,7351
7191
7631
7771
7911
8051
8192
8332