Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
PROVE CON METODI NON DISTRUTTIVI (PnD)
Le prove non distruttive sono così denominate perché sono effettuate con procedimenti e mezzi che non
determinano la distruzione del materiale da esaminare.
Scopo dei controlli non distruttivi è quello di individuare in un materiale i suoi “difetti occulti” senza
provocare alterazioni sul pezzo. Tali controlli, cioè, non alterano la forma, le dimensioni, le proprietà e la
struttura del pezzo. Tra le metodologie di controlli non distruttivi (CND) ricordiamo:
PT - Liquidi penetranti
RT - Radiografia
UT - Ultrasuoni
MT - Magnetoscopia
ET - Correnti indotte
VT - Visual test, sistema di controllo visivo
TT - Termografia
Un manufatto può presentare dei difetti generati in fase di produzione (fusione, stampaggio, saldatura,
lavorazione alle macchine utensili, trattamenti termici …) o in esercizio (a causa di sollecitazioni statiche o
dinamiche, corrosione …). La presenza di “discontinuità”, quali sono piccole quantità di sostanze estranee
rimaste incluse nella materia per esempio durante la colata o soffiature generate da gas intrappolati durante la
solidificazione, possono pregiudicare le caratteristiche funzionali di un pezzo meccanico fino a portarlo a
rottura.
1) Difetti di produzione
Per esempio, nei getti fusi possono presentarsi:
- Inclusioni (particelle di scoria trascinate dal materiale fuso, che rimangono
intrappolate nel bagno;
- Coni di ritiro (cavità nella parte superiore del lingotto o del pezzo causate dalla
contrazione del materiale fuso durante la solidificazione;
- Soffiature (cavità tondeggianti prodotte dai gas intrappolati nel pezzo;
- …
Tali difetti possono essere individuati, per esempio, mediante controlli con
ultrasuoni o radiografie.
I pezzi ottenuti per deformazione plastica possono presentare:
- Surriscaldamento (ingrossamento del grano cristallino con conseguente fragilità);
- Cricche, che si producono a causa delle deformazioni durante le lavorazioni a freddo o a caldo;
- …
Tali difetti possono essere individuati, per esempio, mediante magnetoscopia o correnti indotte.
Difetti dovuti a trattamenti termici sono:
- Surriscaldamento (ingrossamento del grano cristallino con conseguente
fragilità);
- Cricche superficiali dovute alla concentrazione di tensioni durante il
raffreddamento di tempra;
- ….
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 1
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
Tali difetti possono essere individuati, per esempio, mediante controlli con ultrasuoni o magnetoscopia.
I principali difetti causati dalle operazioni di saldatura sono:
-
Inclusioni di ossidi o scorie (intrappolati nel bagno durante il raffreddamento
Soffiature (cavità sferiche prodotte dai gas che si sviluppano nel bagno durante la saldatura);
Cricche dovute al ritiro durante il raffreddamento;
….
Tali difetti possono essere individuati, per esempio, mediante controlli con ultrasuoni o radiografia.
2) Difetti di esercizio
Sugli organi meccanici in esercizio possono manifestarsi, per esempio, i seguenti difetti:
- Cricche di fatica, che partono dalla superficie e si propagano perpendicolarmente alla direzione di
crescita;
- Usura (con distacco di particelle superficiali o saldatura tra le superfici a contatto);
- Corrosione, che determina un decadimento delle caratteristiche meccaniche del metallo;
- ….
Tali difetti possono essere individuati con un semplice esame visivo.
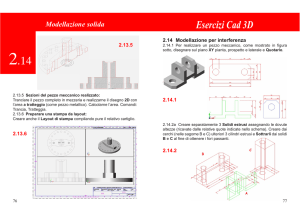
ESAME CON LIQUIDI PENETRANTI (PT) UNI EN 571-1
Il controllo con liquidi penetranti serve esclusivamente per la ricerca di difetti affioranti in superficie,
non rilevabili ad occhio nudo.
L’esame si svolge attraverso le fasi di seguito descritte.
Dapprima si pulisce accuratamente la superficie del pezzo.
Quindi viene cosparsa la zona da controllare con il liquido (di solito miscele di idrocarburi che
penetrano facilmente nelle fessure).
Dopo un periodo di impregnazione che può variare da 5 a 30 minuti (a seconda del tipo di liquido, dalla
temperatura, dal materiale e dal tipo di discontinuità da rilevare), il pezzo viene lavato con acqua o solventi
ed asciugato.
Si cosparge quindi la zona con una speciale polvere
bianca che tende ad assorbire il liquido presente nelle
discontinuità. La presenza di una discontinuità viene
evidenziata in due modi, a seconda del tipo di liquido
impiegato:
a) Se il liquido penetrante è colorato (in genere rosso)
allora il liquido residuo forma delle macchie che
risaltano sulla polvere assorbente bianca;
b) Se il liquido penetrante contiene in soluzione una
sostanza fluorescente, allora la soluzione residua
assorbita viene messa in evidenza esaminando il
pezzo al buio ed illuminandolo con una speciale
lampada che eccita la fluorescenza.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 2
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
a) Esame eseguito con una soluzione organica
;
b) esame eseguito con particelle fluorescenti
- Vantaggi e svantaggi
Il metodo è economico e di facile impiego, ma non si può applicare sulle superfici rugose. L’esame è
limitato a zone facilmente accessibili e consente di rilevare solo difetti superficiali e non troppo piccoli e non
penetrabili dal liquido stesso.
ESAMI RADIOGRAFICI (RT) UNI EN 444
I raggi x ed i raggi γ sono onde elettromagnetiche della stessa natura della luce visibile e delle radiazioni
ultraviolette, che hanno la proprietà di poter attraversare corpi opachi, mantenendo inalterate la loro
traiettoria rettilinea, ma subendo una attenuazione che dipende dallo spessore del materiale attraversato e
dalla sua natura.
Con i raggi x è possibile esaminare spessori d’acciaio
fino a 60 [mm]. Per spessori superiori (< 200 [mm]) è
necessario ricorrere ai raggi γ che, avendo lunghezza
d’onda minore, sono più penetranti.
I raggi x (come pure quelli γ) vengono proiettati da un
generatore di raggi (tubo di vetro entro cui è realizzato un
vuoto molto spinto) sul pezzo che si vuole controllare (es.:
giunto saldato, pezzo fuso …). Tali raggi attraversano tutto
lo spessore e vengono registrati dalla lastra fotografica
(posta dall’altra parte del pezzo).
Se il pezzo è di spessore costante, se non esistono
difetti e la struttura del metallo è omogenea, la lastra resta
impressionata in modo uniforme.
Se nel pezzo si trova una discontinuità (cricca, scoria,
soffiatura …), questa provoca una variazione di intensità
delle radiazioni, che si traduce sulla lastra nella presenza di
zone più chiare o più scure.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 3
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
- Vantaggi e svantaggi
Le tecniche radiografiche forniscono una documentazione diretta, duratura, obiettiva e dimensionale del
pezzo esaminato. I raggi x e γ, però, sono molto pericolosi perché distruggono i legami molecolari della
materia organica.
Il metodo, adatto per il controllo di pezzi aventi geometria semplice, lo è meno per quelli più complessi
nei quali l’interpretazione dei risultati è più difficile. Inoltre con questo tipo di controllo non si hanno
indicazioni riguardo alla profondità del difetto rilevato, a meno che l’esame non si effettui sulle due superfici
ortogonali del pezzo.
L’esame radiografico ha lo svantaggio di dover essere effettuato “off line”, cioè fuori dalla linea di
produzione.
CONTROLLO CON ULTRASUONI (UT) UNI EN 583-1
Gli ultrasuoni sono onde elastiche (vibrazioni) della medesima natura delle onde sonore, dalle quali si
differenziano soltanto per avere una frequenza superiore al limite massimo percepibile dall’orecchio umano
(circa 16 000 Hz).
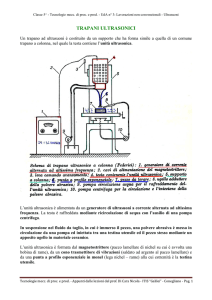
- Generazione degli ultrasuoni
Per la generazione degli ultrasuoni si possono impiegare generatori elettrici, elettromagnetici,
meccanici.
I generatori più frequentemente adoperati sono quelli elettromagnetici e quelli elettrici, perché
consentono di ottenere potenze e frequenze sufficientemente elevate come richiesto nelle applicazioni
pratiche. In pratica, il campo delle frequenze usate negli apparecchi per gli esami non distruttivi varia da 0,5
a 25 MHz.
Tra i generatori di ultrasuoni più
utilizzati c’è quello ad elettrostrizione,
che
si
basa
sul
fenomeno
piezoelettrico. Una placchetta di
quarzo, tagliata da un cristallo
secondo piani normali agli assi di
cristallizzazione, viene sottoposta ad
un campo elettrico variabile di data
frequenza, cosicché alternativamente
si contrae e si dilata con la stessa
frequenza della corrente eccitatrice.
La velocità di propagazione
dipende dal materiale attraversato
(struttura cristallina, elasticità …) e
dalla temperatura.
Materiale
Alluminio
Acciaio
Rame
Plexiglass
Acqua
Aria
Velocità m/s
6320
5900
4700
2700
1480
330
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 4
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
- Il controllo dei pezzi
Per il controllo dei pezzi viene sfruttata la “proprietà di riflessione” degli ultrasuoni e la possibilità di
registrare con esattezza il tempo impiegato dalle vibrazioni ad attraversare il pezzo oppure l’intensità
ultrasonora del fascio uscente dal pezzo.
E’ il “fenomeno piezoelettrico” che si sfrutta per il controllo di eventuali cavità, cricche, porosità
esistenti nel materiale (es.: giunto saldato, pezzo fuso …): sottoponendo un
cristallo (per esempio di quarzo, che è materiale piezoelettrico) ad un campo
elettrico variabile di data frequenza, il quarzo alternativamente si contrae e si
dilata con la stessa frequenza della corrente eccitatrice.
Appoggiando il quarzo sulla superficie di un pezzo, le dilatazioni e le
contrazioni inducono in questo delle vibrazioni meccaniche (ultrasuoni).
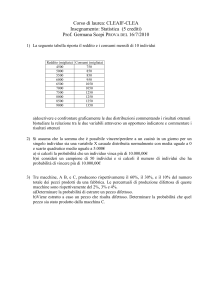
Lo strumento di misura è un “oscilloscopio” che, trasformando gli impulsi
elettrici prodotti dalle onde sonore in impulsi luminosi visibili, registra su uno
schermo il segnale di partenza dell’impulso e quello di arrivo (dopo la
riflessione). La presenza di un difetto è visualizzata
attraverso un “picco” intermedio.
Nella figura è rappresentato il caso di un pezzo
esente da difetti. La distanza tra i due picchi è
proporzionale al tempo impiegato dagli ultrasuoni ad
attraversare (andata e ritorno) lo spessore del pezzo.
Se all’interno del pezzo è presente una discontinuità
in condizioni di riflettere più o meno completamente il
fascio di ultrasuoni, il cammino percorso dagli ultrasuoni,
e quindi il tempo impiegato a percorrerlo, saranno minori
di quelli corrispondenti alla riflessione completa: sullo schermo comparirà un nuovo segnale in posizione
intermedia corrispondente alla posizione del difetto.
- Sonde e onde
Le placchette piezoelettriche di quarzo hanno dimensioni da
qualche millimetro a 30 [mm]. Il contenitore della placchetta di
quarzo, detta “sonda” o “trasduttore”, è costituito dalla suddetta
placchetta con le due facce opposte argentate e collegate
elettricamente con il generatore di d.d.p. La faccia della placchetta
piezoelettrica, che è posta a contatto del pezzo da esaminare, non è
scoperta, ma viene protetta con una sottile lamina di alluminio o di
rame o di materiale plastico. Tutto questo è poi racchiuso in un
contenitore.
A seconda dell’inclinazione del trasduttore, gli ultrasuoni si
propagano nei pezzi in esame secondo onde longitudinali o trasversali.
a) Le onde longitudinali si possono definire
come “scostamenti oscillatori, nel senso della
propagazione, di particelle elementari”. In altre
parole, considerando nella figura a lato (a) le
particelle del pezzo da controllare in quiete, nella
figura (b) si possono immaginare le stesse particelle
sottoposte a onde di compressione, compressione che
si propaga nel tempo dalla zona A alla zona B ecc.
senza tuttavia che si manifesti alcun spostamento della materia.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 5
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
b) Le onde trasversali sono
onde longitudinali che si propagano
con una direzione diversa da quella
normale (cioè con α ≠ 0). Si ha una
propagazione di onde ultrasonore
secondo una certa direzione, ma le
singole particelle non oscillano in
avanti e indietro nella direzione di
propagazione delle onde stesse, ma in senso perpendicolare. Con
riferimento alla figura, le onde trasversali si propagano nel senso della
freccia A-B, mentre le singole particelle oscillano nel modo indicato
dalle frecce B-C intorno ad una posizione media.
Le tecniche di esame si possono ricondurre a due tipologie: esame
a contatto ed esame per immersione.
1) Esame a contatto
In questo caso, pezzo e sonda sono in diretto contatto tra loro attraverso un sottile mezzo di
accoppiamento che garantisce il contatto acustico. Il fascio ultrasonora emesso dalla sonda penetra nel
materiale e l’energia incidente è tale da superare la barriera costituita dalla superficie limite ed è evitata
la riflessione, grazie anche alla interposizione (tra la superficie della sonda e quella del pezzo) di un
mezzo di accoppiamento liquido (olio, glicerina …).
- Esame per trasmissione (o per trasparenza)
Con questa tecnica si usano due sonde. La prima, accoppiata al generatore di impulsi, emette gli
ultrasuoni; la seconda, accoppiata all’amplificatore, riceve gli ultrasuoni.
Si possono avere i seguenti casi:
a) Il fascio ultrasonico attraversa il pezzo ed è totalmente ricevuto dalla seconda sonda; l’altezza del
picco 2 dipende dalla regolazione della sensibilità dell’apparecchiatura;
b) Il fascio ultrasonico viene in parte intercettato e riflesso da un difetto, conseguentemente alla
seconda sonda giungerà un impulso ultrasonico di minor ampiezza; l’altezza del picco 2 è più bassa
pur essendo l’apparecchio regolato come nel caso precedente;
c) Il fascio ultrasonico viene quasi tutto intercettato e deviato dal difetto; in tal caso il picco 2 scompare
quasi del tutto;
d) Il fascio ultrasonico è quasi totalmente ricevuto dalla seconda sonda in quanto il difetto, dato
l’orientamento, non ne intercetta (e devia) che una minima parte; in tale situazione il difetto non è
rilevabile se non quando l’operatore sposta le due sonde sulle due superfici perpendicolari alle
precedenti.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 6
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
Questa tecnica d’esame è poco usata in quanto necessita un perfetto allineamento delle due sonde
quando scorrono sulle due superfici del pezzo in esame; tale tecnica viene adottata nel caso di
applicazioni automatiche su pezzi di grande serie e di forma geometrica semplice e ben definita.
- Esame per riflessione
Nel contatto diretto, la sonda viene appoggiata sulla superficie e spostata manualmente.
Si possono avere i seguenti casi:
a) Il pezzo non presenta difetti: sullo schermo si vedrà solo l’eco di fondo (oltre all’eco di partenza);
b) Il pezzo presenta un difetto limitato: sullo schermo, dato che il difetto intercetta parzialmente il
fascio ultrasonico, appaiono tre picchi (eco di partenza, eco di difetto ed eco di fondo);
c) Il pezzo presenta un difetto esteso: sullo schermo, dato che il difetto intercetta totalmente il fascio
ultrasonico, appaiono due picchi (eco di partenza ed eco di difetto).
d) Il pezzo presenta un difetto orientato
parallelamente al fascio ultrasonico: poiché
il fascio non viene intercettato, sullo
schermo non è visualizzato l’eco di difetto e
appaiono solo due picchi (eco di partenza ed
eco di fondo); per visualizzare il difetto è
necessario far scorrere la sonda lungo la
superficie ortogonale alla precedente.
2) Esame per immersione
Questa tecnica prevede l’immersione del pezzo in acqua o olio e può essere di due tipi come descritto ai
punti precedenti:
a) Esame a immersione per
trasparenza, col posizionamento
delle
due
sonde
(una
trasmittente e l’altra ricevente);
b) Esame a immersione per
riflessione, con una sola sonda,
emittente e ricevente.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 7
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
Siccome la propagazione degli ultrasuoni è
ondulatoria, affinché una discontinuità sia rilevabile, è
necessario che il suo spessore, nel senso della
propagazione, sia maggiore di una mezza lunghezza
d’onda; infatti, solo in questo caso, l’onda attraversa
certamente il difetto e perciò avremo una variazione
dell’intensità sonora.
Se invece lo spessore della discontinuità è più
piccolo di una mezza lunghezza d’onda, può accadere
che l’onda ultrasonora non attraversi la discontinuità e
perciò non avremo variazioni di intensità sonora.
Nel controllo mediante ultrasuoni, in definitiva, la lunghezza d’onda degli ultrasuoni deve essere tanto
più piccola (e quindi la frequenza tanto più elevata (ricordando che λ = V • 1/f) quanto più piccoli sono i
difetti che si vogliono rilevare.
- Taratura degli apparecchi ad ultrasuoni
Prima di iniziare il controllo di un pezzo con un apparecchio a ultrasuoni bisogna procedere alla taratura
ed al controllo dell’efficienza dell’apparecchiatura, secondo la tabella UNI 8769. L'operazione si effettua con
l’ausilio del pezzo campione internazionale I.I.W. (ISO 2400) la cui forma e dimensioni sono riportate in
figura.
Ponendo la sonda sulle varie parti del pezzo, l’apparecchiatura viene regolata in modo da vedere sullo
schermo dell’oscilloscopio determinati segnali.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 8
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
In figura è presentato l’apparecchio ad ultrasuoni
“GILARDONI MG/5” per i controlli non distruttivi
spesso in dotazione nei Laboratori Tecnologici dei
nostri Istituti.
- Controllo delle saldature
Il controllo di una saldatura si effettua in pratica
utilizzando il metodo per riflessione con onde
trasversali.
Con riferimento alla figura a), non essendoci alcun
difetto, sullo schermo dell’oscilloscopio si registra
soltanto l’eco di partenza, in quanto l’eco di ritorno avviene con troppo ritardo e per questo non è visibile
sullo schermo.
Con riferimento
alla figura b), il
difetto riflette una
parte
delle
onde
ultrasonore cosicché
sullo
schermo
è
visibile un picco in
corrispondenza
del
difetto.
Appare evidente
che, se il fascio
ultrasonoro
fosse
passato sopra o sotto
il difetto, di esso non si sarebbe registrata la presenza
con il relativo eco. Da ciò la necessità di effettuare il
controllo spostando la sonda in senso trasversale al
cordone di saldatura in modo che il fascio
ultrasonoro esplori tutto il cordone.
E’ opportuno, quindi, dopo aver scelto la fascia
D-d entro la quale deve muoversi la sonda,
imprimere alla sonda delle piccole rotazioni per
evidenziare difetti particolari e farla oscillare
perpendicolarmente al percorso sinusoidale che
percorre, spostandola cioè, per esempio, nei punti A1
e A2 rispetto al punto A.
- Vantaggi e svantaggi
L’esame con gli ultrasuoni ha un’alta sensibilità
(nel senso che si riescono a rilevare difetti molti
piccoli), ha un buon potere di penetrazione (nel
senso che si possono ispezionare anche grosse
sezioni), consente di determinare con accuratezze la posizione delle imperfezioni, è veloce. Di contro,
l’esame è più difficile nei materiali con geometria complessa ed in quelli con eccessiva rugosità.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 9
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
ESAME MAGNETOSCOPICO (MT) UNI 7062-72
E’ utilizzato per la ricerca di difetti affioranti in superficie o localizzati in prossimità della superficie.
Il procedimento può essere applicato solo ai materiali ferromagnetici che sono molto sensibili al campo
magnetico (ferro, nichel, acciai, ghise). Gli esami magnetoscopici, infatti, sfruttano il paramagnetismo di
alcuni metalli (capacità di non opporsi al passaggio del campo magnetico), o meglio ancora il
ferromagnetismo (capacità di concentrarlo) per evidenziare le anomalie delle linee di flusso del campo
magnetico nei pressi di un difetto superficiale.
La rilevazione dei difetti avviene mediante la magnetizzazione
della superficie del pezzo ed il successivo esame delle indicazioni
fornite da adatte particelle magnetiche spruzzate a secco o in
sospensione sulla superficie della parte indagata. In corrispondenza di
una discontinuità rilevabile, si crea un accumulo localizzato di
particelle magnetiche a causa dell’attrazione esercitata sulle particelle stesse dal flusso magnetico disperso
che si è formato (per la brusca variazione locale della permeabilità magnetica) dopo che il pezzo è stato
magnetizzato.
Il campo magnetico sul pezzo può essere ottenuto:
a) Appoggiando su di esso i due poli di una elettrocalamita (magnetizzazione diretta)
b) Facendo passare attraverso il pezzo una corrente a bassa tensione ed elevata intensità:
I = 300 ÷ 400 A per le minime dimensioni (10 ÷ 15 mm)
I = 3000 ÷ 4000 A per le massime dimensioni (150 ÷ 150 mm)
c) Avvolgendo attorno al pezzo un conduttore percorso da corrente.
La figura a lato illustra la magnetizzazione longitudinale di un
pezzo mediante elettromagnete fisso.
1)
2)
3)
4)
5)
6)
7)
8)
Espansioni polari mobili
Bobine di magnetizzazione
Pezzo magnetizzato
Vasca di raccolta liquido
Irroratore
Serbatoio
Pompa
Lampada con luce di Wood
I materiali ferromagnetici, posti in un campo
magnetico uniforme (generato come detto prima),
offrono una via più facile dell’ambiente circostante al
passaggio delle linee di forza del campo, ed esse
pertanto si addensano all’interno del materiale.
Quando all’interno del pezzo le linee di forza (o di
flusso) 1 incontrano zone che presentano una diversa
permeabilità magnetica (cavità, soffiature …) 2
(discontinuità non rilevabile) e 3 (discontinuità rilevabile), esse vengono deviate e perturbate a tal punto da
uscire dal pezzo (4).
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 10
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
Se in tale situazione si cosparge il pezzo con particelle magnetizzabili (limatura di ferro finissima e
ossidi di ferro che possono essere posti “a secco” oppure sotto forma di sospensione in un liquido), queste si
addensano in superficie rendendo visibile la presenza di una discontinuità interna.
Le polveri magnetiche secche si possono usare solo se il pezzo è asciutto
e senza la minima traccia di grassi o umidità. Ciascuna di queste polveri ha un
colore (rosso, nero, blu, grigio, giallo), oppure può essere fluorescente, per
cui l’operatore può osservare il pezzo investendolo con i raggi ultravioletti di
una lampada di Wood. Le stesse polveri magnetiche, secche o fluorescenti,
possono essere diluite in un liquido (petrolio o acqua), consentendo controlli
più veloci e tali da rilevare difetti diversamente non visibili.
Polveri
Asciutte
Diluite
Fluorescenti
Dimensioni [μm]
50 ÷ 300
10 ÷ 20
1÷5
- Applicazione
Per la rilevazione dei difetti si utilizzano dei metalloscopi (o magnetoscopi), che possono essere fissi (o
a bancale) o mobili (carrellati).
In pratica possono essere utilizzati anche degli apparecchi
portatili come quello in figura. L’equipaggiamento più usato è un
“giogo” (magnete permanente o elettromagnete foggiato ad “U”).
Gli elettromagneti sono costituiti da più segmenti articolati di
ferro dolce eccitati da un avvolgimento alimentato in corrente
continua. Il nucleo è a pacco lamellare onde ridurre le perdite per
correnti parassite. Gli elettromagneti sono più potenti dei magneti
ma anche meno pratici perché richiedono l’alimentazione
elettrica.
Nell’esempio considerato si rilevano difetti di saldatura.
Il controllo si articola in sei fasi:
1) Preparazione della superficie (con l’eliminazione di
grasso e polvere)
2) Magnetizzazione della superficie (con l’applicazione del
campo magnetico sulla superficie del pezzo)
3) Applicazione della polvere magnetica (in contemporanea
alla magnetizzazione del pezzo o subito dopo, sfruttando il magnetismo residuo)
4) Illuminazione della superficie (con lampada ad incandescenza o fluorescente, di almeno 1000 lux)
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 11
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
5) Ispezione della superficie
6) Smagnetizzazione del pezzo (necessaria qualora il pezzo debba poi subire processi tecnologici
(saldatura, lavorazioni meccaniche …) o controlli con strumenti di misura con i quali si creano
interferenze
Le linee del campo magnetico indotto nel materiale subiscono una deviazione in presenza di una
discontinuità presente nel cordone, che le particelle ferromagnetiche mettono in evidenza.
- Smagnetizzazione
Prima e dopo il controllo deve essere sempre effettuata una
“smagnetizzazione” dei pezzi. Prima, per eliminare dai pezzi qualsiasi traccia di magnetismo residuo
derivante dai procedimenti di fabbricazione; dopo per eliminare il magnetismo residuo che, durante
l’esercizio successivo, potrebbe attrarre particelle di materiale ferromagnetico con conseguente
danneggiamento delle parti in movimento (cuscinetti, supporti …).
La smagnetizzazione avviene mediante l’applicazione di un campo magnetico con senso contrario a
quello che ha provocato la magnetizzazione. Essa può essere:
- A tunnel, se si fa passare il pezzo da smagnetizzare all’interno di una bobina alimentata con corrente
alternata a tensione costante, allontanandolo lentamente fino ad una distanza di almeno 1,5 m;
- Elettrica, se si fa passare nel pezzo una corrente di valore decrescente fino a zero.
-Vantaggi e svantaggi
La magnetoscopia consente di evidenziare difetti superficiali e subsuperficiali non rilevabili con i liquidi
penetranti, rispetto ai quali è anche più rapida e meno laboriosa anche se
l’apparecchiatura è assai più costosa.
Con questo metodo è possibile rilevare difetti di ogni tipo, aperti come le
cricche o chiusi come le cavità e le inclusioni, spesso presenti nei pezzi fusi o
stampati, purché i pezzi non siano troppo rugosi o siano filettati o con geometria
complessa.
Il metodo, che come detto è applicabile solo su materiali ferromagnetici
(es.: ferro, nichel, cobalto ed alcune loro leghe), non è assolutamente efficace
per difetti interni troppo lontani dalla superficie.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 12
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
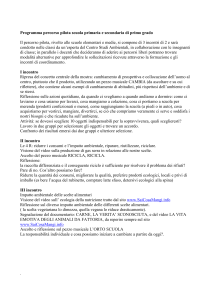
CONTROLLO CON CORRENTI INDOTTE (ET) UNI 9190 e UNI EN 12084:2003
L'esame non distruttivo con correnti indotte consiste fondamentalmente nell’indurre dei campi
magnetici alternati, creati attraverso apposite bobine (o sonde), nel materiale in esame, che devono essere
conduttori di elettricità ma non ferromagnetici. Tali campi generano, in base alla legge dell’induzione
magnetica, nella zona di intervento, delle correnti indotte (o correnti parassite o correnti di Focault). Per la
legge di Lenz, le suddette correnti indotte producono a loro volta un campo magnetico alternato avente la
stessa frequenza del campo magnetico induttore ma con fase e verso tali da opporsi alla causa che le ha
generate (cioè al campo magnetico induttore).
L’induttore, costituito da un avvolgimento primario, genera
un flusso magnetico variabile entro il pezzo in esame e determina
un campo magnetico induttore; l’indotto, costituito da un
avvolgimento secondario, genera una f. e . m. indotta che è
funzione del flusso magnetico variabile ad esso concatenato.
Le correnti indotte c
saranno deviate da eventuali
discontinuità
(difetto
a)
presenti all’interno del componente interessato al controllo (barra b).
Il campo magnetico variabile prodotto dalle sonde viene
denominato “campo primario” mentre il campo magnetico generato
dalle correnti indotte, anch’esso variabile, viene denominato “campo
secondario".
Due sonde puntiformi effettuano il
controllo di due definite zone del
freno a disco.
Il metodo delle correnti indotte (noto anche col nome di “Eddy
Currents Testing” o ECT, permette di evidenziare difetti superficiali o
subsuperficiali a profondità fino a 10 ÷ 15 [mm].
Il metodo è utilizzato per il controllo dei materiali metallici
(conduttori e non ferromagnetici) sia allo stato di semilavorato (barre, tubi
…) che allo stato di prodotto finito.
In alcuni secondi, barre cilindriche lunghe alcuni metri vengono
esaminate con questo metodo (velocità di esplorazione da 1,5 a 2 [m/s]).
-Vantaggi e svantaggi
Il metodo in oggetto risulta una valida alternativa alla difficoltà di applicazione del controllo
magnetoscopico sugli acciai inossidabili. Il metodo inoltre, non essendo necessario il contatto fisico tra
sonda e superficie come nel caso degli ultrasuoni, è adatto per il controllo di difetti superficiali e
subsuperficiali di pezzi in movimento o con geometrie particolari e di inclusioni metalliche in materiali non
metallici.
La tecnica in oggetto ha elevata sensibilità e grande affidabilità, rapidità di esecuzione e basso costo di
esercizio.
Ovviamente i materiali sotto esame devono essere conduttori di corrente e non ferromagnetici; la
distribuzione delle correnti e del campo magnetico nell’elemento di prova non è uniforme sulla sezione, ma
decresce in ampiezza al crescere della distanza dalla superficie: in generale, maggiore sono la frequenza, la
permeabilità e la conducibilità, minore è la profondità di penetrazione.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 13
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
CONTROLLI VISIVI (VT)
Gli Esami Visivi (anche denominati “Esami Ottici”) assumono particolare importanza nel settore dei
Controlli non Distruttivi in quanto, pur disponendo di sofisticate apparecchiature (ottiche per l’ispezione ed
elettroniche per l’elaborazione delle immagini), l’interpretazione e la valutazione dei risultati viene effettuata
oggettivamente dall’operatore in base a degli standards di accettabilità specifici dei particolari difetti del
componente in esame.
Il principio si basa sull’impiego della luce come mezzo rivelatore dei difetti. Analizzando la direzione,
l’ampiezza e la fase della luce riflessa o diffusa dalla superficie di un oggetto opaco, o trasmessa all’interno
di un mezzo trasparente, si possono ottenere informazioni sullo stato fisico dell’oggetto in esame.
Si hanno:
-Vantaggi e svantaggi
Il controllo visivo, che può precedere ogni altro tipo di controllo più
sofisticato, è effettuato su aree generalmente limitate, evidenziando soltanto
difetti superficiali macroscopici.
L’analisi ad occhio nudo ha un limite naturale nell’acutezza visiva
dell’operatore, cioè nella capacità dell’occhio di riuscire a distinguere ed
evidenziare i difetti, che sono superficiali e la cui interpretazione è
soggettiva.
Ci si può aiutare con lenti d’ingrandimento o con microscopi ottici.
Talvolta si ricorre all’attacco chimico, che induce variazioni strutturali
evidenziabili poi con i microscopi (come nell’analisi metallografica).
TERMOGRAFIA TT
La termografia è una tecnica di analisi non
distruttiva che si basa sull’acquisizione di
immagini nell’infrarosso.
Esistono due modalità di applicazione della
termografia: la termografia per telerilevamento e la
termografia a contatto.
a) La termografia per telerilevamento trova
impiego principalmente in edilizia;
b) la termografia a contatto trova prevalentemente impiego in
campo medicale ed in particolare nella diagnosi del tumore della
mammella chiamata termografia mammaria.
Con il termine termografia si intende la visualizzazione
bidimensionale della misura di irraggiamento. Attraverso l’utilizzo di
una termocamera (strumento per eseguire controlli di tipo
termografico) si eseguono controlli non distruttivi e non intrusivi. Le
termocamere rilevano le radiazioni
nel campo dell’infrarosso dello spettro elettromagnetico e compiono misure
correlate con l’emissione di queste radiazioni.
Questo strumento è in grado di rilevare le temperature dei corpi
analizzati attraverso la misurazione dell’intensità di radiazione infrarossa
emessa dal corpo in esame. Tutti gli oggetti ad una temperatura superiore
allo zero assoluto emettono radiazioni nel campo dell’infrarosso.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 14
Classe 5^ - Tecnologie mecc. di proc. e prod. - UdA n° 3: Prove e controlli – Controlli non distruttivi
La termografia permette di visualizzare valori assoluti e variazioni di temperatura degli oggetti,
indipendentemente dalla loro illuminazione nel campo del visibile. La quantità di radiazioni emessa aumenta
proporzionalmente alla quarta potenza della temperatura assoluta di un oggetto.
Termografia nelle prove meccaniche
L’osservazione del profilo termico di un provino o di un componente meccanico durante le prove di
fatica è alla base del “Metodo Risitano” (Termografico o Energetico).
Il metodo consente la determinazione del limite di fatica e della curva a tempo in maniera rapida ed
economicamente sostenibile.
I metodi tradizionali, per la caratterizzazione a fatica dei materiali, prendono in considerazione solo due
parametri (sollecitazione e durata), il Metodo
Risitano introduce un terzo parametro: la
temperatura.
Il metodo tiene conto della reale struttura e
conformazione dei componenti meccanici esaminati,
evitando lo studio di fattori di forma o di effetti di
intaglio che spesso costituiscono la parte più
complicata e più soggetta ad imprecisioni da
valutare. Alcuni esempi di applicazioni ad organi
meccanici sono: saldature, braccetti di sospensione
di autovetture e collegamenti con bulloni. In figura è
l’immagine IR di un bullone in acciaio ad alta
resistenza.
Di seguito sono visualizzati altri esempi.
Motore surriscaldato
Fissaggio imperfetto dei collegamenti
Cuscinetto surriscaldato
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 15