ISTITUTO ISTRUZIONE SUPERIORE
“IPSIA-ITI” ACRI (CS)
A.S. 2012/13
CLASSE IV “A” T.C. e B.
PROGETTO ALTERNANZA SCUOLA-LAVORO
TECNICO SPECIALIZZATO
NEL SETTORE AGROALIMENTARE
Parte prima: attività di ricerca sugli alimenti oggetto di studio
1.
2.
3.
4.
Latte
Vino
Olio
Sistema HACCP
Parte seconda: Analisi di laboratorio
1. Determinazione degli zuccheri riduttori
2. Determinazione del grado alcoolico nel vino
3. Determinazione del numero di acidità e gradi di acidità e ricerca della presenza di
olio di semi
4. Determinazione dell’acidità totale del vino
5. Determinazione dell’acidità dell’aceto
Gruppi di lavoro:
1.
2.
3.
4.
Longobucco Angela, Pantelei Vladimir, Ferraro Maria Francesca
Algieri Giorgio, Ritacco Francesco, Ritacco Mariaiole, Lavorato Simona
Paffile Chiara, Luzzi Martina, Barcaiuolo Martina, Gabriele Andrea
Cofone Maria, D’Agostino Angelo, Le Pera Assunta, Marchese Michael
Il docente
Prof. Agostino Cantiello
IL LATTE
Il latte è un liquido biologico opalescente, con sapore dolciastro e odore delicato, di
complessa composizione. La sua straordinaria ricchezza in nutrienti fa sì che si avvicini,
forse più di qualunque altro cibo, al concetto di "alimento completo" Il latte è il prodotto
della mungitura regolare, completa e ininterrotta della mammella di bovine che si trovino
in buono stato di salute e di nutrizione e che non siano affaticate dal lavoro.
Il latte non proveniente da bovina deve essere evidenziato con il nome della specie da cui
proviene (es. latte di capra).
Il latte che ha subìto almeno un trattamento termico o altro trattamento equivalente può
essere classificato come segue:
latte intero contenente almeno il 3,2 per cento di grasso;
• latte parzialmente scremato contenente tra l’1 e l’1,8 per cento di grasso;
• latte scremato contenente meno dello 0,5 per cento di grasso;
• latte concentrato è quello in cui viene fatta evaporare acqua per cui rimane
arricchito di tutti i costituenti;
• latte in polvere è il prodotto ottenuto dalla disidratazione quasi completa del
latte;
• latte industriale utilizzato per la fabbricazione di burro e formaggio.
•
Dal punto di vista chimico-fisico il latte è una emulsione di acqua e di grassi contenente
protidi, glicidi, sostanze azotate, vitamine, sali minerali ed enzimi, in proporzioni variabili
a seconda delle specie che lo hanno prodotto e, per gli animali della stessa specie, a
seconda della razza, dell’età, della fase di lattazione, dello stato di salute e delle
tecniche di alimentazione e di allevamento.
Il latte migliore, dal punto di vista alimentare, è quello di mucca.
Composizione media del latte di mucca
Acqua
87.7 %
Lattosio
4.9 %
Trigliceridi
3.6 %
Caseina e proteine del siero
3.4 %
Sali minerali
0.8 %
Il lattosio è un glucido formato da una molecola di glucosio e una di galattosio e
conferisce al latte un sapore leggermente dolce (il lattosio è dolce circa 1/6 dello
zucchero), ed è facilmente attaccato da numerosi microrganismi che provocano le
principali fermentazioni del latte e del formaggio.
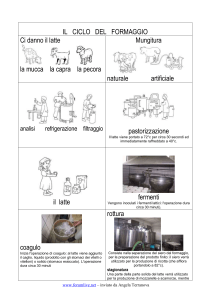
Il ciclo del latte
Tutte le bovine, che forniscono il latte alle centrali e ai caseifici, vengono sottoposte a
controlli sanitari dalle autorità veterinarie per garantirne lo stato di salute. Vengono inoltre
effettuati controlli igienici per accertare la correttezza delle operazioni di mungitura. Ogni
12 ore si procede alla mungitura, che una volta veniva eseguita a mano, ma che oggi viene
effettuata per rapidità e igiene per mezzo di moderni impianti di mungitura.
Mungitura (2x al giorno)
Il latte appena munto, per legge, deve essere filtrato e refrigerato a 4°C nell'azienda di
produzione. Ogni giorno delle autocisterne effettuano la raccolta dai frigoriferi contenenti il
latte appena munto e lo portano, il più celermente possibile, alle centrali, dove il latte sarà
sottoposto ad analisi chimiche e batteriologiche.
Il latte che supera positivamente detti controlli viene scaricato dentro grossi serbatoi, dove
viene mantenuto alla temperatura di refrigerazione (Max +4 °C) fino alla sua lavorazione. Le
successive fasi di lavorazione del latte, totalmente automatizzate e computerizzate, sono in
sequenza: la filtrazione, la standardizzazione, la pastorizzazione per il latte pastorizzato, la
sterilizzazione ad elevata temperatura per il latte a lunga conservazione
(U.H.T.).Contemporaneamente alle operazioni di pastorizzazione, o sterilizzazione, il latte
subisce un processo di omogeneizzazione.
Alla fase di risanamento segue quella di confezionamento necessaria ed indispensabile per
concludere il ciclo garantendo al consumatore un prodotto salubre e genuino. Il latte
confezionato viene poi trasportato in breve tempo da automezzi idonei (in caso di latte
pastorizzato, camion dotati di impianto di refrigerazione e coibentati in modo da mantenerlo
costantemente a basse temperature ed al riparo dalla luce) ai punti vendita.
CONSERVAZIONE DEL LATTE
Poichè si tratta di un alimento delicato, estremamente alterabile e che costituisce un
ambiente favorevole allo sviluppo di batteri e di altri microrganismi, il latte prima di
essere avviato alla sua destinazione (consumo diretto e spesso anche quello utilizzato per
la preparazione del formaggio), deve subire un risanamento (o bonifica) che di norma
viene praticato mediante calore.
La legge prevede l’obbligo del pagamento del latte in base alla qualità secondo lo standard
analitico. Questo prevede le seguenti analisi: contenuto di batteri coliformi, contenuto
batterico totale, spore di batteri butirrici, acidità titolabile, attitudine alla coagulazione,
percentuale di grasso e di caseina, conteggio dei leucociti, eventuale presenza di
antibiotici.
Scrematura e titolazione
Arrivato allo stabilimento, dopo il controllo delle caratteristiche chimiche, il latte viene
scaricato in un deposito in acciaio inossidabile subendo nel contempo una filtrazione
ordinaria per allontanare il materiale grossolano. Quindi viene sottoposto ad una
scrematura: se si vuole ottenere latte magro si utilizzano scrematrici; mentre per la
produzione di latte alimentare con un determinato titolo di grasso, è necessario disporre
di scrematrici-titolatrici per standardizzare il titolo di grasso.
Pastorizzazione
La pastorizzazione ha lo scopo di eliminare tutti i germi patogeni e di ridurre di oltre il
99 per cento il numero di quelli banali affinché il latte si conservi per un tempo che ne
consenta la distribuzione come alimento o la sua trasformazione nei vari prodotti
derivati.
Il latte pastorizzato, detto a "breve conservazione", si conserva per 3-4 giorni a
temperatura di 4-6 °C.
Sterilizzazione
Questo processo, distruggendo qualsiasi forma microbica vitale o vegetativa (spore),
mira a conservare il latte più a lungo. Di fatto non si raggiunge mai la sterilità assoluta,
bensì una sterilità commerciale che assicura la conservazione del latte per almeno 3 mesi
oppure 6 mesi (a temperatura ambiente) a seconda del tipo di trattamento, dopo di che si
riattivano gli enzimi.
Il metodo di sterilizzazione prevalentemente utilizzato è la sterilizzazione diretta
(oppure UHT: ultra high temperature) e può essere realizzato mediante scambiatori
termici simili a quelli utilizzati per la pastorizzazione o impianti nei quali la
sterilizzazione del latte avviene per contatto diretto con il vapore (uperizzazione).
Per poter conservare a lungo il latte sterilizzato ("a lunga conservazione"), occorre
realizzare in maniera asettica anche le successive operazioni di riempimento e
confezionamento (i contenitori di tetrapak, oggi i più usati, vengono sterilizzati ante
confezione e chiusi in condizioni di sterilità).
Le elevate temperature di sterilizzazione del latte possono provocare l’alterazione di
alcuni suoi componenti. Ad esempio la reazione tra lattosio e proteine porta alla
formazione di melanine che comportano un ingiallimento del prodotto; si denaturano
alcuni aminoacidi (lisina, metionina, alanina,, valina, cisteina) delle proteine del siero; la
distruzione delle vitamine più termosensibili (A, C e alcune del gruppo B).
Omogeneizzazione
E' un trattamento di stabilizzazione del latte inserito nella tecnologia della
sterilizzazione. Con questo processo vengono frantumati i globuli di grasso in modo che la
ridotta dimensione ne impedisce l’affioramento spontaneo durante la conservazione e
rende il latte più digeribile.
L’omogeneizzazione si effettua sempre prima della sterilizzazione in quanto consente un
più regolare e uniforme risanamento del latte. Consiste nel proiettare il latte, che
fuoriesce da un ugello sotto altissima pressione, contro matasse di acciaio inossidabile
Classificazione del latte destinato all’alimentazione umana
Il latte destinato all’alimentazione umana si distingue in:
latte pastorizzato prodotto con pastorizzazione bassa e lenta (scarsamente
commercializzato);
• latte fresco pastorizzato, prodotto con pastorizzazione alta e rapida;
• latte fresco pastorizzato di alta qualità, proveniente da stalle nazionali
controllate, caratterizzato da elevati contenuti di grasso ( 3,5%) e proteine (
3,2%);
latte sterilizzato a lunga conservazione risanato con sterilizzazione indiretta (in
contenitore) e scadenza a 180 giorni;
latte UHT a lunga conservazione risanato con sterilizzazione diretta e scadenza
a 90 giorni.
•
•
•
Ad eccezione del latte fresco pastorizzato di alta qualità che deve essere
commercializzato solo intero, tutti gli altri tipi di latte possono essere commercializzati
come latte intero, parzialmente scremato e magro.
A parità di peso, il latte scremato contiene la metà delle calorie di quello intero, ma
conserva la maggior parte delle sostanze nutritive, ad eccezione delle vitamine
liposolubili.
Latte concentrato e latte in polvere
La concentrazione del latte è un mezzo di conservazione che si ottiene mediante parziale
evaporazione dell’acqua sotto vuoto alla temperatura di 40-50 °C (latte concentrato circa 70 per cento di acqua).
Per la produzione di latte condensato (o latte concentrato zuccherato - circa 25 per
cento di acqua), la materia prima viene concentrata e addizionata di saccarosio per
assicurarne la conservabilità senza ricorrere alla sterilizzazione.
Con l’essiccazione totale si ricava invece il latte in polvere, che presenta una percentuale
di acqua residua variabile dal 2 al 7 per cento e che si rigenera perfettamente con
l’aggiunta d’acqua.
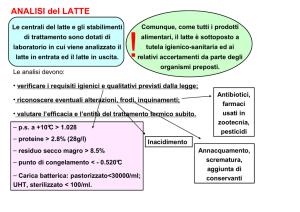
LE ANALISI CHIMICO-FISICHE DEL LATTE
Le analisi chimico-fisiche del latte consentono di:
1. Determinare il valore commerciale dei prodotti in relazione alla misura dei loro
componenti più essenziali;
2. Regolare le lavorazioni secondo la tecnologia più razionale al fine di garantire le
maggiori rese, assicurare l’uniformità della produzione, aumentare lo stato di
conservazione dei prodotti, ecc.;
3. Combattere le possibili adulterazioni e sofisticazioni.
Le più comuni analisi chimico – fisiche sono le seguenti:
1. DETERMINAZIONE DEL PESO SPECIFICO DEL LATTE E DEL SIERO
(LATTODENSIMETRO DI QUEVENNE)
2. DETERMINAZIONE DEL TENORE IN MATERIA GRASSA (METODO GERBER)
3. DETERMINAZIONE DEL TENORE IN MATERIA SECCA (METODO DIRETTO
FIL – IDF21: 1962 e METODO INDIRETTO) E DEL TENORE IN MATERIA
SECCA MAGRA
4. DETERMINAZIONE DEL TENORE DI PROTEINE TOTALI E DI CASEINA
(METODO STEINEGGER)
5. DETERMINAZIONE DEL TENORE IN LATTOSIO (METODO FEHLING)
6. DETERMINAZIONE DEL pH
7. DETERMINAZIONE DELL’ACIDITA’
8. DETERMINAZIONE DELL’INDICE CRIOSCOPICO (PUNTO DI
CONGELAMENTO)
DETERMINAZIONE DEL PESO SPECIFICO
Il peso specifico del latte a 15° C deve avere valori compresi fra 1,029 e 1,034 g/ ml.
Tali valori risultano superiori in caso di latte scremato, inferiori in caso di latte
annacquato. Per altro se la scrematura e l’annacquamento vengono effettuati sullo stesso
prodotto, nell’ambito di un 10%, non si verificano variazioni del peso specifico. In tale
circostanza sono le analisi del peso specifico del siero, della % di materia grassa e
dell’indice crioscopico a rivelare la sofisticazione. Per la determinazione si utilizza uno
speciale areometro, il LATTODENSIMETRO DI QUEVENNE, un’asta di vetro
contenente ad un’estremità della zavorra ed all’altra estremità una scala graduata in 29
tacche, comprese tra 14 e 42: le due cifre indicano la seconda e la terza decimale, quindi
si deve anteporre ad esse 1,0. Lo strumento incorpora un termometro ed è tarato a 15°C.
PRINCIPIO DEL METODO
Il peso specifico del latte è in relazione sia alle sostanze in soluzione ed in sospensione
(acqua e residuo magro) sia alle sostanze in emulsione (grassi). La determinazione è
basata sul Principio di Archimede: un corpo galleggiante (areometro) si immerge nel latte
fino a quando il peso del liquido spostato equivale al peso dell’areometro.
APPARECCHIATURA
Lattodensimetro di Quevenne
Cilindro da 300 ml
PROCEDIMENTO
Mescolare il latte per renderlo omogeneo capovolgendo o agitando il contenitore
Versarlo lungo le pareti del cilindro fino a circa 10 cm dal bordo, evitando la
formazione di schiuma
Introdurre con cautela il lattodensimetro, senza farlo aderire alle pareti
Dopo circa 1 minuto leggere il numero che risulta all’affioramento dell’asta graduata del
lattodensimetro (se si legge per esempio 31, significa che il peso specifico del latte è
1,031)
Leggere la temperatura del latte sul termometro incorporato: se questa è diversa da
15°C, ma comunque compresa tra 10 e 20 °C, occorre effettuare un calcolo correttivo
che consiste nell’aggiungere o togliere al valore letto 0,0002 per ogni grado di
temperatura rispettivamente superiore o inferiore a 15°C.
CALCOLO CORRETTIVO : ps 15°C = pst° + 0,0002 ( t - 15 )
DETERMINAZIONE DEL PESO SPECIFICO DEL SIERO
Il peso specifico del siero del latte a 15° C deve avere valori compresi fra 1,026 e 1,028
g/ ml.
Il peso specifico del siero, non contenendo quest’ultimo proteine e grassi, allontanati dal
latte tramite coagulazione, può variare entro limiti più ristretti.
APPARECCHIATURA
Lattodensimetro di Quevenne
Filtro
Imbuto
Becher
Cilindro da 300 ml
Pipetta da 2 ml
REAGENTI
Soluzione di cloruro di calcio CaCl2 con densità 1,1375 a 15 °C (preparata sciogliendo 20 g
di cloruro di calcio in 100 ml di acqua)
PROCEDIMENTO
PREPARAZIONE DEL SIERO SECONDO ACKERMANN
Introdurre nel cilindro 240 ml di latte e 2 ml di soluzione di cloruro di calcio
Scaldare il tutto a bagnomaria bollente per 15 minuti con lo scopo di far coagulare la
caseina
Raffreddare e filtrare con filtro a pieghe per separare la caseina ed ottenere il siero
limpido
Determinare il peso specifico come per il latte utilizzando il lattodensimetro. La
temperatura di riferimento è sempre 15°C. Analogo è il calcolo per la correzione della
temperatura.
Il siero può essere preparato anche facendo coagulare 200 – 250 ml di latte con 3 – 4 ml
di acido acetico al 20% (d = 1,028) e poi riscaldando a 45°C per 10 minuti.
In questo caso il peso specifico può arrivare a 1,029 g/ ml .
DETERMINAZIONE DEL TENORE IN MATERIA GRASSA
(METODO GERBER)
Il tenore in materia grassa del latte può variare tra il 3 e il 4,5 %
Il latte intero deve avere un tenore di grasso
3,2 %
Il latte parzialmente scremato deve avere un tenore di grasso compreso tra 1,5 e 1,8 %
Il latte scremato deve avere un tenore di grasso < 0,5 % (0,3% - D.M. 11/10/ 85)
I valori letti al butirrometro di Gerber sono di attendibilità pari a quelli ottenuti con il
metodo di riferimento Rose –Gottlieb .
PRINCIPIO DEL METODO
L’acido solforico H2SO4 e l’alcol amilico C5H11OH sono in grado di sciogliere tutti i
componenti del latte ad eccezione dei grassi, che possono essere separati per
centrifugazione. L’alcol amilico in particolare ha il compito di estrarre la materia grassa
impedendone la carbonizzazione.
APPARECCHIATURA
Butirrometro di Gerber
Tappo FIBU con spingitappo
Centrifuga
Pipette tarate da 1 ml e 10 ml
bagnomaria
REAGENTI
Acido solforico di densità 1,820 1,825 (preparato addizionando a 0,9 volumi di acqua
9,1 volumi di acido solforico concentrato densità 1,83 g/ml )
alcool amilico di densità 0,815 e p.e. 128 130 °C
PROCEDIMENTO
nel butirrometro pulito ed asciutto introdurre nell’ordine : 10 ml di acido solforico, 11
ml di latte a temperatura ambiente (omogeneizzato per travaso da un becher ad un
altro mediante scorrimento lungo le pareti per evitare la formazione di schiuma ) fatti
defluire lentamente lungo le pareti in modo da sovrapporre il latte all’acido con un
minimo di mescolamento, evitando di bagnare la zona in prossimità del tappo, e da
ultimo 1 ml di alcool amilico
chiudere subito il butirrometro con il tappo FIBU (aiutandosi con lo spingitappo),
avvolgerlo eventualmente in un panno ( avviene una reazione fortemente esotermica ),
capovolgerlo ripetutamente fino allo scioglimento del coagulo formatosi e quindi
immergerlo (con il tappo rivolto verso il basso) in un bagnomaria a 65 70 °C per 10
minuti circa
tolto dal bagnomaria il butirrometro viene posto nell’apposita centrifuga con il tappo
verso l’esterno a 1000 giri al minuto per circa 5 minuti (conviene operare su due
campioni uguali sistemati nella centrifuga in posizione diametralmente opposta allo
scopo di bilanciarla)
riportare il butirrometro col tappo verso il basso nel bagnomaria per 3 4 minuti a 60
70 °C. Nel butirrometro si osservano 3 strati:
a. in mezzo uno strato rosso scuro o talvolta violaceo composto dalle sostanze
organiche demolite dall’acido solforico
b. sopra uno strato oleoso trasparente di colore giallastro composto dalla sostanza
grassa
c. sul fondo uno strato sottile biancastro composto da sali minerali e sostanze
insolubili
togliere il butirrometro dal bagnomaria , agire rapidamente (*) sul tappo con lo
spingitappo facendo pressione e depressione per far coincidere con lo zero della scala
graduata (da 0 a 7 con divisioni in decimi) la linea di separazione degli strati rosso
scuro e giallastro in modo da leggere la % m/v di materia grassa.
(*) eseguire la lettura entro 20 secondi perché la temperatura dell’ambiente raffredda
con rapidità il butirrometro determinando una restrizione della colonna di grasso:
l’errore di questo raffreddamento è di circa 0,01% per ogni 5 °C.
OSSERVAZIONI
pulire il butirrometro quando è ancora caldo immergendolo varie volte in acqua calda e
poi nella soda
i tappi vanno lavati con soda tiepida e poi sciacquati con acqua fredda
le pipette sono tarate a 20°C; è quindi necessario che al momento del prelievo anche il
latte abbia la temperatura di 20°C
la densità dell’acido solforico deve essere costante e deve essere conservato in
contenitori a chiusura perfetta poiché, essendo molto igroscopico, assorbe umidità
dall’atmosfera e si diluisce: una densità minore fornisce percentuali di grasso superiori,
mentre una densità maggiore non altera i risultati , ma colora la materia grassa
rendendo la lettura più difficile.
DETERMINAZIONE DEL TENORE IN MATERIA SECCA (METODO DIRETTO
FIL – IDF21: 1962 e METODO INDIRETTO) E DEL TENORE IN MATERIA
SECCA MAGRA
Il valore del tenore in materia secca deve essere pari al 12 – 13 %.
La materia secca del latte è la sostanza che resta alla fine del processo di essiccazione
espressa in % in massa (% m/m).
La determinazione della materia secca consente di avere indicazioni sull’annacquamento o
sulla scrematura del latte: entrambe le operazioni comportano una sua diminuzione.
PRINCIPIO DEL METODO
L’analisi comporta la determinazione dell’umidità del latte mediante evaporazione in
stufa.
APPARECCHIATURA
Bilancia analitica
Essiccatore munito di un essiccante quale gel di silice addizionato di un indicatore di
umidità
Stufa termostatata a 102 2 °C
Capsule di porcellana a fondo piatto, alte 20 25 mm, di diametro 50 75 mm,
complete di coperchio a tenuta
Bagnomaria bollente
PROCEDIMENTO
PREPARAZIONE DEL CAMPIONE
Portare il latte a 20 25°C, mescolarlo accuratamente in modo da avere una
distribuzione omogenea del grasso evitando la sua separazione o la formazione di
schiuma.
Riscaldare la capsula vuota con il coperchio accanto nella stufa a 104 °C per almeno 30
minuti. Porre il coperchio sulla capsula e trasferirla immediatamente nell’essiccatore.
Lasciar raffreddare a temperatura ambiente per almeno 30 minuti e pesarla con la
precisione di 0,1 mg
Pesare quindi nella capsula, con la precisione di 0,1 mg, 5 g (oppure 10 g) di latte
Riscaldare la capsula con il latte per 30 minuti nel bagnomaria bollente
Riscaldare la capsula con accanto il coperchio nella stufa a 104 °C per 2 ore
Rimettere il coperchio, togliere la capsula dalla stufa e rimetterla nell’essiccatore per
altri 30 minuti e quindi pesare con la precisione di 0,1 mg
Riscaldare la capsula con accanto il coperchio nella stufa a 104 °C per 1 ora
Rimettere il coperchio, togliere la capsula dalla stufa e rimetterla nell’essiccatore per
altri 30 minuti e quindi pesare con la precisione di 0,1 mg
Ripetere le operazioni di riscaldamento, essiccazione e pesata finché la differenza tra
due pesate successive sia pari o inferiore a 0,5 mg. Registrare il più basso valore di
massa trovato.
CALCOLI
Il contenuto in materia secca T è espresso dalla relazione:
M2 - M0
T = --------------------- x 100
M 1 - M0
T = contenuto in materia secca espresso in % m/m
M0 = massa in g della capsula e del coperchio
M1 = massa in g della capsula, del coperchio e del campione umido (latte)
M2 = massa in g della capsula, del coperchio e del campione essiccato.
Annotare il valore ottenuto a meno dello 0,01 % m/m.
Ripetibilità r: 0,10 % m/m
Riproducibilità R: 0,20 % m/m
DETERMINAZIONE DEL TENORE IN MATERIA SECCA (RESIDUOSECCO) –
METODO INDIRETTO
Il tenore in materia secca, una volta effettuate le determinazioni del peso specifico e
del tenore in materia grassa, si può ricavare con la FORMULA DI FLEISCHMANN:
( 100 x ps - 100)
% MATERIA SECCA = 1,2 G + 2,665 -----------------------------ps
G = % m/ v in materia grassa
ps = peso specifico del latte a 15 °C
TABELLA 14 - MATERIA SECCA IN RAPPORTO A MATERIA GRASSA E PESO
SPECIFICO
DETERMINAZIONE DEL TENORE IN MATERIA SECCA MAGRA (RESIDUO
SECCO MAGRO)
Il tenore in materia secca magra (residuo secco magro) deve essere non inferiore
all’8,70 % (se il tenore in materia grassa supera il 3,15 % deve essere non inferiore
all’8,50 %).
Valori inferiori all’8,50 % rendono il latte sospetto di annacquamento: per tale motivo si
determina l’indice crioscopico. Un elevato valore del tenore in materia secca magra indica
un’elevata percentuale di sostanze proteiche e quindi una buona resa di trasformazione in
formaggio.
Il tenore in materia secca magra è dato dall’insieme dei costituenti del latte escluso il
grasso.
Viene determinato mediante CALCOLO:
% MATERIA SECCA MAGRA = % MATERIA SECCA - % MATERIA GRASSA
DETERMINAZIONE DEL TENORE DI PROTEINE TOTALI E DI CASEINA
(METODO STEINEGGER)
PRINCIPIO DEL METODO
Si tratta di un metodo volumetrico basato sulla reazione di Schiff tra i gruppi amminici
liberi delle proteine e l’aldeide formica. I gruppi amminici delle proteine vengono bloccati
dall’aldeide, lasciando liberi e quindi titolabili i gruppi carbossilici.
REAGENTI
Soluzione di aldeide formica al 40% (preparata di fresco) neutralizzata con idrossido
di sodio NaOH 0,1 N in presenza di fenolftaleina
Soluzione di idrossido di sodio NaOH 0,25 N
Fenolftaleina (soluzione alcoolica all’ 1%)
APPARECCHIATURA
Becher
Pipette da 5 e da 50 ml
PROCEDIMENTO
L’analisi si effettua sul latte di cui si è già determinato l’acidità espressa in gradi ° SH.
Aggiungere a 50 ml di latte neutralizzato di colore rosa, 5 ml della soluzione di aldeide
formica al 40% neutralizzata con idrossido di sodio NaOH 0,1 N in presenza di
fenolftaleina
Continuare la titolazione del latte, che con l’aggiunta di fenolftaleina è diventato
nuovamente bianco (l’aldeide formica determina un aumento dell’acidità) con la
soluzione di idrossido di sodio NaOH 0,25 N fino a riottenere il viraggio al rosa pallido
persistente per almeno 30 secondi.
CALCOLI
TENORE IN PROTEINE TOTALI (% m/v) = a x 2 x 0,485
a = ml di NaOH 0,25 N usati nella seconda titolazione
TENORE IN CASEINA (% m/v ) = a x 2 x 0,375
a = ml di NaOH 0,25 N usati nella seconda titolazione
Sia nella determinazione dell’acidità (° SH), che in quella delle proteine si può operare
direttamente su 100 ml di latte: in questo caso nel calcolo non si moltiplica per 2.
DETERMINAZIONE DEL TENORE IN LATTOSIO (METODO FEHLING)
REAGENTI
Acido acetico glaciale
Soluzioni A e B di Fehling
Soluzione al blu di metilene
APPARECCHIATURA
palloni tarati da 100 ml e da 250 ml
pipette da 10, 20 e 100 ml
buretta da 50 ml
bagnomaria
bunsen, treppiede e reticella
PROCEDIMENTO
Pesare 20 g di latte in un pallone tarato da 100 ml, aggiungere 20 ml di acqua distillata
e 3 o 4 gocce di acido acetico glaciale
Tappare, agitare e porre a bagnomaria a 100°C per 10 minuti in modo da favorire la
separazione delle proteine e della materia grassa dal siero contenente il lattosio
Raffreddare a 15 °C e portare a 100 ml con acqua distillata; agitare e filtrare
raccogliendo il liquido (siero)
Con il siero (diluito 1: 5) riempire la buretta
In un pallone a fondo piano da 250 ml porre 5 ml di liquido di Fehling A, 5 ml di liquido
di Fehling B, 40 ml di acqua distillata e un po’ di pietra pomice
Portare il tutto ad ebollizione vivace alla fiamma del bunsen. Raggiunta l’ebollizione si
titola con il siero fino allo scoloramento del blu tipico del liquido di Fehling e la
comparsa del colore rosso mattone (circa 6 – 6,5 ml di siero ) sempre all’ebollizione
Lasciare bollire ancora 3 minuti, aggiungere 3 gocce di blu di metilene e far bollire per
altri 6 minuti fino alla ricomparsa del colore rosso mattone.
CALCOLI
La % m/ m di lattosio monoidrato è data dalla relazione:
0,0676 x 100 x 5
LATTOSIO MONOIDRATO (% m/m) = -----------------------------A
A = ml di siero impiegati nella titolazione
5 = numero di diluizioni effettuate
0,0676 = g di lattosio monoidrato necessari per ridurre 10 ml di liquido di Fehling.
DETERMINAZIONE DEL pH
Il pH di un latte normale fresco varia fra 6,6
6,7 .
Il pH evidenzia l’acidità "attuale" (stato di freschezza del latte), mentre l’acidità
titolabile evidenzia l’acidità totale, in quanto tiene conto anche degli ioni idrogeno non
dissociati.
Il pH ha influenza sulla coagulazione della caseina per la fabbricazione del formaggio e
dello yogurt, nonché sulla rottura dei globuli di grasso per trasformare il latte in burro.
REAGENTI
Soluzione tampone a pH 7
APPARECCHIATURA
pH –metro
PROCEDIMENTO
dopo una preliminare taratura di controllo dell’elettrodo del pH – metro immergendolo
in una soluzione tampone a pH noto, lavare ed asciugare con carta da filtro la
membrana dell’elettrodo
introdurre l’elettrodo nel latte, portando il correttore della temperatura alla
temperatura della sostanza in esame
attendere alcuni secondi per la compensazione della temperatura ed effettuare la
lettura del pH
provvedere alla pulizia della membrana eliminando i residui secchi con etere di petrolio
e i residui di sostanze proteiche con una soluzione al 2% di citrato. Sciacquare con
acqua distillata e lasciare l’elettrodo immerso nell’acqua distillata.
TABELLA 15- RELAZIONE
PH
STATO DI CONSERVAZIONE
6,7 latte normale
6,5 acidificazione incipiente
6,3 acidificazione leggera
6,1 acidificazione avanzata
5,9 acidificazione avanzata
5,7 acidificazione avanzata
5,2 latte acido
4,5 latte coagulato
7,1 latte patologico
DETERMINAZIONE DELL’ACIDITA’
L’acidità del latte normale fresco è di 7
8 ° SH (SOXHLET – HENKEL)
Il latte possiede una lieve acidità naturale, dovuta ad alcuni acidi organici (acido citrico)
ed inorganici (acido carbonico) sia liberi sia legati alle micelle di caseina. Inoltre, subito
dopo la mungitura, il latte tende ad acidificare per fermentazione del lattosio ad acido
lattico ad opera dei batteri lattici.
L’acidità del latte si esprime in:
a. GRADI SOXHLET- HENKEL (° SH) = ml di idrossido di sodio NaOH 0,25 N
utilizzati per titolare 100 ml di latte.
b. % ACIDO LATTICO = g di acido lattico presenti in 100 ml di latte
= ml NaOH 0,25 N x ¼ eq/l x 90 eq/l x 1/1000 ml/l
= ° SH x 0,0225
REAGENTI
soluzione di idrossido di sodio 0,25 N
indicatore fenolftaleina
APPARECCHIATURA
buretta da 50 ml
beuta da 100 ml
pipetta da 50 ml
PROCEDIMENTO
prelevare 50 ml di latte ed introdurli nella beuta
aggiungere 6 gocce di fenolftaleina e titolare con la soluzione di NaOH 0,25 N fino a
colorazione rosea persistente (pH = 8,3)
Per cogliere esattamente il viraggio operare in ottime condizioni di luce e confrontare il
risultato con il latte naturale.
CALCOLI
ACIDITA’ IN GRADI SOXHLET – HENKEL (°SH) = a x 2
ACIDITA’ IN % ACIDO LATTICO = a x 2 x 0,0225
a = ml di NaOH 0,25 N utilizzati nella titolazione
2 = per riferire il valore a 100 ml dal momento che per comodità si sono titolati 50 ml di
latte
TABELLA 16- RELAZIONE TRA ACIDITA’ (° SH) E TIPO DI LATTE
6-7
Latte di cattiva coagulazione
7-8
Latte normale
8 - 8,5
Latte sub-acido (di difficile conservabilità)
8,5 - 9
Latte acido (di cattiva conservabilità)
9 - 10
Latte acido anche al sapore (coagula all’ebollizione)
> 10
Latte che coagula al calore
DETERMINAZIONE DELL’INDICE CRIOSCOPICO
(PUNTO DI CONGELAMENTO)
latte normale fresco deve avere indice crioscopico inferiore a - 0,520 °C.
L’indice crioscopico può avere normali variazioni stagionale da - 0,530 °C a - 0,575 °C:
l’abbassamento è più consistente nei mesi freddi, mentre l’aumento, più evidente nei mesi
caldi, può essere dovuto ad un alto tenore in sali minerali della razione alimentare.
L’indice crioscopico è il parametro meno variabile del latte fresco e con la sua
determinazione si riesce a stabilire se il latte è stato annacquato e, in caso affermativo,
in che misura. L’aggiunta di acqua fa diminuire la concentrazione di sali e lattosio e quindi
fa avvicinare a 0°C la temperatura di congelamento del latte.
Il latte proveniente da vacche ammalate ha un indice crioscopico compreso tra - 0,56°C
+ 0,610°C e nelle vacche affette da mastiti streptococchi che può arrivare a + 0,81°C.
La determinazione dell’indice crioscopico può essere effettuata su campioni di latte la cui
acidità espressa in acido lattico non risulti superiore a 0,18 g di acido lattico per 100 ml
di latte (D.M. 26 marzo 1992).
Si può effettuare la prova anche su latte acido detraendo dal risultato il valore 0,05 per
ogni grammo di acidità, espressa in acido lattico, superiore a 1,2.
REAGENTI
Acqua bidistillata
Miscela frigorifera preparata con 1 kg di ghiaccio tritato mescolato con 250 g di
cloruro di sodio
Alcool etilico
APPARECCHIATURA
Crioscopio di Beckmann
PROCEDIMENTO
Azzeramento della scala del termometro del crioscopio mediante la determinazione del
punto di congelamento dell’acqua:
Mettere nel recipiente di vetro una miscela frigorifera avente la temperatura di – 5°C
circa nella quale immergere il provettone contenente alcool etilico e la provetta
crioscopica contenente il termometro. Attendere che il mercurio scenda a - 5°C
Introdurre nel tubo laterale della provetta crioscopica un volume di acqua bidistillata
(50 ml) tale da ricoprire il bulbo del termometro
Azionare l’agitatore (40 – 50 movimenti a minuto con ampiezza di 2 – 3 cm) ed
attendere che il mercurio scenda a - 2°C
Spegnere l’agitatore e, per il fenomeno della sopra fusione, il mercurio scenderà fino
alla base della scala per poi risalire e fissarsi al punto di congelamento dell’acqua
bidistillata
Fissare l’indice del crioscopio in corrispondenza del punto di arresto del mercurio e
spostare la scala in modo che lo zero coincida con l’indice stesso (termometri di
Winter). La temperatura rimane costante durante il congelamento, si abbassa solo dopo
che tutta l’acqua bidistillata si è completamente solidificata. La sopra fusione può
essere evitata aggiungendo alla provetta un cristallo di ghiaccio che fa da germe di
cristallizzazione.
Sostituire nella provetta crioscopica l’acqua con il latte (50 ml) lavandola più volte con
esso, chiuderla con il tappo munito di termometro ed inserirla nel bagno refrigerante
Avviare l’agitatore e seguire la contrazione del mercurio che, dalla bolla di espansione,
si ritira sotto lo zero (quando raggiunge - 1,5°C o - 2 °C spegnere l’agitatore e notare il
fenomeno della sopra fusione), risale rapidamente per arrestarsi al punto di
congelamento del latte
Riconfermare il valore letto, estraendo la provetta crioscopica, riscaldandola
leggermente con la mano e ripetendo la prova. Quindi annotare la temperatura di
congelamento del latte.
CALCOLI
INDICE CRIOSCOPICO(°C) = T - T1
T = temperatura di congelamento dell’acqua
T1 = temperatura di congelamento del latte.
DETERMINAZIONE DELL’ATTIVITA’ PEROSSIDASICA
PRINCIPIO DEL METODO:
L’enzima perossidasi decompone il perossido di idrogeno. L’ossigeno atomico liberato
ossida l’1,4-fenilendiammina che è incolore trasformandola in indofenolo di colore viola.
La comparsa di tale colore indica la presenza dell’enzima perossidasi nel latte; l’intensità
del colore è proporzionale alla concentrazione dell’enzima.
REAGENTI:
SOLUZIONE DI 1,4- FENILENDIAMMINA: Sciogliere in acqua calda a 50° 2 g di 1,4fenilendiammina (C6H8N2) e portare a 100 ml. Versare la soluzione in una bottiglia scura
con un tappo di vetro e conservarla al fresco e al riparo dalla luce. Uno o due giorni
dopo la preparazione una soluzione di 1,4-fenilendiammina forma un deposito e non è più
utilizzabile.
SOLUZIONE DI PEROSSIDO DI IDROGENO: Diluire con acqua 9 ml di perossido di
idrogeno al 30% e portare a 100 ml . Per stabilizzare aggiungere 1 ml di acido solforico
concentrato per litro di soluzione. La soluzione preparata è stabile per un mese se
viene tenuta al fresco e al riparo dalla luce in una bottiglia con tappo di vetro evitando
qualsiasi contatto con composti organici
PREPARAZIONE:
Aggiungere 3 ml di acqua distillata ad una delle due provette contenenti il reattivo in
polvere.
Agitare bene sino a completo scioglimento del contenuto.
Versare la soluzione così ottenuta in uno dei due flaconi di reagente A. Da questo
momento la durata del prodotto è di circa un mese. Il cambio di colore del liquido rivela
l’immediata scadenza
ESECUZIONE:
Introdurre nella provetta 5 ml di latte da esaminare.
Aggiungere 5 gocce di reattivo A preparato nel modo sopra descritto.
Aggiungere 3 gocce di reattivo B
UVA e VINO
Uva nella storia
Anticamente, l'uva era consigliata come potente antidoto contro lo stress psicofisico associato ad ansie,
preoccupazioni ed astenia, efficace soprattutto quando il succo d'uva veniva mescolato a rametti di
rosmarino. Attualmente, l'uva è stata rivalutata in chiave positiva: si è osservato che questo frutto è una
vera e propria risorsa a tutti gli effetti, il cui utilizzo spazia dall'ambito cosmetico al fitoterapico,
dall'alimentare al medico.
Simbolo dell'autunno e del dio Bacco, la pianta di vite, con
i suoi grappoli d'uva, è da sempre gradita ed apprezzata per
merito della dolcezza dei suoi frutti, delle qualità
organolettiche uniche, del buon apporto energeticonutrizionale e, soprattutto, delle virtù medicamentose
legate alle preziose sostanze racchiuse negli acini e nelle
foglie.
Origine, diffusione e varietà
È possibile scorgere la vite spontanea in numerose aree
dell'Europa del Sud e dell'Asia occidentale; globalmente,
si annoverano numerosissime varietà di uva, oltre 8.000, di
cui circa 1.600 sono coltivate nelle fasce climatiche
tipicamente temperate. Ad ogni modo, nonostante le
innumerevoli varietà, una nota di merito spetta senza
dubbio a Vitis vinifera, dalla quale derivano tutti i vitigni
italiani per uve da tavola ed uve da vino. Altra specie
degna di esser menzionata è la Vitis labrusca, tipicamente americana, coltivata in Italia - seppur
marginalmente - come uva da tavola.
Poniamo l'attenzione sulla specie più importante: Vitis vinifera viene suddivisa in due grandi
sottospecie, V. vinifera subsp. Vinifera (a sua volta catalogata in numerosissime cultivar) e V. vinifera
subsp. Sylvestris (sottospecie spontanea assai diffusa, anche se priva d'interesse agronomico).
PERIODO…
La vendemmia si svolge prevalentemente nel mese di settembre, ma come al solito a farla da padrone
è il clima.
Durante la fermentazione, quando il mosto che si sta trasformando in vino raggiunge i 3-5 gradi
alcolici, avviene un piccolo miracolo che “salva” il futuro vino dalla fermentazione selvaggia.
’annata è stata piovosa, come quella del 2005, l’uva matura più tardi, e i grappoli che daranno vino
rosso ad esempio vengono raccolti all’inizio di ottobre. Ciò perché l’uva rossa ha bisogno di più
tempo per aumentare il grado zuccherino dell’uva, l’intensità del colore, i tannini e le altre
sostanze presenti nell’acino. Se l’annata è stata secca, invece, l’uva bianca potrebbe essere raccolta
anche a fine agosto: se i grappoli di uva bianca “prendono troppo sole”, infatti, rischiano di
perdere parte della freschezza, dell’acidità e di altri profumi.
RACCOLTA…
La raccolta (che nelle grandi aziende che poco badano alla qualità può essere fatta meccanicamente)
deve essere effettuata a mano da persone preparate, che devono attenersi innanzitutto alle due principali
regole: non eseguire la raccolta nelle ore più calde della giornata ed evitare il più possibile di
schiacciare gli acini con conseguente fuori uscita di succo d’uva (il mosto). Le due cose sono
strettamente collegate: sulla buccia si trovano dei microrganismi, i cosiddetti lieviti cattivi, i quali, una
volta giunti sul fondo della cassetta assieme al mosto degli acini schiacciati, iniziano la fermentazione
selvaggia. Essa rappresenta decisamente un fatto molto negativo, poiché questi microrganismi
generano enzimi che non producono alcol bensì portano il vino, ad esempio, all’ossidazione dandogli
una colorazione marroncina decisamente poco invitante e contemporaneamente alterano i profumi del
vino. Bisogna poi evitare le ore calde semplicemente perché il caldo accelera la fermentazione
selvaggia.
DIRASPATURA,PIGIATURA E PRESSATURA…
I grappoli, raccolti in piccole cassette di legno o plastica, vengono portati il più presto possibile al
fresco della cantina, dove apposite macchine provvedono in primo luogo alla diraspatura, che è la
separazione degli acini dal raspo. Segue poi la pigiatura, cioè l’operazione compiuta da una coppia di
rulli che schiaccia gli acini in modo da far uscire il mosto. Infine avviene la pressatura, che consente
di separare le bucce residue dal liquido. Al fresco della cantina (dove la temperatura si aggira attorno ai
20°C) la fermentazione selvaggia è molto rallentata, mentre è agevolata la fermentazione dei lieviti
“buoni” che permettono la trasformazione degli zuccheri in alcol.
FERMENTAZIONE….
È la reazione chimica che permette la trasformazione degli zuccheri in alcol. Essa avviene grazie a
degli enzimi prodotti dai lieviti. Esistono centinaia di lieviti, alcuni dei quali, come abbiamo visto,
cattivi. Importante anche in questa fase è il ruolo della temperatura: se l’ambiente è troppo freddo
(5-10°C o meno) i lieviti smettono di produrre gli enzimi e la fermentazione si blocca, mentre se le
temperature sono superiori ai 21°C i profumi tendono ad evaporare e il vino perde le sue
caratteristiche gusto-olfattive. Perciò è importante che il mosto conservi una temperatura costante
durante tutto il periodo di fermentazione, che dura una o due settimane. Si ottiene così il cosiddetto
vino nuovo.
TRAVASO…
Durante la fermentazione, quando il mosto che si sta trasformando in vino raggiunge i 3-5 gradi
alcolici, avviene un piccolo miracolo che “salva” il futuro vino dalla fermentazione selvaggia: quasi
tutti i lieviti cattivi, i microrganismi delle bucce, muoiono soffocati dall’alcol e s’interrompe la
fermentazione selvaggia. Quando poi il vino ha raggiunto la sua maturazione alcolica, anche i
lieviti buoni non hanno più di che nutrirsi e passano ad una fase latente, adagiandosi sul fondo
delle botti in cui il vino sta fermentando. Per evitare quindi che questi depositi rovinino il vino, si
esegue il travaso, un’operazione che permette di mettere il vino in botti pulite escludendo i lieviti
latenti, portatori di un gusto sgradevole.
MATURAZIONE…
Comincia così l’ultima fase prima dell’imbottigliamento: la maturazione, che serve a far emergere i
profumi secondari e più caratteristici dei vini. Essa avviene in un periodo di tempo estremamente
vario, che va da un mese (il vino novello) ad alcuni anni, per alcune specie pregiate. Altro importante
dettaglio tecnico da non trascurare: durante la maturazione, le botti devono essere riempite fino
all’orlo poiché è necessario che il vino non entri in contatto con l’aria.
Così un anno è passato, e mentre l’agricoltore ha già ricominciato a lavorare nelle sue vigne per
eseguire l’importante fase della potatura secca, che darà la forma d’allevamento alla pianta, il vino
che amorevolmente ha seguito per 365 giorni ha appena iniziato una nuova fase della sua vita.
Il vino: diretto derivato dell'uva da cui trae proprietà benefiche nonchè una discreta varietà per
accontentare anche chi non regge la monotonia nel proprio regime alimentare.
Anche i proverbi popolari vengono in aiuto di questa tipica bevanda, sollecitando al consumo di mezzo
bicchiere di vino al giorno per trarne beneficio generale o, nel migliore dei casi, persino una maggiore
estensione del proprio periodo di vita ed il vedere allontanarsi lo spettro di varie patologie
decisamente ostiche da combattere una volta contratte.
Ma procediamo per ordine: è sì vero che il vino, così come il consumo protratto e moderato di alcolici
non soggetti a processi di lavorazione esagerati tendono ad allungare la vita del soggetto: bisogna
tuttavia sottolineare quel moderato, dato che la differenza tra beneficio e malessere in questo caso è
alquanto impercettibile ad occhio non attento.
Tra le proprietà comuni alle varie tipologie di vino vi è una decisa ed intensa azione volta a prevenire
complicazioni cardiovascolari: non è infatti un mistero che rappresenti un vero e proprio salvavita
contro i primi sintomi di problemi ben più gravi, fra cui spiccano anche casi di infarto.
Vi è anche una inaspettata concentrazione di polifenoli, molecole presenti anche in alcuni alimenti (di
cui la dieta mediterranea è notevolmente ricca) che aiutano in modo sensibile la lotta ai radicali liberi e
più in generale prevengono un invecchiamento precoce del proprio organismo, sia considerando le sue
funzioni che da un punto di vista puramente estetico.
Sarebbe lecito pensare che le qualità espresse da un vino bianco piuttosto che una varietà rossa
possano essere differenti, in quanto prodotti derivati da un diverso tipo di uva: tuttavia le proprietà che
posseggono sono pressapoco le stesse, sebbene si ipotizzi che il vino rosso contenga una maggiore
concentrazione di resveratrolo risultando quindi maggiormente adatto ad esercitare una blanda azione
antiossidante.
L'olivo e l’olio
La pianta sempreverde dalle caratteristiche foglie ellittiche dell'olivo appartiene al genere delle
Oleacee. La specie è Europea e tale denominazione sta ad indicare che l'areale originario della pianta
sono le coste del bacino mediterraneo, con un grosso riferimento all'antica Grecia e a Roma.
La sottospecie dell'olivo molto diffusa nel paesaggio mediterraneo è la sativa.
La pianta è meritatamente il simbolo dell'ambiente mediterraneo visto che si adatta perfettamente al
clima temperato ed ai suoli calcarei propri delle zone rocciose, cioè dove si trovano terre fertili e
permeabili.
La pianta, però, sa adattarsi anche ad altre condizioni ambientali, a patto che non sia sottoposta al
ristagno dell'acqua.
Gli oliveti hanno una struttura un pò anarchica che rispecchia principalmente la natura dei terreni scelti
per la piantagione, in prevalenza aree collinari e montane, e la presenza dell'olivastro. In effetti, vista la
lentezza propria l'olivo che produce il proprio frutto almeno 15 anni dopo la piantagione e che la pianta
raggiunge la maturazione dopo circa 25 anni, c'è l'abitudine di privilegiare lo sfruttamento delle piante
selvatiche, magari innestandovi le olive di migliore qualità, ed anche l'usanza di consociare l'oliveto
con altre colture, come quella degli ortaggi e dei legumi, scelta attuata per compensare almeno in parte
le spese dell'impianto delle olive.
La consociazione si ha, inoltre, per compensare il fatto che l'olivo produce il suo frutto ogni due anni
visto che l'anno di ''magra'' serve alla pianta per prepararsi alla produzione dell'anno successivo.
L'oliveto ha bisogno di cure paricolari. Tra quelle annuali si ha l'aratura a febbraio, maggio e dicembre,
procedimento che non deve andare troppo in profondità nel terreno in modo da non danneggiare la
pianta.
Per evitare i danni della caratteristica siccità estiva che porta il conseguente inaridimento del suolo si
attua una zappatura ancora più leggera in modo da eliminare le crepe del terreno.
Particolarità della pianta è il suo processo fecondativo: molte piante non possono utilizzare il proprio
polline per soddisfare tale fase, per cui occorre garantire, negli stessi impianti, la presenza di vari tipi di
pianta ma con fiori che danno un polline compatibile con quelle presenti nello stesso impianto.
La maturazione delle olive non è contemporanea ed omogenea, per cui la raccolta del frutto non può
affidarsi a dei canoni precisi e scientifici, ma alla singola scelta degli operatori del settore sul tipo di
olio che si vuole ottenere.
Fioritura ed Invaiatura
Alcune parole vanno spese per la fioritura. L'albero dell'olivo ha una forma che condensa in sé la grazia
e la bellezza: la splendida grazia delle chiome rigogliose e delicate, che si innestano su un tronco
nervoso, nodoso e spesso robustissimo.
Da maggio a giugno l'ulivo si copre quasi interamente di piccoli fiori color avorio. Una volta appassiti i
fiori, in circa tre mesi, l'olivo porta a termine il compito stagionale e l'oliva, da verde, invaia sul
violetto-rossiccio.
A questo punto la maturazione è giunta a pieno compimento. Al sopraggiungere dell'invaiatura l'oliva
andrebbe raccolta (a qualunque scopo). Non prima né dopo, bisogna raccoglierla. Prima, la resa d'olio
sarebbe nettamente inferiore, a vantaggio di un aroma più fruttato; dopo, a tutto vantaggio della resa,
avremmo però conseguenze spiacevoli quali un'eccessiva acidità ed un colore meno puro. Va
rammentato che il prodotto che si ottiene dal trattamento delle olive cadute o malate, che i romani
chiamavano ''caducum'', trattato con il sale, veniva destinato all'alimentazione degli schiavi, ai quali
certo non si badava di procurare un'alimentazione adeguata.
Tecniche di produzione
La tecnica di produzione dell'olio di oliva si è evoluta insieme alla tecnologia ma alcuni metodi sono
rimasti più o meno invariati anche nel corso di millenni.
Innanzitutto la raccolta delle olive avviene spesso a mano. Si sono sviluppati strumenti e sistemi
alternativi, si impiegano spesso le reti o strumenti meccanici innovativi, ma la racconta manuale
garantisce la preservazione della qualità dell'olivo e quindi dell'olio fino ad un punto che non si può
ragionevolmente supporre di raggiungere altrimenti.
Dopo la fase della racconta le olive vengono disposte nelle ceste e portate nei frantoi dove, subito dopo
la cernita ed il lavaggio, possono essere sottoposte alla pressatura ed alla frangitura.
La peculiarità che fa della raccolta manuale un sicuro indizio di qualità per l'olio che verrà prodotto
risiede nell'attenzione e nella cura che possono essere impiegate in un procedimento non 'serializzato'
ed affidato alle macchine. Le olive non devono restare né troppo a lungo sui rami né per terra, pena la
macerazione delle stesse con prevedibili conseguenze sulla qualità dell'olio e sul suo sapore.
Prima di procedere alla torchiatura le olive vengono private di foglie e picciolo. Oggi disponiamo di
macine di notevole potenza, mentre in tempi passati, dopo la prima spremitura che rendeva non più del
40% dell'olio, si aggiungeva dell'olio bollente e si procedeva a successive torchiature, di solito almeno
due, per estrarre tutto l'olio residuo. La prima torchiatura, allora, veniva propriamente distinta dalle
successive per mezzo della denominazione di 'spremitura a freddo'. Al giorno d'oggi, invece, la
torchiatura non avviene a più riprese ma in un'unica fase e tutto il residuo, la sansa di oliva, verrà
riciclato con operazioni di ulteriore raffinazione per produrre il cosiddetto 'olio di sansa'.
Mediamente, la quantità di olio extravergine che si può ricavare dall'olivo si aggira intorno al 15-30 %
della quantità originaria di frutto, con un 30 % almeno di olio di sansa.
La Raccolta delle Olive
I sistemi di raccolta e trattenimento delle olive sono tutt'altro che banali.
Una delle principali difficoltà consiste nella ''materia'' in sé stessa: la drupa dell'olivo è un frutto
delicato e va maneggiato con cura. Apparentemente dovrebbe essere un concetto scontato ma in realtà,
a quanto pare, le cose sono sempre andate diversamente. Per secoli e presso quasi tutti i popoli del
Mediterraneo, senza sostanziali differenze, la suddetta regola della cura e del rispetto della drupa
dell'olivo, teoricamente asserita, fu sempre disattesa. La conseguenza pratica fu la stessa in tempi e
luoghi diversi: la qualità scadente dell'olio di oliva prodotto.
Molto più dei danni provocati dalla mosca, dalle avversità del clima e dai terreni poco adatti alla
coltivazione in questione, fu proprio questa superficialità nel processo di raccolta (e quindi di
produzione) a causare l'immissione sul mercato di tanti oli lampanti o comunque poco digeribili.
I presupposti perché ciò si verificasse c'erano tutti. Il concetto era ovvio persino presso gli antichi
Romani, tanto che Plinio metteva in guardia da pratiche agricole dissennate, sostenendo che l'olivo non
andasse né abbacchiato con virgulti, né maltrattato in alcun modo.
Consideriamo quindi la faccenda da vicino, per capire perché il frutto dell'olivo sia un frutto facilmente
danneggiabile, fatto che in ogni caso non salta subito all'occhio con evidenza. L'unico modo serio per
farlo è quello di porre attenzione a tutti gli accorgimenti che devono essere messi in atto durante la
raccolta delle olive. Questi accorgimenti dovranno essere presi in esame a partire da un ricerca su
l'olivo, su come è costituito e su come i suoi componenti possano interagire, in positivo o negativo, con
gli strumenti ed i sistemi di raccolta.
Olio e accorgimenti per la raccolta
Il frutto dell'olivo è composto da una buccia esterna fine (epicarpo) e da una polpa (citoplasma) in cui
sono immersi degli alveoli o vacuoli, per così dire delle cellette che contengono la maggior parte
dell'olio e che sono immerse in un'acqua di vegetazione naturale; da un nocciolo (nucleo) che, per
quanto in maniera meno rilevante, contiene anch'esso dell'olio.
Un primo accorgimento è quello che ci dice che l'olio, perché si mantenga integro e puro, non deve
andare a mescolarsi per troppo tempo all'acqua di vegetazione che è contenuta nella stessa polpa. La
conseguenza di un eventuale prolungato contatto tra le sostanze oleose e l'acqua di vegetazione
provocherebbe un rapido ed incisivo degrado delle prime. Nel dettaglio, accade in questa situazione che
gli enzimi attacchino i grassi e come conseguenza l'olio tenderà ad acidificare ed irrancidire. Da questo
primo accorgimento, nel caso in cui si punti ad ottenere un olio di buona qualità, ne seguono altri
altrettanto fondamentali, che riportiamo di seguito:
1) Le olive devono essere raccolte quando i vacuoli sono ancora al massimo della loro tensione, prima
che si rompano a causa di una maturazione troppo avanzata. Si tratta della cosiddetta fase
dell'invaiatura, che è evidente all'occhio per il rapido mutare del colore dell'oliva, dal verde al rossiccio.
2) Le olive devono essere raccolte rigorosamente a mano, albero per albero, poggiando agli alberi delle
leggere scale, con sotto una rete che deve restare distesa dalla mattina fino al tramonto e non di più,
levando le olive raccolte prima di sera, non lasciandole cioé a cielo aperto. Bisogna fare attenzione,
altresì, a non pestarle con i piedi, con le scale o in qualunque altro modo o a comprimerle.
3) Il raccolto, giorno dopo giorno, va sistemato su telai in cui l'accumulo del frutto non sia superiore a
10 centimetri di spessore e impilato normalmente asciutto, non caldo, facendo bene attenzione che fra
telaio e telaio vi sia un'adeguata ventilazione.
4) Il raccolto va mantenuto possibilmente ad una temperatura che si aggiri intorno ai 12° C, non deve
essere mantenuto sui telai per più di 5 giorni (anche meno, ma al massimo sette o otto per le zone più
asciutte). Defogliato, nel caso, con un semplice scivolo a listelli inchiodati distanziati in senso verticale,
quasi sempre di fabbricazione domestica, va posto di preferenza in contenitori rigidi e trasportato con
delicatezza fino al frantoio per la frangitura, il più rapidamente possibile (alcuni Dop pretendono che la
frangitura avvenga entro 3 giorni).
5) Non si devono lasciare le olive al frantoiano, ma bisogna sorvegliare personalmente la frangitura,
curare la raccolta dell'olio ceh fuoriesce sistemandolo in bicchieri di acciaio inossidabile. Sarà cura del
produttore, anche, annotare il peso della tara, che servirà per determinare sia la resa delle olive sia la
spesa di frangitura, sia, infine, il contributo comunitario che sarà verosimilmente percepito.
Importanza della raccolta manuale
E' alquanto evidente come, vista la quantità ed il tipo di accorgimenti necessari, i metodi per la raccolta
delle olive, nel cao in cui i risultati che si vogliano ottenere siano di una certa qualità, escludano per
principio tecniche come la battitura delel fronde, la raccolta a terra con macchine aspiratrici, la raccolta
dei frutti lasciati a macerare sul terreno per giorni ed infine il sistema assolutamente sconveniente di
disporre reti al di sotto delle piante in attesa che le olive precipitino per l'azione del vento oppure
perché giunte ad eccessiva maturazione. La pratica delle reti, oltre tutto, presenta dei rischi per
l'ambiente notevoli (leggi incendi) ed altrettanti per la qualità del raccolto, sempre irrimediabilmente
compromessa dall'interazione con agenti atmosferici, con il terreno, con gli insetti e con gli animali. E'
da escludere anche la variante in cui le reti non vengono disposte sul terreno ma lasciate sospese,
puntando sull'azione del vento, sul distacco per maturazione o sulla bacchiatura.
L'unica ipotesi plausibile è perciò quella della faticosissima raccolta manuale, albero per albero, armati
di pazienza. Le reti dovranno certo esserci, ma con una funzione evidentemente differente: una ampia o
due di medie proporzioni (o infine quattro piccole) per ogni gruppo di raccoglitori, disposte attorno al
tronco della pianta ini cui avverrà la raccolta, con indubbi vantaggi in termini di tempo alla fine della
raccolta. Ciò in considerazione del fatto che il travaso negli appositi recipienti avverrà in modo molto
più semplice e veloce.
Per capire meglio l'importanza della raccolta manuale delle olive e della cura che richiede la drupa,
bisogna accennare probabilmente alcuni aneddoti. Uno, ricorrente, è quello che vuole che spesso, nella
pubblicità di aziende olivicole a conduzione tradizionale, venga posto l'accento sulla ''specialissima''
attenzione per l'uso di raccogliere le olive disponendo le reti per terra, tecnica che viene spacciata per
sicura eredità di un passato che spesso ha creato più malintesi che sani costumi.
Un'usanza ancora più ridicola e certo più perniciosa è quella, messa in atto già dati tempi antichi, di
trattare le olive riponendole in casse ed interrandole per un periodo più o meno lungo, prima della
frangitura. Le olive venivano spesso poste in scomparti dove venivano lasciate fermentare per alcuni
giorni, per aumentare (nelle intenzioni) verosimilmente la resa di olio. Il risultato era disastroso: da un
punto di vista qualitativo, crescevano in maniera esponenziale le sostanze peptiche e cellulosiche. Non
olio di oliva nel senso moderno, si fabbricava, bensì sansa di olivo. La resa, com'è ovvio, non
aumentava.
Frangitura
L'evoluzione dei frantoi in Italia presenta tratti specifici e preoccupanti. Il numero dei frantoi, sul
territorio nazionale, nel corso degli ultimi cinquant'anni è andato riducendosi in maniera drastica.
Quali le cause e quali le considerazioni da fare? La prima è quella più ricorrente: a seguito di una
marcata industrializzazione ed a seguito dell'inquinamento crescente, i frantoiani hanno dovuto
fronteggiare economicamente degli investimenti in termini di procedure, di costi di produzione e di
apparecchiature imposti da una maglia di provvedimenti legislativi atti a regolare la materia.
Il risultato, a prescindere dalle intenzioni, è che un ridotto numero di frantoi (che sono diminuiti di
nove decimi dal 1948) deve far fronte a richieste di mercato che non sono affatto in diminuzione. E'
stata necessaria, quindi, un'operazione di ammodernamento: investimenti in macchine altamente
specializzate e costosissime per aumentare la resa ed evitare residui di'acqua. Le molazze, ossia i
frantoi con macine a pietra, sono stati definitivamente messi da parte. Stessa sorte è toccata ai frantoi a
vapore. I frantoi tradizionali con presse idrauliche, gli ultimi antiquati, stanno scomparendo ed oggi i
frantoi più comuni, quelli di recente diffusione, cominciano ad essere quelli a martelli, azionati
elettricamente.
Alcuni preferiscono frangere le olive ini grandi recipienti a più molazze azionate a motore, poiché
l'azione delle molazze riduce di molto l'emulsione di acqua. Nei frantoi di oggi, così, le olive vengono
prima defogliate e lavate in acqua, poi subiscono la frangitura. La pasta ciene passata in vasche
riscaldate, munite di pale che provvedono a mescolare e ciclo continuo.
I Frantoi Moderni
I frantoi moderni differenziano in maniera sostanziale da quelli tradizionali, in virtù degli strumenti e
della tecnologia utilizzata, nella direzione di un sicuro aumento della resa e della qualità del prodotto
finale, nel caso tutto avvenga secondo dei criteri piuttosto rigorosi.
Alla fase iniziale, in cui le olive vengono private di foglie e lavate nell'acqua, segue la fase della
frangitura. La pasta poi verrà destinata alla gramolatura. Nella fase della gramolatura la pasta viene
riposta in vasche riscaldate e sottoposta all'azione di pale che provvedono a mescolare senza sosta.
Bisogna osservare che le olive tendono a fermentare ad una temperatura superiore a 30 gradi e che
bisogna porre attenzionem, durante la frangitura, alla giusta temperatura a cui svolgere le differenti
operazioni. Peraltro, una temperatura elevata favorisce l'aumento della resa delle olive. La tentazione
del frantoiano, in questo senso, sarebbe quella di aumentare molto oltre il ragionevole la temperatura
delle olive, fino ad arrivare ai 40 gradi. Durante il processo di gramolatura gli alveoli contenuti nella
polpa, a poco a poco si rompono, lasciando così che l'olio liberato fuoriesca ed affiori.
Nei frantoi moderni, i cosiddetti frantoi a tre fasi, la pasta granulata viene destinata ad un estrattore
centrifugo che si chiama, per convenzione, ''decanter''. Questo strumento possiede un albero rotante
che, come una cerntrifuga, spinge la pasta ottenuta in precedenza contro le pareti, ad una velocità
considerevole. La differenza di peso specifico dei diversi componenti della pasta fa in modo che l'olio,
che è più leggero, si disponga al centro e che l'acqua, che è più pesante, si disponga in una zona
intermedia mentre contemporaneamente la polpa e le bucce così spremute si sistemeranno alle
estremità (in una centrifuga classica sarebbero le pareti). Nei frantoi a due fasi, alla pasta non viene
aggiunta acqua e dal decanter escono separatamente da una parte l'olio e dall'altra la sansa, unitamente
alla sola acqua di vegetazione che è propria dell'olivo. Tutto ciò comporta dei vantaggi notevoli in
termini di risparmio di tempo e di acqua, nonché altri dal punto di vista dell'igiene.
La caratteristica positiva più notevole dei frantoi di ultima generazione è costituito dall'assenza,
appunto, di un'acqua di lavaggio, con una marcata diminuzione di inquinamento dei reflui.
In alcuni tipi di frantoi, infine, l'olio passa in un separatore verticale che provvede ad eliminare le
impurità e dona una certa brillantezza al prodotto finale. Questa fase, comunque sia, è peculiare della
produzione altamente industriale dell'olio e spesso non viene scelta, intenzionalmente, dagli agricoltori.
Molti adottano ancora oggi la tecnica di far decantare le morchie con il metodo naturale, ossia il
deposito in grandi giare in locali non illuminati, freschi e spesso interrati.
Un sistema abbastanza antico ma ugualmente efficace consiste nel far decantare il fondo residuo
dell'olio degli orci mediante caduta in un filtro a cotone idrofilo sterile.
Considerazioni sulla Frangitura
Le tecniche moderne ed i frantoi moderni hanno radicalmente cambiato l'atteggiamento nei confronti
della produzione dell'olio, pur mantenendo spesso un certo margine entro cui resta la possibilità di
sperimentare nuove soluzioni, affidandosi all'iniziativa individuale come a risultati già ottenuti nel
corso della verifica di pratiche convalidate in tempi recenti.
Alcuni produttori immettono l'olio sul mercato così com'è, ancora in sospensione e non decantato.
Questo tipo di olio ha, naturalmente, o suoi estimatori ed ha pure un nome quasi ufficiale, una sorta di
riconoscimento di qualità: ''olio mosto'' è detto l'olio così prodotto, apparentemente grezzo e meno
raffinato, meno trattato.
Probabilmente scomparirà l'olio ''verzellino'', né vi sarà quel tipo di pasta adatta a fare le frittelle.
(frisceu). Non bisogna però dire che i risultati siano disprezzabili. La qualità dell'olio, difficilmente,
con le nuove macchine e con le tecniche moderne (attuate con rigore di metodi) decade veramente.
La quantità, d'altra parte, cresce in modo vertiginoso, in virtù di un progressivo affinamento e
perfezionamento degli strumenti e delle macchine concepite allo scopo di aumentare la resa senza
compromettere nulla.
L'igiene, come è auspicabile sia dagli interventi governativi in materia, sia dai provvedimenti in
tal senso nel ciclo di produzione da parte degli ovicultori, non è da meno. Sono ormai tramontati i
vecchi luoghi adibiti alla produzione dell'olio, almeno nella forma in cui erano conosciuti: niente più
inferni, ad esempio, quei luoghi sottostanti il frantoio ove venivano immesse le acque di risulta della
frangitura. Ninte più, soprattutto, luoghi bui o inadatti.
Tutto ciò non esclude altri elementi e non deve far pensare ad una rinuncia al folclore, alle peculiarità
delle tradizioni tramandate ed alle loro provvidenziali espressioni.
La Conservazione dell'Olio
Uno spettacolo tristemente comune, che accade spesso di vedere, è quello di file di bottiglie d'olio
trasparente esposte magari all'azione del sole, nei negozi e nei luoghi deputati alla sua vendita. Si
dovrebbe assumere che i commercianti siano tenuti a conoscere quel minimo di precauzioni
indispensabili, ma evidentemente non è così.
L'olio non andrebbe mai messo sotto la luce diretta del sole, non prolungatamente. Così come ci sono
delle tecniche minuzione per la produzione, accorgimenti, altri ve ne sono per la conservazione, a
qualunque livello avvenga (imbottigliamento, in questo caso).
Oltre alla luce, è da evitare assolutamente l'esposizione prolungata a sorgenti di calore, naturali o
artificiali. E come il calore, anche il gelo puà essere fatale al buon olio. Andrebbe, a voler essere
rigorosi (ed è una cautela indispensabile) conservato in un luogo fresco ed asciutto, ad una temperatura
ideale di 12-18 gradi. Era un fatto ovvio già nell'antichità, visto che nei tempi passati l'olio veniva
custodito e conservato in orci e giare che venivano spesso interrati in profondità, ed in tempi recenti in
vasche di cemento rivestito di ardesia, a piatrelle.
La cosa che sorprende è che oggi, pur disponendo di adeguati contenitori come quelli in acciaio
inossidabile, ed avendo non meno cognizione dell'importanza di una buona conservazione, seguitiamo
a conservare (e con ottimi risultati) l'olio in recipienti tradizionali.
La conservazione spesso avviene negli orci di terracotta vetrificata. La terracotta, essendo una sostanza
coibente con grandi capacità di isolante termico ed acustico, favorisce una buona sedimentazione. Per
di più, il fondo è concavo e le morchie si possono depositare bene: con un mestolo cilindrico il travaso
nelle bottiglie avviene senza difficoltà alcuna, senza cioé che le morchie vengano, in sostanza, smosse.
L'operazione viene agevolata da un recipiente sottostante, detto ''cassa''. In caso, l'olio depositato seul
fondo potrà comunque essere recuperato quasi completamente attraverso una semplice filtrazione con
del comunissimo cotone.
In caso si voglia utilizzare l'acciaio per la conservazione, è buona norma munirsi di contenitori con
rubinetto ed imboccatura larga. Per ultimo, passando alle bottiglie, è consigliabile conservare l'olio in
contenitori opachi.
DETERMINAZIONE DEL GRADO DI
ACIDITA’ DELL’OLIO DI OLIVA
L’acidità e il numero di perossidi di un olio di oliva sono caratterizzanti la qualità dell’olio stesso.
Questi parametri dipendono dalle condizioni dell’oliva al momento della raccolta quali tecnica di
raccolta, traumi, attacchi di insetti, tempo e temperatura di attesa prima della macinazione,
metodo di molitura e condizioni di conservazione del prodotto.
L’Acidità come indicatore di qualità
L’acidità è un parametro che indica la percentuale di acido oleico in un olio ed è il principale
indicatore della qualità. Più alto è il suo valore, più scadente è la qualità del prodotto. L'acidità è
conseguenza diretta del rilascio degli acidi grassi dovuto al fenomeno dell’idrolisi dei gliceridi, ed è
un parametro qualitativo definibile solo mediante analisi di laboratorio. È il parametro che
consente di valutare le eventuali alterazioni che le olive e l’olio da esse ricavato subiscono durante
la raccolta, il trasporto e il processo di trasformazione. Inoltre, la sua valutazione permette la
classificazione merceologica degli oli.E’ importante evidenziare che gli oli extravergine d’oliva sono
costituiti dal 98–99% di trigliceridi cioè esteri formati da glicerina e acidi grassi. Una parte di
questi ultimi, tuttavia, rimane allo stato libero non combinandosi con la glicerina determinando
l'acidità del prodotto.
Tali acidi grassi liberi nell’olio possono aumentare se agisce un enzima specifico chiamato lipasi
che si trova nel frutto e il processo può attivarsi soprattutto se la drupa ha subito lesioni cellulari
(attacco di insetti, lesioni durante la raccolta e il trasporto, cattive condizioni agroambientali).
L'attività enzimatica della lipasi è inoltre favorita da temperature piuttosto alte, comprese tra i
30°C ed i 40°C.Pertanto, si può concludere che, il grado di acidità di un olio è fortemente
condizionato dallo stato sanitario delle olive, dalla tecnologia di raccolta, dal tempo di stoccaggio,
dalla tecnologia di trasformazione adottata (ad es. elevate temperature di gramolazione) e dalla
cura riposta dagli operatori nel trattamento e nello stoccaggio del prodotto.
Metodologia di analisi
Titolazione acido-base in fase inversa.Il campione oleoso è disciolto in una soluzione organica
(miscela di etere etilico ed etanolo) e quindi sottoposto a titolazione in presenza di fenolftaleina
con soluzione titolata di NaOH (idrossido di sodio).
Significato ed Uso
L’acidità viene espressa come percentuale di acido oleico. Il grado di acidità è il parametro
correlato alla freschezza dell’olio: un alto valore indica un iniziato processo di irrancidimento,
abbinato al decadimento qualitativo dell’olio di oliva. Secondo la direttiva CEE 2568/91, un olio si
definisce extra vergine quando l’acidità è inferiore a 1% (cfr tabella).L’acidità espressa in
% di acido oleico è utilizzata per discriminare l’olio extra vergine di oliva dagli altri oli di oliva: un
basso valore di acidità definisce un processo estrattivo effettuato subito dopo la raccolta e con
metodi naturali e poco aggressivi.
Categoria
Acidità %
Olio di oliva extra vergine
≤1,00
Olio di oliva vergine
≤2,00
Olio di oliva vergine corrente
≤3,30
Olio di oliva vergine lampante
>3,30
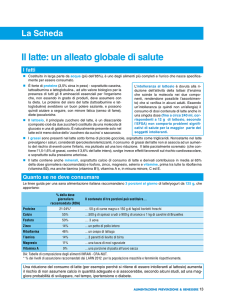
Determinazione dell’acidità
%
Campione
Peso
titolante
acidità
1
5,482 g
0,45 ml
0,231
2
6,906 g
0,55 ml
0,224
3
4,946 g
media
5,778 g
0,40 ml
0,228
0,227
Autocontrollo e HACCP
Il concetto di autocontrollo ha un’ampia valenza che discende dalla responsabilizzazione
dell’Operatore del settore alimentare (OSA) in materia di igiene e sicurezza degli alimenti e
corrisponde all’obbligo di tenuta sotto controllo delle proprie produzioni.
L’HACCP consente di applicare l’autocontrollo in maniera razionale e organizzata. I principi
su cui si basa l’HACCP sono 7:
1. Identificare ogni pericolo da prevenire, eliminare o ridurre
2. Identificare i punti critici di controllo per eliminare o ridurre un rischio
3. Stabilire limiti critici che differenziano l’accettabilità dalla inaccettabilità
4. Stabilire e applicare procedure di sorveglianza efficaci
5. Stabilire azioni correttive se un punto critico non risulta sotto controllo
6. Stabilire le procedure da applicare regolarmente per verificare il funzionamento delle
misure adottate
7. Predisporre documenti e registrazioni adeguati alla natura e alle dimensioni dell’impresa
alimentare.
Data l’ampia gamma di imprese alimentari,la varietà di prodotti alimentari e di procedure di
produzione applicate agli alimenti, sono state redatte dalla Commissione Europea delle linee
guide generali.
Tali linee-guida forniscono indicazioni su un’applicazione semplificata delle prescrizioni in
materia di HACCP in particolare nelle piccole imprese alimentari.
Considerando un’impresa alimentare, il responsabile del piano di autocontrollo deve
predisporre e attuare il piano con l’ attiva partecipazione della dirigenza e del personale
avvalendosi di un supporto tecnico-scientifico esterno.
Il piano deve essere applicabile e applicato, finalizzato a prevenire le cause di insorgenza di
non conformità prima che si verifichino e deve prevedere le opportune azioni correttive per
minimizzare i rischi nel caso si verifichi una non-conformità.
L’obiettivo principale è istituire un sistema con cui l’impresa sia in grado di dimostrare di aver
operato in modo da minimizzare il rischio.
E’ necessario che la corretta predisposizione e applicazione di procedure consenta
nell’ambito del processo produttivo, il controllo e la gestione dei pericoli.
L’applicazione dei principi del sistema dell’analisi dei pericoli e dei punti critici di controllo alla
produzione primaria non è ancora praticabile su base generalizzata.
Per facilitare l'adozione di piani di autocontrollo adeguati vengono resi disponibili Manuali di
Corretta Prassi Igienica che costituiscono documenti orientativi voluti dalla normativa
comunitaria ed utilizzabili come guida all'applicazione dei sistemi di autocontrollo.
Il Manuale HACCP per l’autocontrollo alimentare
La normativa inerente la sicurezza e l’igiene degli alimenti prevede l’autocontrollo alimentare,
attività che spetta agli operatori del settore alimentare (OSA).
Essi hanno piena autonomia nel controllo delle condizioni igienico sanitarie degli alimenti e
nella pianificazione degli interventi da attuare. Il Manuale di autocontrollo HACCP è lo
strumento in grado di aiutare gli operatori nell’organizzazione razionale dei controlli e delle
pianificazioni al fine di ridurre al minimo i rischi inerenti come la contaminazione degli
alimenti. Gli alimenti non devono solo essere sicuri e conformi alle regole generali sull’igiene
ma devono mantenere anche alti standard di qualità: di conservazione, organolettica e
nutrizionale.
Come è strutturato un Manuale HACCP
Il Manuale per l’autocontrollo contiene una descrizione accurata di tutti i procedimenti e azioni
messi in atto che abbiamo come “protagonista” gli alimenti.
Una sorta di checklist approfondita e discorsiva che come obiettivo ha quello di identificare
eventuali punti critici.
Il Manuale ha lo scopo di razionalizzare le attività e diventa un punto di riferimento per la
prevenzione degli stessi punti critici e rischi.
Sanzioni per violazione delle norme di igiene alimentare
La sanzione pecuniaria prevista per il titolare che non predispone un sistema di autocontrollo
HACCP può andare dai 1000 ai 6000 euro.
Purtroppo si può incorrere in pesanti sanzioni anche per incapacità di interpretare la
normativa a volte molto complicata.
Il Manuale varia a seconda anche della tipologia di attività.
Come nel caso della redazione del manuale di rintracciabilità anche per il Manuale HACCP è
necessario affidarsi a una consulenza professionale, onde evitare di incorrere in sanzioni.
HACCP Alimentare Ristoranti e Pizzerie
Le pizzerie e i ristoranti, come tutti gli esercizi commerciali che hanno a che fare con la
produzione e vendita diretta di alimenti, devono rispettare le norme del sistema HACCP.
Il sistema HACCP unito all’autocontrollo alimentare, obbligatorio definisce tutta una serie di
attività di analisi, prevenzione o risoluzione dei problemi legati all’igiene alimentare.
Tutto ciò che entra in contatto con un alimento durante il suo processo commerciale è da
considerarsi possibile causa di inquinamento della salubrità dello stesso.
Gestori di pizzerie e ristoranti devono tenere sotto controllo:
•
Aria, veicolo di trasmissione di microrganismi;
•
Ambiente di produzione;
•
Utensili, tutti gli strumenti di lavoro devono essere costantemente puliti e igienizzati;
•
Acqua, deve essere sempre potabile;
•
Eventuale personale addetto.
Inoltre le pizzerie e i ristoranti devono essere dotate di servizi igienici a norma e quindi in
regola con tutti i dettami di legge riguardanti questi locali.
Il titolare di ristoranti e pizzerie deve aver sostenuto un corso REC per l’abilitazione.
Tamponi per il controllo delle operazioni di pulizia e sanificazione
L’uso dei tamponi artificiali dell’ HACCP è riportato anche nel manuale di autocontrollo che
prevede l’utilizzo di questi tamponi come strumento di controllo e determina anche la
regolarità con cui tali tamponi devono essere adoperati. Per un corretto controllo igienico è
consigliato eseguire anche due serie di tamponi superficiali per l’analisi e la determinazione
effettiva e sicura della flora microbica mesofila.
Analisi chimiche svolte nei laboratori della scuola
Determinazione degli zuccheri riduttori
OBIETTIVO: Determinare la quantità di zuccheri riduttori in un campione di salsa di pomodoro
MATERIALI UTILIZZATI: Cilindri – Beaker – Pipette graduate – Beute- Burette- Bacchetta di vetro
–Imbuto – Carta da filtro – Spatola – Pipette Pasteur – Sostegno con pinza a ragno –Matraccio
STRUMENTI: Bilancia tecnica – Piastra riscaldante – Becco Bunsen – Treppiedi
REATTIVI E SOSTANZE: H2O distillata- Salsa di pomodoro –Fehling A Fehling B- Acetato basico di
piombo – Blu di metilene – HCl Concentrato (37%)
VALUTAZIONE RISCHI: Ustione – Rottura vetreria – Rischio chimico
PROCEDIMENTO
Abbiamo preso tutto il materiale occorrente, abbiamo misurato 10 g di salsa di pomodoro, l’ abbiamo
versata in un matraccio da 250 mL ed abbiamo portato a volume con acqua distillata. Con una pipetta
graduata abbiamo prelevato 50 mL di tale soluzione e li abbiamo versati in un beaker dove abbiamo
aggiunto anche 20 mL di soluzione spiombante ( solfato sodico) e 20 mL di acetato basico di piombo
per favorire la coagulazione di eventuali polifenoli. Abbiamo agitato e poi abbiamo filtrato. Nel
frattempo abbiamo preparato la soluzione di Fehling versando in un beaker 5 mL di Fh A + 5 mL di Fh
B e poi abbiamo aggiunto anche 40 mL di H20 distillata, quindi abbiamo messo sul treppiedi e
abbiamo portato ad ebollizione. Intanto nella buretta abbiamo versato il filtrato che abbiamo ottenuto
e con esso abbiamo iniziato a titolare. In un primo momento abbiamo
versato velocemente circa 3
mL del filtrato, abbiamo riportato di nuovo ad ebollizione e successivamente abbiamo aggiunto 2 o
3 gocce di blu di metilene, poi abbiamo continuato lentamente la titolazione goccia a goccia fino alla
scomparsa del colore blu e la comparsa del colore rosso mattone.
OSSERVAZIONE E CONCLUSIONE
Inizialmente abbiamo effettuato la titolazione sul campione a disposizione ma il viraggio non si è
verificato. Per accertare la validità del metodo abbiamo eseguito un’altra titolazione ma stavolta
abbiamo aggiunto 50 mL di soluzione zuccherina al 5 % ( invertita) nel nostro campione. Questa volta
la concentrazione di zuccheri era tale da provocare il viraggio dell’indicatore quasi istantaneamente.
Durante la prima titolazione invece non si è verificato il viraggio in quanto la concentrazione di
zuccheri del nostro campione di salsa era molto bassa.
Determinazione del grado alcolico del vino
OBIETTIVO
Determinare il grado alcolico del vino
INTRODUZIONE TEORICA
L’ebulliometro è un apparecchio che serve a determinare la quantità alcolica dei vini e di tutti i liquidi
alcolici . Esso si basa sul sulla misura della temperatura di ebollizione del vino. L’alcool etilico
assoluto bolle infatti , a pressione atmosferica, a 78,4°C; miscele di alcool ed acqua presentano
temperature di ebollizione che, entro certi limiti, variano regolarmente con il variare della
concentrazione alcoolica e che sono pochissimo influenzate dalle altre sostanze solide presenti nel vino.
MATERIALI UTILIZZATI
Spruzzetta
STRUMENTI
Ebulliometro
REATTIVI E SOSTANZE
H20 distillata e Vino
VALUTAZIONE RISCHI
Ustioni
PROCEDIMENTO
Si prepara il materiale occorrente e si inizia la determinazione. Inizialmente, per tarare lo strumento,
si versa nel serbatoio conico dell’ebulliometro dell’acqua fino all’anello inferiore in modo che
avvitando il braccio con il termometro, il bulbo non arrivi a toccare l’acqua. Successivamente si
accende la lampada ad alcool e si aspetta fino a quando dalla parte alta del refrigerante esce il vapore;
in tale condizione la colonna di mercurio del termometro si arresta. Facendo scorrere il regolo
graduato si porta allo 0 della scala in corrispondenza dell’estremità della colonna di mercurio.
Successivamente si spegne il fornellino, si butta l’acqua e si avvina il serbatoio conico con un po’ di
vino e successivamente lo si versa fino all’anello interno superiore in modo che il bulbo peschi nel
liquido quando il coperchio è avvitato. Subito dopo si versa H2O distillata nel refrigerante e si
riaccende nuovamente il fornellino. Quando la colonna di mercurio del termometro si ferma si legge
sulla scala graduata il grado alcolico del liquido. Abbiamo effettuato questa operazione su due
campioni di vino diversi. Nel primo campione il grado alcolico era di 14,5 mentre nel secondo 9,7
OSSERVAZIONI:Nel primo campione (Vino rosso) il grado alcoolico è risultato di 14,5 % mentre nel
secondo campione (Vino bianco) e’ di 9,7 %.
CONCLUSIONI:Il primo campione ha un grado alcoolico particolarmente alto rispetto a quello bianco
che invece è più o meno nella norma.
Determinazione del numero di acidità e gradi di acidità e ricerca della presenza di
olio di semi nel campione
OBIETTIVO
Determinare il gradi di acidità e l’eventuale presenza di olio di semi di un campione di olio
MATERIALE UTILIZZATO
Cilindri – Beaker – Buretta - Pinza con sostegno – Beuta – Pipetta Pasteur –Pipetta graduata – Imbuto
– Provettone
STRUMENTI
Bilancia tecnica
REATTIVI E SOSTANZE: H2O distillata- Fenolftaleina- Etere etilico – Alcool – HNO3 (61%) –
Floroglucina – olio – KOH 0,1N
VALUTAZIONE DEI RISCHI: Rottura vetreria – Rischio chimico
INTRODUZIONE TEORICA: Con questo metodo si determina l’acidità totale dell’ olio, la cui misura
deve considerarsi riferibile esclusivamente all’acidità organica. Per grado di acidità si intende la
quantità di acidi grassi liberi, espressi come acido oleico, contenuti in 100 g di sostanza grassa. Per il
numero di acidità si intende la quantità di KOH necessaria per neutralizzare gli acidi grassi liberi in 1g
di sostanza grassa.
PROCEDIMENTO
Inizialmente ci siamo procurati il materiale necessario. Utilizzando la bilancia tecnica e una pipetta
Pasteur si misurano 5 g di olio in una beuta di 250mL,dopo si aggiunge una miscela composta da 50
mL di alcool e 100 mL di etere etilico ,misurati con l’aiuto dei cilindri e 2 o 3 gocce di fenolftaleina
Dopo di che si passa a preparare la buretta , si avvina prima con H20 distillata e poi con KOH 0.1N
quindi si riempie la buretta con KOH facendo in modo da eliminare eventuali bolle d’aria e si azzera .
Si inizia la titolazione sistemando la beuta sotto la buretta procedendo con un ritmo costante di
gocciolamento e non si chiude il rubinetto fino a quando non avviene il viraggio che corrisponde al
punto di equivalenza che ci è segnalato dal cambiamento di colore da giallino a rosa; nel nostro caso
abbiamo chiuso il rubinetto dopo aver utilizzato 0,8 mL di KOH. Eseguendo i calcoli abbiamo
trovato l’acidità del campione.
RISULTATI
Acidità dell’olio = 0,8*0’0282/5*100 = 0,45%
Successivamente a questa prova, abbiamo eseguito un’ ulteriore esame con il quale si vede se è
presente olio di semi nell’olio d’oliva da noi usato. In un provettone, con l’aiuto di pipette e palla di
Peleo abbiamo messo 5mL di olio, 5mL di HNO3 (61%) e 5mL di floroglucina .Dopo aver agitato, se
sul fondo della provetta si veniva a formare uno strato di colore rosso era presente l’olio di semi ,
mentre nel nostro caso non si è formato nulla quindi non vi era olio di semi.
OSSERVAZIONI
In questo esperienza abbiamo osservato la variazione di colore da un giallo chiaro a rosa, e abbiamo
notato anche che non vi è stata la formazione di strati di color rosso nel provettone.
Determinazione dell’acidità totale del vino
OBIETTIVO
Determinazione dell’acidità totale del vino.
MATERIALE UTILIZZATO
Buretta,sostegno con pinza a ragno,beaker,bacchetta di vetro,beuta,spruzzetta,spatola con
cucchiaio,pipetta graduata,pipetta monouso,palla di peleo.
REATTIVI E SOSTANZE :
NaOH ,H2O distillata,blu di bromotimolo,vino.
VALUTAZIONE DEI RISCHI
Rottura della vetreria, rischio chimico.
INTRODUZIONE TEORICA
L’acidità del vino è dovuta ad acidi organici, alcuni dei quali sono fissi (Come il tartarico, il malico il
lattico, il succinico),altri sono volatili (come l’acetico , il formico , il propionico , presenti in minima
porzione).
PROCEDIMENTO
Abbiamo prelevato 25mL del nostro campione di vino e li abbiamo posti in un beacher, abbiamo
agitato per allontanare la CO2 presente ed effettuato la titolazione. Dopo aver avvinato la buretta
l’abbiamo riempita con NAOH 0,25N , abbiamo aggiunto l’indicatore nel campione , blu di
bromotimolo , e abbiamo titolato fino al viraggio.
RISULTATI
Acidità del vino = 29.97%
OSSERVAZIONI
Abbiamo osservato che al punto di viraggio il colore è cambiato da rosso a verde blu.
Il valore ottenuto è molto alto in quanto la determinazione è stata effettuata su un campione di vino
andato a male.
Determinazione dell’acidità dell’aceto
OBIETTIVO
Determinare l’acidità dell’aceto
MATERIALI OCCORRENTI
Buretta da 50 ml – Spruzzetta – Beuta – Beaker – Pipetta 10ml – Palla di Peleo – Matraccio –
Sostegno con Pinza a ragno
REATTIVI E SOSTANZE
Aceto commerciale – NaOH 0,1 M – Fenolftaleina soluzione 1 % - Acqua distillata
VALUTAZIONE RISCHI
Rottura vetreria
INTRODUZIONE TEORICA:
CH3COOH+NaOH = CH3COONa+H20
Secondo questa reazione 1 mole di CH3COOH viene neutralizzata da 1 mole di NaOH e al punto di
equivalenza il numero di moli presenti nella quantità di NaOH gocciolato è uguale al numero di moli di
CH3COOH presenti nei ml di acido acetico prelevato
PROCEDIMENTO
Abbiamo preparato il tavolo di lavoro con il materiale occorrente.
Abbiamo prelevato 10 mL di aceto con una pipetta e una palla di Peleo e li abbiamo versati nel
matraccio, dopo abbiamo portato a volume con acqua distillata. Abbiamo prelevato 10 ml di aceto
diluiti in acqua e li abbiamo passati nella beuta insieme a 3 gocce di fenolftaleina. Dopo aver
posizionatola beuta sotto la buretta, precedentemente avvinata,abbiamo iniziato a far gocciolare
lentamente l’NaOH nella beuta che veniva agitata continuamente. Abbiamo interrotto la titolazione
quando siamo arrivati al punto di viraggio cioè quando l’aceto è diventato di un rosa chiaro persistente.
CH3COOH+NaOH = CH3COONa+H2O
CH3COO- + H3O + +Na++ OH- =CH3COO -+Na + + H20
RISULTATI
1° Titolazione: 23,8*0’006=0,1428*100=7,12g di acido acetico
2° Titolazione 23,7*0’006=0’1428*100=7,12 g di acido acetico
7,12+7,12=14,24+2=7,12
OSSERVAZIONI: al punto di viraggio il colore è cambiato da incolore a rosa,poiché sono stati
neutralizzati gli H+ dell’aceto dagli ioni OH- dell ‘NaOH