Metodi Ottici
1
La necessità di controllare la qualità di un prodotto o verificare
la corretta esecuzione di un processo spesso si blocca di
fronte ad obiettive difficoltà.
La più grave è rappresentata dalla disparità tra costi e
benefici, normalmente a sfavore di questi ultimi.
Non sempre però l'ostacolo maggiore è rappresentato dai
costi.
A volte, più semplicemente, è la carenza di informazioni sulle
opportunità esistenti. Come quelle offerte dalle metodologie di
controllo basate sulle tecniche ottiche.
2
Nell'ampio spettro tecnologico e strumentale delle varie
metodologie di analisi non distruttive, generalmente viene
posta una scarsa attenzione nei confronti delle tecniche di
ispezione visiva le quali, supportate oggigiorno da un
continuo sviluppo della sensoristica e dell'elettronica,
diventano sempre più sofisticate ed in grado di svincolare
l'interpretazione dei risultati dalla soggettività degli operatori.
3
Infatti, anche se le immagini risultano uno dei mezzi migliori
per trasmettere informazioni, la progressiva estensione
strumentale dalla banda del "visibile" a quella "dell'infrarosso",
unitamente all'elevato contenuto tecnologico di alcuni
componenti in esame, richiede che, allo stato tecnologico
attuale, l'interpretazione dei risultati non venga affidata
esclusivamente all'occhio umano, ma sia adeguatamente
supportata anche dalla disponibilità di strumenti informatici in
grado di fornire valutazioni obiettive.
4
In particolare, per quanto riguarda specificatamente la
Termografia e gli Esami Visivi, negli ultimi anni l'offerta
tecnologica è stata caratterizzata da esigenze industriali a
volte molto diversificate tra loro.
Infatti le metodologie di analisi all'infrarosso, ritenute a torto o
a ragione tecnologicamente innovative e strumentalmente
sofisticate, spesso non hanno trovato un apprezzabile
interesse da parte della Piccola & Media Impresa (P&MI) che
ha considerato il loro utilizzo come una prerogativa di
laboratori specializzati, con disponibilità strumentali e risorse
umane di tipo specialistico.
D'altra parte, poiché l'Esame Visivo nella sua forma più
semplice risulta di immediata e diretta applicazione anche
5
senza l'impiego di sofisticate strumentazioni, ancora oggi è
molto diffusa tra gli addetti ai lavori l'errata convinzione che
tale metodologia non richieda una particolare abilità,
esperienza e capacità operativa da parte degli operatori,
specialmente se paragonata ad altri metodi di esame non
distruttivo quali ad es. Ultrasuoni, Radiografia, Emissione
Acustica, etc.
6
Invece il progressivo sviluppo di componenti ad alto
contenuto tecnologico ha inevitabilmente comportato un
proporzionale aumento delle difficoltà ispettive le quali,
interessando anche aree e superfici di componenti, macchine
ed impianti complessi a volte non accessibili direttamente
all'occhio umano, hanno reso il campo delle Ispezioni Visive e
Termografiche in continua espansione in vari settori industriali
quali ad esempio quello petrolifero, aerospaziale, chimico,
automobilistico, militare, delle costruzioni navali e della
ricerca.
7
Tuttavia il crescente e diffuso utilizzo delle suddette
metodologie di analisi nelle più svariate applicazioni industriali
e civili, unitamente alla molteplicità dei materiali ispezionabili,
fanno sì che l'affidabilità dei controlli risulti influenzata da
numerose variabili che incidono in modo diretto o indiretto sui
risultati dell'ispezione.
Tra di esse, particolare interesse assume, oltre alla corretta
esecuzione delle varie fasi dell'ispezione ed alle
caratteristiche della strumentazione utilizzata, proprio la
specifica competenza del personale addetto ai lavori.
8
Ovviamente esistono dei settori industriali in cui la
particolarità dei componenti in esame e l'alto grado di
sicurezza richiesto per il loro esercizio (ad es. aeronautico,
aerospaziale, energetico, etc.), richiedono già da tempo
l'utilizzo di dettagliate procedure ispettive che tengono nella
dovuta considerazione sia le caratteristiche strumentali che la
qualificazione degli operatori.
9
Ma i recenti progressi ottenuti nel campo dell'informatica,
dell'elettronica e dell'ingegneria delle immagini, forniscono
nuove e numerose applicazioni non solo per il controllo sui
singoli componenti e/o manufatti, ma anche per interventi
diagnostici e di monitoraggio di impianti complessi al fine di
ottenere
un
"prodotto"
tecnicamente
valido
ed
economicamente competitivo.
10
Di conseguenza, nell'attuale processo evolutivo delle
disponibilità tecnologiche e strumentali, l'esigenza di disporre
di una regolamentazione metodologica di tipo normativo e
procedurale, sia per l'esecuzione delle analisi che per la
certificazione del personale, deve essere soddisfatta nei
tempi e nei modi più idonei alle necessità delle varie unità
produttive nazionali.
11
Esami Visivi
12
Il principio si basa sull’impiego della luce come mezzo
rivelatore dei difetti. Analizzando la direzione, l’ampiezza e la
fase della luce riflessa o diffusa dalla superficie di un oggetto
opaco, o trasmessa all’interno di un mezzo trasparente, si
possono ottenere informazioni sullo stato fisico dell’oggetto in
esame.
13
Nel campo dei Controlli non Distruttivi, gli Esami Visivi
vengono generalmente utilizzati per rilevare specifiche
caratteristiche superficiali e/o dimensionali quali gli
allineamenti, le forme e le dimensioni di componenti di
macchine, di impianti e di manufatti, lo stato delle superfici,
oltre ad evidenti perdite di tenuta, serraggio dei bulloni, etc.
Essi vengono generalmente suddivisi in:
ESAMI VISIVI DIRETTI
ESAMI VISIVI REMOTIZZATI
14
Gli Esami Visivi Diretti possono essere utilizzati quando sia
possibile accedere con gli occhi ad una distanza della
superficie in esame non maggiore di circa 60 cm con una
angolazione non inferiore a 30°.
Vengono generalmente utilizzati specchi per migliorare la
visuale e lenti per ingrandire le immagini, ma l'illuminazione,
ottenuta mediante opportune lampade, dovrà essere
compresa tra un minimo di 150 Lux ed un max di 600 Lux.
15
Gli Esami Visivi Remotizzati vengono generalmente
utilizzati quando non sia possibile accedere direttamente
all'oggetto od alla superficie in esame.
Allo scopo vengono utilizzate apparecchiature più o meno
sofisticate, quali ad es. specchi, telescopi, endoscopi, fibre
ottiche, telecamere, etc.
In ogni caso, qualunque sia il mezzo utilizzato, gli strumenti
debbono avere una risoluzione almeno equivalente a quella
dell'occhio umano.
16
Per quanto concerne gli "Esami Visivi Remotizzati", le
attrezzature maggiormente utilizzate in numerosi campi
applicativi risultano essere
i boroscopi,
gli endoscopi,
i fibroscopi
le microtelecamere
che vengono scelti di volta in volta a seconda delle
caratteristiche geometriche, dimensionali e strutturali della
superficie in esame.
17
Il Boroscopio (dall'originale termine inglese Borescope)
risulta fondamentalmente costituito da una guaina esterna
rigida, di lunghezza variabile, alla cui estremità anteriore
incorpora un dispositivo ottico (obiettivo) in grado di riprodurre
l'immagine di un oggetto posizionato di fronte allo strumento.
L'illuminazione della zona in esame viene effettuata da una
piccola lampada a bassa potenza posizionata in prossimità
dell'obiettivo e che costituisce parte integrale del boroscopio;
l'immagine viene invece trasmessa all'oculare, situato
all'estremità posteriore, mediante un opportuno sistema di
prismi e lenti posizionati all'interno della guaina rigida
dell'attrezzatura.
18
La luce di una lampadina alogena di 2,5 V. (1 ) è collimata e
diretta (2) su uno specchio (3) che la devia di 90°.
L’esaminatore muove lo strumento il più vicino possibile
all’oggetto da esaminare e guarda appena sopra lo specchio
la superficie da esaminare.
Un anello di lenti di differenti focalità è sistemato direttamente
di fronte allo specchio.
Girando l’anello si seleziona la lente che provvede ad
un’immagine ingrandita e nitidamente focalizzata.
In una finestrella si può leggere la distanza all’oggetto, che la
lente selezionata provvede a determinare.
19
20
La rigidezza della guaina e la scarsa illuminazione prodotta
sulla zona in esame, ulteriormente ridotta dai fenomeni di
riflessione in corrispondenza delle lenti all'interno
dell'attrezzatura,
limitano
l'impiego
del
boroscopio
all'ispezione di superfici ad esso molto vicine ed ortogonali
rispetto al suo asse.
Inoltre la tensione elettrica necessaria per l'alimentazione
della lampada ed il calore prodotto da quest'ultima rendono
rischiosa la sua applicazione nei casi in cui sulle superfici in
esame siano presenti residui di prodotti potenzialmente
esplosivi (es. impianti petrolchimici, carburante in componenti
aeronautici, etc.).
21
I suddetti problemi sono stati attualmente risolti grazie allo
sviluppo delle fibre ottiche come mezzo di trasmissione di
luce o immagini, che ha rivoluzionato le tradizionali tecniche
di ispezione consentendo la realizzazione di apparecchiature
con alto potere risolutivo e versatilità di impiego.
22
23
Questo è il caso degli Endoscopi in cui l'illuminazione della
superficie viene ottenuta mediante l'impiego di un fascio di
fibre ottiche, poste parallelamente all'asse del sistema ottico,
ed utilizzando una sorgente luminosa esterna di notevole
intensità.
Anche se tali strumenti presentano numerosi vantaggi rispetto
al Boroscopio tradizionale (es. grande intensità luminosa,
assenza di tensione elettrica e/o fonti di calore concentrate in
prossimità di zone di ispezione "a rischio", etc.), la
caratteristica di maggior rilievo risulta essere l'impiego delle
fibre ottiche per il trasporto e/o trasferimento delle immagini.
24
25
In tal modo è stato possibile sostituire le lenti del "sistema
ottico" con un fascio di fibre geometricamente ordinate, e
realizzare strumentazioni flessibili che risultassero in grado di
raggiungere zone di ispezione localizzate lungo percorsi non
rettilinei (Flexiscope, Fibroscopi).
Come funziona:
Una lampada a fuoco fisso (1) proietta luce sul finale (2) di un
fascio di fibre ottiche (3) che contiene molte migliaia di fibre
singole. All’estremità del fascio (4) le fibre formano un anello
che proietta un raggio omogeneo e senza ombre sul campo
da
osservare.
26
27
A riguardo è bene ricordare che l'impiego delle fibre ottiche
consente di ottenere immagini ad alta definizione la cui
qualità dipende, oltre che dal tipo di materiale utilizzato,
anche dalla dimensione della sezione delle fibre: in generale
risulta possibile affermare che minore è il loro diametro
maggiore sarà la definizione dell'immagine.
Tuttavia esiste a tutt'oggi un limite fisico a tali dimensioni
(circa 5 micron) sotto il quale non risulta possibile scendere
senza rilevare forti attenuazioni della luminosità dovute a
fenomeni di diffrazione.
28
In ultima analisi occorre menzionare il largo impiego delle
microtelecamere (dimensioni di qualche millimetro), nel
settore degli esami visivi, inserite nel terminale
dell'endoscopio; il sensore raccoglie i segnali luminosi
trasformandoli in impulsi elettrici e li invia al processore
computerizzato il quale, dopo opportuna elaborazione, li
decodifica in immagini ricostruendole su un monitor
eventualmente collegato ad un videoregistratore.
29
Sensore 1/4" CCD PAL
N. pixel H 537 x V 597
Risoluzione 380 linee
Sensibilità 2 Lux
Lente 3,6 mm (Grandangolo)
Alimentazione 9 - 12 Vcc
Assorbimento 110 mA
Dimensioni 30 x 30 x 23 mm
Peso 40 g
30
Sono evidenti quindi i numerosi vantaggi presenti nell'utilizzo
di microtelecamere collegate ad unità di elaborazione
elettronica delle immagini, quali ad esempio la possibilità di
ingrandimento delle zone di particolare interesse già
caratterizzata da una buona definizione, registrare quanto
ispezionato, utilizzare particolari algoritmi per diminuire
l'effetto delle false indicazioni o del "rumore di fondo" nella
interpretazione e valutazione dei risultati, etc.
31
Gli endoscopi, i boroscopi e le microtelecamere vengono
utilizzati specialmente in aree difficili da raggiungere con la
vista diretta come per esempio l'interno di un turboreattore.
Per la corretta applicazione di questo metodo di esame non
distruttivo, risulta essenziale l'esatta conoscenza delle
anomalie o del tipo di difetto che si intende rilevare, quali ad
esempio la corrosione, le crinature, la corretta installazione e
la presenza di oggetti estranei.
32
Particolare importanza assume inoltre la possibilità di
documentare l'ispezione tramite l'uso di macchine
fotografiche e/o telecamere, sia per scopi didattici e di
trasferimento competenze tra gli addetti ai lavori, sia per
confrontare tra più persone i risultati seguendo nel tempo
l'evoluzione delle anomalie riscontrate.
33
34
Termografia
35
L’ispezione termografica è in genere usata come tecnica di
manutenzione preventiva che segnala le anomalie prima che
diventino un problema.
Spesso è difficile valutare l’entità dei costi derivanti da guasti
e malfunzionamenti, sia che si tratti di una connessione
elettrica interrotta in un pannello di comando o di un motore
surriscaldato all’interno di una linea di produzione.
Ed è anche più difficile quantificare i benefici derivanti
dall’impiego di programmi di manutenzione preventiva.
Ma nel momento in cui un numero sempre maggiore di
industrie registra enormi perdite dovute a fermi di produzione
imprevisti, è indubbio che la manutenzione preventiva sia un
aspetto indispensabile che non si può ignorare.
36
Industrie dei più diversi settori tendono a dare uno spazio
sempre maggiore alla termografia ad infrarossi, per prevenire
fermi di produzione imprevisti, ma si ha anche la possibilità di
migliorare l’efficienza della produzione ed al contempo di
ridurre gli onerosi costi di energia e in termini probabilistici, i
danni derivanti da eventi negativi: per tale motivo alcune
Compagnie di Assicurazioni accordano riduzioni dei premi in
caso di comprovato e sistematico ricorso alle verifiche
all'infrarosso termico.
37
Grazie a ispezioni regolari, la termografia ad infrarossi
massimizza l’efficienza degli impianti, individua potenziali
anomalie e consente di intervenire in tempi rapidi.
Con l’impiego della termografia si migliora anche la sicurezza
dell’impianto. Oltre a rivelare eventuali problemi di
progettazione nei prodotti, fornisce anche uno strumento
efficace per monitorare i processi produttivi ad alto rischio.
38
Applicazioni
39
1.
Controllo di Processo.
La termografia ad infrarosso permette inoltre un monitoraggio
dei processi produttivi che producono calore, onde verificare
la correttezza degli standard costruttivi o la conformità a
specifiche costruttive.
L'utilizzo di opportuni programmi di "audit di prevenzione e
sicurezza" studiati appositamente per ogni Azienda consente
di individuare tempestivamente le anomalie incipienti, di
pianificare le azioni correttive e, più in generale, di attuare un
piano di miglioramento continuo delle "performance"
funzionali.
40
Tali programmi si sviluppano attraverso procedure che
costituiscono basi di riferimento omogenee per I'
interpretazione e la descrizione delle anomalie rilevate
attraverso la termografia (e.g. D.T.I. Energy Technology nel
settore delle installazioni elettriche).
41
Le finalità generali di un programma di "audit" di questo tipo
sono, in generale;
la riduzione dei costi,
il mantenimento di un elevato livello di qualità e
prestazioni,
I' incremento della produttività,
l miglioramento della sicurezza
la garanzia delI' efficienza di macchine ed
apparecchiature.
42
Prova di riscaldamento su laptop
43
Prova di surriscaldamento su laptop
44
Controllo funzionamento microprocessori
45
Punto di saldatura
46
2.
Isolamento e Refrattari
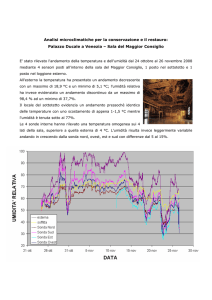
Le ispezioni ad infrarossi di materiali refrattari ed isolanti si
basano sul principio secondo il quale se la temperatura
all’interno di un recipiente è uniforme e la temperatura della
superficie esterna rappresenta una funzione diretta della
conduzione di calore attraverso l’isolamento e la parete
esterna. L’umidità presente nel materiale isolante (o il
consumo disuguale del materiale refrattario) si può quindi
identificare sotto forma di punto caldo a causa della
conduttanza di calore non uniforme tra la superficie interna e
quella esterna del mantello.
47
Un controllo ad infrarossi di refrattarietà od isolamento può
essere eseguito su:
fornaci discontinue e continue,
fornaci con trattamento termico,
forni,
essiccatoi,
generatori di vapore,
siviere,
serbatoi a caldo
tubazioni isolate, ecc.
La termografia ad infrarossi può anche essere impiegata per
determinare l’efficienza di impianti di riscaldamento industriali.
48
Sulle ispezioni della refrattarietà possono influire fattori quali :
specifiche del fabbricante,
materiali di costruzione
norme o codici in materia di sicurezza
che sono comunque considerati limitazioni accettabili, che, se
applicate, dovrebbero consentire di stabilire almeno due
soglie di allarme della temperatura:
"da sorvegliare"
"intervento immediato".
49
Distacco isolante in volta forno
50
Distacco isolante in ingresso forno
51
3.
Sistemi di riscaldamento
La sorveglianza ad infrarossi può rivelarsi estremamente
efficace per localizzare perdite di vapore sulle linee, difetti del
sistema di isolamento sulle linee di distribuzione del vapore e
scaricatori di condensa difettosi. La termografia consente
altresì di risparmiare tempo e denaro individuando e rilevando
eventuali perdite nelle condutture sotterranee.
Gli impianti di vapore non interrati si possono controllare
agevolmente in quanto l’operatore si muove al di sotto della
linea di distribuzione.
52
Sulle condutture sotterranee è leggermente più difficile
intervenire in quanto la densità del materiale di superficie
sopra la linea interrata riduce la velocità di trasferimento e la
conseguente differenza di temperatura dovuta ai guasti della
linea.
Non dimeno, problemi ditale natura si possono facilmente
risolvere poiché la termografia trova un vasto impiego nel
rilevamento di perdite di sistemi di riscaldamento sotterranei.
53
Perdita da tubo termosifone
54
Tubi rilevati sottopavimento
55
Monitoraggio delle dispersioni termiche
56
Perdita tubo acqua calda
57
4.
Impianti chimici e petrolchimici
Con questa tecnica è possibile effettuare verifiche nelle reali
condizioni di esercizio degli impianti e affrontare
sistematicamente il problema sicurezza, passando dalla
presunzione del rischio ad una sua valutazione puntuale.
La valutazione delle condizioni dei componenti di un impianto
consente la previsione e la programmazione degli interventi di
manutenzione o sostituzione solo quando necessario,
ottimizzando i costi relativi.
58
Le normative prescrivono l'obbligo di:
effettuare uno "screening" assai efficiente finalizzato alla
valutazione dei rischi di incendio negli impianti in
condizioni di esercizio, evidenziando le carenze
impiantistiche esistenti (Rif.: D.Lgs. 626/94, D.Lgs.
135/96).
Ridurre la probabilità dei guasti incipienti e dei danni
economici conseguenti, sia diretti che indiretti per mancata
produzione.
Supportare la valutazione della vita residua degli impianti e
delle macchine e degli interventi finalizzati alla cosiddetta
"life extension".
59
Indirizzare gli interventi di manutenzione correttiva
definendone le priorità.
Effettuare statistiche sulla ripetitività delle anomalie
riscontrate e prevenirne il manifestarsi.
Fornire un supporto nel garantire che la funzionalità e
I'efficienza dei processi di produzione siano mantenuti ad
un livello appropriato ed economicamente accettabile.
Fornire una prova diagnostica che la macchina o il sistema
funzionino correttamente e conformemente a quanto
richiesto fin dalle fasi di definizione e progettazione (Rif.
"Direttiva Macchine" e DPR 24/7/96 n. 459).
La tecnica dell'analisi termografica all'infrarosso costituisce,
unitamente ad altri metodi di indagine complementari (flussi
metri, endoscopia, ecc...) un sistema di controllo qualitativo e
60
quantitativo ormai indispensabile nei settori del risparmio
energetico e della tutela ambientale sia in campo industriale
che in campo civile (Legge n. 10/91, Norme UNI 9252 e
certificazione energetica ex Direttiva CEE).
61
Corrosione
62
Dispersioni termiche
63
5.
Impianti elettrici
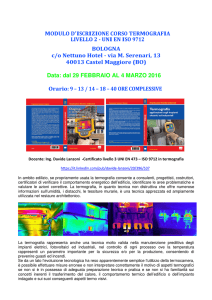
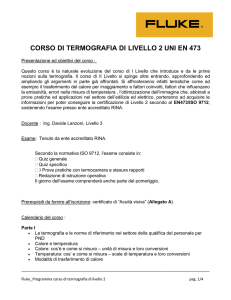
Un controllo ad infrarossi dedicato all’impianto elettrico
consente di identificare le anomalie causate dall’azione tra
corrente e resistenza. La presenza di un punto caldo
all’interno di un circuito elettrico è dovuta di solito ad un
collegamento corroso, ossidato oppure allentato, o, ancora, al
malfunzionamento del componente in questione.
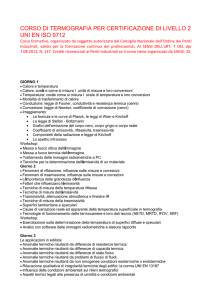
64
I tipici componenti da sottoporre ad un controllo ad infrarossi
sono linee elettriche aeree, sottostazioni, trasformatori, unità
tiristori, dispositivi di apertura dei circuiti, interruttori, fusibili,
disgiuntori, controlli, motori e unità di controllo motori.
Al fine di ottenere da un’ispezione termografica i risultati più
soddisfacenti è di solito consigliabile analizzare i sistemi
elettrici quando il carico supera il 40 percento e dopo che
l’impianto è stato sotto carico per almeno un’ora.
65
Fusibili in sovraccarico
66
Controllo di linee elettriche
67
Blindosbarra in sovraccarico
68
Connessione
69
6.
Sorveglianza
La termografia, essendo nata nel settore militare, ha subito
avuto impieghi nel campo della sorveglianza e nello
spionaggio, in quanto è in grado di avere una visione notturna
pressoché perfetta. Basti pensare ai missili detti " Intelligenti "
impiegati nelle guerre moderne.
Comunque un impiego a fin di bene si può ottenere nella
sorveglianza di incendi, piromani, furti, droga, prostituzione,
ecc.
70
Visione notturna
71
La Termografia in
Meccanica
72
Con il termine TERMOGRAFIA, o TERMOVISIONE, o
IMMAGINE
TERMICA,
o
TERMOGRAMMA,
viene
comunemente intesa la rappresentazione visiva, fotografica o
grafica, effettuata con opportuni accorgimenti e mezzi, della
emissione naturale o della riflessione delle radiazioni che un
corpo emette nel campo dell'infrarosso.
73
Tuttavia molte volte, in senso lato, viene anche intesa come
la rappresentazione grafica dello stato termico di un corpo o
meglio, la rappresentazione grafica della mappa delle
temperature di un corpo.
Ciò risulta possibile in quanto tutte le strutture animate e non,
con temperatura superiore allo zero assoluto, emettono e
assorbono radiazioni infrarosse fino a conseguire un proprio
equilibrio calorico che dipende da situazioni intrinseche ed
estrinseche.
74
Il comportamento dei corpi nei confronti delle radiazioni
infrarosse non è però affatto univoco: in particolare si passa
da corpi con elevato potere assorbente a corpi che, al
contrario, riflettono l'energia radiante quasi nella totalità.
Quest'ultima condizione è esemplificata dallo specchio
all'infrarosso, contro la cui superficie le radiazioni infrarosse
si riflettono mutando direzione: la condizione opposta è
invece concretizzata con la massima evidenza dal cosiddetto
corpo nero il quale, una volta in equilibrio termico, irradia
energia radiante in quantità corrispondente a quella assorbita.
75
La mappatura termica superficiale di un corpo può essere
eseguita con continuità o per punti, utilizzando sia la
conduzione diretta del calore esistente tra il corpo in esame
ed il sensore (metodo a contatto), sia captando tramite
elementi sensibili le radiazioni, trasmesse o riflesse,
provenienti dal corpo in esame (metodo a distanza).
76
Le tecniche comunemente utilizzate per le indagini
termografiche si dividono fondamentalmente in due gruppi:
quelle che sfruttano l'emissione dell'energia interna
dell'oggetto in esame
quelle
che
dall'esterno.
richiedono
sollecitazione
termiche
77
In generale ad oltre 800 °K un oggetto non illuminato diventa
visibile ad occhio nudo, in quanto una frazione non
trascurabile dell'energia radiante emessa si trova nella
regione visibile dello spettro.
A temperature inferiori, ricorrendo a dispositivi sensibili alle
radiazioni infrarosse (I.R.), si possono ottenere invece
immagini in bianco e nero o in falsi colori; il grado di grigio o
la sfumatura del colore sono strettamente legati alla
temperatura ed alle proprietà della superficie degli oggetti
esaminati.
78
Un sistema Termografico è costituito fondamentalmente da
una telecamera con rivelatore all'infrarosso (IR), un monitor e,
molto frequentemente, da un computer per l'elaborazione
delle immagini.
Questo metodo di analisi, soprattutto noto per le applicazioni
militari, presenta una grande varietà di usi di tipo civile.
Di particolare rilevanza risultano essere le applicazioni nel
campo dell'industria manifatturiera, nella manutenzione
preventiva di impianti e macchine finalizzati alla produzione
ed utilizzazione dell'energia, nel controllo qualità dei processi
produttivi ed in generale nel settore degli Esami non
Distruttivi.
79
In quest'ultimo campo di applicazione la termografia assume
particolare importanza in quanto la distribuzione della
temperatura superficiale di un componente può fornire utili
informazioni sulla presenza di difetti superficiali e/o subsuperficiali, soprattutto in quei materiali che risultano
difficilmente ispezionabili con altri metodi di esame non
distruttivo (es. materiali dielettrici, materiali compositi, etc.)
80
La termografia si basa sulla rilevazione, registrazione ed
analisi delle radiazioni infrarosse emesse da parte di qualsiasi
corpo a temperatura superiore a 0°K.
In particolare, la termografia all'infrarosso è una tecnica
telemetrica in grado di determinare con notevole risoluzione
spaziale e grande precisione la temperatura di una superficie
attraverso la misura della radiazione "di corpo nero" che viene
emessa da ogni oggetto in funzione della propria temperatura
(legge di Stefan-Boltzmann).
81
Le discontinuità termiche causate dalla presenza di difetti o
danneggiamenti sono chiaramente evidenziabili graficamente
mediante l'impiego di termocamere ad alta risoluzione e
tecniche di elaborazione dell'immagine.
82
immagine termografica della fusoliera di un elicottero:
mostra flussi termici non uniformi
83
l’immagine in fase
rivela la struttura interna e un danneggiamento.
84
L’obiettivo dell’esame è di:
Assicurare la qualità del prodotto.
Fornire dati d’esame che possano essere valutati rispetto
ad uno standard di riferimento.
Identificare e appartare i pezzi non accettabili.
Valutare i risultati per determinare l’origine e la causa delle
discontinuità nei pezzi.
Rivalutare gli standards e le procedure per il continuo
miglioramento della produzione.
85
I principali vantaggi di un esame termografico sono:
Alta velocità di controllo.
Accurata misura della conduttività.
Rilevazione esatta delle discontinuità.
Alta sensibilità nei confronti delle piccole discontinuità.
Assenza di contatto.
Il limite principale è l'impossibilità di individuare difettologie
che interessano spessori relativamente sottili.
86
Applicazioni
•
•
Misura delle proprietà radianti superficiali
Si tratta di misure di emissività totale normale ed
emissività totale emisferica da cui si può risalire ad
eventuali anomalie di un rivestimento o di un trattamento
superficiale.
Misura delle proprietà termofisiche dei materiali
E’ possibile determinare, in funzione della temperatura,
la conducibilità termica e la diffusività termica di un
materiale: la prima tecnica si avvale dello studio del
comportamento termico in regime transitorio (risoluzione
del problema inverso della conduzione); la seconda
effettua misure in regime stazionario.
87
Misura delle prestazioni di componenti per lo
scambio termico in campo industriale
Rilevamento difetti di costruzione
Rilevamento di discontinuità nella distribuzione dei
carichi su una struttura
Monitoraggio di prove a fatica
Monitoraggio di prove dinamiche in generale.
88
La termografia viene comunemente applicata in meccanica
per controllare gli elementi con un movimento rotatorio. Il
livello eccessivo di calore può essere dovuto a:
frizione prodotta da cuscinetti difettosi,
lubrificazione insufficiente,
disassamento,
uso scorretto
normale usura.
89
Motore con cuscinetto usurato
90
I meccanismi ispezionabili con la termografia ad infrarossi
comprendono:
ingranaggi,
alberi,
dispositivi di accoppiamento,
cinture trapezoidali,
pulegge,
sistemi di azionamento a catena,
convogliatori,
compressori ad aria,
pompe a vuoto,
frizioni ecc.
91
Il principale vantaggio che si trae dal verificare con questo
metodo le parti meccaniche è un notevole risparmio di tempo,
in quanto si localizza rapidamente l’area in cui si e presentato
il problema.
Per risalire alla causa si ricorre non di rado ad altri metodi di
ispezioni, quali la analisi delle vibrazioni od endoscopia.
92
Collaudo di una pressa idraulica
93
Nel caso di determinati componenti elettromeccanici,
comunque, la termografia è l’unica tecnica di ispezione che
consenta di determinare quale tipo di intervento sia
opportuno, se di manutenzione o di riparazione.
Con una termografia, ad esempio, si potrebbero individuare i
punti caldi sulle spazzole di alimentazione all’interno di un
motore, che indicano un contatto insufficiente dovuto a
consumo disuguale e la necessità di rettificare il collettore.
94
Monitoraggio di un motoriduttore
95
SHEAROGRAFIA
Misura delle deformazioni su componenti meccanici
Misura delle vibrazioni di pannelli
Rilevazioni di delaminazioni in materiali compositi
Ispezione
di
componenti
sollecitati
termicamente,
acusticamente, meccanicamente
96
Tipico pattern shearografico dovuto ad una deformazione
concentrata di un punto di un pannello
97
Pattern shearografico prodotto dalla deformazione meccanica
di un pannello
98