8° Corso di Tecnologia per Tecnici Cartari
edizione 2000/2001
L’utilizzo
dell’amido nel
processo cartaio
di Gianluca Salvatore Manzo
Scuola Interregionale di Tecnologia per Tecnici Cartari
Via Don G. Minzoni, 50 - 37138 Verona
Indice
1 - Introduzione
1.1 - Materie prime e additivi per la fabbricazione della carta
2 - Come si ricava l’amido
3 - Dove viene inserito l’amido
4 - La natura dell’amido
5 - Metodi di cottura dell’amido
6 - Amidi modificati in cartiera
6.1 - Conversione enzimatica
6.2 - Termoconversione
6.3 - Termoconversione: perchè?
6.4 - Termoconversione: principio
6.5 - Termoconversione: chimica (Amido RG 03408)
6.6 - Termoconversione: H2O2
6.7 - Termoconversione: Solfato di Rame
6.8 - Termoconversione: Na OH
7 - Amidi modificati in cartiera
7.1 - Esterificati, eterificati
7.2 - Amidi modificati termicamente con sistema TCF
7.3 - Considerazioni finali
8 - Utilizzo dell’amido in cartiera
9 - Amidi da impasto
9.1 - Punti di aggiunta dell’amido nell’impasto
9.2 - Amidi cationici
9.3 - Cosa determina l’aggiunta di amido in impasto?
L’utilizzo dell’amido nel processo cartario
10 - Collatura superficiale
10.1 - Sistema Size press - Film press
10.2 - Caratteristiche della salda d’amido sul supporto
10.3 - Confronto fra amido di mais e quello di patata nella
Size-press
L’utilizzo dell’amido nel processo cartario
1. Introduzione
1.1 - Materie prime e additivi per la
fabbricazione della carta
La materia prima per la fabbricazione della carta è unicamente la cellulosa, mentre nel nostro caso, essendo di ondulato usiamo come materia
prima la carta riciclata.
In realtà solo alcuni tipi di carta vengono prodotti con la cellulosa per
ottenere maggior resistenze meccaniche, ma con le nuove tecnologie cartaie
alla materia prima fibrosa sia cellulosa che carta riciclata vengono impiegati additivi per soddisfare le caratteristiche richieste nella carata finita.
L’amido, polimero naturale totalmente biodegradabile molto diffuso
in natura, è oggi il legante più ampiamente impiegato nella produzione
della carta.
Nella sola Europa occidentale, oltre 800.000 tonnellate di amido vengono annualmente impiegate nell’impasto, oppure spruzzate sulla tela
durante la formazione del foglio, oppure applicata in superficie mediante
pressa collante, o infine applicate in superficie assieme a pigmenti e a
leganti sintetici nella patinatura.
L’utilizzo dell’amido nel processo cartario -
4
2. Come si ricava l’amido
L’amido più usato è quello della “cariosside” di mais di produzione
nazionale. Abbiamo vari stadi prima di ottenere l’amido nativo:
- Il mais viene messo a macerare in acqua (a mollo)
- Viene pulito
- Stoccato
- Messo a macerare (da qui abbiamo il CSL per antibiotici destinati
all’industria farmaceutica e a quella mangimistica.)
- Macinato per separare il germe
- Essiccato per togliere la semola
- Lavaggio della fibra
- Asciugatura
- Essiccamento totale (misto di amido e glutine) separato con centrifughe
- Lavato ed asciugato
- Amido (diviso in destrine gialle e bianche)
L’utilizzo dell’amido nel processo cartario -
5
3. Dove viene inserito l’amido
L’amido in cartiera viene usato in quattro punti diversi:
- massa
- collatura superficiale
- patinatura
- spray
L’utilizzo dell’amido nel processo cartario -
6
4. La natura dell’amido
amilopectina: catena ramificata
legame 1,6 glicosidico
amilosio: catena lineare
legame 1,4 idrogeno
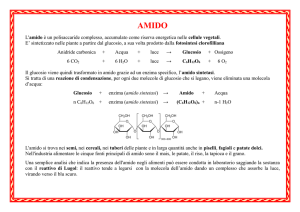
Dal punto di vista chimico l’amido nativo è un polimero del glucosi
costituito da atomi di carbonio, idrogeno ed ossigeno, combinati per dare
origine alla macromolecola (C6 H12 O5).
La macromolecola di tutti gli amidi presenti in natura si suddivide in
due: amilosio e amilopectina. Quest’ultime sono costituite da catene di glucosio rispettivamente per l’amilosio da 600-3000 unità con legame alfa 1,4
saldata da legami idrogeno, l’amilopectina 6200-62000 unità con legame
alfa 1,6 saldata da legami idrogeno.
La proporzione di amilosio e amilopectina varia da pianta a pianta:
Patata
Frumento
Mais
Tapioca
Mais waxy
Mais alto amilosio
amilosio %
20
25
27
17
1
75
amilopectina %
80
75
73
83
99
25
L’utilizzo dell’amido nel processo cartario -
7
5. Metodi di cottura dell’amido
Amido
Conversione cottura
Batch o continuo
Cottura Batch
o continua
Amido
pregelatinizzato
Salda d’amido
Conversione
enzimatica
Salda d’amido Conv.
enzimatica
Conversione
termochimica
Salda d’amido Conv.
chimica
La cottura dell’amido può avvenire in batch o continuo.
La cottura a batch avviene iniettando vapore, mantenendo il sistema a
temperatura di circa 90° con un tempo di cottura di 30 min.
La cottura in continuo utilizza invece cuocitore jet che lavorando sotto
pressione permette di raggiungere temperature di 125° con tempo di cottura di 2 min. circa.
Per evitare il bloccaggio delle parti in movimento dovuto all’alta viscosità della salda l’amido nativo deve essere cotto a concentrazioni molto
basse.
L’utilizzo dell’amido nel processo cartario -
8
6. Amidi modificati in cartiera
6.1 - “Conversione Enzimatica“
La conversione enzimatica consiste in un processo di depolimerizzazione
dell’amido nativo per effetto di enzimi di vario origine.
Questi enzimi vengono introdotti nel latte d’amido lasciandoli agire a
condizioni opportune di pH e temperatura.
Quando la viscosità raggiunge un determinato valore, l’attività enzimatica viene bloccata per effetto di prodotti chimici o mediante shock termico.
Ma non tutti gli amidi contengono lo stesso enzima, infatti alcuni amidi
contengono coenzimi utili per rendere più efficace la conversione; tale
sistema è abbastanza economico ma presenta una scarsa flessibilità.
Blocco chimico :
- Acido (acido solforico, acido cloridrico, acido citrico.)
- Ossidanti (sodio per barico acqua ossigenata)
- Veleno (solfato di zinco)
L’utilizzo dell’amido nel processo cartario -
9
6.2 - “Termoconversione”
La termoconversione è un altro sistema di fluidificazione dell’amido
nativo che avviene durante la stessa fase di cottura.
Tramite un processo di depolimerizzazione ossidativa della catena
molecolare dell’amido vi è una diminuzione di viscisità per cui richiede
l’aggiunta di ossidanti chimici nel latte d’amido prima della collatura.
L’ossidazione chimica viene favorita dalla elevata temperatura, dal pH
e dall’utilizzo di catalizzatori.
In questo processo vi sono delle variabili fondamentali che sono:
- pH leggermente alcalino (stabilità del prodotto, imbrunimento della
salda)
- pH acido (salda non colorata ma favoriscono la retroazione.)
L’utilizzo dell’amido nel processo cartario -
10
6.3 - Termoconversione: perché?
25%
Secco amido usato nella cottura
5%
range di lavoro del film
range di lavoro size press
alta
viscosità dell’amido bassa
Chiusura della superficie (porosità ridotta)
Incremento della resistenza IGT
Internal Bond
L’amido nativo non si può utilizzare per trattamenti superficiali in
quanto la sua elevata viscosità a basso secco, oltre alla tendenza alla retrogradazione, compromette seriamente la macchinabilità.
Per questo motivo quasi ogni industria che produce carta utilizza
amido modificato la cui viscosità deve essere modulata a seconda delle sue
esigenze.
L’utilizzo dell’amido nel processo cartario -
11
6.4 - Termoconversione: principio
La termoconversione è un sistema di fluidificazione dell’amido nativo
che avviene durante la fase di cottura.
La diminuzione di viscosità avviene tramite un processo di depolimerizzazione ossidativa della catena molecolare dell’amido e richiede l’aggiunta di assidanti chimici nel latte d’amido prima della cottura.
L’utilizzo dell’amido nel processo cartario -
12
6.5 - Termoconversione: chimica
(Amido RG 03408)
La depolimerizzazione ossidativa dell’amido nativo avviene a temperatura superiore ai 130°C; con tempi di reazione dell’ordine di 2 minuti; in
presenza di ossidanti ed eventuali catalizzatori: con questo processo, che
avviene simultaneamente alla cottura all’interno di un cuocitore Jet, si
ottiene una salda che si stocca, possibilmente coibentata, a pH controllata.
Nel caso specifico dello stabilimento di Salerno, i prodotti chimici
impiegati sono:
- Amido nativo di mais per utilizzo in cartiera
- H2O2
- CuSO4 5H2O
- NaOH
L’utilizzo dell’amido nel processo cartario -
13
6.6 - Termoconversione: H2O2
L’acqua ossigenata è normalmente commercializzata a 130 volumi =
35% peso
La quantità di acqua ossigenata da utilizzare è generalmente riferita al
secco dell’amido da trattare ed è variabile fra 0.5%e 1%.
H2O2 130 volumi = 35% peso densità 1.131 kg/dm cubo
MASSIMA
1% ossidante su 1000 kg/h amido = 10kg/h di ossidante
100. 10/35 = 28.6 kg/h di ossidante
MINIMA
0.5% ossidante su 1000 kg/h amido = 5 kg/h ossidante
100.5/35= 14.3 kg/h di ossidante
PORTATA MASSIMA POMPA H2O2 = 28.6/1.131=25.3l/h H2O2 130 v
PORTATA MINIMA POMPA H2O2 = 14.3/1.131= 12.61l/h H2O2 130 v
PORTATA POMPA H2O2 = (26-12) l/h H2O2 130 V per ogni 1000kg/h
di amido da convertire.
Al fine di ottenere l’omogeneizzazione fra l’ossidante e l’amido, l’acqua ossigenata viene in genere diluita dieci volte prima dell’introduzione
nel cuocitore.
L’utilizzo dell’amido nel processo cartario -
14
6.7 - Termoconversione: Solfato di Rame
A temperatura di cottura inferiore a 150°C richiedono la presenza di
un attivatore radicalico in grado di accelerare l’ossidazione a bassa temperatura (catalizzatore). Il catalizzatore più frequentemente usato è il solfato
di rame.
- la quantità di solfato di rame è espressa in ppm sull’amido base commerciale da trattare e varia attorno ai 300 ppm.
- 300 ppm CuSO4. 5H2O = 0.3g CuSO4. 5H2O/1kg di amido commerciale
- kg/h CuSO4. 5H2O per 1000kg/h amido = 0.3.1000/1000 = 0.3kg/h
La quantità di solfato di rame secco sarà quindi di circa 0.3 kg/h per
ogni 1000 kg/h di amido da termoconvertire.
L’utilizzo dell’amido nel processo cartario -
15
6.8 - Termoconversione: Na OH
La termoconversione non permette di ottenere un amido modificato
stabile come quelli modificati in amideria.
In particolare il grado di conversione non è costante come quello dei
prodotti già modificati e soprattutto la salda ottenuta deve essere gestita
opportunamente.
La coibentazione della salda evita shock termici che hanno effetti negativi sulla sua stabilità.
Il dosaggio di Na OH impedisce fenomeni di inviscosimento della salda
e set back incontrollati.
Na OH serve inoltre a stabilizzare la soluzione di collatura quando è
previsto l’utilizzo di ligninsulfunato.
L’utilizzo dell’amido nel processo cartario -
16
7. Amidi Modificati
Se noi confrontiamo la salda ottenuta con con la conversione enzimatica e quella con la conversione chimica ci accorgeremo che entrambi le
salde sono difficili da gestire e non sono particolarmente resistenti alla
retrogradazione.
Per evitare alle cartiere i problemi derivanti dall’uso di amidi nativi
sono nati una serie amidi modificati che sono più facili da cuocere e non
presentano il problema della retrogradazione.
Oggi sono notevolmente usati amidi (fluidificati e ossidati).
Per gli amidi fluidificati si è proceduto ad una idrolisi per via semi
umida della catena molecolare riducendo il suo peso molecolare e la sua
viscosità, ma è ancora vivo il problema della retrogradazione.
Gli amidi ossidati sono anch’essi di peso molecolare medio ma è stato
aggiunto un sostituente alla catena che impedisce il fenomeno della retrogradazione, ma entrambi gli amidi amidi presentano un ingiallimento della
salda se sono riscaldati più volte.
7.1 - Esterificati, eterificati
Aggiungendo dei particolari gruppi chimici sulle catene dell’amido
con reazione di esterificazione si è scoperto che l’amido può essere reso più
funzionale, non soltanto relativamente al fenomeno della retrogradazione
ma si può intervenire sulla idrofobicità del polimero e sulla stabilità della
salda nei confronti dei microrganismi.
La reazione di eterificazione consente all’amido modificato un’ottima
stabilità alla retrogradazione ed eccezionali proprietà filmogene.
Questo tipo di reazione porta alla preparazione di una vasta gamma di
amidi modificati tipo:
- amidi cationici se si introducono sostituenti cationici
- amidi anionici se si introducono sostituenti anionici.
L’utilizzo dell’amido nel processo cartario -
17
7.2 - Amidi modificati termicamente
con sistema TCF
Le industrie che producono amidi termicamente modificati usano catalizzatori chimici in fase gas perché la legge prevede la totale assenza del
cloro nella produzione degli amidi, ed inoltre il tutto deve essere etichettato amidi (TCF).
Gli amidi modificati termicamente subiscono un trattamento chimico/fisico, ottenendo un prodotto molto stabile e con viscosità ridotta.
Grazie al “riarrangiamento” della catena di amilosio l’amido termicamente modificato risulta molto stabile e non essendo presenti catene lineari che indurrebbero alla retrogradazione le salde di questi amidi sono di
una elevatissima stabilità viscosimetrica.
7.3 - Considerazioni finali
L’amido nativo può essere modificato sia in cartiera che in amideria
con la conversione enzimatica o termoconversione.
Gli amidi convertiti in cartiera non possono mai avere le stesse caratteristiche tipo la viscosità degli amidi convertiti in amideria,
perché la viscosità delle salde cambia in funzione non solo della temperatura e dall’origine dell’amido ma anche in funzione del tipo di trattamento che tale amido ha subito.
Ad esempio un amido termicamente modificato risulta essere più stabile di un amido di patate perché l’ossidazione non stabilizza l’amido come
la destrinizzazione.
L’utilizzo dell’amido nel processo cartario -
18
8. Utilizzo dell’amido in cartiera
I punti di addizione dell’amido in cartiera sono molteplici e le conseguenze sul prodotto finito sono drasticamente influenzate dal corretto uso
degli amidi nei singoli step.
Sono 4 i punti fondamentali dove noi addizioniamo l’amido nel contesto fibroso.
1) impasto
2) spray
3) size
4) patinatura
L’utilizzo dell’amido nel processo cartario -
19
9. Amido da impasto
9.1 - Punti di aggiunta dell’amido nell’impasto
Quando si parla di amido da impasto si intende amidi aggiunti di formazione.
L’amido da impasto viene utilizzato per migliorare le proprietà meccaniche della carta.
I punti di addizione dell’amido dipendono dal risultato che si vuole
ottenere.
Come regola si aggiunge amido lontano dalla cassa d’afflusso quando
si vogliono ottenere benefici sulla ritenzione.
Ma queste regole generali devono essere osservate da tutte le cartiere
perché con i cicli sempre più chiusi e la materie prime diverse possono
sostanzialmente cambiare il dosaggio e la posizione dell’amido.
Un’altra regola è quella di impiegare amido di patata ideale per la
ritenzione perché avendo peso molecolare superiore a quello del mais trattiene meglio i fini mentre l’amido di mais più leggero come peso rafforza
la coesione tra fibra e fibra.
L’utilizzo dell’amido nel processo cartario -
20
9.2 Amidi cationici
In cartiera l’amido viene usato sotto forma di salda d’amido.
La salda d’amido viene ottenuta mediante cottura del latte d’amido
preparato precedentemente.
Di solito la concentrazione di latte d’amido deve essere al 12% se si
usano cuocitori a jet, mentre del 5% se si usano cuocitori a batch.
La concentrazione nelle tine di stoccaggio deve essere al 4% e del 0,5
al 2% sul peso secco della fibra.
Poiché l’impasto è caricato negativamente la modifica da fare alla salda
d’amido è renderla cationica, quindi si aggiunge un gruppo cationico
creando una interazione fra il contesto fibroso e l’amido.
Di solito si usano amidi cationici depolimerizzati, che presentano una
elevata viscosità a basso secco come l’amido nativo; tuttavia il suo basso
secco non evita il fenomeno della retrogradazione, che si può evitare
mediante la cottura e lo stoccaggio a basso secco.
Se in cartiera non si possiede un sistema per poter cuocere l’amido, si
possono utilizzare amidi pregelatinizzati
L’utilizzo dell’amido nel processo cartario -
21
9.3 Cosa determina l’aggiunta di amido in
impasto?
L’aggiunta di amido in impasto porta buoni risultati quando rimane fissato sul supporto e non viene perso nelle acque di sotto tela .
Ci sono diversi fenomeni che influenzano l’efficienza dell’amido in
impasto:
- la conducibilità
- l’introduzione di altri elementi chimici
- la chiusura dei cicli
Per quanto riguarda il supporto:
- aumenta l’indice di scoppio
- aumenta la stampabilità e la resistenza allo strappo
- miglioramento della fibre e delle cariche minerarie
- miglior formazione del foglio
- è possibile diminuire la grammatura del supporto mantenendo le stesse caratteristiche.
L’utilizzo dell’amido nel processo cartario -
22
10. Collatura superficiale
10.1 Sistema Size press-Film press
Con il termine collatura superficiale intendiamo applicare la salda d’amido sulla carta stessa con due procedimenti: Size press oppure Film press
Nel trattamento size press la carta passa attraverso un bagno contenente la soluzione di collatura.
Con il sistema di size press la carta viene impregnata completamente
fino in profondità prima di farla passare nella pressa, mentre con il sisteme
film press si intende invece un pre dosaggio della colla sui rulli stessi per
poi trasmettere un film di colla sul foglio di carta di spessore predeterminato, con il primo sistema si ha un contatto intimo colla-carta quindi ciò
comporta velocità basse ed alta temperatura della seccheria, mentre con il
secondo sistema la carta viene bagnata di meno a parità di velocità facilitandone l’asciugamento ma non ottenendo le stesse caratteristiche.
L’utilizzo dell’amido nel processo cartario -
23
10.2 - Caratteristiche della salda d’amido sul
supporto
In base alla velocità della macchina, e del tipo di unità applicativa disponibile in cartiera si può collare in superficie ad una sostanza con secco
compreso fra il 5 e il 25%.
Questo range è coperto dal sistema film press mentre con l’utilizzo
della size press è limitato dalla formazione di schizzi.
A parità di secco e di velocità la size press riesce a far penetrare meglio
l’amido nel contesto fibroso rispetto alla film press.
Indipendentemente dal sistema che si usa è da considerare che con
l’aumentare di secco aumenta l’apporto di amido mentre all’aumentare
della viscosità diminuisce la penetrazione della salda all’interno del supporto.
Di solito se l’amido rimane in superficie si aumentano le caratteristiche
della carta, mentre le proprietà di Bulk, come l’internal Bond, sono esaltate dalla penetrazione dell’amido nella carta .
L’utilizzo dell’amido nel processo cartario -
24
10.3 - Confronto fra amido di mais e quello
di patata nella Size press
Tipo di amido
Patata
Mais
Mais
Concentrazione
pick up
6%
6%
7%
3%
2.7%
3%
colla consumate per
Ton. Di carta
500 l.
450 l.
430 l.
Come si può osservare nella tabella sopra indicata vi è un netto risparmio nell’utilizzo di colla a base mais al 6% rispetto a quello della patata al
6% per ton di carta per cui si avrà un risparmio di 50 litri di acqua da evaporare e 27 kg di amido di mais invece di 30 kg di amido di patata e si
risparmia ancora di più se si utilizza colla a base mais con concentrazione
al 7% rispetto a colla base patata al 6% per ton carta quindi si avrà un
risparmio di 70 litri di acqua in meno da evaporare.
L’utilizzo dell’amido nel processo cartario -
25