Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
Controllo degli ingranaggi
Sugli ingranaggi si eseguono controlli:
1) prima della lavorazione, sui lingotti o sulle barre da cui si ricaverà la ruota
- sono prove tecnologiche e meccaniche quali la fucinabilità, la truciolabilità, la resistenza a
trazione, la resilienza, l’allungamento, la durezza, la resistenza a fatica ...
2) dopo la lavorazione, sulla ruota dentata finita
- controllo del profilo e della direzione dei denti
- controllo del passo
- controllo dello spessore dei denti
- controllo dell’interasse
- controllo dello stato della superficie dei denti
La precisione degli ingranaggi è importantissima. Un ingranaggio è tanto più silenzioso quanto
più il profilo reale dei denti si avvicina a quello teorico. Gli ingranaggi imprecisi sono rumorosi, si
usurano rapidamente, provocano vibrazioni nocive alla macchina ed hanno basso rendimento.
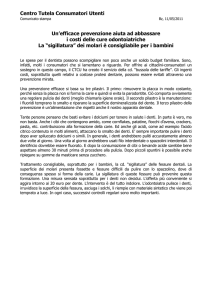
Attualmente, quasi tutte le dentature vengono costruite
secondo il “profilo ad evolvente di cerchio”. Il profilo del
dente è, cioè, un tratto della linea generata da un punto di
una retta che rotola senza strisciare su una circonferenza
denominata “circonferenza di base” il cui diametro è
d0 = dp cosθ
L’evolvente possiede la seguente proprietà: i raggi
uscenti dal centro del cerchio di base incontrano
l’evolvente sotto un angolo costante θ, denominato
“angolo di pressione”, che attualmente si preferisce
assumere pari a 20° (valore prescritto dalle norme UNI) in
quanto tale valore garantisce maggior robustezza al dente,
risultando questo grosso alla base e sottile verso la punta.
Le ruote dentate vengono proporzionate in base al modulo m = p / π. Si ottengono così le “ruote
modulari”, che hanno la proprietà di imboccare tra loro.
Il modulo è una grandezza di riferimento introdotta per agevolare la costruzione delle ruote
dentate, la cui dentatura ha passo
p = π • dp / z
dove:
dp = diametro primitivo della ruota dentata
z = numero di denti
Termini
Modulo
Diametro primitivo
Numero di denti
Diametro esterno
Diametro interno
Addendum
Formule
m = dp / z
dp = m * z
z = dp / m
de = dp + 2 m = m * z + 2 m = m * (z + 2)
di = dp – 2,5 m
ha = m
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 1
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
Dedendum
Altezza del dente
Spessore del dente
hf = 1,25 m
h = ha + hf = 2,25 m
s=p/2=π*m/2
Il sistema di precisione degli ingranaggi paralleli ad evolvente è contenuto nella norma UNI
7880.
Ecco in sintesi quanto descritto nella predetta norma.
1) Controlli sul corpo di una ruota
Devono essere effettuati mediante comparatori
che rilevino:
a) gli errori dimensionali sul diametro del
foro
b) la deviazione radiale sulla superficie
cilindrica di testa durante una rotazione
completa della ruota
c) la deviazione assiale per una rotazione
completa della ruota, quando il tastatore
del comparatore é a contatto con la faccia
piana
(laterale)
della
ruota
perpendicolare all’asse.
2) Controlli degli errori della dentatura
Riguardano per esempio gli errori di spessore
dei denti.
3) Controlli delle condizioni di montaggio
dell’ingranaggio.
Si misurano gli errori di interasse, di
parallelismo degli assi, il giuoco tra i denti ed i gradi di precisione degli ingranaggi (la
norma prevede 12 gradi, indicati con numeri interi a partire da 1 (massima precisione) a 12
(minima precisione).
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 2
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
In fase di costruzione è necessario che gli scostamenti sul diametro esterno siano sempre di
segno negativo, perché bisogna assolutamente evitare che, durante l’imbocco, la testa del dente
venga ad urtare sul fondo del vano dei denti della ruota coniugata (di solito, per ruote con finitura
corrente, da -0,14 a -0,20 mm). Deve esserci cioè un giuoco di fondo (di solito Gf = 0,25•m).
Per garantire, inoltre, l’imbocco, anche gli scostamenti sullo spessore cordale del dente devono
essere sempre negativi (di solito da -0,05 a -0,09 mm).
La tabella che segue evidenzia la serie di moduli unificati da usare preferenzialmente:
0,5
1
1,25
1,5
2
2,5
3
4
5
6
8
10
12
16
20
25
32
40
50
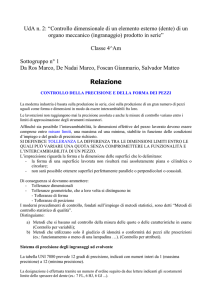
Il controllo dello spessore dei denti può essere effettuato mediante il calibro a doppio nonio o
mediante il micrometro a piattelli.
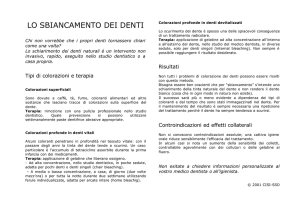
CONTROLLO MEDIANTE MICROMETRO A PIATTELLI
Il micrometro a piattelli è un normale
micrometro che è però provvisto, come
dice il nome, di “piattelli” nell’estremità
dell’incudine e dell’asta mobile.
È impiegato nella verifica e nel collaudo di
ruote dentate, delle quali controlla lo
spessore dei denti e la quota cordale.
Il metodo di controllo o metodo
Wildhaber consente la verifica dello
spessore dei denti ad evolvente con modulo
compreso tra 0,7 e 6.
Il metodo si basa sulla seguente proprietà
dell’evolvente di cerchio: i segmenti, che le
evolventi dei profili intercettano sulle rette
tangenti al cerchio di base, sono uguali ai
corrispondenti archi.
Cioè:
1P = 1A ; 2P = 2A1
3P = 3A2 ; ........
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 3
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
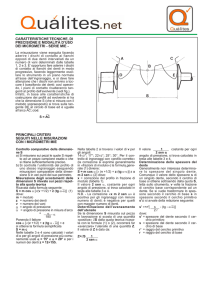
La misura si effettua facendo aderire i piani di contatto dei piattelli del micrometro ai fianchi
opposti di due denti.
La distanza W tra i denti considerati è detta “scartamento”.
La misura dello spessore dei denti si ottiene con la formula:
s = (w/cosα) – m•(nv•π+z•є)
ove s = spessore del dente cercato (da confrontare poi con s = (p/2) = (π*m)/2
w = misura eseguita fra i piattelli del micrometro
α = angolo di pressione (20°)
m = modulo
nv = numero dei vani compresi tra i piattelli
z = numero dei denti della ruota
є = invα = involuta dell’angolo α, dipende da α (per α = 20°, є = 0,015)
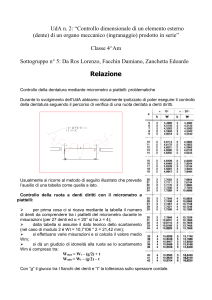
Usualmente il controllo dello spessore cordale del dente di un ingranaggio viene fatto attraverso
un’apposita tabella, nella quale sono indicati in funzione del numero dei denti della ruota e
dell’angolo di pressione, il numero k di denti da comprendere tra i piattelli e lo “scartamento
teorico”Wt (distanza tra i piattelli). I valori tabulati corrispondono al modulo 1. Per moduli diversi
da 1, i valori letti nella tabella devono essere moltiplicati per il valore del modulo.
Per dare un giudizio di idoneità alla ruota, é necessario che il valore misurato dello scartamento W
sia compreso tra:
Wmax = Wt – (g/2) + t
Wmin = Wt – (g/2) – t
Il guoco g tra i fianchi dei denti dipende dal modulo e dal grado di finitura del ruota. Si può
assumere g = 0,06 mm.
La tolleranza sullo spessore cordale può essere assunta pari a t = 0,04.
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 4
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
Usualmente si può ricorrere al metodo di seguito illustrato che prevede l’ausilio di una tabella:
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 5
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
CONTROLLO DELLO SPESSORE DEI DENTI MEDIANTE CALIBRO A DOPPIO
NONIO
Il controllo dello spessore dei denti può essere effettuato mediante il calibro a doppio nonio.
Il calibro a doppio nonio è uno speciale calibro impiegato per la misura dello spessore del dente in
corrispondenza della circonferenza primitiva.
È costituito da due calibri cinquantesimali disposti ad angolo retto: uno di essi regola la posizione di
una piastra di profondità (detta “modulatore”), l’altro misura l’apertura dei becchi.
Disponendo i becchi del calibro e del modulatore alle giuste misure si possono rilevare eventuali
errori di costruzione:
a) se si riscontra gioco tra i becchi, la ruota deve essere scartata perché il vano è stato eseguito
troppo largo;
b) se con i becchi a contatto della circonferenza primitiva del dente, il modulatore non risulta
tangente alla circonferenza esterna, il vano è ancora troppo stretto e la lavorazione va
proseguita.
Quindi: il vano è a misura esatta e la ruota supera il collaudo quando la piastra è tangente alla
circonferenza esterna e i becchi toccano i fianchi del dente sulla circonferenza primitiva, senza
gioco.
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 6
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
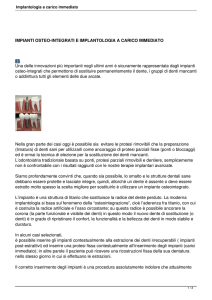
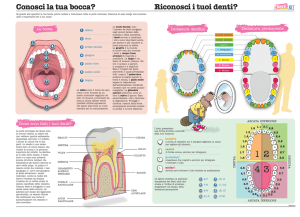
- SISTEMAZIONE DEL MODULATORE
Per la sistemazione del modulatore si
tratta solo di determinare l’altezza h a
cui bisogna porre il modulatore:
h=b+g
dove:
b = addendum = modulo = m
g = freccia dell’arco AB
= (dp/2) – OC
= (dp/2) - (dp/2) • cosα
= (dp/2) • (1- cosα)
= (m•z/2) • (1 - cosα)
per cui:
h = b + g = m + (m•z/2) • (1 - cosα)
= m• [1+(z/2) • (1 - cosα)]
con α = (1/4) • (360/z) = 90°/z
-
SISTEMAZIONE DELL’APERTURA DEL CALIBRO
Per definizione: spessore dente = arco di circonferenza AB
cioè:
s = passo/2 = π • m/2
Il calibro può misurare però la corda AB, non l’arco.
Dal triangolo rettangolo OCB:
corda AB = spessore cordale = 2 CB = 2• (dp/2) •senα = m • z • senα
In definitiva per verificare lo spessore del dente occorre sistemare il modulatore ad
un’altezza:
h = m• [1+(z/2) • (1 - cosα)]
ed aprire il calibro della quantità:
sc = dp • senα = m • z • senα
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 7
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
Usualmente il controllo dello spessore cordale del dente di un ingranaggio viene fatto attraverso
un’apposita tabella, nella quale sono indicati in funzione del numero dei denti della ruota e
dell’angolo di pressione, il valore teorico dello spessore cordale sc e dell’altezza sulla corda ha. I
valori tabulati corrispondono al modulo 1. Per moduli diversi da 1, i valori letti nella tabella devono
essere moltiplicati per il valore del modulo.
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 8
Tecnologie mecc. di proc. e prod. - UdA n° 3 – Prove e controlli: Controllo degli ingranaggi (parte 2)
Per dare un giudizio di idoneità alla ruota, è necessario che il valore misurato dello spessore
cordale sc sia compreso tra:
smax = s – (g/2) + t
smin = s – (g/2) – t
Il giuoco g tra i fianchi dei denti dipende dal modulo e dal grado di finitura del ruota. Si può
assumere g = 0,06 mm.
La tolleranza sullo spessore cordale può essere assunta pari a t = 0,04 mm.
Classe 4^ - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano -
Pag. 9