Borlande di distilleria:alternativa economica alle
tradizionali fonti proteiche
Daniele Cevolani
L'idea di far funzionare i motori delle auto utilizzando combustibili alternativi (biodiesel da olio di girasole
e colza ; etanolo da fermentazione di cereali e altre sostanze zuccherine ) è una idea che circola ormai da
parecchi decenni ma è solo negli ultimi anni che l'aumento del prezzo del petrolio e i cambiamenti nella
politica dei governi ,dell'Unione Europea prima e degli Stati uniti poi ,hanno incoraggiato la ricerca e
l'utilizzo dei combustibili alternativi. Tralasciamo in questo articolo ogni considerazione di ordine politico
ed affrontiamo invece le opportunità di ordine nutrizionale . Come al solito gli Stati Uniti rappresentano un
fenomeno planetario da studiare : quest'anno un quarto della produzione di mais sarà utilizzata dalle
raffinerie che lo trasformano in etanolo ( nel 2006 era stato il 16%). E con un'ottantina di distillerie in
costruzione, in grado di raddoppiare la capacità produttiva oggi esistente, nel 2008 un terzo del raccolto
di mais statunitense sarà convertito in etanolo (Fig.1-2). Entro il 2011 anche l’Europa di è impegnata a
produrre il 5-6% del proprio fabbisogno di carburanti partendo da fonti vegetali (fig.3) .Ecco quindi
spiegato il proliferare di studi concernenti l’utilizzo zootecnico dei sottoprodotti della fermentazione dei
cereali ( denominate borlande di distilleria ) che, come evidenziato in tab.1 , sono circa il 33% del prodotto
di partenza e quindi costituiscono un enorme quantitativo da utilizzare.
Col termine di borlanda di distilleria il legislatore ha voluto indicare tutti i prodotti che residuano dalla
distillazione industriale di alcool derivante dalla fermentazione di materiali zuccherini diversi, quali cereali,
melassi, patate o altro.
Tab. 1 Resa produttiva del Mais trasformato in Etanolo
40,2 litri etanolo
32,3 kg DDGS
32,3 kg CO2
Mais 100 kg
I cereali destinati alla produzione di etanolo vengono dapprima macinati poi sospesi in acqua per ottenere la
lisi degli amidi mediante l'azione degli enzimi amilolitici presenti nella cariosside o di enzimi aggiunti
appositamente; si ottiene così un liquido zuccherino che viene poi inseminato con lieviti del genere
Saccharomyces allo scopo di produrre alcool. A fermentazione completata, la massa viene posta in
distillazione e l'alcool prodotto viene recuperato. Come sottoprodotti di lavorazione residuano lieviti , parti
cruscali di cereali,acido glutammico,lisina , acido citrico e tartarico. Il termine borlanda quindi non
identifica un prodotto definito nelle caratteristiche,esistendo fra i vari residui della distillazione
differenze marcate nella composizione a seconda del materiale di partenza,dei procedimenti industriali
adottati e del prodotto ottenuto (Fig.4).In pratica la borlanda contiene tutti i prodotti residui del
trattamento della materia prima amidacea o zuccherina per ottenere alcool ,fatta eccezione per l'alcool
stesso. Poichè durante la fermentazione del mosto il lievito si moltiplica fortemente e sintetizza sostanza
proteica,nella borlanda,dopo fermentazione, si trova più proteina di quanta non ne fosse presente nel
materiale grezzo di partenza.
I residui del cereale di partenza, più i lieviti responsabili della fermentazione e i prodotti del loro
metabolismo , costituiscono nel loro assieme le borlande di cereali .
Le borlande possono essere essicate tali e quali (dried distillers grains with solubles o DDGS), oppure
possono essere filtrate o decantate. La porzione insolubile essicata rappresenta i cereali essicati ( dried
distillers grains o DDG); la porzione solubile è invece indicata con il termine anglosassone di distillers dried
solubles (DDS). A seconda dei cereali di partenza, nonchè della tecnica di fermentazione si ottengono vari
tipi di distillati (Scotch Grain da mais, segale e orzo, Bourbon Whisky da mais) e quindi vari tipi di
corrispondenti borlande di cereali.
Negli Stati Uniti il cereale maggiormente utilizzato è sicuramente il mais ;in Italia è il frumento seguito
dall'orzo. I cereali, prima di essere trattati enzimaticamente, vengono generalmente degerminati, in modo
da ottenere una maggior concentrazione amidacea ed un recupero degli oli. In tab. 2-3-4 sono riportati i
valori analitici e i principali parametri qualitativi da controllare
Tab.2 CARATTERISTICHE CHIMICO-NUTRITIVE (% sul tal quale):
FONTI
Sostanza secca
Proteine gregge
Grassi greggi
Fibra greggia
Ceneri
Lisina
Metionina
Met+Cistina
Triptofano
Treonina
Isoleucina
Valina
Leucina
Calcio
Fosforo
Sodio
Potassio
Magnesio
Zolfo
Amido
Zuccheri
N.S.C
A.D.F.
N.D.F.
Lignina
U.F.L.
E.N.L.(MCal/kg)
Autori
Frumento
fresco
Autori
Mais
fresco
INRA 2004-07
N.R.C.2001
Autori
Mais
essiccato
Mais grain
with solubles
OrzoFrumento
23,00
6,23
0,62
1,56
1,45
0,14
0,13
0,24
0,11
0,25
0,24
0,26
0,34
0,04
0,22
0,01
0,20
0,07
0,05
1,43
1,02
4.00
4,20
10,70
0,96
0,19
-
21,00
5,60
0,50
1,70
1,50
0,16
0,11
0,22
0,04
0,22
0,20
0,29
0,61
0,05
0,21
0,02
0,35
0,09
0,08
2,70
6,80
2,55
4,60
0,12
0,18
0,30
88,20
24,60
3,90
7,30
6,00
0,62
0,43
0,90
0,17
0,86
0,81
1,16
2,45
0,21
0,84
0,54
1,24
0,29
0,32
11,50
0,50
10,2
35,6
1,80
0,97
-
90,20
26,78
9,02
4,69
0,60
0,49
0,98
0,23
0,92
0,99
1,25
2,57
0,19
0,74
0,27
0,99
0,29
0,39
17,76
34,99
4,3
1,77
91,00
26,80
9,00
9,10
4,36
0,69
0,48
0,75
0,16
0,92
0,84
1,23
2,34
0,13
0,60
0,50
0,42
0,18
0,28
8,20
10,80
16,38
40,04
3,64
1,08
1,81
Tab.3 Valori relativi alla degradabilità proteica ruminale (s.t.q.)
FONTE
P.D.I.A.
P.D.I.N.
P.D.I.E.
Proteine Solubili (Fraz.A)
Proteine Degradabili (Fraz.B)
Proteine Indegradabili (Fraz.C)
Digeribilità RUP %
INRA 2007
Mais
(g/kg)
INRA 2007
Fumento
(g/kg)
N.R.C 2001
108,0
181,0
154,0
25
60
-
102,0
228,0
143,0
28,5
63,3
8,2
80
(% p.g.)
Tab.4 DDGS liquidi o essiccati :CONTROLLI DA EFFETTUARE
Freschi
Sostanza secca
Proteina grezza
pH
Contenuto in macroelementi (Na,K,Cl)
Essiccati
Proteine gregge
Grassi greggi/rancidità
Cellulosa greggia
Ceneri
CONDIZIONI DI UTILIZZO NELLE VACCHE DA LATTE
I distillati di cereali costituiscono una valida fonte proteica alternativa in quanto sono caratterizzati da una
dicreta quota di proteine by-pass : dai dati analitici risulta che dal 47 al 74% delle proteine totali è infatti
da considerare RUP. I distillati liquidi ( soprattutto quelli con alto tenore di solubles )hanno un tenore in
proteine by-pass inferiore del 5-8 % rispetto ai prodotti essiccati ma questo non inficia la loro efficacia
nutrizionale . Dal punto di vista aminoacidico , come tutti derivati dei cereali , le borlande risultano
deficienti in lisina ( primo aminoacido limitante per le vacche in lattazione) mentre ,al contrario, risultano
un’ottima fonte di metionina ( soprattutto le borlande di mais). All’atto dell’acquisto occorre prestare molta
attenzione al colore delle borlande : il colore scuro e l'odore di bruciato denotano processo di essiccazione
non corretto o una parziale rifermentazione.Distillati di color scuro contengono una percentuale minore di
aminoacidi o comunque presentano una minore disponibilità degli stessi, rispetto a quelli di colore più chiaro
,a causa della reazione di Maillard.
Esistono pochissime prove comparative tra l’utilizzo di borlande essiccate o borlande fresche : quasi tutte
le ricerche effettuate sono state svolte confrontando le borlande con altre fonti proteiche . La
convenienza economica tra l’utilizzo di borlande fresche o essiccate deve essere valutata ed è affrontata
in tab.5
Per il prodotto liquido occorre evitare conservazioni prolungate (oltre 5-7 gg) perché le borlande fresche
sono facilmente deperibili per cui necessita una acidificazione (ac.formico e ac. propionico alla dose 0,5%) o
insilamento previa concentrazione . L'elevato contenuto in acqua impone infatti la preventiva concentrazione
( o condensazione ) fino al 60-65 % di sostanza secca,cui consegue tuttavia un'elevata igroscopicità del
prodotto. L'insilamento comporta perdite dell'ordine del 15% .L'aggiunta di acidificanti migliora la resa
soprattutto durante i periodi caldi;l'incorporazione di melasso al 5% può aiutare la conservazione.
Il prodotto liquido tal quale deve essere consumato rapidamente per cui l’utilizzo è possibile in prevalenza
negli allevamenti con numerosi capi allevati e con strutture adeguate ( silos , contalitri etc)
Il prodotto essiccato è sicuramente più conservabile e maneggevole benchè, a causa del residuo zuccherino
dei solubili, si possono verificare fenomeni di impaccamento soprattutto nel periodo estivo e nei silos
esposti al sole. Nei distillers di importazione la rancidità dei grassi può risultare elevata a causa del lungo
periodo che intercorre tra distillazione e l'utilizzo .
DDGS E QUALITÀ DEL LATTE
La tab. 6, ripresa da un lavoro di Kalscheur del 2005,è il riassunto di 25 lavori effettuati tra il 1982 e il
2005 negli Stati Uniti utilizzando distillati di mais . L’analisi di questa tabella ci conferma che la produzione
lattea è risultata sempre superiore al gruppo controllo ( si trattava di latte alimentare da consumo fresco )
tranne nel caso di utilizzo veramente massivo di DDGS ( oltre il 30% della s.s.) . Un altro dato significativo
di questa ricerca è stato che i distillers a colore scuro hanno avuto performance inferiori a quelli di colore
chiaro a dimostrazione della parziale indisponibilità delle proteine contenute nei prodotti troppo cotti.
Nessuna variazione è stata osservata per il tenore proteico ( con l’accortezza di riequilibrare il deficit in
lisina dei DDGS utilizzando anche altre fonti proteiche o aminoacidi protetti) mentre il tenore in grasso ha
subito delle modificazioni negative solo quando il tenore in foraggi della dieta era inferiore al 50 % della
s.s. Poiché i distillers di mais contengono una grande quantità di acido linoleico ( circa il 60% della frazione
lipidica ) un incremento della frazione insatura del latte è stata osservata da Schingoethe in una prova
risalente al 1999.
Quanti DDGS inserire in razione ?
La grande disponibilità di prodotto (liquido soprattutto) unita ad una estrema economicità ha invogliato gli
allevatori di vacche da latte degli Stati Uniti ad utilizzare grandi quantità di DDGS nelle razioni per le
vacche . Addirittura alcuni ricercatori (Hutjens 07) sostengono che per le vacche avanti in lattazione , le
vacche asciutte e le manze oltre 16 mesi i DDGS possono essere utilizzati come unica fonte proteica della
razione .
In Italia la situazione è ancora da valutare perché i distillers per la maggior parte provengono da cereali
minori , i costi sono più elevati e infine non ci sono molte esperienze di campo a dosaggi veramente elevati
.Per questo motivo , in attesa di ulteriori esperienze pratiche , i livelli da noi consigliati sono quelli riportati
in tab . 7
Tab. 5 Punti di forza e svantaggi dei Distillers liquidi vs i Distilers essiccati
DDGS liquidi : vantaggie svantaggi
DDGS essiccati : vantaggie svantaggi
Grande economicità rispetto altre fonti proteiche
Buona economicità rispetto altre fonti
proteiche
Identiche performance produttive
Identiche performance produttive
Buona appetibilità
Buona appetibilità e miscibilità
Scarsa conservabilità (max. 5-7 gg )
Ottimo apporto di RUP
Nella stagione calda necessita aggiunta acidificanti Nella stagione calda problemi di impiccamento
nei silos
Tab.6 Effetto dell’inclusione crescente di DGS di mais sui principali parametri qualitativi del latte
prodotto (Kalscheur 2005)
Livello di inclusione (% s.s.)
Ingestione s.s.
Latte prodotto (kg)
Grasso %
Titolo proteico
(kg/d)
%
0
22,1
33,0
3,39
2,95
4-10
23,7
33,4
3,43
2,96
10-20
23,4
33,2
3,41
2,94
20-30
22,8
33,5
3,33
2,97
> 30
22,9
32,2
3,47
2,82
SEM
0,8
1,4
0,08
0,06
Tab.7 DDGS :dosi massime suggerite
Freschi
Litri/die/capo
Essiccati
kg/capo/die
Manze
5,0
1,0 Kg
Essiccati
%inclusione
nella razione
20.0%
Vacche in asciutta
6,0
1,5 Kg
20.0%
Vacche da latte
12,0
3,0 Kg
15.0%
Vacche alta produzione
12,0
3,0Kg
15,0%
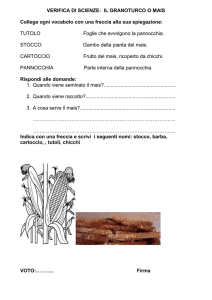
Fig.1 Produzione Mondiale di Etanolo
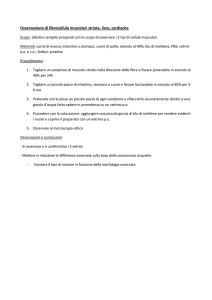
Fig.2 Produzione di Etanolo degli U.S. espressa in miliardi di galloni ( 1 gallone = 3,785 litri )
Fig. 3 Situazione Europea della produzione e degli impianti di Etanolo
La produzione Europea attuale di etanolo è di 1,35 miliardi di litri ; Più di 40
impianti saranno aperti nei prossimi 5 anni
Le Direttive UE incoraggiano un consumo di combustibili alternativi
(biodiesel+ etanolo ) del 2% nel 2005 per arrivare a oltre il 5% nel 2010
In Germania 3 impianti di elevate dimensioni sono già funzionanti
In Spagna il 3° impianto è divenuto operativo nel 2006
La Gran Bretagna ha annunciato l’apertura di due mega-impianti per il 2008
L’Olanda ha annunciato di voler produrre il 2% di etanolo entro il 2007
La Francia ha deciso di arrivare al 5,75 % di biocarburanti entro il 2008
In Svezia già il 5% di etanolo viene mischiato alla benzina a 95 ottani
L’Italia ha dato parere favorevole alla produzione di etanolo da trazione
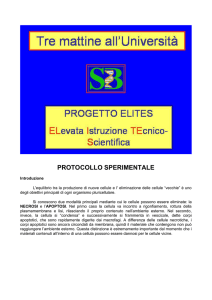
Fig.4 Schema sintetico del processo di produzione dell’etanolo da trazione a partire da diverse materie prime zuccherine
CANNA DA
ESTRAZIONE
FERMENTAZIONE
ZUCCHERO
MACINATURA
COTTURA
+ENZIMI
FERMENTAZIONE
DDGS
MAIS (metodo
alternativo
MACINATURA
+ENZIMI
FERMENTAZIONE
DDGS
FRUMENTO,SORGO,
ORZO
MACINATURA
COTTURA
+ENZIMI
FERMENTAZIONE
DDGS
ETANOLO
MAIS (metodo classico)