Formazione e Controllo degli Inquinanti
nella Combustione
Prof. L. Tognotti
Dott. E. Biagini
“ANALISI ENERGETICA SULL'UTILIZZO
DELL’AMMONIACA COME VETTORE DI TRASPORTO
DELL’IDROGENO”
Pasquale Salza
Corso di Laurea Specialistica in Ingegneria Energetica
a.a. 2008/2009
INTRODUZIONE
Come noto, l'idrogeno è un vettore di energia, in quanto non è presente sulla Terra allo stato
elementare. Per il suo utilizzo per fini energetici, dunque, è necessario provvedere alla sua
produzione a partire da un'altra forma di energia. In particolare, nel contesto degli argomenti trattati
nel corso di “Formazione e controllo degli inquinanti nella combustione”, l'idrogeno si pone come
una possibile soluzione per lo sfruttamento più “pulito”, dal punto di vista ambientale, delle fonti
fossili, qualora esse siano utilizzate come materia prima nella filiera.
Infatti, si può dire che, in fase di utilizzo, l'idrogeno abbia un impatto ambientale minimo, per cui il
problema delle emissioni, in particolare per quanto riguarda l'anidride carbonica, viene “spostato”
alla fase di produzione, rendendo più agevoli le operazioni di abbattimento o, ad esempio, di cattura
e sequestro dell'anidride carbonica (CCS, carbon capture and storage).
Nel presente lavoro, in particolare vengono prese in considerazione due diverse filiere per la
produzione e lo stoccaggio dell'idrogeno a partire dal metano: il primo processo analizzato sarà
quello di steam methan reforming con accumulo di idrogeno in forma gassosa ad alta pressione (700
bar), il secondo, più innovativo, prevede la fase intermedia della produzione di ammoniaca, che
diventa essa stessa vettore per l'idrogeno, accumulabile quindi in forma liquida a ben più bassa
pressione (circa 15 bar).
Schema concettuale: Steam Methane Reforming
STEAM
METHANE
REFORMING
ACCUMULO
H2 AD
ALTA PRESSIONE
UTILIZZO H2
Schema concettuale: utilizzo dell'ammoniaca come vettore intermedio
SINTESI NH3
DA CH4
ACCUMULO NH3
LIQUIDA
CRACKING
NH3
UTILIZZO H2
In particolare, dopo una ricerca bibliografica sui vari processi coinvolti, si è provveduto a modellare
le due filiere attraverso il software Aspen Plus. Si è quindi provveduto ad effettuare un'analisi,
puramente energetica, delle due opzioni, valutando in termini di energia primaria i flussi in ingresso
e in uscita ai vari steps dei processi.
1
STEAM METHANE REFORMING
Descrizione del processo
Lo steam methan reforming (SMR) è un processo, ormai ampiamente affermato, grazie al quale
viene prodotto gas di sintesi e, nel caso in esame, idrogeno a partire da metano.
Il metano viene fatto reagire in un primo reattore (reformer) insieme a vapore, alla pressione di
circa 35-35 atm e alla temperatura di circa 800-850°C, su di un catalizzatore di nikel e promotori
alcalini, secondo la seguente reazione:
CH 4 H 2 O ⇔ CO3 H 2
La miscela viene quindi fatta ulteriormente reagire in due fasi (shifting): una prima reazione di
shifting avviene alla temperatura di circa 370°C su un catalizzatore di ossido di ferro e promotore di
ossido di cromo, la seconda fase a circa 200°C su un catalizzatore a base di ossidi di rame e zinco.
Questa la reazione, esotermica:
CO H 2 O ⇔CO 2 H 2
Infine, per la purificazione del gas così ottenuto, si procede dapprima alla condensazione dell'acqua,
quindi all'assorbimento della CO 2 con appositi solventi (ad esempio metiletanolammina MEA o
dimetiletanolammina DMEA) e con processi di assorbimento selettivo su setacci molecolari,
attraverso cicli di pressurizzazione e depressurizzazione (pressure swind adsorbtion PSA).
Si ottengono così, in uscita, due correnti: una con H 2 con purezza superiore al 99%, l'altra con
un gas costituito essenzialmente da H 2 , CH 4 e CO 2 , che può essere utilizzato come
combustibile.
2
Modellazione in Aspen Plus
Queste le principali ipotesi adottate per la realizzazione del modello su Aspen Plus:
Fase di Reforming
– Vapore e metano vengono preriscaldati fino a 650°C e portati alla pressione di 30atm, in
particolare, per il metano, si è scelta una compressione in due stadi interrefrigerata
– Il rapporto steam-to-carbon tra vapore e metano in ingresso al catalizzatore, pari a circa 3.5,
è tale da avere nel reattore una conversione sul metano pari all'80%
– Al reattore viene fornito calore dall'esterno, così da avere una temperatura in uscita di 850°C
Fase di shifting
– i due reattori sono stati assunti adiabatici
Fase di purificazione
– i processi di assorbimento con solvente e PSA, ai fini del lavoro, sono stati modellati in un
unico blocco di separazione, simulando poi la differenza di pressione tra corrente di
idrogeno e gas di risulta attraverso una valvola di laminazione
Compressione dell'idrogeno
– l'idrogeno viene portato ad una pressione di 700 bar grazie ad una compressione a 3 stadi
con interrefrigerazione
Gas di risulta
– parte della corrente viene adoperata come combustibile per fornire il calore necessario al
processo
Considerazioni generali
– i valori delle portate sono stati scelti in modo da avere una produzione di circa 4000 Nm3/h
di idrogeno
– si è scelto di adoperare recuperi termici molto spinti, cercando di sfruttare tutto il calore
disponibile, ovviamente tenendo conto delle diverse temperature disponibili attraverso
l'utilizzo di due diversi blocchi QMIXER, a “bassa” ed “alta” temperatura
– parte del gas di sintesi viene bruciato: non è forse verosimile l'ipotesi adottata in cui tale gas
viene bruciato senza l'aggiunta di altro combustibile, ma questo non va ad intaccare le
analisi di tipo puramente energetico verso le quali il lavoro è finalizzato
3
Risultati
Nelle pagine seguenti, si riporta lo schema a blocchi realizzato in Aspen Plus, con i risultati relativi
ai valori di temperatura, pressione, potenza termica ed elettrica delle varie correnti e blocchi.
La portata di metano necessaria a garantire una produzione di idrogeno di circa 4000 Nm3/h è pari a
circa 1500 Nm3/h .
Attraverso le due fasi di shifting, si riesce ad avere una conversione del CO pari al 98%
Impostando i valori del separatore secondo le efficienze riportate in letteratura, la purezza
dell'idrogeno in uscita è pari al 99.99%
Questa invece la composizione in frazioni molari del gas di risulta:
Specie
Frazione molare
CH4
0,1149
H2O
0,0043
H2
0,3912
CO
0,0039
CO2
0,4856
Bilancio Energetico
Questo il bilancio energetico del processo, in termini di energia chimica per unità di tempo in
entrata ed uscita, calcolata tenendo conto dei poteri calorifici inferiori delle varie specie per quanto
riguarda i flussi di materia, e il rendimento medio di produzione dell'energia elettrica per quanto
riguarda le potenze elettriche. Dai risultati del modello, risulta che per fornire il calore necessario al
processo al netto dei recuperi termici, è sufficiente la combustione di circa il 70% del gas di risulta.
PCI CH4
50000 kJ/kg
PCI H2
120000 kJ/kg
PCI CO
10000 kJ/kg
Rendimento medio prod. en. elettrica
40%
4
Portata di metano in ingresso
Compressione alimentazione metano
15335 kW
700 kW
Compressione alimentazione acqua
14 kW
Compressione stoccaggio idrogeno
1918 kW
Totale input
Idrogeno prodotto
17967 kW
11940 kW
Gas di risulta
1800 kW
Totale output
13740 kW
Rendimento complessivo
76,4%
E' inoltre interessante calcolare il rendimento dell'impianto al lordo del lavoro di compressione per
lo stoccaggio dell'idrogeno, che risulta pari all'85%: un valore elevato, a causa delle ipotesi sui
recuperi termici, ma comunque in linea con i valori massimi riportati in letteratura.
5
6
7
VETTORE AMMONIACA
Descrizione del processo
In questo tipo di filiera di produzione e stoccaggio, si distinguono in realtà tre sotto-processi, che
verranno brevemente descritti:
1- Produzione del gas di processo a partire da metano
Questa fase è in realtà piuttosto simile al processo di steam reforming analizzato in precedenza.
Anche in questo caso, si ha una corrente in ingresso di metano che viene però riformata in due
distinte fasi: la prima, in cui si lavora a circa 30 atmosfere e 800°C, su catalizzatori di nichel, in cui
il CH4 viene fatto reagire con vapore, con una conversione di circa il 70%, secondo la reazione:
CH 4H 2 O ⇔CO3 H 2
la seconda, in cui si introduce anche aria, che fornisce quindi l'azoto necessario, dove si lavora a
temperatura più elevata (circa 950°C). Viene bruciato quasi tutto il metano rimanente e parte
dell'idrogeno prodotto, che forniscono quindi il calore necessario a mantenere il livello di
temperatura indicato.
A questo punto si procede, previo raffreddamento, all'ulteriore conversione della corrente gassosa,
in due distinte fasi di shifting a temperatura, rispettivamente, di circa 500°C e 400°C, per ridurre il
tenore di CO a decimi di percentuale:
COH 2 O ⇔CO 2H 2
Infine, il gas viene purificato dalla CO2, secondo uno dei metodi solitamente utilizzati e, tramite
metanazione, dal CO residuo, altrimenti velenoso per il catalizzatore del reattore di sintesi
dell'ammoniaca:
CO3 H 2 ⇔CH 4 H 2 O
Per eliminare le tracce di acqua ancora presenti anche dopo condensazione, si può provvedere a
tecniche di separazione più spinte, quale ad esempio l'utilizzo di adsorbenti polari.
In uscita da questo primo sotto-processo, si ha quindi un gas costituito prevalentemente da idrogeno
e azoto, con la presenza di metano quale inerte nel successivo processo di sintesi.
2- Sintesi dell'ammoniaca
Il gas di processo ottenuto viene compresso fino alla pressione di lavoro, tipicamente tra le 200-300
atm. Dopo un primo raffreddamento e separazione dell'ammoniaca presente nei gas di ricircolo, la
corrente viene preriscaldata e inviata al reattore di conversione, operante ad una temperatura di
circa 400-500°C, con catalizzatore generalmente a base di ferro. Questa la nota reazione:
N 23 H 2 ⇔2 NH 3
8
La conversione difficilmente supera il 20%: da qui la necessità, dopo aver raffreddato nuovamente i
gas e prelevato la fase liquida, di reimmettere in circolo la fase gassosa, dopo aver effettuato il
necessario spurgo.
Nella fase liquida, l'ammoniaca viene ulteriormente purificata attraverso un successivo flash a più
bassa pressione, intorno ai 15 bar, e temperatura ambiente.
3- Cracking dell'ammoniaca
L'ammoniaca liquida in ingresso al sotto-processo viene vaporizzata e riscaldata, così da avere in
ingresso al reattore una pressione di circa 1 atm e una temperatura di circa 600-800°C.
Nelle esperienze delle fonti riportate in bibliografia, sono stati usati catalizzatori a base di Rutenio o
Nichel ( Ru / Al 2 O 3 , Ni / Al 2 O 3 ).
In uscita si ha quindi una corrente gassosa contenente H2 e N2, che può essere inviata in fuel cells o
utilizzata come combustibile.
9
Modellazione in Aspen Plus
Si riportano ora le varie ipotesi adottate per la modellazione delle fasi dei processi in Aspen Plus.
Produzione del gas di sintesi
– Metano e vapore (in rapporto tale da avere una conversione nel primo reattore pari al 70%)
vengono compressi a 30 atm (il metano con compressione a due stadi interrefrigerata) e
riscaldati alla temperatura di esercizio del primo reformer, pari a 800°C
– L'aria in ingresso al secondo reformer è tale da avere, in ingresso al loop di sintesi
dell'ammoniaca, un rapporto stechiometrico tra azoto e idrogeno. La temperatura in uscita
dal secondo reformer è imposta pari a 950°C
– I due reattori di shifting sono modellati come adiabatici, con temperature in ingresso pari
rispettivamente a 450°C e 350°C
– La rimozione della CO2 è stata modellata come in precedenza
– Il reattore per la metanazione, adiabatico, ha una temperatura in ingresso pari a 250°C
– La disidratazione del gas, supposta completa, è stata sintetizzata in un blocco di separazione
Sintesi dell'ammoniaca
– Il gas di processo viene compresso con compressione interrefrigerata in due stadi alla
pressione di 250 bar
– Si è imposta una temperatura in ingresso al reattore di sintesi tale da avere una temperatura
in uscita pari a 550°C senza che venga fornito calore dall'esterno
– Parte dei gas ottenuti dallo spurgo e dalla separazione dell'ammoniaca liquida vengono
bruciati per fornire il calore necessario nelle varie fasi dei processi
– Per quanto riguarda i raffreddamenti al di sotto della temperatura ambiente, fino a -10°C, si
sono modellati come semplici scambiatori di calore: si è poi tenuto conto della spesa
energetica necessaria, come specificato nel seguito del lavoro
Cracking dell'ammoniaca
– L'ammoniaca liquida in ingresso viene portata alle condizioni di 1 atm e preriscaldata a
700°C prima dell'ingresso nel reattore
– Il reattore è stato modellato come isotermo, pertanto è necessario fornire calore dall'esterno
10
– La corrente in uscita potrebbe essere ulteriormente pulita dall'ammoniaca presente in tracce:
un maggior dettaglio di questa fase, non comportando notevoli spese energetiche, non è
risultato essere indispensabile ai fini del lavoro
– Poiché questa fase del processo avviene in una zona distinta dalle restanti fasi (dopo il
trasporto dell'ammoniaca liquida dal luogo di produzione a quello di utilizzo), i recuperi
termici e quelli sul freddo non sono stati integrati con gli altri sotto-processi
Considerazioni generali
– Vale quanto detto a proposito del processo di SMR: anche in questo caso si ha una
produzione di idrogeno pari a circa 4000 Nm3/h, i recuperi termici sono stati modellati in
maniera decisamente spinta, e anche in questo caso parte del gas di risulta viene bruciata per
fornire calore all'impianto, senza essere aggiunta ad altro combustibile: come detto, anche se
inverosimili, tali ipotesi sono state adottate per entrami casi, per cui presumibilmente non
alterano troppo un'analisi di carattere puramente energetico
11
Risultati
Anche in questo caso si riporta nel seguito lo schema a blocchi realizzato in Aspen Plus, con i
risultati della simulazione.
In questo caso la portata di metano in ingresso necessaria ad avere la produzione di idrogeno
indicata è pari a circa 1650 Nm3/h.
Questa la composizione, in frazioni molari, del gas di processo in entrata al loop di sintesi
dell'ammoniaca:
Specie
Frazione molare
CH4
0,024
N2
0,732
H2
0,244
Nel reattore in cui avviene la reazione di sintesi, si ha una conversione pari al 19% sull'idrogeno.
Questa la composizione dei gas in uscita dal reattore:
Specie
Frazione molare
CH4
0,10
N2
0,19
H2
0,57
NH3
0,14
L'ammoniaca liquida estratta dall'impianto, dopo i vari flash ha una purezza pari al 99.7%.
Per quanto riguarda i gas di risulta provenienti dallo spurgo e dalla separazione della fase liquida
dell'ammoniaca, questa la loro composizione:
Specie
Frazione molare
CH4
0,13
N2
0,17
H2
0,50
NH3
0,20
Per quanto riguarda la reazione di cracking, la conversione dell'ammoniaca è pari al 99.95%.
12
Bilanci energetici
Per quanto riguarda i bilanci energetici sul processo, valgono le stesse considerazioni riportate in
precedenza. Per quanto riguarda l'energia chimica per unità di tempo associata ai flussi di materia,
si è dovuto tenere ora conto anche del potere calorifico dell'ammoniaca. Inoltre, per quanto riguarda
la spesa energetica relativa ai raffreddamenti, si è ipotizzato un valore plausibile di Coefficient of
performance COP, così definito:
COP=
potenza termica asportata
potenza elettrica richiesta
Inoltre, per tener conto del calore da fornire nella fase di cracking, si è utilizzato un valore
plausibile del rendimento di produzione della potenza termica necessaria: si ricorda infatti che
questa fase del processo non viene fisicamente realizzata nello stesso impianto relativo agli altri
sotto-processi, per cui non si è ritenuto opportuno specificare le modalità con cui tale potenza
termica viene effettivamente fornita.
PCI NH3
18800 kJ/kg
COP
4
Rendimento produzione potenza termica 90,00%
Questo il bilancio energetico sull'intero processo:
Portata di metano in ingresso
Compressione alimentazione metano
Compressione alimentazione acqua
16700 kW
755 kW
16 kW
Compressione alimentazione aria
1050 kW
Compressione gas di processo
2090 kW
Ri-compressione gas ricircolo
6 kW
Refrigerazione
290 kW
Calore fase di cracking
1725 kW
Totale input
Idrogeno prodotto
22632 kW
12255 kW
Gas di risulta
2820 kW
Totale output
15075 kW
Rendimento complessivo
66,60%
13
Si riportano inoltre anche i dati relativi ai consumi specifici della sola fase di produzione
dell'ammoniaca a partire dal metano:
Consumo di energia
GJ/t NH3
Alimentazione metano
7,3
Energia primaria totale
36,4
Tali consumi sono assolutamente in linea con quanto riportato in letteratura.
14
15
16
CONCLUSIONI
L'utilizzo dell'ammoniaca come vettore intermedio nella filiera idrogeno non è competitivo da un
punto di vista puramente energetico: l'assenza del lavoro di compressione per lo stoccaggio
dell'idrogeno a 700 bar necessario alla fine del processo di steam methane reforming viene infatti
compensata dalle spese energetiche generate dal maggior numero di steps necessari a completare la
seconda filiera analizzata.
Bisogna però evidenziare come, nonostante tutto, il calo di rendimento complessivo non sia così
drastico: si ha infatti una diminuzione di circa il 13% (pari a 10 punti percentuali).
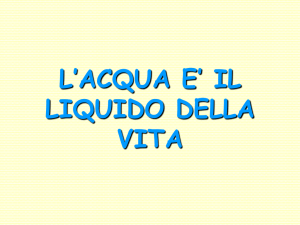
Questo il riassunto, in forma grafica, di alcuni parametri significativi:
Spese energetiche (kJ/Nmq H2)
16000
14000
76,6%
12000
66,6%
10000
8000
SMR
Ammoniaca
6000
4000
2000
0
-2000
-4000
En. Elett.
Metano
En. Termica (cracking) Output Gas
Rendimento tot.
Questa analisi che, ricordiamo, ha preso in considerazione solo due delle possibili filiere per la
produzione e lo stoccaggio dell'idrogeno, non vuole quindi essere esaustiva sull'argomento, ma
fornisce una prima stima su una possibilità innovativa nella fase di storage dell'idrogeno,
accumulato nel vettore ammoniaca.
In particolare, l'accumulo dell'idrogeno ad alta pressione in fase gassosa, e dell'ammoniaca in forma
liquida attraverso compressione, risultano solo due delle numerose alternative.
Per quanto riguarda l'idrogeno, esso può essere accumulato sia allo stato liquido, che in quello
gassoso e, in maniera più innovativa, allo stato solido: si riassumono brevemente tali alternative per
quanto riguarda il trasporto in superficie, nonostante alcuni Paesi, quale la Germania, abbiano già
da tempo adottato pipelines dedicate.
17
In forma gassosa, l'idrogeno viene trasportato a diverse pressioni (generalmente, dai 350 ai 700
bar): ovviamente, maggiore è la pressione, maggiore è il lavoro necessario alla compressione, ma è
anche maggiore il quantitativo di energia immagazzinata per unità di volume.
Optando per un immagazzinamento e trasporto dell'idrogeno in forma liquida, ovviamente il
rapporto energia/volume aumenta, ma occorre tener conto della spesa energetica necessaria a
raggiungere e mantenere temperature dell'ordine dei 20 K.
La ricerca si sta muovendo poi per il trasporto dell'idrogeno in forma solida, ricorrendo a soluzioni
quali idruri metallici o nanotubi in carbonio o in silicio, particolarmente promettenti per quanto
riguarda l'utilizzo nel settore dei trasporti.
Anche per quanto riguarda l'ammoniaca, esistono esempi di pipelines, quale la “nuStar” degli Stati
Uniti o, nell'Europa dell'Est, la linea di Odessa.
Per il suo trasporto in superficie, oltre alla soluzione adottata nell'analisi di stoccaggio a
temperatura ambiente sotto pressione, si può optare per la liquefazione a bassa temperatura (circa
-30°C), con i soliti problemi legati alla refrigerazione e al mantenimento di temperaturer al di sotto
di quella ambiente. Inoltre, si può optare per un trasporto in soluzione acquosa (con una percentuale
di ammoniaca intorno al 20%): bisognerà però tener presente la spesa energetica necessaria alla
successiva separazione prima dell'utilizzo.
Alla luce di questo breve excursus, risulta chiaro come quindi un'analisi di tipo puramente
energetico sia solo il primo passo per una trattazione completa sull'argomento, che dovrà affrontare
tutta una serie di problematiche, tra le quali sicuramente si ricordano l'aspetto della sicurezza,
l'aspetto relativo alle valutazioni sulla densità energetica delle varie proposte (energia
immagazzinata per volume o peso), nonché a valutazioni di tipo economico.
A titolo di esempio, si consideri, per i due casi esaminati, il rapporto tra l'energia chimica associata
al potere calorifico dell'idrogeno a disposizione per l'uso finale contenuta nell'unità di volume di
fluido trasportato, nel caso di idrogeno gassoso a 700 bar e ammoniaca liquida a 15 bar, entrambi a
25°C:
14
MJ(en.ch.H2)/mc
12
10
8
6
4
2
0
Ammoniaca
Idrogeno
18
BIBLIOGRAFIA
Ullmann's Encyclopedia of Industrial Chemistry, Vol. 17
P. Magagnini – Appunti di “Chimica Industriale Organica”
J.C. Molburg, R.D. Doctor - Hydrogen from Steam-Methane Reforming with CO2 Capture - 20th
Annual International Pittsburgh Coal Conference September 15-19, 2003 Pittsburgh, PA
Ullmann's Encyclopedia of Industrial Chemistry, Vol. 2
M. Paci – “Appunti di Chimica Industriale”
Y. Aoki, H. Mitsui, T. Nohara, Y. Saito, M. Iwami and T. Saika – Hydrogen Generation System with
Cracking Ammonia - 10th Conference on Energy for a Clean Environment 7-10 July 2009
U.S. Department of Energy - Potential Roles of Ammonia in a Hydrogen Economy
Ammonia: New Possibilities for Hydrogen Storage and Transportation – Elucidare Limited
C. J. Winter - Hydrogen energy - Abundant, efficient, clean: A debate over the energy-system-ofchange
19
INDICE
Introduzione
1
Steam Methane Reforming
2
Vettore Ammoniaca
8
Conclusioni
17
Bibliografia
19
20