SVILUPPO DI UN DIMOSTRATORE PER IL CONTROLLO DI ECCENTRICITA’ DI TUBI
G. Sansoni(1), M. Tironi(1), G. Cavagnini(1), E. Bertoli(2)
Laboratorio di Optoelettronica, Univ. degli Studi di Brescia, Via Branze 38, 25123 Brescia
(2)
Trafilerie Carlo Gnutti S.p.A., Via S. Bernardino 23/A- 25032 Chiari (BS)
[email protected]
1. INTRODUZIONE
In questo lavoro si presenta l’impiego di tecniche di misura ottica dimensionale per la verifica della
fattibilità di un sistema di controllo di eccentricità e controllo dimensionale di tubi e barre forate.
L’attività è stata svolta presso il laboratorio di Optoelettronica nell’ambito di un contratto di ricerca
finalizzato a verificare le prestazioni di misura raggiungibili quando il controllo avvenga a monte
della fresatura dei tubi, ovvero quando i bordi dei pezzi sono affetti da bave. La complessità del
problema di misura ha richiesto di utilizzare sia l’approccio basato su indagine bidimensionale sia un
approccio innovativo utilizzante l’indagine tridimensionale. Pertanto, nel corso del lavoro sono stati
prodotti tre dimostratori. I primi due sono dedicati alla misura bidimensionale. Il terzo è dedicato alla
verifica della tecnica tridimensionale. Ai fini dello studio di fattibilità è stata inoltre condotta
un’approfondita indagine inerente le sorgenti degli errori di misura.
(1)
2.
IL DIMOSTRATORE 2D
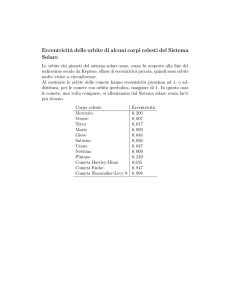
In Figura 1 viene presentato il dimostratore 2D. Esso è composto di due stazioni. Quella a sinistra
viene utilizzata per il controllo di tubi con
diametri maggiori di 75mm; quella a destra
per i pezzi con diametri inferiori a questo
valore. La struttura dei due sistemi è simile:
cambiano invece il campo di vista (FOV:
Field of View) e le risoluzioni delle
telecamere impiegate per l’acquisizione delle
immagini. Lo studio condotto si è concentrato
sull’analisi bidimensionale delle immagini
acquisite in corrispondenza ai bordi di ciascun
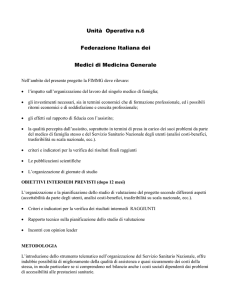
pezzo. In Figura 2 viene mostrato uno dei
pannelli realizzati per effettuare le misura: in
basso a sinistra è presentata l’immagine sulla
quale, mediante opportuni algoritmi di fitting
viene misurata l’eccentricità.
Figura 1: Le stazioni di misura per la misura 2D
Le prestazioni di misura sono state valutate
utilizzando come riferimento quelle ottenute mediante calibro centesimale. Si è verificato che la
presenza delle bave riduce la ripetibilità
della misura. Infatti, al variare della loro
forma e dislocazione lungo i bordi si
possono avere incertezze di misura da
0,05 mm a 0,64 mm. Per questo motivo si
è proceduto a mettere a punto il
dimostratore 3D, nel quale l’obbiettivo è
‘catturare’ i profili interno ed esterno dei
tubi in zone non affette da bave.
3.
IL DIMOSTRATORE 3D
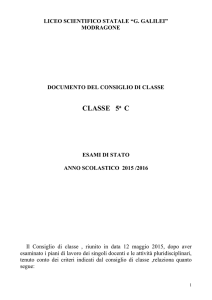
In Figura 3 viene mostrato il dimostratore
realizzato. Esso utilizza quattro teste
ottiche distinte. Ciascuna testa ottica è
una lama di luce che acquisisce un semi
profilo del tubo. Un esempio di
acquisizione effettuata da una singola testa
Figura 2: Uno dei pannelli realizzati per la misura di
eccentricità
63
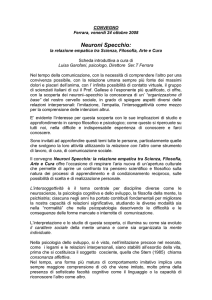
ottica viene mostrato in Figura 4. La ricostruzione dei bordi avviene agganciando ogni semiprofilo in
un sistema di riferimento globale, come mostrato in Figura 5.
Figura 3:Il dimostratore realizzato per la misura 3D
Figura 4: Misura del semi-profilo esterno del pezzo e
immagine acquisita dalla telecamera
Figura 5: Aggancio dei semiprofili per il calcolo di eccentricità
L’attività di messa a punto e di taratura di ciascuna testa ottica ha portato a verificare ottime
prestazioni: i range di misura variano fra 90 cm e 30 cm, con incertezze comprese fra 0,3mm e
0,1mm. L’analisi sulle sorgenti di errore della misura, come l’incertezza sul posizionamento dei
sistemi di riferimento LOCALI (nei quali vengono effettuate le misure di ciascuna testa ottica)
rispetto al riferimento GLOBALE (nel quale viene effettuato il calcolo di eccentricità), ha mostrato
come le prestazioni di misura siano direttamente proporzionali alla precisione di posizionamento
meccanico dei sistemi ottici.
E’ attualmente allo studio una nuova procedura di taratura delle teste ottiche finalizzata a controllarne
il posizionamento e l’orientazione nel sistema GLOBALE.
RIFERIMENTI BIBLIOGRAFICI
[1]
[2]
J. Derganc, B. Likar, F. Pernus, „A machine vision system for measuring the eccentricity of bearings“,
Computers in Industry, 50, 103-111, 2003
M. Ueda, F. Murase, F. Takahashi, T. Matsumoto, “An optical system for measuring the eccentricity of
glass wool pipe- for industrial use”, Optics and Lasers Engineering, 31, 493-501, 1999
64