MASTER IN PRODUZIONE DELLA CARTA E GESTIONE DEL SISTEMA PRODUTTIVO
“INSTALLAZIONE E MESSA A PUNTO DI LINEA DI TRASFORMAZIONE PER
CARTA TISSUE”
Dinelli Nico
AZIENDA MAFLEX SRL
VIALE S. CONCORDIO TRAV. III, 199 - LUCCA
SOMMARIO
Questo lavoro di tesi prende spunto dal periodo di formazione svolto presso l'Azienda Maflex Srl tra Agosto e
Dicembre 2005, durante il quale ho partecipato alla realizzazione di una linea di trasformazione di carta ad uso
igienico-sanitario ed industriale in rotoli composta da una ribobinatrice, un piano di accumulo, una macchina
troncatrice orbitale.
A partire da questa esperienza in questa tesi vengono descritte le operazioni tipicamente svolte in fase di
converting nel passaggio dalle bobine madri ai prodotti finiti dopo aver passato in rassegna le caratteristiche
essenziali dei prodotti in rotoli. Dal momento che gli azionamenti elettrici rivestono un ruolo molto importante
nella gestione di tutto il processo, viene esaminato il funzionamento del motore asincrono trifase ed il ruolo svolto
dal convertitore di tensione.
INTRODUZIONE
Nell'ambito della produzione cartaria lucchese, la
realizzazione di carta ad uso igienico-sanitario e cucina
(indicate comunemente come “tissue”) assume un ruolo
fondamentale, al punto da porre la nostra realtà come uno dei
principali comparti europei e mondiali per quantità prodotta.
Questa tesi descrive il ciclo di trasformazione del tissue, con
particolare riferimento alle operazioni svolte per la
realizzazione di rotoli, prendendo spunto dal periodo trascorso
presso l'azienda MAFLEX Srl, durante il quale ho partecipato
in modo attivo al montaggio ed alla messa a punto di una linea
per la trasformazione di carta ad uso igienico-sanitario e ad
uso industriale.
A partire da una bobina, la linea installata consente infatti di
ottenere rotoli di vari formati e caratteristiche.
Il montaggio meccanico e la realizzazione degli allacciamenti
elettrico e pneumatico delle varie parti della linea hanno
occupato buona parte del tempo complessivamente dedicato
alla sua realizzazione, ma la successiva fase di messa a punto è
stata senza dubbio maggiormente critica nei confronti del
risultato finale.
Dall'esperienza trascorsa, è emerso che solamente una
conoscenza pratica approfondita del funzionamento
complessivo di questo tipo di macchine può consentire la
risoluzione dei problemi che di volta in volta emergono,
proprio per lo stretto legame che i vari comparti presentano tra
loro.
Da ciò deriva la necessità di un approccio di gruppo alla
progettazione, costruzione e messa a punto delle singole
macchine e della linea nel suo complesso.
Questo lavoro di tesi è articolato in tre capitoli.
Il primo, dopo una breve introduzione storica, descrive le
caratteristiche essenziali delle materie prime utilizzate nella
produzione della carta con particolare riguardo al tissue. Non
viene descritto il processo di trasformazione in macchina
continua, ma vengono caratterizzati i prodotti realizzati nella
successiva fase di converting.
Il secondo capitolo descrive le operazioni svolte in fase di
trasformazione, in particolare modo nei reparti di ribobinatura
e taglio. Le lavorazioni eseguite nel reparto confezionamento
sono state introdotte per completezza anche se non oggetto del
periodo di formazione seguito.
Il terzo ed ultimo capitolo descrive la sezione elettrica di
azionamento e la parte di controllo.
LA LINEA REALIZZATA
IL CICLO DI TRASFORMAZIONE DEL TISSUE
Nel reparto trasformazione (anche detto di allestimento, o di
converting), le bobine madri prodotte in cartiera con la
macchina continua, o quelle ribobinate in due o più veli
attraverso la ribobinatrice di macchina, vengono lavorate per
ottenere confezioni di prodotti finiti.
Nella produzione di rotoli di carta ad uso igienico-sanitario e
carta cucina, si distinguono essenzialmente tre reparti:
•
reparto ribobinatrice;
•
reparto taglio;
•
reparto confezionamento.
A partire dalla bobina (o dalle bobine, nel caso di più
svolgitori) si passa inizialmente a steccate (“logs”) della stessa
larghezza e successivamente a rotoli che vengono poi ordinati
a formare confezioni, colli, pallets.
Particolare risalto verrà dato alle operazioni che consentono di
giungere fino ai rotoli mentre quelle relative ai prodotti piegati
(veline, tovaglioli, fazzoletti) e la sezione di confezionamento
saranno sinteticamente trattate per completezza.
Reparto ribobinatrice
In questo reparto troviamo la tubiera, uno o più svolgitori, la
ribobinatrice. Quest'ultima include (se presenti) il gruppo
stampa, i goffratori, il gruppo di incollaggio veli, i godroni per
la mollettatura, il sistema di perforazione, il gruppo coltelli.
La bobina madre per il processo produttivo “cartiera +
trasformazione” costituisce un prodotto semilavorato. Essa
infatti, insieme ai materiali ausiliari, è la materia prima utile
alla produzione dei rotoli e dei prodotti piegati. Gli sfridi, cioè
gli scarti conseguenti alla lavorazione, sono riciclabili e
entrano di nuovo nel ciclo di produzione in cartiera come
materie prime secondarie.
•
•
•
•
•
•
•
•
gruppo pressine;
sistema di frenatura di sicurezza;
sistema di affilatura della lama (mole folli o rotanti);
sistema di lubrificazione e raffreddamento della lama;
sistema di espulsione dei rotoli tagliati e dei rifili;
sistema di spintori (facchini);
uno o più canali di alimentazione;
sistema di azionamento programmabile e di
supervisione.
La lama esegue tagli ad intervalli regolari come specificato
dall'operatore attraverso un apposito pannello.
La lunghezza del taglio può essere modificata o attraverso un
sistema meccanico (agendo sul posizionamento degli spintori)
o attraverso un sistema elettronico che controlla l'azionamento
dei motori).
Per mantenere fermo il log in fase di taglio si utilizzano delle
pressine metalliche o in materiale plastico, mentre per
garantire un buon taglio, la lama viene mantenuta sempre
molto affilata per mezzo di un sistema di mole.
Per evitare il surriscaldamento della lama, possibile fonte di
danneggiamento e di pericolo per gli operatori a seguito delle
inevitabili deformazioni (oltre che, come appena indicato,
causa di un suo maggior consumo), un apposito sistema
prevede a lubrificarla con olio alimentare trasparente e con
proprietà ignifughe.
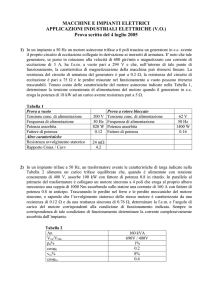
I refili che si formano a seguito del taglio della steccata sono
dette “cimose” (parti estreme del log), e vengono
automaticamente scartate andando a costituire un
sottoprodotto del ciclo di converting.
Esse vengono raccolte andando a formare i così detti sfridi
(scarti di produzione), peraltro riutilizzabili in cartiera.
Normalmente vengono pressati con l'ausilio di presse come
quella di figura.
Reparto taglio
Comprende il sistema di accumulo detto “polmone” e la
macchina troncatrice.
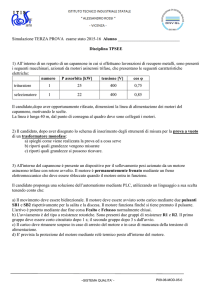
Reparto confezionamento
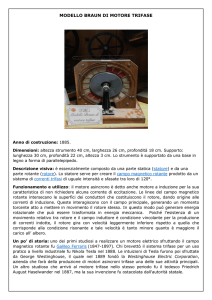
Una troncatrice roto-orbitale come quella mostrata in figura è
composta dai seguenti elementi fondamentali:
•
lama a disco e sistema porta-lama;
•
motore di trasmissione del moto circolare alla lama;
•
motore e sistema di bracci meccanici per
trasmissione del moto sul piano di taglio;
I rotolini tagliati dalla troncatrice costituiscono l'unità
elementare da confezionare e vengono per questo inviati al
confezionamento.
Questa area comprende le macchine confezionatrici, le
insaccatrici, il sistema di pallettizzazione (pallettizzatori) e le
macchine fasciatrici.
Il collegamento tra le troncatrici e le confezionatrici avviene
grazie a nastri trasportatori motorizzati di vario tipo. Esistono
poi sistemi detti diverter che svolgono la funzione di smistare
in modo opportuno il flusso di rotoli verso le linee di
confezionamento. Si indica con diverter N/M un sistema che
provvede alla distribuzione dei rotoli provenienti da un
massimo di N canali verso M linee di confezionamento.
Le unità prodotte vengono trasportate da un sistema a nastro,
rulli o altro, alle macchine confezionatrici da cui si ottengono
le confezioni (le unità di vendita di prodotto finito).
AZIONAMENTO E CONTROLLO
Insieme ai componenti meccanici ed ai circuiti pneumatici le
macchine per carta prevedono anche l'installazione di un
impianto di alimentazione elettrica, di una serie di componenti
elettrici ed elettronici e di un sistema azionamento e di
controllo necessari al corretto funzionamento di tutta la
macchina nel suo complesso.
Le macchine elettriche
Le macchine elettriche possono essere classificate a seconda
del loro stato interno in:
•
statiche;
•
rotanti.
I materiali che costituiscono tali macchine possono essere
divisi in “attivi” (ferro per il circuito magnetico e rame per
quello elettrico) e “isolanti” di separazione.
Nel settore industriale prevale l'adozione di macchine di tipo
trifase cioè che necessitano di essere alimentate da tre fasi
(R,S,T) le cui tensioni hanno lo stesso valore nominale in
modulo ma sfasate tra loro di 120°.
Nel corso di questo capitolo verranno descritti il motore
asincrono trifase ed il motore brushless (senza spazzole) che
vengono tipicamente impiegati nelle macchine per converting.
Gli azionamenti elettrici
Gli azionamenti hanno lo scopo generale di consentire il
controllo di un moto attraverso degli attuatori. Si distinguono
azionamenti elettrici, meccanici, idraulici, pneumatici, etc. Nel
caso in cui l'attuatore sia un motore si parla di azionamento
elettrico. Esso consente di trasformare l'energia elettrica
fornita dalla rete in una velocità e in una coppia di forza
all'asse del motore il più possibile controllate.
Schema generale di un azionamento elettrico
Alimentazione
Circuiti di
interfaccia
con l'utente
Controllo
Convertitore statico
Motore elettrico
Dispositiv
i
e
trasduttori
Di fatto, la connessione di ritorno tra i dispositivi a valle del
motore ed il sistema di controllo può esistere o meno. Si parla
infatti di sistemi ad anello aperto e sistemi ad anello chiuso.
Il motore asincrono trifase
Il motore asincrono trifase è molto utilizzato nelle macchine
per converting e per meglio comprendere il ruolo svolto
dall' inverter che lo pilota occorre illustrarne il principio di
funzionamento ed alcune caratteristiche generali.
Questo tipo di motore risulta essere costruttivamente semplice,
robusto, e più economico degli altri tipi (corrente continua,
monofase, sincroni AC, passo passo), soprattutto per il fatto
che non ha un collettore (contatto di tipo strisciante) perché il
trasferimento di energia al rotore avviene attraverso un
fenomeno induttivo.
Un motore trifase asincrono è essenzialmente costituito da una
parte fissa (detta statore) e da una rotante (rotore). Sulla
sezione di statore è montato un sistema di tre avvolgimenti i
cui assi sono meccanicamente sfasati tra loro di 120 gradi. Il
circuito elettrico di rotore risulta chiuso su se stesso (una
configurazione tipica è quella definita a gabbia di scoiattolo).
Alimentando ogni singola fase statorica con una fase della
terna di rete si ha come risultato la formazione di un campo di
induzione magnetica nella zona occupata dal rotore.
Immergendo il rotore in un campo magnetico rotante, si
generano sui conduttori che lo costituiscono delle forze
elettro-motrici indotte. Il risultato è la nascita di forze che
generano una coppia in grado di mettere in rotazione il rotore:
al fine di annullarne l'effetto esso tende a raggiungere la
velocità di rotazione del campo di statore che lo genera. Un
eventuale raggiungimento di tale valore provocherebbe però
una variazione di flusso magnetico complessivamente nullo e
quindi il conseguente annullamento delle correnti indotte e
delle relative forze, causando il rallentamento della macchina
per le inevitabili inerzie ed attriti.
La differenza di velocità tra sincronismo e rotore viene
indicata come “scorrimento” , S.
E' per le ragioni illustrate che questo tipo di motore si
definisce “asincrono” e viene anche indicato come motore a
campo rotante o motore ad induzione (in cui il primario è lo
statore ed il secondario il rotore, in analogia al trasformatore).
Azionamento di un motore asincrono trifase
Ad oggi, la soluzione maggiormente diffusa che consente di
utilizzare direttamente questo tipo di motori è l'impiego dei
così detti inverter. Essi consentono di alimentare i motori
asincroni trifase con tensioni ad ampiezza, frequenza e fase
regolabili con continuità in un determinato intervallo. E' così
possibile ottenere variazioni di velocità di rotazione a coppia
costante.
Infatti, nella pratica è molto importante poter modificare la
velocità del motore in base alle esigenze del momento.
In generale, per questo tipo di macchine, è possibile agendo:
•
sul numero di poli, per commutazione;
•
sull'ampiezza della tensione impressa, a frequenza
fissata;
•
sul valore del rapporto tensione-frequenza;
•
sul valore della frequenza, a tensione impressa;
•
sul valore della corrente impressa;
•
sulle resistenze rotoriche;
•
sulla potenza trasmessa complessivamente al motore;
•
sull'orientamento del campo magnetico.
L' inverter
Un inverter è un dispositivo in grado di trasformare una
tensione continua in una alternata (convertitore DC/AC). Nelle
macchine dell'industria cartaria trova impiego per alimentare
motori asincroni trifase soprattutto fornendo tensioni alternate
a frequenze variabili. Ad oggi esistono due categorie di
inverter:
• scalare;
• vettoriale.
Nel primo caso il rapporto tra il valore di tensione erogata e la
relativa frequenza rimane costante al variare di uno dei due
parametri; nel secondo caso invece è possibile impostare
valori di frequenza in un range di valori più ampio al variare
della tensione.
L'utilità di disporre di un simile pilotaggio trova
giustificazione dalle caratteristiche di funzionamento del
motore asincrono stesso appena descritte.
Da quanto emerso, pilotando un motore con un convertitore di
tipo scalare il valore del vertice U/f è selezionabile entro i dati
di targa nominali del motore stesso forniti dal costruttore.
Alle basse frequenze, per compensare le perdite di statore ed
aumentare la coppia di avvio, il software interno provvede ad
aumentare opportunamente la tensione di alimentazione U.
Nei motori autoventilati il funzionamento a basse velocità può
causare il surriscaldamento del motore stesso ed occorre
prevedere ventilatori esterni o una classe di isolamento
termico adeguata (ad esempio la classe F consente temperature
di avvolgimento fino a 155° C).
Nel caso di pilotaggio vettoriale si utilizza invece un
complesso modello matematico del funzionamento del motore.
La corrente di statore viene misurata e scomposta nelle due
componenti attiva e reattiva: la prima determina la coppia
motrice mentre la seconda genera il flusso macchina. E' così
possibile intervenire indipendentemente sulle due grandezze
ottenendo un controllo completo sul motore.
In ogni caso, nei sistemi ad anello chiuso si connette all'asse
del motore un encoder di tipo incrementale o assoluto. La loro
uscita digitale viene connessa ad un apposito connettore
dell'azionamento in modo da avere istante per istante la
posizione esatta dell'albero in rotazione
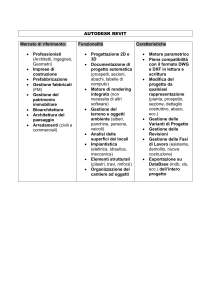
Un circuito invertitore trifase può essere schematicamente
rappresentato come nella figura che segue. A partire da una
tensione di alimentazione continua, i sei elementi di
commutazione, anche detti “tasti”, vengono pilotati in modo
tale da generare in uscita una forma d'onda tale che
opportunamente filtrata dia origine ad una terna trifase
sinusoidale con caratteristiche di ampiezza e fase desiderate.
Schema di principio di un circuito invertitore trifase
S1
S4
S2
S5
S3
S6
Carico
Trifase
Ogni tasto è costituito da un dispositivo elettronico
comandabile in apertura ed in chiusura con un diodo in
parallelo per consentire la conduzione delle correnti transitorie
in fase di commutazione o per compensare la unidirezionalità
del dispositivo di interruzione.
A seconda delle potenze in gioco vengono utilizzati BJT,
SCR, IGBT, MOSFET, GTO.
Una tecnica di pilotaggio molto utilizzata è quella denominata
PWM (“Pulse Width Modulation”, modulazione ad ampiezza
di impulso). Essa consiste nel generare un segnale (modulante)
proporzionale (in termini di modulo e fase) alla forma d'onda
sinusoidale voluta in uscita. Tale riferimento viene
confrontato, attraverso un comparatore, con un segnale
triangolare avente periodo molto minore (e quindi frequenza
maggiore). Ogni volta che la modulante ha valore maggiore
della portante viene comandata simultaneamente l'apertura di
un tasto e la chiusura di quello situato sulla medesima
colonna. Questa operazione avviene in modo complementare
così da evitare cortocircuiti. Si ottiene così un segnale ad onda
rettangolare il cui spettro evidenzia la presenza di una
frequenza fondamentale di valore pari a quella della
modulante, oltre ad una serie di armoniche che devono essere
opportunamente filtrate. Il carico, normalmente un motore, ha
natura induttiva e già di per sé costituisce un filtro per queste
componenti.
CONSIDERAZIONI FINALI
Si è preso spunto dalla realizzazione di una linea di
trasformazione di carta di tipo tissue in rotoli per descrivere le
operazioni svolte in tutto il ciclo di lavorazione. Per la sezione
di azionamento elettrico si sono analizzate le caratteristiche
dei motori trifase asincroni e degli inverter che li pilotano.