Statistica Industriale Lez. 9
Carte di controllo per attributi
Il controllo per variabili non sempre è effettuabile
• misurazioni troppo difficili o costose
• troppe variabili che definiscono qualità di un prodotto
• le caratteristiche dei prodotti non sono misurabili
In questi casi si utilizza il controllo per attributi che si basa sulla formulazione di un giudizio qualitativo sulle unità prodotte che vengono classificate
in conformi oppure non conformi.
1
Statistica Industriale Lez. 9
Carta di controllo per frazione di unità non conformi - Carta p
Dato un campione di numerosità n sia d il numero di unità risultate difettose. Se 0 < p < 1 è il livello di difettosità del processo produttivo e se
indichiamo con D la v.c. che conta il numero di difetti in un campione di
numerosità n abbiamo
n
P (D = d) =
pd(1 − p)n−d, d = 0, 1, . . . , n
d
La frazione di non conformi è definita da p̂ = D
n ed è distribuita approssimativamente come una gaussiana
p(1 − p)
p̂ ∼ N p,
n
!
Se non si conosce p si estraggono m campioni di numerosità n si calcola
per ogni campione la p̂i = dni e quindi si stima p con
Pm
Pm
d
p̂i
i
p̄ = i=1 = i=1
mn
m
2
Statistica Industriale Lez. 9
I limiti di controllo per la carta 3-sigma e per la carta di probabilità sono
rispettivamente
s
UCL = p̄ + 3
p̄(1 − p̄)
n
CL = p̄
s
p̄(1 − p̄)
LCL = p̄ − 3
n
s
UCL = p̄ + z1−α/2
p̄(1 − p̄)
n
CL = p̄
s
p̄(1 − p̄)
n
Se LCL risulta negativo si pone uguale a zero. Le carte di controllo per la
frazione di difettosi tengono sotto controllo sia la media che la variabilità
del processo produttivo.
LCL = p̄ − z1−α/2
3
Statistica Industriale Lez. 9
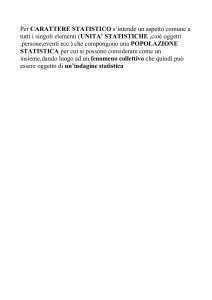
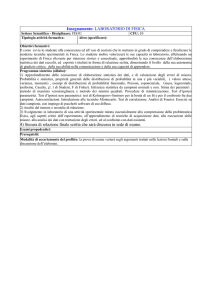
Esempio: (Montgomery). Consideriamo i dati relativi alla produzione di
contenitori per succo d’arancia che vengono prodotti a partire da fogli di
cartone grezzo. Si ispezionano le confezioni finali per controllare che non
perdano liquido. Vi sono m = 30 campioni di n = 50 unità ciascuno. Sulla
base di questo primo campionamento si stimano i limiti di una carta di
controllo 3-sigma. I valori centrale, UCL e LCL sono riportati nel grafico
alla pagina seguente.
Si notano un valore centrale piuttosto elevato (oltre il 20% di pezzi difettosi) e due punti fuori controllo (il 15-esimo e il 23-esimo campione).
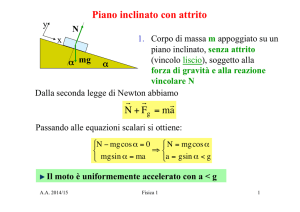
Individuato il motivo si tolgono questi due campioni e si ricalcolano i limiti
di controllo per la carta.
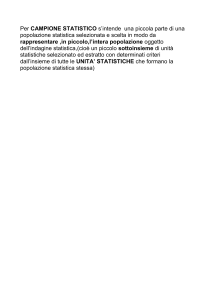
Si noti che nel secondo calcolo vi è ancora un punto fuori controllo. Non
avendo trovato nessuna causa apparente del motivo si lascia il punto tra
i campioni. Resta il fatto che la percentuale di pezzi difettosi è troppo
elevata e occorre apportare qualche modifica al processo produttivo.
4
Statistica Industriale Lez. 9
Carta p per D[Trial]
●
●
UCL
●
●
●
0.3
●
●
●
●
●
●
●
●
●
0.2
●
●
●
●
●
●
●
●
●
●
●
●
0.1
Group summary statistics
0.4
●
●
●
●
●
●
LCL
1
3
5
7
9
11
13
15
17
19
21
23
25
27
29
Group
Number of groups = 30
Center = 0.2313333
LCL = 0.05242755 Number beyond limits = 2
StdDev = 0.421685
UCL = 0.4102391 Number violating runs = 0
5
Statistica Industriale Lez. 9
●
●
UCL
0.35
0.40
Carta p senza i punti fuori controllo
●
●
0.30
●
0.25
●
●
●
●
●
●
0.20
●
●
●
●
0.15
●
●
●
●
●
●
●
0.10
●
●
●
●
●
0.05
Group summary statistics
●
●
LCL
1
3
5
7
9
11
13
15
17
19
21
23
25
27
Group
Number of groups = 28
Center = 0.215
LCL = 0.04070284 Number beyond limits = 1
StdDev = 0.4108223 UCL = 0.3892972 Number violating runs = 0
6
Statistica Industriale Lez. 9
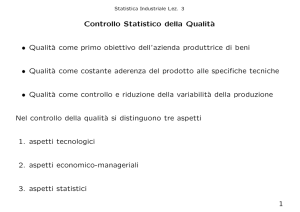
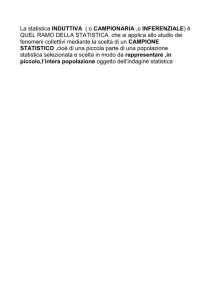
La carta porta a concludere che il processo è sotto controllo con una media
p = 0.215 di frazione di pezzi difettosi. Una percentuale decisamente
alta. Dopo alcuni accorgimenti volti a migliorare il processo di produzione
sono raccolti altri 24 campioni sempre di numerosità 20 e i risultati sono
rappresentati nel grafico seguente.
Si nota un vistoso abbassamento della frazione di difettosi. La carta segnala un punto fuori controllo in basso (non genera preoccupazione) e un
campione che viola il numero di sequenze tutte dalla stessa parte.
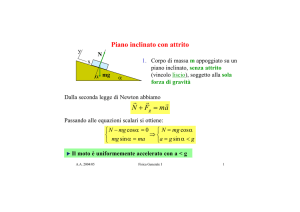
A questo punto un test per la verifica dell’uguaglianza delle due proporzioni
nel primo gruppo di 30 campioni e nel secondo di 24 dovrebbe confermare
il cambiamento avvenuto.
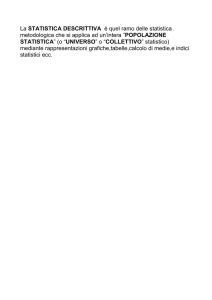
Se il test conferma l’ipotesi che la proporzione di non conformi è diminuita
si procede a ricalcolare i nuovi livelli della carta p.
7
Statistica Industriale Lez. 9
p Chart
for D.trial[−out] and D[!trial]
New data in D[!trial]
●
●
UCL
0.35
0.40
Calibration data in D.trial[−out]
●
●
0.30
●
●
0.25
●
●
●
●
●
●
●
0.20
●
●
●
●
0.15
●
●
●
●
●
●
●
●
●
●
0.10
●
●
●
●
●
●
●
●
●
●
●
●
0.05
Group summary statistics
●
●
●
●
●
●
●
●
●
●
●
●
LCL
1
●
●
●
●
3
5
7
9 11
14
17
20
23
26
29
32
35
38
41
44
47
50
Group
Number of groups = 52
Center = 0.215
StdDev = 0.4108223
LCL = 0.04070284
UCL = 0.3892972
Number beyond limits = 2
Number violating runs = 1
8
Statistica Industriale Lez. 9
UCL
●
0.20
0.25
Carta p per D[!Trial]
0.15
●
●
0.10
●
●
●
●
●
●
●
●
●
0.05
●
●
●
0.00
Group summary statistics
●
●
●
●
●
●
●
●
●
LCL
1 2 3 4 5 6 7 8 9
11
13
15
17
19
21
23
Group
Number of groups = 24
Center = 0.1108333
LCL = 0
StdDev = 0.3139256 UCL = 0.2440207
Number beyond limits = 0
Number violating runs = 0
9
Statistica Industriale Lez. 9
Scelta di n nelle carte di controllo per frazione di non conformi
Dopo aver stimato p con un controllo del 100% della produzione se p
è molto piccolo allora n deve essere molto grande per poter osservare
almeno
q un difetto. Infatti se p = 0.01 e n = 8 abbiamo che UCL =
p + 3 p(1 − p)/n = 0.1155. Se si dovesse osservare una non conformità si
avrebbe p̂ = 1/8 = 0.1250 e quindi il punto cadrebbe oltre UCL e il processo
sarebbe considerato fuori controllo. Per evitare ciò si può ricorrere a due
procedure.
Possiamo scegliere n affinché la probabilità di osservare una non conformità
sia almeno superiore ad un livello γ fissato P (D ≥ 1) ≥ γ. Dall’approssimazione della Binomiale con la Poisson
D(D = k) =
n
k
npk
k
n−k
−np
p (1 − p)
∼e
,
k!
ricaviamo
− log(1 − γ)
p
Da cui per γ = 0.95 e p = 0.01 ricaviamo n ≥ 300.
n≥
10
Statistica Industriale Lez. 9
Un altro approccio consiste nello scegliere n in modo che la carta si accorga
di un cambiamento di specificata entità. Ad esempio se vogliamo che sia
segnalato un punto come fuori controllo quando la frazione di non conformi
è pari a p1 > p allora deve essere
s
p(1 − p)
≥ p1
p+3
n
ponendo δ = p1 − p ricaviamo
9p(1 − p)
n≥
δ2
Se, a titolo d’esempio, vogliamo determinare uno scostamento da p = 0.01
a p1 = 0.05 abbiamo, δ = 0.04 e ricaviamo n ≥ 56.
A volte ci si vuole anche garantire di avere un LCL positivo in modo da
andare a ispezionare quei casi di frazione di non conformi molto bassi. In
tal caso deve essere scelto n in modo che
s
p(1 − p)
1−p
≥ 0 da cui n ≥ 9
p−3
n
p
Ad esempio per p = 0.01 ricaviamo n ≥ 891, per p = 0.05, n ≥ 171
11
Statistica Industriale Lez. 9
Carta di controllo per numero di unità non conformi - Carta np
Invece che costruire la carta per la frazione di non conformi p possiamo
costruire direttamente la carta per il numero di non conformità. I limiti
della carta 3-sigma e di probabilità, rispettivamente, sono i seguenti
q
UCL = np + 3 np(1 − p)
CL = np
q
LCL = np + 3 np(1 − p)
q
UCL = np + z1−α/2 np(1 − p)
CL = np
q
LCL = np − z1−α/2 np(1 − p)
Non conoscendo p si provvederà a stimarlo.
12
Statistica Industriale Lez. 9
Dimensione campionaria variabile
Capita spesso che la dimensione campionaria sia diversa. In questo caso 3
sono gli approcci che si possono seguire. Il primo consiste nel considerare
le linee della carta variabili (poco consigliato). Il secondo consiste nel
costruire la carta basandosi sul valore medio di n calcolato come segue
m
1 X
ni
n̄ =
m i=1
e utilizzando come stima di p la seguente
Pm
di
i=1
p̄ = Pm
i=1 ni
I limiti di controllo per la carta 3-sigma sono
s
UCL = p̄ + 3
p̄(1 − p̄)
n̄
CL = p̄
s
p̄(1 − p̄)
LCL = p̄ − 3
n̄
13
Statistica Industriale Lez. 9
Il terzo metodo consiste nell’utilizzare i valori standardizzati.
campione si calcolano i valori
p̂ − p
,
zi = r i
Per ogni
i = 1, 2, . . . , m
p(1−p)
ni
dove p̂i è la frazione di non conformi nel gruppo i-esimo e a p dobbiamo
sostituire una sua stima. La carta ha come linea centrale zero, mentre
come UCL e LCL rispettivamente 3 e −3.
14
Statistica Industriale Lez. 9
Curva operativa caratteristica
La curva OC descrive la probabilità di accettare erroneamente un punto
come sotto controllo quando invece non lo è, in funzione dello scostamento dal valore fissato p0. Si tratta quindi di calcolare la probabilità di
commettere un errore di secondo tipo (β) al variare di p
β(p) = P (p̂ < UCL|p) − P (p̂ < LCL|p)
= P (D̂ < nUCL|p) − P (D < nLCL|p)
dove D segue la distribuzione Binomiale con parametri n e p.
Fissati i limiti UCL e LCL avremo una curva per ogni numerosità campionaria n. Ad esempio per la carta con limiti LCL=0 e UCL=0.2440 dobbiamo
calcolare
β(p) = P (D̂ < 50·0.2440|p)−P (D < 50·0|p) = P (D < 12.2|p) = P (D ≤ 12|p)
Mentre per la carta con limiti LCL=0.0407 e UCL=0.3893 dobbiamo
calcolare
β(p) = P (D < 19|p) − P (D ≤ 2|p)
15
Statistica Industriale Lez. 9
Riportiamo il grafico per la carta di pagina 9
0.0
0.2
0.4
β(p)
0.6
0.8
1.0
Curva Caratteristica n == 50
0.0
0.2
0.4
0.6
0.8
1.0
p
16
Statistica Industriale Lez. 9
Riportiamo il grafico per la carta di pagina 8
0.0
0.2
0.4
β(p)
0.6
0.8
1.0
Curva Caratteristica n == 50
0.0
0.2
0.4
0.6
0.8
1.0
p
17
Statistica Industriale Lez. 9
Dalla curva OC ricaviamo, se il processo è sotto controllo, con valore della
CL p = 0.215, β(p) = 0.9971 da cui α = 0.0029 e
1
= 339.38
0.0029
Per cui si avrà un segnale di falso allarme in media ogni 339 campioni.
ARL0 =
Se invece il valore di riferimento si sposta a p = 0.3 abbiamo β = 0.9152 e
1
1
ARL =
=
= 11.79
1−β
1 − 0.9152
Per cui dovremo aspettare in media 12 campioni prima di avere un segnale
di fuori controllo.
Se il valore si sposta a p = 0.4 abbiamo β = 0.4465 e
1
1
=
= 1.807.
1−β
1 − 0.4465
Per cui dovremo aspettare in media 2 campioni prima di avere un segnale
di fuori controllo.
18
ARL =
Statistica Industriale Lez. 9
Carte di controllo per numero di non conformità per unità - Carta c
Si è interessati al numero totale di difetti per unità prodotta (ad esempio
il numero di falle in un tessuto).
L’ipotesi su cui si basa la costruzione di tali carte è che la v.c. che descrive
il numero di difetti abbia la distribuzione di Poisson con parametro c che
rappresenta il numero medio di difetti nell’unità di misura prefissata.
cx −c
P (X = x) = e , x = 0, 1, 2, . . .
x!
La carta di controllo con limiti 3-sigma sfrutta l’approssimazione della Poisson alla Gaussiana N (c, c). Questa approssimazione vale se c = np nel caso
in cui cresce n e contemporaneamente diminuisce p mantenendo costante
il prodotto np. I limiti della carta sono dunque i seguenti
√
UCL = c̄ + 3 c̄
CL = c̄
√
LCL = c̄ − 3 c̄
dove c̄ =
P
ci/m, essendo ci il numero di difetti nell’unità i.
19
Statistica Industriale Lez. 9
Esempio: (Montgomery). Si considerano il numero di non conformità
riscontrate su 26 campioni costituiti da 100 circuiti stampati. La stima di
c è data da c̄ = 516
26 = 19.85. I limiti della carta sono rappresentati nella
figura seguente.
40
c Chart
for x[trial]
35
●
●
UCL
30
●
25
●
●
●
●
●
●
20
●
●
●
●
●
●
●
●
●
15
●
●
●
●
●
10
●
●
LCL
●
●
5
Group summary statistics
●
1
3
5
7
9
11
13
15
17
19
21
23
25
Group
Number of groups = 26
Center = 19.84615
LCL = 6.481447
StdDev = 4.454902
UCL = 33.21086
Number beyond limits = 2
Number violating runs = 0
20
Statistica Industriale Lez. 9
Si osservano due punti fuori controllo, le unità 6 e 20. Individuate le cause
si tolgono i punti e si ricalcolano i limiti di controllo della carta. La nuova
carta è rappresentata di seguito. La stima di c è data da c̄ = 472
24 = 19.67
c Chart
for x[inc]
UCL
30
●
●
25
●
●
●
●
●
20
●
●
●
●
●
●
●
●
●
15
●
●
●
●
●
●
10
Group summary statistics
●
●
LCL
1 2 3 4 5 7 8 9
11
13
15
17
19
22
24
26
Group
Number of groups = 24
Center = 19.66667
LCL = 6.362532
StdDev = 4.434712
UCL = 32.9708
Number beyond limits = 0
Number violating runs = 0
21
Statistica Industriale Lez. 9
Carte di controllo per frazione di non conformità per unità - Carta u
Si basa sul calcolo del numero medio di non conformità per unità di riferimento. Se vengono rilevate c difformità in n unità di riferimento avremo
che il numero medio di tali difformità per unità di riferimento è
c
u=
n
I limiti della carta sono i seguenti
s
UCL = ū + 3
ū
n
CL = ū
s
ū
LCL = ū − 3
n
P
u
dove ū = m i e ui = cni è il numero medio di non coformità per unità.
22
Statistica Industriale Lez. 9
Esempio: (Montgomery). Si considerano il numero di non conformità
registrate sull’unità di riferimento posta pari a 5 computer. I dati forniscono
una stima ū = 1.93. Il grafico seguente mostra la carta.
u Chart
for x
UCL
3
●
●
●
●
2
●
●
●
●
●
●
●
●
●
●
●
●
1
●
0
Group summary statistics
●
●
●
LCL
1
2
3
4
5
6
7
8
9 10
12
14
16
18
20
Group
Number of groups = 20
Center = 1.93
LCL = 0.06613305 Number beyond limits = 0
StdDev = 3.106445
UCL = 3.793867
Number violating runs = 0
23
Statistica Industriale Lez. 9
Curva operativa caratteristica - Carta c
In questo caso si deve calcolare l’errore di seconda specie β al variare di c.
Indicata con X la v.c. di Poisson che conta il numero di difetti per unità
prodotta
β(c) = P (X < UCL|c) − P (X < LCL|c)
Ad esempio per la carta a pagina 21 con limiti LCL= 6.36 e UCL=32.97
dobbiamo calcolare
β(c) = P (X < 32.97|c) − P (X < 6.36|c) = β(c) = P (X ≤ 32|c) − P (X ≤ 6|c)
Al variare di c.
24
Statistica Industriale Lez. 9
0.0
0.2
0.4
β(p)
0.6
0.8
1.0
Curva Caratteristica
0
10
20
30
40
50
c
25
Statistica Industriale Lez. 9
Dalla curva OC ricaviamo, se il processo è sotto controllo, con valore della
CL c = 19.67, β(c) = 0.9960 da cui α = 0.0040 e
1
= 247.23
0.0040
Per cui si avrà un segnale di falso allarme in media ogni 247 campioni.
ARL0 =
Se invece il valore di riferimento si sposta a c = 24 abbiamo β = 0.9532 e
1
1
ARL =
=
= 21.41
1−β
1 − 0.9532
Per cui dovremo aspettare in media 21 campioni prima di avere un segnale
di fuori controllo.
Se il valore si sposta a c = 32 abbiamo β = 0.54.68 e
1
1
=
= 2.21.
1−β
1 − 0.54.68
Per cui dovremo aspettare in media 2 campioni prima di avere un segnale
di fuori controllo.
26
ARL =