Statistica Industriale Lez. 3
Controllo Statistico della Qualità
• Qualità come primo obiettivo dell’azienda produttrice di beni
• Qualità come costante aderenza del prodotto alle specifiche tecniche
• Qualità come controllo e riduzione della variabilità della produzione
Nel controllo della qualità si distinguono tre aspetti
1. aspetti tecnologici
2. aspetti economico-manageriali
3. aspetti statistici
1
Statistica Industriale Lez. 3
Programma
• Controllo in corso di produzione
• Carte di controllo per variabili
• Carte di controllo per la variabilità
• Carte di controllo per la media
• Carte CUSUM e EWMA
• Carte di controllo per attributi
2
Statistica Industriale Lez. 3
I metodi del controllo statistico della qualità, o meglio dello Statistical
Process Control (SPC) si dividono in due grandi gruppi:
• Metodi per il controllo in corso di produzione (on-line)
• Metodi per il controllo fuori produzione (off-line)
I metodi statistici per il controllo off-line riguardano sostanzialmente il
disegno dell’esperimento e la teoria del campionamento. Il controllo offline, che almeno idealmente dovrebbe essere progettato e applicato in tutto
il cammino di produzione di un prodotto, si pone come scopo quello di
ridurre o rimuovere le potenziali cause che generano variabilità. Coinvolge
di solito un gruppo di diversi esperti (progettista, addetto al management,
ecc.) in vari settori e può portare ad un notevole miglioramento della
qualità del prodotto (Taguchi, 1985, 1986)
3
Statistica Industriale Lez. 3
Controllo in corso di produzione
Lo SPC utilizza le carte di controllo come strumento principale per individuare scostamenti significativi dai valori standard ritenuti accettabili
Le variazioni possono essere di natura accidentale oppure sistematica. Le
prime una volta note sono ineliminabili le seconde, con i metodi dello SPC,
vanno individuate, distinte dalle prime e attribuite ad una delle possibili
cause
• differenza tra le macchine
• differenza tra gli addetti
• differenze tra i materiali
• differenze in ciascuno di questi fattori nel tempo
4
Statistica Industriale Lez. 3
Carte Shewhart
Sia X la caratteristica o variabile sottoposta a controllo. Sia X ∼ N (µ, σ)
Le carte di controllo servono a verificare se i campioni estratti durante
la fase di lavorazione provengono da un processo che presenta media e
varianza costanti rispetto alla caratteristica osservata.
Da un processo produttivo che fornisce un prodotto la cui caratteristica X
è osservata si estraggono m campioni di ampiezza n
x11,x12, . . . , x1j , . . . , x1n
x21,x22, . . . , x2j , . . . , x2n
...
...
xi1,xi2,
...
. . . , xij , . . . , xin
...
xm1,xm2, . . . , xmj . . . , xmn
5
Statistica Industriale Lez. 3
Poiché sappiamo che
σ
X̄ ∼ N µ, √
n
!
fissato un valore α piccolo è possibile determinare un valore z1− α tale che
2
P
σ
σ
µ − z1− α √ ≤ X̄ ≤ µ + z1− α √
2
2
n
n
!
=1−α
Gli estremi
σ
µ − z1− α √
2
n
;
σ
µ + z1− α √
2
n
si assumono come limiti di controllo di una carta per la media e α rappresenta la probabilità che il campione osservato cada fuori questi limiti
quando l’ipotesi che la media sia uguale a µ è vera. (FALSO ALLARME)
Dobbiamo determinare z1− α inoltre µ e σ non sono noti
2
6
Statistica Industriale Lez. 3
Limiti di k sigma
Il valore di z1− α si può fissare pari a 3 (carte 3 sigma) e in questo caso
2
α = P (|Z| < 3) = P (Z < −3) + P (Z > 3) = 2(1 − P (z < 3)) = 0.0027
Quindi il 99, 73% delle medie dei campioni estratti da quel processo produttivo è contenuto nell’intervallo
σ
σ
µ − 3√
; µ + 3√
n
n
Limiti di probabilità
Si fissa il valore di α, ad esempio α = 0.002 e si ottiene z1− α = 3.090
2
Quindi il 98% delle medie dei campioni estratti da quel processo produttivo
è contenuto nell’intervallo
σ
σ
µ − 3.090 √
; µ + 3.090 √
n
n
I limiti di probabilità sono in genere da preferire soprattutto nelle le carte
per la dispersione. I limiti di Shewhart sono di più facile lettura.
Poiché nella pratica µ e σ non sono note occorre stimarle sulla base delle
osservazioni effettuate. Per ciascun gruppo si calcola la media campionaria
x̄i e un indice di dispersione σ̂i.
7
Statistica Industriale Lez. 3
Come stima di µ si utilizza
m
m X
n
x̄1 + · · · + x̄m
1 X
1 X
¯=
x̄
=
x̄i =
xij
m
m i=1
mn i=1 j=1
La distribuzione delle medie campionarie dipende dallo s.q.m σ e quindi
occorre stimare anch’esso. Poiché la distribuzione dei più noti stimatori di
σ non dipende dalla media di X ma solo dalla numerosità campionaria, la
costruzione di una carta di controllo per una media deve essere preceduta
da una carta di controllo per per la dispersione.
In pratica le due carte vanno costruite e utilizzate simultaneamente, perché
solo quando la varianza è sotto controllo ha senso andare a effettuare
controlli della media.
8
Statistica Industriale Lez. 3
Carte di controllo per la deviazione standard - carta R
Nel caso in cui l’ampiezza di ogni singolo campione sia piccola (in genere
n ≤ 10) come indice per misurare la dispersione si utilizza l’escursione
campionaria o range.
R = x(n) − x(1)
dove x(1), x(2), . . . , x(n) sono i valori osservati ordinati in maniera non decrescente.
Si può dimostrare che
P (R < y) = n
Z +∞
−∞
(F (x + y)F (x))n−1f (x)dx
dove F (x) e f (x) sono rispettivamente la funzione di ripartizione e la densità
di X. L’escursione o range relativo è definito come
R
W =
e E(W ) = d2, s.q.m(W ) = σW = d3,
σ
I valori d2 e d3 dipendono solo da n e sono tabulati.
Poiché E dR
2
= σ, dR è stimatore non distorto per σ. Inoltre σR = d3σ.
2
9
Statistica Industriale Lez. 3
La carta di controllo teorica a 3 sigma per R ha i limiti teorici E(R) ± 3σR .
Sostituendo i valori empirici otteniamo i limiti empirici di controllo superiore
(UCL) e inferiore (LCL). Siano R1, R2, . . . , Rm i range calcolati sugli m
campioni di ampiezza n. Come stima di E(R) usiamo la media campionaria
delle escursioni
m
1 X
R̄ =
Ri
m i=1
come stima di σR usiamo
d3
R̄ = d3σ̂,
σ̂R =
d2
dove
R̄
σ̂ =
d2
I limiti di controllo a 3 sigma per la carta R risultano quindi
d3
UCL = R̄ + 3 R̄ = D4R̄
d2
CL = R̄
d
LCL = R̄ − 3 3 R̄ = D3R̄
d2
10
Statistica Industriale Lez. 3
Limiti di probabilità per la carta R
Dalla tavola della distribuzione dei quantili della distribuzione di W possiamo ricavare i limiti di probabilità per la carta di controllo R.
Posto α = 0.002 abbiamo
R
< w1− α
P wα <
2
2
σ
=1−α
Da cui sostituendo a σ la sua stima non distorta dR̄ otteniamo
2
w1− α
wα
2
2
P (F3R̄ < R < F4R̄) = 1 − α, dove F3 =
e F4 =
,
d2
d2
I limiti di probabilità (α = 0.002) per la carta R risultano quindi
UCL = F4R̄
CL = R̄
LCL = F3R̄
11
Statistica Industriale Lez. 3
Esempio Il diametro interno degli anelli dei pistoni di una automobile è
misurato su m=25 campioni ciascuno di ampiezza n = 5 quando il processo
è ritenuto sotto controllo. Alcune osservazioni sono riportate nella seguente
tabella.
1
2
3
4
5
6
7
8
...
1
74.03
74.00
73.99
74.00
73.99
74.01
74.00
73.98
...
2
74.00
73.99
74.02
74.00
74.01
73.99
74.01
74.00
...
3
74.02
74.00
74.02
73.99
74.02
74.00
73.99
73.99
...
4
73.99
74.01
74.00
74.02
73.99
73.98
74.00
74.02
...
5
74.01
74.00
74.00
74.01
74.01
73.99
74.00
73.99
...
Vediamo i passi per la costruzione della carta R.
12
Statistica Industriale Lez. 3
Calcoliamo i range per i 25 gruppi.
1
2
3
4
5
6
7
8
...
Min
73.99
73.98
73.98
73.98
73.98
73.99
73.99
74.00
...
Max
74.03
74.01
74.01
74.01
74.02
74.01
74.03
74.03
...
Range
0.04
0.02
0.03
0.02
0.03
0.03
0.04
0.03
...
La media dei range calcolati è la linea centrale della carta:
25
1 X
R̄ =
Ri = 0.02276
25 i=1
13
Statistica Industriale Lez. 3
Calcoliamo la stima non distorta di σ:
R̄
= 0.0098
σ̂ =
d2
I valori della costante d2 sono tabulati in apposite tavole, come i valori
della costante d3, al variare di n. Nel nostro caso dobbiamo considerare
d2(5) = 2.326 e d3(5) = 0.864. Il limite superiore di controllo è quindi
d
UCL = R̄ + 3 3 R̄ = 0.048
d2
Mentre il limite di controllo inferiore risulta 0 in quanto R̄−3 dd3 R̄ = −0.0026.
2
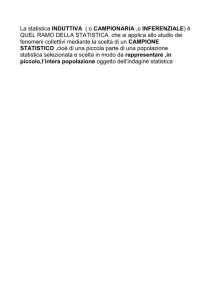
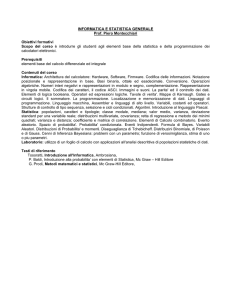
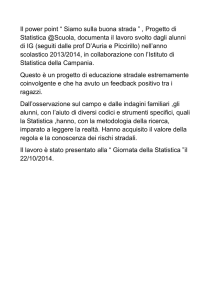
Sulla carta di controllo vengono riportati: la linea centrale, i limiti di controllo superiore e inferiore e quindi tutti i valori dei 25 range calcolati sui
25 gruppi.
Se non si osservano punti fuori dai limiti si può concludere che il processo
è sotto controllo.
14
Statistica Industriale Lez. 3
Carta di controllo R
0.04
0.05
R Chart
for diam.c
UCL
●
●
0.03
●
●
●
●
●
●
●
0.02
●
●
●
●
●
●
●
●
●
●
●
●
●
●
0.01
0.00
Group summary statistics
●
●
●
LCL
1
3
5
7
9
11
13
15
17
19
21
23
25
Group
Number of groups = 25
Center = 0.02276
LCL = 0
Number beyond limits = 0
StdDev = 0.009887547 UCL = 0.04839106 Number violating runs = 1
15
Statistica Industriale Lez. 3
Carte di controllo per la deviazione standard - carta S
Quando la dimensione dei campioni e superiore a 10 o quando la dimensione
dei campioni è variabile è preferibile utilizzare la carta S.
Lo stimatore corretto per la varianza della popolazione è
n
X
1
S2 =
(Xi − X̄)2
n − 1 j=1
Inoltre se X ∼ N (µ, σ 2) allora
Pn
2
(X
−
X̄)
(n − 1)S 2
i
j=1
2
=
∼
χ
n−1
σ2
σ2
Volendo stimare σ con S si può dimostrare che
1/2
2
Γ(n/2)
E(S) =
σ = c4 σ
n−1
Γ((n − 1)/2)
e
q
σS = σ 1 − c2
4
16
Statistica Industriale Lez. 3
Siano S1, S2, . . . , Sm gli scarti quadratici medi calcolati sugli m campioni
di ampiezza n. Come stima di E(S) usiamo la media campionaria delle
escursioni
m
1 X
Si
S̄ =
m i=1
come stima di σR usiamo
S̄ q
σ̂S =
1 − c2
4
c4
I limiti di controllo a 3 sigma per la carta S risultano quindi
S̄ q
1 − c2
UCL = S̄ + 3
4 = B4 S̄
c4
CL = S̄
S̄ q
LCL = S̄ − 3
1 − c2
4 = B3 S̄
c4
17
Statistica Industriale Lez. 3
L’efficienza di R rispetto a S
L’utilizzo di R rispetto a S è preferibile per piccoli campioni solo per ragioni
di semplicità computazionale.
La carta S è comunque preferibile alla carta R in quanto il range risente in
maniera determinante dei valori eccezionali.
Per valutare quanto si perde in precisione utilizzando R invece di S consideriamo l’efficienza relativa data dal rapporto delle varianze degli stimatori
corretti R/d2 e S/c4
(1 + c2
) d2
VAR(S/c4)
4
2
e=
=
2
VAR(R/d2)
c2
d
4
3
La seguente tabella mostra il valore di e per diversi valori di n
n
2
3
6
10
20
e
1.000
0.993
0.933
0.849
0.701
18
Statistica Industriale Lez. 3
Carte di controllo per la media
Una volta verificato che la varianza sia sotto controllo possiamo costruire
la carta di controllo per i valori medi.
¯ = 1 m
Usando come stima di µ la media x̄
m i=1 x̄i, i limiti per la carta di
controllo della media risultano, rispettivamente se usiamo come stima di σ
R
R̄
¯ + A2R̄
¯
UCL = x̄ + 3 √ = x̄
d2 n
¯
CL = x̄
R̄
¯
¯ − A2R̄
LCL = x̄ − 3 √ = x̄
d2 n
P
ovvero S
¯+3
UCL = x̄
S̄
√
¯ + A3S̄
= x̄
S̄
√
¯ − A3S̄
= x̄
c4 n
¯
CL = x̄
¯−3
LCL = x̄
c4 n
19
Statistica Industriale Lez. 3
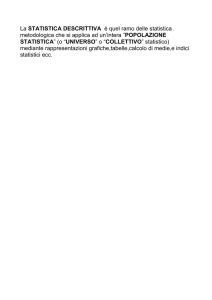
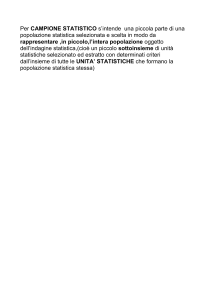
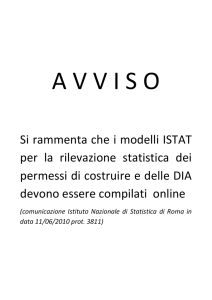
Carta di controllo S
S Chart
for diameter[1:25, ]
0.020
UCL
●
0.015
●
●
●
●
●
●
●
●
●
●
●
●
0.010
●
●
●
●
●
●
●
●
●
0.005
0.000
Group summary statistics
●
●
●
LCL
1
3
5
7
9
11
13
15
17
19
21
23
25
Group
Number of groups = 25
Center = 0.0107751
LCL = 0
Number beyond limits = 0
StdDev = 0.01142625 UCL = 0.02247149 Number violating runs = 0
20
Statistica Industriale Lez. 3
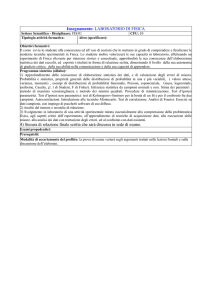
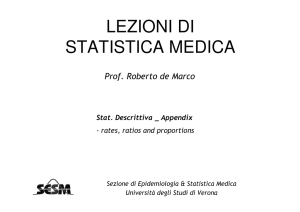
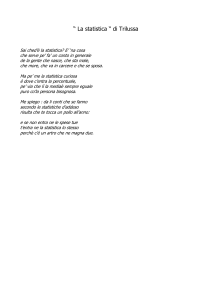
Carta di controllo x̄
xbar Chart
for diameter[1:25, ]
74.010
74.005
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
74.000
●
●
●
●
●
●
73.995
●
●
●
●
73.990
Group summary statistics
74.015
UCL
LCL
1
3
5
7
9
11
13
15
17
19
21
23
25
Group
Number of groups = 25
Center = 74.00282
LCL = 73.98749
StdDev = 0.01142625 UCL = 74.01815
Number beyond limits = 0
Number violating runs = 0
21
Statistica Industriale Lez. 3
Interpretazione delle carte di controllo
In genere l’impianto di una carta di controllo prevede una prima fase in cui
vengono raccolti i dati in un periodo in cui si ritiene che il processo sia
sotto controllo per stabilire i limiti di controllo (UCL e LCL).
Calcolati i limiti di controllo occorre verificare che tutti i campioni generino
punti all’interno dei limiti.
Si possono verificare due casi
• almeno un punto è esterno ai limiti di controllo
• tutti i punti sono interni ai limiti di controllo
Nel secondo caso non si può concludere che il processo sia sotto controllo.
Occorre verificare che l’andamento dei punti non presenti situazioni di non
casualità nel posizionarsi attorno alla linea centrale, quali:
22
Statistica Industriale Lez. 3
• si osserva una successione troppo lunga di punti sopra o sotto la linea
centrale (esistenza di più livelli produttivi)
• vi sono ciclicità (inadeguatezza del modello casuale ipotizzato)
• le stime campionarie mostrano un trend che mette in evidenza la
tendenza del parametro osservato a crescere o diminuire (progressivo
sregolamento del processo in atto)
23
Statistica Industriale Lez. 3
Nel caso in cui almeno un punto cada fuori le linee di controllo occorre
capire il perché.
Ricordiamo che le carte sono costruite con la possibilità di dare un falso
allarme con una probabilità pari ad α per ogni singolo campione osservato.
La probabilità che r campioni risultino fuori controllo su m è
m
pr,m =
αr (1 − α)m−r
r
Mentre la probabilità di avere almeno un punto anomalo è
pm =
m
X
pi,m = 1 − (1 − α)m
i=1
Questa probabilità cresce al crescere di m e diventa non trascurabile per
m grande (m > 20). Tuttavia tale probabilità è quasi totalmente assorbita
dalla probabilità di osservare uno e un solo punto fuori controllo.
24
Statistica Industriale Lez. 3
0.0
0.1
0.2
0.3
p
0.4
0.5
0.6
0.7
Il grafico mostra la situazione per α = 0.002. In rosso p1,m, in nero pm
0
100
200
300
400
500
600
m
25
Statistica Industriale Lez. 3
Regole Empiriche di Comportamento
Se una carta per la media (o per lo scarto quadratico medio) presenta
2 o più punti fuori controllo si può affermare che i campioni estratti non
sono omogenei rispetto ai parametri considerati (media e s.q.m.) e quindi
concludere che il processo è fuori controllo.
Nel caso in cui ci sia un solo punto fuori controllo non si può trascurare la
possibilità che questo sia un falso allarme. Se lo stesso punto si presenta
in situazione di fuori controllo in entrambe le carte è alquanto improbabile
che si tratti di un evento casuale.
Occorre indagare i motivi che hanno generato questa situazione. Si cerca
di capire come si sono raccolti i dati che hanno generato le osservazioni
anomale.
26