10.2
Upgrading del gas naturale
10.2.1 Intermedi petrolchimici
del gas naturale
Introduzione
Il gas naturale (Natural Gas, NG) è una miscela gassosa composta prevalentemente da metano, idrocarburi
leggeri (etano, propano e butano), complessivamente
indicati come Natural Gas Liquids (NGL), e da minori
quantità di altri idrocarburi con peso molecolare maggiore o uguale al pentano, detti condensati. Propano e
butano vengono anche convenzionalmente indicati come
Gas di Petrolio Liquefatti (GPL). In quantità minima
sono anche presenti azoto, idrogeno, biossido di carbonio, composti dello zolfo (solfuro di idrogeno, solfuro
di carbonile, mercaptani), composti aromatici, acqua e
mercurio.
Le riserve provate di gas naturale – classificato come
Associated Gas (AG) o Non-Associated Gas (NAG) in
relazione alla presenza o meno del petrolio nello stesso
giacimento – ammontano attualmente a più di 170·1012
Nm3, gran parte delle quali si trova in aree remote del
pianeta e costituisce il cosiddetto gas remoto (stranded
gas). Tali riserve, in larga parte del tipo AG e prevalentemente localizzate in Medio Oriente, Russia e Africa,
risultano approssimativamente equivalenti alle riserve
provate di petrolio, probabilmente in largo difetto rispetto alla reale disponibilità, in ragione della netta tendenza attuale verso la ricerca di nuovi giacimenti di
petrolio piuttosto che di giacimenti di gas naturale del
tipo NAG.
La maggior parte del metano contenuto nel gas naturale portato in superficie è attualmente impiegata nella
generazione di elettricità e in misura minore come combustibile per usi civili, mentre la quota restante è utilizzata come materia prima nella produzione di idrocarburi liquidi e gassosi, intermedi dell’industria petrolchimica di base.
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
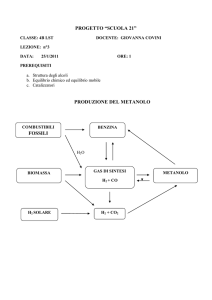
Dal metano è possibile infatti ottenere il cosiddetto
gas di sintesi (syngas), una miscela di monossido di carbonio e idrogeno utilizzata nella produzione diretta di
idrocarburi liquidi mediante la reazione di FischerTropsch, oppure impiegata nella sintesi di metanolo,
intermedio fondamentale nella produzione successiva di
numerosi composti chimici tra cui formaldeide, metilter-butiletere (MTBE), acido acetico, metilmetacrilato,
solventi diversi e anidride acetica.
L’impiego del gas naturale nella produzione di etilene e propilene, due dei principali building block dell’industria petrolchimica, è invece tuttora limitato alla
conversione della componente NGL mediante tecnologie e processi di cracking termico, concettualmente analoghi ai processi di cracking di derivati liquidi del petrolio, come naphtha e gasolio, da cui si ottiene oggi la
maggior parte delle olefine leggere. La produzione di
olefine leggere a partire dal metano è tuttavia una delle
prospettive più promettenti per una maggiore valorizzazione del gas naturale, in particolare nell’ottica dell’estrazione e dello sfruttamento dei giacimenti localizzati in aree remote, nonché come alternativa all’impiego dei derivati del petrolio in ambito petrolchimico.
Le olefine leggere possono essere ottenute dal metano
tramite la sua conversione in metanolo e la trasformazione di quest’ultimo in olefine mediante l’utilizzo di
tecnologie e processi Methanol To Olefins (MTO), sviluppati nel corso degli ultimi anni fino alla scala di
impianto dimostrativo ma non ancora applicati a impianti industriali di grandi dimensioni.
Trasformazione del gas naturale
Il gas naturale estratto dai giacimenti subisce normalmente trattamenti volti all’eliminazione o alla riduzione delle impurezze in esso contenute, dopodiché viene
sottoposto ai trattamenti di separazione – con gradi di
severità dipendenti dalla tipologia dei successivi impieghi
455
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASI E FILIERE PRODUTTIVE
– finalizzati a ricavare metano, etano, GPL e condensati.
In mancanza di gasdotti per il trasporto diretto, il gas
naturale viene usualmente trasformato in gas naturale
liquefatto (Liquefied Natural Gas, LNG), trasportato via
nave e successivamente rigassificato in appositi terminal.
Il gas naturale costituisce già oggi un’importante
materia prima per la produzione di intermedi petrolchimici. La frazione NGL, costituita principalmente da etano
e GPL, è utilizzata nella produzione di olefine leggere,
principalmente etilene e propilene attraverso processi di
cracking termico (steam cracking), nonché, nel caso della
sola frazione GPL, per ottenere sia propilene mediante
deidrogenazione del propano, sia composti aromatici,
attraverso tecnologie più complesse di deidrogenazione
e ciclizzazione.
L’utilizzo a scopi petrolchimici del metano contenuto nel gas naturale richiede invece la preventiva trasformazione in gas di sintesi, utilizzato a sua volta nella produzione di metanolo e dei suoi derivati. La generazione
di gas di sintesi può essere ottenuta mediante tecnologie
che sfruttano diverse reazioni, in primis la reazione del
metano con vapore (Steam Methane Reforming, SMR):
CH4H2O CO3H2
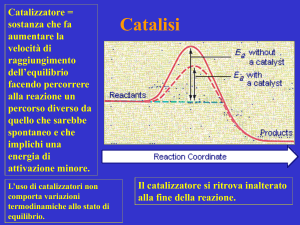
La reazione, endotermica, viene condotta a temperature comprese tra 800 e 900 °C in presenza di catalizzatori a base di Ni e con un eccesso di vapore al fine di
limitare le reazioni indesiderate di coking.
Un’altra tecnologia, detta di reforming autotermico
(Auto Thermal Reforming, ATR), combina la reazione
di steam reforming con le reazioni di ossidazione e parziale ossidazione del metano:
CH42O2 CO22H2O
CH41/2O2 CO2H2
Queste reazioni sono esotermiche e permettono di
compensare l’elevata endotermicità della reazione di
steam reforming. Il rapporto tra H2 e CO può essere ridotto grazie alla reazione tra CO e acqua, detta di shift
del CO:
COH2O CO2H2
La scelta tra le diverse tecnologie dipende da numerosi fattori tra cui, in primo luogo, la capacità richiesta
e la tipologia di utilizzo successivo del gas di sintesi.
Il metanolo è a sua volta ottenuto dal gas di sintesi
secondo le reazioni seguenti:
CO2H2 CH3OH
CO23H2 CH3OHH2O
La reazione, fortemente esotermica, favorita dalle
pressioni elevate e dalle basse temperature, è condotta
456
generalmente a temperature comprese tra 180 e 270 °C
e pressioni tra 50 e 100 bar, in reattori a letto fisso contenenti un catalizzatore a base di ossidi di rame e zinco
supportati su allumina. L’utilizzo di catalizzatori a base
di ossido di rame, più facilmente avvelenabili rispetto ai
catalizzatori della generazione precedente a base di ossidi
di zinco e cromo, impone uno stadio di pretrattamento
del metano piuttosto severo, allo scopo di ridurre il livello delle impurezze di zolfo e cloro, prima del suo impiego nella produzione di gas di sintesi. D’altro canto l’adozione dell’attuale tipologia di catalizzatori ha consentito una notevole riduzione delle temperature di
reazione, e conseguentemente delle pressioni, con un
incremento netto del limite termodinamico alla resa massima ottenibile.
I notevoli progressi della tecnologia per la sintesi di
metanolo consentono oggi la realizzazione di impianti di
notevoli dimensioni, con capacità superiori alle 5.000 t/d.
La loro realizzazione, specialmente se localizzati nelle
aree remote e direttamente associati agli impianti di estrazione del metano e di produzione di gas di sintesi, consente di produrre metanolo a costi estremamente competitivi, tali da aumentare la convenienza economica dell’estrazione del gas remoto e del suo eventuale trasporto sotto
forma di metanolo e da rendere la successiva produzione
di olefine vantaggiosa rispetto alle attuali tecnologie.
Produzione di olefine
La produzione mondiale di olefine leggere (etilene
e propilene) ammonta attualmente a circa 108 t/a di etilene e a circa 0,6·108 t/a di propilene. Esse, nell’ambito
dell’industria petrolchimica, vengono oggi prodotte principalmente mediante processi di steam cracking, utilizzando materie prime in larga parte costituite da derivati
liquidi del petrolio come la naphtha (una miscela di idrocarburi contenente in prevalenza paraffine da 5 a 9 atomi
di carbonio) o il gasolio, nonché materie prime gassose
ricavate dal gas naturale, come etano o GPL. Una quota
minoritaria di propilene è ottenuta inoltre mediante processi di deidrogenazione del propano nonché da processi di recupero delle olefine superiori, specialmente buteni. Il processo di deidrogenazione del propano e quello
di produzione del propilene da C4 sono trattati più avanti. Nell’ambito dell’industria petrolifera una quota rilevante di propilene è ottenuta in raffineria mediante processi di cracking catalitico (Fluid Catalytic Cracking,
FCC; Residual Catalytic Cracking, RCC), finalizzati alla
produzione principale di combustibili liquidi a partire
dalle frazioni pesanti ricavate dalla distillazione del petrolio. L’attuale produzione di etilene e propilene, suddivisa per fonti, è mostrata in tab. 1.
L’etano costituisce la materia prima e l’etilene il prodotto largamente prevalente nei cracking alimentati con
idrocarburi gassosi, mentre la naphtha risulta dominante
ENCICLOPEDIA DEGLI IDROCARBURI
UPGRADING DEL GAS NATURALE
Olefine da metanolo
tab. 1. Attuali fonti di produzione
per etilene e propilene (CMAI, 2002)
Fonti di produzione
Etilene
Propilene
Etano
28%
–
Propano, butano (LPG)
10%
Naphtha, gasolio
60%
Cracking catalitico
Altro
69%
–
29%
2%
2%
nei cracking alimentati da idrocarburi liquidi, nei quali
la quantità relativa di propilene può essere aumentata
modificando le condizioni di reazione fino a un massimo del 60% circa rispetto all’etilene, pena la progressiva riduzione della resa complessiva a olefine leggere.
La crescita prevista della domanda, pari a circa 4%
per l’etilene e 6% per il propilene su base annuale, potrebbe in futuro creare uno sbilanciamento rispetto all’offerta, soprattutto considerando che le necessarie capacità aggiuntive sembrano maggiormente indirizzarsi verso
impianti di cracking alimentati con etano, particolarmente favoriti dai crescenti costi delle materie prime
liquide ottenute dal petrolio (caratterizzate da una sempre maggiore pressione della domanda per usi di raffineria) e particolarmente convenienti in zone con vaste
disponibilità di gas naturale.
In questo scenario, il ricorso al metano come materia prima alternativa per soddisfare la crescente domanda di olefine leggere, evitando nel contempo il potenziale sbilanciamento conseguente all’attuale distribuzione delle fonti di produzione, costituisce una notevole
opportunità nel prossimo futuro e rappresenta oggi una
delle massime prospettive di sviluppo e di valorizzazione del gas naturale, specialmente per giacimenti localizzati in zone remote dove il costo unitario del metano
rende tali tecnologie già largamente competitive rispetto a quelle attuali, basate sull’utilizzo di derivati liquidi
del petrolio.
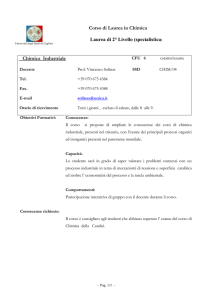
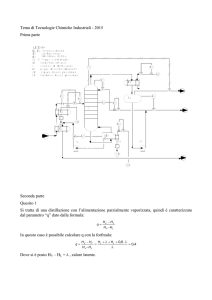
La valorizzazione per questa via del metano contenuto nel gas naturale, nella sua massima prospettiva, prevede la realizzazione di impianti integrati costituiti da
tutti gli stadi di trasformazione necessari per la produzione di poliolefine (Gas To Polyolefins, GTP), secondo lo schema generale riportato in fig. 1, con il conseguente vantaggio economico derivante dalla ulteriore
riduzione dei costi di trasporto.
fig. 1. La trasformazione
del metano in poliolefine
(GTP).
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
Lo sviluppo di processi per la sintesi di olefine leggere a partire da metanolo è rivolto sia a migliorare le
tecnologie già disponibili per gli stadi a monte e a valle,
sia a realizzare unità industriali caratterizzate da elevate capacità produttive con i conseguenti vantaggi derivanti dalle economie di scala.
La possibilità di ottenere idrocarburi di diverso tipo
a partire da metanolo è nota già da diversi anni durante
i quali tuttavia, accanto alla notevole mole di studi prodotti sull’argomento, è mancata la reale convenienza economica allo sviluppo di processi industriali basati sull’utilizzo di materie prime alternative al petrolio, evidentemente disponibile a costi ancora competitivi.
La reazione di formazione di idrocarburi a partire dal
metanolo è stata scoperta nel 1977 (Chang e Silvestri,
1987):
CH3OH [CH2]nH2O
Più in dettaglio, gli idrocarburi si formano attraverso
un primo stadio di reazione nel quale il metanolo condensa in dimetiletere formando una miscela di reagente
e prodotti all’equilibrio, un secondo stadio nel quale la
miscela di prodotti ossigenati si converte in olefine leggere e uno stadio finale nel quale le olefine leggere si trasformano, attraverso reazioni di oligomerizzazione,
cracking e aromatizzazione, in una miscela di olefine più
pesanti, normal- e iso-paraffine, aromatici e nafteni.
Sono oggi disponibili tecnologie per ottenere idrocarburi liquidi (Methanol To Gasoline, MTG) e idrocarburi olefinici gassosi (Methanol To Olefins, MTO) da
metanolo. La tecnologia MTG è stata applicata su scala
industriale nel 1986 in Nuova Zelanda, mentre le tecnologie MTO, sviluppate più tardi, sono attualmente alla
scala di impianto dimostrativo.
Catalizzatori
La tecnologia MTO è catalizzata da acidi solidi, principalmente materiali zeolitici e zeolito-simili. La tipologia del catalizzatore e le condizioni di reazione adottate consentono di privilegiare la formazione di olefine
leggere, nonché la loro distribuzione, rispetto alla formazione di idrocarburi più pesanti secondo la tecnologia MTG.
Il numero di materiali catalitici studiato è stato davvero notevole e ha riguardato sia zeoliti sia materiali
zeolito-simili come i silicoalluminofosfati (SAPO) e
altri metalloalluminofosfati di tutte le classi di porosità
metano
syngas
metanolo
olefine
poliolefine
CH4
CO H2
CH3OH
C2H4 C3H6
PE, PP
457
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASI E FILIERE PRODUTTIVE
(Stocker, 1999). Questi materiali sono stati utilizzati tal
quali in forma acida o variamente modificati mediante
trattamenti di dealluminazione con vapore, impregnazione, scambio ionico e sostituzione isomorfa con metalli.
I catalizzatori a base di zeolite ZSM-5, nella classe dei
materiali a pori medi, e i catalizzatori a base di SAPO-34,
nella classe dei materiali a pori piccoli, sono risultati fino
a oggi i materiali di elezione. Nel caso della ZSM-5 si
ottengono rese complessive in olefine pari a circa il 70%
su base molare rispetto al metanolo, con una netta preponderanza di propilene rispetto all’etilene; con SAPO-34
si ottengono rese più elevate, circa il 90%, con prevalenza di etilene. La maggiore selettività di SAPO-34 è
probabilmente attribuibile alle minori dimensioni dei
pori e a un’acidità meno pronunciata, che sfavoriscono
la formazione delle olefine più pesanti, e successivamente di nafteni e aromatici. All’impiego del SAPO-34
è però associata una disattivazione del catalizzatore assai
più rapida di quella osservata con ZSM-5.
I relativi processi industriali sono perciò caratterizzati da peculiarità tecnologiche, in particolare per quanto
attiene alla scelta delle modalità di conduzione della reazione e di rigenerazione del catalizzatore, determinate
dalle caratteristiche specifiche dei materiali utilizzati.
Meccanismi
Il meccanismo di reazione alla base della formazione di idrocarburi a partire da metanolo è tuttora oggetto
di un notevole dibattito scientifico, principalmente riguardo allo stadio di formazione del primo legame tra due
atomi di carbonio.
Uno dei meccanismi proposti (hydrocarbon pool)
ipotizza la presenza di un composto adsorbito stabilmente sulla superficie del catalizzatore, caratterizzato
da una composizione chimica simile a quella del coke e
descritto genericamente dalla formula (CH2)n, responsabile della continua addizione di reagenti ed eliminazione di prodotti, secondo lo schema mostrato in fig. 2
(Stocker, 1999).
fig. 3. Schema
C2H4
CH3OH
C3H6
(CH2)n
idrocarburi
saturi
coke
C4H8
fig. 2. Schema del meccanismo di reazione
hydrocarbon pool (Stocker, 1999).
Un secondo meccanismo (ossonio-ilide) prevede una
serie di stadi successivi, a partire dall’iniziale adsorbimento fisico di una molecola di metanolo sulla superficie del catalizzatore, in cui la molecola di metanolo adsorbita darebbe luogo, mediante deidratazione, alla successiva formazione di una specie metossile legata alla
superficie del catalizzatore, seguita dal rapido trasferimento di un protone metilico al vicino ossigeno, situato a ponte tra l’atomo di silicio e l’atomo di alluminio
nella struttura zeolitica, formando una specie ilide di
superficie (Hutchings et al., 1999). Il carbonio della specie ilide sarebbe caratterizzato dalla nucleofilicità necessaria per reagire con un altro atomo di carbonio presente in una molecola di metanolo libero: la successiva formazione del primo legame CC avverrebbe quindi
facilmente per reazione della specie ilide con un’altra
molecola di metanolo mediante un classico meccanismo
SN2, con formazione di una specie etossile di superficie, secondo lo schema mostrato in fig. 3. La specie etossile libererebbe una molecola di etilene attraverso il trasferimento di un idrogeno metilico in posizione b all’atomo di ossigeno a ponte nella struttura zeolitica, oppure
H3C
del meccanismo
di reazione ossonio-ilide
(Hutchings et al., 1999).
O
H
H
O
Si
CH3
H2O
O
Al
O
Si
Si
O
Al
Si
CH2
H
O
O
Si
Al
Si
H3C
O
Si
458
CH2
H
O
O
Al
H
CH3
CH2
H2O
O
Si
Si
H
O
Al
Si
C2H4
O
O
Si
Al
Si
ENCICLOPEDIA DEGLI IDROCARBURI
UPGRADING DEL GAS NATURALE
reagirebbe ulteriormente con altro metanolo a formare
specie propossile e butossile, dalle quali si originerebbero poi in modo analogo le corrispondenti molecole di
propilene e buteni.
La formazione di olefine e idrocarburi superiori a
partire dalle olefine leggere seguirebbe invece l’insieme
dei meccanismi di reazione tipici degli ioni carbenio in
presenza di catalizzatori acidi, tra cui protonazione/deprotonazione, shift di metili e di idruri, ramificazione di
ciclopropano protonato (PCP branching), metilazione/demetilazione, oligomerizzazione e scissione di radicali in posizione b rispetto alla carica dello ione carbenio (Alwahabi e Froment, 2004).
Il meccanismo ossonio-ilide è stato sottoposto a numerose verifiche sia di tipo teorico, dimostrando che l’intermedio ilide è effettivamente congruente sul piano energetico nonché costituito da un carbonio a simmetria tetraedrica inserito sul legame tra gli atomi ossigeno e alluminio
della zeolite, sia di tipo sperimentale, dalle quali non è
però emersa una conferma definitiva dell’esistenza della
specie ilide. Uno degli aspetti più problematici di questo meccanismo riguarda la natura del sito basico, evidentemente presente sul catalizzatore di tipo acido impiegato nella reazione, capace di promuovere la necessaria
estrazione di un protone dalla specie metossile o più in
generale da uno ione trimetilossonio, formato per successiva condensazione acido-catalizzata di molecole di
metanolo.
In alternativa a questo meccanismo è stato proposto un cammino di reazione sostanzialmente diverso
che ipotizza l’esistenza di un periodo di induzione al
fig. 4. Schema
delle reazioni
di interconversione
dello ione
1,3-dimetilciclopentene
nella sintesi di olefine
leggere da metanolo
(Haw et al., 2000).
termine del quale sarebbe presente lo ione carbenio
1,3-dimetilciclopentene, la cui esistenza risulta sperimentalmente provata, in equilibrio con il corrispondente diene, facilmente metilabile dal metanolo (Haw
et al., 2000). Mediante isomerizzazione dello scheletro dei cationi ciclici metilati si otterrebbero cationi
ciclici con sostituenti a 2 o 3 atomi di carbonio, dai
quali si formerebbe etilene per eliminazione. Lo ione
carbenio 1,3-dimetilciclopentene agirebbe quindi continuamente come riserva di dieni ciclici da cui verrebbero originate le prime olefine, come mostrato nello
schema di fig. 4. Una conferma della plausibilità di questo meccanismo deriva dalla constatazione sperimentale dell’assenza del periodo di induzione quando, assieme ai reagenti di partenza, è presente anche etilene, il
cui carbonio isotopico viene in effetti incorporato nel
catione 1,3-dimetilciclopentene.
Il meccanismo di reazione più completo ipotizzabile per la formazione di olefine leggere e pesanti comprenderebbe inoltre la formazione di ioni dimetilossonio (DMO) e trimetilossonio (TMO) per protonazione e condensazione del metanolo, nonché la formazione
di specie CH
2 , in accordo con il meccanismo hydrocarbon pool descritto in precedenza.
Processi
Attualmente sono disponibili due tecnologie per la
produzione di olefine da metanolo: una tecnologia MTO
sviluppata da UOP e Norsk Hydro e una tecnologia MTP
(Methanol To Propylene) sviluppata da Lurgi e Statoil.
Altre società, in particolare ExxonMobil, che già detiene
CH3OH
H
H 2O
CH3 CH3
CH3
H
C
CH3
H 3C
H 3C
CH3
H 3C
CH3
H
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CH3
H3C
CH3
H
CH3
C
H
CH3
H3C
CH2CH2
CH2
H3C
CH2
CH3
CH3
CH2
H
H
H
H3C
CH3
CH3
H3C
H2O
H
CH3OH
459
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASI E FILIERE PRODUTTIVE
una tecnologia MTG applicata su scala industriale, risultano impegnate nello sviluppo della tecnologia MTO.
Tecnologia UOP/Hydro MTO
La tecnologia è basata sull’utilizzo di un catalizzatore la cui fase attiva è costituita da SAPO-34. A causa
della rapidissima disattivazione, caratteristica di questo
tipo di catalizzatore, la reazione è condotta in un reattore a letto fluido dal quale il catalizzatore viene continuamente asportato, per inviarlo a un reattore di rigenerazione che provvede alla combustione con aria dei depositi carboniosi. L’impiego in reattori a letto fluido richiede
per il catalizzatore specifiche caratteristiche, ottenute
attraverso la formulazione della fase attiva SAPO-34 con
leganti e la successiva atomizzazione mediante essiccatore a spruzzo (spray-drying), in modo da produrre particelle catalitiche di idonee dimensioni e dotate di elevata resistenza meccanica per limitare il più possibile il
consumo di catalizzatore.
La reazione viene condotta a pressioni da 1 a 3 bar
e a temperature variabili da 350 a 500 °C, in relazione
alla distribuzione desiderata tra etilene e propilene, il cui
rapporto può essere modulato in un intervallo piuttosto
ampio (da 0,75 a 1,5), agendo sulla temperatura di reazione che favorisce la formazione di etilene. Al fine di
limitare le reazioni indesiderate come oligomerizzazione e coking, il metanolo alimenta il reattore previa diluizione con acqua. Il processo consente una resa per passaggio a etilene e propilene pari a circa l’80% molare, il
90% se si considera anche la frazione di olefine C4 che
può essere ricircolata al reattore. La restante quota di
metanolo è convertita a sottoprodotti diversi tra cui idrocarburi saturi da 1 a 5 atomi di carbonio, ossidi di carbonio e coke.
La tecnologia UOP/Hydro è stata sviluppata fino alla
scala di impianto dimostrativo con una capacità di 1 t/d
di metanolo, producendo olefine con un grado di purezza conforme alle necessità del successivo stadio di polimerizzazione a valle.
Tecnologia Lurgi MTP
La tecnologia MTP sviluppata da Lurgi utilizza un
catalizzatore a base di zeolite ZSM-5. La morfologia del
catalizzatore e la natura dei siti acidi determinano un’elevata selettività verso la formazione di propilene, nonché una velocità di disattivazione relativamente bassa,
tale da consentire l’impiego di reattori a letto fisso, con
rigenerazioni periodiche in situ del catalizzatore mediante combustione controllata del coke.
La reazione è condotta in sei reattori in serie, a temperature comprese tra 400 e 500 °C e a pressioni da 0,1
a 1 bar, alimentati con una miscela acqua-dimetileteremetanolo unita a una corrente di riciclo contenente idrocarburi da C4 a C6. L’effluente contiene una miscela di
olefine, paraffine, aromatici, nafteni, prodotti leggeri
460
come ossidi di carbonio, idrogeno e acqua di reazione,
con una resa molare complessiva in idrocarburi pari a
circa l’85% del carbonio alimentato.
La resa complessiva in propilene è pari a circa il 70%,
ottenuta attraverso il riciclo dell’etilene e delle olefine
superiori prodotte, con una significativa coproduzione
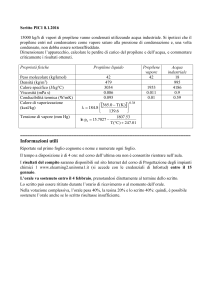
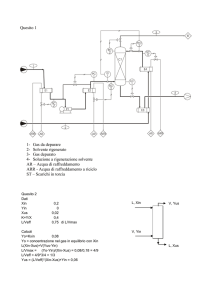
di benzina e GPL. Lo schema di una unità industriale di
sintesi di olefine leggere da metanolo con tecnologia
Lurgi MTP è illustrato in fig. 5. La tab. 2 riporta il relativo bilancio di massa (Liebner, 2005).
Anche la tecnologia MTP è stata sperimentata in un
impianto dimostrativo, gestito da Statoil in Norvegia,
che ha confermato la resa attesa in propilene e raggiunto 8.000 ore di durata del catalizzatore. La durata media
del singolo ciclo di reazione tra due rigenerazioni termoossidative è risultata pari a circa 700 ore. Sia il propilene ottenuto sia la benzina sono stati effettivamente
impiegati per la produzione di polipropilene e in prove
motoristiche, risultando di qualità adeguata.
Tecnologia ExxonMobil MTO
Mobil ha sviluppato negli anni Settanta del 20° secolo il processo MTG per ottenere benzina sintetica da
metanolo, realizzando un impianto industriale della capacità di 600.000 t/a con tecnologia a letto fisso di catalizzatore a base di ZSM-5.
Un impianto dimostrativo con tecnologia a letto fluido per la reazione MTG fu utilizzato in seguito anche
in condizioni di reazione e per un tempo sufficiente a
dimostrare l’affidabilità della tecnologia MTO (Keil,
1999). Dal punto di vista del meccanismo di reazione,
la formazione di olefine rappresenta uno stadio intermedio della reazione MTG. Successivamente ExxonMobil ha continuato l’attività di ricerca in questo ambito depositando numerosi brevetti riguardanti miglioramenti del catalizzatore e del processo, non solo ricorrendo
alla zeolite ZSM-5 ma anche a materiali zeolito-simili come il SAPO-34 e ha poi reso noto di possedere una
tecnologia sviluppata fino alla scala di un’unità dimostrativa comprendente tutti gli stadi di trasformazione
dal metanolo alla polimerizzazione di etilene e propilene. Questa tecnologia non sarà tuttavia disponibile in
tempi brevi.
Recupero delle olefine superiori
I processi di trasformazione del metanolo in etilene
e propilene producono primariamente anche quantità non
trascurabili di olefine superiori (buteni, penteni). Olefine superiori sono altresì originate come sottoprodotto
nei processi di cracking termico e in misura minore in
quelli di cracking catalitico. Per esempio, una miscela
di idrocarburi C4, prevalentemente composta da olefine
e diolefine in quantità paragonabili, costituisce generalmente il sottoprodotto quantitativamente più rilevante
ENCICLOPEDIA DEGLI IDROCARBURI
UPGRADING DEL GAS NATURALE
metanolo
riciclo HC
spurgo C 2
(gas combustibile)
C
2
reattore
DME
reattore
MTP
stadio 1
vapore di
diluizione
reattore
MTP
stadio 2
riciclo
DME/CH3OH
compressione
4 stadi
H 2O
torre di
quench
H2O
rimozione
DME
HC
DME
C4
DME
C3
riciclo
C4/C5/C6
De - C2
C3
C4
propilene
splitter
C3
De - C4
C5/C6
propano
GPL (C 3/C4)
spurgo C4
reattore
MTP
stadio 6
riciclo C4
riciclo C5/C6
De - C6
evaporatore
spurgo
C5/C6
C
7
recupero
CH3OH
benzina
DME/CH3OH/H2O
H 2O
fig. 5. Schema di flusso della tecnologia Lurgi MTP (Liebner, 2005); DME, dimetilene; HC, idrocarburi.
nei processi di cracking termico, con rese variabili che
dipendono dalla tipologia delle alimentazioni utilizzate.
La domanda di olefine C4 e in generale di olefine superiori è relativamente debole e il loro valore commerciale piuttosto scarso. Questo scenario determina una spinta inevitabile alla loro trasformazione in olefine più leggere (Tagliabue et al., 2004). I relativi processi sono
sostanzialmente basati su due tipologie di trasformazione chimica: la reazione di metatesi (Mol, 2004), specialmente per olefine C4:
avvengono una serie di reazioni secondarie con formazione di olefine superiori, come penteni ed eseni.
Il cracking catalitico ha il vantaggio di non consumare etilene e consente l’utilizzo come materia prima di
un più variegato spettro di olefine superiori. Si opera a
temperature comprese tra 400 e 600 °C, utilizzando catalizzatori a base di zeoliti, come la ZSM-5, in reattori a
letto fluido oppure a letto fisso di catalizzatore con rigenerazione periodica in situ. La durata del ciclo di reazione varia significativamente a seconda del processo
C2H42-C4H8 2C3H6
e la reazione di cracking catalitico, che coinvolge oligomerizzazione, disproporzionamento, cracking e trasferimento di idruri.
La reazione di metatesi viene condotta in fase gassosa (tra 300 e 400 °C) o in fase liquida (a 30-50 °C) in
reattori a letto fisso di catalizzatore, dove reagenti e prodotti raggiungono una composizione corrispondente all’equilibrio termodinamico. I catalizzatori sono a base di
ossido di tungsteno o renio supportati su silice o allumina. Con una conversione per passaggio pari a circa il
60% si ottiene una resa complessiva in propilene dal 90
al 95%. Il catalizzatore è sottoposto a periodiche rigenerazioni per rimuovere i depositi carboniosi e il coke formati durante la reazione. Accanto alle reazioni principali
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
tab. 2. Tecnologia Lurgi: bilancio di massa (t/d).
Unità MTP con capacità 519 kt/a di propilene
(Liebner, 2005)
Alimentazione
Metanolo
Prodotti
5.000
Propilene
1.557
Benzina
429
GPL/gas combustibile
162
Acqua, COx , coke,
ecc.
Totale
2.852
5.000
5.000
461
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASI E FILIERE PRODUTTIVE
impiegato: da 150-200 ore fino a circa 1.000 ore quando si opera in presenza di vapor d’acqua. Le rese complessive variano in funzione dell’alimentazione aggirandosi attorno al 60%, con prevalenza del propilene sull’etilene e coproduzione di idrocarburi saturi e aromatici.
Un discorso a parte va fatto per la produzione di isobutene, materia prima chiave per la produzione del metilter-butiletere (MTBE), componente alto-ottanico per
benzine. Mentre in passato l’unica fonte di isobutene
erano le frazioni C4 di raffineria, dalle quali veniva primariamente estratto il butadiene, gli impianti successivi hanno utilizzato la deidrogenazione dell’isobutano
ottenuto dalla frazione C4 dei gas di campo.
Bibliografia citata
Alwahabi S.M., Froment G.F. (2004) Single event kinetic
modeling of the methanol-to-olefins process on SAPO-34,
«Industrial and Engineering Chemistry Research», 43,
5098-5111.
Chang C.D., Silvestri A. J. (1987) MTG. Origin, evolution,
operation, «CHEMTECH», 17, 624-631.
CMAI (Chemical Market Associates Inc.) (2002) World light
olefins analysis.
462
Haw J.F. et al. (2000) Roles for cyclopentenyl cations in the
synthesis of hydrocarbons from methanol on zeolite catalyst
HZSM-5, «Journal of the American Chemical Society»,
122, 4763-4775.
Hutchings G.J. et al. (1999) Methanol conversion to
hydrocarbons over zeolite catalysts. Comments on the
reaction mechanism for the formation of the first carboncarbon bond, «Microporous Mesoporous Materials», 29,
67-77.
Keil F.J. (1999) Methanol-to-hydrocarbons. Process technology,
«Microporous Mesoporous Materials», 29, 49-66.
Liebner W. (2005) Lurgi MTP technology, in: Meyers R. A.
(editor in chief) Handbook of petrochemical production
processes, New York, McGraw-Hill, 10.3-10.13.
Mol J.C. (2004) Industrial applications of olefin metathesis,
«Journal of Molecular Catalysis A. Chemical», 213, 39-45.
Stocker M. (1999) Methanol-to-hydrocarbons. Catalytic
materials and their behavior, «Microporous Mesoporous
Materials», 29, 3-48.
Tagliabue M. et al. (2004) Increasing value from steam cracker
olefin streams, «Petroleum Technology Quarterly», Winter,
145-149.
Gianni Girotti
Franco Rivetti
Polimeri Europa
Novara, Italia
ENCICLOPEDIA DEGLI IDROCARBURI
UPGRADING DEL GAS NATURALE
Processo MTO
Il processo di trasformazione del gas naturale in olefine MTO (Methanol To Olefins) avviene in due fasi: la
prima, che consiste nella conversione del gas naturale in
metanolo grezzo, è da tempo disponibile in ambito industriale; la seconda, che implica la trasformazione del
metanolo prodotto in olefine, è stata introdotta di recente da UOP (Universal Oil Products) e dalla norvegese
Hydro.
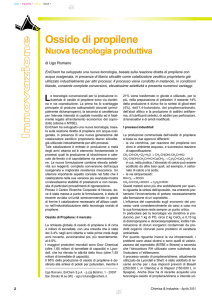
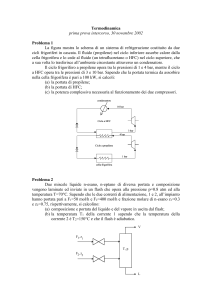
Il processo MTO di UOP/Hydro fornisce uno strumento economicamente conveniente per la conversione
del gas naturale in olefine. Esso converte in primo luogo
il metanolo in etilene e propilene (fig. 1). La richiesta di
questi due intermedi è in crescita a livello mondiale e il
loro valore sul mercato è notevole.
Esistono altre tecnologie per la conversione indiretta del metano in prodotti di maggior valore, che però
hanno una resa minore rispetto al processo MTO di
UOP/Hydro e risultano quindi meno convenienti. Il processo MTO offre: a) valore molto elevato per la conversione diretta del metano in etilene e propilene di qualità
idonea alla polimerizzazione (polymer-grade); b) uso
diretto di etilene e propilene di impiego chimico (chemical-grade), dotati di purezza superiore al 98%, mediante uno schema di flusso che non richiede costosi separatori etilene/etano o propilene/propano; c) generazione
limitata di sottoprodotti, in confronto ai dispositivi per
lo steam cracking (cracking termico in presenza di vapor
d’acqua), che dà luogo a una semplificazione della sezione di recupero del prodotto; d) integrazione semplificata all’interno degli impianti esistenti per il cracking della
naphtha, a causa del basso contenuto di paraffina; e) flessibilità nel variare il rapporto in peso propilene/etilene
da 0,77 a 1,33.
Applicazioni. Il processo MTO si può utilizzare in
siti caratterizzati da riserve di gas naturale abbondanti e
a basso costo. Integrando tale processo in un complesso GTO (Gas To Olefins) è possibile mantenere bassi i
prezzi della carica e convertire il gas naturale in una
forma più semplice da trasportare e di maggior valore.
Gli impianti esistenti di cracking, a naphtha o a etanopropano, possono incrementare la produzione di olefine
e la flessibilità della carica con l’aggiunta di un reattore
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
MTO e alimentando così una sezione potenziata di frazionamento dell’impianto di cracking, in modo da ridurre al minimo il capitale investito.
Poiché il processo MTO di UOP/Hydro produce
effluenti ricchi di olefine con piccole quantità di paraffina, nelle apparecchiature di frazionamento già esistenti
si possono spesso eliminare con facilità le strozzature
per lavorare le quantità aggiuntive di olefine prodotte.
Un’altra applicazione del processo MTO consiste nel
collocarlo a valle di un impianto di metanolo dotato di
capacità in esubero, in modo da soddisfare richieste locali di olefine e poliolefine.
Descrizione. Nel processo MTO, il metanolo viene
convertito principalmente in olefine leggere (etilene e
propilene). Il processo è in grado di produrre un ampio
ventaglio di rapporti tra l’etilene e il propilene prodotti.
Per le modalità operative ad alto valore di etilene o di
propilene, il rapporto approssimato tra la quantità di etilene e la quantità complessiva di olefine leggere (C2C3)
compressore
C1
H2O
essiccatore
10.2.2 Tecnologie avanzate
per l’upgrading
del gas naturale
gas di
combustione
etilene di
purezza
superiore
al 98%
propilene
di purezza
superiore
al 98%
C4
metanolo
grezzo
aria
fig. 1. Processo MTO di UOP/Hydro.
463
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASI E FILIERE PRODUTTIVE
Il processo di cracking di Atofina/UOP trasforma le
olefine da C4 a C8 in propilene ed etilene, con un rapporto elevato tra il primo e il secondo. Dopo il lavoro
iniziale svolto da Atofina alla metà degli anni Novanta,
nel 2000 UOP e Atofina si sono associate per uno sviluppo congiunto. Il processo di cracking delle olefine
(OCP, Olefin Cracking Process) è stato sviluppato per
utilizzare i flussi di sottoprodotti di basso valore contenenti olefine da C4 a C8 e provenienti dagli impianti per
il cracking termico, dalle raffinerie e dagli impianti per
la trasformazione di metanolo in olefine.
Le attività di sviluppo comprendono la verifica del
soddisfacente funzionamento della tecnologia per produzioni su larga scala, l’affinamento del calcolo di processo e lo sviluppo della produzione del catalizzatore.
L’impianto dimostrativo è stato avviato nel 1998 presso
un complesso industriale ad Anversa, in Belgio, e utilizza una carica proveniente da una struttura commerciale
in funzione. Questo impianto dimostrativo comprende il
pretrattamento della carica, una sezione costituita dal
reattore e le apparecchiature per la rigenerazione del catalizzatore ed è dotato di capacità di riciclo interne.
464
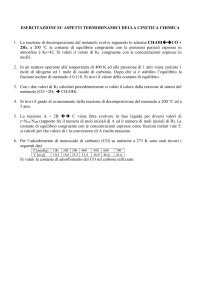
olefine
C4-C8
olefine
leggere
sezione del reattore
del processo OCP
depropanizzatore
Processo di cracking delle olefine per la produzione
di etilene e propilene
Descrizione. Il processo di cracking delle olefine
(fig. 2) è progettato per il trattamento delle cariche olefiniche provenienti dagli impianti di steam cracking, dalla
raffinazione FCC, dalle unità di trasformazione in coke
e dalle unità MTO, con composizioni tipiche di olefine
da C4 a C8 e di paraffine.
Tale processo si basa su reattori a letto fisso funzionanti a temperature comprese tra 500 e 600 °C, con pressioni tra 1 e 5 bar. Esso utilizza un catalizzatore zeolitico proprietario e dà luogo a una produzione elevata di
propilene. Il catalizzatore ha una selettività bassa rispetto alle normali impurezze, come le diolefine, gli ossigenati, i composti dello zolfo e i composti azotati; inoltre minimizza la dimensione del reattore e i costi operativi, in quanto opera a grandi valori di velocità spaziale
e alti livelli di conversione e selettività, senza richiedere un flusso di diluente inerte. Per la rigenerazione del
catalizzatore si usa uno swing reactor, mentre le apparecchiature per la separazione dipendono dal modo in
cui l’unità è integrata nel sistema di trattamento.
Integrazione con gli impianti di steam cracking. Se
si integra una unità di cracking per olefine con un impianto di steam cracking di naphtha (fig. 3), la produzione di
propilene aumenta notevolmente con la portata totale di
naphtha. Le basse quantità di sottoprodotti C4-C6 generate nei forni dell’impianto di cracking si possono usare
come carica per unità di cracking di olefine, nelle quali
vengono prodotte altre olefine leggere con un rapporto
propilene/etilene elevato. Per ottimizzare la conversione delle olefine si utilizza il riciclo interno. I flussi OCP
di olefine leggere vengono inviati a una sezione di recupero di un impianto di cracking a naphtha, mentre i flussi C4-C6, a questo punto impoveriti di olefine e ricchi di
paraffina, vengono riciclati per i forni di cracking a
naphtha. Studi campione sull’integrazione del cracking
delle olefine con il cracking a naphtha hanno dimostrato una produzione di propilene superiore del 30% rispetto
sottoprodotto C4
debutanizzatore
vale rispettivamente 0,57 e 0,43. Perché l’utilizzatore del
processo MTO possa modificare le modalità operative
secondo le richieste del mercato, è sufficiente cambiare
la severità operativa del reattore.
Nel grande impianto dimostrativo di Hydro in Norvegia è stata riscontrata, nel lungo termine, una conversione in metanolo superiore al 99%, accompagnata da
una composizione stabile del prodotto. Questo impianto mette in circolo e rigenera continuamente il catalizzatore, utilizzando il metanolo grezzo come gas di carica, in quantità superiori a 0,75 Mt/d. Il processo MTO
commerciale utilizza un reattore a letto fluido con un
rigeneratore continuo a letto fluido. Tale tecnologia è una
estensione della ben consolidata tecnologia commerciale FCC (Fluid Catalytic Cracking) di UOP.
Alimentazione. La materia prima in carica al processo
MTO è il metanolo (grezzo o ad alta purezza), prodotto
di solito da gas di sintesi (COH2), che è ottenuto dal
reforming di grandi quantità di gas naturale. Il gas di sintesi può essere prodotto anche dallo steam reforming di
prodotti petroliferi come la naphtha, dalla ossidazione
parziale del gas naturale e dei prodotti petroliferi e dalla
gassificazione del carbone.
Catalisi. La reazione viene catalizzata dal catalizzatore zeolitico sintetico MTO-100 silicoalluminofosfato
(SAPO). Esso ha dimostrato il grado di stabilità e di resistenza alla disattivazione richiesto per la gestione nel
lungo termine di molte rigenerazioni in condizioni di
letto fluido. Questo catalizzatore risulta molto selettivo
per la produzione di etilene e propilene.
sottoprodotti C5
fig. 2. Processo di cracking delle olefine.
ENCICLOPEDIA DEGLI IDROCARBURI
UPGRADING DEL GAS NATURALE
naphtha
sezione del
forno
gasoli
sezione di
recupero e
purificazione
del prodotto
C4-C6
C2
C3
gas di combustione
propilene
C4-C8
C5
olefine leggere
unità OCP
fig. 3. Integrazione di una unità di cracking
delle olefine con un impianto di steam cracking a naphtha.
ai processi di cracking convenzionali. L’integrazione con
il cracking delle olefine consente un rapporto complessivo propilene/etilene pari a 0,8 ottenibile senza sacrificare la produzione di etilene.
Integrazione con gli impianti di raffineria. Se integrato con un FCC (fig. 4), l’OCP converte i flussi ricchi
di olefine C4-C8, provenienti dal FCC e dalle unità di
coking, in olefine leggere di valore elevato, costituite
principalmente da propilene. Il flusso di benzina ha un
contenuto minore di olefine, ma mantiene praticamente
lo stesso numero di ottano, a causa della bassa quantità
di composti aromatici generata.
Integrazione con il processo MTO. Il processo MTO
offre una nuova sorgente di olefine leggere basata sul
gas naturale, attraverso il metanolo. Anche se le reazioni MTO sono piuttosto selettive, vengono generati
flussi di sottoprodotti C4+. A volte, può essere difficile ottenere una buona valorizzazione di questi sottoprodotti, poiché i progetti MTO possono essere localizzati in siti lontani. Integrando un processo di cracking
di olefine in un complesso MTO la produzione complessiva può essere incrementata di molto rispetto alla
carica inviata al complesso (fig. 5). La quantità di carica di metanolo che si trasforma in olefine leggere per
un complesso MTO potenziato con cracking di olefine
può avvicinarsi al 90%.
Processo Oleflex per la produzione di propilene
Il processo Oleflex di UOP è una tecnologia di deidrogenazione catalitica per la produzione di olefine leggere a partire dalle paraffine corrispondenti. Una particolare applicazione di questa tecnologia consente la produzione di propilene a partire da propano. A livello
mondiale, il propilene come materia prima petrolchimica è al secondo posto per importanza e viene utilizzato
per la produzione di polipropilene, acrilonitrile, acido
acrilico, acroleina, ossido di propilene e glicoli, oxoalcoli per plastificanti, cumene, alcol isopropilico e acetone. L’aumento nella produzione di propilene è determinato in primo luogo dall’incremento di richiesta
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
benzina
oli di riciclo
unità FCC
unità OCP
recupero
delle olefine
C2
C3
GPL
olefine
leggere
fig. 4. Integrazione di una unità di cracking
delle olefine con una unità FCC.
metanolo
unità MTO
olefine C4-C5
C2
C3
olefine leggere
unità OCP
C4
fig. 5. Integrazione di una unità di cracking
delle olefine con una unità MTO.
industriale di polipropilene, che viene utilizzato per prodotti di uso quotidiano come materiali per imballaggio
o fibre. Nel prossimo futuro ci si aspetta per il polipropilene un tasso di crescita del 5% all’anno. Il processo
Oleflex offre: a) una fonte specifica di propilene per il
downstream; b) un miglior controllo sui costi di propilene a lungo termine; c) una produzione di propilene di
alta qualità, e quindi una produzione di polimeri di alta
qualità; d) la possibilità di integrare il processo con le
tecnologie relative al downstream; e) una produzione
continua di propilene.
Inoltre, il processo Oleflex utilizza strumentazioni
e sistemi esclusivi di UOP per ottimizzare i processi,
ivi compresi unità PSA (Pressure Swing Absorption)
Polybed, CCR (Cyclic Catalytic Reforming) modulare,
controllo lock-hopper, piatti di distillazione MD (Multiple Downcomer), tubi ad alto flusso e strumentazioni per
il controllo di processo (PIC, Process Instrumentation
Control). L’integrazione di questi prodotti con il processo
Oleflex determina un risparmio significativo nei costi
operativi e negli investimenti e fornisce una garanzia
complessiva del processo e dei prodotti Oleflex. La possibilità di rigenerare il catalizzatore CCR fa sì che non
sia necessario fermare l’unità di lavorazione per il cambio del catalizzatore.
Applicazioni. La maggior parte del propilene è un
sottoprodotto delle raffinerie (FCC/RCC, Residual
Catalytic Cracking) e degli impianti per lo steam
cracking delle olefine; risulta quindi un sottoprodotto
465
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASI E FILIERE PRODUTTIVE
sezione del reattore
sezione CCR
sezione separazione prodotto
espansore
a turbina
compressore Rx
dell’effluente
riscaldatori
alla sezione
di recupero
del propilene
riciclo di H2
gas
di scarico
carica fresca
e riciclata
fig. 6. Processo Oleflex C3.
466
della serie acetilenica. Il liquido passa quindi a un deetanizzatore e a un separatore Propano-Propilene (P-P)
per la produzione di propilene polymer-grade o chemical-grade. Il propano non convertito viene riciclato
nel reattore. Lo stadio di idrogenazione selettiva di diolefine e composti della serie acetilenica utilizza il processo Hüls SHP (Selective Hydrogenation Process) su
licenza di UOP. Il processo Oleflex usa un catalizzatore al platino per favorire la reazione di deidrogenazione. Il catalizzatore DeH-14, introdotto nel 2001, che
rappresenta la quinta generazione di questo catalizzatore, non solo assicura il grado elevato di efficienza e
selettività e il basso tasso di disattivazione, necessari
per il processo di deidrogenazione, ma comporta anche
un minore investimento per il platino rispetto ad altri
Oleflex
SHP
C2
deetanizzatore
H2
propilene
separatore P-P
carica di
propano
al gas al netto
depropanizzatore
nella produzione di altri derivati, in particolare benzina ed etilene. Se però la capacità produttiva non si
accompagna a una richiesta adeguata di questi sottoprodotti, si può determinare uno squilibrio tra domanda e offerta. Il processo Oleflex fornisce ai produttori
petrolchimici uno strumento catalitico specifico per la
produzione di propilene, indipendente dalla domanda
di benzina e di etilene. Esso consente quindi la produzione di propilene di alta qualità, necessaria per la produzione di polimeri di qualità elevata; consuma inoltre
minori quantità di catalizzatore di polimerizzazione,
grazie al minor livello di impurità nel propilene prodotto, e si può potenzialmente integrare con tecnologie downstream.
Descrizione. La carica per un processo Oleflex C3 è
il propano, che viene recuperato da flussi di GPL (Gas
di Petrolio Liquefatto) ricchi di propano provenienti dagli
impianti di trattamento del gas. Il propano è anche disponibile in piccole quantità come sottoprodotto di processi di raffinazione come hydrocracking, FCC e RCC.
Il processo Oleflex di UOP (figg. 6 e 7) risulta suddiviso in tre sezioni: quella del reattore, di recupero del
prodotto e di rigenerazione del catalizzatore.
La sezione del reattore consiste in quattro reattori
a flusso radiale, riscaldatori di carica e intermedi, e uno
scambiatore di calore a effluente liquido per il reattore. Nella sezione di recupero del prodotto l’effluente
del reattore viene raffreddato, compresso, essiccato e
inviato a un dispositivo criogenico per la separazione
dell’idrogeno dall’idrocarburo. Il gas recuperato contiene idrogeno a una purezza che va dall’85 al 93% in
moli. Il liquido separatore viene inviato a una unità di idrogenazione per l’eliminazione di diolefine e composti
C4
fig. 7. Complesso Oleflex C3.
ENCICLOPEDIA DEGLI IDROCARBURI
UPGRADING DEL GAS NATURALE
catalizzatori usati in precedenza. Una sezione di rigenerazione elimina, bruciandolo, il coke dal catalizzatore e lo riporta all’efficienza originaria.
Processo Cyclar
Il processo Cyclar converte il GPL direttamente in
un prodotto aromatico liquido in un solo passaggio. Sviluppato congiuntamente da BP (British Petroleum) e
UOP, questo processo estende l’uso del GPL alla produzione di petrolchimici aromatici di elevato valore. Il
GPL consiste principalmente in propano e butano recuperati da giacimenti di olio e gas, o da processi di raffinazione del petrolio. Il valore relativamente basso del
GPL e la sua abbondanza ne fanno la carica ideale per
applicazioni petrolchimiche.
Il Benzene, il Toluene e gli Xileni (BTX) vengono
prodotti principalmente dal reforming catalitico della
naphtha. D’altra parte c’è grande richiesta di naphtha
per la produzione di benzina e di altri intermedi petrolchimici e ci si aspetta che il suo valore aumenti, a mano
VOLUME II / RAFFINAZIONE E PETROLCHIMICA
a mano che ne diminuisce la disponibilità. Il processo
Cyclar offre la capacità unica di produrre BTX di qualità petrolchimica (petrolchemical-grade) a partire da
una carica di minor valore e può essere utilizzato nei giacimenti produttivi per convertire il GPL in eccesso in un
prodotto liquido adatto al trasporto nelle tubazioni (pipeline). Per una dettagliata descrizione della tecnologia del
processo Cyclar, v. par. 10.6.1.
Bibliografia generale
Pujado P.R., Andersen J.M. (1986) Natural gas
technologies, in: Meyers R.A. (editor in chief) Handbook
of petroleum refining processes, New York, McGrawHill, 15.4.
Jim M. Andersen
Copyright 2004 UOP LLC
Tutti i diritti sono riservati a norma di legge
L’uso è autorizzato dalla UOP
467