OLEFINE LEGGERE
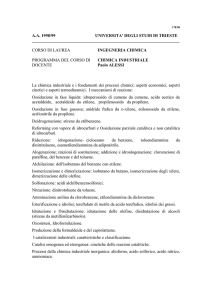
Dai processi di craking termico si ottiene una miscela gassosa costituita da vari
componenti quali metano, idrogeno, etano, propano, propene, butano, isobuteni,
pentano ed altri ancora, come si può osservare dalla figura seguente che indica una
composizione approssimata del prodotto di cracking ottenuto con alimentazioni
diverse (etano, benzine o gasolio):
SEPARAZIONE C2, C3 E C4
Una volta completato il cracking, bisogna procedere alle operazioni di
separazione dei singoli componenti della miscela gassosa ottenuta:
dopo un’operazione di condensazione permane una fase gassosa
costituita dai soli componenti metano e idrogeno. La restante miscela
liquida va trattata opportunamente per garantire la separazione dei suoi
singoli componenti. Facendo riferimento alla frazioni idrocarburiche C2,
C3 e C4, si dispongono di tecniche di separazione in grado di garantire il
recupero di ogni singola specie, anche se i processi di separazione si
complicano al crescere del numero di atomi di carbonio caratterizzanti la
frazione.
La prima frazione da isolare è C2 : etano, etilene ed acetilene;
poi la frazione C3: propano, propene e allene;
poi la frazione C4: butano ed isobutano, isobutene, 1-butene e 2-butene
(cis, trans), butadiene (1,3).
La maggior complicazione si deve al gran numero di componenti
caratterizzati da temperature di ebollizione piuttosto ravvicinate.
Frazione idrocarburica C5: il recupero dei singoli componenti della
stessa diventa addirittura antieconomico. Recupero solo isoprene che è il
più pregiato tra i composti che compongono tale frazione, mentre tutti gli
altri sono trattati come una miscela in quanto il loro scarso valore
commerciale non giustifica quella che si presenta come una operazione
di separazione estremamente costosa.
Arrivati alla frazione C6, si ha ormai a che fare con componenti delle
benzine, per cui non si provvede a separare questa dalle frazioni
successive.
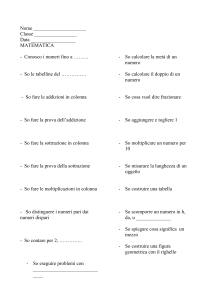
Schema a blocchi semplificato di un impianto per la produzione di C1 – C4:
Vapore
Prodotti di
testa
Fumi
Carica
Forno
Refrigerazione
Quench
Olio
combustibile
Combustibile
Condensazione
Gas
Compressione
Sol. alcalina
Benzina a riciclo
C4
Lavaggio
IVa Distillaz.
residuo
H2S, CO2
C4, residuo
C3
Incondensabili
IIIa Distillaz.
CH4,CO, H2
C3, C4
C2
IIa Distillaz.
Disidrataz.
H2O
C2, C3, C4
Ia Distillaz.
Refrigeraz. B.T.
Dopo il cracking, la miscela gassosa viene raffreddata (2,3) e portata allo stato
liquido (4 e 4 bis): questo primo passo consente la separazione di H2O e benzine
dalla miscela di idrocarburi C1 – C4
Alla distillazione
frazionata
Tra le sostanze che conviene sottrarre alla miscela gassosa prima di realizzare la
distillazione successiva ci sono CO2 e H2S. La sottrazione delle specie suddette viene
realizzata trattando la miscela gassosa con una miscela acquosa al 5 – 15 % in peso di
NaOH (5) e successiva disidratazione (5bis)
Alla
distillazione
frazionata
Nel caso di un processo di cracking catalitico è prevista la preventiva eliminazione dello
zolfo dalla carica a monte del cracking da momento che tale sostanza è in grado di
avvelenare il catalizzatore.
La miscela liquida ottenuta al termine della disidratazione viene sottoposta ad una
operazione di distillazione frazionata, al fine di separare le singole frazioni
idrocarburiche:
Il gas, compresso a 40 atm, entra nella prima colonna (C1, demetanizzatore) a -118 °C.
In testa, a -90 °C esce un gas composto da H2, CH4 e una piccola quantità di etilene. Al
fondo, a + 38 °C, esce un liquido che, decompresso a 27 atm passa alla seconda
colonna (C2). Da questa si ottiene in testa, a -18 °C, un gas composto per il 95% da
etilene. Il fondo colonna, a + 43 °C, viene decompresso a 23 atm e passa alla terza
colonna (C3), dalla quale si ottengono in testa, a 4 °C, i composti C3.
PRESSIONE DECRESCENTE ----
Il fondo colonna (C3), a 65 °C, viene ulteriormente decompresso a 5 atm e inviato alla
colonna di separazione C4, dalla quale si ottiene in testa un gas formato principalmente
dai composti C4. I diversi prodotti finali della separazione: metano, etilene, etano,
propilene-propano, butani e superiori, non sono puri e per determinati impieghi devono
essere ulteriormente trattati.
La prima frazione recuperata è quella degli idrocarburi C2, comprendente
etano, etilene ed acetilene.
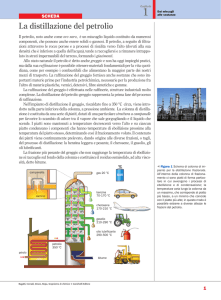
Separazione di acetilene da etano ed etilene
• Distillazione estrattiva
• Idrogenazione catalitica
• Distillazione estrattiva di C2H2
Etilene/Etano
Riflusso
Solvente estraente
Acetilene/etilene/etano
Solvente contenente
acetilene
L’acetilene, che mostra una buona solubilità nel solvente in questione, si discioglie in esso
e sul fondo della colonna viene recuperata una soluzione costituita dal componente
estraente e da quello che si voleva estrarre. L’effluente viene quindi inviato in una colonna
di stripping dove si libera l’acetilene dal solvente estraente che viene rigenerato
Solventi usati per la distillazione estrattiva dell’acetilene da etano ed etilene
• Idrogenazione catalitica di C2H2
Si elimina per idrogenazione catalitica selettiva ad etilene con Nichel o Platino
L’IDROGENAZIONE CATALITICA SELETTIVA viene effettuata anche quando l’etilene prodotto è destinato ai processi di
polimerizzazione per la produzione di polietilene, che richiedono un elevato grado di purezza del reagente che raggiunge il
99,99%. Infatti, nel caso di separazione con distillazione estrattiva, nella fase gassosa permane una piccola percentuale di
acetilene, dovuto all’equilibrio di solubilità esistente tra la miscela gassosa e la soluzione liquida. Tale percentuale pur
essendo molto modesta sarebbe in grado di compromettere la polimerizzazione per cui è necessario liberarsene attraverso
un’operazione di idrogenazione selettiva: tale operazione garantisce l’idrogenazione dell’acetilene residuo ad etilene senza
che quest’ultimo venga trasformato in etano dalla reazione di idrogenazione.
Una sola colonna
La successiva frazione da trattare è quella degli idrocarburi C3, comprendente il:
• propilene (Teb = - 47.7 °C),
• propano (Teb = - 42.1 °C),
• allene (Teb = - 32 °C),
CH2=C=CH2
• propino (Teb = - 23.2 °C)
in quantità molto modeste
Tra questi, riveste enorme importanza il propilene, che ricordiamo è la materia di
base per la produzione di polipropilene, di acido acrilico (base di partenza per la
sintesi di fibre acriliche), di fenolo e acetone (via cumene)
Conversione allene e propino a propene
Come l’etilene, anche il propilene viene impiegato nei processi di polimerizzazione mirati alla produzione di polipropilene.
Anche qui si pone il problema del raggiungimento di un elevato grado di purezza del reagente, problema che viene risolto
impiegando reazioni di idrogenazione selettiva a carico dell’allene e del propino.
SEPARAZIONE C4
Il trattamento della frazione C4 prevede maggiori difficoltà in virtù del maggior numero di componenti della
stessa e delle ridotte differenze tra i loro punti di ebollizione.
Un componente assai pregiato di questa miscela è il butadiene che viene recuperato attraverso due
differenti modalità:
Metodo A (Processi Philips, Shell, Union Carbide, Basf)
• una distillazione estrattiva che si basa sulla capacità di un terzo componente meno volatile di associarsi
ad uno dei componenti da separare: anche in questo caso nella fase gassosa permane una ridotta aliquota
di butadiene che viene sottoposta ad idrogenazione selettiva. In tal caso viene tolto subito dalla miscela
dei C4
Metodo B
• attraverso una serie di distillazioni ed infine una distillazione estrattiva. In tal caso viene tolto verso la
fine del frazionamento dei C4
Metodo A
SEPARAZIONE 1,3-BUTADIENE DA BUTANI E BUTENI
Il processo semplificato e’ composto da due elementi principali, in una prima colonna
di rettifica si ha eliminazione dalla testa, tramite l'immissione del furfurolo, delle specie
C4 presenti, (butani e buteni) e dalla coda la miscela furfurolo/1,3-butadiene. Un
secondo elemento è la colonna di distillazione frazionata dalla cui testa si ottiene l'1,3butadiene mentre in coda si recupera il furfurolo che viene cosi riciclato alla prima
colonna.
Furfurolo
o
Furfurale
o
Furaldeide
Metodo B
SEPARAZIONE C4
Innanzitutto con una distillazione primaria è possibile separare n-butano e i 2buteni che hanno temperature di ebollizione simili, raccogliendoli in fondo alla
colonna, dal gruppo costituito da isobutano, isobutene, 1-butene e butadiene (testa
colonna). Successivamente, attraverso una distillazione frazionata si procede alla
separazione di isobutano (in testa alla colonna) da 1-butene, isobutene e
butadiene (in coda):
Frazionamento C4
Una prima distillazione per rettifica divide il gruppo dei C4 in due frazioni:
Isobutano
Isobutene
1-butene
1,3-butadiene
C4
n-butano
2-butene cis
2-butene trans
Frazionamento isobutano, isobutene, 1-butene e
1,3-butadiene
I prodotti di testa della prima distillazione vengono sottoposti ad un‘ulteriore
distillazione comune od estrattiva (acetonitrile CH3CN, acetone (CH3)2CO o
furfurolo come solvente):
Isobutano
solvente
Isobutano
Isobutene
1-butene
1,3-butadiene
Isobutene
1-butene
1,3-butadiene
+ solvente
Vedremo come separare poi…
Isobutene
Isobutano
solvente
1-butene
1,3-butadiene
Isobutano
Isobutene
1-butene
1,3-butadiene
Isobutene
1-butene
1,3-butadiene
+ solvente
SEPARAZIONE n-BUTANO / 2-BUTENI
Per quanto riguarda la separazione di n-butano da 2-buteni, di procede ad una distillazione
estrattiva con furfurolo e acqua:
Dal basso della colonna C1 si alimenta la miscela di n-butano e 2-buteni, mentre dall’alto si invia il furfurolo e acqua. Il butano viene
recuperato in testa alla colonna. L’estratto di fondo colonna viene riscaldato per scambio termico con la miscela solvente riciclata
dalla seconda colonna e poi alimentato alla colonna di distillazione C2, dotata di riflusso e munita di ribollitore di base. In testa
vengono recuperati i 2-buteni (CIS E TRANS), che verranno successivamente separati per distillazione frazionata e in fondo si
recupera il furfurolo e l’acqua che vengono quindi riciclati.
Si usa furfurolo perché ha una temperatura di ebollizione di 160 °C e si separa facilmente dopo distillazione estrattiva.
TEMPERATURE DI EBOLLIZIONE DI ISOMERI CIS E TRANS
OLEFINE SUPERIORI
Processo Alphen
Le alfa olefine (dette anche alfeni) con un numero di atomi di carbonio pari a 5 o superiore vengono prodotte per
sintesi, perché il loro contenuto nei gas di cracking è notevolmente basso e la separazione sarebbe
antieconomica vista la complessità di separarle dagli isomeri.
La sintesi di questi idrocarburi lineari olefinici con doppio legame in posizione terminale viene realizzata a
partire da etilene, messo a reagire con alluminio trietile (C2H5)3Al. Esso si ottiene trattando sotto pressione
polvere di alluminio sospesa in n-esano con idrogeno ed etilene:
Processo Alphen
L’atomo di alluminio contenuto in questa molecola presenta un orbitale p vuoto che gli consente di formare un
legame con una specie in grado di donare una coppia di elettroni: la specie in questione è l’etilene e
l’interazione tra le due specie porta alla formazione di un complesso π che evolve successivamente in un
complesso σ:
Il complesso σ ottenuto è estremamente reattivo in virtù della carica negativa localizzata sull’alluminio e di quella
positiva caratterizzante un atomo di carbonio. Per riottenere la stabilità si ha il distacco di un gruppo etilico
dall’alluminio: tale gruppo finisce con il legarsi al carbonio carico positivamente ripristinando, al tempo stesso,
la neutralità dell’atomo di alluminio. Ripetendo più volte il processo si ha:
Ciascun raggruppamento alchilico R è determinato dalla progressiva addizione di etilene.
Ciascun gruppo R è costituito da un numero pari di atomi di carbonio, dal momento che il prodotto finale
si ottiene per addizione di etilene.
Processo Alphen
Se a questa specie viene addizionata un’altra molecola di etilene, si ottiene un complesso σ che dà il via al
distacco di un gruppo R dall’atomo di alluminio. Innalzando la temperatura e riducendo la pressione
all’interno del sistema di reazione, viene favorita una reazione intramolecolare che evolve in un unico
stadio, nel corso della quale si riscontra il distacco di uno ione H- da uno dei gruppi alchilici R, secondo il
seguente schema:
Al termine del processo descritto, tutti i gruppi R legati all’alluminio vengono trasformati in alfa olefine, e
viene ripristinato l’alluminio trietile. Le condizioni di reazione possono essere regolate in maniera tale da
garantire l’addizione di 5 o 6 unità di etilene, fino a determinare la formazione di olefine C10-C12.
Processo a 2 stadi
1°stadio: Addizione di ( Al(C2H5)3 ) ed C2H4. E ‘ condotto a 90-100 °C e 90 bar.
Si verifica accrescimento di catena alchilica
2°stadio: Aumento della T e riduzione della P.
Si verifica distacco dall’alluminio della catena idrocarburica e formazione di
α olefine a 10-12 atomi di carbonio
Processo a 1 stadio
Immissione di Al(C2H5)3 e di etilene nel reattore. Temperatura di lavoro: 200°C che, nel
meccanismo precedente, è raggiunta solo nel secondo stadio. A differenza del processo a
due stadi, la pressione di esercizio risulta in tal caso pari a circa 250 bar.
Svantaggio: si ottengono olefine con un numero di atomi di carbonio compreso tra 10 e 20:
l’intervallo dei pesi molecolari delle olefine ottenute è più ampio del processo a 2 stadi, a
testimonianza di un minor controllo nella crescita delle catene alchiliche. Il problema
diventa a questo punto quello di recuperare la frazione di alfa olefine richieste dal mercato:
dopo la separazione, l’assenza di richiesta per le altre alfa olefine, comporta la loro
inutilizzazione, a discapito di spese sostenute per la produzione cui non corrisponde alcun
guadagno.
Vantaggio: più economico, ma comporta l’utilizzo di una frazione ridotta del prodotto ricavato.
Quali sono le condizioni nelle quali si sviluppa un processo a due stadi e quali quelle
in cui si sviluppa uno a stadio singolo ?
Prendiamo in considerazione la reazione intramolecolare (allungamento catena)
(1)
con costante cinetica:
e la reazione intramolecolare:
(2)
con costante cinetica:
Il cambiamento delle condizioni operative nel processo a 2 stadi comporta un aumento della
temperatura del sistema che favorisce la seconda reazione: ciò significa che ci si aspetta un
valore di E2 > E1, e quindi possiamo graficare il profilo delle costanti vs T:
Operando a temperature T < T *, risulta k2 ≅ 0, il che significa che è la sola reazione
(1) a svilupparsi, con una cinetica non troppo rapida. Al crescere della temperatura, si
incrementano le velocità di entrambe le reazioni: in particolare, a temperature T > T1,
pur essendosi incrementata la velocità della reazione (1), risulta ancor più alta quella
della reazione (2) che prevede il distacco di uno ione idruro H-.
Per ottenere buone rese del prodotto finale, il primo stadio viene condotto a temperatura T <
T *, al fine di evitare l’evoluzione di fenomeni di distacco di ioni H- che, in questa fase,
porterebbero alla formazione di olefine a basso peso molecolare.
La caratteristica principale di un processo a due stadi è rappresentata proprio dal controllo
che i suddetti parametri operativi hanno sull’intervallo di pesi molecolari delle olefine
prodotte. Controllo che risulta molto più difficile nel caso di un processo a singolo stadio