ESERCITAZIONE 4
•
•
•
•
•
METALLI E LEGHE METALLICHE AD ELEVATA RESISTIVITA'
MATERIALI PER CONTATTI
MATERIALI PER CONTATTI STRISCIANTI
CENNO SUI MATERIALI SEMICONDUTTORI
CENNO SUI MATERIALI SUPERCONDUTTORI
METALLI E LEGHE METALLICHE AD ELEVATA RESISTIVITÀ
QUESTI MATERIALI PRESENTANO
UN MECCANISMO DI CONDUZIONE DI TIPO METALLICO. HANNO TUTTAVIA VALORI
DI CONDUCIBILITÀ TALI DA NON CONSENTIRNE L’IMPIEGO PER IL TRASPORTO DI
ENERGIA.
SONO INVECE IMPIEGATI PER COSTRUIRE RESISTORI.
APPARTENGONO A QUESTA CATEGORIA LA MAGGIOR PARTE DEI METALLI E
DELLE LEGHE METALLICHE. IN QUESTA SEDE RICORDIAMO SOLO I MATERIALI DI
MAGGIORE INTERESSE.
FERRO E LEGHE FERROSE
Si usano normalmente il ferro puro e più frequentemente, acciaio al silicio o ghisa che presentano
resistività più elevate. Questi materiali sono impiegati per la costruzione di resistori ai quali sia
richiesto di dissipare notevoli energie per effetto Joule, (ad esempio per uso ferroviario).
MANGANINA
Si tratta di una lega che alle temperature prossime ai 20 oC, presenta un coefficiente di temperatura
praticamente nullo.
Viene utilizzata per la costruzione di resistori campioni. È composta da 83 - 87% Cu, 10 - 13% Mn,
oC, di +1/-1,5 mV/oC.
0 - 4 % Ni ed ha un potenziale termoelettrico verso il rame, fra 0 e 50
COSTANTANA
Analogamente alla manganina presenta un coefficiente di temperatura molto basso.
Non viene tuttavia impiegata per resistori campione a causa delle elevate f.e.m. termoelettriche di
contatto. È composta da 57 - 55% Cu, 47 - 45 % Ni ed ha un potenziale termoelettrico verso il
rame, fra 0 e 105oC, di -42/-43 mV/oC.
NICHEL - CROMO
Questa lega presenta notevole interesse per la sua resistenza all’ossidazione anche a temperature
elevate. Ciò la rende utile per costruire resistori destinati ad elementi riscaldanti posti in aria (ferri da
stiro e fornelli elettrici).
È composta da 60 % Ni, 40 % Cr.
32
Tab. 4.1 - Caratteristiche di metalli e leghe metalliche ad elevata resistività
MATERIALE ρ 0 (Ω
Ω mm2/m)
α0
Ferro puro
0,10
0,05
Piombo
0,19
0,0042
Ghisa
0,80
0,0075
Nichelcromo
1,06
0,0001
Manganina
0,35÷
÷ 0,50
0,000002÷
÷ 0,00005
Costantana
0,49
0,00002
Tungsteno
0,50
0,0042
Mercurio
0,94
0,00089
MATERIALI PER CONTATTI
SONO MATERIALI CHE CONSENTONO SENZA GRAVE DETERIORAMENTO DI
CHIUDERE UN CIRCUITO ELETTRICO GARANTENDONE LA CONTINUITÀ E
STABILENDO
UNA
DETERMINATA
CORRENTE,
OPPURE
DI
APRIRLO
INTERROMPENDO UNA CORRENTE ANCHE INTENSA
I MATERIALI PER CONTATTI VENGONO UTILIZZATI NELLE APPARECCHIATURE
ELETTRICHE COME RELÈ, SEZIONATORI, CONTATTORI, INTERRUTTORI DI
MANOVRA, INTERRUTTORI.
•
•
•
•
•
•
PROPRIETÀ DEI MATERIALI PER CONTATTI
SICUREZZA DEL CONTATTO.
RESISTENZA DEL CONTATTO ANCHE A LUNGO TERMINE.
TENDENZA ALLA SALDATURA.
COMPORTAMENTO IN PRESENZA DELL’ARCO.
TRASFERIMENTO DEL MATERIALE DEL CONTATTO.
VITA DEL CONTATTO.
SICUREZZA DEL CONTATTO
Sono in relazione con l’effetto isolante di strati superficiali di ossido:
• Per forze di contatto di 20-30 g si usano oro, palladio, platino, platino iridio, platino rutenio.
• Per forze di contatto maggiori di 100 g si usano argento o leghe di argento.
La differenza tra le forze di contatto è legata al fatto che i metalli più nobili come il platino non si
ossidano mentre l'argento si ossida più facilmente e quindi aumenta la resistenza di contatto.
RESISTENZA ELETTRICA DEL CONTATTO
Per i contatti portacorrente:
• con elevate forze di contatto pesano meno le pellicole semiconduttrici od isolanti e piu' la resistività
propria del materiale.
• con forze di contatto modeste (50-100 g) incide anche la durezza del materiale che influisce
sull’estensione del contatto.
• vengono ancora utilizzati contatti a base di argento.
• il passaggio della corrente migliora la resistenza di contatto.
33
RESISTENZA ELETTRICA DEL CONTATTO
Per i contatti d’arco:
• sopportano resistenze di contatto elevate.
• debbono resistere alle alte temperature dell’arco.
• si usano materiali sinterizzati: rame-tungsteno argento-tungsteno, carbone-argento.
• l’anisotropia del materiale porta a differenze della resistenza di contatto da punto a punto.
TENDENZA ALLA SALDATURA FRA I CONTATTI
Per minimizzare la saldatura fra i contatti si dovrebbe avere:
• bassa resistività (basse perdite Joule e quindi basso riscaldamento)
• alta capacità termica (a parità di calore fornito, tanto più è alta, tanto più è bassa la
sovratemperatura)
• alta conduttività termica (a parità di calore fornito, tanto più è alta, tanto più è bassa la
sovratemperatura
• alto calore di fusione
• alta temperatura di fusione
caso per caso si deve ricercare un accettabile compromesso.
COMPORTAMENTO IN PRESENZA DELL’ARCO
Dipende dall’ambiente in cui si sviluppa l’arco. Interessa comunque una bassa emissione termoionica
e, nel caso di interruttori sotto vuoto, una corretta vaporizzazione del contatto (rame - bismuto).
VITA DEL CONTATTO
• I materiali con bassa resistenza e buon comportamento all’arco presentano in genere durata
elevata.
• Influisce negativamente la rapidità e profondità di ossidazione del materiale (in quanto aumenta la
resistenza elettrica del contatto).
• È importante il numero di operazioni e la corrente a cui si eseguono.
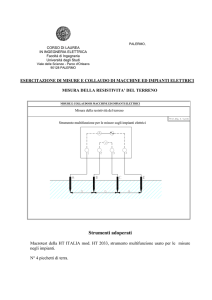
MATERIALI SEMICONDUTTORI
SONO MATERIALI CHE PRESENTANO VALORI DI RESISTIVITÀ COMPRESI FRA 10
E 1010 [Ω
Ω mm2/m] (Fig. 4.1). NEI SEMICONDUTTORI LA CONDUZIONE AVVIENE
ANCORA PER MOVIMENTO DI ELETTRONI (E PER IL CONTEMPORANEO
MOVIMENTO DI LACUNE DI CARICA POSITIVA. PERCHÉ CIÒ SI VERIFICHI AGLI
ELETTRONI DEVE ESSERE FORNITA UNA PICCOLA ENERGIA (0< ∆W < 1,2 eV)
NECESSARIA PER PORTARLI NELLA BANDA VUOTA
34
CONDUTTORI
SEMICONDUTTORI
Ag Cu Fe Hg Grafite Sn Ge
Si
ISOLANTI
Paraffina
Polimeri organici Mica
SiO2
10-8 10-6 10-4 10-2 100 102 104 106
108 1010 1012 1014 1016
Figura 4.1 - Spettro della resistività Ωm)
(
SEMICONDUTTORI INTRINSECI
SONO MATERIALI PER I QUALI LA CONDUCIBILITÀ NON DIPENDE DALLE
IMPUREZZE PRESENTI MA È UNA CARATTERISTICA INTRINSECA DEL MATERIALE.
APPARTENGONO A QUESTA CATEGORIA IL GERMANIO E LO STAGNO GRIGIO.
SEMICONDUTTORI ESTRINSECI
IN QUESTO CASO L’ECCESSO DI ELETTRONI O DI LACUNE ELETTRONICHE E’
PRODOTTO DA IMPUREZZE CHE ALTERANO LE CARATTERISTICHE DI
CONDUZIONE DI TALI MATERIALI.
IL MATERIALE PIÙ IMPORTANTE È IL SILICIO.
Tab. 4.2 - Conducibilità intrinseca di alcuni materiali semiconduttori
MATERIALE
Elementi
C (diamante)
silicio
germanio
stagno
Composti
GaAs
InP
InAs
Conducibilità intrinseca (m/Ω
Ω mm 2 )
< 10 -22
5 x 10 -10
2 x 10 -6
1
10 -12
5 x 10 -4
10 -2
LASCIAMO AI CORSI DI ELETTRONICA UNA TRATTAZIONE COMPLETA DELLA
CONDUZIONE NEI SEMICONDUTTORI E DEI FENOMENI AD ESSA COLLEGATI.
35
MATERIALI PER CONTATTI STRISCIANTI
CARBONIO
IL CARBONIO SI PRESENTA IN FORMA CRISTALLINA (DIAMANTE E GRAFITE) O IN
FORMA AMORFA (CARBONE DI LEGNA, CARBON FOSSILE, COKE E CARBON
BLACK).
SI PUÒ OTTENERE LA GRAFITE PER SUBLIMAZIONE DEL CARBONE AMORFO IN
FORNO AD ARCO.
COME CONDUTTORE IL CARBONIO HA I SEGUENTI PRINCIPALI CAMPI DI
IMPIEGO:
• CON LA POLVERE DI GRAFITE O DI CARBON BLACK SI OTTENGONO VERNICI
CONDUTTRICI PER SCHERMATURE O PER PRODURRE RESISTORI A STRATO.
• CON LA GRAFITE, IL CARBON BLACK O IL COKE ASSIEME AD AGGLOMERANTI
SI PRODUCONO CONTATTI STRISCIANTI, RESISTORI AD IMPASTO ED
ELETTRODI PER LA TECNOLOGIA DEI METALLI
• IL CARBON BLACK SI USA COME CARICA CONDUTTRICE PER OTTENERE
POLIMERI CONDUTTORI.
IL CARBONIO PRESENTA UN COEFFICIENTE DI TEMPERATURA NEGATIVO, LA
CONDUCIBILITÀ ELETTRICA E TERMICA AUMENTANO ALL’AUMENTARE DELLA
TEMPERATURA.
La fabbricazione degli elementi in carbone per uso elettrotecnico si ottiene da una miscela di uno o
più carboni, previa finissima polverizzazione, con sostanze agglomeranti come il catrame all'interno
di forni riscaldati. La miscela è poi lavorata (compressa e trafilata) nelle forme e dimensioni volute. Il
prodotto e quindi sottoposto a "calcinazione" per 20-40 giorni (riduzione del calcare) per eliminare
le sostanze volatili residue. Questo processo trasforma il catrame (agglomerante) in carbone ed il
carbone in grafite. In pratica si ha una cristalizzazione del materiale amorfo.
MATERIALI PER CONTATTI STRISCIANTI
SERVONO PER COSTRUIRE LE SPAZZOLE ED IN GENERE LA MAGGIOR PARTE
DEI CONTATTI STRISCIANTI CHE CONSENTONO IL PASSAGGIO DELLA
CORRENTE FRA CIRCUITI ELETTRICI FISSI E CIRCUITI ELETTRICI MOBILI.
I PARAMETRI FONDAMENTALI CHE CARATTERIZZANO I MATERIALI PER
CONTATTI STRISCIANTI SONO:
• La caduta di tensione di contatto V
c , normalmente valutata per un doppio contatto.
• La densità di correnteσ.
• La massima velocità periferica pv ammissibile.
PERDITE ELETTRICHE AL COLLETTORE
Ai fini della determinazione delle caratteristiche dei contatti è necessario valutare le perdite elettriche
al collettore pari a:
Pc = Vc I
trascurando le perdite dovute a cattiva commutazione. Spesso si pone convenzionalmente:
Vc = 2 Volt
36
PERDITE MECCANICHE AL COLLETTORE
È inoltre necessario valutare le perdite per attrito:
Pm = µ p A vp
dove µ è il coefficiente di attrito, p la pressione specifica pari a 150 - 400 g/cm2 ed A l'area
complessiva di tutte le spazzole.
TRASCURANDO I CONTATTI STRISCIANTI COSTITUITI DA METALLI LIQUIDI O DA
ELETTROLITI, DI MINORE IMPORTANZA, I MATERIALI PIÙ COMUNEMENTE USATI
SONO:
• CARBONE DURO.
• GRAFITE NATURALE.
• ELETTROGRAFITE.
• METALGRAFITE.
CARBONE DURO
Il materiale di base è costituito da carbone amorfo ottenuto dalla distillazione del carbon fossile.
Presenta elevate cadute di tensione al contatto, sopporta modeste densità di corrente e basse velocità
periferiche.
GRAFITE NATURALE
La grafite naturale opportunamente agglomerata consente di ottenere spazzole con bassa caduta di
tensione di contatto, piuttosto morbide e tali da consentire elevate densità di corrente e velocità
periferiche al collettore.
ELETTROGRAFITE
Questo materiale viene ottenuto per grafitazione del carbone amorfo in forno elettrico a circa 2.000
oC. Consente di ottenere contatti con una discretamente ampia gamma di caratteristiche. Ammette
elevate densità di corrente e velocità periferiche al collettore.
METALGRAFITE
È ottenuta conglomerando insieme alla grafite polveri metalliche (rame o bronzo). Si ottengono
modeste cadute di tensione al contatto e la possibilità di adottare elevate densità di corrente.
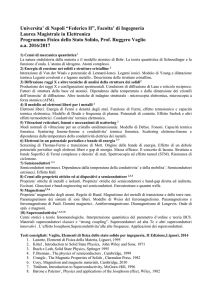
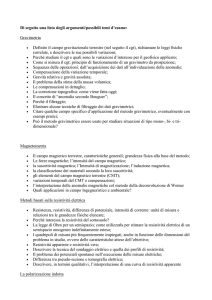
Tab. 4.3 - Caratteristiche dei materiali per contatti striscianti
(tensione di contatto, densità di corrente e velocità periferica)
MATERIALE
Vc (volt) σ (A/cm2) vp (m/s)
CARBONE DURO
2-3
6-7
< 15
GRAFITE NATURALE 1,5 - 2
10
< 45
ELETTROGRAFITE
1,5 - 3
9 - 10
< 50
METALGRAFITE
0,5 - 1,5
10 - 15
< 35
37
3
1
Vc (VOLT)
1
2
2
3
1
CARBONE
DURO
2
ELETTROG.
3
GRAFITE N.
4
METALG.
4
σ (A/cm2)
4
8
12
16
20
Figura 4.2 - Caratteristica tensione di contatto - densità di corrente
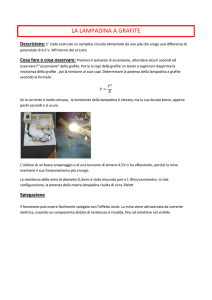
SUPERCONDUTTIVITÀ
Superconduttività è un termine proposto dal fisico olandese Kamerlingh-Onnes nel 1911, che
studiando la resistenza elettrica di vari metalli alle temperature dell'elio liquido, notò che la resistività
elettrica del mercurio diminuiva di molti ordini di grandezza a 3 K e che tale diminuzione avveniva
nell'arco di 0.01oK.
MATERIALI SUPERCONDUTTORI
Vennero definiti superconduttori quei materiali che, al di sotto di una temperatura critica Tc ,
presentano resistività praticamente nulla. Oltre che dalla temperatura lo stato superconduttivo
dipende da molte altre variabili. Fra le variabili più importanti si hanno:
• Il campo magneticoH per il quale esiste un valore criticoHc.
• La densità di corrente per la quale esiste anche un valore critico c.
• Si ha inoltre che i va
lori critici dei tre parametri si influenzano l’un l’altro.
• Esiste cioè una superficieT, H, che definisce lo stato superconduttivo.
38
RESISTIVITÀ ρ
1
MERCURIO
2
RAME
2
1
TEMPERATURAoK
Tc
Figura 4.3 - Resistività elettrica di un metallo crioresistivo (Cu) confrontata
con un metallo superconduttore (Hg).
H
Hc
H = Hc [1 - (T/Tc)2]
T
TEMPERATURAoK
Tc
Figura 4.4 - Campo critico in funzione della temperatura
39
T > TC
H > HC
T < TC
H < HC
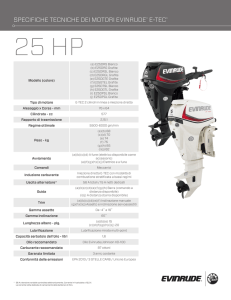
Figura 4.5 - Effetto Meissner in un superconduttore di tipo I
EFFETTO MEISSNER
SE SI IMMERGE UN SUPERCONDUTTORE COME Pb O Sn IN UN CAMPO
MAGNETICO A TEMPERATURA AMBIENTE LE LINEE DI FLUSSO PENETRANO NEL
MATERIALE.
AL DI SOTTO DELLA TEMPERATURA CRITICA E CON UN CAMPO < Hc LE LINEE DI
CAMPO NON PENETRANO NEL MATERIALE, ESCLUSO UN SOTTILE STRATO.
UN SUPERCONDUTTORE CHE PRESENTA QUESTO COMPORTAMENTO,
PERFETTAMENTE DIAMAGNETICO, VIENE CHIAMATO SUPERCONDUTTORE DI
TIPO I.
IN UN SUPERCONDUTTORE DI TIPO II, VI È UNA ZONA PERFETTAMENTE
DIAMAGNETICA, SEGUITA DA UNA ZONA MISTA CON IL MATERIALE ANCORA
SUPERCONDUTTORE ED IL CAMPO CHE PENETRA NEL MATERIALE, ED INFINE
UNA ZONA CON IL MATERIALE IN UNO STATO NORMALE.
TIPO I
TIPO II
M
H
Hc 1
COMPLETO
DIAMAGNETISMO
Hc
STATO MISTO
40
Hc 2
STATO NORMALE
Figura 4.6 - Curve di magnetizzazione di superconduttori di tipo I e di tipo II
SONO SUPERCONDUTTORI DI TIPO II IL NbTi ED IL Nb3Sn. I MATERIALI DI TIPO I
SONO IN GRADO DI PORTARE CORRENTI MODESTE CHE PASSANO ALLA
SUPERFICIE DEL CONDUTTORE; AL CONTRARIO DEI SUPERCONDUTTORI DI TIPO
II CHE VENGONO PENETRATI DALLA CORRENTE CHE CIRCOLA ALL’INTERNO
DEL MATERIALE.
APPLICAZIONI INDUSTRIALI
PER LE APPLICAZIONI INDUSTRIALI I MATERIALI SUPERCONDUTTORI DI TIPO II
VENGONO COESTRUSI IN MODO DA OTTENERE ALCUNE DECINE DI MIGLIAIA DI
FILI ELEMENTARI DI DIAMETRO <0,01 mm IN UNA MATRICE DI RAME CHE OPERA
COME STABILIZZATORE TERMICO.
NELLA PRATICA I SUPERCONDUTTORI SONO USATI:
su larga scala per magneti ad alto campo.
a titolo sperimentale per:
–cavi elettrici
–motori a corrente continua
–generatori sincroni
–per dispositivi di segnale
SUPERCONDUTTORI AD ALTA TEMPERATURA
NEL 1987 SONO STATI OTTENUTI MATERIALI CERAMICI DEL TIPO YBa2Cu3Oy
CON TEMPERATURE CRITICHE DELL’ORDINE DEI 90 oK PUR AVENDO BASSE Ic
ED ELEVATA FRAGILITÀ SONO DI NOTEVOLE INTERESSE PER FUTURE
APPLICAZIONI.
RESISTIVITA' Ω m 10
-8
MATERIALI CRIORESISTIVI
PRATICAMENTE TUTTI I METALLI CHE NON PRESENTANO IL FENOMENO DELLA
SUPERCONDUTTIVITÀ, PRESENTANO UNA INTERESSANTE DIMINUZIONE DI ρ AL
DIMINUIRE DELLA TEMPERATURA GIÀ ALLA TEMPERATURA DELL’AZOTO
LIQUIDO (FIG. 4.7).
100
10
1
1
10
100
1000
10000
0,1
0,01
0,001
0,0001
0,00001
o
TEMPERATURA K
Figura 4.7 - Resistività dell'alluminio in funzione della temperatura
41
LA DIMINUZIONE DI ρ CONSENTE DI RIDURRE NOTEVOLMENTE LE PERDITE PER
EFFETTO JOULE ANCHE IN APPARATI IN CORRENTE ALTERNATA. È NECESSARIA
UNA VALUTAZIONE DEI COSTI DI LIQUEFAZIONE DELL’AZOTO.
42