ISF: superfinitura isotropica in campo aeronautico
Il metodo su cui si basa il processo di superfinitura isotropica, chimicamente accelerato, è un processo
meccanico/ chimico non abrasivo che come risultato conferisce una serie di proprietà benefiche che vanno
ben al di là della riduzione d’attrito, in quanto:
- la lavorazione viene effettuata in soluzione acquosa e pertanto i pezzi non subiscono alterazioni da
surriscaldamento;
- il processo è basato su una reazione di conversione superficiale che non genera idrogeno e quindi risulta
metallurgicamente sicuro;
- non ci sono effetti dannosi alla geometria dei pezzi. Il materiale rimosso dai denti degli ingranaggi è
uniforme nel profilo. Il processo ISF è certificato per l’uso su ingranaggi di qualità AGMA 13;
- questa tecnologia non coinvolge materiali pericolosi. Viene prodotto poco materiale di scarto, che inoltre è
considerato anch’esso non pericoloso;.
- i costi sono moderati; l’attivatore chimico è utilizzato in piccole quantità e i Media possono essere usati per
migliaia di ore;
- il processo è ripetibile e non richiede particolari abilità da parte degli operatori.
Rispetto alle finiture superficiali analoghe prodotte con altre tecniche, le superfici di questo tipo sono
ineguagliabili nella loro eccezionale capacità di ridurre l’attrito, l’usura, il rumore, e anche la fatica dinamica
da contatto.
Per svolgere il processo sono necessari solo 3 componenti, permettendo così anche di ridurre i costi:
- macchina a vibrazione;
- inserti ad alta densità HD Media;
- attivatore chimico.
Le macchine a vibrazione sono relativamente poco costose e funzionano per anni senza alcuna
manutenzione, fatta eccezione per una saltuaria lubrificazione. Sono inoltre disponibili con capacità di lavoro
che vanno da 1,5 a 7.000 litri, permettendo di effettuare la finitura in massa di pezzi che hanno dimensioni
variabili da meno di 10 mm sino a oltre 5.000 mm, con peso di migliaia di Kg dove il trattamento viene
effettuato sul singolo pezzo.
I Media non sono abrasivi e non presentano fondamentalmente
attrito durante l’impiego, per cui conservano forma e dimensioni per
lunghi periodi di tempo e la scelta della miscela appropriata
migliora l’uniformità dell’asportazione di metallo dai pezzi da
trattare. Forme e dimensioni dei Media sono selezionate in base
alla geometria del particolare da trattare, così per la finitura degli
ingranaggi particolare attenzione si pone alla geometria del dente.
Infatti, dove il Media non è in grado di operare, non si rileverà alcun
miglioramento della superficie.
I Media ceramici ad alta densità vengono usati semplicemente per portare l’attivatore chimico a contatto con
i pezzi ed, essendo molto lisci, non producono rigature sulla superficie.
Anche l’attivatore è stabile per lungo tempo. E’ importante notare che l’attivatore chimico che produce la
reazione di conversione è per definizione chimica neutro (PH ~ 5,5) e che il processo viene normalmente
effettuato a temperatura ambiente. Non esiste pertanto la possibilità di infragilimento da idrogeno o di
bruciatura da rettifica, come è invece comune nelle lavorazioni di rettifica meccanica.
I parametri principali che governano l’operazione di finitura superficiale sono il numero dei pezzi presenti
nella macchina, la concentrazione dell’attivatore chimico, la portata dell’attivatore chimico e il tempo di
trattamento.
Il processo in sintesi
La caratteristica peculiare e significativa di questo processo è il trattamento di lisciatura delle superfici
utilizzato per ottenere la finitura superficiale.
La superfinitura isotropica viene eseguita in vibratori, sia lineari che circolari, in macchine a forza centrifuga
ed in buratti rotanti.
Nel vibratore, con i Media HD (alta densità) o miscele appositamente selezionate per mantenere inalterata la
geometria, viene usato un attivatore chimico che produce sulla superficie dei pezzi metallici da trattare un
rivestimento di conversione stabile e più tenero del metallo base.
Il movimento di sfregamento esercitato sui pezzi dai Media ad alta densitˆ e non abrasivi, asporta il
rivestimento di conversione dai 'picchi' delle superfici dei pezzi, eliminando un microstrato di metallo,
lasciando però inalterate le 'valli'.
Durante questo stadio i picchi delle superfici metalliche subiscono una seconda reazione che riforma
completamente il rivestimento di conversione; il rivestimento di conversione si riforma continuamente e viene
continuamente asportato, dando così luogo al meccanismo di levigatura delle superfici.
Il processo viene portato avanti nella macchina a vibrazione finchè le superfici dei pezzi non risultano esenti
da asperità e levigate con il grado di finitura superficiale desiderato.
Nel corso della lavorazione i pezzi appaiono sorprendentemente asciutti, in quanto l’attivatore viene
introdotto in piccole quantità, quanto basta per inumidire i Media e la superficie dei pezzi da trattare.
A questo punto, si ferma l’immissione dell’attivatore chimico e si lava con un sapone neutro il quale
conferisce un aspetto lucido/ brillante.
La lucidatura non asporta metallo, ma rimuove completamente il rivestimento di conversione restante dalla
superficie dei pezzi producendo un aspetto speculare e applicando nello stesso tempo un leggero strato di
protezione antiruggine alla superficie.
Una volta terminata la fase di lucidatura i pezzi sono pronti per essere scaricati dalla macchina e il processo
ISF è terminato.
La superfinitura isotropica permette di ottenere superfici con una rugosità di soli 0,01 μm e una tessitura
della superficie non orientata; la superficie isotropica, non presentando direzioni preferenziali della
conformazione geometrica, consente ai componenti di essere più resistenti.
Le tradizionali tecniche di molatura, levigatura, lappatura non eliminano le asperità, ma le trasformano in
righe di asperità più brevi. Le parti trattate in questo modo durante il loro funzionamento, sono sottoposti a
una intensa deformazione, usura e fatica da contatto.
Ad esempio, il 66 % delle cause di rottura per gearbox di turbine aeronautiche è da attribuire al pitting a
fatica e all’usura, meccanismi attivati da queste imperfezioni superficiali.
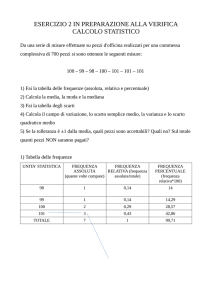
La differenza tra una superficie rettificata e una superficie trattata da REM è evidente: oltre ad una riduzione
della rugosità, si nota anche una un’asportazione di tutte le tracce lasciate dai taglienti della mola.
Questa caratteristica, oltre a migliorare la resistenza a fatica della superficie, permette di osservare una
diminuzione della coppia a vuoto degli organi trattati, ossia minore coppia assorbita degli attriti, temperature
di funzionamento minori e assenza del fenomeno di rodaggio.
L’ISF è in grado di livellare rapidamente le superfici senza essere influenzato dalla durezza del materiale: la
velocità d’esportazione dipende solo dalla velocità di formazione del coating di conversione effettuato con il
prodotto chimicamente accelerato.
Il miglioramento più evidente sui componenti è la riduzione d’attrito causata dalla superficie ultra liscia, ma
non solo; la diminuzione dell’attrito causa anche una significativa riduzione del rumore, delle temperature
d’esercizio, elimina il “pitting” sugli ingranaggi e riduce l’usura e le frizioni parassite.
A seconda del tipo e della concentrazione del reagente, il processo può essere regolato per una velocità di
asportazione del materiale da 1,5 a 10 μm/h.
Le misurazioni dell’Rz iniziale possono essere usate per stabilire in anticipo l’asportazione di materiale
necessaria per ottenere una superficie a superfinitura isotropica. Il processo ISF è controllabile e
l’asportazione di materiale può essere agevolmente monitorata per mezzo di un provino testimonio.
Naturalmente il processo ISF non influenza negativamente la geometria dei pezzi trattati, come ruote e
pignoni, i quali mantengono la loro classe d’origine (AGMA 13).
Questo processo asporta più metallo dalla regione del pezzo in cui si ha un contatto più intenso delle
particelle quindi, ad esempio nel caso delle ruote dentate, sarà asportato più materiale dall’addendum che
dal raccordo di piede (dedendum).
Il processo ISF non solo migliora le prestazioni, perchè rimuove i picchi dalla superficie di lavoro e crea una
microtessitura che facilita la ritenzione del lubrificante, ma anche perchè rimuove tutti i danni causati alla
superficie metallica da rettifica, levigatura o cementazione.
Un vantaggio di questo processo è che si tratta di un’operazione di finitura di massa in grado di effettuare la
finitura uniforme e ripetitiva di un grande pezzo o di centinaia di piccoli pezzi per ciclo che, se introdotti
identici all’inizio, alla fine del processo risulteranno finiti in modo identico, evitando così la necessità di
ispezionarli singolarmente.
I miglioramenti segnalati da aziende produttrici di trasmissioni sono, tra gli altri, l’eliminazione del transitorio
iniziale della temperatura di rodaggio seguita da una riduzione della temperatura di lavoro continuo anche di
28 °C, usura notevolmente inferiore e coefficienti di attrito molto più bassi, eliminazione del pitting sugli
ingranaggi e notevoli aumenti di potenza con durata dei pezzi molto superiori.
Quindi, ricapitolando, il processo ISF costituisce un metodo di lavorazione molto efficace, che permette di
ottenere numerosi vantaggi: maggiore resa del motore, allungamento della vita dei pezzi, riduzione dei
consumi, riduzione dei costi, riduzione dei consumi energetici, riduzione degli attriti e delle temperature
d’esercizio, incremento delle performance meccaniche, maggior rispetto dell’ambiente.