XIV corso di Tecnologia per Tecnici Cartari
edizione 2006/2007
La seccheria
di Giorgio Ivan
Scuola Interregionale di Tecnologia per Tecnici Cartari
Il corso è realizzato grazie al contributo di:
Camera di Commercio, Industria,
Artigianato e Agricoltura di Verona.
INDICE
1 - Introduzione
2 – Cogenerazione del vapore
2.1 – Tipologie di impianto
2.1.1 – Impianti di cogenerazione con turbina a vapore
2.1.2 – Impianti di cogenerazione con turbogas
2.1.3 – Il ciclo combinato
2.1.4 – Vantaggi operativi
2.1.5 – Prestazioni
2.1.6 – Costi d’investimento
2.1.7 – Emissioni di inquinanti nei fumi di combustione
2.2 – La cogenerazione nello stabilimento Reno de Medici di Villa Santa Lucia
3 – Lo scambio termico
3.1 – Conduzione
3.2 – Convezione
3.3 – Irraggiamento
4 – Trasferimento di calore da vapore alla carta
5 – Elementi della seccheria
5.1 – Cilindri essiccatori
5.2 – Giunti vapore
5.3 – Sifoni per estrazione condensa
5.4 – Tele essiccatrici
5.5 - Gli impianti vapore
5.5.1 – Impianto a cascata
5.5.2 – Impianto a termocompressore
6 – Areazione della sezione seccheria e recupero calore
6.1 – I sistemi di aria della sezione dell’essiccatore
6.2 – Cappe della seccheria
6.2.1 – Scarico dell’aria umida
6.2.2 – Punto di rugiada
6.2.3 – Livello di pressione zero ed equilibrio dell’aria
Giorgio Ivan ‐ La seccheria ‐ 1 6.2.4 – Maneggiamento dell’aria di scarico in una cappa chiusa
6.2.5 – Funzioni generali di una cappa chiusa
6.3 - Ventilazione di una seccheria
6.3.1 – Concetti di pocket ventilation
6.3.2 – Ventilatori per carte da stampa e da scrivere
6.3.3 – Ventilatori per singola-tela o “uno run”
6.3.4 – Pocket ventilation per carte più pesanti
6.3.5 – Parametri pocket ventilation
6.3.6 – I profili per mezzo della ventilazione
6.4 – Tipi differenti di scambiatori di calore
6.4.1 – Scambiatore di calore aria/aria (scambiatore di calore CHR)
6.4.2 – Scambiatore di calore aria/acqua ( scambiatore di calore AHR)
6.4.3 – Serpentina di riscaldamento lamellare
6.4.4 – Scrubber (miscelatore)
6.4.5 – Torre CHR
6.4.6 – Torre AHR
6.4.7 – Torre CAHR
Giorgio Ivan ‐ La seccheria ‐ 2 1 INTRODUZIONE
Nell’industria cartaria, il processo d’essiccamento della carta è quello che richiede il
maggior impiego energetico e di conseguenza tende a soluzioni di massima efficienza,
con riduzione di consumi e un supportabile impatto ambientale. Sono stati
innumerevoli negli ultimi decenni gli approcci per realizzare soluzioni di seccheria
alternative al vapore, quali infrarossi elettrici o a gas e aria calda, dimostratesi però
validi solo per alcune specifiche funzioni dell’essiccamento. Alcune recenti ed
evolutive soluzioni nelle cartiere italiane ed europee da parte di alcune aziende hanno
confermato la validità della tecnologia sviluppata nel risparmio energetico, nel
miglioramento dell’impatto ambientale e nella sicurezza dei cicli di essiccamento della
carta che migliorano le caratteristiche del foglio.
Le aziende costruttrici di impianti per il processo d’essiccamento della carta si stanno
sempre più orientando sul risparmio energetico, ora più attuale sia per i costi dei
combustibili necessari per il riscaldamento, sia per un adeguamento alle norme sulle
emissioni in atmosfera. In questo scenario gli impianti primari sono: gli impianti di
vapore e condensa, le cappe ad alta efficienza, le cappe di aspirazione fumane con
recupero di calore, i sistemi di soffiaggio tele e stabilizzazione foglio, i sistemi di
controllo computerizzati per l’ottimizzazione dei cicli termici.
Prima di analizzare meglio tutti questi punti è necessario fare un veloce cenno sulle
fasi di lavorazione della carta.
Il processo per la fabbricazione della carta è essenzialmente basato sul drenaggio e
disidratazione. La consistenza dell’impasto in cassa d’afflusso solitamente è tra lo
0,2% e l’1% di consistenza (2-10 gr di fibra per kg di acqua). Per essiccare la carta di
tutta la sua acqua ci sono 3 fasi importanti, la prima è per drenaggio sulla tavola piana,
nella sezione di formazione, tramite gravitazione, pulsazioni e vuoto, al cilindro
aspirante la consistenza è aumentata fino al 15%-25%. La carta prosegue nella sezione
presse, dove l’acqua viene rimossa per compressione meccanica aumentando il secco
fino al 33%-55%, questo grado di secco ovviamente varia da come è stata progettata la
sezione presse e dal tipo di impasto che si usa. Il nastro di carta prosegue entrando
nella seccheria dove, per evaporazione, si rimuove l’acqua restante.
In questa zona l’azione di evaporazione è assicurata dallo scambio termico tra i cilindri
essiccatori e la carta, suddividendo nel migliore dei modi i cilindri essiccatori in gruppi
termici in modo da permettere un esatto scarico delle condense, interessandosi
accuratamente di ottenere una certa curva d’essiccamento della carta.
Questa parte della macchina continua richiede la maggior quantità di impiego
energetico, infatti secondo alcune statistiche si consuma sotto forma termica anche più
Giorgio Ivan ‐ La seccheria ‐ 3 del 50% dell’energia totale. È per questo motivo che si cerca di spingere il più
possibile la disidratazione del foglio nella sezione presse, guadagnando un punto di
secco in ingresso della seccheria si riesce a guadagnare anche il 5% di produzione. Un
alto secco prima dell’ingresso in seccheria è fondamentale anche perché aumenta la
resistenza del foglio e di conseguenza migliora la “runnability” della macchina
facendo attenzione a non variare troppo lo spessore del nastro di carta. In uscita dalle
presse il foglio di carta contiene ancora il 50% circa di acqua, acqua presente nel
nastro sottoforma di goccioline e verrà chiamata acqua libera, che teoricamente
potrebbe essere eliminata per azione meccanica ma avremmo bisogno di elevate
pressioni nel nip e, comunque, vedremo che questa acqua libera evaporerà nella prima
zona della seccheria dove andremo a scaldare il foglio. Infine c’è l’acqua legata
chimicamente alle molecole delle fibre che forma il foglio detta acqua legata.
Con questo grafico possiamo capire intuitivamente cosa accade nella seccheria.
Nella prima fase la carta anche se completamente formata è ancora molto bagnata e ha
una temperatura ancora bassa, essendo fredda e ancora umida questa non ha una buona
resistenza meccanica, quindi sottoposta a rotture. In questa fase incontreremo i cilindri
ad una temperatura relativamente bassa (circa 40-50 °C), perché se la carta, come già
detto umida e fredda dovesse incontrare una superficie calda con una notevole
differenza di temperatura avremmo un’adesione delle fibre superficiali della carta sul
mantello del cilindro essiccatore creando così lo spolvero di fibra e poter causare
Giorgio Ivan ‐ La seccheria ‐ 4 rotture e sporcamento delle tele essiccatrici ostruendo così il passaggio dell’evaporato
e di conseguenza peggiorare l’essiccamento.
Nella seconda fase i cilindri vengono portati il più velocemente possibile ad una
temperatura superiore ai 100 °C; in questa zona della seccheria si ha un pareggio tra il
calore fornito dal sistema e il calore sottratto dall’evaporazione, si genera quindi
un’area a temperatura costante in cui la quantità d’acqua evaporata è costante.
Nella terza fase l’acqua libera è evaporata completamente, rimane solo l’acqua
intimamente legata alle fibre e difficile da far evaporare, di conseguenza in questa
zona si ha una diminuzione dell’acqua evaporata e per evitare danneggiamenti del
foglio si comincia a ridurre la temperatura del foglio.
Nella quarta fase la temperatura della carta è notevolmente alta e l’essiccamento è
veramente difficile da proseguire, difficile e a volte inutile perché non ha senso
spingere il foglio di carta ad un 100% di secco perché questa a riposo tenderebbe ad
assorbire la % di umidità ambientale che è circa il 5%.
Giorgio Ivan ‐ La seccheria ‐ 5 2. COGENERAZIONE
Nell’ottica del risparmio energetico ampio risalto viene dato alla cogenerazione,
sistema con cui si può generare contemporaneamente più fonti di energia secondarie
partendo da un’unica fonte primaria.
La cogenerazione consente sia un notevole risparmio energetico, sia una riduzione
degli agenti inquinanti prodotti.
La cogenerazione è la generazione simultanea di energia elettrica e calore in un unico
processo. Si basa su un semplice principio: in un impianto dedicato alla esclusiva
produzione di energia elettrica solo una quota (35%-55% dell’energia primaria del
combustibile) è convertita in energia elettrica. Il resto viene invece dissipato come
calore e ceduto all’ambiente. La cogenerazione permette di migliorare il rendimento di
conversione dell’energia primaria attraverso il recupero del calore. Tale recupero, in
termini di efficienza significa far aumentare il valore del rendimento globale del
sistema, che si traduce in risparmio energetico (l’efficienza della cogenerazione può
arrivare a soglie del 90%). Il calore emesso dalla macchina per la produzione di
energia elettrica in una centrale di cogenerazione ha temperature elevate e può essere
riutilizzato per produrre ulteriore energia, per la produzione di acqua calda o per la
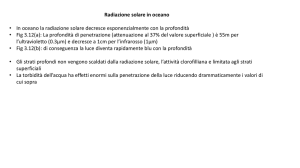
produzione del vapore nel caso delle cartiere. Di seguito è presentato uno schema di
confronto tra la produzione energetica con produzione separata (sistema tradizionale) e
con produzione combinata; come si può facilmente vedere, le perdite hanno incidenza
maggiore nel sistema convenzionale.
Confronto tra sistema tradizionale e sistema di cogenerazione.
Giorgio Ivan ‐ La seccheria ‐ 6 2.1 TIPOLOGIE DI IMPIANTO
Gli impianti di cogenerazione sono formati dalle seguenti parti:
• Motori a gas e generatore;
• Comandi ed apparecchiature di controllo;
• Scambiatori di calore ed accumulatori.
Di seguito viene riportata una possibile classificazione, basata sul tipo di motore, delle
principali configurazioni di impianto cogenerativo.
2.1.1 IMPIANTI DI COGENERAZIONE CON TURBINA
A VAPORE
Si tratta di centrali termoelettriche convenzionali con caldaia a fuoco, dove il vapore
spillato e/o scaricato da una turbina a contropressione oppure spillato da una turbina a
condensazione, viene usato come fonte di energia termica utilizzabile direttamente
dagli utenti finali, oppure per riscaldare un mezzo secondario, generalmente acqua.
Giorgio Ivan ‐ La seccheria ‐ 7 2.1.2 IMPIANTI DI COGENERAZIONE CON TURBOGAS
In questi impianti, il calore del gas di scarico del turbogas viene recuperato per
generare vapore oppure per riscaldare acqua o olio diatermico. Generalmente il
recuperatore di calore è equipaggiato con un sistema di post combustione in modo tale
da seguire le variazioni di energia richieste. Il rendimento del sistema è pari al 7085%.
2.1.3 IL CICLO COMBINATO
Il ciclo combinato è ormai la tecnologia più diffusa nei progetti di centrale di potenza
(> 3,5 MW) di nuova realizzazione, viste le sue notevoli prestazioni in termini di
efficienza e di riduzione degli impatti ambientali, a confronto con le tecnologie
precedentemente utilizzate per la realizzazione di impianti di produzione di energia
elettrica (cicli semplici).
Infatti deriva dall’impiego di due cicli semplici: il ciclo Brayton di una turbina a gas
ed il ciclo Rankine di una turbina a vapore, uno in cascata all’altro.
L’adozione di questa tecnologia permette la produzione di energia con un grado di
efficienza superiore a quello degli impianti a vapore convenzionali: consente cioè di
produrre oltre il 35% in più di energia elettrica, a parità di combustibile impiegato.
Nel ciclo combinato l’energia contenuta nel combustibile viene utilizzata per produrre
i gas caldi (1.200°C) che azionano la turbina a gas. All’uscita della turbina a gas i fumi
sono ancora molto caldi (590°C) e contengono dunque ancora una notevole quantità
dell’energia del combustibile.
Giorgio Ivan ‐ La seccheria ‐ 8 Entrano così nella caldaia a recupero, nella quale trasferiscono al vapore (anziché
all’ambiente) un’altra porzione dell’energia del combustibile. La rimanente energia,
contenuta nei fumi (95°C), viene immessa nell’ambiente.
Nella seguente figura sono confrontati il ciclo semplice a vapore, il ciclo aperto a gas
ed il ciclo combinato.
Confronto fra i cicli di produzione di energia elettrica
Giorgio Ivan ‐ La seccheria ‐ 9 Rispetto a centrali convenzionali di produzione di energia elettrica - a parità di energia
elettrica prodotta - il ciclo combinato presenta:
• vantaggi operativi
• prestazioni ottimali
• tempi di costruzione contenuti
• basso costo d’investimento
• impatto ambientale limitato
2.1.4 VANTAGGI OPERATIVI
I vantaggi operativi di un Ciclo Combinato nei confronti di ogni altro tipo di impianto
di produzione di energia elettrica sono ormai riconosciuti da lungo tempo.
Questi vantaggi possono essere riassunti nel seguente modo:
• avviamento veloce. I cicli combinati possono raggiungere il pieno carico da
condizioni definite “hot” nel giro di 70 minuti e da condizioni di partenza a freddo in
un tempo inferiore alle 3 ore;
• Aumento di sicurezza operativa con possibilità di avere un controllo dell’impianto
completamente automatico. Questa possibilità può essere estesa anche a tutte le
procedure di avviamento dei ciclo sia da caldo che da freddo;
• bassi costi operativi e di manutenzione.
2.1.5 PRESTAZIONI
Le centrali a ciclo combinato sono caratterizzate da un basso consumo specifico di
combustibile rispetto ad impianti a vapore di dimensioni comparabili. Valori tipici
sono di 1500-1600 kcal/kWh basati sul potere calorifico inferiore e dipendenti dalle
tipologie di turbina a gas adottata;
Le principali apparecchiature per la realizzazione di una centrale a Ciclo Combinato
sono: la turbina a gas, la caldaia a recupero senza bruciatori ausiliari, la turbina a
vapore, i generatori elettrici e i sistemi di controllo. Tutte queste apparecchiature sono
molto affidabili e consentono all’impianto il raggiungimento di eccellenti prestazioni,
come una disponibilità (o affidabilità) maggiore del 90%.
La vita tecnica di un impianto a Ciclo Combinato è di 20-25 anni.
2.1.6 COSTO D’INVESTIMENTO
Anche se il costo di installazione di un impianto di generazione di energia elettrica può
variare notevolmente in funzione dei tipo di installazione, della localizzazione
dell’impianto e da altri fattori, si può affermare che un impianto di generazione di
energia elettrica basato sul principio del ciclo combinato ha un costo d’investimento
Giorgio Ivan ‐ La seccheria ‐ 10 inferiore rispetto a quello di ogni altro tipo di impianto termico, come si evince dal
seguente elenco in cui si riporta il costo d’investimento rispetto al kilowatt installato:
• ciclo combinato 300-400 Euro/kW
• centrale a vapore a gas 360-570 Euro/kW
• centrale a vapore a carbone 770-1000 Euro/kW
2.1.7 EMISSIONI DI INQUINANTI NEI FUMI
DI COMBUSTIONE
I principali inquinanti emessi dalle centrali turbogas sono gli ossidi di azoto (NOx) e il
monossido di carbonio (CO).
Gli NOx sono prodotti dalla reazione tra l’azoto e l’ossigeno presenti nell’aria, per
effetto delle elevate temperature. Il CO è prodotto dalla combustione del metano, che
non può mai essere perfetta, e cioè produrre solamente CO2 e acqua.
Altri inquinanti, in quantità molto minori, possono essere presenti, per il fatto che il
combustibile non è mai metano puro ma gas naturale, che contiene anche altri
idrocarburi e tracce di altre sostanze, e che comunque nell’aria che alimenta la
combustione sono già presenti in traccia molte sostanze.
Occorre anche tener presente che le emissioni gassose sono differenti in funzione dei
sistemi di contenimento adottati, in particolare per la riduzione degli NOx, fra i quali i
più utilizzati sono sistemi di abbattimento con iniezione di acqua o vapore , tecnologie
di abbattimento a secco, dispositivi di abbattimento degli ossidi di azoto (NOx)
denominati SCR (Selective Catalytic Reduction ).
Il sistema di abbattimento con iniezione di acqua o di vapore (water-steam injection)
risulta oramai sorpassato sia per i limiti di abbattimento raggiungibili (100 mg/Nm3 di
NOx) sia per la necessità di disporre di risorse idriche elevate.
2.2 LA COGENERAZIONE DELLA RENO DE MEDICI
DI VILLA SANTA LUCIA
L’azienda presso la quale lavoro (Reno de Medici, stabilimento di Villa S. Lucia),
presenta un’impiantistica con sistemi di produzione dell’energia termica necessaria al
processo che presentano rendimenti elevati.
Il ciclo di lavorazione della Reno de Medici necessita delle seguenti fonti energetiche:
• Energia elettrica
• Energia termica nella forma di vapore saturo a 7 bar
L’assorbimento elettrico dello stabilimento è di circa 10.200-12.100 kW con un valore
medio stimato pari a 11.300 kW.
Giorgio Ivan ‐ La seccheria ‐ 11 L’energia termica è autoprodotta in centrale termica mediante generatori di vapore a
tubi d’acqua alla pressione di 60 bar 450°C.
Questo vapore si espande nella turbina a vapore, da 60 bar a 7 bar e viene
successivamente inviato allo stabilimento per l’utilizzo nelle varie fasi di produzione.
Il fabbisogno termico dello stabilimento è di circa 28.000-35.000 Kg/h di vapore con
un valore medio stimato pari a 32.000 Kg/h.
Il gruppo turboalternatore è racchiuso entro un cassone insonorizzato realizzato in
profilati metallici e pannelli con riempimento in lana minerale, e posizionato
all’esterno del fabbricato che conterrà la centrale di cogenerazione.
Il gruppo turboalternatore è dotato di tutti i dispositivi di sicurezza richiesti dalla legge
ed in particolare:
• dispositivi automatici di arresto per sovratemperatura o caduta di pressione dell’olio
lubrificante;
• intercettazione automatica del flusso di combustibile per arresto del gruppo;
• sistema di sorveglianza gas;
• sistema di protezione antincendio.
L’alimentazione a metano del gruppo turboalternatore, avviene ad una pressione di
circa 21 bar.
Davanti all’uscita fumi del turboalternatore è posizionato il generatore di vapore a
recupero, che è dotato di un post bruciatore in vena d’aria per la necessaria
integrazione di energia termica.
Per contenere gli inquinanti (NOx) contenuti nei fumi di scarico del turbogeneratore è
stato adottato il sistema di combustione SoLoNOx, che realizza un metodo più
semplice per garantire i limiti oggi molto ristretti sulle emissioni di NOx evitando
l’iniezione di acqua.
La combustione premiscelata magra riduce la conversione di azoto atmosferico ad
NOx all’interno di un combustore di una turbina a gas riducendo la temperatura di
fiamma del combustore stesso.
Poiché il tasso di formazione di NOx dipende in modo esponenziale dalla temperatura,
la riduzione della temperatura di fiamma diventa fortemente efficace nel ridurre le
emissioni di NOx.
La riduzione della temperatura nel combustore è ottenuta in due modi:
In primo luogo, la zona di combustione primaria viene fatta lavorare ad una
temperatura più bassa di quella abituale (rapporto medio combustibile/aria ridotto).
Questa condizione è ottenuta aumentando il flusso di aria nella zona primaria e
conseguentemente riducendo il flusso nella zona di diluzione. Il flusso di aria totale e
la temperatura con cui lo stesso abbandona il combustore rimangono inalterati e quindi
Giorgio Ivan ‐ La seccheria ‐ 12 non si hanno variazioni nelle altre caratteristiche della turbina come la potenza o il
consumo specifico.
In secondo luogo, nella combustione premiscelata magra, i processi di miscelazione a
combustione sono disaccoppiati. Il combustibile e l’aria della zona primaria sono
miscelati prima della zona in cui viene la combustione. La premiscelazione produce
una temperatura di fiamma molto più uniforme e ciò previene la formazione di NOx
all’interno del combustore.
Giorgio Ivan ‐ La seccheria ‐ 13 3. LO SCAMBIO TERMICO
Lo scambio termico, durante l’essiccazione del foglio, può avvenire in tre fasi. Per
conduzione, convezione ed irraggiamento.
3.1 CONDUZIONE
Il trasferimento del calore per conduzione avviene attraverso il contatto di due corpi
con differente temperatura, per il primo principio della termodinamica l’energia fluisce
dal corpo più caldo verso quello più freddo con intensità proporzionale alla differenza
di temperatura.
Nel nostro caso questo processo avviene nei primi cilindri della seccheria. Come
abbiamo detto prima, il foglio ancora freddo e bagnato riceve calore per raggiungere la
temperatura di evaporazione, in questo caso abbiamo lo scambio termico per
conduzione tra la superficie del cilindro ed il foglio di carta. Il fenomeno della
conduzione del vapore risulta migliore quanto più è stretto ed uniforme è il contatto tra
i due corpi, nel nostro caso foglio e cilindro. Cause che limitano questo contatto sono
la ruvidità della carta, la finitura superficiale del mantello dell’essiccatore, l’anello
liquido all’interno del cilindro e lo strato di aria che si forma tra la superficie
dell’essiccatore ed il foglio. Le tele essiccatrici hanno il compito di migliorare lo
scambio di calore aumentando l’aderenza della carta al cilindro.
3.2 CONVEZIONE Lo scambio termico per convezione è quello che si verifica attraverso la migrazione di
masse fluide fredde e la temperatura tende ad uniformarsi attraverso il loro
mescolamento. Nel nostro caso questo avviene nei tiri liberi della carta quando passa
dal cilindro superiore a quello inferiore, sulle superfici esterne delle tele; questo è
dovuto al movimento dell’aria riscaldata presente nei pressi del foglio, ed esso dipende
direttamente dalla velocità del flusso d’aria e dalla sua temperatura.
3.3 IRRAGGIAMENTO
L’irraggiamento, a noi a tutti noto attraverso l’esposizione che abbiamo ai raggi solari;
infatti questo principio di trasferimento del calore è quello che consente al sole di
mantenere la temperatura sulla terra.
Nelle aziende che producono carta questo principio ha trovato uno scarso impiego,
infatti lo troviamo solo nelle patinatrici con apparecchiature a raggi infrarossi, sia a gas
che elettrici e viene usato per correggere il profilo di umidità.
Giorgio Ivan ‐ La seccheria ‐ 14 4. TRASFERIMENTO DI CALORE DAL VAPORE
ALLA CARTA
La temperatura Ts è la temperatura di condensazione del vapore all’interno del
cilindro, la temperatura Tp è la temperatura a cui avviene l’evaporazione dell’acqua
contenuta nella carta.
Il vapore, ad una certa temperatura (costante) e pressione si trova all’interno del
cilindro, si ha una prima conduzione sulla pellicola della condensa che aderisce alla
parete interna del cilindro, essendo l’acqua un pessimo conduttore (la resistenza
termica di 1 mm d’acqua è equivalente alla resistenza termica di 27 mm di ghisa o di
100 mm di acciaio), abbiamo un primo abbassamento di temperatura, la seconda
barriera è uno strato fortunatamente sottile e quindi poco influente di ruggine
(anch’esso pessimo conduttore), la terza è lo spessore del mantello del cilindro
(solitamente ghisa), che è abbastanza spesso ma ha una buona conducibilità. La quarta
è un lieve strato di aria che si interpone tra il mantello del cilindro e la superficie del
foglio, qui non c’è una buona conducibilità, quindi dipende tutto dallo spessore. Fino a
quando il foglio di carta ha una certa umidità la conducibilità all’interno del foglio
rimane buona, quando il grado di secco si alza questa diminuisce notevolmente.
Andiamo a vedere ora cosa accade al foglio di carta quando attraversa la seccheria
cilindro per cilindro, come e dove riceve calore, ed il suo evaporato.
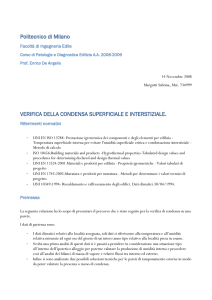
Giorgio Ivan ‐ La seccheria ‐ 15 B‐C = conduzione C‐D = convezione Nel grafico superiore è indicata la temperatura del foglio di carta e in quello inferiore
l’asciugamento della carta.
Nella zona A-B abbiamo un primo riscaldamento del foglio, ed un quasi nullo
asciugamento, man mano che il foglio si riscalda (B-C), per conduzione, lentamente
inizia l’asciugamento, quando il foglio non viene più a contatto con il cilindro per
forza della tela essiccatrice la temperatura si stabilizza per un attimo, abbiamo un
picco di asciugamento e quando il foglio lascia il cilindro abbiamo un nuovo, il vero
picco di asciugamento per poi perdere di temperatura e quindi anche di forza
essiccante.
Questo accade ogni qualvolta il nastro di carta incontra un cilindro essiccatore. Giorgio Ivan ‐ La seccheria ‐ 16 5. ELEMETI DELLA SECCHERIA
Tutta la seccheria è composta da svariati elementi, che di seguito descriveremo.
5.1 CILINDRI ESSICCATORI
Portato il vapore alla pressione e, di conseguenza, alla temperatura desiderata, questo
viene mandato in macchina, o più precisamente ai cilindri essiccatori che generalmente
sono realizzati in fusione di ghisa; la loro lunghezza è in funzione alla larghezza della
macchina continua ed il suo diametro dipende dai vincoli di costruzione, puntando, nel
possibile, sempre ad un diametro maggiore, perché più è grande, maggiore sarà la
superficie di contatto con il foglio e di conseguenza un incremento di essiccamento,
comunque nella maggior parte dei casi il loro diametro è di 1,5-1,8 m. Un diametro
troppo grande equivale a dire maggior spessore di ghisa e quindi minore scambio
termico, e di conseguenza, scarso asciugamento.
Il cilindro essiccatore alle sue estremità è chiuso da due testate, su queste ci sono i
perni che ne permettono la rotazione, uno dei due, solitamente quello posto al lato
servizi macchina continua, è cavo, questo serve per l’iniezione e l’estrazione della
condensa (che più avanti vedremo nello specifico), nelle macchine molto larghe questo
può essere presente su entrambe le testate per favorire una maggiore uniformità di
riscaldamento su tutto il formato del cilindro.
Sulla testata posta sul lato comandi macchina continua è presente un ingresso,
chiamato passo d’uomo, che serve per un’eventuale ispezione all’interno del cilindro
essiccatore.
Il mantello esterno, è in ghisa ed ha uno spessore che può variare tra i 25 e 30 mm,
questo è quello che andrà a contatto con la carta, e deve avere una superficie più liscia
e regolare possibile, così il foglio non si attacca ed avrà più punti di contatto, di
conseguenza maggior scambio termico.
Per la pulizia della superficie del cilindro vengono montate sulle spalle della seccheria
dei supporti che tengono una raschia a contatto con questi, e questa lama, chiamata
raschia che può essere fissa oppure oscillante, una volta consumata si sostituisce con
una nuova.
Sulla testata del lato servizio del cilindro è fissato un disco con diametro uguale a
quello dell’essiccatore e sulla sua circonferenza troviamo una piccola incavatura,
questa è la sede delle corde che permette il passaggio della coda per l’avviamento.
I cilindri essiccatori sono divisi in più gruppi, detti “batterie”. Durante l’asciugamento
avviene una contrazione del nastro di carta ed è necessario sezionare la seccheria in
Giorgio Ivan ‐ La seccheria ‐ 17 modo da poter controllare l’entità dell’accorciamento, tramite piccole differenze di
velocità tra le sezioni, e di conseguenza ridurre la possibilità di grinze o rotture.
La disposizione dei cilindri di seccheria è solitamente in due file sfalsate e
sovrapposte, il foglio quindi passa alternativamente dal cilindro superiore a quello
inferiore, e viceversa. Ogni batteria è abbracciata da due tele essiccatrici (più avanti
approfondiremo), una inferiore ed una superiore, che servono a favorire il contatto
della carta con il cilindro. Passando dai cilindri superiori a quelli inferiori, e viceversa,
il nastro di carta presenta un tiro libero, questo ci preoccupa maggiormente nella prima
parte della seccheria, dove il foglio, ancora umido e quindi fragile, potrebbe dare
origine a grinze, sbandieramenti o rotture. Per evitare i problemi citati e perdite di
produzione, soprattutto nelle macchine nuove e con notevole incremento della
velocità, in quella zona della seccheria si ha un’unica tela, chiamata slalom o uno-run;
questa accompagna la carta lungo il suo percorso nei primi cilindri. Quando la carta
avvolge i cilindri inferiori il foglio è a contatto con gli stessi, ma nel passaggio sui
cilindri inferiori, la tela essiccatrice si trova tra il cilindro e la carta, riducendo di
conseguenza lo scambio termico.
Giorgio Ivan ‐ La seccheria ‐ 18 5.2 GIUNTO ROTANTE
Il vapore viene mandato alla pressione voluta tramite un giunto, solitamente posto sul
lato comando della testata del cilindro essiccatore, questo è suddiviso al suo interno in
due parti distinte ed isolate l’una dall’altra, una di questa è necessaria per l’immissione
del vapore, l’altra servirà per l’eliminazione della condensa che si creerà quando il
vapore cederà calore al cilindro.
Sezione di un giunto rotante
5.3 SIFONI PER ESTRAZIONE CONDENSA
Quando il vapore entra in contatto con le pareti del cilindro essiccatore e cede alle
stesse il suo calore, la sua temperatura si riduce scendendo sotto il valore di
ebollizione causando così il passaggio di stato dallo stato gassoso a quello liquido, con
formazione di condensa, questa possiamo definirla un “fluido bifase”, in quanto
contiene sia acqua che vapore.
All’interno dei cilindri, quando il vapore si condensa, in base alla quantità di condensa,
al diametro del cilindro e alla velocità di rotazione si è potuto osservare quanto segue:
• una pellicola di condensa aderisce al mantello dell’essiccatore a tutte le velocità.
• a mano a mano che aumenta la velocità di rotazione del cilindro, una certa quantità di
condensa passa attraverso gli stadi seguenti:
- la maggior parte della condensa si raccoglie in una pozza sul fondo dell’essiccatore
(pozza);
Giorgio Ivan ‐ La seccheria ‐ 19 - Questa pozza si sposta lungo la parete nel cilindro nella direzione di rotazione
(cascata lieve);
- la condensa ricade sotto forma di “pioggia” dalla parete del cilindro (cascata);
- per effetto della forza centrifuga, la condensa forma uno strato continuo sulla parete,
che prende il nome di “anello” (spessore 1-1,5 mm);
• la velocità angolare alla quale cessa uno stadio e si passa a quello successivo,
dipende dalla quantità di condensa e dal diametro del cilindro.
• in uno stesso essiccatore si sono osservate contemporaneamente la formazione
dell’anello e della pioggia.
Comportamento della condensa alle varie velocità Continuano le ricerche sul comportamento della condensa nell’essiccatore e si è
stabilito che il disegno e le dimensioni del sifone sono un fattore importante rispetto al
comportamento della condensa e all’uniformità di temperatura del mantello
dell’essiccatore.
Il sifone di un cilindro essiccatore è un dispositivo attraverso il quale la condensa ed il
vapore fluente, come pure l’aria e i gas non condensabili, passano dall’interno
dell’essiccatore alle tubazioni che, attraversano il giunto rotante montato sul perno
dell’essiccatore, portano la condensa all’esterno.
Il sifone ideale (in qualche caso è presente più di un sifone) deve essere progettato e
dimensionato in modo da tenere al minimo lo spessore e le variazioni della pellicola di
condensa. Se il disegno e le dimensioni del sifone, come pure la pressione
differenziale, sono idonei, è possibile ottenere e mantenere un anello sottile anche a
bassa velocità.
Il fenomeno della pioggia nell’interno dell’essiccatore aumenta il consumo di energia,
crea degli inconvenienti ai cuscinetti degli essiccatori e riduce la trasmissione di calore
in quella zona.
Vi sono due tipi principali di sifone, i rotanti e i fissi.
Giorgio Ivan ‐ La seccheria ‐ 20 I sifoni rotanti girano insieme al cilindro essiccatore, mentre i sifoni fissi rimangono
immobili rispetto ad un punto esterno dell’essiccatore.
Di solito il sifone rotante esige meno manutenzione di quello fisso, perché l’apertura
del sifone rotante, chiamata “scarpa”, è fissa rispetto all’interno del mantello
dell’essiccatore ed è bloccata nella sua posizione..
La pressione differenziale necessaria per far fluire la condensa fuori dal cilindro
dipende dalle dimensioni del sifone, in relazione al carico di condensa e alla velocità.
Il sifone fisso presenta l’apertura della bocca aspirante opposta al senso di rotazione
del cilindro. Il sistema drenante funziona sul principio di utilizzo dell’energia cinetica
dell’anello liquido in abbinamento alla combinazione differenziale di pressione/vapore
attraversante. In funzione alla distanza tra la scarpa e il cilindro, non tutto il film di
condensa viene rimosso, ne rimarrà uno spessore minimo. Ovviamente minore sarà la
distanza tra la scarpa e il cilindro, migliore sarà la condizione operativa, e di
conseguenza minore sarà lo spessore di condensa minore sarà anche la caduta di
temperatura che il vapore cederà alla carta.
Sifone fisso per alte velocità
Sifone rotante
Per ridurre gli effetti negativi della condensa negli ultimi anni sono state introdotte le
barre di turbolenza.
Queste sono delle barre fissate longitudinalmente lungo tutta la circonferenza interna
del cilindro essiccatore.
Studiando il comportamento della condensa nei vari strati dell’anello si è visto che,
man mano si va verso l’interno del cilindro la velocità di questa diminuisce, quindi lo
Giorgio Ivan ‐ La seccheria ‐ 21 strato di condensa ruota più lentamente rispetto al cilindro, con la presenza delle barre
di turbolenza, che girano alla stessa velocità dell’essiccatore, impattano contro la
condensa, generando una turbolenza e la disgregazione dell’anello liquido.
I vantaggi sono:
• minor consumo energetico
• migliore trasferimento di calore
• migliore profilo trasversale d’umidità.
5.4 TELE ESSICCATRICI
Le tele di seccheria hanno il compito di mantenere il foglio di carta a stretto contatto
con la superficie del cilindro essiccatore allo scopo di favorire il trasferimento di
calore e la successiva rimozione dell’acqua presente nella carta.
In principio queste tele erano costituite da cotone, lana/cotone, cotone/amianto, negli
ultimi anni si è passati ai tessuti sintetici quali poliestere, acrilici e poliammide.
Giorgio Ivan ‐ La seccheria ‐ 22 Questa evoluzione ha portato svariati vantaggi, come una maggior durata della tela,
una maggior permeabilità, migliore stabilità dimensionale, tutto ciò si traduce in
incremento dell’asciugamento e conseguente aumento di produzione.
Diverse tecniche di tessitura e di fili utilizzati permettono di variare la permeabilità del
feltro, questa è espressa in CFM e indica quanta aria attraversa un piede quadrato di
tela in un minuto. Ovviamente tutte le tele presenti nella seccheria non avranno il
valore di CFM uguale, solitamente nella prima parte (subito dopo la parte umida) si
hanno valori di CFM bassi, in quanto il loro lavoro sarà facilitato dalla gran quantità di
acqua presente nel foglio, man mano che l’umidità diminuisce la permeabilità della
tela deve aumentare per facilitare l’allontanamento del vapore ancora generato
dall’essiccamento. È fondamentale la giusta scelta della tela essiccatrice per ogni
singola batteria, questo perché ogni singola zona richiede una tela più o meno
permeabile.
Le tele essiccatrici contribuiscono all’asciugamento della carta promuovendo il
trasferimento del calore e la successiva evaporazione dell’acqua presente in essa,
intuitivo che quanto più la permeabilità delle tele è alta e quindi vicina alle condizioni
di tela nuova, tanto più sarà favorito il trasferimento del calore e tanto meno sarà
possibile che materiale contaminante (soprattutto per chi come materia prima usa
macero), come asfalto, oli, peci, plastiche, fini e stickies in generale vada ad aderire al
nastro di carta, provocando difetti o rotture con conseguente perdita di produzione.
Il contaminante và ad ostruire gli spazi vuoti della tela e riducendone quindi la
permeabilità, di conseguenza ostacola l’evaporazione causando un profilo non
uniforme di umidità in senso trasversale. L’ostruzione delle tele causa un innalzamento
della temperatura della carta, provocando così la fusione dei contaminanti presenti
sulla superficie della carta che porterà ad una nuova deposizione del contaminante
sulla tela.
5.5 GLI IMPIANTI VAPORE E CONDENSA
Sono studiati per realizzare la massima efficienza per ogni tipo di macchina continua,
dove è di fondamentale importanza la scelta del tipo di sifone, se fisso o rotante e delle
barre di turbolenza in base ai tipi di carta prodotti, alla velocità di produzione e alle
pressioni di esercizio. Nel corso del progetto è da considerare le portate di vapore che
attraversano i sifoni, i differenziali per ottimizzare la resa e l’eliminazione della
possibilità di allagamento del cilindro essiccatore. I risultati degli impianti vapore e
condensa hanno evidenziato valori interessanti nell’aumento della capacità di
essiccamento e nella riduzione dei consumi specifici di vapore per unità di carta
prodotta, le prestazioni di questi impianti hanno portato un notevole miglioramento
Giorgio Ivan ‐ La seccheria ‐ 23 qualitativo nelle caratteristiche della carta e un profilo trasversale di umidità del foglio
notevolmente più uniforme.
5.5.1 IMPIANTO A CASCATA
L’allontanamento della condensa dagli essiccatori può avvenire nella giusta misura
solo se si mantiene una differenza di pressione attraverso il sifone. Questa differenza
deve essere abbastanza grande da permettere la evacuazione della condensa a mano a
mano che si accumula e lo scarico di una quantità di vapore sufficiente per assicurare
l’eliminazione continua dei gas non condensabili. Il flusso continuo del vapore
favorisce anche la circolazione dello stesso all’interno dell’essiccatore. La portata del
vapore fluente dipende dal differenziale di pressione, dal diametro del tubo del sifone,
dal disegno della scarpa e dalla velocità di condensazione; pertanto non può essere
regolata ad un valore predeterminato.
Il differenziale occorrente per il drenaggio dell’essiccatore dipende dalla velocità della
macchina, dal diametro dell’essiccatore e dal tipo di sifone.
Le pressioni minime ottenibili in una seccheria (3 sezioni), conferiscono alla superficie
dei cilindri della prima sezione temperature comprese fra 85 e 100 °C. Queste
temperature di solito sono accettabili solo in macchine per carte di alta grammatura.
Per molti tipi di carte, la temperatura di questi cilindri non deve superare 80-85 °C,
mentre in taluni casi bisogna scendere fino a 65 °C, solitamente per non avere
problemi di spolvero.
L’allontanamento continuo della condensa, dell’aria e degli altri gas non condensabili
dagli essiccatori permette di realizzare, nei limiti concessi dalle regolazioni dello
scarico degli essiccatori, un essiccamento uniforme del foglio. La trasmissione del
calore al foglio migliora e quindi occorre meno vapore per evaporare l’acqua del
foglio. Tuttavia i risparmi più significanti provengono dal reimpiego della condensa,
del vapore fluente e di quello di evaporazione.
La condensa proveniente dalla macchina è approssimativamente satura alla pressione
sotto la quale essa si trova nel sistema. La temperatura della condensa può andare da
60 °C fino a 175 °C, a monte della valvola di scarico, o di regolazione differenziale,
della sezione di essiccatori.
La condensa ed il vapore fluente provenienti dalla sezione sono condotti ad un
separatore di vapore, dove la velocità della miscela si riduce notevolmente. Anche la
direzione del flusso s’inverte, il che, insieme alla diminuzione della velocità, provoca
la separazione della condensa più pesante dal vapore.
Il livello della condensa nell’interno del separatore è mantenuto costante per mezzo di
un regolatore di livello che agisce su di una valvola di regolazione, la quale strozza lo
Giorgio Ivan ‐ La seccheria ‐ 24 scarico della pompa della condensa. La regolazione del livello della condensa
nell’interno dei serbatoi fa sì che il sistema rimanga sempre chiuso e che al di sopra
del pelo libero vi sia sempre uno spazio sufficiente perché avvenga la separazione del
vapore dalla condensa.
Se si vuole che il sistema sia veramente economico, si deve poter usare il vapore
fluente, senza porre limiti alla flessibilità di funzionamento della macchina continua.
Vi sono diversi sistemi che permettono di reimpiegare il vapore fluente nella
seccheria; il più usato oggigiorno è quello chiamata “in cascata”. Secondo questa
sistema il vapore fluente viene fatto passare in cascata attraverso le successive sezioni
della seccheria, fino alla prima sezione di pochi cilindri, subito dopo le presse. Dopo
quest’ultimo stadio, il vapore si scarica in un condensatore o, se la pressione residua lo
permette, esso è utilizzato diversamente.
Giorgio Ivan ‐ La seccheria ‐ 25 Giorgio Ivan ‐ La seccheria ‐ 26 5.5.2. IMPIANTO A TERMOCOMPRESSORI
L’impianto che verrà descritto in seguito è come il precedente che permette il recupero
di vapore del vapore attraversante.
Osservando la Figura che segue si nota una seccheria ipotetica costituita da 14 cilindri
ma suddivisa in maniera un po’ diversa rispetto a quello dell’impianto a cascata.
Giorgio Ivan ‐ La seccheria ‐ 27 La maggior parte degli essiccatori (12), è raggruppata ed alimentata da una linea di
distribuzione del vapore saturo in arrivo dalla centrale.
Per regolare la pressione di esercizio del gruppo vi è una valvola PCV solitamente
collegata con il controllo di umidità a fine macchina. Il liquido bifase viene in seguito
estratto dai cilindri ed inviato al barilotto dove avviene la solita divisione fra vapore
attraversante e condensa. A questo punto si nota la vera differenza esistente tra questo
sistema ed il precedente. Invece di inviare il vapore attraversante ad un gruppo a
pressione inferiore lo si invia ad un termocompressore che ha la stessa funzione di un
compressore. Il suo scopo è quello di aspirare il vapore dal barilotto per poi
ricomprimerlo alla pressione di esercizio dei cilindri e reimmetterlo nel collettore di
alimentazione. Naturalmente il termocompressore ha bisogno di energia per effettuare
l’aumento di pressione descritto precedentemente. Questa energia gli viene fornita da
una linea di distribuzione del vapore separata che deve essere circa 8-10 bar.
Questa apparecchiatura (Figura seguente) in definitiva non è altro che un tubo di
venturi e dotata di tre attacchi: nel primo arriva il vapore ad alta pressione, nel secondo
arriva il vapore aspirato dal barilotto e dal terzo, la mandata, esce il vapore da mandare
al gruppo.
Il vapore a 10 bar arrivando ad alta velocità e passando attraverso il tubo di venturi
crea una forte depressione che permette di aspirare il vapore attraversante e di
espellerlo alla pressione da noi desiderata. La quantità di vapore “motore” utilizzato
dipende soprattutto dalla pressione dello stesso. Se invece di utilizzare del vapore a 10
bar venisse utilizzato del vapore a 15 bar ne servirebbe sicuramente di meno.
Giorgio Ivan ‐ La seccheria ‐ 28 Un vantaggio di questo tipo di impianto è dato dal fatto che i gruppi non devono essere
più necessariamente a pressione decrescente ma si possono far funzionare tutti alla
pressione che serve all’operatore ed inoltre non c’è più la necessità di creare una curva
di essiccamento.
Per dare una certa completezza allo schema dell’impianto a termocompressore ci sono
i primi due cilindri che vengono alimentati separatamente da due valvole nel caso che,
per un certo tipo di prodotto, si vogliano mantenere questi due essiccatori ad una
temperatura e quindi una pressione inferiore. La flessibilità di questo sistema
permetterebbe comunque di lavorare alla massima pressione sia sul gruppo principale
che sui primi due cilindri visto che non vi sono più i vincoli presenti nell’impianto a
cascata. Per quanto riguarda il vapore attraversante e la condensa valgono tutte le
considerazioni elencate nel capitolo precedente.
Dalla combinazione dei due tipi di impianti nascono la maggioranza dei sistemi
presenti sulle macchine continue odierne.
Qualche limitazione nasce dal tipo di centrale termica a disposizione perché l’impianto
a cascata si può sempre avere, visto le basse pressioni di esercizio, mentre per
l’impianto a vapore è necessario utilizzare una linea di distribuzione del vapore ad alta
pressione.
Questa linea non è possibile averla dove non sono presenti nelle turbine dei sistemi di
estrazioni intermedia del vapore.
Giorgio Ivan ‐ La seccheria ‐ 29 6. AREAZIONE NELLA SEZIONE SECCHERIA
E RECUPERO CALORE
Nell’asciugare la carta è normale che si provochi un’interazione tra fibre, acqua e aria.
Per poter migliorare il processo di essiccamento della carta bisogna saper gestire bene
la ventilazione nella seccheria. Questo fattore inoltre aumenta d’importanza negli
ultimi anni con l’incremento delle velocità di produzione per saper gestire la parte di
ventilazione nella seccheria migliorando la “runnability”. L’esigenza di risparmio
energetico è diventato sempre più importante. Tenendo conto delle funzioni
ambientali, la ventilazione della seccheria ha richieste sempre più rigorose.
In principio, le seccherie per l’asciugamento della carta erano sprovviste anche delle
cappe. L’acqua evaporata dalla carta veniva semplicemente diffusa in sala macchina, e
poi scaricata attraverso il tetto. Le condizioni di lavoro per gli operatori di macchina
erano intuitivamente difficili.
Con questo era inevitabile la formazione di condensa e quindi gocce d’acqua ovunque,
persino la costruzione in se, andava via via deteriorando poiché l’acqua evaporata era
libera di espandersi in tutta la sala macchina.
Successivamente, sono nate le cappe aperte. Anche se queste hanno fatto una grande
differenza ma si era ancora lontani dal rendimento energetico ottimale. Inoltre non
esisteva nessun controllo sulle correnti d’aria provenienti dall’esterno, e flussi che si
creavano all’interno della seccheria.
Lo sviluppo, infine, ha portato a separare completamente la seccheria dalla sala
macchina usando cappe chiuse, compreso lo scantinato. Allo stesso tempo, si studiò un
metodo per gestire l’aria presente in quest’ambiente, con metodi differenti, oltre a
studiare un rifornimento controllato di aria nella seccheria.
Poco dopo cominciarono a cambiare le esigenze nei confronti della ventilazione nella
seccheria. Nelle macchine di oggi, i sistemi di ventilazione dovrebbero essere parte
integrante del processo di fabbricazione della carta.
Il sistema di ventilazione di una seccheria e di una cappa deve poter effettuare molte
funzioni di base importanti, quali:
• “bloccare” e rimuovere l’aria nella seccheria;
• generare un ambiente controllato e favorevole per il processo di essiccamento;
• migliorare l’utilizzo di energia e l’economia nel processo di essiccamento;
• migliorare la “runnability” della macchina, non solo per mezzo di sistemi di
runnability, ma anche con la distribuzione ed un controllo adeguato delle correnti
d’aria lungo tutta la sezione della seccheria;
Giorgio Ivan ‐ La seccheria ‐ 30 • garantire buone condizioni di lavoro nella sala macchina in termini di calore,
umidità e rumore;
• proteggere la costruzione e la macchina in se dal deterioramento dovuto all’umidità;
• ridurre le emissioni quali rumore e foschia nella parte esterna del fabbricato.
6.1 SISTEMI DI ARIA DELLA SEZIONE
DELL’ESSICCATORE
Il sistema di ventilazione della seccheria consiste essenzialmente di seguenti
sottosistemi:
• recinzione del sottomacchina e della parte superiore.
• sistemi dell’aria di scarico;
• sistemi d’introduzione aria;
• distribuzione dell’aria (pocket ventilation, blow-boxes, ecc.);
• sistema di recupero di calore;
Oltre a questi sistemi tradizionali, componenti principali delle installazioni moderne
sono i sistemi di attenuazione del rumore, e perfino della foschia e del pulviscolo. Per
ottenere un sistema ben funzionante tutte queste parti dovrebbero essere ben
dimensionate nell’insieme.
Solitamente l’aria di scarico, che contiene l’acqua evaporata nella seccheria, viene
rimossa dalla cappa chiusa. L’aria che viene introdotta per il rinnovo di aria secca, è
preriscaldata, solitamente in un sistema di recupero calore usando l’aria di scarico,
altre fonti di calore (vapore vivo, vapore di flash) o entrambe. Successivamente è
riscaldata anche in serpentine di vapore ed è distribuito dalle blow-boxes, pocket
ventilation, ecc. all’interno della cappa.
Una certa quantità entra nella cappa (circa il 25% di tutta l’aria da rifornire) come
fughe di aria, principalmente attraverso lo scantinato.
Le domande di base da porsi prima di progettare un sistema di ventilazione sono:
• come dovrebbe essere la recinzione della seccheria per funzionare correttamente,
evitando le fughe di calore, di aria ed effettuare un ambiente favorevole al processo
di essiccamento?
• come e dove, l’aria calda e umida verrà estratta dal sistema?
• come, dove e quanta aria verrà introdotta nel sistema?
• se usando l’aria riciclata, da dove dovrebbe essere presa e dove dovrebbe essere
usata?
Giorgio Ivan ‐ La seccheria ‐ 31 6.2 CAPPE DELLA SECCHERIA
Le cappe aperte non sono utilizzate oggi, ma le cappe semi-aperte ancora trovano uso
su alcune macchine, quelle più piccole e vecchie.
Tutte le nuove seccherie vengono ormai fornite di cappe chiuse, offrendo grandi
vantaggi nell’essiccamento della carta, quali controllo, gestione dell’aria e risparmio
energetico.
Con una cappa completamente chiusa, la seccheria è separata dal resto della macchina
e realizzando i seguenti benefici:
• le condizioni d’essiccamento del foglio sono più favorevoli ed uniformi con
l’eliminazione delle correnti d’aria e delle infiltrazioni dall’esterno della seccheria.
Nella figura seguente esempi di esposizione di profili di umidità trasversale del
foglio ottenuti con una scarsa ventilazione della tasca in una seccheria semi-aperta.
Tipico profilo di umidità trasversale del foglio causato da una scarsa ventilazione in una sezione
essiccante con cappa a tetto aperto.
• l’economia energetica è migliore, in quanto il consumo di energia nella seccheria
cala quando le perdite di calore diminuiscono. La capacità di usare l’aria di scarico
con un alto contenuto di umidità riduce l’esigenza di aria per il rifornimento del
riscaldamento al sistema ed aumenta la potenzialità totale per il recupero di calore;
• le condizioni di lavoro in sala macchina sono migliori in quanto la percentuale di
acqua nell’aria e la temperatura della stessa sono significativamente inferiori. Le
pareti della cappa inoltre attenuano il rumore della macchina;
Giorgio Ivan ‐ La seccheria ‐ 32 • la costruzione ed i suoi componenti ricevono protezione poiché la cappa impedisce
all’aria umida di diffondersi in sala macchina in cui potrebbe condensare e creare
problemi.
6.2.1 SCARICO DELL’ARIA UMIDA
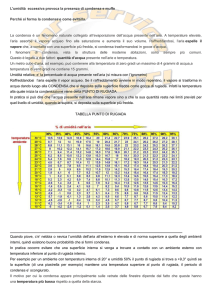
“L’aria umida” o “Umidità specifica” indica la quantità di vapore acqueo rispetto alla
quantità di aria asciutta (Kg H2O /Kg aria secca). Per ottenere questo valore si può
utilizzare lo psicrometro a due bulbi. Le temperature del bulbo secco ed umido
vengono misurate e l’umidità specifica può essere calcolata con le seguenti formule:
pv1 = exp [11,78(( ZW – 99,64) ⁄ (ZW +230))]
xv1 = 0,62197 (pv1⁄(p-pv1))
x= [1,0048(ZW-Zd)+ xv1(2501-2,3237Zw)] ⁄ (2501 + 1,86Zd – 4,19 Zw)
Dove
p è la pressione [bar] (1,013 a livello del mare)
x l’umidità dell’aria [kg H2O⁄kg di aria secca]
Ζw la temperatura misurata del bulbo umido [°C]
Ζd la temperatura misurata del bulbo secco [°C]
L’umidità dell’aria di scarico è un parametro importante per una cappa perchè correla
la quantità di acqua evaporata che viene trasportata dall’aria di scarico della seccheria.
Un’alta umidità dell’aria di scarico indica, a parità di rendimento, un minor uso di aria.
6.2.2 PUNTO DI RUGIADA
Il punto di rugiada è la temperatura alla quale l’umidità presente nell’aria comincia a
condensare quando l’aria è ulteriormente raffreddata.
Il punto di rugiada varia con l’umidità dell’aria, in altre parole, le strutture della
macchina con una temperatura uguale o inferiore al punto di rugiada raffredderanno
l’aria circostante e causeranno la condensazione.
Giorgio Ivan ‐ La seccheria ‐ 33 6.2.3 LIVELLO DI PRESSIONE ZERO ED EQUILIBRIO
DELL’ARIA
La densità dell’aria è una funzione della temperatura, dell’umidità e della pressione.
La densità dell’aria può essere calcolata con la seguente formula:
ρ = [216,67 p(x+1)] ⁄ (273,15+t)(x+0,622)
Dove
ρ è la densità, kg/m2 [aria umida]
p
x
t
la pressione, bar (1,013 a livello del mare)
l’umidità dell’aria [kg H2O⁄kg d.a.]
temperatura [°C]
Per costruzioni in cui la temperatura dell’aria, l’umidità o entrambe sono superiori a
quella dell’aria all’esterno, esisterà una differenza nella densità tra l’aria nella
costruzione e l’aria esterna più fredda. Questa differenza nelle densità causa il
cosiddetto “effetto del camino”. Cioè una differenza di pressione si sviluppa tra la
parte interna e la parte esterna della recinzione della cappa. Questa differenza cambia
nel senso verticale.
La parte superiore della recinzione è leggermente in sovrapressione e la parte inferiore
è leggermente sotto pressione confrontato alla parte esterna. Il livello ove le pressioni
all’interno e fuori dalla recinzione sono uguali è il livello zero.
La parte superiore della macchina continua è sempre in sovrapressione e la parte
inferiore in sotto pressione, le differenze di pressioni sono più grandi durante l’inverno
o periodi freddi.
Giorgio Ivan ‐ La seccheria ‐ 34 Figura 2. Livello zero di una macchina da carta e seccheria con cappa chiusa.
Le differenze di pressione prevalgono sempre nella cappa, ma il livello zero dovrebbe
equilibrare le correnti d’aria di rifornimento alla cappa secondo le indicazioni in fig. 3.
Il livello zero dovrebbe essere regolato là dove vi sono le aperture più grandi, cioè
all’inizio della seccheria dove, entra il foglio ancora umido e alla fine, dove il foglio
esce ormai asciutto, questo per minimizzare le correnti d’aria proveniente da queste
aperture.
Il rivestimento superiore delle porte che si elevano è un altro punto potenziale di
perdita. In pratica, questo significa che il livello zero normalmente dovrebbe essere
circa 2-2,5 m sopra il livello del pavimento di lavoro.
Lo scantinato in sottopressione causa la perdita di aria fredda in questa zona della
cappa, la temperatura delle fughe d’aria è solitamente 20 °C-30°C, ragionevolmente
bassa.
Questo influenza negativamente sul consumo energetico della sezione essiccante.
Ancora, un rischio per condensa esiste quando questa aria fredda incontra l’aria umida
all’interno della cappa.
Questa situazione è più dannosa se la corrente d’aria del rifornimento è troppo piccola,
il livello zero è troppo alto. I portelli dello scantinato ed in qualunque altra parte della
cappa devono rimanere correttamente chiusi, sempre.
Una corrente d’aria di rifornimento troppo grande causa una pressione eccessiva nella
cappa che condurrà il livello zero ad abbassarsi. L’aria calda ed umida evaporata dal
Giorgio Ivan ‐ La seccheria ‐ 35 foglio di carta allora causerà condensazione sulle parti della macchina, generando un
clima povero in sala macchina.
Queste correnti d’aria, quella evaporata dal nastro di carta possono causare il
fenomeno di fluttering (sbattimento) o persino rotture del foglio.
Un’attenzione particolare è necessaria nella zona umida dove, di solito il livello zero è
più basso.
Più basso perché i giri delle tele essiccatrici pompano aria verso l’estremità umida, e
ottenere uno scarico efficiente in questa zona a volte richiede qualche difficoltà.
RECINZIONE Figura 3. Equilibrio dell’aria in una cappa chiusa.
6.2.4 GESTIONE DELL’ARIA DI SCARICO
IN UNA CAPPA CHIUSA
L’acqua che è volatilizzata è trasportata dall’aria di scarico della cappa. Per fornire il
controllo completo delle correnti d’aria, l’aria di scarico dovrebbe passare attraverso
un falso soffitto lungo tutta la lunghezza della seccheria.
Alcuni progetti di cappe usano uno o più condotti anziché un soffitto falso.
L’effetto dei tassi differenti di evaporazione nelle diverse parti della seccheria può
essere compensato registrando il flusso dell’aria di scarico.
Con un falso soffitto di grande dimensione, sono anche possibili regolazioni separate,
questo per tentare di eliminare i flussi trasversali. In questo modo, la portata dell’aria
di scarico e quindi l’umidità dell’aria di scarico può essere ottimizzata in ogni sezione
della cappa. Questa regolazione solitamente viene effettuata nel momento dello start-
Giorgio Ivan ‐ La seccheria ‐ 36 up (avviamento macchina), o ogni volta che è necessaria una regolazione più vasta
dell’equilibrio della cappa.
A volte gli aspiratori vengono installati verso l’estremità umida della cappa, sopra i
gruppi dell’essiccatore, per ridurre l’aria pompata in questa zona dai giri delle tele
essiccatrici. Questo accade soprattutto nelle macchine veloci dove la seccheria è
totalmente uno-run (slalom).
Nella zona centrale della seccheria, dove l’evaporazione è elevata, l’umidità dell’aria
di scarico può raggiungere livello molto alto e può essere così esaurita dal sistema
della cappa.
6.2.5 FUNZIONI GENERALI DI UNA CAPPA CHIUSA
La recinzione dello scantinato e della cappa dovrebbero per quanto possibile essere
chiuse ermeticamente. Ciò impedirà l’infiltrazione delle fughe di aria fredda dallo
scantinato. L’aria umida inoltre non fuoriuscirà dalla parte superiore della cappa per
poi condensare. Un riguardo particolare è necessario per quanto riguarda infiltrazioni
negli alberi motore, cavi, condotti, ecc… nelle pareti della cappa e nel tetto.
Le pareti della cappa dovrebbero avere un isolamento sufficiente per minimizzare la
perdita di calore che si trova all’interno della stessa. Allo stesso tempo, la temperatura
delle superfici interne delle pareti della cappa ed il tetto rimangono alte per evitare la
condensazione.
Le tecniche di fabbricazione così come il lavoro d’installazione del campo per i
pannelli della cappa dovrebbero essere tali da ottenere buona precisione ed elevata
qualità. Una bassa qualità provocherà inevitabilmente punti di fuoriuscita.
Anche se l’umidità dell’aria di scarico è una base comune per specificare il livello di
umidità del sistema nella cappa, questa deve poter sostenere l’umidità sostanzialmente
più alta dell’aria presente all’interno della cappa.
Questi picchi di umidità sono dovuti agli alti tassi locali di evaporazione, ecc…
Ad esempio, il sistema della cappa garantito per 0,160 kg H2O/kg d.a. di umidità
dell’aria di scarico devono poter sostenere almeno 0,200 kg H2O/kg d.a. all’interno
della cappa.
Tutte le cappe, verso il lato servizio, sono provviste di portelli, scorrevoli verso l’alto,
con finestre di vetro, termiche. Dal lato comando della cappa, come nella recinzione
dello scantinato, ci sono portelli scorrevoli.
Giorgio Ivan ‐ La seccheria ‐ 37 6.3 VENTILAZIONE DELLA SECCHERIA
Un fattore importante sia per la capacità d’essiccamento che per l’uniformità del foglio
è la distribuzione corretta di aria secca.
L’umidità dell’aria vicino al foglio deve rimanere ad un livello ragionevolmente basso
poiché è una forza di azionamento dell’evaporazione. Bisogna garantire circostanze
favorevoli nei punti più difficili se questo risulta necessario.
Se l’ambiente non è arieggiato correttamente, l’umidità tende a raccogliersi nella tasca
dell’essiccatore causando quindi un’evaporazione ridotta, diminuendo così l’efficienza
d’essiccamento. Inoltre, correnti d’aria incontrollate, come i sistemi mal progettati di
ventilazione, possono causare profili d’umidità trasversali irregolari.
Un’altra funzione importante della distribuzione dell’aria di rifornimento è l’esigenza
di eliminare i rischi di condensazione nelle parti critiche della seccheria.
Durante gli anni, le configurazioni delle seccherie hanno subito svariati sviluppi.
Negli anni ‘70 è stata introdotta la singola tela (uno-run), e con l’incremento delle
velocità questa tecnica si è estesa sempre più verso l’estremità della seccheria. Oggi, le
macchine più veloci sono esclusivamente uno-run.
Lo sviluppo nelle configurazioni delle macchine inoltre ha portato un cambiamento
nella permeabilità delle tele essiccatrici, importante nella ventilazione della seccheria e
questa caratteristica è estremamente importante anche per la funzione delle “blowboxes” o stabilizzatori del foglio. La permeabilità corretta della tela nella zona dello
slalom è di 1000-2000 m3/m2h. Nel primo gruppo con doppia tela, la permeabilità è
circa 2500 m3/m2h, nei gruppi successivi è circa 3000-4000 m3/m2h.
L’aria di rifornimento è distribuita all’interno della seccheria principalmente dalle
“blow-boxes”. Sono disponibili svariati tipi di blow-boxes per differenti tipi di carta,
in base alla grammatura, allo spessore del cartoncino, con configurazione della
seccheria e velocità della macchina.
Queste cassette non hanno solo il compito di rifornire aria secca vicino al foglio, e
quindi migliorare l’asciugamento, ma in parte sono destinate ad improvvisare la
runnability del foglio.
Figura 4. Tipi di cassette per differenti tipi di carta e tipologia di macchina.
Giorgio Ivan ‐ La seccheria ‐ 38 La figura 4 ci mostra tutte le cassette oggi a disposizione:
• stabilizzatori trasferimento presse (1)
• stabilizzatori trasferimento seccheria (2)
• doppio stabilizzatore su tela slalom (3)
• stabilizzatore per tela slalom (4)
• cassa condizionatrice per tela slalom (5)
• stabilizzatore su scambio tela (6
• stabilizzatore per gruppi a doppia tela (7)
• cassa soffiante per tela essiccatrice (8)
• cassa condizionatrice per ritorno tela (9)
6.3.1 CONCETTI DI POCKET VENTILATION
Prima degli anni ’60, i feltri o tele essiccatrici erano virtualmente non permeabili. Ciò
ha significato che le tasche dell’essiccatore erano difficili da arieggiare. Tipicamente,
l’aria di rifornimento veniva insufflata ad alta velocità, su uno o entrambi i lati della
tasche, notando inefficienza soprattutto sulle macchine larghe. Inefficiente, in quanto il
profilo trasversale di umidità del foglio era abbondantemente irregolare. Le tele
essiccatrici, soprattutto dove abbiamo la doppia-tela (superiore ed inferiore), oggi
hanno un’elevata permeabilità per facilitare il flusso dell’aria di rifornimento nella
tasca attraverso la stessa.
Una tela con un’alta permeabilità inoltre, genera il pompaggio dell’aria che potrebbe
causare problemi ad alte velocità. Questo esprime le richieste rigorose sul disegno dei
sistemi di ventilazione della tasca per le macchine ad alta velocità.
L’aria che viene pompata nella tasca dell’essiccatore è in funzione della velocità della
macchina, del tipo della tela essiccatrice, della sua permeabilità e della geometria della
macchina.
Figura 5. Flussi d’aria in una tasca essiccante con doppia tela.
Giorgio Ivan ‐ La seccheria ‐ 39 La figura 5 mostra le correnti d’aria tipiche intorno ad una tasca che non ha un
ventilatore della stessa (in un gruppo con doppia tela). La tela genera una corrente
d’aria considerevole di strato di contorno. Nel punto di contatto ricevuto, si presenta
una zona sottopressione che succhia l’aria attraverso la tela nella tasca. In uscita dal
punto di contatto, si presenta una zona in sovrapressionee una forza di aria attraversa
la tela fuori dalla tasca.
Questa “ventilazione naturale” della tasca è sfavorevole per la produzione cartaria, in
quanto l’aria ricevuta è molto umida. Inoltre con una tela più aperta, avremo un
maggiore fenomeno di fluttering e una tasca incontrollata. Usando tele meno
permeabili si può ridurre il fenomeno di fluttering, questo però causa un’irregolarità di
umidità trasversale nella tasca, i bordi saranno eccessivamente secchi e al centro
avremo un’alta percentuale di umidità.
Figura 6. Effetto di permeabilità differente della tela sul profilo di umidità dell’aria in direzione
trasversale in una tasca senza ventilatore.
La figura 6 mostra l’effetto di permeabilità differente della tela sul profilo di umidità
dell’aria in direzione trasversale in una tasca senza ventilatore. Se profili di questo tipo
sono prevalenti in molte tasche della seccheria, si otterrà un profilo irregolare
d’umidità del foglio.
Giorgio Ivan ‐ La seccheria ‐ 40 Ciò significa che è necessario introdurre sistemi efficienti di ventilazione della tasca.
Questi possono portare l’umidità della tasca ad un valore ragionevole, quindi avere un
profilo trasversale uniforme ed eliminare i fenomeni di fluttering.
Per varie tipologie e velocità di macchina, e per supplire a differenti fenomeni si
dovranno ricercare soluzioni differenti.
PESO DI BASE
La figura 7 mostra un metodo per la selezione del ventilatore adatto della tasca per le
applicazioni differenti con i ventilatori disponibili in commercio.
6.3.2 VENTILATORI PER CARTE DA STAMPA O DA
SCRIVERE
Un esempio base di pocket ventilator che sono usati per una grande varietà di
macchine veloci.
Giorgio Ivan ‐ La seccheria ‐ 41 Figura 8. Ventilatore per tasca.
In questo concetto il becco nella punta della cassa soffiante porta aria di rifornimento
nella tasca, lasciandola passare attraverso la tela. Allo stesso tempo, l’alta velocità del
getto arresta lo strato limite di aria umida proseguendo in avanti con la tela entrando
nella tasca. Lo scopo è di minimizzare le correnti d’aria assiali nella tasca,
equilibrandola.
A volte si concede una leggera sovrapressione per evitare l’eccessivo essiccamento del
bordo.
Nella figura successiva (figura 9) possiamo vedere il profilo d’umidità misurato in una
tasca quando il ventilatore è acceso e quando è spento.
Figura 9. Influenza di un ventilatore nel tasso di umidità dell’aria nella tasca.
Giorgio Ivan ‐ La seccheria ‐ 42 Nelle seccherie tradizionali, la prima sezione è a doppia-tela, ed è un ostacolo per
l’incremento della velocità, in quanto aumenta il fenomeno di fluttering e si presenta
l’instabilità nel tiro libero tra i cilindri superori e quelli inferiori.
Questo problema di runnability potrebbe essere risolto dall’estensione della uno-run,
ma la capacità essiccante inevitabilmente diminuirebbe con la conseguenza di
rimuovere cilindri essiccatori efficaci.
Un’alternativa alla singola tela potrebbe essere quella di disporre il rullo della tela
verso l’estremità bagnata, minimizzando così il tiro libero nella doppia tela. Questo
permette che la tela essiccatrice sostenga il foglio più a lungo, diminuendo la distanza
tra i cilindri essiccatori.
Questa soluzione richiede un sistema che mantenga il foglio ben aderito alla tela
essiccatrice, o accadranno gli stessi fenomeni che si presentano alla singola tela. Il
foglio potrebbe staccarsi dalla tela quando questa lascia il cilindro essiccatore.
In commercio ci sono blow-boxes che hanno lo scopo di rifornire aria secca nella
tasca e di mantenere il foglio di carta ben aderito alla tela essiccatrice, come possiamo
vedere nella figura che segue (Fig. 10).
Figura 10.
Dietro la tela viene generata una depressione, insufflando aria, tangenzialmente alla
tela verso l’alto e nei due lati, usando lo stesso tipo di becco dei blow-boxes per la
runnability . Dall’altro lato della blow-box viene soffiata aria per la ventilazione della
tasca.
Giorgio Ivan ‐ La seccheria ‐ 43 La posizione del becco e la direzione del getto d’aria sono fattori importanti poiché la
cassetta deve soffiare l’aria nella tasca contro l’effetto del pompaggio naturale della
tela.
Questa cassetta è divisa in 2 sezioni, e richiede molta aria a causa delle due funzioni
che effettua. Per questo motivo, solitamente, la cassetta viene alimentata da aria secca
e aria riciclata dalla sezione essiccante. Di conseguenza, l’umidità della tasca in questo
caso è di circa 30-70 g H2O/kg aria secca, superiore rispetto ad una tradizionale
doppia-tela, quindi questa sezione avrà un tasso di evaporazione più basso rispetto alla
classica doppia tela.
Giorgio Ivan ‐ La seccheria ‐ 44 6.3.3 VENTILATORI PER SINGOLA-TELA O UNO-RUN
Nella singola-tela, o uno-run non c’è “tasca” e la geometria della sezione essiccante è
aperta permettendo un buon ricambio d’aria.
La uno-run, per quanto riguarda le macchine un po’ meno veloci viene usata all’inizio
della seccheria e serve maggiormente ad innalzare la temperature della carta. Nelle
macchine più veloci la maggior parte d’acqua è evaporata dopo che il foglio ha
lasciato il cilindro riscaldato e viaggia sopra il rullo, soprattutto dal lato del foglio che
non è in contatto con la tela la quale ostacola lo scambio termico.
L’aria di rifornimento dovrebbe essere portata in un modo controllato in questa zona
per aumentare l’evaporazione diminuendo l’umidità dell’aria, anche perché questa
geometria aperta è più sensibile alle correnti d’aria trasversali di macchina, che
potrebbero gravare sui profili.
Introdurre aria di rifornimento nella uno-run, è inoltre importante per il controllo del
livello zero. Particolare attenzione, in fase di progettazione si dovrà tenere conto di un
eventuale caso di rottura con il rischio di intasamento per permettere una facile
rimozione della zona.
La seguente figura (Fig. 11), rappresenta un esempio di blow-box per questa
applicazione.
Figua 11. Ventilatore per singola tela.
Giorgio Ivan ‐ La seccheria ‐ 45 Questo ventilatore fornisce l’aria di rifornimento lungo tutto il formato verso il punto
di contatto di apertura quando la carta lascia il cilindro essiccatore, dopodiché l’aria
segue il rullo. L’aria è quindi vicino al foglio, dove l’evaporazione è ad un livello
relativamente alto, ma il getto dell’aria calda inoltre crea una pressione negativa
evitando il distaccamento del foglio dalla tela essiccatrice, per creare la depressione
l’aria viene insufflata tangenzialmente alla tela verso sopra e nei due lati.
La posizione sotto la trave serve a proteggere la cassetta dalle rotture.
6.3.4 POCKET VENTILATION PER CARTE PIU’ PESANTI
Per cartoncini più pesanti, come quelli da packaging, vengono usate pressioni del
vapore più alte, questo rende elevati i tassi d’essiccamento e quindi elevata umidità
nelle tasche; per questo motivo una grande quantità di aria secca dovrà essere soffiata
in questa zona.
Fig 12. Ventilatore di tasca per grammature pesanti.
Giorgio Ivan ‐ La seccheria ‐ 46 In questa figura è rappresentato un esempio di pocket ventilation per cartoncino.
Ha grandi correnti d’aria, ma le perdite di pressione allo stesso tempo sono basse,
dovute al tipo di sistema interno di distribuzione dell’aria nella blow-box.
Questo sistema inoltre dà molta uniformità nella distribuzione dell’aria.
L’apertura del becco in questi casi è più grande del solito, e può arrivare anche ad
un’ampiezza pari a 100 mm per le carte più pesanti.
6.3.5 PARAMETRI POCKET VENTILATION
Per favorire l’evaporazione, l’umidità della tasca in una macchina continua con
pressioni di vapore relativamente basse, circa 2 bar, dovrebbe essere circa 0,150-0,200
kg H2O/kg aria secca. L’umidità della tasca 0,200-0,300 kg H2O/kg aria secca si può
considerare sufficiente in macchine con pressione del vapore più alto. Una
ventilazione sufficiente della tasca può quindi i tassi di secchezza del 2-10 % rispetto
ad una situazione di ventilazione completamente incontrollata.
Solitamente sono i fornitori a specificare la richiesta d’aria per i ventilatori della tasca.
Gli importi inoltre dipendono sia dalla quantità disponibile di rifornimento, tenendo
conto dell’equilibrio dell’aria nella cappa, sia dagli elementi per la distribuzione
dell’aria di rifornimento nella seccheria.
La permeabilità della tela ha un influenza significativa sulla funzione dei ventilatori
della tasca. Con le tele sporche, ostruite, entrerà meno aria nella tasca.
Ancora, il profilo trasversale di permeabilità della tela dovrebbe essere uniforme o un
profilo irregolare si presenterà come umidità della tasca.
Come noto, un’operazione di base nella ventilazione della seccheria è la creazione di
un ambiente favorevole per l’essiccamento della carta. L’umidità dell’aria vicino al
foglio è importante perché una bassa umidità aumenta notevolmente l’evaporazione.
Ciò significa che l’aria di rifornimento fornita dai ventilatori e dalle blow-boxes della
tasca alle zone dove avviene l’evaporazione dovrebbe essere il più secca possibile.
La temperatura è un altro parametro dell’aria di rifornimento ma svolge un ruolo
relativamente insignificante nel processo di evaporazione
di una seccheria
pluricilindrica.
Con una temperatura elevata nell’aria di rifornimento di una cappa chiusa, le tele
essiccatrici saranno riscaldate e le temperature delle tasche aumenteranno, conducendo
il foglio ad una temperatura più alta. Questo fenomeno accade sia nella uno-run che
nella doppia-tela.
Solo quando la temperatura dell’aria di rifornimento passa da 80°C-90°C a 120°C130°C si nota un aumento del tasso di evaporazione, tasso però trascurabile.
Giorgio Ivan ‐ La seccheria ‐ 47 Mentre il consumo di vapore nei cilindri è diminuito leggermente, si nota che usando
temperature dell’aria più alte il consumo del vapore per il riscaldamento dell’aria di
rifornimento aumenta considerevolmente.
L’aumento netto del consumo di vapore nella seccheria è circa del 2%.
Una temperatura adatta dell’aria di rifornimento è 90°C-95°C.
Con le pressioni ragionevoli di vapore del cilindro ed un livello d’umidità circa dello
0,160 kg H2O/kg aria secca, questo conduce ad una temperatura dell’aria di scarico
circa di 20°C sopra il punto di rugiada, quindi un po’ sopra a 80°C.
Temperature dell’aria di rifornimento più basse, circa 85°C possono essere usate se la
costruzione della cappa e la distribuzione dell’aria nella cappa lo permettono.
6.3.6 I PROFILI PER MEZZO DELLA VENTILAZIONE
Poiché l’aria secca di rifornimento che è introdotta in una tasca può influenzare anche
il tasso di evaporazione, la ventilazione della tasca può anche tenere sotto controllo il
profilo di umidità del foglio regolando la quantità di aria di ventilazione della tasca in
direzione trasversale della macchina.
Il controllo del profilo usando la ventilazione è un metodo piuttosto impreciso.
Anche se le sezioni di delineamento fossero molto strette, l’aria si sparge appena entra
nella tasca, questo accade a causa dei giri della tela e dalla turbolenza all’interno della
zona.
È praticamente impossibile ottenere variazioni locali distinte nell’umidità dell’aria.
I ventilatori della tasca possono quindi influenzare soltanto le variazioni più grandi nel
profilo di umidità del foglio.
Le sezioni corrispondenti di profilo in tutti i ventilatori della tasca possono solo essere
completamente aperte o completamente chiuse.
Nella fig. 13 c’è un esempio di un profilo di umidità con le sezioni di delineamento
aperte su un lato e chiuse sull’altro.
Giorgio Ivan ‐ La seccheria ‐ 48 Figura 13. Profilo di umidità trasversale con pocket ventilation.
Con le tendenze più recenti nella tecnologia della seccheria le possibilità per agire sul
profilo usando le pocket-ventilation stanno diminuendo ulteriormente.
La parte della macchina con doppia-tela sta diventando considerevolmente più corta e
le macchine veloci sono completamente a tela-singola. In più, le tele essiccatrici
aumentano gli importi d’aria pompando la stessa nelle tasche, questo accade
soprattutto alle alte velocità. Non esistono grandi differenze di umidità nelle tasche. In
altre parole, il potenziale di correzione è diminuito.
A causa di questi motivi, in alcune macchine, i ventilatori delle tasche hanno solo
sezioni sui bordi. Queste però, richiamano il problema potenziale dei bordi
eccessivamente secchi.
Correggere i problemi di profilo richiede una buona conoscenza nelle cause quali le
tele essiccatrici parzialmente ostruite, variazioni di temperatura in superficie del
cilindro, ecc…
Oltre alla seccheria, anche la cassa d’afflusso, la formazione e la sezione presse sono
importanti per quanto riguarda il profilo.
Se i picchi, nel profilo esistono prima di entrare in seccheria, la ventilazione non potrà
correggerli.
Giorgio Ivan ‐ La seccheria ‐ 49 6.4 TIPI DIFFERENTI DI SCAMBIATORI DI CALORE
6.4.1 SCAMBIATORE DI CALORE ARIA/ARIA
(SCAMBIATORE DI CALORE CHR)
In questo tipo di scambiatore, l’aria di scarico, calda ed umida riscalda una corrente
d’aria, solitamente quella di ventilazione della seccheria o l’aria di ventilazione della
sala macchina.
Lo scambio di calore avviene attraverso una superficie di calore e non avviene nessun
contatto tra i due flussi.
Nei sistemi di recupero di calore per le cappe chiuse, il trasferimento di calore dello
scarico nell’unità per l’aria di rifornimento della cappa è costituito parzialmente da
condensazione e parzialmente da convezione, in base all’umidità dell’aria di scarico e
dalla temperatura iniziale dell’aria di rifornimento.
Nei sistemi di recupero di calore per una cappa di una macchina “Yankee” solitamente
non troveremo nessuna condensazione a causa delle temperature elevate.
La condensazione, la troveremo sempre, quando invece parleremo dell’aria di
rifornimento per la sala macchine. Dal lato dell’aria di rifornimento avviene uno
scambio di calore a secco e convettivo.
Lo scambiatore di calore in sé può essere di due tipi:
• scambiatori di calore a piastre con flusso trasversale, aventi numerose piastre
parallele, tutte unite insieme. Solitamente l’aria di scarico passa attraverso ogni
intercapedine, di solito in direzione verticale per permettere che il condensato e
l’acqua di pulizia fluiscano liberamente verso il basso. L’aria di rifornimento
invece passa attraverso le intercapedini orizzontali;
• scambiatore di calore a tubi con flusso trasversale, le piastre laterali uniscono tutti
insieme parallelamente i numerosi tubi: l’aria di scarico attraversa in un senso
verticale mentre le correnti d’aria di rifornimento passano attraverso i tubi, chiusi in
un alloggiamento.
Il rapporto tra il lato dello scarico ed il coefficiente di scambio del calore di
rifornimento è di 8:1.
6.4.2 SCAMBIATORE DI CALORE ARIA/ACQUA
(SCAMBIATORE DI CALORE AHR)
Questo tipo di scambiatore viene utilizzato per trasferire calore dall’aria uscente
all’acqua. Questo consiste in scambiatori detti AHR costituiti da piastre giuntate che
sono state collegate tra di loro dal lato dell’acqua. Un tipico scambiatore AHR è
costituito da circa cento piastre nelle quali circola acqua; queste sono sovrapposte in
Giorgio Ivan ‐ La seccheria ‐ 50 due linee. L’acqua viene immessa nella fila di piastre superiori e l’aria, solitamente,
proviene da sotto.
Il calore si trasferisce dall’aria di scarico umida, soprattutto attraverso la
condensazione, sulla superficie di scambio dalla quale poi viene trasferito in modo
convettivo al flusso d’acqua da riscaldare.
Figura 14.
6.4.3 SERPENTINA DI RISCALDAMENTO LAMELLARE
Le serpentine sono scambiatori di calore dall’acqua all’aria. Queste trasferiscono il
calore che è stato recuperato dall’unità AHR dall’acqua all’aria da riscaldare.
Le serpentine consistono in tubi affiancati attorno ai quali sono fissate delle alette,
disposte perpendicolarmente rispetto all’asse del tubo in cui passa l’acqua. L’aria
viene diretta contro i tubi ad alette della serpentina.
Il calore viene trasferito dall’acqua in maniera convettiva alla superficie interna del
tubo da qui fino alle alette. Dalle alette il calore si trasferisce in modo convettivo al
flusso d’aria che deve essere riscaldato.
Giorgio Ivan ‐ La seccheria ‐ 51 6.4.4 SCRUBBER (MISCELATORE)
Lo scrubber è uno scambiatore di calore in cui l’aria e l’acqua sono in contatto diretto.
Viene utilizzato per trasferire calore dall’aria di scarico della seccheria all’acqua di
processo.
Uno scrubber è costituito da ugelli, il cui numero dipende dalla portata del flusso
dell’acqua. Questi sono posizionati in modo che ci siano 3-4 m di caduta prima dello
scambiatore di calore sottostante. L’acqua che cade verrà raccolta prima che tocchi la
superficie della scambiatore di calore, in questo modo non viene compromessa
l’efficienza dello scambiatore stesso.
Nello scrubber il calore viene trasferito dall’aria uscente umida, principalmente
attraverso condensazione, direttamente dall’acqua che deve essere riscaldata.
6.4.5 TORRE CHR
La torre CHR è il tipo di sistema di recupero calore più vecchio che esiste sul mercato.
A seconde della grandezza della macchina, il sistema comprende una o più torri CHR
simili. Una torre è composta da due scambiatori CHR e uno scrubber.
Nella posizione più bassa della torre troviamo uno scambiatore CHR dove l’aria, presa
dalla sala macchina, viene riscaldata per essere utilizzata come aria d’alimentazione
della seccheria.
Al centro troviamo un altro scambiatore CHR, di dimensioni maggiori, in cui l’aria
esterna viene riscaldata per essere utilizzata come aria di ventilazione della sala
macchina.
Nella parte superiore si trova uno scrubber per riscaldare l’acqua di processo. L’acqua
che è stata riscaldata dallo scrubber passa attraverso gli scambiatori CHR sottostanti,
scaldandosi ulteriormente e contemporaneamente lavando le superfici degli
scambiatori.
In questo modo si ottiene una temperatura più alta dell’acqua di processo, ma la
quantità di calore recuperato per l’aria entrante è relativamente piccola.
La temperatura dell’aria entrante può essere innalzata mettendo il suo scambiatore
CHR vicino alla torre, in modo da evitare il gocciolamento dell’acqua di processo sulla
superficie di riscaldamento.
Giorgio Ivan ‐ La seccheria ‐ 52 Torre CHR
6.4.6 TORRE AHR
Nella torre AHR il calore non viene trasferito al flusso d’aria, ma semplicemente
all’acqua. Il sistema di recupero consiste in una torre singola.
Nello scambiatore di calore AHR, posto sul fondo della torre, il calore viene trasferito
dall’aria di scarico all’acqua che circola in un circuito chiuso. L’acqua riscaldata viene
pompata nell’impianto della cartiera e portata dove è necessario. L’aria di
alimentazione della seccheria e l’aria di ventilazione della sala macchina vengono
riscaldate con l’acqua in circolo nelle serpentine laminate. Il circuito dell’acqua è
provvisto di una serpentina a vapore che assicura il rifornimento di calore anche
durante le rotture. La serpentina a vapore viene utilizzata anche per riscaldare
ulteriormente l’acqua in circolazione quando la temperatura ambientale è più bassa.
Nella parte superiore della torre, l’acqua di processo può essere riscaldata sia nello
scambiatore di calore AHR che nello scrubber. Quando viene utilizzato uno scrubber,
l’acqua di processo deve essere rimossa prima che entri nell’unità AHR.
Giorgio Ivan ‐ La seccheria ‐ 53 Torre AHR
6.4.7 TORRE CAHR
Il sistema CAHR è, al giorno d’oggi, il più utilizzato sulle nuove macchine continue.
Di fianco alla torre, si trova uno scambiatore di calore CHR per riscaldare l’aria
entrante. Nel centro della torre è posizionato un normale sistema AHR, che viene
utilizzato per riscaldare l’acqua di processo e quella in un circuito chiuso, che
vengono utilizzate che vengono utilizzate per riscaldare altre parti della macchina.
Durante le rotture e le fermate, quando non si può ricevere calore dal sistema di
recupero, l’acqua che circola nel sistema AHR viene riscaldata dalla serpentina a
vapore. L’acqua di circolazione viene utilizzata per riscaldare ad esempio l’aria di
ventilazione della sala macchina e l’aria di raffreddamento dei motori elettrici.
Per quanto riguarda il sistema di lavaggio, vi è un metodo valido per tutti e tre i
sistemi. C’è un sistema di lavaggio dal lato dell’aria uscente di ogni scambiatore di
calore. Le tubazioni di lavaggio del CHR sono state installate nella camera dell’aria
uscente. La larghezza di lavaggio massima di una tubazione è circa di 1200 mm. La
portata d’acqua di una tubazione di lavaggio è di 5 kg/s con una pressione di 1,5-2.0
bar. Il tempo di lavaggio normale per un tubo è 1 min/h (ogni tubazione di lavaggio
funziona una volta ogni ora per il tempo di un minuto).
Giorgio Ivan ‐ La seccheria ‐ 54 Il controllo delle tubazioni di lavaggio dello scambiatore di calore è programmato in
modo che la valvola che segue, venga aperta 5 secondi prima che la valvola precedente
sia chiusa. In questo modo si evitano sbalzi di pressione nelle tubature. Gli
automatismi del sistema di lavaggio dello scambiatore di calore sono sempre attivi
tranne che durante le lunghe fermate. Il periodo di lavaggio può essere cambiato
secondo necessità.
Torre CHR Giorgio Ivan ‐ La seccheria ‐ 55 BIBLIOGRAFIA
• Ing. Roberto Fabri (STC – Colenco)
(Relazione tenuta agli allievi del 14° corso per Tecnici Cartari di Verona)
• Ing. Riccardo Spinelli (Laryo Energy)
(Relazione tenuta agli allievi del 14° corso per Tecnici Cartari di Verona)
• Ing. Pietro Saccomanno (Novimpianti srl)
(Relazione tenuta agli allievi del 14° corso per Tecnici Cartari di Verona)
• Sistemi vapore-condensa della macchina continua (Aticelca)
• Papermaking Part 2, Drying (Markku Karlsson)
• Documentazione fornita dalla Reno de Medici (Villa Santa Lucia)
• Appunti di tecnologia cartaria (Prof. Zaninelli Paolo)
• Articolo sulla rivista “Industria della carta”
Giorgio Ivan ‐ La seccheria ‐ 56