MISURE DIMENSIONALI
Modello: tubo cilindrico misurato con forcelle del
calibro caratterizzate da superfici piane e parallele fra
loro.
MISURE DIMENSIONALI:
- Sistemi a contatto.
Diametro del tubo
misurato con calibro.
D
- Sistemi senza contatto.
Ripetendo le misure si
possono ottenere valori diversi
a causa dell’inadeguatezza del
modello
Sistemi a contatto:
- micrometri
Sistemi senza contatto:
- calibri
- comparatori (alesametri, etc.)
- macchine per misura di coordinate CMM
- che possono essere:
- analogici o digitali.
- decimali, ventesimali, centesimali, millesimali, ... .
- per dimensioni esterne, interne, di profondità o
per misure di diametri.
- sistemi di visione,
- sensori ad ultrasuoni,
- metodi interferometrici,
- sensori a triangolazione,
- sensori capacitivi,
- sensori a correnti parassite,
- comparatori pneumatici etc.
Condizione di Abbe
Tecniche di misurazione a contatto:
t
NO
d
Un riscontro fisso che viene posto a contatto con la
prima superficie dell’oggetto da misurare.
t=d
Un riscontro mobile viene portato a contatto con la
seconda superficie.
SI
E’ verificata se
coincidono le
direzioni d di
movimento e t di
contatto.
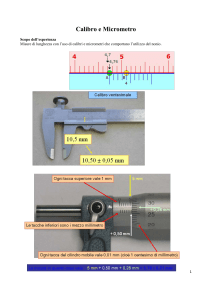
CALIBRO VENTESIMALE ANALOGICO:
portata 250 mm, risoluzione 1/20 mm.
CALIBRO VENTESIMALE ANALOGICO
corsoio
parte fissa
nonio
Lettura: 6.45
CALIBRO CENTESIMALE A LETTURA DIGITALE:
campo di misura 500 mm, risoluzione 0,001 mm, ripetibilità 0,001 mm,
accuratezza +0,06 mm(a
mm(a 20 °C, ma non definito del costruttore), campo di
temperature operativo compreso fra 0 °C e 40 °C.
MICROMETRO O PALMER CENTESIMALE ANALOGICO
campo di misura: 75 - 100 mm
MICROMETRO O
campo
PALMER CENTESIMALE ANALOGICO
di misura: 0 - 25 mm
MICROMETRO CENTESIMALE ANALOGICO
per interni
COMPARATORI CENTESIMALI
DIGITALE
ANALOGICO
ESEMPIO:
TARATURA DI UN
CALIBRO MILLESIMALE,
PER ESTERNI,
DI TIPO CAPACITIVO
DIGITALE.
M is ure dimensionali 1 0: mic roc al
M is ure dimensionali 1 1: mic roc al
Campo di misura 100 mm; risoluzione 0,001 mm.
Errore di linearità dichiarato +3.5 µm; di ripetibilità
+1µ
µm.
Campo di temperatura compreso fra +5 °C e +40 °C.
M is ure dimensionali 1 2: mic roc al
Principio di funzionamento del trasduttore
capacitivo ad area variabile.
La capacità C23 fra le
piastre 2 e 3 varia
proporzionalmente alla
traslazione della
piastra 3:
C=εA/d
C23 = ε A23 / d
Lo spostamento X
risulta:
X = k C23 / (C13 + C23)
I condensatori C1
e C2 sono
composti di 4
condensatori
ciascuno, sul
corsoio; C3 è
sull’asta fissa.
I 64 condensatori del
corsoio hanno una
larghezza di 0,254
mm e vengono
tenuti ad una
distanza di 0,4 mm
dagli 8 condensatori
lunghi 1,016 mm
dell’asta fissa.
corsoio
La variazione di
capacità viene
trasformata in
variazione di
tensione continua
Vm attraverso un
circuito elettronico
composto da due
condensatori, un
generatore di
impulsi e un
servoregolatore.
asta fissa
Errori di misura:
Le tensioni Vm sono poi convertite in uno
spostamento P.
L’uscita, spostamento X, è ottenuta dalla somma
delle due componenti di spostamento:
X = n X0 + P
- effetti di
bordo;
-spaziatura dei
condensatori
lunghi 1,016
mm sull’asta
fissa.
La taratura è stata eseguita in ambiente a
temperatura controllata utilizzando blocchetti pianoparalleli caratterizzati da incertezze dell’ordine del
decimo di micron.
La temperatura del calibro e quella dei blocchetti
coincide con quella dell’ambiente di misura
(incertezza di +1°C)
Tipi di errori:
errori di ripetibilità
errori sistematici dello strumento
errori sistematici per variazione di temperatura.
Gli errori sistematici dipendono principalmente dalla
risposta non lineare dello strumento.
Lo strumento (3), utilizzato per 3 anni, presenta
errori > 7 mm.
L’errore di ripetibilità è risultato:
+1 µm (p=95%) con lo strumento “isolato”
come dichiarato dal costruttore;
+2 µm (p=95%) con lo strumento comandato
manualmente.
NOTA: per “isolato” si intende comandato da un
apposito cavetto flessibile.
Gli errori sistematici dovuti a
variazioni di
temperatura
sono preponderanti.
Nel campo fra 5
°C e 40 °C si ha
un’incertezza di
+ 20 µm.
Effetto della temperatura:
- allungamento dell’asta
- deviazione dal parallelismo delle facce di misura.
I centri SIT, se
non richiesto:
- eseguono la
taratura a 20 °C;
- non determinano
il coefficiente di
dilatazione dei
diversi materiali.
Nel corso della taratura sono stati valutate le
seguenti fonti di incertezza:
- incertezza sulla temperatura dello strumento
- incertezza del campione
- incertezza sul coefficiente di dilatazione termica
- incertezza di linearità
- incertezza di ripetibilità
- effetto di carico indotto sul cursore
- deviazione dalla planarità delle facce
- deviazione dal parallelismo delle facce anche per
effetti termici.
CMM - MACCHINE PER MISURA DI COORDINATE
(coordinate measuring machines)
Incertezza (95%) dichiarata dal centro SIT LTF.
- misure d’esterni: +(1 + 2r + 10 L) [µ
µm]]
- deviazione dalla planarità = + 0,5 mm
- deviazione del parallelismo = + 1 mm
Conclusioni sulla taratura del MICROCAL
- costruttore: temperatura di utilizzo 5°C - 40 °C,
accuratezza +3,5 µm, ripetibilità +1 µm
- certificato del centro SIT: l’incertezza dichiarata
a temperatura di 20 °C e non è direttamente
utilizzabile dall’utente
- laboratorio controllato t = 20°C: incertezza +4 µm
- laboratorio con t = 5-40°C : incertezza +10 µm.
La necessità di eseguire il
collaudo dimensionale di
manufatti sempre più
complessi ha indotto l’uso
di macchine per la misura
delle coordinate - CMM.
Vengono utilizzate con:
- macchine a controllo
numerico
- sistemi di produzione
flessibili
- tecniche di produzione
“senza asportazione di
trucciolo” (piegatura,
imbutitura, stampo etc.).
ESEMPIO: misura della distanza tra i fori di una piastra
mediante CMM.
Grazie alla geometria della
testa sensibile si ha l’auto
centraggio rispetto ai fori.
Una testa sensibile
tronco conica è
connessa con un
sistema di
movimentazione
cartesiana sui cui assi
(3) vi sono sensori di
spostamento.
Registrando le misure di
posizione in
corrispondenza degli assi
negli istanti in cui la testa
viene centrata, si ottiene
la misura delle coordinate
dei centri dei fori.
Se la geometria del misurando è più complessa, si
utilizzano teste sensibili sferiche, realizzate con
rubini.
testa
L’effetto geometrico della
testa sferica, nella misura
dimensionale, viene
compensato a posteriori se
è nota l’orientazione della
superficie.
c
r
p
Una sfera infatti tocca una
superficie alla stessa
distanza ed
ortogonalmente ad essa.
superficie
Una testa di misura più evoluta permette di ridurre
l’effetto di carico del sensore sul corpo e la flessione
sulla testa di misura tramite il controllo di molle
collegate ad un parallelogramma articolato.
L’oggetto è nella
stessa posizione.
La lettura L è data
dalla somma di LP
(parallelogramma) e di LA
(asse di
movimentazione).
La =100mm
LP= 0 mm
L = 100 mm
L = LP + LA
La=99,9mm
LP=0,1mm
L =100mm
Una tecnica consiste
nel registrare la
posizione della testa
di misura (tramite
lettura dei 3 assi di
movimentazione)
nell’istante di
contatto tramite
l’interruzione di un
circuito elettrico
connesso con i tre
appoggi sferici della
base del sensore.
INCERTEZZA DELLE MACCHINE
DI MISURA DI COORDINATE - CMM (VDI/VDE 2617)
L’incertezza viene espressa mediante due parametri:
u1: incertezza relativa all’asse di misura;
u3: incertezza relativa allo spazio di misura.
Per esempio un certificato di collaudo della macchina
esprime:
u1= (1,5 + L/400) µm; (lunghezza L in mm)
u3= (1,8 + L/300) µm; (lunghezza L in mm).
Questi valori sono definiti in particolari condizioni
ambientali (temperatura, vibrazioni, etc.).
I materiali componenti la CMM sono caratterizzati da
bassi coefficienti di dilatazione termica (α
α=0,5 10-6 K -1).