Appunti del corso
Qualità
ii
INDICE
CAPITOLO 1. Termini per la qualità
1.1 Aspetti generali
1.2 Variabilità
CAPITOLO 2. Richiami di probabilità
2.1 La distribuzione binomiale
2.2 La distribuzione di Poisson
2.3 La distribuzione normale
2.4 La distribuzione chi quadrato
2.5 Aspetti inferenziali
2.5.1 Distribuzioni campionarie
2.5.2 Stima puntuale e stima intervallare
2.2.3 Verifica d’ipotesi
CAPITOLO 3. Il Controllo Statistico di Processo
3.1 Variabilità nel processo produttivo
3.2 Aspetti generali delle carte di controllo
3.3 Costruzione di una carta di controllo
3.3.1 Limiti di controllo
3.3.2 Numerosità campionaria e frequenza di campionamento
3.3.3 Regole di decisione e analisi degli andamenti tipici
3.4 Stima dei parametri del processo da un prerun
CAPITOLO 4. Carte di controllo per variabili
4.1 Carte di controllo per il livello del processo
4.1.1 Carta x bilaterale (parametri noti)
4.1.2 Carta x bilaterale con parametri non noti
4.1.3 Carta x unilaterale
4.1.4 Carta per mediane
4.2 Carte di controllo per la variabilità del processo produttivo
4.2.1 Carta S
4.2.2 Carta S con regola del 3-sigma
4.2.3 Carta R
4.3 Costruzione e uso delle carte x − R e x − S
CAPITOLO 5. Carte di controllo per attributi
5.1 Carta di controllo np e carta p
5.1.1 Carta np
5.1.2 Carta np con limiti 3-sigma
5.1.3 Carta np con p0 non noto
5.1.4 Carta p
5.2 Carte di controllo per le non conformità
iii
5.2.1 Carta per il numero di non conformità per unità di prodotto (carta
c)
5.2.2 Carta c con i limiti 3-sigma
5.2.3 Carta c con λ0 non noto
5.2.4 Carta per il numero di non conformità per unità fisica (carta u)
Capitolo 1
Termini per la qualità
Il termine qualità è ampiamente utilizzato nel linguaggio corrente ed il suo
significato è, almeno a grandi linee, noto a molti. La definizione più generale
possibile del termine qualità è la seguente:
qualità è l’insieme delle caratteristiche di un’entità (bene o servizio)
che ne determinano la capacità di soddisfare le esigenze espresse ed
implicite di chi la utilizza.
Di solito si parla di qualità con riferimento a prodotti fisici o a servizi. La
distinzione è rilevante in quanto non sempre strumenti adeguati per valutare la
qualità di un prodotto possono essere adeguati per un servizio. Nel seguito tuttavia si presenteranno metodologie che con le dovute accortezze possono essere
utili in entrambi i casi. Per questo motivo il termine prodotto verrà utilizzato
anche come sinonimo di servizio salvo i casi segnalati.
E’ importante prima di procedere parlare anche del processo produttivo.
Infatti prodotti e servizi sono realizzati per mezzo di processi produttivi. Una
definizione generale di processo produttivo è la seguente: un processo produttivo
è un insieme di risorse e di attività tra loro interconnesse che trasformano
degli elementi in ingresso (input) in elementi in uscita (output). Tra gli input
conviene distinguere tra input controllabili ed input non controllabili da parte
di chi governa il processo.
1.1
Aspetti generali
Gli aspetti generali della qualità sono:
1. la qualità di progetto. I beni e servizi sono prodotti con vari gradi di
qualità. Tali differenze sono intenzionali
2. la conformità alle normative. Questo aspetto fa riferimento all’aderenza
del prodotto alle specificazioni e tolleranze assegnategli in fase di progettazione.
1
2
CAPITOLO 1. TERMINI PER LA QUALITÀ
Ogni prodotto possiede un certo numero di elementi misurabili, o comunque
percepibili dall’utilizzatore, che contribuiscono congiuntamente alla formazione
della qualità del prodotto. Questi elementi vengono indicati con il nome di
CARATTERISTICHE DI QUALITA’. Le caratteristiche di qualità possono
essere di diversi tipi, ad esempio: fisiche, sensoriali, comportamento nel tempo.
In genere quando le caratteristiche di qualità sono misure espresse su una
scala continua (peso, resistenza, lunghezza, durata) si parla di variabili. Quando invece si utilizzano dati discreti, per esempio dati di conteggio (numero di
lampadine non funzionanti, ecc.) si parla di attributi.
Le caratteristiche di qualità sono valutate in relazione alle specifiche ovvero
le misure stabilite per alcune caratteristiche di qualità del prodotto/servizio. Il
valore desiderato per una caratteristica di qualità è definito VALORE NOMINALE oppure VALORE TARGET. Oltre al valore nominale può essere indicato
un intervallo di valori, tipicamente un intorno del valore nominale, tale che se
il valore della caratteristica di qualità rientra in tale intervallo il prodotto viene
ritenuto conforme.
Il limite superiore di questo intervallo è definito limite di specifica superiore (USL, Upper Specification Limit), limite inferiore è definito limite
di specifica inferiore (LSL, Lower Specification Limit). Talvolta per alcune
caratteristiche di qualità ha senso fornire solamente specifiche unilaterali.
1.2
Variabilità
La variabilità delle caratteristiche di qualità è un aspetto molto delicato per la
qualità del prodotto. Le aziende infatti investono risorse per assicurarsi che i
valori delle caratteristiche di qualità dei prodotti realizzati siano il più vicino
possibile ai valori nominali. Tuttavia due o più unità di prodotto (o servizio)
non sono mai uguali. Pertanto esiste sempre un livello di variabilità nelle caratteristiche di un prodotto e la qualità del prodotto dipende dall’ammontare della
variabilità.
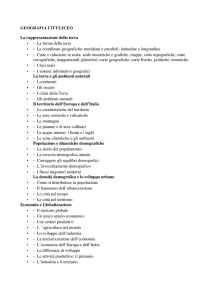
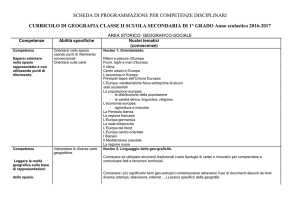
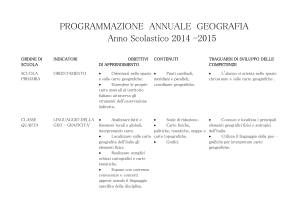
Nella Figura (1.1) sono visualizzate, come esempio, le distribuzioni di due
caratteristiche di qualità. Si può notare il diverso livello di variabilità ed è
intuitivo comprendere che una maggiore variabilità aumenta la probabilità di
produrre un elemento che non rispetta le specifiche.
Poiché la variabilità può essere descritta solamente in termini statistici, i
metodi statistici hanno un ruolo centrale nelle attività legate al miglioramento
della qualità.
La variabilità può manifestarsi in diversi modi
• in una unità di prodotto
• tra unità di prodotto
• nel tempo
Inoltre la variabilità è dovuta ad almeno quattro cause (4M):
1.2. VARIABILITÀ
3
Caratteristica di qualità
USL
valore nominale
LSL
Figura 1.1: Caratteristiche di qualità con diversa variabilità
1. Man
2. Machine
3. Methods
4. Materials
La variabilità non è totalmente eliminabile quindi un certo grado di variabilità può essere ritenuto tollerabile, o fisiologico, per un dato processo produttivo.
Questo tipo di variabilità viene indicata anche con il nome di variabilità naturale.
Il controllo della qualità ha l’obiettivo di mantenere la variabilità nel
processo e nel prodotto ad un livello naturale. Il miglioramento della qualità
mira ad una riduzione della variabilità nel processo e nel prodotto.
Capitolo 2
Richiami di probabilità
In questo capitolo vengono richiamate le più comuni variabili aleatorie discrete e
continue. Dovrebbero essere nozioni ampiamente note quindi si farà riferimento
al capitolo 2 del libro di testo (Montgomery, 2000).
Verranno richiamati solo alcuni aspetti.
Distribuzioni discrete: ipergeometrica, binomiale, poisson
2.1
La distribuzione Binomiale
La variabile X ha distribuzione binomiale con parametri n ≥ 0 e p (0 < p < 1)
X ∼ Bin(n, p)
se
Pr {X = k} =
µ
n
k
¶
pk (1 − p)n−k
k = 0, 1, 2....n
si ha E(X) = np, V (X) = np(1 − p).
Simbologia
Bi(j; n, p) indica il la probabilità che una variabile casuale binomiale di
parametri n, e p assuma il valore j
¶
µ
n
pj (1 − p)n−j
Bi(j; n, p) = Pr {X = j} =
j
FB ( k| n, p) indica il valore della funzione di ripartizione di una varibile
casuale binomiale di parametri n e p calcolato nel punto k
FB ( k| n, p) = Pr {X ≤ k} =
5
k
X
j=0
Bi(j; n, p)
6
2.2
CAPITOLO 2. RICHIAMI DI PROBABILITÀ
La distribuzione di Poisson
La variabile X ha distribuzione di Poisson con parametro λ > 0
X ∼ P o(λ)
se
Pr {X = k} =
e−λ λk
k!
k = 0, 1, 2.
E(X) = λ e V (H) = λ.
Simbologia
P o(j; λ) indica il la probabilità che una variabile casuale di Poisson di
parametro λ assuma il valore j
P o(j; λ) = Pr {X = j} =
e−λ λj
j!
FP ( k| λ) indica il valore della funzione di ripartizione di una variabile casuale
di Poisson di parametro λ calcolato nel punto k
FP ( k| λ) = Pr {X ≤ k} =
2.3
k
X
P o(j; λ)
j=0
La distribuzione normale
Se X è una variabile aleatoria normale, allora la sua funzione di densità è definita
come segue:
1 x−µ 2
1
f (x) = √ e− 2 ( σ )
σ 2π
−∞<x<∞
µ è la media della distribuzione, σ 2 è la varianza. La simbologia che si utilizza
per indicare tale variabile è la seguente
¢
¡
X ∼ N µ, σ 2
La funzione di ripartizione della normale è definita come la probabilità che la
variabile X assuma valori inferiori o uguali ad un certo valore a:
Z a
1 x−µ 2
1
√ e− 2 ( σ ) dx
Pr {X ≤ a} = F (a) =
−∞ σ 2π
Per il calcolo di questa probabilità è conveniente effettuare un cambio di variabile
giungendo alla normale standardizzata:
Z=
X −µ
σ
2.4. LA DISTRIBUZIONE CHI QUADRATO
7
risulta che la variabile Z è ancora normale, ma con media 0 e con varianza 1,
Z ∼ N (0, 1)
Quindi per calcolare la probabilità Pr {X ≤ a} si può operare nel seguente
modo:
¾
½
¾
µ
¶
½
a−µ
a−µ
a−µ
X −µ
= Pr Z ≤
=Φ
≤
Pr {X ≤ a} = Pr
σ
σ
σ
σ
dove Φ (.) è la funzione di ripartizione della normale standardizzata.
SIMBOLOGIA
Con zα/2 si usa indicare il punto percentile di una normale standardizzata
N (0, 1) tale che
ª
©
Pr Z ≥ zα/2 = α/2
zα/2 è anche indicato come il punto percentile superiore al livello α/2 ottenuto
dalla distribuzione normale standardizzata. Vedi appendice A2 Montgomery
(2000)
2.4
La distribuzione chi quadrato
Se X è una variabile chi quadrato con n gradi di libertà, allora la sua funzione
di densità è definita come segue:
f (x) =
1
2n/2 Γ
¡ n ¢ x−(n/2)−1 e−y
2
/2
x>0
2
la media della distribuzione è
E(X) = n
e la varianza è
V (X) = 2n
La simbologia che si utilizza per indicare tale variabile è la seguente
X ∼ χ2n
SIMBOLOGIA
Con χ2α,n si usa indicare il punto percentile della variabile casuale chi quadrato con n gradi di libertà tale
o
n
Pr χ2n ≥ χ2α,n = α
8
2.5
CAPITOLO 2. RICHIAMI DI PROBABILITÀ
Aspetti inferenziali
I parametri di un processo produttivo sono generalmente non noti e possono
variare nel tempo (per parametri di un processo produttivo di solito si intende
la media e la varianza della caratteristica di qualità, la frazione di elementi
difettosi ecc.). Se si aggiunge inoltre che la maggior parte delle informazioni
sono disponibili solo su base campionaria, ci si rende conto che l’inferenza statistica gioca un ruolo fondamentale. La situazione più comune è dover stimare
i parametri del processo produttivo oppure prendere una decisione sul processo
(controllo d’ipotesi).
Se si dispone di un campione di ampiezza n alcune delle principali sintesi
campionarie che si possono calcolare sono
n
2
s =
s=
x=
1X
xi media del campione
n i=1
Pn
(xi − x)2
varianza del campione
n−1
i=1
s
Pn
2
(xi − x)
deviaz. std del camp.
n−1
i=1
r = xmax − xmin range del campione
Nell’universo dei campioni il valore di una sintesi calcolata su un campione
può essere visto come una realizzazione di una variabile aleatoria campionaria. La variabili aleatorie campionarie relative alle sintesi sopra riportate
sono:
n
S2 =
S=
s
X=
1X
Xi media campionaria
n i=1
Pn
¡
¢2
Xi − X
varianza campionaria
n−1
Pn
¡
¢2
Xi − X
deviaz. std campionaria
n−1
i=1
i=1
R = xmax − xmin range campionario
2.5. ASPETTI INFERENZIALI
9
f(x)
f(x)
-10
0
10
20
30
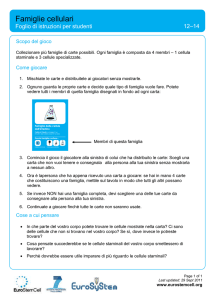
Figura 2.1: Funzione di densita di una normale con parametri µ = 10, e σ 2 = 9
2.5.1
Distribuzioni campionarie
Essendo funzioni delle osservazioni campionarie le variabili casuali sopra indicate
sono delle statistiche.
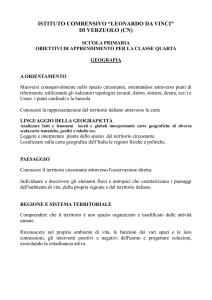
Per esempio, supponiamo che la caratteristica di qualità sia distribuita normalmente
X ∼ N (µ, σ 2 )
(per esempio µ = 10 mm, e σ 2 = 9 mm vedi figura 2.1). Se x1 , x2 , ...., xn è un
campione casuale di ampiezza n estratto dalla popolazione, allora la statistica
media campionaria
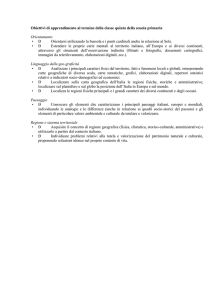
X ∼ N (µ, σ 2 /n)
nella Figura (2.2) sono riportate le distribuzioni di X, e X per n = 5.
Vedi capitolo 3 Montgomery (2000)
2.5.2
Stima puntuale e stima intervallare
Vedi capitolo 3 Montgomery (2000). Qui si richamano solo alcuni punti della
stima intervallare.
Una stima intervallare di un parametro è l’intervallo tra due statistiche che
include il valore vero del parametro con un’assegnata probabilità.
10
CAPITOLO 2. RICHIAMI DI PROBABILITÀ
f(x)
f(xmedio)
-10
0
10
20
30
Figura 2.2: X normale con µ = 10, e σ2 = 9; X normale con µ = 10, e σ 2 = 1.8
Ragioniamo in questo modo. Consideriamo una variabile aleatoria X con
media µ nota e varianza σ 2 nota.
La variabile media campionaria tende a distribuirsi (teorema del limite centrale) come una normale
X ∼ N (µ, σ 2 /n)
di conseguenza la variabile standardizzata
Z=
X −µ
√
σ/ n
tende a distribuirsi come una normale con media 0 e varianza 1
Z ∼ N (0, 1)
Sfruttando le proprietà della normale standardizzata si può affermare che la
probabilità che la variabile aleatoria Z assuma valori compresi tra −zα/2 e zα/2
è pari a 1 − α
ª
©
Pr −zα/2 ≤ Z ≤ zα/2 = 1 − α
Si può allora definire un intervallo tale che la probabilità dell’avverarsi di un
campione con media x contenuta nell’intervallo stesso sia pari a 1 − α
¾
½
σ
σ
=1−α
Pr µ − zα/2 √ ≤ x ≤ µ + zα/2 √
n
n
2.5. ASPETTI INFERENZIALI
11
Questa è la soluzione del ”problema diretto”: prevedere una proprietà statistica
di un campione nota quella della popolazione.
L’induzione statistica invece riguarda il ”problema inverso”: fare inferenza su una proprietà statistica della popolazione nota quella di un campione.
Questo è proprio della stima intervallare di un parametro: partendo dalla constante osservata nel campione si vuole individuare un intervallo che contenga il
parametro incognito con una preassegnata probabilità.
Si supponga quindi che la media in popolazione µ sia incognita. Se si estrae
un campione di ampiezza n
x1 , x2 , ...xn
la cui media è
n
x=
1X
xi
n i=1
l’intervallo di confidenza al livello 100(1 − α)% per µ è dato da
σ
σ
x − zα/2 √ ≤ µ ≤ x + zα/2 √
n
n
Gli estremi dell’intervallo sono variabili aleatorie infattih dipendono dai dati cam-i
pionari e 1−α è detto livello di confidenza. L’intervallo x − zα/2 √σn , x + zα/2 √σn
è da intendersi come un intervallo aleatorio che ha una probabilità pari a 1 − α
di contenere il parametro incognito µ.
Quello che abbiamo appena visto è un intervallo di confidenza della
media con varianza nota
Intervallo di confidenza della varianza di una distribuzione normale
Consideriamo la variabile casuale
X ∼ N (µ, σ 2 )
con media µ e varianza σ2 non note.
Consideriamo la varianza campionaria
¢2
Pn ¡
i=1 Xi − X
2
S =
n−1
2
e definiamo la variabile (n−1)S
. Tale variabile è distribuita come un χ2 con
σ2
n − 1 gradi di libertà
Se si osserva un campione e si calcola la varianza del campione
Pn
(xi − x)2
2
s = i=1
n−1
l’intervallo di confidenza al livello 100(1 − α)% per la varianza è dato da
(n − 1) s2
(n − 1) s2
≤ σ2 ≤ 2
2
χα/2,n−1
χ1−α/2,n−1
12
2.5.3
CAPITOLO 2. RICHIAMI DI PROBABILITÀ
Verifica d’ipotesi
Vedi capitolo 3 Montgomery (2000).
Qui vediamo solo alcuni richiami utilizzando un esempio.
Esempio
Una macchina produce barre di acciaio a sezione circolare il cui diametro
ottimale dovrebbe essere 10 millimetri. Le barre effettivamente prodotte, che si
suppongono tra loro indipendenti, hanno un diametro aleatorio con distribuzione
normale di media µ0 = 10mm e scarto σ = 3mm.
Come si può verificare il corretto funzionamento della macchina basandosi
su un campione di ampiezza finita?
Un possibile strumento è il controllo o verifica d’ipotesi.
Un’ipotesi statistica è una proposizione riguardante i valori di uno o più
parametri di una distribuzione.
Nel controllo statistico di qualità le ipotesi formulate hanno un preciso
significato.
Nel nostro caso:
H0 : µ = 10
H1 : µ 6= 10
L’ipotesi H0 : µ = 10 è detta ipotesi nulla: la macchina funziona correttamente
L’ipotesi H1 : µ 6= 10 è detta ipotesi alternativa: la macchina non funziona
correttamente
Per procedere al controllo:
a) si estrae un campione casuale di ampiezza n dalla popolazione
b) si rilevano le n misure della caratteristica di qualità di interesse
c) si calcola un’opportuna statistica test.
Sulla base del valore che tale statistica assume si deciderà se rifiutare o non
rifiutare l’ipotesi H0 .
Per stabilire il criterio di decisione, ovvero la regione di rifiuto di H0 , si usa
ragionare sulla probabilità di commettere un errore.
Gli errori possono essere di 2 tipi:
a) ERRORE DEL PRIMO TIPO, ovvero rifiutare l’ipotesi H0 , quando H0
è vera
b) ERRORE DEL SECONDO TIPO, ovvero non rifiutare l’ipotesi H0 , quando H0 è falsa
Le probabilità associate ai due errori sono:
α = Pr (errore del primo tipo)
β = Pr (errore del secondo tipo)
2.5. ASPETTI INFERENZIALI
13
Usualmente si usa specificare un valore della probabilità dell’errore del primo
tipo α (controllo diretto). Il valore del rischio β lo si controlla indirettamente
essendo funzione dell’ampiezza del campione.
Nel nostro caso siamo in una situazione di ipotesi su una media µ con
varianza nota σ 2
H0 : µ = µ0
H1 : µ 6= µ0
(µ0 = 10)
Definisco la variabile aleatoria (statistica test)
Z0 =
X − µ0
√
σ/ n
X=
1X
Xi
n i=1
dove X è la media campionaria:
n
x−µ0
√ | > zα/2 dove zα/2 è il valore di ascissa
Si rifiuta l’ipotesi H0 se |zc = σ/
¢n
¡
di una N (0, 1) tale che Pr Z ≥ zα/2 = α/2.
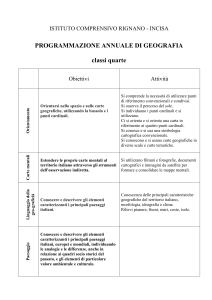
Spiegazione (intuitiva): sotto l’ipotesi H0 si ha che Z0 ∼ N (0, 1) (Figura
2.3)
Se per esempio si fissa un valore di α = 0.002 la regione di non rifiuto per
H0 è
−z α2
z α2
= −3.09
= 3.09
Quindi non rifiuto H0 se:
−z α2 ≤ zc ≤ z α2
Torniamo all’esempio
Supponiamo di estrarre un campione di ampiezza n = 5 e che le misure dei
5 diametri siano risultate:
11, 9, 12, 11, 10
La media del campione risulta
x=
1
(11 + 9 + 12 + 11 + 10) = 10, 6
5
14
CAPITOLO 2. RICHIAMI DI PROBABILITÀ
f(z)
f(z)
-6
-4
-2
0
2
4
6
Figura 2.3: N (0, 1)
ed il valore della statistica test
zc =
10, 6 − 10
√
= 0, 447
3/ 5
In questo caso non si rifiuta H0 in quanto zc < z α2 .
Consideriamo ora la probabilità β la probabilità di non rifiutare H0 quando
è falsa (e’ vera H1 ). (significato....)
Supponiamo quindi sia vera l’ipotesi H1 : µ 6= µ0 . In particolare supponiamo che la media della distribuzione (ovvero la media dei diametri delle barre
prodotte) sia pari a
µ1 = µ0 + δ
allora si ha che
¶
µ √
δ n
Z0 ∼ N
,1
σ
vedi Figura (2.4).
E’ possibile calcolare la probabilità β:
¯ ª
©
β = Pr −z α2 ≤ Z0 ≤ z α2 ¯ H1
µ
½µ
√ ¶
√
√ ¶¯ ¾
δ n
δ n
δ n ¯¯
= Pr
≤ Z0 −
≤ z α2 −
−z α2 −
¯ H1
σ
σ
σ
2.5. ASPETTI INFERENZIALI
15
f(xmedio)
f(shift)
-6
-4
-2
0
2
4
6
Figura 2.4:
ora la variabile
√
δ n
Z0 −
σ
è una normale standardizzata (siamo sotto H1 ) quindi la probabilità β si può
calcolare come
µ
µ
√ ¶
√ ¶
δ n
δ n
α
α
β = Φ z2 −
− Φ −z 2 −
σ
σ
Nel nostro caso supponendo δ = 1
µ
µ
√ ¶
√ ¶
δ n
δ n
=
β = Φ z α2 −
− Φ −z α2 −
σ
σ
Ã
Ã
√ !
√ !
1 5
1 5
= Φ 3.09 −
− Φ −3.09 −
=
3
3
= Φ (2.345) − Φ (−3.835) = 0.990
La probabilità β è quindi una funzione di (Figura 2.5):
n ampiezza del campione
δ ampiezza dello shift (variazione).......
α probalilità dell’errore di primo tipo
16
CAPITOLO 2. RICHIAMI DI PROBABILITÀ
BETA(5)
8
7,
2
6,
4
5,
6
4,
8
4
3,
2
2,
4
1,
6
BETA(10)
0,
8
0
1,2
1
0,8
0,6
0,4
0,2
0
delta
Figura 2.5: probabilità β in funzione di δ e per n = 5 e n = 10
Capitolo 3
Il Controllo Statistico di
Processo
L’obiettivo è produrre beni e/o servizi che soddisfino le esigenze dei consumatori.
Un processo produttivo dovrebbe quindi essere stabile ed operare con una variabilità ridotta intorno al valore obiettivo (target) specificato per la caratteristica
di qualità di interesse.
Il controllo statistico di processo, SPC (Statistical Process Control), è
costituito da un insieme di strumenti utili per garantire la stabilità e ridurre la
variabilità del processo.
Tra gli strumenti del SPC la carta di controllo è lo strumento tecnicamente
più importante. Le carte di controllo sono state sviluppate da W. A. Shewart
(Bell Telephone Laboratories) nel 1920 ed in letteratura sono spesso indicate
con il nome di carte Shewart.
3.1
Variabilità nel processo produttivo
Ogni processo produttivo è caratterizzato da una certa variabilità naturale, questa variabilità è presente anche se il processo è ben progettato e controllato ed
è dovuta all’azione congiunta di molte piccole cause e generalmente non è addebitabile a singoli fattori controllabili: usualmente in queste condizioni tale
variabilità è piccola.
Quando un processo produttivo è caratterizzato solo da una variabilità naturale, si può affermare che il processo opera soggetto ad un sistema di cause accidentali o comuni. Nella terminologia del SPC, un processo che opera soggetto
solo ad un sistema di cause accidentali è in uno STATO DI CONTROLLO
STATISTICO.
Altre fonti di variabilità, dovute a fattori ben individuabili e controllabili,
possono intervenire nel processo produttivo alterando ed aumentando la variabilità “naturale” fino a valori non accettabili per gli standard di qualità. In
questo caso si può affermare che il processo opera soggetto ad un insieme di cause
17
18
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
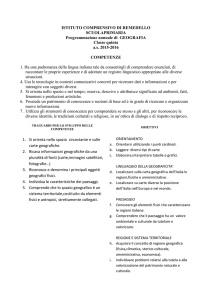
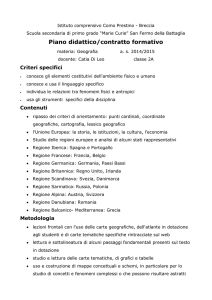
A
B
USL
valore nominale
LSL
Figura 3.1: shift nella media (A); aumento della variabilità (B)
sistematiche o speciali. Un processo che opera in presenza di cause sistematiche
è in uno STATO DI FUORI CONTROLLO STATISTICO.
Quando un processo produttivo è ben progettato e tarato opera in uno stato di controllo statistico. Cause sistematiche possono intervenire nel processo
provocando: A) un allontanamento del valore medio della caratteristica di qualità dal valore target; B) un aumento della variabilità della caratteristica di
qualità; C) sia variazioni nella media sia un aumento della variabilità (Figura
3.1). Il risultato è che aumenta la produzione di elementi che non soddisfano
le specifiche richieste, con un conseguente peggioramento della qualità risultante del prodotto ed un danno economico per l’azienda. Questo provoca uno
spostamento (SHIFT) del processo verso uno stato di fuori controllo statistico.
L’obiettivo principale del controllo statistico di processo è individuare, nel minor
tempo possibile, lo shift del processo in modo che possano essere prese azioni
correttive. Le carte di controllo consentono di sorvegliare il processo in corso
di produzione (on-line) segnalando eventuali problemi e consentendo interventi
correttivi.
3.2
Aspetti generali delle carte di controllo
Una carta di controllo è una visualizzazione grafica di una sequenza di test
statistici per verificare lo stato di controllo del processo.
Indicando con X la caratteristica di qualità da controllare, dal processo produttivo si estraggono, ad intervalli regolari di tempo, dei campioni di numerosità
n, (x1, x2, ...., xn ) = Xn , si forma la statistica campionaria g(Xn ) (media cam-
3.3. COSTRUZIONE DI UNA CARTA DI CONTROLLO
19
pionaria, mediana campionaria, range, deviazione standard ecc.) e la si utilizza
per verificare il sistema d’ipotesi:
H0 : Il processo è in controllo
H1 : Il processo è f uori controllo
la carta di controllo è la visualizzazione grafica dei risultati campionari rispetto
al tempo.
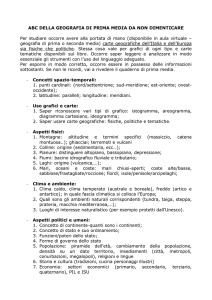
Nella carta è presente una linea centrale, CL (central line), che rappresenta il
valore medio caratteristica di qualità in genere corrispondente al valore desiderato nell’ipotesi di controllo del processo. Altre due linee orizzontali identificano i
limiti di controllo: UCL (Upper Control Limit) il limite di controllo superiore e
LCL (Lower control limit) il limite di controllo inferiore. UCL e LCL vengono
determinati prima di iniziare l’ispezione campionaria, in modo tale che quando
il processo è in controllo la probabilità che i valori della statistica test cadano
all’interno di tali limiti sia elevata. Quando un valore della statistica test cade
al di fuori dei limiti di controllo si ha un segnale di allarme o segnale di fuori
controllo: l’evidenza empirica porta ad accettare H1 . In questi casi è necessario
fare ulteriori controlli sul processo per verificare se sono intervenute cause speciali e se necessario intraprendere azioni correttive. In realtà, come si vedrà in
seguito, le regole di decisione sono più complesse. Infatti non si esamina solo
la posizione del singolo punto campionario rispetto ai limiti di controllo, ma si
fa anche un esame della sequenza di punti per verificare l’eventuale presenza di
andamenti sistematici che possono essere dovuti a situazioni di fuori controllo.
In alcune situazioni possono essere presenti anche i limiti di guardia: UWL
(Upper Warning Limit) il limite di guardia superiore; LWL (Lower Warning
Limit) il limite di guardia inferiore. Sul loro significato ed utilizzo si rimanda
ai paragrafi seguenti.
3.3
Costruzione di una carta di controllo
Il modello generale per una carta di controllo è il seguente. Sia Y = g(Xn ) la
statistica campionaria relativa ad una caratteristica di qualità che si desidera
controllare con E(Y ) = µY e V (Y ) = σ 2Y .
Si supponga di voler controllare il seguente sistema d’ ipotesi:
H0 : µ = µY il processo è in controllo
H1 : µ 6= µY il processo è fuori controllo
Allora
U CL = µY + k1 σ Y
20
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
Esempio di carta di controllo
UCL
UWL
CL
statistica test
LWL
LCL
istanti campionari
Figura 3.2: Esempio di carta di controllo
CL = µY
LCL = µY − k2 σY
I fattori k1 e k2 sono fissati in modo che sotto H0
Pr {Y ∈
/ (LCL, U CL)} = α
Si noti che se la distribuzione di Y è simmetrica e Pr {Y ≥ U CL} = Pr {Y ≤ LCL} =
α
2 allora k1 = k2 = kα/2 .
La funzione test è basata sulla statistica
Y = g(Xn )
si accetta H0 se
LCL = µY − k2 σ Y < Y < µY + k1 σ Y = U CL
si accetta H1 quando
Y ≥ U CL
oppure
Y ≤ LCL
La probabilità α corrisponde alla probabilità dell’errore di primo tipo nella
teoria di verifica delle ipotesi. Nel controllo statistico di processo α corrisponde
3.3. COSTRUZIONE DI UNA CARTA DI CONTROLLO
21
alla probabilità di segnalare un fuori controllo quando il processo è in controllo
(quando H0 è vera). Comunemente α viene indicata con il termine probabilità
di un falso allarme. Un falso allarme porta ad una interruzione del processo,
o comunque ad un insieme di controlli inutili ed il risultato può essere un danno
economico per l’azienda.
La probabilità di un mancato allarme è invece data da:
Pr {Y ∈ (LCL, U CL|H1 } = β
La probabilità β corrisponde alla probabilità di commettere l’errore di secondo
tipo nella verifica d’ipotesi. Un mancato allarme porta ad un aumento della
”difettosità” nella produzione in quanto non si rileva che il processo ha subito
uno shift: anche in questo caso si ha un danno economico per l’azienda in
quanto si ha un aumento della produzione non conforme. Un piccolo esempio
può aiutare a chiarire alcuni dei concetti espressi sopra.
ESEMPIO 3.1
Consideriamo un processo produttivo che produce barre di acciaio a sezione
circolare. Una caratteristica di qualità critica per questo tipo di processo produttivo è¡ il diametro,
X, delle barre che assumiamo distribuito normalmente:
¢
X ∼ N µ, σ 2 . Si supponga che il processo sia sotto controllo se il diametro
delle barre prodotte è pari a 10 millimetri e che la deviazione standard del diametro sia pari a σ = σ 0 = 0.07 mm. Sostanzialmente si vuole controllare il
livello medio della caratteristica di qualità ovvero
H0 : µ = µ0 il processo è sotto controllo
H1 : µ 6= µ0 il processo è fuori controllo
Per controllare il processo ogni ora un campione casuale di n = 5 unità viene
analizzato. Ogni ora quindi si estraggono in modo casuale dal processo produttivo
5 barre, si rilevano i 5 diametri e si calcola la media del campione
n
x=
1X
xi
n i=1
X=
1X
Xi
n i=1
La statistica media campionaria
n
sotto l’ipotesi H0 si distribuisce normalmente
¶
µ
σ2
X ∼ N µ0 , 0
n
22
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
quindi fissata una probabilità α si può scrivere
½
¾
σ0
σ0
P r µ0 − zα/2 √ < X < µ0 + zα/2 √ |µt = µ0 = 1 − α
n
n
Segue che i limiti di controllo risultano
σ0
U CL = µ0 + zα/2 √
n
σ0
LCL = µ0 − zα/2 √
n
La linea centrale risulta ovviamente pari a
CL = µ0 = 10
e se è fissata una probabilità di un falso allarme pari a α = 0.002 si ha kα/2 =
zα/2 = 3.09, quindi i limiti risultano
σ0
U CL = µ0 + zα/2 √ = 10.097
n
σ0
LCL = µ0 − zα/2 √ = 9.903
n
Supponiamo ora che sia vera l’ipotesi H1 : µ 6= µ0 , in particolare µ = 9.915.
Questo significa che sul parametro media del processo produttivo è avvenuto uno
shift. Definendo con
δ=
µ − µ0
σ0
lo shift standardizzato, quindi nel caso in esame si ha
δ=
9.915 − 10
= −1.214
0.07
Ora è interessante calcolare la probabilità di un mancato allarme ovvero β. Tale
probabilità, come visto prima è data da
β
= Pr {Y ∈ (LCL, U CL|H1 } =
¾
¾
½
½
σ0
σ0
= Pr X ≤ µ0 + zα/2 √ |µt = µ − Pr X ≤ µ0 − zα/2 √ |µt = µ
n
n
Sotto l’ipotesi H1 si ha che
¶
µ
σ2
X ∼ N µ, 0
n
3.3. COSTRUZIONE DI UNA CARTA DI CONTROLLO
23
dove µ = µ0 + δσ 0 . Standardizzando la variabile possiamo scrivere che
¡
¡
√ ¢
√ ¢
β = Φ z α2 − δ n − Φ −z α2 − δ n
Nel nostro caso essendo δ = −1.214
³
³
√ ´
√ ´
β = Φ 3.09 − −1.214 5 − Φ −3.09 − −1.214 5 =
= Φ (5.805) − Φ (−0.375) ' 1 − 0.354 = 0.646
La probabilità β è una funzione di n ampiezza del campione, di δ ampiezza dello
shift (variazione del parametro) e di α probalilità dell’errore di primo tipo.
3.3.1
Limiti di controllo
Come posizionare i limiti di controllo? Occorre ragionare sulle probabilità di
commettere degli errori: α probabilità di un falso allarme; β probabilità di un
mancato allarme.
I limiti di controllo, fissata un’ampiezza campionaria n, dipendono da α: se
α diminuisce i limiti di controllo diventano più ampi, conseguentemente però
β aumenta; se si aumenta α i limiti di controllo diventano più stretti e conseguentemente β diminuisce. Si comprende quindi che non si riescono a rendere
minimi contemporaneamente sia α che β. Nella prassi si possono seguire due
strade:
1. se n è fisso, si fissa α e si determina β conseguentemente
2. se n può variare, si fissano α e β e si determina conseguentemente n.
Per determinare i limiti di controllo nelle carte di tipo Shewart esistono delle
”convenzioni” o linee guida. In Europa, per i limiti di controllo si usa fissare
un valore per α (probabilità di un falso allarme) oppure ragionare su alcune
funzioni legate ad α come la funzione ARL di cui parleremo in seguito. Per
esempio, stabilire che la probabilità di un falso allarme è pari α = 0.002 nel
caso di popolazione normale corrisponde ad un kα/2 = 3.09.
Negli USA, indipendentemente dalla distribuzione della caratteristica oggetto di controllo, si è soliti individuare i limiti di controllo come multiplo della
deviazione standard della statistica test. Il multiplo solitamente scelto è
k=3
(regola del 3-sigma). In questo modo nel caso di popolazione normale equivale a
fissare α = 0.0027. La scelta dei limiti 3-sigma dà in genere buoni risultati nelle
applicazioni e nei casi in cui la vera distribuzione della caratteristica di qualità
non è nota.
LIMITI DI GUARDIA O DI SORVEGLIANZA
Oltre ai limiti di controllo possono essere presenti dei limiti più interni chiamati limiti di guardia o sorveglianza. Tali limiti chiamati UWL e LWL (Upper
24
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
Warning Limit e Lower Warning Limit). Vengono determinati specificando un
valore di probabilità α2 > α ad esempio α2 = 0.05 che corrisponde ad un valore
kα2 = 1.96. Negli USA si usa per i limiti di guardia la regola 2 sigma: k = 2
Un valore della statistica campionaria interno ai limiti di controllo, ma esterno ai limiti di guardia è un evento che pur non essendo un segnale di fuori
controllo ha una probabilità non elevata di verificarsi, quindi sono opportuni
ulteriori accertamenti sul processo produttivo.
3.3.2
Numerosità campionaria e frequenza di campionamento
NUMEROSITA’ CAMPIONARIA
In generale tanto più è grande il campione tanto più è facile individuare
piccoli spostamenti del processo. Questo lo si può verificare se si calcolano le
misure delle prestazioni di una carta di controllo: la funzione di potenza o, il
suo complemento a uno, la curva operativa caratteristica. La probabilità di
rilevare uno shift, vista come funzione di n e dello shift, è data dalla Funzione
di potenza (G)
G = Pr {Y ∈
/ (U CL, LCL)|H1 }
La funzione Curva Operativa caratteristica(CO) di una carta di controllo
esprime invece la probabilità di non rilevare uno shift
CO = Pr {Y ∈ (U CL, LCL)|H1 }
sempre come funzione dell’ampiezza del campione n e dello shift. Come si può
notare dalle Figure (3.3) e (3.4) la funzione di potenza è una funzione crescente
sia di n sia dell’ampiezza in valore assoluto dello shift. La curva operativa
caratteristica ha ovviamente un comportamento complementare. Si può quindi
determinare n in funzione dello shift del processo che si vuole individuare con
una certa probabilità. Nella pratica n, anche per ragioni di costo, è contenuto
(n ≤ 15).
FREQUENZA DI CAMPIONAMENTO
Un’elevata frequenza di campionamento comporta un minor tempo per individuare eventuali anomalie nel processo. Anche in questo caso è importante
ricordare che un’elevata frequenza di campionamento comporta un aumento
nei costi d’ispezione. Nella pratica si tendono a privilegiare, salvo indicazioni
contrarie, piccoli campioni con una frequenza di campionamento elevata.
La funzione ARL
Un’importante misura sulla quale basarsi per prendere decisioni sull’ampiezza campionaria e frequenza di campionamento è costituita dalla funzione ARL
(Average Run Lenght-lunghezza media delle sequenze).
3.3. COSTRUZIONE DI UNA CARTA DI CONTROLLO
25
1.2
Funzione di potenza
1
0.8
n=5
n=10
0.6
n=15
0.4
0.2
9.
85
0
9.
87
5
9.
90
0
9.
92
5
9.
95
0
9.
97
5
10
.0
00
10
.0
2
10 5
.0
50
10
.0
7
10 5
.1
0
10 0
.1
2
10 5
.1
50
0
Media del processo
Figura 3.3: Funzione di potenza per la carta x
Curva operativa
1.2
1
0.8
n=5
0.6
n=10
0.4
n=15
0.2
0
Media del processo
Figura 3.4: Curva operativa caratteristica per la carta x
26
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
Si definisca con RL la variabile casuale discreta che descrive il numero di
campioni che è necessario osservare per rilevare un segnale di fuori controllo:
RL = numero di campioni da estrarre per avere un segnale di fuori controllo
La funzione ARL è il valore atteso della variabile RL:
ARL = E(RL)
ovvero il numero medio di campioni da estrarre per avere un segnale di fuori
controllo. Per campioni rilevati ad intervalli di tempo regolari ARL è una misura
del tempo medio di attesa per un segnale di fuori controllo.
L’ARL è una funzione dello stato del processo: se il processo è in controllo
l’ARL dovrebbe essere alto; se il processo è fuori controllo l’ARL dovrebbe
essere piccolo.
Si supponga di essere in regime di H0 . La probabilità di un fuori controllo è
α, segue che RL ha una distribuzione geometrica con parametro p = α:
Pr {RL = m} = p(1 − p)m−1
e la funzione ARL(H0 ) è
ARL(H0 ) = E(RL) =
∞
X
k=1
k(1 − p)k−1 p =
1
1
=
p
α
Per esempio con α = 0.002 si ha ARL(H0 ) = 500. Questo vuole dire che se il
campionamento avviene ogni ora ci si attende in media un falso allarme ogni
500 ore.
Si supponga di essere in regime di H1 . La probabilità di avere un segnale
di fuori controllo è 1 − β, segue che RL ha una distribuzione geometrica con
parametro p = 1 − β:
Pr {RL = m} = p(1 − p)m−1
e la funzione ARL(H1 ) è
ARL(H1 ) = E(RL) =
∞
X
k=1
3.3.3
k(1 − p)k−1 p =
1
1
=
p
1−β
Regole di decisione e analisi degli andamenti tipici
Una carta di controllo indica una situazione di fuori controllo quando: a) uno o
più punti superano i limiti di controllo; b) si è in presenza di un comportamento
non casuale della sequenza dei valori della satistica test.
3.3. COSTRUZIONE DI UNA CARTA DI CONTROLLO
27
E’ importante non osservare solamente il singolo istante campionario. Consideriamo m campioni (prove) indipendenti in cui α è la probabilità di un falso
allarme. Sia Z la variabile aleatoria che enumera i punti fuori controllo (sotto
H0 ) su m campioni. La probabilità di avere esattamente Z = r è data da
¶
µ
m
m−r
=
αr (1 − α)
Pr (Z = r) =
r
Bin(m, α)
Il valore atteso della variabile Z è dato da
E(Z) = mα
che rappresenta il numero di punti fuori controllo su m campioni quando il
processo è sotto l’ipotesi H0 . Consideriamo ora la probabilità di avere almeno
un falso allarme su m campioni
Pr (Z ≥ 1) = 1 − Pr (Z = 0) = 1 − (1 − α)m
questa probabilità è una funzione crescente di m.
per n −→ ∞ si ha Pr (Z ≥ 1) −→ 1
non è trascurabile per m > 20
Ad esempio α = 0.0027 (regola del 3-sigma) e m = 20, si ha Pr (Z ≥ 1) =
0.053 con Pr (Z = 1) = 0.051 e Pr (Z = 2) = 0.001. Quindi: con un un punto
fuori controllo è ancora elevata la probabilità di giungere a conclusione errate
(accettare H1 quando è vera H0 ); con due o più punti fuori controllo invece
quasi certamente il processo è effettivamente fuori controllo.
Un Run è una sequenza di osservazioni dello stesso tipo: Run up sequenza crescente; Run down sequenza decrescente. Si possono inoltre osservare
sequenze di punti tutti sopra CL o tutti sotto CL. Ogni sequenza può essere probabilizzata e una sequenza o Run di lunghezza 8 ha una probabilità
molto bassa di verificarsi. Pertanto la presenza di tale Run è indicativo di
una situazione di fuori controllo, anche se tutti i punti cadono entro i limiti di
controllo.
Per individuare comportamenti non casuali nella carte Shewart esistono delle
regole di decisione (Run rules) suggerite nel 1956 dalla Western Electric. Alcune diqueste regole sono riportate di seguito, mentre per una trattazione più
articolata si rimanda a Montgomery (2000).
Il processo è fuori controllo se:
1. uno o più punti sono fuori dai limiti di controllo
2. 2 punti su 3 consecutivi sono fuori dai limiti di guardia
3. 8 punti consecutivi tutti al di sopra o sotto CL
28
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
4. ..................................................
5. .................VEDI MONTGOMERY (2009) p.131
In generale un comportamento visivamente non casuale dei punti
Commento sulle regole di decisione
Bisogna fare attenzione ad esercitare più di un criterio di decisione perchè
aumenta la probabilità di falsi allarmi. Consideriamo k criteri di decisione e
sia αi la probabilità di commettere l’errore di primo tipo del criteri i − esimo
(i = 1, 2, ...k). Segue che la probablità di un falso allarme basata su k test
indipendenti
α=1−
k
Y
(1 − α1 )
i=1
Quindi α > αi con α che cresce al crescere di k. In conclusione se le Run
Rules aumentano la sensibilità della carta di controllo a rilevare lo stato di fuori
controllo, aumentano anche la probabilità di falsi allarmi.
3.4
Stima dei parametri del processo da un ”prerun”
Nella pratica, l’ipotesi di ritenere noti i parametri del processo produttivo, che
qui indichiamo in modo generico con µ e σ, non è quasi mai soddisfatta. Segue
che è necessario stimarli sulla base di un certo numero m (m = 20 ÷ 25) di
campioni preliminari opportunamente estratti in un periodo in cui il processo
viene ritenuto sotto controllo. Tale insieme di campioni viene indicato con il
termine prerun.
Indicando con
x1 , x2 , ..., xm
le medie di ciascun campione uno stimatore della media incognita del processo
µ è la media degli m campioni:
µ
b=x=
x1 + x2 + ... + xm
m
Se anche la variabilità del processo σ non è nota, allora è necessaria stimarla.
I due stimatori più comuni di σ utilizzano i range o le deviazioni standard degli
m campioni.
Metodo basato sui range
In ogni campione di ampiezza n è possibile calcolare il range del campione,
così
R1 , R2 , ..., Rm
3.4. STIMA DEI PARAMETRI DEL PROCESSO DA UN ”PRERUN”
29
sono i range degli m campioni che costituiscono il prerun. Il range medio
R=
R1 + R2 + ... + Rm
m
è uno stimatore del range del processo (non è uno stimatore di σ).
Lo stimatore per σ 0 si ottiene considerando la variabile W = R/σ detta range
relativo. La variabile W ha una distribuzione nota che dipende dall’ampiezza
del campione n, ed il suo valore atteso è
E(W ) = d2
dove d2 è un fattore tabulato in funzione di n (Appendice A6 Montgomery
(2000)).
Segue che se R è il range medio degli m campioni preliminari uno stimatore
corretto di σ è dato da
σ
b=
R
d2
Inoltre se la caratteristica di qualità è distribuita normalmente X ∼ N (µ, σ2 ),
allora la deviazione standard di W è pari a
σ W = d3
dove d3 è un fattore tabulato in funzione di n (Appendice A6 Montgomery
(2000)). Segue che essendo
R = Wσ
lo scarto quadratico medio di R risulta quindi
σ R = d3 σ
ed essendo σ non nota si può stimare σ R con
σ
b R = d3
R
d2
Metodo basato sulle deviazioni standard
In ogni campione di ampiezza n è possibile calcolare la deviazione standard
del campione, così
s1 , s2 , ..., sm
sono le deviazioni standard dei m campioni che costituiscono il prerun. Si può
quindi calcolare la deviazione standard media
S=
s1 + s2 + ... + sm
m
30
CAPITOLO 3. IL CONTROLLO STATISTICO DI PROCESSO
La statistica S ha un valore atteso pari a
E(S) = c4 σ
e una deviazione standard pari a
σS = σ
q
1 − c24
Dove il termine c4 è tabulato in funzione di n (Appendice A6 Montgomery,
(2000)).
Segue che uno stimatore di σ è dato da
σ
b=
S
c4
SCHEMA DELLE CARTE DI CONTROLLO CHE VEDREMO
CARTE DI CONTROLLO (Shewart)
VARIABILI
ATTRIBUTI
controllo
X media
np
numero elementi non conformi
e mediana
locazione
X
p
frazione elementi non conformi
c
numero di difetti
controllo
R range
u numero di difetti per unità fisica
variabilità S deviaz.stand.
Capitolo 4
Carte di controllo per
variabili
La caratteristica di qualità di interesse è descritta da una variabile aleatoria
continua X e si assume che sia distribuita normalmente (test di normalità)
X ∼ N (µt , σ2t )
Se il processo è in stato di controllo allora µt = µ0 e σ t = σ 0 . Il controllo del
processo produttivo serve per controllare che nel tempo µt e σ t si mantengano
in accordo con i valori target o nominali µ0 e σ 0 .
Il valori target possono essere
• valori nominali µN e σ N specificati da una legge, uno standard o dal
progetto del prodotto
• valori empirici µE e σ E ticavati dall’esperienza passata del processo
b0 ricavate da un apposito insieme di dati preliminari (prerun)
• stime µ
b0 e σ
relativi al processo non disturbato
4.1
Carte di controllo per il livello del processo
Quando interessa rilevare shift nella media µt del processo in entrambe le direzioni si costruisce una carta di controllo bidirezionale. Il sistema d’ipotesi che
si vuole controllare è il seguente
H0
H1
: µt = µ0
: µt =
6 µ0
La posizione di CL (la linea centrale) dipende dall’informazione disponibile
su µ0 , ovvero:
CL = µ0
31
32
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
se µ0 è un valore nominale noto.
I limiti di controllo UCL e LCL sono determinati in modo che nell’ipotesi
H0 la probabilità di un falso allarme sia α:
P r {Y ∈
/ (LCL, U CL) |H0 } = α
Se presenti, per i limiti di guardia UWL e LWL si segue lo stesso ragionamento con riferimento ad un α2 specificato (α < α2 )
P r {Y ∈
/ (LW L, U W L) |H0 } = α2
4.1.1
Carta x bilaterale (parametri noti)
Questa carta di controllo utilizza come statistica test la media campionaria
n
X=
1X
Xi
n i=1
Per controllare il processo un campione di ampiezza n > 1 elementi viene estratto casualmente dal processo produttivo ad intervalli di tempo regolari si
osservano gli n valori della caratteristica di qualità di interesse e si calcola la
media del campione
n
x=
1X
x
n i=1
Si supponga che la caratteristica di qualità X si distribuisca normalmente, X ∼
(µt , σ 20 ), quindi segue che
X ∼ N (µt ,
σ 20
)
n
Si può quindi ricavare la probabilità che la statistica test assuma valori in
un intorno di µ0 quando è vera l’ipotesi H0 :
¾
½
σ0
σ0
√
√
P r µ0 − zα/2
≤ X ≤ µ0 + zα/2
|µ = µ0 = 1 − α
n
n t
dove zα/2
¢ percentile di una normale standardizzata Z ∼ N (0, 1) tale
¡ è il punto
che Pr Z ≥ zα/2 = α/2.
Pertanto se µ0 e σ 0 sono noti, si ha
CL = µ0
e i limiti di controllo ed i limiti di guardia diventano:
zα/2
zα/2
U CL = CL + √ σ 0 = µ0 + √ σ 0
n
n
4.1. CARTE DI CONTROLLO PER IL LIVELLO DEL PROCESSO
33
zα/2
zα/2
LCL = CL − √ σ 0 = µ0 − √ σ 0
n
n
zα /2
zα /2
U W L = CL + √2 σ 0 = µ0 + √2 σ 0
n
n
zα /2
zα /2
LW L = CL − √2 σ0 = µ0 − √2 σ 0
n
n
Se invece se µ0 e σ 0 non sono noti , allora vengono sostituiti da loro stime
corrette e le asserzioni di probabilità in questo caso sono solo approssimate.
Funzione di potenza e curva operativa della carta x
La capacità di una carta Shewart nell’individuare uno shift nel livello del
processo è fornita dalla funzione di potenza o dal suo complemento a 1, la curva
operativa caratteristica (OC).
La funzione di potenza rappresenta la probabilità di avere un segnale di fuori
controllo, dato il livello del processo al tempo t. Nel nostro caso:
ª
©
ª
©
G(µt ) = Pr X ≥ U CL|µt + Pr X ≤ LCL|µt
con CL = µ0 e σ 0 noti e fissi.
σ2
Sviluppando i calcoli e ricordando che X ∼ N (µt , n0 )
¾
½
¾
½
zα/2
zα/2
G(µt ) = Pr X ≥ µ0 + √ σ 0 |µt + Pr X ≤ µ0 − √ σ 0 |µt =
n
n
Ã
!
Ã
!
zα/2
zα/2
µ0 + √n σ 0 − µt √
µ0 − √n σ 0 − µt √
= 1−Φ
n +Φ
n =
σ0
σ0
Ã
!
Ã
!
zα/2
z
µ0 + √
µ0 − √α/2
σ − µt √
σ − µt √
n 0
n 0
= Φ −
n +Φ
n
σ0
σ0
dove Φ (.) indica la funzione di ripartizione della N (0, 1). Indicando lo shift
standardizzato con
µ − µ0
δt = t
σ0
si ottiene
¡
¡
√ ¢
√ ¢
G(δ t ) = Φ −zα/2 + δ t n + Φ −zα/2 − δ t n
La funzione di potenza è una funzione crescente del valore assoluto dello
shift standardizzato:
G(δ t = 0) = α
e per |δ t | −→ ∞, si ha che G(δ t ) −→ 1.
34
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
Example 1 Un processo produttivo produce pistoni per motori, il diametro ottimale dei pistoni dovrebbe essere 74 millimetri. Supponendo nota la variabilità
del processo produttivo, σ0 = 0.01, costruire una carta di controllo per il livello
medio del processo basandosi su campioni di ampiezza n = 5. a) Calcolare i limiti di controllo in modo tale che la probabilità di un falso allarme sia α = 0.002.
Risposta a)
CL = µ0 = 74
zα/2
3.09
U CL = CL + C c σ0 = µ0 + √ σ 0 = 74 + √ 0.01 = 74.01382
n
5
zα/2
3.09
LCL = CL − C c σ 0 = µ0 − √ σ0 = 74 − √ 0.01 = 73.98618
n
5
b) Calcolare i limiti di guardia con α2 = 0.05. Risposta b)
zα /2
1.96
U W L = CL + C W σ0 = µ0 + √2 σ0 = 74 + √ 0.01 = 74.00877
n
5
zα /2
1.96
LW L = CL − C W σ 0 = µ0 − √2 σ 0 = 74 − √ 0.01 = 73.99123
n
5
c) Calcolare la probabilità di rilevare che è avvenuto uno shift nella media del
processo, più precisamente µt = 73.98. Risposta c) Si tratta di calcolare il
valore della funzione di potenza quando µt = 73.98. Calcolo il valore dello shift
standardizzato
δt =
µt − µ0
73.98 − 74
=
= −2
σ
0.01
quindi
³
³
√ ´
√ ´
G(δ t = −2) = Φ −3.09 − 2 5 + Φ −3.09 + 2 5 =
= Φ (−7.562) + Φ (1.382) ' 0.916
Nella figura (4.1) è riportato il grafico della funzione di potenza della carta di
controllo.d) Calcolare il valore dell’ARL quando µt = 73.98. Risposta d) Il
valore dell’ARL si ricava da
ARL(δ t ) =
1
1
=
= 1.092
G(δ t )
0.916
Nella figura (4.2) è riportato il grafico della funzione di potenza della carta di
controllo.e) Si supponga che i valori della statistica test siano quelli riportati in
Figura (4.3). Cosa si può affermare sullo stato del processo produttivo?
4.1. CARTE DI CONTROLLO PER IL LIVELLO DEL PROCESSO
Funzione di potenza
1.2
1
0.8
0.6
0.4
0.2
74.034
74.030
74.026
74.022
74.018
74.014
74.010
74.006
74.002
73.998
73.994
73.990
73.986
73.982
73.978
73.974
73.970
73.966
0
Figura 4.1: Grafico della funzione di potenza della carta x bilaterale
Funzione ARL
600
500
400
300
200
100
74.034
74.030
74.026
74.022
74.018
74.014
74.010
74.006
74.002
73.998
73.994
73.990
73.986
73.982
73.978
73.974
73.970
73.966
0
Figura 4.2: Grafico della funzione ARL della carta x
Carta per la media
UCL
UWL
CL
LWL
LCL
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
istanti campionari
Figura 4.3: Carta di controllo dell’esempio 1
35
36
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
Example 2 Un’azienda produce fibre di materiale biocompatibile per uso chirurgico. La caratteristica di qualità rilevante è il DIAMETRO della fibra. Il diametro ottimale delle fibre è 6 × 10−3 (millimetri). Supponendo nota la variabilità del processo produttivo, σ 0 = 0.09×10−3 (millimetri): a) costruire una carta
di controllo per il livello medio del processo basandosi su campioni di ampiezza
n = 5, estratti ogni 4 ore dal processo produttivo, ed in modo tale che in media si
verifichi un falso allarme ogni 100 istanti campionari; b) determinare il tempo
che mediamente si deve attendere per rilevare che in realtà le fibre prodotte hanno un diametro di 6.05 × 10−3 (millimetri). Risposta a) Si controlla il livello
del processo produttivo quindi si può costruire una carta x. Un falso allarme
mediamente ogni 100 istanti campionari significa
ARL(H0 ) = 100
e siccome ARL(H0 ) =
1
α
segue che
α = 0.01
La linea centrale della carta è quindi
CL = µ0 = 6
I limiti di controllo risultano quindi
zα/2
U CL = µ0 + √ σ 0 =
n
2.576
= 6 + √ 0.09 = 6.104
5
zα/2
LCL = µ0 − √ σ 0 =
n
2.576
= 6 − √ 0.09 = 5.896
5
Risposta b). Supponiamo ora che il processo sia fuori controllo
µt = 6.05 × 10−3
Per rispondere alla domanda è necessario di calcolare il valore dell’ ARL(H1 )
(quando µt = 6.05). Per cui sapendo che
ARL(δ t ) =
1
G(δ t )
dobbiamo calcolare il valore della funzione di potenza. Calcolo il valore dello
shift standardizzato
δt =
µt − µ0
6.05 − 6
=
= 0.555
σ
0.09
4.1. CARTE DI CONTROLLO PER IL LIVELLO DEL PROCESSO
6.15
6.1
6.05
6
5.95
5.9
5.85
5.8
5.75
37
UCL
CL
LCL
1
2
3
4
5
6
Figura 4.4: Carta di controllo x per i diametri delle fibre
quindi
G(δ t
= 0.555) =
³
√ ´
= Φ −2.576 + 0.555 5
³
√ ´
+Φ −2.576 − 0.555 5
= Φ (−1.333) + Φ (−3.818) =
= 0.0912 + 0.00000673 ' 0.0912
Segue che il valore dell’ARL quando µt = 6.05 vale
ARL(δ t ) =
1
1
=
= 10.960
G(δ t )
0.0912
Interpretazione:...........c) Supponiamo ora che nei primi 3 campioni si siano
osservati i seguenti valori
campione x1
x2
x3
x4
x5
xi
1
5.99 6.02 6.09 5.89 6.09 6.016
2
5.8 5.9
6
6.02 6.01 5.946
3
6.1 6.03 5.9 5.9 6.01 5.988
e la carta di controllo è visualizzata nella Figura (4.4) cosa si può affermare
sullo stato del processo?
Exercise 3 Un’azienda produce una bibita frizzante. La caratteristica di qualità
che risulta importante per processo produttivo è il contenuto di anidride carbonica della bevanda. Il contenuto ideale di anidride carbonica della bevanda è 6
gr/litro. Si suppone che la caratteristica si distribuisca normalmente con media
appunto pari a µ0 = 6 gr/litro e scarto quadratico medio σ = 0.3. Il responsabile della produzione chiede di costruire una carta di controllo con le seguenti
38
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
caratteristiche: 1) dal processo produttivo si estrarranno campioni indipendenti di ampiezza 5 (per esempio lattine o bottiglie) ad intervalli di 1 ora; 2) il
tasso di falsi allarmi tollerabile è un falso allarme mediamente ogni 250 istanti
campionari. SOLUZIONE IN AULA.
Carta x bilaterale costruita con la regola del 3-sigma
Come già accennato in precedenza costruire una carta di controllo con la
regola del 3-sigma significa posizionare i limiti di controllo ad una distanza pari
a tre volte lo scarto quadratico medio della statistica test dalla linea centrale:
σ0
σ0
U CL = CL + 3 √ = µ0 + 3 √
n
n
σ0
σ0
LCL = CL − 3 √ = µ0 − 3 √
n
n
come si nota al posto di zα/2 è presente il termine 3.
Sostanzialmente se la caratteristica di qualità è distribuita normalmente utilizzare la regola del 3-sigma è equivalente ad impiegare un α = 0.0027 (infatti
con questo valore di α si ha zα/2 ' 3) che corrisponde ad un valore della funzione
ARL sotto l’ipotesi H0 pari a ARL(H0 ) ' 370.
Questo metodo per costruire la carta di controllo fornisce buoni risultati in
pratica ed è maggiormente utilizzato negli USA. In Europa si preferisce invece
stabilire il valore della probabilità di un falso allarme o il valore dell’ARL(H0 )
ragionando sullo specifico problema da affrontare. Non sempre infatti un α =
0.0027 (o ARL(H0 ) ' 370) può essere adeguato (per esempio se si controlla
un processo produttivo con un’elevata frequenza di campionamento si rischia di
avere troppi falsi allarmi), infine con gli strumenti di calcolo odierno è relativamente facile costruire una carta di controllo dove α può variare a piacere.
Quando si utilizza per i limiti di controllo la regola del 3-sigma i limiti di
guardia si posizionano ad una distanza pari a 2 volte lo scarto quadratico medio
della statistica test dalla linea centrale:
σ0
σ0
U W L = CL + 2 √ = µ0 + 2 √
n
n
σ0
σ0
LW L = CL − 2 √ = µ0 − 2 √
n
n
La funzione di potenza si ottiene con medesimi passaggi visti in precedenza
oppure semplicemente sostituendo zα/2 , con 3.
¡
¡
√ ¢
√ ¢
G(δ t ) = Φ −3 + δ t n + Φ −3 − δ t n
Exercise 4 Rifare gli esercizi precedenti con la regola del 3-sigma
4.1. CARTE DI CONTROLLO PER IL LIVELLO DEL PROCESSO
4.1.2
39
Carta x bilaterale con parametri non noti
Se i valori µ0 e σ 0 non sono noti, allora è possibile sostituirli con delle stime
ottenute da un insieme di campioni preliminari un ”prerun” ottenuto sotto
opportune condizioni.
Lo stimatore per µ0 , come abbiamo visto è x, mentre per σ 0 è possibile utilizzare due diversi stimatori uno basato sul range ed uno basato sulla deviazione
standard.
Nel caso si utilizzi lo stimatore basato sul range si ha
CL = µ
b0 = x
zα/2
zα/2 R
U CL = µ
b0 + √ σ
b0 = x + √
n
n d2
zα/2 R
zα/2
LCL = µ
b0 − √ σ
b0 = x − √
n
n d2
Se si utilizza la regola del 3-sigma, allora
CL = µ
b0 = x
3
3 R
U CL = µ
b0 + √ σ
= x + A2 R
b0 = x + √
n
n d2
3 R
3
= x − A2 R
b0 = x − √
LCL = µ
b0 − √ σ
n
n d2
dove A2 = d23√n è una costante tabulata in funzione di n (Appendice A6 del
Montgomery (2000)).
Nel caso si utilizzi lo stimatore basato sulla deviazione standard si ha
CL = µ
b0 = x
zα/2
zα/2 S
U CL = µ
b0 + √ σ
b0 = x + √
n
n c4
zα/2 S
zα/2
LCL = µ
b0 − √ σ
b0 = x − √
n
n c4
Se si utilizza la regola del 3-sigma, allora
CL = µ
b0 = x
40
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
3
3 S
= x + A3 S
U CL = µ
b0 + √ σ
b0 = x + √
n
n c4
3 S
3
LCL = µ
b0 − √ σ
= x − A3 S
b0 = x − √
n
n c4
dove A3 = c4 3√n è una costante tabulata in funzione di n (Appendice A6 del
Montgomery (2000)).
Esercizi ed esempi sulle carte di controllo con parametri non noti si trovano
alla fine di questo capitolo.
4.1.3
Carta x unilaterale
In molte situazioni reali possono interessare shift in una direzione, quindi si
andrà a costruire una carta di controllo unidirezionale. I sistemi d’ipotesi che
tale carta verifica sono i seguenti:
shift crescente
H0
H1
: µt ≤ µ0 il processo è in controllo
: µt > µ0 il processo è fuori controllo
shift decrescente
H0
H1
: µt ≥ µ0 il processo è in controllo
: µt < µ0 il processo è fuori controllo
Consideriamo il caso di shift crescente (la situazione di shift decrescente si può
ricavare in modo analogo).
La statistica test utilizzata è ancora la media campionaria
n
X=
1X
xi
n i=1
Sarà presente solamente il limite di controllo superiore, pertanto si può scrivere:
¾
½
σ0
P r X ≤ µ0 + zα √ |µt = µ0 = 1 − α
n
Da cui segue che:
zα
zα
U CL = CL + √ σ 0 = µ0 + √ σ 0
n
n
zα
zα
U W L = CL + √ 2 σ 0 = µ0 + √ 2 σ 0
n
n
4.1. CARTE DI CONTROLLO PER IL LIVELLO DEL PROCESSO
41
Se invece se µ0 e σ 0 non sono noti , allora vengono sostituiti da loro stime corrette
e le asserzioni di probabilità anche in questo caso sono solo approssimate. Se si
utilizza la regola del 3-sigma si ha za = 3 quindi U CL = µ0 + √3n σ 0 .
La funzione di potenza per una carta x̄ (Shewhart) unilaterale sarà:
©
ª
G(µt ) = Pr X ≥ U CL|µt
con CL = µ0 e σ 0 noti e fissi.
Sviluppando i calcoli e ricordando che X ∼ N (µt ,
σ 20
n )
¾
½
ª
©
zα
G(µt ) = Pr X ≥ U CL|µt = Pr X ≥ µ0 + √ σ 0 |µt
n
!
Ã
!
Ã
zα
zα
√
µ0 + √
µ0 + n σ0 − µt √
σ − µt √
n 0
n =Φ −
n
= 1−Φ
σ0
σ0
indicando con
δt =
µt − µ0
σ0
lo shift standardizzato si ottiene
¡
√ ¢
G(δ t ) = Φ −zα + δ t n
Example 5 Un’azienda produce un sensore a raggi infrarossi per antifurti e
desidera mettere sotto controllo il proprio processo produttivo. La caratteristica
di qualità di interesse è il tempo di reazione del sensore ad una sollecitazione.
Il tempo di reazione ideale dovrebbe essere di 7 millisecondi, la variabilità del
processo è supposta nota σ 0 = 0.2 (millisecondi). L’azienda è interessata in
particolare ad evitare che il tempo di reazione non superi il valore target con
conseguente malfunzionamento dell’antifurto. a) Costruire un’opportuna carta
di controllo per controllare il processo sopra descritto che si basi su campioni
di ampiezza pari a 5 ed in modo tale che la probabilità che si verifichi un falso
allarme sia pari a 0.01. Risposta a)
CL = µ0 = 7, α = 0.01
zα
2.326
zα
U CL = CL + √ σ0 = µ0 + √ σ0 = 7 + √ 0.2 = 7.208
n
n
5
b) Calcolare anche il limite di guardia con α2 = 0, 05
zα
1.645
U W L = µ0 + √ 2 σ 0 = 7 + √ 0.2 = 7.147
n
5
42
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
7.25
UCL
7.2
7.15
UWL
7.1
7.05
7
CL
6.95
6.9
17
15
13
11
9
7
5
3
1
6.85
Figura 4.5: Carta x unilaterale (UCL)
c) Nei primi istanti campionari i valori rilevati sono stati i seguenti
istanti
1
2
3
4
5
x2
x3
x4
x5
xi
7.01 7.02 6.95 6.99 6.99
7.02 7.15 7.12 7.2 7.096
7.2 7.1 7.01 7.09 7.07
7.05 6.98 6.99 7.2 7.068
6.98 6.9 6.95 6.98 6.986
x1
6.98
6.99
6.95
7.12
7.12
e la carta di controllo è riportata nella Figura (4.5) Commento..... d) determinare il valore della funzione di potenza quando µt = 7.1 e determinare il
numero di campioni che mediamente si deve attendere per rilevare tale shift.
Risposta d)
δt =
7.1 − 7
= 0.5
0.2
√
G(δ t = 0.5) = Φ(−2.326 + 0.5 5) = Φ(−1.208) = 0.1134
ARL =
1
1
=
= 8.813
G(δ t )
0.1134
Example 6 Un’azienda che produce cavi in acciao desidera mettere sotto controllo il proprio processo produttivo.Il cavo prodotto dovrebbe reggere alla trazione
almeno 15Kg/mm2 . La variabilità del processo è supposta nota σ 0 = 0.8
4.1. CARTE DI CONTROLLO PER IL LIVELLO DEL PROCESSO
43
15.2
CL
15
14.8
14.6
LCL
14.4
14.2
14
1
2
3
4
5
6
7
8
9 10 11 12
Figura 4.6: Carta x unilaterale (LCL)
Kg/mm2 a) Costruire un’opportuna carta di controllo per controllare il processo sopra descritto che si basi su campioni di ampiezza pari a 5 ed in modo
tale che la probabilità che si verifichi un falso allarme sia pari a 0.05. Risposta
a) Si tratta di costruire una carta con solo il limite inferiore.
CL = µ0 = 15, α = 0.05
zα
1.645
zα
LCL = CL − √ σ0 = µ0 − √ σ 0 = 15 − √ 0.8 = 14.411
n
n
5
b) Nei primi istanti campionari i valori rilevati sono stati i seguenti
x2
x3
x4
x5
x
istanti
x1
1
14.98 15.1 14.93 14.99 15.01 15.002
2
15.05 14.72 14.97 15.02 14.99 14.95
3
15.1 15.12 15.01 15.03 14.99 15.05
4
14.99 14.98 15.05 14.97 15.01
15
5
14.6 14.96 15.06 14.7 15.02 14.868
e la carta di controllo è riportata nella Figura (4.6) Commento... c) determinare
il valore della funzione di potenza quando µt = 14.5 e determinare il numero di
campioni che mediamente si deve attendere per rilevare tale shift. Risposta c)
ª
©
G(µt ) = Pr X ≤ LCL|µt
σ2
Sviluppando i calcoli e ricordando che X ∼ N (µt , n0 )
Ã
!
¾
½
zα
µ0 − √
σ − µt √
zα
n 0
n
G(µt ) = Pr X ≤ µ0 − √ σ 0 |µt = Φ
σ0
n
44
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
indicando con
δt =
µt − µ0
σ0
lo shift standardizzato si ottiene
Nel nostro caso δ t =
¡
√ ¢
G(δ t ) = Φ −zα − δ t n
14.5−15
0.8
= −0.625 quindi
³
√ ´
G(δ t = −0.625) = Φ −1.645 + 0.625 5 = Φ (−0.247) ' 0.402
segue che ARL =
1
G(δ t )
' 2.485
Carta unilaterale con valori obiettivo non noti
Nel caso in cui µ0 e/o σ0 non siano noti si può procedere ad una loro stima
come già visto per la carta bilaterale. La procedura è la stessa ovviamente ci
sarà solo il limite di controllo che interessa.
4.1.4
Carta per mediane (carta x
e)
In questo caso la statistica test è la mediana campionaria
½
X<k+1;n> se n = 2k + 1
e
Xn =
1
(X
+ X<k+1;n> ) se n = 2k
<k;n>
2
Se la caratteristica di qualità X si distribuisce normalmente, X ∼ (µt , σ 20 ), allora
2
en ∼ N (µt , σ 20 cn )
X
n
dove cn è un fattore tabulato in funzione di n.
Pertanto
¾
½
σ0 cn
σ 0 cn
e
P r µ0 − zα/2 √ ≤ Xn ≤ µ0 + zα/2 √ |µt = µ0 = 1 − α
n
n
Quindi se µ0 e σ0 sono noti, i limiti di controllo ed i limiti di guardia diventano:
zα/2 · cn
U CL
σ0
= µ0 ± √
LCL
n
zα /2 · cn
UWL
= µ0 ± 2√
σ0
LW L
n
Se invece se µ0 e σ 0 non sono noti , verranno allora sostituiti da loro stime
corrette e le asserzioni di probabilità in questo caso sono solo approssimate .
4.2. CARTE DI CONTROLLO PER LA VARIABILITÀ DEL PROCESSO PRODUTTIVO45
4.1.5
Funzione di potenza della carta x
e
Nell’ipotesi di normalità distributiva della caratteristica di qualità si può scrivere:
µ
µ
√ ¶
√ ¶
δt n
δt n
+ Φ −zα/2 −
G(δ t ) = Φ −zα/2 +
cn
cn
4.2
Carte di controllo per la variabilità del processo produttivo
Le carte di controllo di tipo Shewhart possono anche essere utilizzate per sorvegliare la variabilità del processo produttivo. Se si è interessati a variazioni solo
in una direzione, normalmente si desidera evitare eventuali aumenti della variabilità, si sviluppano le carte unilaterali. Il sistema d’ipotesi sottostante è il
seguente:
H0 : σ t ≤ σ0 processo è in controllo
H1 : σ t > σ 0 processo è fuori controllo
Si possono anche costruire le carte bilaterali
H0 : σ t = σ0 processo è in controllo
H1 : σ t 6= σ 0 processo è fuori controllo
in questo caso si è interessati a variazioni in entrambe le direzioni. Questo tipo
di carta è comunque poco utilizzato nella pratica e nel seguito l’attenzione sarà
rivolta alle carte unilaterali.
Anche in questo caso la carta di controllo è costituita da una linea centrale
e dal limite di controllo superiore, nel caso di ipotesi unilaterali, dai due limiti
di controllo superiore ed inferiore nel caso di ipotesi bidirezionali.
La costruzione della carta di controllo dipende dalla statistica test che si
impiega. Nel seguito si svilupperanno la carta S, che utilizza la statistica test
”deviazione standard campionaria”, e la carta R che invece utilizza il ”range
campionario”. Sulle due tipologie di carte di controllo è importante fare alcune puntualizzazioni. Da un punto di vista della facilità di calcolo calcolare
il range in un campione è sicuramente più facile e veloce che calcolare la deviazione standard. Questo spiega perchè le carte che utilizzano il range sono le
più utilizzate. Attualmente la disponibilità di strumenti di calcolo pratici ed
economici ed una maggior familiarità con gli strumenti informatici ha eliminato
questa difficoltà. L’utilizzo del range è consigliabile comunque per campioni di
bassa numerosità. I presenza di dimensioni campionarie sufficientemente grandi
(n > 10) è opportuno controllare la variabiltà del processo utilizzando la carta
S.
46
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
4.2.1
Carta S (deviazione standard)
La statistica test usata è la deviazione standard campionaria:
v
u
u
S=t
n
¢2
1 X¡
Xi − X̄
n − 1 i=1
la linea centrale viene posta pari la valore obiettivo σ 0 che è supposto noto.
Il limite di controllo superiore è determinato secondo lo schema usuale, ovvero
U CL è tale che la probabilità di un falso allarme sia pari a H0 :
Pr {S ≥ U CL|H0 } = α
¢
¡
Quando X ∼ N µt , σ 2t si ha che
(n − 1)
S2
∼ χ2n−1
σ 2t
quindi, quando il processo è non disturbato, σ 2t = σ20 (è vera H0 ), si ha che
2
(n − 1) Sσ2 ∼ χ2n−1 . Si può quindi scrivere
0
¾
½
S2
2
Pr (n − 1) 2 ≤ χα;n−1 = 1 − α
σ0
da cui segue
s
χ2α;n−1
Pr S ≤
σ0 = 1 − α
n−1
dove χ2α;n−1 è il percentile di ordine α di una variabile casuale chi-quadro con
©
ª
n − 1 gradi di libertà (Pr χ2n−1 ≥ χ2α;n−1 = α).
Questo significa che quando il processo
q è sotto H0 il (1 − α)100% dei valori
di S si troveranno al di sotto del limite
χ2α;n−1
n−1 σ 0 .
Pertanto
CL = σ 0
U CL =
s
χ2α;n−1
σ0
n−1
Per il limite di guardia si può ragionare in modo analogo definendo un α2 > α
e di conseguenza
s
χ2α2 ;n−1
UWL =
σ0
n−1
4.2. CARTE DI CONTROLLO PER LA VARIABILITÀ DEL PROCESSO PRODUTTIVO47
Funzione di potenza della carta S
Per la funzione di potenza della carta S si ha
GS (σ t ) = Pr (S ≥ U CL|σ t ) = 1 − Pr (S < U CL|σt )
Riprendendo la definizione di U CL si può scrivere
¯
s
¯
χ2α;n−1 2 ¯ 2
σ0 ¯¯ σ t =
GS (σ t ) = 1 − Pr S <
n−1 ¯
Ã
!
(n − 1) 2 χ2α;n−1 2
S <
σ0 =
= 1 − Pr
σ2t
σ 2t
!
Ã
χ2α;n−1
(n − 1) 2
S <
= 1 − Pr
2
σ2t
(σ t /σ 0 )
2
e ricordando che (n − 1) Sσ2 ∼ χ2n−1 si ottiene
t
GS (σ t ) = 1 − FCH
Ã
¯
!
χ2α;n−1 ¯¯
¯n − 1
(σ t /σ 0 )2 ¯
dove FCH (x|n − 1) rappresenta la funzione di ripartizione calcolata nel punto x
di un chi-quadro con n − 1 gradi di libertà. L’espressione precedente può essere
riscritta anche come funzione dello shift relativo
σt
εt =
σ0
GS (εt ) = 1 − FCH
Ã
¯
!
χ2α;n−1 ¯¯
¯n − 1
ε2t ¯
Example 7 Un’azienda petrolifera produce un combustibile per uso aereo-spaziale.
La caratteristica di qualità rilevente è il contenuto (misurato in gr/litro) nel
carburante di un particolare componente chimico che qui indichiamo con X. In
particolare l’azienda intende controllare la variabilità del processo produttivo,
H0 : σ t ≤ σ0 , H1 : σ t > σ 0 utilizzando campioni di ampiezza pari a n = 5 e
sapendo che σ 0 = 3. a) Determinare il limite di controllo (α = 0.01) ed il limite
di guardia (α2 = 0.05). Risposta a)
CL = σ 0 = 3
U CL =
s
χ2α;n−1
σ0 =
n−1
r
13.277
3 = 5.466
4
48
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
C a rta S
6.00
UCL
5.00
UW L
4.00
CL
3.00
2.00
1.00
0.00
1
2
3
4
5
6
7
8
9
1
is t an t i cam p io n ar i
Figura 4.7: carta S
UW L =
s
χ2α
2 ;n−1
n−1
σ0 =
r
9.488
3 = 4.620
4
b) Nei primi 4 istanti campionari si sono osservati i seguenti dati
tempo X1
1
12
2
9
3
12
4
9
X2
10
15
17
16
X3
14
17
12
18
X4
10
10
10
10
X5
17
12
9
20
S
2.966
3.361
3.082
4.879
e la visualizzazione della statistica test S (ultima colonna della tabella) è riportata nella Figura (4.7) cosa si può affermare su processo? c) Calcolare la probabilità rilevare che è intervenuto uno shift nella variabilità della caratteristica
di qualità, in particolare σ t = 4.2. Risposta c) Calcolo lo shift relativo
εt =
σt
= 1.4
σ0
¯
!
χ2α;n−1 ¯¯
GS (εt ) = 1 − FCH
¯n − 1
ε2t ¯
¯ ¶
µ
13.277 ¯¯
GS (1.4) = 1 − FCH
4
1.42 ¯
GS (1.4) = 1 − FCH ( 6.774| 4) = 0.148
Ã
4.2. CARTE DI CONTROLLO PER LA VARIABILITÀ DEL PROCESSO PRODUTTIVO49
d) Quando σ t = 4.2 quanti istanti campionari si deve attendere mediamente per
rilevare tale shift? Risposta d) Si tratta di calcolare l’ARL(σ t = 4.2). Quindi
significa che
ARL(σ t ) =
1
GS (σ t )
quindi
ARL(σ t = 4.2) =
1
1
1
=
=
= 6.741
GS (σ t = 4.2)
GS (εt = 1.4)
0.148
Carta S con parametri non noti
Se il valore target per la variabilità σ 0 non è noto può essere stimato utilizzando lo stimatore
σ
b0 =
S
c4
Quindi seguendo sempre il ragionamento visto in precedenza
CL = σ
b0 =
U CL =
4.2.2
s
S
c4
s
χ2α;n−1
σ
b0 =
n−1
χ2α;n−1 S
n − 1 c4
Carta S con regola del 3-sigma
Anche la carta S può essere costruita con la regola del 3-sigma, qui si farà
riferimento alla procedura illustrata da Montgomery (2000).
σ 0 noto
Nel caso in cui il valore σ 0 sia noto la carta ha linea centrale pari a
CL = c4 σ 0
dal momento che il valore atteso della statistica test è dato da E(S) = c4 σ 0 .
Mentre per i limiti di controllo si ha
q
U CL = c4 σ 0 + 3σ0 1 − c24
LCL = c4 σ 0 − 3σ 0
q
1 − c24
50
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
Se si definiscono le costanti
q
B5 = c4 − 3 1 − c24
q
B6 = c4 + 3 1 − c24
che sono dei valori tabulati in funzione di n (Appendice A6 in Montgomery,
2000), allora i limiti di controllo risultano
U CL = B6 σ 0
LCL = B5 σ0
Come si può vedere nelle formule è riportato anche il limite di controllo
inferiore (spiegazione).
σ 0 non noto
Nel caso in cui il valore σ 0 non sia noto verrà stimato da un insieme di m
campioni preliminari utilizzando lo stimatore cS4 . I limiti della carta di controllo
risultano quindi
CL = S
U CL = S + 3
S
c4
q
1 − c24
LCL = S − 3
S
c4
q
1 − c24
Se si definiscono le costanti
B3 = 1 −
3
c4
q
1 − c24
B4 = 1 +
3
c4
q
1 − c24
che sono dei valori tabulati in funzione di n (Appendice A6 in Montgomery,
2000), allora i limiti di controllo risultano
U CL = B4 S
LCL = B3 S
4.3. COSTRUZIONE E USO DELLE CARTE X − R E X − S
4.2.3
51
Carta R (range)
La statistica test utilizzata è il range campionario:
R = Xmax − Xmin
Se σ0 non è noto, può essere stimato da un insieme di m campioni preliminari
utilizzando lo stimatore dR2 . I limiti della carta di controllo risultano quindi
CL = R
U CL = R + 3d3
R
d2
LCL = R − 3d3
R
d2
Se si definiscono le quantità
D3 = 1 − 3
d3
d2
D4 = 1 + 3
d3
d2
i cui valori dipendono dall’ampiezza n del campione e sono tabulati nell’appendice A6 di Montgomery (2000), allora di può scrivere in forma più compatta
CL = R
U CL = D4 R
LCL = D3 R
4.3
Costruzione e uso delle carte x − R e x − S
In questo paragrafo si illustrerà l’applicazione e l’uso delle carte di controllo
viste finora utilizzando esempi concreti.
Nella pratica di solito si procede al controllo simultaneo del livello medio
e della variabilità di un processo produttivo. Di conseguenza si utilizzano
contemporanemente le carte di controllo x e S oppure x e R.
Carte x e R
52
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
Campione
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
x1
351.3
351
350.7
350.8
351.6
350.5
350.1
350.9
351.5
350.8
350.6
350.6
349.9
351.1
350.3
350.9
351.5
350.8
351.4
x2
349.8
350.4
350.8
350.3
351.7
351
350.5
350.7
350.5
351.2
349.8
350.9
351.3
350.7
351
350.8
349.8
350.6
350.5
x3
351
350.6
351
350.6
351.2
350.3
351
350.8
351
351.4
350.2
350.1
350.2
351
351.1
350.2
351
350.9
349.8
x4
350.1
351.1
350.5
350.2
351.6
350.9
350.4
351.2
351.3
350.4
351.1
350.2
351.2
350.2
351.4
351
351.1
351.2
350.6
xi
350.55
350.775
350.75
350.475
351.525
350.675
350.5
350.9
351.075
350.95
350.425
350.45
350.65
350.75
350.95
350.725
350.85
350.875
350.575
Ri
1.5
0.7
0.5
0.6
0.5
0.7
0.9
0.5
1
1
1.3
0.8
1.4
0.9
1.1
0.8
1.7
0.6
1.6
Tabella 4.1: Contenuto in ml di bevanda nei contenitori
Prendiamo come riferimento un processo produttivo che imbottiglia una bibita. La caratteristica di qualità di interesse è il contenuto della bevanda, espresso
in ml, nel contenitore. L’obiettivo è controllare sia il livello medio sia la variabilità del processo produttivo. In particolare per il livello medio si desidera
utilizzare una carta x tale che in media un falso allarme si presenti ogni 250
istanti campionari. Per la variabilità si vuole utilizzare una carta R con limite
3-sigma. Del processo produttivo non si sa nulla quindi in fase preliminare sono
stati prelevati 19 campioni, ciascuno di ampiezza 4 in un arco di tempo durante
il quale il processo viene ritenuto sotto controllo. I dati raccolti sono riportati
nella Tabella (4.1).
Dai dati si può stimare il livello medio del processo
Pm
xi
µ
b0 = x = i=1
= 350.7592
m
e la sua variabilità
σ
b0 =
R
0.952632
=
= 0.462667
d2
2.059
Per la carta x sapendo che
ARL(H0 ) = 250
4.3. COSTRUZIONE E USO DELLE CARTE X − R E X − S
53
si ha α = 0.004 da cui zα/2 = 2.878. I limiti risultano quindi
CL = µ
b0 = 350.7592
σ
b0
U CL = µ
b0 + zα/2 √ = 351.425
n
Per la carta R
σ
b0
LCL = µ
b0 − zα/2 √ = 350.093
n
CL = R = 0.952632
U CL = RD4 = R2.282 = 2.1739
I limiti ottenuti sono considerati limiti di controllo di prova Questo perchè è necessario verificare che i campioni preliminari provengano da un processo
effettivamente sotto controllo. A questo scopo le m determinazioni preliminari
di x e R vengono rappresentate sulle carte di controllo i cui limiti sono stati
appena calcolati: se tutti i punti sono all’interno dei limiti di controllo e nessun
comportamento sistematico è evidente allora si può concludere che il processo
era sotto controllo e i limiti ottenuti possono essere utilizzati per controllare il
processo da questo momento in poi. Nelle Figure (4.8) e (4.9) sono riportate
le carte con i limiti di controllo di prova.Se uno o più punti cadono fuori controllo, come nel caso del campione 5 per la carta x, allora significa che molto
probabilmente la produzione in quegli istanti campionari era fuori controllo. E’
quindi necessario intervenire sui limiti di controllo calcolati. La procedura che
si esgue è la seguente: a) si analizza ciascun punto fuori controllo cercando di
capire se esistono cause specifiche che li hanno prodotti; b) individuata la causa
il campione viene eliminato e i limiti di controllo vengono ricalcolati sui rimanenti campioni; c) si controlla che i punti rimasti siano dentro i nuovi limiti di
controllo, infatti può capitare che alcuni campioni prima sotto controllo siano
ora fuori controllo in quanto eliminando osservazioni i limiti possono diventare
meno ampi. Il procedimento viene quindi reiterato fintantochè tutti i punti rimasti sono interni ai limiti ed i limiti così ottenuti possono essere utilizzati per
controllare il processo.
Nel nostro caso un’analisi del processo produttivo ha evidenziato che il fuori
controllo del campione 5 è dovuto ad un problema di taratura del macchinario
che provvedeva all’imbottigliamento. Tale campione viene quindi eliminato e si
rifanno i calcoli sui 18 campioni rimasti:
la nuova stima di σ 0 è
µ
b0 = x = 350.7167 e R = 0.9778
σ
b0 =
R
= 0.47488
d2
54
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
352
351.5
campione n° 5
UCL=351.425
351
CL
350.5
350
LCL=350.0934
349.5
349
1
3
5
7
9
11 13 15 17 19
Figura 4.8: Carta x costruita sui campioni preliminari
2.5
UCL=2.1739
2
1.5
1
CL=0.9526
0.5
19
17
15
13
11
9
7
5
3
1
0
Figura 4.9: Carta R costruita sui campioni preliminari
4.3. COSTRUZIONE E USO DELLE CARTE X − R E X − S
352
55
UCL=351.4001
351.5
351
350.5
CL=350.7167
350
349.5
LCL=350.0333
349
1
3
5
7
9
11
13
15
17
Figura 4.10: Carta x con i limiti ricalcolati
i nuovi limiti di controllo della carta x risultano
σ
b0
U CL = µ
b0 + zα/2 √ = 351.4001
n
e per la carta R si ha
σ
b0
LCL = µ
b0 − zα/2 √ = 350.0033
n
CL = R = 0.9778
U CL = RD4 = R2.282 = 2.231289
Nelle Figure (4.10) e (4.11) sono riportate le carte di controllo con i limiti
ricalcolati.
Dai grafici non risulta più nessun punto fuori controllo e non emergono comportamenti sistematici delle statistiche campionari. Si possono quindi utilizzare
i limiti di controllo ottenuti per controllare in futuro il processo.
Domanda Si supponga che la carta di controllo sia utilizzata per controllare
il processo produttivo calcolare la probabilità di rilevare un segnale di fuori
controllo quando µt = 350 e calcolare anche il valore dell’ARL .
Carte x e S
56
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
UCL=2.231289
2.5
2
1.5
CL=0.9778
1
0.5
0
1
3
5
7
9
11 13 15 17
Figura 4.11: Carta R con i limiti ricalcolati
Campione
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Si
0.71414
0.33040
0.20817
0.27538
0.22174
0.33040
0.37417
0.21602
0.43493
0.44347
0.55603
0.36968
0.70475
0.40414
0.46547
0.35939
0.73257
0.2500
0.65514
Tabella 4.2: Valori di Si del prerun
4.3. COSTRUZIONE E USO DELLE CARTE X − R E X − S
57
Per illustrare l’implementazione delle carte x e S consideriamo gli stessi dati
dell’esempio precedente. In questo casi invece di calcolare per ogni campione il
valore Ri si calcolerà Si . I valori delle deviazioni standard dei campioni sono
riportati nella tabella (4.2). Valori di Si del prerun
La stima del livello medio del processo è sempre la stessa (i dati non sono
cambiati)
Pm
xi
µ
b0 = x = i=1
= 350.7592
m
Per la stima della variabilità si ha
σ
b0 =
0.423473
S
=
= 0.459647
c4
0.9213
Per la carta x come prima si ha α = 0.004 da cui zα/2 = 2.878. I limiti risultano
quindi
CL = µ
b0 = 350.7592
σ
b0
U CL = µ
b0 + zα/2 √ = 351.4207
n
Per la carta S
σ
b0
LCL = µ
b0 − zα/2 √ = 350.0977
n
CL = S = 0.423473
U CL = SB4 = S2.266 = 0.95950
Come in precedenza il campione 5 risulta non in controllo per quanto riguarda il livello del processo produttivo Figure (4.12) e (4.13).
Procedendo alla sua eliminazione si ottengono le seguenti quantità:
la nuova stima di σ 0 è
µ
b0 = x = 350.7167 e S = 0.434681
σ
b0 =
S
= 0.471812
c4
i nuovi limiti di controllo della carta x risultano
σ
b0
U CL = µ
b0 + zα/2 √ = 351.3956
n
58
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
campione n° 5
352
UCL=351.4207
351.5
351
CL
350.5
350
LCL=350.0977
349.5
349
1
3
5
7
9
11 13 15 17 19
Figura 4.12: Carta x costruita sui campioni preliminari
1.2
UCL=0.95959
1
0.8
0.6
0.4
CL=0.423473
0.2
19
17
15
13
11
9
7
5
3
1
0
Figura 4.13: Carta S costruita sui campioni preliminari
4.3. COSTRUZIONE E USO DELLE CARTE X − R E X − S
59
UCL=351.3956
351.5
351
350.5
CL=350.7167
350
349.5
LCL=350.0377
349
1
3
5
7
9
11 13 15 17
Figura 4.14: Carta x con i limiti ricalcolati
e per la carta S si ha
σ
b0
LCL = µ
b0 − zα/2 √ = 350.0377
n
CL = S = 0.434681
U CL = SB4 = S2.266 = 0.984986
Come in precedenza i campioni preliminari rimasti non risultano fuori controllo
Figure (4.14)-(4.15) quindi i limiti determinati possono ritenersi validi e possono
essere utilizzati per controllare il processo produttivo. Domanda Si supponga
che la carta di controllo sia utilizzata per controllare il processo produttivo
calcolare la probabilità di rilevare un segnale di fuori controllo quando µt = 350
e calcolare anche il valore dell’ARL .
60
CAPITOLO 4. CARTE DI CONTROLLO PER VARIABILI
UCL=0.984986
1.2
1
0.8
0.6
CL=0.434681
0.4
0.2
0
1
3
5
7
9 11 13 15 17
Figura 4.15: Carta S con i limiti ricalcolati
Capitolo 5
Carte di controllo per
attributi
Numerose caratteristiche di qualità non si prestano ad essere misurate quantitativamente. In queste situazioni si può ricorrere a valutazioni di carattere
qualitativo classificando un generico elemento come conforme o non conforme in
base alle specificazioni di una o più caratteristiche di qualità che caratterizzano
il processo. Il controllo del processo si basa quindi su dati di conteggio enumerando le unità conformi e/o quelle non conformi. Gli strumenti conseguenti
sono chiamati carte di controllo per attributi. Nel capitolo si prenderanno in
esame la carta di controllo per il numero di elementi non conformi (carta np),
la carta di controllo per la frazione di elementi non conformi (carta p), la carta
di controllo per il numero di non conformità per unità di prodotto (carta c) e
la carta di controllo per il numero di non conformità per unità fisica (carta u).
5.1
Carta di controllo np e carta p
La popolazione di riferimento è l’insieme (virtualmente infinito) delle unità
provenienti dal processo produttivo e tale popolazione è caratterizzata dalla
frazione di elementi non conformi p. Se il processo sta operando in modo stabile e le unità successive del processo sono indipendenti, p rappresenta anche
la probabilità di ottenere un elemento non conforme. In questi termini il processo produttivo è descritto una sequenza di variabili aleatorie di Bernoulli di
parametro p: se Xn è il numero di elementi non conformi in n prove indipendenti
(numerosità del campione), allora Xn ha distribuzione binomiale
Xn ∼ Bin(n, p)
Pr {Xn = x} =
µ
n
x
¶
px (1 − p)n−x
61
x = 0, 1, ..., n
62
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
La media e varianza di Xn sono rispettivamente
E(Xn ) = np
V ar(Xn ) = np(1 − p)
Al tempo t il livello di difettosità del processo è descritto da pt . Usualmente
si utilizza come riferimento un valore target p0 come il livello di ”difettosità”
desiderato. Il valore di p0 può essere a seconda dei casi un valore nominale, un
valore empirico o una stima basata su un prerun.
Solitamente il processo produttivo viene considerato sotto controllo statistico
quando pt ≤ p0 quindi si dovranno costruire delle carte di controllo per verificare
il seguente sistema d’ipotesi
H0 : pt ≤ p0
H1 : pt > p0
In questo caso nella carta sarà presente solamente il limite di controllo superiore.
Se invece il processo è considerato sotto controllo per pt = p0 il sistema
d’ipotesi è il seguente
H0 : pt = p0
H1 : pt 6= p0
nella carta di controllo saranno presenti i limiti di controllo superiore ed inferiore. Nella pratica sono più rilevanti le carte per verificare le ipotesi unilaterali,
tuttavia in molti casi si preferisce anche avere il limite di controllo inferiore in
quanto può essere utile per individuare eventuali errori di misura.
5.1.1
Carta np
La statistica campionaria è il numero di elementi non conformi nel campione:
Xn (campione di numerosità n).
Sotto H0 e supponendo p0 noto
Xn ∼ Bin(n, p0 )
con E(Xn ) = np0 e V ar(Xn ) = np0 (1 − p0 ).
Pertanto
CL = np0
Per determinare il limite di controllo U CL si segue sempre lo stesso ragionamento. Il limite U CL deve essere un numero intero tale che
Pr (Xn ≥ U CL|pt = p0 ) = α
5.1. CARTA DI CONTROLLO NP E CARTA P
63
Siccome Xn ha una distribuzione discreta la probabilità sopra riportata può
essere soddisfatta solo in modo approssimato
Pr (Xn ≥ U CL|pt = p0 ) = α∗
con α∗ ≤ α.
Si tratta quindi di individuare il valore U CL come il più grande intero che
soddisfa:
Pr (Xn ≥ U CL|pt = p0 ) ≤ α
Di conseguenza U CL è un numero che soddisfa la seguente relazione:
Pr (Xn ≥ U CL|pt = p0 ) ≤ α < Pr(Xn ≥ U CL − 1|pt = p0 )
Ricordando che Xn ∼ Bin(n, p) :
Pr (Xn ≥ U CL|pt = p0 ) =
n
X
j=U CL
Bi(j; n, p0 ) = 1 −
= 1 − FB (U CL − 1|n, p0 )
Pr (Xn ≥ U CL − 1|pt = p0 ) =
n
X
j=U CL−1
U CL−1
X
Bi(j; n, p0 )
j=0
Bi(j; n, p0 ) = 1 −
= 1 − FB (U CL − 2|n, p0 )
U CL−2
X
Bi(j; n, p0 )
j=0
dove FB (x|n, p) è la funzione di ripartizione di una binomiale di parametri n e
p.
Pertanto
1 − FB (U CL − 1|n, p0 ) ≤ α < 1 − FB (U CL − 2|n, p0 )
o equivalentemente
FB (U CL − 2|n, p0 ) < 1 − α ≤ FB (U CL − 1|n, p0 )
Dati i valori di n e p0 , e specificato α si individua il limite di controllo U CL
che soddisfa la disuguaglianza con l’ausilio delle tavole della Binomiale.
Funzione di potenza e curva operativa della carta np
La funzione di potenza è data da
G(pt ) = Pr (Xn ≥ U CL|pt )
quindi
G(pt ) =
n
X
j=U CL
Bi(j; n, pt ) = 1 −
U CL−1
X
j=0
Bi(j; n, pt ) = 1 − FB (U CL − 1|n, pt )
64
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
La curva operativa non è altro che il complemento a 1 della funzione di potenza:
OC(pt ) = 1 − G(pt )
Example 8 Un’azienda produce lampadine e desidera controllare il processo
produttivo. In questo caso la lampadina non funzionante è un elemento non
conforme. L’azienda stabilisce che il proprio processo produttivo è sotto controllo
quando al massimo il 7% delle lampadine prodotte non funziona. Per controllare
il sistema decide quindi di implementare una carta di controllo per il numero di
elementi non conformi basandosi su un campione giornaliero di 30 lampadine.
a) Costruire la carta di controllo fissando α = 0.01. Risposta a) Si tratta di
una carta UNILATERALE. Il sistema d’ipotesi che si deve verificare è :
H0 : pt ≤ p0
H1 : pt > p0
con p0 = 0.07. Quindi la linea centrale:
CL = np0 = 2.1
Per il calcolo di UCL
FB (U CL − 2|n, p0 ) < 1 − α ≤ FB (U CL − 1|n, p0 )
Quindi visto che
FB (5|30, 0.07) = 0.98377
FB (6|30, 0.07) = 0.99601
segue che
U CL = 7
Quindi dalla produzione giornaliera si estrae in modo casuale un campione di
30 lampadine e si ”contano” le lampadine non funzionanti riportando i valori
sulla carta di controllo b) Si supponga che nei primi 8 giorni si siano ottenuti
i seguenti risultati
Campione 1 2 3 4 5 6 7 8
Xn
3 2 1 3 1 3 4 6
la cui rappresentazione grafica è riportata nella Figura (5.1).
Cosa si può
affermare sullo stato del processo produttivo? c) Si supponga che ora che il
livello di difettosità (cioè la percentuale di lampadine non funzionanti ) sia pari
al 9% ovvero pt = 0.09. Calcolare la probabilità che la carta di controllo costruita al punto a) individui tale anomalia e calcolare il valore dell’ARL in questa
5.1. CARTA DI CONTROLLO NP E CARTA P
8
7
6
5
4
3
2
1
0
65
UCL=7
1
2
3
4
5
6
7
8
9
10
11 12
Figura 5.1: Carta np
situazione. Risposta b) Si tratta di calcolare la funzione di potenza quando
pt = 0.09
G(pt ) = 1 − FB (U CL − 1|n, pt )
G(0.09) = 1 − FB (6|30, 0.09) = 1 − 0.98475 = 0.01525
da cui segue che
ARL =
5.1.2
1
= 65.574
G(pt )
Carta np con limiti 3-sigma
Utilizzando la regola del 3-sigma la linea centrale ed i limiti di controllo della
carta np si ottengono come segue
CL = np0
p
U CL = np0 + 3 np0 (1 − p0 )
p
LCL = np0 − 3 np0 (1 − p0 )
Utilizzando la regola del 3-sigma è necessario prestare attenzione al limite LCL
in quanto potrebbe risultare negativo. In questi casi si pone LCL = 0
66
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
campione
1
2
3
4
5
6
7
8
9
10
Xin
6
5
2
3
6
7
9
4
2
7
campione
11
12
13
14
15
16
17
18
19
20
Xin
8
15
3
9
6
4
5
6
7
11
Tabella 5.1: Numero di condensatori non funzionanti (Xin ) nei campioni
preliminari
5.1.3
Carta np con p0 non noto
La frazione p0 spesso non è nota, è quindi necessario stimarla utilizzando un
insieme di campioni preliminari provenienti dal processo quando opera in modo
non disturbato. Se il prerun è composto da m campioni (m = 20 ÷ 25) di n
elementi e Xin è il numero di elementi difettosi nel campione i-esimo, allora la
frazione campionaria di elementi non conformi è
pbi =
Xin
,
n
i = 1, 2, ..., m
e utilizzando le pbi si può ottenere uno stimatore per p0
Pm
Pm
Xin
pbi
pb0 = i=1 = i=1
m
mn
il valore ottenuto può quindi essere sostituito nelle formule opportune per calcolare i limiti della carta di controllo. I limiti così ottenuti dovrebbero essere
considerati come limiti di controllo di prova come illustrato nel seguente
esempio.
Esempio. Si consideri la produzione di condensatori. Nell’ispezionare
il prodotto si controlla che risponda in modo corretto a predeterminate sollecitazioni di tensione. Si vuole predisporre una carta di controllo per il numero
di condensatori non conformi, ed è richiesto che ARL(H0 ) = 250.
Per la costruzione della carta vengono estratti, ad intervalli di 15 minuti, 20
campioni di n = 100 condensatori. I dati sono riportati nella Tabella (5.1).
Sulla base dei dati provenienti dai campioni preliminari si può stimare p0
Pm
Xin
125
=
= 0.0625
pb0 = i=1
mn
20 · 100
A questo punto si può costruire la carta di controllo per verificare se il processo
era sotto controllo al momento della raccolta dei dati preliminari.
5.1. CARTA DI CONTROLLO NP E CARTA P
16
14
12
10
8
6
4
2
0
67
camp 12
UCL=14
CL
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Figura 5.2: Carta np iniziale sui dati preliminari
La linea centrale risulta
CL = np0 = 6.25
Per il calcolo di U CL si segue il ragionamento usuale
FB (U CL − 2|n, p0 ) < 1 − α ≤ FB (U CL − 1|n, p0 )
Essendo ARL(H0 ) = 250 si ha α = 0.004, di conseguenza visto che
FB (12|100, 0.0625) = 0.990479
FB (13|100, 0.0625) = 0.996232
si ottiene
U CL = 14
La carta di controllo risultante è riportata nella Figura (5.2). Dalla carta si
nota che è presente un valore fuori controllo: il campione 12. Da un’analisi del
campione 12 è emerso che l’aumento di difettosità è attribuibile ad un lotto di
materiale difettoso.
Individuate la causa il campione viene eliminato e si procede al ricalcolo
della stima di p0
Pm
Xin
110
=
= 0.057895
pb0 = i=1
mn
19 · 100
Ricalcolo la linea centrale
CL = nb
p0 = 5.7895
68
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
16
14
12
10
8
6
4
2
0
UCL=14
CL
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Figura 5.3: Carta np con i limiti ricalcolati
Ricalcolo U CL
FB (12|100, 0.057895) = 0.994857
FB (13|100, 0.057895) = 0.998115
quindi
U CL = 14
In questo caso si è solo spostata la linea centrale della carta, mentre il limite
U CL è rimasto immutato. La carta corrispondente viene riportata nella Figura
(5.3) Dalla carta non si notano punti fuori controllo nè comportamenti sistematici sospetti. Per cui si ritiene pb0 = 0.057895 una stima affidabile della frazione
di elementi non conformi del processo e di conseguenza i limiti trovati si possono
utilizzare per controllare il processo da questo momento in avanti. Data la carta
di controllo appena costruita, calcolare il numero di campioni che in media è
necessario estrarre dal processo produttivo prima di rilevare che pt = 0.09. Qui
si tratta di calcolare il valore dell’ARL(H1 ). E’ necessario calcolare la funzione
di potenza per pt = 0.09
G(pt ) = 1 − FB (U CL − 1|n, pt )
G(0.09) = 1 − FB (13|100, 0.09) = 0.0654452
da cui segue che
ARL =
1
= 15.515
G(pt )
5.1. CARTA DI CONTROLLO NP E CARTA P
69
Esercizio. Rifare l’esempio precedente con limite U CL posto a 3-sigma
Approssimazioni
In alcune situazioni è conveniente utilizzare delle approssimazioni della Binomiale.
• Approssimazione della Binomiale con la Poisson
Bin(n, p0 ) ≈ P (λ = np0 )
per np0 ≤ 10 o n ≥ 1500p0
• Approssimazione della Binomiale con la Normale
!
Ã
U CL − 0.5 − np0
p
Pr (Xn ≥ U CL|pt = p0 ) = α ≈ Φ
np0 (1 − p0 )
per np0 (1 − p0 ) > 9. Quindi risolvendo per UCL si ottiene
p
U CL ≈ np0 + z1−α np0 (1 − p0 ) + 0.5
e U CL viene approssimato sempre per eccesso all’intero più vicino
5.1.4
Carta p
Controlla direttamente la frazione di elementi difettosi, quindi ha lo stesso
sistema d’ipotesi della carta np. La statistica test
pbn =
Xn
n
è la frazione di elementi non conformi.
La linea centrale e le linee di controllo si ottengono dividendo per n le
analoghe quantità della carta np
Carta np
Carta p
CL
CL∗ = CL
n
U CL
U CL∗ = U CL
n
LCL
LCL∗ = LCL
n
Funzione di potenza della carta p
La funzione di potenza della carta p è la stessa della carta np:
½
U CL
Xn
≥
|pt
n
n
= Pr {Xn ≥ U CL|pt } = G(pt )
Gp (pt ) = Pr {b
pn ≥ U CL∗ |pt } = Pr
¾
=
70
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
campione
1
2
3
4
5
6
Xin
2
3
2
5
1
12
campione
7
8
9
10
11
12
Xin
3
5
2
4
1
4
campione
13
14
15
16
17
18
Xin
2
4
5
7
1
1
campione
19
20
21
22
23
24
Xin
3
5
3
6
8
2
Tabella 5.2: numero di valvole non conformi nei 24 campioni preliminari
Esempio. Si consideri la produzione valvole per pneumatici per automobili.
Il prodotto viene ispezionato sollecitando la valvola con una pressione predeterminata controllandone la tenuta. Si vuole utilizzare una carta di controllo per
la frazione di elementi non conformi, ed è richiesto che ARL(H0 ) = 200.
Per la costruzione della carta vengono estratti, ad intervalli di 30 minuti, 24
campioni di n = 50 valvole. I dati sono riportati nella Tabella (5.2)
Utilizzando i 24 campioni preliminari la stima di p0 risulta:
Pm
Xin
91
CL = pb0 = i=1
=
= 0.07583
mn
24 · 50
Visto che ARL(H0 ) = 200 significa α = 0.005 ed essendo il limite U CL un
numero intero tale da soddisfare
FB (U CL − 2|n, p0 ) < 1 − α ≤ FB (U CL − 1|n, p0 )
si trova che
FB (8|50, 0.07583) = 0.987944
FB (9|50, 0.07583) = 0.996136
quindi risulta
U CL = 10
Il limite della carta p si ottiene dividendo il limite appena trovato per n
U CL∗ =
10
= 0.2
50
La visualizzazione grafica del prerun è riportata nella Figura (5.4) Dalla Figura
si nota che un valore non risulta in controllo. E’ necessario quindi analizzare le
cause che possono aver dato luogo a questa situazione. Supponiamo ora che si sia
individuata le causa del problema e che siano state fatte le opportune operazioni
correttive. Si può quindi procedere eliminando il campione e rifacendo i calcoli.
5.1. CARTA DI CONTROLLO NP E CARTA P
71
0.3
0.25
UCL=0.2
camp. 6
0.2
0.15
0.1
CL
0.05
0
1
3
5
7
9
11
13
15
17
19
21
23
Figura 5.4: Carta p costruita sui dati preliminari
La nuova stima di p0 è data da
Pm
Xin
79
CL = pb0 = i=1
=
= 0.068696
mn
23 · 50
per limite U CL ricalcolato si ha
FB (8|50, 0.068696) = 0.993504
FB (9|50, 0.068696) = 0.998117
da cui risulta
U CL = 10
e quindi il limite ricalcolato della carta p è ancora
U CL∗ =
10
= 0.2
50
La visualizzazione dei campioni preliminari è riporata nella Figura (5.5). Dalla
Figura si nota che tra i 23 campioni rimasti non è presente nessun punto fuori
controllo La carta di controllo così costruita è quindi utilizzabile per controllare
il processo da questo momento in avanti.
Se avviene uno shift e pt = 0.1 quanto tempo in media si deve attendere
per rilevare il problema? Si tratta anche in questo caso di calcolare ARL(H1 ).
Calcolo quindi il valore della funzione di potenza
Gp (pt ) = Pr {b
pn ≥ U CL∗ |pt } = Pr {Xn ≥ U CL|pt } =
= 1 − FB (U CL − 1|n, pt )
72
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
0.25
UCL=0.2
0.2
0.15
CL
0.1
0.05
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
Figura 5.5: Carta p ottenuta eliminado il campione 6
Nel nostro caso essendo U CL = 10 si ha
G(0.1) = 1 − FB (9|50, 0.1) = 0.0024538
e quindi
ARL(pt = 0.1) = 1/Gp (pt ) = 40.75322
Esercizio. Rifare l’esempio precedente con limite U CL posto a 3-sigma
5.2
Carte di controllo per le non conformità
Un elemento non conforme è un prodotto che non soddisfa una, o più, delle
specifiche richieste. Ogni specifica non rispettata costituisce un difetto o una
non conformità. Conseguentemente un elemento non conforme contiene almeno
una non conformità. In molte situazioni pratiche è preferibile controllare il
numero di difetti o non conformità nel campione anziché la frazione di elementi
non conformi. In questa situazione l’unità di riferimento può essere:
• l’unità di prodotto;
• una unità fisica (normalmente più unità fisiche formano una unità di
prodotto).
In entrambi i casi si assume che la variabile aleatoria in grado di descrivere
la probabilità che si presenti un difetto sia una Poisson di parametro λt , X ≈
P o(λt ):
Pr(x = k) =
e−λ λkt
k!
5.2. CARTE DI CONTROLLO PER LE NON CONFORMITÀ
73
ed essendo
E(X) = V ar(X) = λt
il parametro λt rappresenta il numero medio di difetti di una unità prodotta al
tempo t.
Se il processo produttivo viene considerato sotto controllo statistico per λt ≤
λ0 si dovranno costruire delle carte di controllo per verificare il seguente sistema
d’ipotesi
H0 : λt ≤ λ0
H1 : λt > λ0
Se il processo è considerato sotto controllo per λt = λ0 il sistema d’ipotesi è
il seguente
H0 : λt = λ0
H1 : λt 6= λ0
Nella pratica sono più rilevanti le carte per verificare le ipotesi unilaterali.
5.2.1
Carta per il numero di non conformità per unità di
prodotto (carta c)
La statistica campionaria è il numero cumulato di non conformità nel campione:
Xn∗ (campione di numerosità n).
Sotto H0 lo stato del processo è caratterizzato da un tasso medio di non
conformità pari a λ0
Xn∗ ∼ P o(nλ0 )
con E(Xn∗ ) = nλ0 .
Pertanto
CL = nλ0
Il limite di controllo U CL deve soddisfare
Pr (Xn∗ ≥ U CL|λt = λ0 ) = α
Dato che Xn∗ ha una distribuzione discreta la probabilità sopra riportata può
essere soddisfatta solo in modo approssimato
Pr (Xn∗ ≥ U CL|λt = λ0 ) = α∗
74
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
con α∗ ≤ α.
Si tratta quindi di individuare il valore UCL come il più grande intero che
soddisfa:
Pr (Xn∗ ≥ U CL|λt = λ0 ) ≤ α
Di conseguenza il limite UCL è tale da soddisfare la seguente relazione:
Pr (Xn∗ ≥ U CL|λt = λ0 ) ≤ α < Pr(Xn ≥ U CL − 1|λt = λ0 )
Ricordando che Xn∗ ∼ P o(nλ) :
Pr (Xn∗ ≥ U CL|λt = λ0 ) =
∞
X
j=U CL
P o(j; nλ0 ) = 1 −
= 1 − FP (U CL − 1|nλ0 )
Pr (Xn∗ ≥ U CL − 1|λt = λ0 ) =
∞
X
j=U CL−1
U CL−1
X
P o(j; nλ0 ) = 1 −
= 1 − FP (U CL − 2|nλ0 )
P o(j; nλ0 )
j=0
U CL−2
X
P o(j; nλ0 )
j=0
Pertanto
1 − FP (U CL − 1|nλ0 ) ≤ α < 1 − FP (U CL − 2|nλ0 )
o equivalentemente
FP (U CL − 2|nλ0 ) < 1 − α ≤ FP (U CL − 1|nλ0 )
Dati i valori di n e λ0 , e specificato α si individua il limite di controllo UCL
che soddisfa la disuguaglianza con l’ausilio delle tavole della Poisson.
Funzione di potenza e curva operativa
La funzione di potenza è data da
G(λt ) = Pr (Xn∗ ≥ U CL|λt )
quindi
G(λt ) =
∞
X
j=U CL
P o(j; npt ) = 1 −
U CL−1
X
j=0
P o(j; nλt ) = 1 − FP (U CL − 1|nλt )
5.2. CARTE DI CONTROLLO PER LE NON CONFORMITÀ
75
Example 9 Un’azienda che produce rotoli di carta desidera controllare il numero di non conformità per unità di prodotto. Sapendo che n = 3 e che λ0 = 2
costruire una carta di controllo unilaterale. a) Determinare il limite di controllo
con α = 0.05. Risposta a) Si tratta di una carta UNILATERALE.
H0 : λt ≤ λ0
H1 : λt > λ0
In questo caso
CL = nλ0 = 6
Calcolo UCL
F P (U CL − 2|nλ0 ) < 1 − α ≤ F P (U CL − 1|nλ0 )
quindi visto che
F P (9|6) = 0.91608
F P (10|6) = 0.95738
segue che U CL = 11.b) Calcolare il valore della funzione di potenza e l’ARL
quando λt = 2, 5. Risposta b)
G(λt ) = 1 − F P (U CL − 1|nλt )
G(λt = 2.5) = 1 − F P (10|7, 5) = 1 − 0.86224 = 0.13776
Quindi l’ARL vale
ARL(λt = 2.5) =
5.2.2
1
= 7.259
G(λt )
Carta c con i limiti 3-sigma
Utilizzando la regola del 3-sigma la carta c risulta
p
U CL = nλ0 + 3 nλ0
CL = nλ0
p
LCL = nλ0 − 3 nλ0
76
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
Campione
1
2
3
4
5
6
7
8
9
10
∗
Xin
2
4
6
2
4
8
1
0
3
5
Campione
11
12
13
14
15
16
17
18
19
20
∗
Xin
8
2
2
3
1
1
4
3
2
7
Tabella 5.3: Numero di non conformit nei campioni del prerun
5.2.3
Carta c con λ0 non noto
Nel caso in cui nessun valore di riferimento viene assegnato è possibile stimare
λ0 usando il numero medio di difetti rilevati in un campione preliminare.
Si prenda ad esempio la produzione di un cavo a fibra ottica. A tale scopo
per 20 giorni vengono controllati 10 rotoli di cavo per evidenziare eventuali
difetti. I dati rilevati su questo insieme di campioni preliminari sono riportati
nella Tabella (5.3).
Si vuole costruire una carta di controllo per le non conformità in modo tale
che in media ci sio un falso allarme ogni 200 istanti campionari.
Costruzione della carta.
Dai dati a disposizione abbiamo ARL(H0 ) = 200 quindi α = 0.005.
Stimo λ0
Pm
X∗
68
b
λ0 = i=1 in =
= 0.34
m·n
20 · 10
la linea centrale risulta quindi
Per il limite U CL, visto che
b0 = 3.4
CL = nλ
FP (8|3.4) = 0.991707
FP (9|3.4) = 0.997291
si ottiene
U CL = 10
La carta di controllo costruita per i campioni preliminari e riportata nella
Figura (5.6)
Dalla Figura si nota che tutti i campioni risultano prelevato quando il processo operava sotto H0 quindi la carta così ottenuta può essere utilizzata per
controllare da questo momento il processo produttivo.
5.2. CARTE DI CONTROLLO PER LE NON CONFORMITÀ
12
77
UCL=10
10
8
6
4
CL
2
0
1
3
5
7
9
11
13
15
17
19
Figura 5.6: Carta c per i campioni preliminari
5.2.4
Carta per il numero di conformità per unità fisica
(carta u)
Controlla il numero di conformità per unità fisica. L’unità fisica dipende ovviamente dal tipo di prodotto e più unità fisiche, diciamo d, costituiscono il
prodotto.
Indicando con Xi il numero di non conformità nel’i-esima unità di prodotto
si ha
Xi ∼ P o(λt )
Quindi se si indica con Uj il numero di non conformità nella j-esima unità fisica
Uj ∼ P o(λ∗t )
con
λ∗t =
λt
d
Conseguentemente la linea centrale e le linee di controllo si ottengono dividendo per d le analoghe quantità della carta c
Carta c
Carta u
CL
CL∗ = CL
d
U CL
U CL∗ = U CL
d
LCL
LCL∗ = LCL
d
Funzione di potenza della carta u
La funzione di potenza della carta u è la stessa della carta c:
78
CAPITOLO 5. CARTE DI CONTROLLO PER ATTRIBUTI
Gu (λ∗t ) = Pr {Xn∗ /d ≥ U CL∗ |λ∗t } = Pr {Xn∗ ≥ U CL|λt } = G(λt )
Approssimazioni utili
In alcune situazioni è conveniente utilizzare delle approssimazioni della Poisson.
• Approssimazione della Poisson con la Normale
se nλ0 (1 − λ0 ) ≥ 9 allora
Pr (Xn∗ ≥ U CL|λt = λ0 ) = α ≈ 1 − Φ
µ
U CL − 0.5 − nλ0
√
nλ0
¶
Quindi risolvendo per UCL si ottiene
U CL ≈ nλ0 + z1−α
p
nλ0 + 0.5
e U CL viene approssimato, sempre per eccesso, all’intero più vicino.
Bibliografia
[1] Grant E.L., Leavenworth R.S,(1996) ”Statistical quality control” McGrawHill
[2] Mittag H. J., Rinne H. (1993) ”Statistical methods of quality assurance”
Chapman & Hall London
[3] Montgomery D.C, (1997) ”Introduction to statistical quality control” Third
edition, John Wiley & Sons, New York
[4] Montgomery D.D, (2000) ”Controllo statistico della qualità” McGraw-Hill
[5] Ryan, T. P. (1989) ”Statistical Methods for Quality Improvement” Wiley
New York
[6] Shewart W. A. (1931) ”Economic Control of Quality Manufactured Product”
Van Nostrand, New York.
79