1
CAPITOLO 1
IL CALORE NELL’INDUSTRIA FARMACEUTICA
Il calore viene distribuito nei reparti tramite vapor d’acqua, che viene formato dall’acqua
nella centrale termica, cioè nella caldaia (v. Rif. 1, p. 26-29). Queste caldaie trasformano
l’energia chimica di un combustibile, cioè metano, il quale viene scelto perché i suoi
prodotti di combustione non inquinano, in energia termica e i gas caldi della combustione
forniscono calore all’acqua, trasformandola in vapore che viene distribuito nello
stabilimento. Si usa l’acqua perché 1) è capace di assorbire e cedere grandi quantità di
calore per unità di massa, 2) è non tossica, e 3) è disponibile in grandi quantità.
L’acqua può assorbire e successivamente cedere due tipi di calore:
1) calore sensibile
2) calore latente
Il calore sensibile si chiama così perché uno scambio di questo tipo di calore può essere
avvertito dai sensi, cioè quando un corpo assorbe calore sensibile la sua temperatura
aumenta, mentre quando lo cede essa diminuisce. Il calore sensibile è dato da:
h = mCST
Eq. 1.1
m = massa del corpo che assorbe o cede calore sensibile
CS = calore specifico del corpo
T = variazione di temperatura che il corpo subisce quando scambia calore sensibile
L’acqua scambia calore sensibile quando non subisce passaggio di stato durante lo
scambio.
L’acqua è capace di assorbire o cedere calore latente quando subisce passaggio di stato.
Il calore latente specifico (calore latente per unità di massa) si indica con . Esso è
coinvolto nei passaggi di stato. Quando l’acqua passa allo stato di vapore assorbe calore
latente, oppure, quando il vapore si condensa ad acqua, cede calore latente. Il calore
coinvolto si chiama “latente” perché il processo avviene a temperatura costante e non è
evidenziabile sensibilmente (ad es., con un termometro).
Consideriamo come varia il contenuto termico dell’acqua quando ad essa viene fornito
calore.
2
Se l’acqua assorbe calore aumenta il suo contenuto termico. Se un sistema assorbe o cede
calore a pressione costante, varia una sua funzione di stato che è l’entalpia. Il calore
scambiato da un sistema, a pressione costante, è quantificato come variazione di entalpia
del sistema. L’entalpia è anche detta contenuto termico. Quando si misura l’entalpia
bisogna prendere come riferimento uno stato in cui essa sia 0, nel nostro caso assumiamo
come riferimento l’acqua a 0C. Quindi:
per T = 0C
H=0
Immaginiamo di avere un contenitore con dell’acqua; sull’acqua supponiamo che sia
posto un pistone. La pressione a cui è sottoposta l’acqua è uguale al peso del pistone per
unità di superficie, più la pressione atmosferica; la pressione dunque è costante e la
indichiamo con P1. Inizialmente l’acqua è a 0C.
3
Supponiamo di fornire calore: la temperatura dell’acqua aumenta senza che vi siano
passaggi di stato. Questa affermazione è verificata nel diagramma di stato dell’acqua.
Le curve rappresentano i valori di P e T per cui ci sono due fasi in equilibrio, mentre le
zone al di fuori di queste curve sono costituite da una sola fase. Per considerare il processo
di assorbimento di calore da parte dell’acqua tracciamo su questo diagramma la condizione
da cui si parte: la temperatura di 0C e la pressione P1>1 atm. In tali condizioni l’acqua è
allo stato liquido. Mentre si fornisce calore la pressione rimane costante, mentre aumenta la
T, cioè l’acqua assorbe calore sensibile, quantificato dall’Eq. 1.1. Lo stato liquido
dell’acqua persiste fino a che non si incontra la curva di equilibrio liquido/vapore. Questo
punto è definito da P1 e TS. Lo stato liquido dell’acqua esiste nell’intervallo di temperatura:
0°C T TS
A TS avviene il passaggio di stato liquido-vapore. La situazione nel nostro contenitore ora
deve essere schematizzata in un altro modo:
4
Il pistone, che continua ad esercitare la pressione P1, si alza perché si forma vapore
d’acqua che è in equilibrio termodinamico con l’acqua liquida. Questa situazione si ha,
appunto, per T=TS. In questo passaggio di stato il calore viene assorbito dall’acqua come
calore latente e questa situazione permane fino a che è presente acqua liquida nel sistema.
TS è la temperatura del vapore saturo. Si definisce vapore saturo il vapore che è in
equilibrio termodinamico con la fase liquida. Tecnicamente, questo vapore è definito
vapore saturo umido perché è in presenza di acqua liquida. Se si fornisce calore fino a che
tutta l’acqua liquida è passata allo stato di vapore, ma la T è ancora TS, la situazione sarà
ancora cambiata:
5
Nel contenitore sarà presente soltanto vapore. Se la temperatura è ancora TS, esso sarà
vapore saturo, cioè, le sue condizioni sono definite da P1 e TS, un punto che si trova ancora
sulla curva di equilibrio, solo che ora non c’è più acqua liquida. Questo è vapore saturo
secco.
Forniamo ancora calore. Il passaggio di stato è finito e il vapore saturo secco, assorbendo
calore, si riscalda. Si passa, nel diagramma di stato, nella zona costituita da solo vapore
(zona G). Il vapore non è più saturo, dato che non è in equilibrio con l’acqua liquida, ma è
vapore surriscaldato. Il volume aumenta; la pressione è sempre P1. Si ha una espansione
che è tanto maggiore quanto maggiore è l’aumento di temperatura. Il vapore a questo punto
obbedisce alla legge dei gas perfetti, anche se non rigorosamente, dato che si tratta di un
gas reale e non di un gas ideale. Il calore che viene assorbito dal vapore surriscaldato è
calore sensibile, in quanto il suo assorbimento comporta un aumento della temperatura del
vapore (Tsurr).
I vari tipi e quantità di calore che l’acqua ha assorbito durante tutto questo processo sono
riportati sui normali manuali di chimica-fisica, in tabelle del vapore d’acqua. I valori
riportati sono quelli del calore sensibile e del calore latente dell’acqua, e del calore
sensibile del vapore surriscaldato. Numericamente questi valori dipendono dalla pressione.
Che cambiano i valori del calore sensibile al variare di P si vede dal diagramma di stato. Ad
6
es., ad una P più bassa, la variazione di T da 0°C a TS è minore, oppure, se prendiamo una P
più alta questa variazione è maggiore.
Consideriamo ora i valori di calore sensibile e calore latente riportati nelle tabelle del
vapore. In queste tabelle è riportato il calore sensibile per unità di massa. Se m=1, l’Eq. 1.1
diventa:
h = CST
Per esprimere il contenuto di calore sensibile per unità di massa consideriamo che T varia
da 0°C a TS. Quindi:
h = CSTS
Poiché TS dipende direttamente dalla pressione (v. diagramma di stato), anche il valore di
h dipende dalla pressione. Nelle tabelle sono riportati valori di h relativi a diverse pressioni.
Nelle stesse tabelle sono anche riportati i valori di (calore latente specifico) relativi a
diverse pressioni. Le tabelle riportano anche il valore del contenuto termico dell’unità di
massa del vapore saturo secco (HS):
HS = h +
Questa equazione presuppone che tutta l’unità di massa di acqua sia passata allo stato di
vapore saturo e quindi sia diventata vapore saturo secco.
Viene riportato anche il contenuto termico del vapore surriscaldato:
Hsurr = h + + hsurr
hsurr = calore sensibile che il vapore ha assorbito durante il riscaldamento da TS fino a
Tsurr:
hsurr = CP (Tsurr – TS)
CP = calore specifico del vapore a pressione costante.
Utilizzo del vapore
Il vapore è introdotto negli scambiatori per fornire calore ad un altro fluido. Uno
scambiatore di calore consente lo scambio di calore fra due fluidi attraverso una parete
solida. Gli scambiatori di calore sono costruiti in modo da massimizzare la superficie di
questa parete e minimizzare il volume dello scambiatore. Se, per esempio, si usa un tubo
come scambiatore, questo sarà avvolto a serpentina. Nell’industria spesso si utilizza il
fascio tubiero: un contenitore al cui interno c’è un fascio di tubi paralleli collegati tra loro.
Nei tubi scorre un fluido, all’esterno dei tubi, quindi nel contenitore, ne scorre un altro e lo
7
scambio avviene attraverso la parete dei tubi. Essendoci tanti tubi, la superficie di scambio
è molto grande, mentre l’ingombro è relativamente piccolo (v. Rif. 1, p. 27). Nello
scambiatore si può introdurre acqua liquida a pressione atmosferica, come fluido che
fornisce il calore, se la temperatura a cui si vuole riscaldare l’altro fluido è molto minore di
100 °C. Nei casi più frequenti, però, si introduce il vapore. Sarà conveniente usare il vapore
per cui è massima la quantità di calore disponibile per unità di massa; quindi, se si deve
scegliere tra vapore saturo umido e vapore saturo secco, conviene usare il vapore saturo
secco, perché la parte preponderante nel contenuto termico del vapore saturo è costituita dal
calore latente, come si potrebbe vedere confrontando numericamente, nell’espressione di
HS, il valore di h e il valore di . Poiché solo il vapore, e non l’acqua, contiene il calore
latente, il vapore saturo secco, che non contiene acqua, contiene una quantità di calore per
unità di massa maggiore rispetto al vapore umido.
Si è visto che è più conveniente l’uso del vapore saturo secco rispetto al vapore saturo
umido. Si può dimostrare (ma non lo facciamo qui) che è più conveniente usare il vapore
saturo secco piuttosto che il vapore surriscaldato.
Dunque, nelle tubazioni di distribuzione del vapore scorre vapore saturo secco. Quando
questo vapore saturo secco cede calore si condensa e diventa vapore saturo umido che
quindi, ogni volta che avviene uno scambio di calore, deve essere separato dall’acqua
perché, essendo saturo umido, è meno efficiente negli scambi di calore. Per questo si usano
apposite trappole, che sono apparecchi che servono a separare il vapore dall’acqua liquida
(per la loro descrizione, v. Rif. 4, p. 158-160).
E’ importante che quando si usa il vapore saturo secco per riscaldare un sistema si usi la
temperatura minima possibile, che garantisca però lo scambio termico a una velocità
soddisfacente. Il calore fluisce infatti tanto più rapidamente attraverso la parete di uno
scambiatore quanto maggiore è la differenza di temperatura fra la sorgente del calore, che
in questo caso è il vapore, e il sistema che si vuole riscaldare. Tuttavia, se la temperatura
del vapore è molto elevata è difficile evitare lo scambio termico tra il vapore e l’ambiente
esterno quando questo vapore viene trasportato nelle tubazioni da un reparto ad un altro. E’
vero che le tubazioni sono coibentate (isolate termicamente), però una certa frazione di
calore viene perduta durante questa distribuzione e questa frazione è tanto più alta quanto
più alta è la temperatura del vapore. Quindi bisogna che questa temperatura sia abbastanza
elevata da garantire lo scambio in modo sufficientemente rapido con il sistema da
8
riscaldare, ma che sia la minima possibile per limitare la perdita di calore in fase di
distribuzione.
Un’altra ragione per cui il vapore saturo dovrebbe essere usato ad una temperatura più
bassa possibile è che il calore latente specifico dipende dalla pressione del vapore (e,
quindi, dalla temperatura, che è correlata direttamente con la pressione) ed è maggiore a P e
T più basse.
Il vapore inoltre non dovrebbe contenere aria. Supponiamo infatti che il vapore contenga
aria e consideriamo l’unità di massa di questa miscela aria-vapore. E’ solo il vapore che
scambia calore latente, mentre l’aria scambia calore sensibile. Quindi, se consideriamo
l’unità di massa del vapore puro, questo ha un calore latente per unità di massa che è uguale
a . Viceversa, se è presente una certa frazione di aria, la frazione di massa di vapore si
abbassa e si abbassa anche la quantità di calore latente per unità di massa di miscela
disponibile per lo scambio. Si deve anche considerare che la presenza dell’aria nel vapore
ne abbassa la temperatura, infatti:
P0 = PV + Paria
P0 = pressione totale della miscela aria-vapore;
PV = pressione parziale del vapore saturo;
Paria = pressione parziale dell’aria.
Se Paria=0 P0=PV, viceversa, se il vapore contiene aria, la pressione del vapore è
minore di P0 e anche la sua temperatura è più bassa di quando il vapore è puro, perché c’è
una dipendenza diretta tra la pressione del vapore saturo e la temperatura del vapore saturo:
se la pressione parziale del vapore saturo si abbassa per la presenza dell’aria, si abbassa
anche la sua temperatura. Inoltre, l’aria non ci deve essere perché quando avviene lo
scambio termico l’aria tende a disporsi tra il vapore e la parete dello scambiatore, quindi il
calore ceduto dal vapore deve attraversare una barriera d’aria prima di attraversare la parete
dello scambiatore e arrivare al sistema da riscaldare. Dato che l’aria ha una conducibilità
termica piuttosto bassa, essa fa da isolante e si oppone allo scambio di calore. Si deve
quindi evitare che ci sia aria nel vapore e se c’è, essa deve essere allontanata. Le valvole
che si usano allo scopo specifico di allontanare l’aria dal vapore sono descritte nel Rif. 4,
p.159, Fig. 12.8.
PRODUZIONE DEL FREDDO
9
Nell’industria farmaceutica per la produzione del freddo si usano gli impianti frigoriferi,
che sono basati sulla compressione di un fluido, detto fluido frigorigeno e sulla sua
successiva espansione. Quando questo fluido, che viene compresso e condensato a liquido,
viene fatto poi evaporare, nell’evaporazione esso assorbe calore latente, sottraendo calore al
sistema in contatto termico con esso. Questo è il principio su cui si basano gli impianti
frigoriferi, che sono descritti nei dettagli nel Rif. 1, p. 30-34.
10
CAPITOLO 2
FLUSSO DEL CALORE
Nell’industria il calore passa da un sistema, che in genere è un fluido, ad un altro sistema
fluido attraversando una parete, la parete dello scambiatore, che è una parete solida,
attraversata dal calore per conduzione. A noi interessa l’espressione della velocità con cui il
calore attraversa questa resistenza termica. Vogliamo trovare l’equazione che esprime la
velocità con cui il calore attraversa questa parete per conduzione. La attraversa per
conduzione perché la parete è solida, quindi l’attraversamento della parete avviene
attraverso trasmissione di energia cinetica tra le molecole che compongono la parete solida
in seguito agli urti tra di esse. Le molecole a temperatura più alta hanno energia cinetica
maggiore. Queste, urtando le molecole a temperatura più bassa, trasmettono loro energia
cinetica e in questo modo si propaga il calore per conduzione. Il trasporto di calore per
convezione invece prevede una miscelazione di masse più calde con masse più fredde,
mentre l’irraggiamento comporta il trasporto di energia attraverso onde elettromagnetiche.
Fig. 2.1
Impostiamo l’equazione differenziale che esprime la velocità di trasferimento del calore per
conduzione attraverso la parete.
Il calore si propaga da una zona a temperatura più alta ad un’altra a temperatura più
bassa. Supponiamo che sulla faccia della parete che è a contatto con il compartimento 1,
che è il fluido che cede calore, la temperatura sia maggiore che non sull’altra faccia della
parete che è a contatto con il fluido 2, che riceve il calore. Quindi: T1>T2. Poniamo x=0 in
11
corrispondenza della faccia 1, e x=L in corrispondenza della faccia 2. Se immaginiamo una
sezione verticale, parallela alle facce della parete, all’interno della parete, in corrispondenza
di un qualsiasi valore di x (0 x L), possiamo scrivere l’espressione della velocità
istantanea al tempo t del passaggio del calore attraverso questa sezione:
dQ
dT
Ak
dt
dx 0 x L, t
0 x L, t
Eq. 2.1
dT/dx = gradiente di temperatura attraverso la sezione
A = area della sezione attraversata
k = coefficiente di conducibilità termica del materiale di cui è costituita la parete.
L’Eq. 2.1, generale, va integrata per casi particolari, che sono quelli che ricorrono nella
pratica. Noi intanto poniamo che la capacità termica del mezzo 1 e la capacità termica del
mezzo 2 siano molto maggiori della capacità termica della parete. In queste condizioni, cioè
assumendo che la capacità termica della parete sia trascurabile, (e questo è il caso che si
verifica in pratica, dato che la parete è quella di un tubo che ha spessore limitato e
comunque, quando ci sono gli scambi termici tra un fluido 1 e un fluido 2 la capacità
termica del tubo è in genere effettivamente trascurabile rispetto a quella del fluido 1 e del
fluido 2), dopo un tempo abbastanza breve dall’inizio del contatto si verifica che il flusso
termico ad un certo tempo t è costante rispetto a x, per 0 x L:
dQ
dt costante rispetto a x, per 0 x L
t
Questo significa che il flusso termico per x=0, che rappresenta la velocità con cui il
calore entra nella parete, è uguale al flusso per x=L, che rappresenta la velocità con cui il
calore esce dalla parete:
dQ
dQ
dt
t , x o dt t , x L
In questa condizione che abbiamo posto, non c’è accumulo di calore nella parete, perché
la quantità di calore che vi entra nell’unità di tempo è uguale alla quantità di calore che ne
esce nell’unità di tempo. Quindi, il calore transita nella parete senza accumularsi in essa.
Questa situazione è possibile nella condizione detta, cioè, che la capacità termica della
parete sia trascurabile rispetto alla capacità termica del sistema 1 e del sistema 2. Se è vero
questo, questa velocità può essere definita come flusso di calore attraverso la parete, q(t).
12
Questa condizione, che si verifica dopo un tempo molto breve dall’inizio dello scambio
termico, comporta anche, secondo l’Eq. 2.1, che il gradiente di temperatura, dT/dx, ad un
certo tempo, t, che è lo stesso per cui si considera il flusso, sia costante rispetto a x per 0 x
L:
dQ
dQ
dT
= q(t) = costante rispetto a x per 0 x L
dt
dt t ,x L
dx t
t ,x o
Questo significa che si può tracciare sul diagramma in Fig. 2.1 la curva della temperatura
rispetto alla distanza attraverso la parete solida. Poiché il gradiente di temperatura è
costante attraverso tutta la parete, e poiché il gradiente non è altro che la pendenza della
curva T rispetto a x, se questa pendenza è costante attraverso tutta la parete, allora la curva
sarà una retta. Quindi nella condizione che stiamo considerando la temperatura decade
linearmente da T1 a T2.
Allora si può scrivere:
x L, t
T T
dT
T
2 1
dx
L
x x 0, t
0 x L, t
A questo punto possiamo scrivere l’equazione del flusso istantaneo di calore, ricavata
dall’Eq. 2.1 ponendo le condizioni sopra illustrate:
qt
Ak
T1 T2
L
Eq. 2.2
Nelle condizioni che ricorrono nei processi che noi consideriamo è applicabile l’Eq. 2.2,
cioè l’espressione del flusso termico istantaneo attraverso la parete solida.
Ci possono essere due casi che ci interessano:
1) T1 e T2 costanti nel tempo q = costante nel tempo.
Questo è uno STATO STAZIONARIO. Nella pratica, questa situazione si verifica
quando la temperatura nel sistema 1 e la temperatura nel sistema 2 non variano nel tempo
durante lo scambio di calore. Un caso pratico è quando avviene un passaggio di stato sia nel
compartimento 1 che nel compartimento 2. Per esempio, se la sorgente di calore è il vapore
saturo che ha una temperatura più alta del sistema 2, quando il vapore saturo cede calore
non cambia la sua temperatura, ma condensa a temperatura costante, quindi la temperatura
nel compartimento 1 rimane costante ed è quella del passaggio di stato vapore-acqua. Se il
compartimento 2 contiene acqua che bolle ad una temperatura più bassa di T1, il sistema 2
13
riceve calore senza cambiare la sua temperatura, ma semplicemente passando di stato.
Quindi questo è un caso di stato stazionario.
2) T1 e T2 variabili nel tempo q = q(t).
Questo è un caso di STATO QUASI-STAZIONARIO. Nello stato quasi-stazionario è
vero come nello stato stazionario che il gradiente di temperatura attraverso la parete è
costante, rispetto a x, però varia rispetto a t. In un tempo successivo, questo gradiente è
ancora costante rispetto ad x però è diverso rispetto al valore che aveva al tempo
precedente. Questa situazione si verifica se nel compartimento 1 c’è vapore saturo e nel
compartimento 2 c’è acqua che si riscalda, ad es., partendo dalla temperatura ambiente ed
arrivando alla temperatura di ebollizione (100°C), (vedi Fig. 2.2).
Fig. 2.2
Il gradiente di temperatura è costante attraverso la parete.
L’Eq. 2.2 è valida quando è definito il valore di A (area della sezione attraversata) e
presuppone che l’area della faccia della parete a contatto con il sistema 1 sia uguale all’area
della faccia della parete a contatto con il sistema 2. Questo è vero quando la parete è piana.
Però nell’industria gli scambiatori sono tubi. In un tubo, a rigore, l’area della faccia interna
è minore dell’area della faccia esterna. Però, se lo spessore del tubo è trascurabile rispetto
al raggio della sezione del tubo, la differenza tra l’area della faccia esterna e l’area della
faccia interna è trascurabile, per cui possiamo assimilare la parete del tubo, che è cilindrica,
ad una parete piana.
14
FLUSSO TERMICO ATTRAVERSO PARETI COMPOSTE
La situazione considerata fino ad ora non si verifica mai nell’industria perché è troppo
semplice, in quanto abbiamo considerato un’unica parete, quindi un’unica barriera termica,
attraversata per conduzione. Prima di vedere perché in pratica questa situazione non si
verifica mai, estendiamo la trattazione teorica al caso in cui ci sono diverse pareti adiacenti
una all’altra e vediamo come si esprime teoricamente il flusso termico in condizioni di stato
stazionario o quasi stazionario, quando le pareti attraversate costituiscono una serie.
Per fare questo utilizziamo l’analogia tra flusso di calore e flusso di carica elettrica.
Quando una corrente passa attraverso un conduttore fluisce carica attraverso il conduttore.
Il caso che è stato trattato è quello di un conduttore di calore, la parete solida, che è
attraversata, invece che dalla carica, dall’energia termica. L’Eq. 2.2, che esprime il flusso
termico istantaneo, la possiamo confrontare con la LEGGE DI OHM che esprime il flusso
della carica elettrica generato da una differenza di potenziale attraverso un conduttore:
i
V
R
Eq. 2.3
Nel caso del calore è la differenza di temperatura che genera il flusso termico, quindi
risulta chiara l’analogia tra l’Eq. 2.2 e l’Eq. 2.3. Sulla base di questa analogia, noi possiamo
definire la resistenza termica, RT:
RT
L
Ak
L’espressione di RT è analoga all’espressione della resistenza elettrica, R. Infatti la
resistenza elettrica di un conduttore è proporzionale alla lunghezza del conduttore e
inversamente proporzionale alla sezione del conduttore. Il coefficiente di proporzionalità è
detto resistività. Nel caso del flusso termico, la resistività è 1/k, cioè l’inverso della
conducibilità. Quindi c’è una analogia perfetta.
Per una serie di resistenze elettriche è noto che la resistenza totale, R, è:
R = Ri
dove Ri è la resistenza iesima.
Analogamente, se noi abbiamo delle pareti in serie che vengono attraversate dal calore,
ciascuna di queste pareti è una resistenza termica, quindi la resistenza termica totale è la
somma delle resistenze delle singole pareti. Ogni termine della somma può differire
dall’altro per L, perché lo spessore di ciascuna parete può essere diverso, e per k, perché le
15
pareti possono essere fatte di materiali diversi e quindi è diversa la conducibilità termica.
L’area A invece è la stessa perché le pareti sono in serie e l’area della sezione normale alla
direzione di propagazione del calore non cambia. Allora possiamo scrivere:
RT
1
Li/ki
A
Eq. 2.4
RT = resistenza termica totale
Facciamo un diagramma di T rispetto a x (v. Fig. 2.3) supponendo di avere 3 pareti in
serie, attraversate dal calore per conduzione. Numeriamo le resistenze termiche con I, II e
III, allora avremo che il sistema 1 è a sinistra della resistenza I con temperatura più alta e il
sistema 2 è a destra della resistenza III con temperatura più bassa. La temperatura
all’interfaccia tra il sistema 1 e la parete I sarà T1 e la temperatura all’interfaccia tra la
parete III e il sistema 2 sarà T2.
16
Fig. 2.3
In condizioni di stato stazionario o quasi-stazionario la velocità con cui il calore entra nel
sistema di pareti è uguale alla velocità con cui il calore ne esce. Allora è anche vero che la
velocità con cui il calore attraversa ciascuna parete è uguale. In tali condizioni, il gradiente
di temperatura attraverso ciascuna parete è costante, quindi, la caduta di temperatura è
lineare. Quindi possiamo scrivere:
q t A
ki
Ti
Li
ki = conducibilità termica di una qualsiasi di queste pareti (parete iesima);
Li = spessore della parete iesima;
Ti = differenza di temperatura tra le due facce della parete iesima.
Una tale espressione del flusso termico vale per una qualsiasi delle pareti. La pendenza
della retta che esprime T in funzione di x, T/L, è tanto maggiore quanto minore è il valore
di k. Questo perché q(t), e quindi anche il prodotto k (T / L) , è uguale per tutte le pareti.
Quindi per una parete dove k è più bassa la pendenza T/L deve essere più grande. Quanto
detto giustifica il diagramma della temperatura in funzione di x attraverso il sistema di
pareti, riportato in Fig. 2.3.
Non si può conoscere il valore di Ti ma si possono conoscere T1 e T2; quindi il flusso
termico deve essere scritto in funzione di T1 e T2:
qt
A
T1 T2
Li ki
Eq. 2.5
17
Il flusso termico attraverso resistenze termiche in serie, in condizioni di stato stazionario
o stato quasi-stazionario si esprime in modo perfettamente analogo alla legge di Ohm (Eq.
2.3), dove al posto della differenza di potenziale, V, c’è la differenza di temperatura T1-T2
e al posto della resistenza elettrica totale, R, c’è la somma delle resistenze termiche che il
calore incontra per passare dal sistema 1 al sistema 2, espressa dall’Eq. 2.4.
Tracciamo il profilo della temperatura rispetto a x attraverso le resistenze termiche I, II e
III, in condizioni di stato quasi-stazionario, analoghe a quelle della Fig. 2.2:
Fig. 2.4
18
FLUSSO DI CALORE DA UN FLUIDO A UN ALTRO FLUIDO
ATTRAVERSO UNA PARETE SOLIDA
Ora supponiamo che il calore passi da un fluido 1 a sinistra della parete ad un fluido 2 a
destra della parete.
Fig. 2.5
Se siamo in condizioni di stato stazionario o quasi-stazionario il gradiente di temperatura
attraverso la parete solida sarà costante (e quindi l’andamento di T sarà rettilineo, quasi
orizzontale, perché la conducibilità termica della parete è relativamente elevata). Nei fluidi
1 e 2 c’è una situazione analoga: c’è uno strato di fluido che si muove con flusso laminare,
adiacente alla parete solida. Lo spessore di ciascuno dei due strati a sinistra e a destra di tale
parete si può assumere uguale a L e L’, rispettivamente. In questi strati non c’è
miscelazione di fluido per cui essi vengono attraversati dal calore per conduzione, con un
gradiente di temperatura virtualmente costante. A sinistra dello strato L e a destra dello
strato L’ il flusso è turbolento, i fluidi 1 e 2 sono miscelati e la temperatura è uniforme
rispetto alla distanza (T1 e T2, rispettivamente).
19
La zona 2 può essere occupata da qualsiasi fluido che riceve calore dal fluido 1. Se la
velocità del fluido 2 aumenta, L' diminuisce. Se poi consideriamo che questo fluido è, per
esempio, un liquido che viene agitato, se si aumenta la velocità di agitazione L' diminuisce.
Quando si scrive l’espressione del flusso termico dal fluido 1 al fluido 2 si deve considerare
che il calore attraversa tre barriere in serie: lo strato di fluido 1 a flusso laminare, di
spessore L, la parete dello scambiatore, e lo strato del fluido 2 a flusso laminare, di spessore
L'. In generale, l’espressione di q(t) è data dall’Eq. 2.5.
20
CAPITOLO 3
PSICROMETRIA
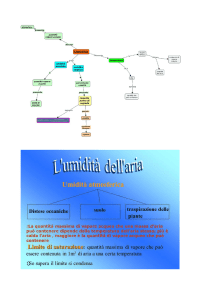
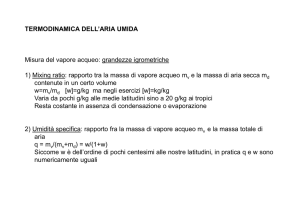
La psicrometria, o igrometria, misura le proprietà dell’aria umida.
L’umidità dell’aria dell’ambiente è importantissima per i processi di essiccamento e di
rivestimento e per i locali in cui vengono manipolati i liofilizzati. Inoltre, i prodotti
farmaceutici, dopo la preparazione, si conservano in locali in cui l’aria deve avere umidità
controllata. Infatti, l’umidità influisce sulla stabilità dei principi attivi e sulle proprietà degli
eccipienti.
Ci sono diverse definizioni dell’umidità dell’aria:
H = umidità assoluta dell’aria =
mvapore g
maria Kg
H è la massa di vapore, espressa in grammi, contenuta nell’unità di massa di aria secca,
espressa in chilogrammi.
H(%) = umidità assoluta relativa =
H
H S T
100
HS = umidità assoluta dell’aria quando è satura di vapore ad una certa T.
L’umidità assoluta di saturazione dipende dalla temperatura: se la temperatura aumenta,
la massa di vapore che satura l’unità di massa d’aria è maggiore. Quindi HS, e quindi H(%)
è funzione della temperatura.
U.r. = umidità relativa =
Pvap
PS T
100
Pvap = pressione parziale del vapore;
PS(T) = pressione di vapore saturo alla temperatura T.
LA CARTA PSICROMETRICA (IGROMETRICA)
La carta psicrometrica è un diagramma di H rispetto a T che contiene curve, ciascuna
caratterizzata da un particolare valore di una proprietà del sistema aria-vapore. I punti di
ciascuna di queste curve corrispondono a valori di umidità assoluta e temperatura per i
quali quella certa proprietà del sistema aria-vapore ha lo stesso valore.
21
Una di queste proprietà che caratterizzano le curve che si trovano sulla carta
psicrometrica è l’umidità relativa (v. Fig. 3.1)
Fig. 3.1
Conoscendo H e T dell’aria, sulla carta è individuato un punto che permette di
apprezzare l’u.r. di tale aria. Viceversa, conoscendo l’u.r. e la temperatura, per mezzo della
carta si può risalire all’umidità assoluta.
Le curve sulla carta psicrometrica si trovano esclusivamente nella zona a destra della
curva di saturazione, cioè della curva relativa al 100% di umidità relativa. Il sistema ariavapore infatti esiste solo a destra della curva di saturazione. Per ogni punto sulla curva di
saturazione, l’umidità e la temperatura sono HS e TS, cioè l’aria è satura di vapore. Se ci
spostiamo a sinistra di tale curva, sia mantenendo uguale la temperatura e aumentando
l’umidità, sia mantenendo uguale l’umidità e diminuendo la temperatura, si va oltre la
saturazione ed il sistema non sarà più aria-vapore ma sarà aria-vapore-acqua.
Un’altra proprietà del sistema aria-vapore che si può conoscere tramite la carta
psicrometrica e che caratterizza altre curve è la temperatura di bulbo umido.
22
Il termometro a bulbo umido è un termometro il cui bulbo è mantenuto costantemente
bagnato. A tale scopo, il bulbo è ricoperto da una calza di materiale fibroso che pesca in un
serbatoio di acqua, mantenuto coperto in modo che l’acqua di questa riserva non evapori.
L’acqua per capillarità bagna la calza e qualunque sia la velocità di evaporazione
dell’acqua dalla calza, tale acqua viene immediatamente rimpiazzata dall’acqua della
riserva.
Immaginiamo di mettere vicino al termometro a bulbo umido un termometro a bulbo
secco. L’aria dell’ambiente in cui si trovano i due termometri ha umidità assoluta H e
temperatura T. H e T non vengono perturbate dall’evaporazione dell’acqua dal bulbo umido
perché l’aria è in grande eccesso rispetto al vapore proveniente dal bulbo umido.
L’aria all’interfaccia con il bulbo umido ha una umidità assoluta che indichiamo con HS,
perché tale aria è satura di vapore. La temperatura del bulbo umido la indichiamo con TS.
Perché TS assuma un valore costante è necessario un ventilatore che renda turbolento il
flusso dell’aria intorno al bulbo umido. Confrontiamo TS con T. TS sarà uguale a T solo se
l’aria dell’ambiente è satura di vapore, ovverosia se H è uguale a HS:
H = HS TS = T
Se invece, come capita generalmente, l’umidità dell’aria dell’ambiente è minore rispetto
alla saturazione avremo:
H < HS TS < T
Per spiegare questa disuguaglianza, supponiamo che, al tempo zero, sia: H<HS e TS=T.
Poiché l’umidità assoluta esprime la concentrazione del vapore nell’aria, la disuguaglianza
HS>H, vuol dire che tale concentrazione è maggiore all’interfaccia con il bulbo umido
rispetto all’aria dell’ambiente. Dunque ci sarà una diffusione del vapore dal bulbo umido
all’aria dell’ambiente. Si verificherà che la massa di vapore che diffonde dal bulbo umido
all’aria è immediatamente rimpiazzata da una uguale massa di vapore che si forma per
evaporazione dal bulbo umido:
dmdiff/dt=dmev/dt
La massa mev che si forma per evaporazione, per formarsi ha bisogno di assorbire calore
latente di evaporazione:
mev=Qlat/
Qlat = calore latente
= calore latente specifico
23
Poiché viene assorbito calore latente, si ha un raffreddamento dell’acqua del bulbo
umido. Si ha questo raffreddamento perché non c’è sorgente esterna di calore (al tempo
zero TS=T) allora il calore latente di evaporazione è assorbito a spese della energia interna
dell’acqua del bulbo umido. Quindi, se diminuisce l’energia interna di tale acqua,
diminuisce anche la temperatura TS rispetto a T. Nel momento in cui TS<T, l’aria intorno al
bulbo umido diventa una sorgente di calore perché la sua temperatura T è maggiore di TS,
per cui si ha che dal bulbo umido il vapore passa all’aria e dall’aria il calore passa al bulbo
umido:
Se l’aria è agitata e si ha un flusso turbolento intorno al bulbo umido si raggiunge uno
stato stazionario di questi processi dopo un tempo abbastanza breve. Allo stato stazionario
il calore latente di evaporazione è interamente fornito dall’aria:
dQlat /dt=q
dove q è il flusso di calore dall’aria al bulbo umido. In queste condizioni la temperatura
del bulbo rimane costante nel tempo (TS=cost) e questa temperatura viene definita
temperatura di bulbo umido.
CONDIZIONI DI STATO STAZIONARIO:
dmdiff
dt
dmev q
cost
dt
dmdiff /dt = velocità di diffusione del vapore dal b.u. all’aria
dmev /dt = velocità di evaporazione dell’acqua sul b.u.
q = velocità di trasferimento di calore dall’aria al b.u.
= calore latente specifico di evaporazione dell’acqua
Le condizioni di stato stazionario riguardano due processi: il trasferimento di massa e il
trasferimento di calore. Per descrivere il trasferimento di calore si usa il diagramma della
temperatura rispetto alla distanza.
24
Si tratta del caso in cui il calore passa da un fluido (aria) ad una parete (superficie del
b.u.). Nell’aria dell’ambiente la temperatura è uniforme perché il flusso è turbolento ad
opera del ventilatore. Adiacente alla superficie del bulbo umido c’è uno strato di aria a
flusso laminare di spessore L e attraverso questo strato si ha una caduta lineare di
temperatura, cioè il gradiente di temperatura è costante, il calore viene trasferito per
conduzione in condizioni di stato stazionario.
Il flusso termico q sarà (v. Eq. 2.2):
q AhT TS
h
Eq. 3.1
k
L
A = area del bulbo umido
h = coefficiente di trasferimento di calore
k = conducibilità termica dell’aria
Per il trasferimento di massa viene fatto un diagramma analogo dove al posto di T in
ordinata è riportata H, l’umidità assoluta.
25
La velocità con cui il vapore diffonde dalla superficie del bulbo umido all’aria è:
dmdiff
dt
AK H S H
Eq. 3.2
K = coefficiente di trasferimento di massa
HS = umidità assoluta all’interfaccia aria-bulbo umido
H = umidità assoluta dell’aria nella zona a flusso turbolento
K
D
L
D = coefficiente di diffusione del vapore nell’aria
Allora le condizioni di stato stazionario possono essere descritte dalla seguente
equazione:
h
T TS K H S H
Eq. 3.3
Questa equazione può essere riarrangiata ricavando H in funzione di T:
H HS
h
h
TS
T
K
K
Eq. 3.4
Analizziamo il rapporto h/K: h e K variano se cambia la velocità del ventilatore perché
questa velocità determina lo spessore del film di aria a flusso laminare adiacente alla
superficie del bulbo umido, ma il loro rapporto non varia:
h
k
K D
k = conducibilità termica dell’aria
Eq. 3.5
26
D = coefficiente di diffusione del vapore nell’aria
k e D non dipendono dalla velocità del ventilatore, quindi dalle Eq. 3.4 e 3.5 risulta che,
per determinati valori di umidità e temperatura dell’aria, la TS è indipendente dalla velocità
del ventilatore. k, D e dipendono dalla temperatura, quindi il rapporto h/K a rigore non è
costante, ma se si considerano gli intervalli di temperatura che ci interessano, che
caratterizzano le condizioni dell’aria nei processi industriali, tale rapporto può essere
considerato, in prima approssimazione, indipendente dalla temperatura. Quindi, l’Eq. 3.4 è
l’equazione di una retta “virtuale” nelle variabili H e T, cioè, quelle della carta
psicrometrica. In effetti, sulla carta psicrometrica si trovano le cosiddette linee di bulbo
umido, cioè rette virtuali parallele, descritte dall’Eq. 3.4, aventi pendenza -h/K, differenti
tra loro per le coppie HS e TS, ciascuna delle quali individua un punto sulla curva di
saturazione da cui ha origine la linea di bulbo umido (v. Fig. 3.2):
27
Fig. 3.2
Fig. 3.3
28
I valori da cui tali linee hanno origine sono distanziati da intervalli uguali (di 1, o di 5).
Le linee di bulbo umido servono per determinare l’umidità dell’aria, avendo a
disposizione un termometro a bulbo umido. Infatti con il termometro a bulbo umido
misuriamo TS, che individua sulla curva di saturazione della carta psicrometrica un punto
corrispondente a una linea di bulbo umido (v. Fig. 3.3). Siccome queste linee sono riportate
a distanze scalari non è detto che TS coincida esattamente con una linea di bulbo umido
riportata sulla carta, ma si può interpolare tra queste linee dato che sono parallele e vicine
tra loro. Per trovare Ha dell’aria che stiamo esaminando basta cercare sulla linea di b.u. il
punto corrispondente alla temperatura dell’aria, Ta. A questo punto, conoscendo Ha e Ta si
può trovare l’u.r. (v. Fig. 3.3). Questo è un primo esempio di utilizzo pratico della carta
psicrometrica.
Stiamo considerando le proprietà del sistema aria-vapore che caratterizzano le curve
riportate sulla carta psicrometrica. Abbiamo visto che una proprietà è l’umidità relativa,
un’altra è la temperatura di bulbo umido; infatti la caratteristica comune dei punti che si
trovano su una linea di bulbo umido è la temperatura di bulbo umido. Se prendiamo dei
punti su una di queste linee ciascuno di questi punti corrisponde ad una coppia H,T e
identifica le condizioni dell’aria. Per le condizioni corrispondenti ai punti di una stessa
linea la temperatura di bulbo umido è la stessa.
Un’altra proprietà del sistema aria-vapore è l’entalpia per unità di massa di aria.
Esistono, sulla carta psicrometrica, curve i cui punti corrispondono a condizioni dell’aria, H
e T, per le quali l’entalpia dell’unità di massa di aria con associato vapore è la stessa.
Queste linee si chiamano linee isoentalpiche. Al variare di H e T lungo queste linee si ha:
Ent (aria+vapore)/maria = cost
Variazioni di H e T a parità di entalpia si verificano nel processo di saturazione
adiabatica dell’aria. Perché l’entalpia sia costante dobbiamo assumere che non ci siano
scambi di calore con l’esterno; dobbiamo assumere un processo adiabatico. Nel corso del
processo H e T cambiano, ma devono cambiare senza che il sistema aria-vapore scambi
calore con l’esterno. Questo è un processo in cui l’aria si satura di vapore in condizioni
adiabatiche. Se l’aria si satura di vapore, cambia la sua umidità assoluta. Se questo avviene
in condizioni adiabatiche, cambia anche la sua temperatura perché se vogliamo che l’aria
acquisti vapore occorre che ci sia acqua che evapora e affinché l’acqua evapori occorre
29
fornire calore latente. In condizioni adiabatiche il calore latente può essere fornito solo
dall’aria. L’aria cede calore sensibile all’acqua e si raffredda, l’acqua lo assorbe come
calore latente ed evapora, il vapore va nell’aria. Questo è un processo in cui l’aria si satura
di vapore in condizioni adiabatiche. Il contenuto termico dell’unità di massa di aria rimane
costante perché il calore sensibile che essa cede all’acqua lo riacquista come vapore, che
trasporta una quantità di calore latente uguale al calore sensibile ceduto dall’aria. Per
ricavare l’equazione delle linee isoentalpiche devono essere uguagliati il calore sensibile
ceduto dall’unità di massa d’aria e il calore latente acquistato dalla massa di acqua, mev,
fatta evaporare dalla massa unitaria di aria. Supponendo che il processo arrivi alla
saturazione dell’aria, si ha:
CP T TS mev
Dalla definizione di H, si ha:
mev H S H
Dunque:
CP T TS H S H
Eq. 3.6
CP
Eq. 3.7
Cioè:
H HS
TS
CP
T
Cp/, per intervalli di temperatura non troppo grandi, è virtualmente costante. Per il
sistema aria-vapore d’acqua, si riscontra la seguente uguaglianza virtuale:
CP
h
K
Quindi le linee isoentalpiche, dette anche linee di saturazione adiabatica, si
sovrappongono, sulla carta psicrometrica, alle linee di bulbo umido (cfr. Eqq. 3.7 e 3.4) e
non c’è distinzione tra esse se non per il significato fisico.
30
Un’altra informazione che serve per il controllo dei processi farmaceutici è il volume umido
(VU) dell’aria. Esso è il volume dell’aria umida per unità di massa di aria secca:
VU
Variaumida
maria
Questa informazione può essere ricavata dalla carta psicrometrica.
Fig. 3.4
Come appare in Fig. 3.4, sul diagramma H,T è riportato, sovrapposto, il diagramma del
volume specifico, V, (volume per unità di massa di aria secca espresso in m3/Kg) rispetto
alla temperatura. Il diagramma riporta la curva del volume umido dell’aria satura; questa
curva è indicata con VS, dove con VS si intende il volume umido dell’aria satura. E’ riportata
inoltre una retta, indicata con Va, che descrive la variazione di Va, volume specifico
dell’aria secca, rispetto a T. Questa variazione è lineare perché l’aria a P=1atm segue la
legge dei gas perfetti.
Supponiamo di avere nel diagramma H,T un punto A, caratterizzato da HA e TA, e di voler
conoscere VU in tali condizioni dell’aria. Troviamo, tramite le curve VS,T e Va,T i rispettivi
valori VS,A e Va,A relativi alla temperatura TA. C’è una correlazione tra il volume umido che
si vuole calcolare e questi due volumi specifici:
VU VS ,A Va ,A H r ,A Va ,A
dove:
Eq. 3.10
31
H r ,A
HA
H S ,A
Questa correlazione si ricava facilmente dalla legge dei gas perfetti:
VS
nS na RT
maria
Va
VU
P
na RT
maria P
nU na RT
maria
VU Va nu
H
Hr
VS Va nS H S
P
Eq. 3.11
Dall’Eq.3.11 si passa facilmente all’Eq. 3.10.
A questo punto siamo in grado di trovare sulla carta psicrometrica il volume umido
dell’aria che ha le condizioni rappresentate da qualsiasi punto che si trova sul diagramma
H,T usando le due curve VS,T e Va,T. Con l’Eq. 3.10 troveremo un VU compreso tra i due
valori VS e Va che stanno su queste due curve.
L’aspetto di diverse carte psicrometriche si può vedere nelle Figg. 2-1A e 2-1B, Rif. 2, p.
24-25 e nella Fig. 11, Rif. 5, p. 247. Sulla carta psicrometrica rappresentata nella Fig. 11,
Rif. 5, p. 247 il valore del volume umido si legge direttamente su linee di volume umido, i
punti di ciascuna delle quali corrispondono a coppie H,T per le quali VU è uguale.
32
CAPITOLO 4
ESSICCAMENTO DEI SOLIDI PARTICELLARI
Un solido particellare è, ad es., una polvere o un granulato. Nel processo di essiccamento
viene rimossa l’acqua dal materiale umido. Una polvere può essere umida perché, per
esempio, è stata macinata a umido. Un granulato è umido se è stato preparato con il metodo
di granulazione a umido. Si fa l’essiccamento perché la polvere, così come il granulato, per
essere ulteriormente manipolati devono avere un basso contenuto di umidità, perché, per
esempio, le polveri eccessivamente umide sono scarsamente scorrevoli. Inoltre troppa
acqua nel materiale diminuisce la stabilità chimica, e può verificarsi, per esempio, idrolisi.
Un particolare processo di essiccamento è quello che si ha nel rivestimento delle compresse
o dei granulati; nel processo di confettatura, per esempio, è coinvolta una operazione di
essiccamento: il rivestimento viene applicato a umido e poi, durante il rivestimento il
solvente viene fatto evaporare.
L’acqua di impregnazione può essere in differenti stati:
1) ACQUA LIBERA: costituisce una fase distinta dalla fase solida e quest’acqua libera
può essere pura ma più spesso contiene dei soluti perché essendo quest’acqua a contatto
con dei solidi, in parte scioglie tali sostanze, quindi, più spesso quest’acqua libera in realtà
è una soluzione.
2) ACQUA ADSORBITA SULLA SUPERFICIE DEL SOLIDO: le molecole d’acqua
sono stabilmente legate da forze di adesione alla superficie del materiale solido. Questo
significa che le forze di adesione sono più intense di quelle di coesione dell’acqua.
3) ACQUA DI CRISTALLIZZAZIONE: se la sostanza solida forma dei cristalli idrati,
l’acqua occupa delle posizioni precise all’interno del reticolo cristallino. Per le sostanze
amorfe, solide, l’acqua può essere inglobata all’interno in soluzione solida.
L’energia per unità di massa di acqua libera per allontanare l’acqua libera è il calore
latente specifico di evaporazione.
Poichè le forze di adesione con cui l’acqua è adsorbita sul materiale solido sono maggiori
delle forze di coesione dell’acqua, l’energia per unità di massa per desorbire l’acqua
(allontanare l’acqua adsorbita) è maggiore del calore latente specifico.
33
Per quanto riguarda l’acqua di cristallizzazione, l’energia per allontanarla dipende
dall’energia del reticolo cristallino.
L’energia è fornita da una sorgente di calore, e il calore è trasferito dalla sorgente al
materiale con tre meccanismi diversi: conduzione, convezione e irraggiamento. A rigore, in
ciascun processo di essiccamento questi tre meccanismi coesistono anche se ne prevale
uno, a seconda della sorgente.
L’essiccamento non consiste solo nel trasferimento di calore dalla sorgente al materiale
ma anche nel trasferimento di massa, cioè, una volta che si è formato vapore per
evaporazione dell’acqua di impregnazione, ci deve essere un sistema per allontanare
rapidamente il vapore che si sviluppa dal materiale umido. Ci sono due metodi per farlo: 1)
mediante un flusso di aria, oppure 2) mediante il vuoto.
Nell’essiccamento ci sono diversi modi di disporre il letto del materiale (l’insieme delle
particelle solide). L’essiccamento può essere fatto:
- A LETTO FISSO o STATICO: le particelle solide rimangono in posizioni relative
fisse.
- A LETTO MOBILE: le posizioni relative delle particelle variano nel tempo perché il
letto può essere rimescolato o ci può essere scorrimento.
- A LETTO FLUIDO: le particelle sono separate le une dalle altre perché sono sospese in
una corrente di gas e formano un sistema che ha le caratteristiche fisiche macroscopiche di
un liquido.
- SISTEMI PNEUMATICI: le particelle sono convogliate in una corrente di gas.
ESSICCAMENTO A LETTO FISSO (STATICO)
Consideriamo uno strato di materiale umido. Nel corso del suo essiccamento esso passa
attraverso i seguenti stati:
34
FASI DELL’ESSICCAMENTO A LETTO FISSO (STATICO)
1) STATO CAPILLARE:
gli spazi interparticellari sono completamente riempiti dall’acqua
(capillari). Man mano che l’acqua evapora dalla superficie, essa
viene immediatamente rimpiazzata dall’acqua che migra dall’interno
dello strato alla superficie per capillarità: la superficie è
costantemente bagnata. Con il procedere dell’essiccamento, il
volume degli spazi interparticellari diminuisce, il grado di
impaccamento delle particelle aumenta, il letto del materiale si
contrae. Lo stato capillare esiste finché le particelle non hanno
raggiunto il massimo grado di impaccamento: a questo punto il
volume degli spazi interparticellari non può più diminuire, dunque,
con il procedere dell’essiccamento tali spazi cominciano a svuotarsi.
2) STATO FUNICOLARE:
gli spazi interparticellari non sono più completamente riempiti
dall’acqua. La superficie delle particelle all’interno del letto è
rivestita da un film d’acqua, il cui spessore diminuisce
progressivamente. La velocità di migrazione dell’acqua dall’interno
alla superficie del letto è molto più bassa che nello strato capillare e
diminuisce al diminuire dello spessore del film di acqua. Poiché tale
migrazione è più lenta dell’evaporazione dalla superficie del letto,
tale superficie è secca. Gli eventuali soluti migrano con l’acqua e
seccano sulla superficie del letto.
3) STATO PENDOLARE:
l’acqua libera è raccolta solo nei punti di contatto tra le particelle e
non migra affatto. L’evaporazione avviene dall’interno del letto e il
vapore diffonde verso la superficie di esso attraverso gli spazi
interparticellari.
4) Alla fine dello stato pendolare è stata allontanata tutta l’acqua
libera. Rimane l’acqua adsorbita e, eventualmente, l’acqua di
cristallizzazione, se il solido è una forma idrata, o l’acqua inglobata
nel solido, se questo è amorfo.
35
Ora consideriamo la velocità di essiccamento dello strato. La velocità di essiccamento
sarà diversa a seconda che il materiale si trovi nello stato capillare, funicolare o pendolare.
Stato stazionario o quasi-stazionario
Nello stato capillare la superficie evaporante è costantemente bagnata. Una sorgente
fornisce calore il quale arriva alla superficie evaporante. Non appena la sorgente inizia a
cedere calore al letto di materiale umido parte del calore acquistato dal materiale nell’unità
di tempo è calore sensibile che riscalda il materiale, una parte del calore assorbito dal
materiale è calore latente di evaporazione che fa evaporare l’acqua alla superficie del letto.
Man mano che il materiale si riscalda l’evaporazione diviene più rapida e quindi, se la
velocità di trasferimento di calore è costante, aumenta la frazione di calore assorbita dal
materiale come calore latente rispetto al calore sensibile. Quindi il materiale evapora
sempre più rapidamente e si riscalda sempre di meno. Dopo un tempo relativamente breve
dall’inizio del riscaldamento, il calore acquistato dal materiale nell’unità di tempo è al
100% calore latente di evaporazione, la temperatura del materiale rimane costante e la
velocità con cui si forma vapore sulla superficie è uguale alla velocità con cui questo
vapore si allontana dalla superficie. Dopo breve tempo, cioè, si raggiunge uno stato
stazionario, o quasi-stazionario, descritto da queste equazioni:
dmdiff
dt
dmev 1 d cal.latente 1
qt
dt
dt
dmdiff /dt = velocità di allontanamento del vapore dalla superficie
dmev /dt = velocità di evaporazione
d[cal.latente]/dt = velocità di assorbimento del calore latente
= calore latente specifico
q(t) = velocità di trasferimento di calore, che può essere variabile nel tempo, dalla
sorgente alla superficie evaporante
Nello stato stazionario o quasi-stazionario queste uguaglianze sono vere in qualsiasi
istante, però nello stato stazionario queste velocità rimangono costanti nel tempo mentre
nello stato quasi-stazionario cambiano nel tempo, però cambiano tutte insieme perché ad
ogni istante queste uguaglianze rimangono rispettate. E’ chiaro che il raggiungimento dello
stato stazionario o quasi-stazionario è reso possibile dal fatto che la superficie evaporante è
36
costantemente bagnata e quindi queste condizioni sono vere solo nello stato capillare.
L’espressione più utile della velocità di essiccamento, VE(t), è la seguente:
V E t
1
qt
dmdiff
dt
Eq. 4.1
Il flusso termico quantifica il processo di trasferimento di calore, la velocità di diffusione
quantifica il processo di trasferimento di massa.
Se esplicitiamo i due membri dell’Eq. 4.1 in funzione delle grandezze fisiche del sistema,
abbiamo una espressione della velocità di essiccamento in funzione delle variabili
dell’impianto. L’Eq. 4.1 verrà esplicitata nei vari casi, a seconda di come viene trasferito il
calore e allontanato il vapore. In tutti i casi l’Eq. 4.1 si applica solo nella parte
dell’essiccamento in cui il materiale è nello stato capillare.
Calore fornito per convezione
Quando il calore viene fornito per convezione c’è un flusso di aria calda che scorre sulla
superficie del letto di materiale. Il sistema può essere schematizzato così:
Supponiamo che questo letto sia nello stato capillare. Sulla sua superficie scorre aria che
ha una certa temperatura T ed una certa umidità assoluta H, entrambe mantenute costanti.
Naturalmente si raggiunge lo stato stazionario o quasi-stazionario e alla superficie
evaporante avremo una umidità assoluta HS (perché l’aria a contatto con la superficie
evaporante è satura di vapore) e una temperatura TS. Questa è una condizione esattamente
uguale a quella del termometro a bulbo umido. Quindi, combinando le Eq. 3.1, 3.2 e 4.1, si
ha:
VE
1
AhT TS AK H S H
Eq. 4.2
VE non è funzione del tempo perché T e H dell’aria sono mantenute costanti. Se
prendessimo un termometro a bulbo umido e lo immergessimo nella corrente d’aria,
dovremmo in teoria trovare una temperatura uguale a TS.
37
Calore fornito per conduzione
Nel caso della conduzione la sorgente di calore è una piastra riscaldata che è il supporto
del vassoio, mantenuta a temperatura costante, TP.
Il calore si trasferisce dalla piastra alla superficie evaporante, attraversando lo spessore,
L, dello strato di materiale. Sappiamo che, in condizioni di stato stazionario o quasistazionario, il flusso termico è dato da:
k
qt A (TP TS )
L
Eq. 4.3
dove TS = temperatura della superficie evaporante (v. Eq. 2.2).
Per quanto riguarda l’allontanamento del vapore che si forma ci sono due possibilità:
1) utilizzare una corrente d’aria per trasportare via il vapore, utilizzando aria non
riscaldata;
2) utilizzare il vuoto, cioè fare in modo che il vapore si allontani dalla superficie
evaporante perché, essendo l’ambiente vuoto, il vapore diffonde rapidamente.
Caso dell’aria:
Sappiamo che, in condizioni di stato stazionario o quasi-stazionario, è valida l’Eq. 3.2.
Combinando le Eqq. 3.2, 4.3 e 4.1 si ha:
VE t
Ak
TP TS AK H S H
L
Eq. 4.4
dove HS è l’umidità assoluta dell’aria alla superficie evaporante.
Caso del vuoto:
In questo caso l’Eq. 4.1 si esplicita nel modo seguente:
VE t
Ak
TP TS PS P
L
Ri
Eq. 4.5
PS = pressione del vapore saturo alla superficie evaporante
P = pressione del vapore all’uscita dall’impianto
38
Ri = sommatoria delle resistenze diffusive costituite da strozzature che il vapore
attraversa nel percorso dalla superficie evaporante all’uscita dall’impianto.
La VE è funzione del tempo perché questo è uno stato quasi-stazionario. Infatti man mano
che l’acqua si allontana dal materiale k diminuisce. I materiali sottoposti a essiccamento
sono solitamente organici, con k piccola, che viene aumentata dalla presenza dell’acqua;
quindi, se l’acqua evapora, k diminuisce.
Poiché VE(t) diminuisce nel tempo diminuiscono, al secondo membro dell’Eq. 4.4 (o
4.5), anche HS (o PS) e quindi anche TS, che è correlata direttamente con HS (o PS).
Per allontanare il vapore, si è detto, può essere usata una pompa da vuoto.
Preferibilmente, quando si fa il vuoto si può usare, oltre alla pompa da vuoto, anche un
condensatore perché la pompa da vuoto serve per allontanare l’aria, mentre il condensatore
serve per allontanare il vapore, condensandolo ad acqua. In tal caso P è la pressione del
vapore sulla superficie del condensatore. In generale P è la pressione del vapore nel punto
in cui si considera che il vapore sia uscito dal sistema di essiccamento.
L’aria a contatto con la superficie evaporante ha come condizioni TS e HS. L’aria lontana
dalla superficie evaporante avrà una temperatura minore di TS, in quanto abbiamo visto che
l’aria è usata non per fornire calore, ma per allontanare il vapore. L’umidità assoluta di
questa aria sarà più bassa di HS dato che deve trascinare via il vapore. Se TS e HS sono
troppo elevati, la velocità con cui il vapore si sviluppa e va nell’aria potrebbe portare l’aria
a superare il suo punto di saturazione (punto di rugiada) e il vapore che si libera dalla
superficie evaporante ricondenserebbe nell’aria. Il vapore non deve ricondensare perché
l’acqua potrebbe andare a depositarsi indebitamente su qualche parte dell’impianto. Se si
usa il vuoto, invece dell’aria, il discorso vale per le pareti della camera o le superfici
dell’impianto con cui il vapore che si sviluppa viene a contatto, sulle quali il vapore
potrebbe ricondensare. Quindi, quello che non si deve fare è riscaldare troppo il materiale.
39
Calore fornito per irraggiamento
C’è una sorgente di energia che irradia raggi IR. Anche in questo caso la temperatura
della sorgente è costante e la indichiamo con K perché nell’equazione della velocità di
trasferimento di calore la temperatura si esprime in gradi Kelvin. Sulla superficie
evaporante avremo una temperatura KS, e una umidità HS, se usiamo l’aria per trascinare
via il vapore, o una pressione PS, se il vapore viene allontanato con il vuoto.
In questo caso la velocità di trasferimento di calore per irraggiamento si esprime
mediante la legge di Stefan-Boltzmann:
q Ae K 4 K S4
= costante di Stefan-Boltzmann
e = coefficiente di emissione o emissività. E’ un coefficiente che varia tra 0 e 1 e
rappresenta la proprietà che ha la superficie di emettere energia radiante, confrontata con
quella di un corpo di riferimento in cui la proprietà di emettere energia radiante è massima.
La proprietà di emettere energia radiante nell’unità di tempo da parte della superficie di un
corpo è uguale alla proprietà che la superficie ha di assorbire energia radiante nell’unità di
tempo. La superficie ideale, ovverosia quella che emette la massima energia radiante
nell’unità di tempo e dunque assorbe totalmente l’energia radiante nell’unità di tempo, è il
corpo nero, che assorbe il 100% dell’energia radiante che incide sulla sua superficie. E’ un
ideale assorbitore e dunque anche un ideale emissore di energia radiante. Evidentemente,
allora, sia la sorgente di energia radiante che la superficie evaporante del materiale
emettono e assorbono energia radiante nell’unità di tempo. La velocità con cui la superficie
evaporante assorbe calore è data dalla differenza tra la velocità con cui questa superficie
assorbe energia radiante meno la velocità con cui questa superficie la emette. Questa
differenza dà la quantità di calore assorbita dalla superficie nell’unità di tempo.
40
Queste velocità di emissione o di assorbimento di energia radiante, secondo la legge di
Stefan-Boltzmann, sono proporzionali alla quarta potenza della temperatura assoluta.
Anche negli essiccatori in cui il calore viene fornito per irraggiamento il trasferimento di
massa (allontanamento del vapore) viene realizzato mediante 1) una corrente di aria, o 2) il
vuoto.
Applicando l’Eq. 4.1 al caso presente, si ha:
Caso dell’aria:
VE
Ae
K
4
K S4 AK H S H
Caso del vuoto:
VE
Ae
K
4
K S4
PS P
Ri
Qui lo stato è stazionario perché le grandezze che compaiono nell’equazione, quando lo
stato è capillare, non cambiano in modo significativo nel tempo e quindi la velocità di
essiccamento, VE, è costante.
Andamento della velocità di essiccamento in funzione del contenuto di
umidità del materiale
Se lo stato è capillare e siamo in condizioni di stato stazionario, VE non varia; però
bisogna tenere presente che, finito lo stato capillare, il materiale è ancora umido e quindi ci
sono delle fasi successive allo stato capillare, che sono lo stato funicolare e lo stato
pendolare, in cui l’acqua è ancora presente e la velocità di essiccamento non è più espressa
dalle equazioni viste fino ad ora.
Riportiamo in diagramma VE in funzione del peso del materiale in eccesso rispetto al
peso di equilibrio, Wecc(%). Spieghiamo il significato di Wecc(%). Quando l’essiccamento è
finito, il contenuto di umidità nel materiale non può essere zero perché alla fine
dell’essiccamento il materiale raggiunge l’equilibrio con l’ambiente in cui esso si trova;
quindi, l’umidità che è presente nel materiale alla fine dell’essiccamento è in equilibrio
termodinamico con l’umidità dell’ambiente che circonda il materiale, che spesso è aria.
Perché alla fine dell’essiccamento il materiale avesse umidità zero occorrerebbe che l’aria
dell’ambiente circostante avesse umidità zero. Questa proprietà si potrebbe realizzare, ma
non viene realizzata nella maggior parte dei casi, perché la condizione per cui l’aria ha
41
umidità zero è che la temperatura sia superiore ai 100°C. Raramente, nei sistemi usuali di
essiccamento di materiali farmaceutici, si fa equilibrare il materiale con un aria che ha una
temperatura di 100°C. Se si usa il vuoto, per avere umidità zero occorrerebbe che il vuoto
fosse estremamente spinto e anche questo è raro. Questo significa che, alla fine
dell’essiccamento, il materiale si mette in equilibrio termodinamico con l’ambiente
circostante che ha una umidità maggiore di zero e dunque, anche l’umidità del materiale in
equilibrio è maggiore di zero, cioè, acqua residua è contenuta nel materiale quando
l’essiccamento è finito. All’equilibrio termodinamico, l’attività termodinamica dell’acqua
nell’ambiente è uguale all’attività termodinamica dell’acqua nel materiale. L’attività
termodinamica dell’acqua nell’ambiente è espressa dall’umidità relativa, che è il rapporto
tra la pressione parziale del vapore e la pressione di saturazione del vapore a quella
temperatura (P/PS). Quindi il contenuto di umidità residua del materiale dipende
dall’umidità relativa dell’ambiente.
Il peso del materiale in eccesso rispetto al peso di equilibrio si esprime nel modo
seguente:
Wecc %
W t Weq
Weq
100
W(t) = peso del materiale al tempo t del processo di essiccamento
Weq = peso del materiale all’equilibrio (processo di essiccamento terminato)
W(t)-Weq dà il peso dell’acqua in eccesso rispetto all’acqua contenuta all’equilibrio. E’
chiaro che quando siamo all’equilibrio il numeratore diviene 0 e l’acqua in eccesso è 0.
Ora vediamo come varia VE in funzione di Wecc(%) nei casi in cui il calore si trasferisce
per convezione o per irraggiamento:
42
Fig. 4.1
Le condizioni iniziali corrispondono al punto A, maggiore di zero. Poi si ha un rapido
riscaldamento (A-B), prima di raggiungere lo stato stazionario. Al punto B si raggiunge lo
stato stazionario, dove la velocità di essiccamento diviene costante, che dura fino a che
esiste lo stato capillare.
Finito lo stato capillare, finisce lo stato stazionario. Si passa allo stato funicolare. Nello
stato funicolare la velocità di essiccamento non è più descritta dalle equazioni viste
precedentemente, che si riferiscono solo ed esclusivamente allo stato capillare. La velocità
di essiccamento è determinata, nello stato funicolare, dalla velocità di migrazione
dell'acqua dall’interno del letto alla sua superficie, che ora è secca perché l’acqua evapora
completamente non appena raggiunge la superficie. Dunque, la velocità di essiccamento
diminuisce con il procedere dell’essiccamento perché con il diminuire del contenuto
d’acqua del materiale, cioè man mano che Wecc diminuisce, diminuisce anche la velocità di
migrazione dell’acqua verso la superficie evaporante. Quindi al punto C, quando è finito lo
stato capillare, inizia una diminuzione lineare della velocità di essiccamento.
Successivamente la velocità di essiccamento diminuisce ancora perché, quando dallo
stato funicolare si passa allo stato pendolare e l’acqua non migra più, l’evaporazione non si
ha più alla superficie dello strato ma si ha dall’interno del letto di materiale perché qui ci
43
sono goccioline di acqua che si trovano nei punti di contatto delle particelle di materiale. La
velocità di essiccamento è sempre più bassa perché le dimensioni di queste goccioline
diminuiscono. Questa caduta di VE da D fino a zero non è lineare. A volte, a seconda del
tipo di materiale, si può andare da C a zero in modo curvilineo, senza avere il tratto lineare
C-D.
Siamo certi che lo stato stazionario corrisponde allo stato capillare, e siamo anche certi
che l’inizio del tratto C-D corrisponde allo stato funicolare; successivamente però non c’è
una transizione netta dalla caduta lineare alla caduta curvilinea di VE. Il grafico in Fig. 4.1 è
una schematizzazione, infatti nella transizione da uno stato al successivo non ci sono mai,
nella pratica, discontinuità nette.
Sicuramente verso la fine dell’essiccamento l’acqua libera è stata allontanata. Infatti,
l’umidità relativa dell’ambiente in cui si trova il materiale è più bassa del 100%, quindi la
pressione del vapore nell’ambiente che circonda il materiale è minore della pressione di
vapore saturo. Se l’umidità relativa è inferiore al 100%, poiché l’acqua residua nel
materiale è in equilibrio con un ambiente che ha umidità relativa inferiore alla saturazione,
è chiaro che tale acqua non può essere acqua libera. Quindi, quando il materiale si equilibra
con l’ambiente l’acqua residua nel materiale è acqua legata: può essere acqua adsorbita,
acqua di cristallizzazione, acqua in soluzione solida nel materiale se il materiale è amorfo.
Confrontiamo ora il grafico VE vs. Wecc(%) (Fig. 4.1) con il grafico TS vs. Wecc(%) (Fig.
4.2):
44
Fig. 4.2
Nel secondo diagramma, con TS si intende la temperatura alla superficie del materiale. Si
prende come punto di riferimento la superficie del materiale perché qui avviene la maggior
parte dell’evaporazione, però, siccome lo strato di materiale è sottile, la temperatura della
superficie del materiale non è sostanzialmente diversa dalla temperatura media del
materiale. Inizialmente il materiale è freddo (A), poi si ha un riscaldamento abbastanza
rapido, quindi TS raggiunge un valore costante per tutto il periodo dello stato stazionario (BC). Quando è finito lo stato capillare l’evaporazione è più difficile. La velocità di
essiccamento diminuisce, cioè l’evaporazione dell’acqua è sempre più lenta. La velocità di
trasferimento di calore tende ad essere maggiore della velocità di assorbimento del calore
come calore latente, per cui il materiale si riscalda. Man mano che l’acqua si allontana la
temperatura del materiale tende ad avvicinarsi a quella della sorgente. Si arriva infine alla
temperatura di equilibrio Teq con la sorgente di calore.
Lo stato stazionario si ha quando il calore viene fornito per convezione o per
irraggiamento. Quando il calore viene fornito per conduzione, come già abbiamo visto, lo
45
stato non è stazionario, ma quasi-stazionario (v. Eqq. 4.4 e 4.5). I grafici in Fig. 4.2 nel caso
della conduzione sono leggermente diversi. Nei sistemi a conduzione, nel tratto B-C la
velocità VE e la temperatura non sono rigorosamente costanti, ma diminuiscono
leggermente nel tempo, per le ragioni illustrate in precedenza.
Per favorire i processi di trasferimento di calore e di trasferimento di massa e renderli più
rapidi è chiaro che conviene massimizzare il rapporto tra l’area della superficie evaporante
e il volume del letto, questo significa rendere piccolo lo spessore dello strato di materiale,
compatibilmente con le dimensioni della camera di essiccamento.
Sistemi di essiccamento a letto fisso più usati
I sistemi di essiccamento a letto fisso più usati adoperano l’aria per fornire il calore e per
allontanare il vapore. Si tratta di sistemi a letto fisso, a convezione.
46
Fig. 4.3
La stufa a ventilazione (v. Fig. 4.3) è una camera le cui pareti esterne sono isolate
termicamente, cioè, sono imbottite di materiale poroso, ricco di aria che fa da isolante
termico. All’interno di questa camera c’è una doppia parete perforata, fatta di metallo. Tra
le due pareti interne perforate è disposta una pila di vassoi, posti su supporti. In basso c’è
un sistema che fa fluire l’aria secondo le frecce. C’è una apertura a sinistra e una apertura a
destra. Il ventilatore aspira l’aria da sinistra verso destra e la comprime verso l’uscita di
destra. La differenza di pressione tra l’intercapedine di sinistra e quella di destra è molto
piccola, ma sufficiente per garantire il flusso. L’aria, poiché l’apertura di uscita è limitata,
in parte esce ed in parte ricircola, cioè passa più volte sul materiale che si trova sui vassoi e
ci passa perché le pareti interne sono perforate. Prima di passare sui vassoi l’aria passa in
basso su un sistema di riscaldamento. Questo sistema di riscaldamento può essere una
resistenza elettrica termostatabile. Nei sistemi industriali come sorgente di calore per
riscaldare l’aria si usa uno scambiatore di calore in cui passa vapore saturo, termostatabile
in quanto regolando la pressione di vapor saturo si regola la sua temperatura. L’aria quindi
viene spinta sui vassoi dal ventilatore, ad una temperatura costante. E’ necessario un
continuo riscaldamento dell’aria perché quando questa passa sui vassoi cede calore
sensibile per fare evaporare l’acqua che impregna il materiale e quindi dopo un passaggio
47
sui vassoi l’aria si raffredda. L’apertura di uscita dell’aria è abbastanza piccola da fare in
modo che solo una piccola parte del volume che il ventilatore spinge esca dalla camera, la
maggior parte passa sui vassoi. Quindi il maggior volume di aria nell’unità di tempo passa
sui vassoi rispetto a quello che esce dalla camera, cioè l’aria viene ricircolata. E’ intuitivo
che con la ricircolazione si risparmia calore. Infatti, la velocità di essiccamento non è tale
da allontanare una sufficiente quantità di umidità in un solo passaggio dell’aria sul
materiale umido. Spieghiamo meglio. Poiché questo è un sistema di essiccamento per
convezione, è valida l’Eq. 4.2 nello stato stazionario dell’essiccamento (stato capillare del
materiale). La velocità di essiccamento è la massa di vapore che viene allontanato dal
materiale nell’unità di tempo. Questa velocità è piccola nel nostro caso, relativamente ad
altri sistemi di essiccamento che vedremo in seguito, perché rispetto a questi sistemi è
piccola A, l’area della superficie evaporante, è piccolo h, il coefficiente di trasferimento di
calore ed è piccolo K, il coefficiente di trasferimento di massa. h e K dipendono dalla
velocità di flusso dell’aria e questa velocità di flusso nel nostro caso è relativamente bassa.
La velocità di essiccamento nello stato capillare è così piccola che un solo passaggio
dell’aria allontanerebbe una quantità di umidità troppo piccola. Questo significa che per
allontanare tutta l’acqua occorrerebbe un grande volume d’aria, ma questo è sconveniente
perché quest’aria deve essere riscaldata fornendo calore sensibile. Se in un solo passaggio
evaporasse una piccola quantità di acqua, l’aria si trascinerebbe via la maggior parte del
calore che le abbiamo fornito; quindi, se usiamo grandi volumi di aria sprechiamo grandi
quantità di calore. Viceversa, se l’aria viene ricircolata, lo stesso volume d’aria passa più
volte sul materiale umido e ad ogni passaggio cede calore ed acquista vapore, quindi prima
di uscire questo volume di aria ha acquistato una sufficiente quantità di vapore. Quindi il
rendimento termico è reso accettabile. In altri termini: se forniamo calore sensibile all’aria
mediante una sorgente di calore il nostro interesse è che la maggior parte possibile di
questo calore sia assorbito dall’acqua come calore latente per l’evaporazione. In un solo
passaggio sul materiale la percentuale di calore ceduto dall’aria all’acqua sarebbe molto
bassa; allora si fa la ricircolazione dell’aria perché il processo sia reso conveniente dal
punto di vista economico.
La grandezza della apertura di uscita influenza il rendimento termico perché più grande è
questa apertura, maggiore è la quantità di aria che esce rispetto a quella che ricircola e
viceversa. La grandezza dell’apertura di uscita regola l’umidità assoluta dell’aria nella
48
camera (H). Cominciamo a considerare il processo da quando l’aria comincia ad essere
riscaldata e a circolare. Man mano che l’aria ricircola l’umidità assoluta dell’aria, H,
aumenta, però arriva ad un massimo dopo il quale non aumenta più perché si arriva ad uno
stato stazionario in cui la quantità di vapore che va nell’aria nell’unità di tempo, formandosi
dal letto di materiale, è uguale a quella che esce dalla camera attraverso l’apertura di uscita.
Quindi non si può aumentare l’umidità assoluta fino al suo valore di saturazione:
avverrebbe questo solo se si chiudesse completamente l’apertura di uscita. In realtà, c’è un
valore massimo di umidità che l’aria raggiunge, oltre il quale non può andare. Una volta
raggiunto questo valore massimo, H rimane costante. E’ evidente dunque, che nello stato
capillare si raggiunge uno stato stazionario perché la temperatura dell’aria è mantenuta
costante grazie alla termostatazione, e H è costante per la ragione detta precedentemente.
Questo valore massimo di H nella camera, che è chiaramente uguale al valore di umidità
dell’aria che esce dalla camera, dipende dall’apertura di uscita, cioè, se l’apertura è più
piccola il valore massimo di H è più grande. Quindi la grandezza dell’apertura di uscita
determina il valore stazionario di H nella camera. Ora, dal punto di vista del rendimento
termico noi sappiamo che conviene che H sia grande, perché sia grande la quantità di
vapore acquistata dall’unità di massa d’aria e sia ottimizzato l’utilizzo del calore fornito.
Dal punto di vista della velocità di essiccamento, invece, se l’apertura è più piccola H è più
grande, e, secondo l’Eq. 4.2 la velocità di essiccamento nello stato capillare è più piccola.
Quindi, un’apertura più piccola ha questi due effetti contrastanti: un effetto positivo sul
rendimento termico e un effetto negativo sulla velocità di essiccamento.
Però l’essiccamento non avviene tutto nello stato capillare e il discorso fatto fino ad ora
sull’influenza dell’apertura riguarda solo lo stato capillare. Lo stato capillare si ha in pochi
casi pratici. Per esempio, lo stato capillare non si ha nel caso dei granulati a umido. Nel
caso di un granulato, come si vedrà in seguito, lo stato capillare non costituisce lo stato
iniziale dell’essiccamento (gli spazi compresi tra un granulo ed un altro non sono
completamente riempiti da acqua) e quindi, si deve considerare che nei casi pratici il tratto
B-C del diagramma in Fig. 4.2 può non esistere, perché questo tratto si riferisce allo stato
capillare e in diversi casi il contenuto di partenza di acqua è inferiore a quello dello stato
capillare. Negli stadi successivi, funicolare e pendolare, la velocità del processo di
essiccamento non è determinata dall’umidità assoluta dell’aria nella camera, a meno che
essa non sia vicina alla saturazione. Negli stati successivi al capillare, dunque, se l’apertura
49
di uscita non è così piccola da fare avvicinare troppo l’aria della camera alla saturazione, la
velocità di essiccamento non dipende da tale apertura. Nello stato capillare, invece, questa
apertura influisce sempre sulla velocità di essiccamento, ma lo stato capillare in certi casi
non c’è e comunque, costituisce solo una piccola parte dell’intero processo di essiccamento.
Ci interessa sapere anche qual è la temperatura del materiale, perché il riscaldamento del
materiale umido ad una certa temperatura può comportare fenomeni di deterioramento, ad
es., idrolisi a carico del materiale. Nei sistemi a convezione la temperatura del materiale
nello stato capillare è circa uguale alla temperatura di bulbo umido dell’aria nella camera.
Come si è detto prima, il valore di temperatura è costante perché c’è un termostato che
regola la temperatura dell’aria e la mantiene al valore prefissato; anche H, dopo una fase
iniziale, si mantiene costante perché si arriva ad uno stato di regime in cui la quantità di
vapore che si sviluppa nell’unità di tempo dal materiale umido è uguale alla quantità di
vapore che esce dalla camera nell’unità di tempo. T e H possono essere considerati costanti
anche nello spazio, cioè all’interno della camera, per approssimazione. Considerando che
c’è una turbolenza dell’aria, lontano dalla superficie evaporante, quindi, c’è una
miscelazione dell’aria, si può con buona approssimazione considerare costanti queste due
grandezze anche rispetto alla posizione nella camera.
Ci sono altri tipi di stufe a ventilazione; nel caso della Fig. 4.3 le condizioni dell’aria che
attraversa i vassoi sono le stesse per tutti i vassoi: c’è un passaggio in parallelo dell’aria su
tutti i vassoi. Ci sono delle stufe più semplici in cui il passaggio dell’aria sui vassoi avviene
in serie, cioè su un vassoio dopo l’altro, in successione.
50
Fig. 4.4
L’aria entra dal basso e passa sul primo vassoio, successivamente passa su tutti gli altri
vassoi disposti come una pila, ed esce dall’alto. Per mantenere costante la temperatura
dell’aria ci sono delle resistenze, oppure degli scambiatori di calore con all’interno il
vapore, e sono disposti in modo tale da riportare l’aria alla temperatura prefissata man
mano che questa cede calore al materiale umido. Si può considerare che, anche in questo
caso, la temperatura dell’aria sia costante nella camera. Questo però non è vero per
l’umidità assoluta perché, chiaramente, in questo caso non è costante in tutti i punti della
camera, perché l’aria percorrendo i vassoi in serie, aumenta progressivamente la sua
umidità assoluta e dunque l’aria che passa sul primo vassoio in basso sarà più secca
dell’aria che esce dall’alto dopo aver attraversato l’ultimo vassoio. Dunque, la velocità di
essiccamento nello stato stazionario non è uniforme per tutti i vassoi. In questo caso; basta
controllare l’Eq. 4.2, che descrive la velocità in condizioni di stato stazionario, per vedere
che se H è minore nel caso del primo vassoio in basso la velocità di essiccamento sarà
maggiore. Sul primo vassoio in basso avremo una umidità assoluta più bassa,
corrispondente ad un valore di TS più basso. L’aria che esce dall’alto è più umida e dalla
carta psicrometrica, mediante l’appropriata linea di bulbo umido si vede che TS è maggiore
rispetto al primo vassoio in basso. Su questo ultimo vassoio la velocità di essiccamento sarà
più bassa che sul primo e la temperatura del materiale sarà più alta. Il primo vassoio
51
raggiungerà la temperatura di equilibrio con l’aria prima dell’ultimo e starà quindi a questa
temperatura per un tempo superiore e questa temperatura, la temperatura di equilibrio, è la
massima temperatura che il materiale raggiunge. La temperatura dell’aria, dovrà avere un
valore non rischioso per quanto riguarda la degradazione eventuale del materiale.
Nell’essiccatore della Fig. 4.4 l’aumento progressivo dell’umidità dell’aria si acquisisce
non tramite la ricircolazione, ma tramite il passaggio in serie sui vari vassoi.
ESSICCAMENTO A LETTO FLUIDO
Consideriamo la fisica della fluidizzazione di un letto di materiale particellare.
Immaginiamo di avere questo materiale in un contenitore con il fondo perforato. Il
materiale sarà inizialmente in un letto statico. Il fondo del contenitore è perforato per
permettere il passaggio di una corrente ascensionale di gas. Consideriamo le forze che
agiscono sul gas che si trova dentro il letto, cioè il gas che passa attraverso gli spazi
interparticellari del materiale.
Sul gas agisce la forza di contatto esercitata sul gas dalla superficie di contatto con il
solido particellare Essa è la forza di attrito f che si oppone al moto del gas. Poiché la
velocità del gas è costante, su di esso agisce una forza che equilibra f e che ha verso
opposto. Questa forza mantiene il moto del gas nella direzione verticale verso l’alto e si può
esprimere come:
F PA
P = caduta di pressione del gas attraverso il letto.
A = area della sezione del letto attraversata dal gas.
52
Evidentemente la pressione del gas sarà massima sul fondo del letto e sarà minima alla
superficie del letto.
Dunque, si ha:
f=F
Consideriamo ora le forze che agiscono sul materiale:
Sicuramente una di queste forze è la forza peso, W. Ci sarà poi la reazione del gas alla
forza di attrito, f, che il materiale esercita sul gas. Poi ci sarà anche un’altra forza: il
materiale è su un supporto, quindi ci sarà una reazione vincolare che il supporto esercita sul
materiale; questa forza vincolare è normale alla superficie di contatto fra il materiale e il
supporto, e diretta verso l’alto.
Il letto statico del materiale è in quiete, quindi la risultante delle forze agenti è uguale a
zero. Questo significa che il modulo della forza esercitata dal supporto sul materiale è
W f . Quindi, ricapitolando, queste sono le forze che agiscono sul materiale (sono
indicati i moduli):
f = forza di attrito esercitata dal gas
W = peso del materiale
W-f = forza esercitata dal supporto
La forza di attrito f dipende dalla velocità del gas. L’espressione della portata, G di un
fluido che attraversa un letto di materiale poroso (volume nell’unità di tempo) è la
seguente:
G
KAΔP
ηL
A = area della sezione attraversata;
Eq. 4.6
53
P = caduta di pressione attraverso il letto poroso.
= viscosità del fluido;
L = altezza del letto;
K = coefficiente di permeabilità del letto statico.
Il coefficiente di permeabilità, K si esprime così:
K
3
51 S 0
2
Eq. 4.7
2
= porosità del letto statico
S0 = superficie specifica del materiale particellare
La porosità è definita come:
VP
Vapp
VP = volume occupato dai pori, cioè dagli spazi interparticellari nel letto statico
Vapp = volume totale del letto statico, cioè:
Vapp = A L
A = area della sezione orizzontale del letto;
L = altezza del letto statico
La superficie specifica del materiale è definita come:
S0
S
Vsolido
S = superficie delle particelle solide
Vsolido = volume delle particelle solide
Con l’aiuto dell’Eq. 4.6 si può vedere in quale modo la forza di attrito f dipende dalla
velocità del gas:
F PA
F f
dunque:
f PA
Poiché:
G
KPA
L
(Eq. 4.6)
54
si ha:
f
L
K
G
Eq. 4.8
Quindi, la forza di attrito è direttamente proporzionale alla portata del gas attraverso il
letto, dato che le altre grandezze sono costanti. Questo significa che se aumenta la velocità
del gas (v), e di conseguenza aumenta la portata G (G=Av), proporzionalmente aumenta
anche f. Se aumenta f diminuisce la forza, W-f, esercitata dal supporto sul materiale. Si può
arrivare ad un valore di G che dà un valore di f per cui:
W f 0
Eq. 4.9
Quindi si avrà un valore Gc, cioè, un valore critico del flusso dell’aria, per cui si verifica:
f=W
Si può quindi annullare la reazione vincolare aumentando f, e f può essere aumentato
aumentando la portata del gas. Dalle Eq. 4.8 e 4.9 si ottiene:
Gc
KW
L
Eq. 4.10
Per questo valore critico della portata di gas il letto non poggia più sul supporto, è
sospeso nel gas. Non si è però ancora ottenuto il letto fluido, perché le particelle del
materiale interagiscono ancora tra di loro tramite forze di contatto e forze elettrostatiche. Se
si aumenta ancora la portata del gas, queste forze vengono vinte, le particelle si separano e
si ha il LETTO FLUIDO.
Consideriamo l’andamento della caduta di pressione attraverso il letto di materiale in
funzione della portata del gas, G (v. Fig. 4.5).
55
Fig. 4.5
Dall’Eq. 4.6 si ricava la seguente relazione:
P
L
KA
G
Eq. 4.11
L’Eq. 4.11 indica che se aumenta G partendo da zero, la caduta di pressione attraverso il
letto poroso aumenta linearmente, perché le altre grandezze che compaiono nell’equazione
restano tutte costanti finché il letto di materiale è statico. Il letto è statico fino a quando la
forza di attrito, f, esercitata dal gas sul materiale nella direzione verticale verso l’alto, è
minore in modulo rispetto al peso del materiale, W. Quando G raggiunge il valore Gc (v.
Eq. 4.10) si raggiungono le condizioni espresse dall’Eq. 4.9. Poiché: f PA , allora sarà:
56
P
W
A
In tali condizioni la forza f è uguale al peso del materiale, allora il materiale è sospeso,
ma le particelle sono ancora impaccate a causa delle forze interparticellari (elettrostatiche e
meccaniche). Per poter separare le particelle si deve applicare una forza superiore a W per
vincere le forze di interazione interparticellare. Questa forza è ottenuta aumentando G. Si
ha di conseguenza un aumento della forza f al di sopra di W. Si ha perciò un aumento
temporaneo della P. Quando le forze interparticellari sono state vinte, allora le particelle
si separano e si ritorna nelle condizioni di equilibrio per cui f=W e P ha il valore di
equilibrio, W/A. Questo equilibrio si ristabilisce con il letto di materiale fluidizzato. Al di là
del valore di flusso a cui le particelle sono separate, il letto è fluido. La rappresentazione
schematica del letto fluido è mostrata in Fig. 4.5.
Il letto fluido ha le caratteristiche macroscopiche di un liquido. Infatti ha un volume
proprio, una sua superficie, occupa un contenitore come un liquido (assume la stessa forma
del contenitore in cui è contenuto), ha una sua pressione idrostatica (c’è infatti una caduta
di pressione attraverso il letto). Ha le caratteristiche di un liquido anche nel senso che se si
immerge un corpo solido nel letto fluido, questo corpo può galleggiare o può essere in
posizione di equilibrio indifferente oppure può andare a fondo. Ci chiediamo quale effetto
ha un aumento di G sul letto fluido. Quando il letto è fluidizzato, l’espressione di G valida
per il letto statico (Eq. 4.6) non vale più. Infatti, tale equazione vale se il flusso del fluido
nel materiale poroso è un flusso laminare. Invece, nelle condizioni di letto fluido il flusso è
turbolento. L’equazione che lega la forza viscosa a G non è più l’Eq. 4.8, però si possono
fare delle considerazioni di tipo semi-quantitativo su questa forza. La forza viscosa è ancora
direttamente dipendente da G ed è ancora inversamente dipendente dalla permeabilità del
letto da parte del gas. Se il letto è più permeabile, la forza f è più piccola, a parità di G. La
permeabilità del letto fluido dipende dalla distanza media tra le particelle solide. Se tale
distanza aumenta, aumenta anche la permeabilità del letto. Se si aumenta la velocità del
fluido, allora tende ad aumentare la forza viscosa che a sua volta tende a fare aumentare la
distanza media tra le particelle la quale, viceversa, ha come effetto una diminuzione della
forza viscosa. Quindi, in definitiva, all’aumentare della velocità del fluido la forza viscosa
resta costante, come anche resta invariata P. Ma il letto fluido invece cambia, si espande
nel contenitore perché è aumentata la distanza interparticellare: in pratica aumenta il livello
57
del letto fluido nell’impianto. Quindi, in linea puramente teorica, aumentando G all’infinito
anche la distanza media interparticellare dovrebbe aumentare all’infinito. Quando però la
distanza è infinita il letto non è più tale, cioè, le particelle si comportano rispetto al gas
come fossero particelle singole, la forza viscosa non è più influenzata dalla distanza
interparticellare. Allora, quando la forza viscosa supera il peso della singola particella non
c’è più sospensione della particella nel gas, ma c’è trasporto della particella da parte del
gas: questo si chiama trasporto pneumatico. In teoria, ci dovrebbe essere un passaggio
graduale dal letto fluido al trasporto pneumatico. La differenza tra le caratteristiche fisiche
macroscopiche del letto fluido e quelle delle particelle trasportate dal gas è netta poiché il
letto fluido ha le caratteristiche di un liquido, mentre nel trasporto pneumatico non esiste
più un letto e le particelle di solido si comportano come le molecole di un gas.
Passando dalla teoria alla pratica, al di sopra di un certo valore di G nel letto fluido si
osserva la formazione di bolle di gas (analogia con un liquido in ebollizione)(v. Fig. 4.5). In
questa fase c’è un leggero aumento della P rispetto a G. Aumentando ancora G al di sopra
di un valore massimo (Gmax), si ha il trasporto pneumatico, per cui gruppi di particelle
vengono trasportati via dal gas (v. Fig. 4.5).
Quando si realizza in pratica un letto fluido si deve verificare: Gc G Gmax . Per
materiali particellari le cui particelle hanno un peso specifico minore e una superficie
specifica maggiore, il trasporto pneumatico avviene per valori di flusso minori che per
materiali costituiti da particelle più grandi. In presenza di una grande dispersione di
dimensioni particellari, cioè, quando coesistono particelle molto fini e molto grandi, non è
possibile formare il letto fluido. Infatti, il valore di G che sospende le particelle più grandi
genera il trasporto pneumatico di quelle più piccole. Dunque è necessario che le particelle
da fluidizzare siano il più possibile omogenee dimensionalmente. Se le dimensioni medie
sono molto piccole, allora la porosità del letto statico è bassa e la superficie specifica è
molto grande e la permeabilità del letto statico è molto bassa, secondo l’Eq. 4.7. Dall’Eq.
4.10 si nota che a parità di peso del materiale, se K è molto piccolo il flusso critico è
altrettanto piccolo, allora è sufficiente avere un piccolo valore di G per superare Gmax e
avere un trasporto pneumatico. L’intervallo Gc G Gmax per particelle molto piccole è
troppo ristretto. E’ sufficiente una debole corrente d’aria per avere un trasporto pneumatico.
In conclusione con particelle molto fini non si può fare un letto fluido. Al contrario, se le
58
particelle hanno dimensioni troppo grandi la permeabilità K è elevata per cui, per avere la
fluidizzazione si deve arrivare a valori di portata di gas molto elevati (v. Eq. 4.10). Il flusso
di gas viene realizzato con una turbina, la cui portata può non essere sufficiente a
raggiungere il valore di G necessario per la fluidizzazione, se K è troppo elevato. In pratica,
è possibile fluidizzare anche un letto di compresse, nonostante abbia un coefficiente di
permeabilità molto alto. Tale fluidizzazione può essere ottenuta con un valore di G
ragionevole, anche se K è elevato, agendo su L, ossia, sull’altezza del letto statico. Si può
fluidizzare un letto statico di sezione piccola e altezza elevata per compensare il grande
valore di K (v. Eq. 4.10).
Si consideri ora il letto fluido ai fini dell’essiccamento di un materiale.
59
Fig. 4.6
Il peso del materiale varia durante l’essiccamento, allora, come si vede in Fig. 4.6, il
grafico di P rispetto a G, cambia nel corso del processo. Il grafico cambia passando dal
materiale umido iniziale (A) al materiale secco finale (B). Quando il materiale è secco, il
suo peso è diminuito, allora anche la portata critica è diminuita; inoltre sarà più piccolo
anche il flusso massimo per il trasporto pneumatico e sarà più basso il valore di P per il
quale si ha il letto fluido. Se, per esempio, si comincia l’essiccamento con un valore di
flusso G tale che Gmax, B G Gmax, A , allora si hanno condizioni di letto fluido se il
materiale è umido (A), ma condizioni di trasporto pneumatico se il materiale è secco (B).
Quindi, con il flusso G il processo inizia in modo corretto, ma mantenendo costante il
valore di G durante l’essiccamento, verso la fine dell’essiccamento si ha il trasporto
pneumatico. Quindi, perché il processo avvenga in modo corretto si deve verificare
contemporaneamente: G Gc , A , poiché all’inizio si deve fluidizzare il materiale umido, e
anche G G max, B . In queste condizioni, durante l’essiccamento si avrà sicuramente una
espansione del volume del letto, ma avremo sempre condizioni di letto fluido. Se
l’intervallo Gc–Gmax è troppo stretto, si deve diminuire gradualmente il valore di G durante
il processo.
Lo schema di un impianto per l’essiccamento in letto fluido è rappresentato nella Fig. 15
del Rif. 1, p. 54.
60
Rif. 1, p. 54
In alto c’è una turbina, e l’aria viene fatta passare attraverso il materiale per aspirazione. La
turbina infatti fa muovere l’aria secondo le frecce, aspirandola dall’esterno. L’aria entra
dall’esterno, viene fatta passare attraverso un filtro, quindi attraverso un riscaldatore, e
quindi viene convogliata dal basso verso l’alto attraverso il letto. Indicati nella figura sono
dei filtri a sacco (o a manica): sono dei filtri di tela che servono per trattenere le particelle
finissime presenti in qualsiasi materiale, le quali verrebbero facilmente trasportate dall’aria
fuori dall’impianto, inquinando l’ambiente. Successivamente l’aria viene espulsa sotto
forma di aria più umida. In certi casi può essere usata anche una valvola che fa ricircolare
parzialmente l’aria. Può essere utile il ricircolo dell’aria nell’essiccamento, perché migliora
il rendimento termico del processo. Quando il materiale è secco c’è pericolo, perché,
61
essendo il materiale costituito da sostanza organica di bassa conducibilità elettrica, dato che
le particelle urtano tra di loro, allora si può generare una carica elettrostatica che non si
disperde. La presenza di una carica elettrostatica sulla superficie delle particelle è
pericolosa perché è sufficiente una scarica elettrica per generare un incendio. Per questo
motivo devono essere adottate misure di sicurezza. Una consiste nel piazzare nel letto
fluido elettrodi collegati a terra. Questi possono essere anche inseriti nella tela dei filtri.
Un’altra misura di sicurezza è rappresentata da una via di fuga dell’eventuale incendio o
esplosione: può essere collegato all’impianto un condotto che porta verso l’esterno del
fabbricato.
Prendiamo in considerazione l’aspetto teorico dell’essiccamento in letto fluido.
Come sappiamo, lo stato del letto statico del materiale umido di partenza può essere
diverso a seconda della percentuale di acqua: stato capillare, funicolare, pendolare. Nello
stato capillare tutti gli spazi tra le particelle sono riempiti dall’acqua. Un letto statico nello
stato capillare ha un contenuto di umidità eccessivo per poter essere fluidizzato. Il letto di
materiale nella condizione statica deve essere poroso, ossia deve essere almeno nello stato
funicolare affinché ci siano spazi interparticellari che permettano il passaggio dell’aria
attraverso il letto statico.
Quando un letto di particelle non porose è fluidizzato l’acqua libera che vogliamo
allontanare si trova interamente sulla superficie delle particelle separate. Invece se le
particelle sono porose, allora ci sarà acqua libera sia in superficie che all’interno di esse. E’
il caso, per esempio, di un granulato umido.
Consideriamo una differenza importante tra il sistema di essiccamento in letto fluido e
quello in letto fisso, che pure impiega l’aria per fornire calore e per allontanare il vapore.
La temperatura dell’aria a contatto con il materiale nei sistemi a letto fisso è mantenuta
costante nella camera di essiccamento (v. Figg. 4.3 e 4.4). La situazione nell’essiccamento
in letto fluido è diversa. L’aria viene aspirata, tramite una turbina, dall’ambiente esterno e
passa attraverso il riscaldatore che la preriscalda. Passa poi attraverso il letto di materiale e
in questo passaggio l’aria non riceve calore da alcuna sorgente (v. Fig. 15, Rif. 1). Si
assume che l’aria fornisca il suo calore solo all’acqua del materiale. In tal modo si esclude
la possibilità che l’aria ceda calore all’ambiente esterno, quindi si assume che l’impianto sia
adeguatamente protetto da scambi di calore con l’esterno. Se l’aria, dopo un solo passaggio
attraverso il letto fluido, esce dall’impianto, il fenomeno che avviene nel contatto tra l’aria
62
e il materiale umido è un processo di saturazione adiabatica dell’aria, che si può seguire
sulla carta psicrometrica (v. Fig. 4.7).
L’umidità assoluta dell’ambiente si indica con H i ed è nota. Anche la temperatura
dell’aria che entra nel letto fluido è predeterminata e si indica con Ti ' (temperatura dell’aria
dopo il preriscaldamento). Le condizioni dell’aria nel corso del suo passaggio attraverso il
letto fluido cambieranno secondo una linea di saturazione adiabatica (isoentalpica). Quando
l’aria esce dal letto fluido non è satura di umidità, per cui uscirà con un valore di
temperatura pari a Tu e un valore dell’umidità pari a H u (v. Fig. 4.7).
Fig. 4.7
Indichiamo con L l’altezza del letto fluido, e con x una certa quota:
A tale quota si avranno condizioni dell’aria H x , Tx , che individuano un punto sulla linea
di saturazione adiabatica, compreso tra Hi, Ti' e Hu, Tu (v. Fig. 4.7). Finché sulla superficie
delle particelle sospese nel letto fluido è presente acqua libera, ad ogni quota x esistono
63
condizioni di stato stazionario dell’essiccamento, espresse dall’Eq. 4.2, e, se si assume che
il calore venga trasferito al materiale per pura convezione, la temperatura di tale superficie
è uguale alla temperatura di bulbo umido dell’aria alla quota x. Tale temperatura è data
dall’intercetta della linea di bulbo umido relativa all’aria a Hx e Tx con la curva di
saturazione. Come sappiamo, nel caso del sistema aria–vapore d’acqua le linee
isoentalpiche coincidono con le linee di bulbo umido. Dunque, l’aria che attraversa il letto
fluido subisce le trasformazioni descritte dalla linea isoentalpica rappresentata in Fig. 4.7 e
ha, a qualsiasi quota, la stessa temperatura di bulbo umido, Ts, data dall’intercetta di tale
linea con la curva di saturazione. Tale temperatura sarà uguale alla temperatura della
superficie evaporante delle particelle in letto fluido, finché tale superficie è bagnata.
Applicata alla quota x, l’Eq. 4.2 si scrive:
VE ( x)
Ah
(Tx Ts ) AK ( H s H x )
Eq. 4.12
dove:
A = area della superficie umida delle particelle o area della superficie evaporante, alla
quota x (è una grandezza infinitesima)
h = coefficiente di trasferimento di calore
K = coefficiente di trasferimento di massa
= calore latente specifico di evaporazione dell’acqua libera
Ts = temperatura della superficie evaporante che è uguale alla temperatura di bulbo
umido
H s = umidità assoluta dell’aria a contatto con la superficie evaporante
La velocità di essiccamento espressa dall’Eq. 4.12 è costante nel tempo, sempre che la
superficie delle particelle sia rivestita di acqua. Fino a che siamo in tali condizioni, fissata
una certa quota x la velocità di essiccamento a questa quota è costante nel tempo perché Tx
e Hx sono costanti nel tempo. La temperatura della superficie del materiale, Ts , e l’umidità
assoluta, H s , coincidono con i valori di bulbo umido, quindi, per quanto detto prima, sono
indipendenti dalla quota e possono essere determinati sulla carta psicrometrica, conoscendo
Hi e Ti' (v. Fig. 4.7). La velocità di essiccamento ad una certa quota è costante nel tempo,
però dipende dalla quota: infatti nell’Eq. 4.12 compaiono Tx , H x che dipendono dalla quota
x. La velocità di essiccamento diminuisce all’aumentare della quota. Ora, è vero che le
64
particelle hanno velocità di essiccamento diverse se si trovano a quote diverse, però le
particelle sono sospese in un flusso turbolento di gas e possono occupare indifferentemente
tutte le posizioni nel letto fluido, se non sono troppo disomogenee fisicamente, perciò, la
velocità media di essiccamento è la stessa per tutte le particelle.
Poiché A nell’Eq. 4.12 è un infinitesimo, anche VE(x) è un infinitesimo. Per esprimere la
velocità di essiccamento di tutto il letto dobbiamo calcolare il seguente integrale:
L
VE VE ( x)
0
dove L è l’altezza del letto. E poiché ciascuna VE x è costante nel tempo, anche VE è
costante nel tempo. Si ha quindi uno stato stazionario dell’essiccamento fino a quando è
presente acqua libera sulla superficie delle particelle. Quando le particelle non sono porose,
virtualmente tutta l’acqua si trova sulla superficie delle particelle e quindi, pressoché tutto
l’essiccamento avviene in condizioni stazionarie. Terminato l’essiccamento, se non c’è
dispersione di calore verso l’esterno la temperatura dell’aria di uscita salirà per equilibrarsi
con la temperatura di preriscaldamento (TuTi’). A questo punto il flusso dell’aria potrà
essere interrotto e il materiale secco recuperato.
DETERMINAZIONE DELLA VELOCITA’ ISTANTANEA DI
ESSICCAMENTO NEGLI IMPIANTI A FLUSSO D’ARIA
Generalmente la velocità di essiccamento non è costante per tutto il tempo del processo,
dunque è opportuno esprimere la velocità istantanea in funzione delle variabili del
processo.
La velocità istantanea di essiccamento si definisce nel modo seguente:
VE t
dmev
dt
dove mev rappresenta la massa d’acqua evaporata dal materiale. E’ immediatamente chiaro
che:
mev mvu mvi
dove mvu è la massa di vapore associata all’aria che esce dall’impianto, e mvi è la massa
di vapore già presente nell’aria di ingresso.
Se ci si riferisce alla massa di vapore trasportata dall’unità di massa di aria secca, si ha:
65
mev
m mvi
vu
Hu Hi
maria
maria
Eq. 4.13
Allora si può scrivere:
VE t H u H i
dmaria
dt
Ma la massa di aria secca, espressa in funzione del volume umido, è data da questa
equazione:
maria
Variaumida
Vu
dove Variaumida è il volume dell’aria umida che contiene la massa maria di aria secca.
Perciò l’espressione della velocità di essiccamento diviene :
VE t H u H i
dVariaumida 1
dt
Vu
L’espressione finale della velocità istantanea di essiccamento sarà perciò la seguente:
VE t H u H i
G
Vu
Eq. 4.14
dove il volume umido e la portata dell’aria si intendono misurati nello stesso punto
dell’impianto (ad es., all’ingresso, o all’uscita). In un impianto qualsiasi nel quale sono
noti: l’umidità assoluta dell’aria di ingresso e quella dell’aria di uscita, il flusso dell’aria
attraverso l’impianto, e il volume umido dell’aria nel punto in cui è misurato il flusso, si
può determinare la velocità di essiccamento in un intervallo di tempo in cui Hu e Hi sono
costanti, o approssimativamente tali. L’Eq. 4.14 è valida per tutti i sistemi che impiegano
una corrente d’aria per trasportare il vapore.
Se l’essiccamento avviene impiegando aria per trasferire il calore (convezione) in
condizioni adiabatiche, quindi è un processo di saturazione adiabatica, è valida la seguente
relazione:
H u H i CP
Ti Tu
Eq. 4.15
che esprime la pendenza delle linee isoentalpiche (v. Eq. 3.7). Combinando le Eqq. 4.16
e 4.17, si ottiene:
VE t Ti Tu
G CP
Vu
Eq. 4.16
66
L’Eq. 4.16 si applica a quei sistemi in cui l’essiccamento avviene tramite un processo di
saturazione adiabatica dell’aria come, ad es., un processo a letto fluido senza ricircolazione.
L’espressione della velocità istantanea di essiccamento è utile per stabilire le basi
teoriche di processi industriali complessi, di cui fa parte un processo di essiccamento, come
la granulazione a spruzzo in letto fluido o il rivestimento automatizzato delle forme solide,
come si vedrà in seguito. Inoltre, la conoscenza di VE(t) è utile, ad es., quando, conoscendo
il contenuto iniziale di acqua in un materiale, si vuole interrompere l’essiccamento ad un
tempo tale da lasciare nel materiale una determinata quantità d’acqua residua, che può
migliorare certe proprietà fisiche del materiale, ad es., la compattabilità. A tale scopo, si
deve calcolare la massa di acqua evaporata al tempo t. Se VE (t) varia nel tempo, si può
suddividere il tempo in intervalli t in ciascuno dei quali VE possa essere considerata
approssimativamente costante e possa essere misurata tramite l’Eq. 4.14 o l’Eq. 4.16. A
questo punto si può calcolare:
n
mev t nt VE ,i t i
1
Eq. 4.17
67
ESSICCAMENTO MEDIANTE SISTEMI PNEUMATICI
(SPRAY-DRYING)
Rif. 1, p. 62
Nella Fig. 19 del Rif. 1 è raffigurato un impianto usato nel processo di spray-drying.
Nella figura, con il numero 2, è indicato un sistema per nebulizzare il materiale che si vuole
seccare. Per poter nebulizzare un materiale occorre che esso sia fluido: il materiale di
partenza in questo caso contiene una percentuale di acqua molto elevata rispetto a quella
dei sistemi visti in precedenza. Il materiale può essere una soluzione o una sospensione
fluida della sostanza da seccare. Prelevandolo da un serbatoio, il materiale liquido viene
alimentato nel nebulizzatore o atomizzatore che trasforma il liquido in uno spray. Lo spray
viene messo in contatto con una corrente d’aria calda generata dal ventilatore (5) che aspira
l’aria dall’esterno. Il condotto (7) convoglia l’aria fino a contatto con il nebulizzato (l’aria
segue le linee di flusso indicate con le frecce, in co-corrente con il nebulizzato).
68
La velocità relativa del materiale, costituito dalle goccioline di spray, rispetto all’aria è
più elevata rispetto ai casi descritti prima (letto fisso, letto fluido). La superficie specifica
delle goccioline è molto grande. Per queste ragioni avviene un essiccamento rapido dello
spray fino a lasciare una polvere secca trascinata dall’aria che esce dall’impianto. L’aria
contenente la polvere secca viene inviata, tramite un altro ventilatore (11), in un separatore
a ciclone (v. Rif. 1, p. 36) che separa l’aria dalla polvere, cosicché l’aria esce dall’alto del
ciclone e la polvere si raccoglie nel ciclone in basso. Questo è un sistema di essiccamento
continuo, perché la sospensione o soluzione è alimentata continuamente nel nebulizzatore e
la polvere secca è continuamente prelevata dal ciclone. Le particelle più pesanti si
depositano sul fondo della camera, in quanto non vengono trasportate dall’aria fino al
ciclone. Anche queste vengono continuamente raccolte attraverso la apposita apertura.
Perciò si raccoglie il prodotto di ciclone, più fine, e il prodotto di camera, più grosso. Il
primo è anche di migliore qualità perché è stato esposto a temperature più basse, mentre il
secondo è stato a contatto con le pareti della camera, che sono surriscaldate. Questi sistemi
hanno un requisito fondamentale, cioè che le particelle di materiale, quando urtano le pareti
della camera, devono essere già secche. Perciò, l’essiccamento delle goccioline di spray
deve avvenire in pochi secondi e comunque prima che queste collidano con le pareti della
camera.
69
Rif. 1, p. 36
Vediamo adesso come funziona il separatore a ciclone (v. Fig. 7, Rif. 1). Il ciclone è
costituito da una parte superiore cilindrica e una parte inferiore fatta a cono rovesciato. La
sospensione della polvere nell’aria entra dall’alto nel cilindro in modo tangenziale: questo
fa sì che l’aria nel ciclone assuma un movimento a spirale discendente. Le particelle
vengono centrifugate, collidono con le pareti del ciclone, si accumulano in masse che
cadono e si raccolgono dal basso. L’aria per un fenomeno fisico complesso, dal basso risale
verso l’alto con una spirale ascendente interna a quella discendente, e quindi esce dall’alto.
Le polveri però non sono omodisperse: allora le particelle più fini non si accumulano sulle
pareti ma sono trasportate dall’aria che esce dal ciclone. Per evitare ciò si può mettere un
filtro all’uscita del ciclone, oppure si può usare una serie di cicloni cosicché l’aria che esce
dal primo ciclone entra nel secondo e così via. I cicloni successivi hanno una sezione
sempre più piccola: se la portata del ciclone è costante e la sezione è minore, allora la
velocità angolare è maggiore. Allora la accelerazione centripeta è maggiore nei cicloni di
sezione minore: questo fa sì che particelle di massa più piccola vengano separate dall’aria e
raccolte nei cicloni di diametro minore. Con questo sistema si può, oltre che raccogliere
tutto il prodotto secco, anche fare una classificazione dimensionale delle particelle.
70
Deve esistere un bilanciamento tra i fattori che regolano l’essiccamento: il flusso di
alimentazione del liquido (volume di liquido che si introduce nella camera nell’unità di
tempo) deve essere bilanciato con la velocità di essiccamento delle goccioline. Affinché le
goccioline siano secche prima che arrivino a collidere con le pareti è necessario che la
velocità con cui il solvente (in genere, acqua) viene immesso nella camera sia uguale alla
velocità di evaporazione di tale solvente, altrimenti si accumulerebbe il liquido nella
camera: la velocità di alimentazione deve essere bilanciata con la velocità di essiccamento.
I fattori che regolano la velocità di essiccamento sono:
1) la superficie specifica del nebulizzato: maggiore è la superficie specifica, più rapido
sarà l’essiccamento delle goccioline;
2) la velocità relativa dell’aria rispetto alle particelle, che determina i coefficienti di
trasferimento di calore e di massa;
3) l’umidità assoluta dell’aria di ingresso: più bassa è, più rapido è l’essiccamento;
4) la temperatura dell’aria di ingresso: più elevata è più rapido è l’essiccamento.
Ci deve essere un bilanciamento anche tra il diametro delle goccioline dello spray e il
diametro della camera. Goccioline più grosse essiccano più lentamente, dunque percorrono
una distanza maggiore prima di trasformarsi nelle particelle secche. Perciò dovrà essere
maggiore il diametro della camera. Viceversa apparecchiature per spray-drying da
laboratorio, la cui camera ha un piccolo diametro, devono essere dotate di nebulizzatori che
producono uno spray abbastanza fine.
I nebulizzatori (o atomizzatori) per lo spray-drying sono di diversi tipi.
71
NEBULIZZATORI A TURBINA (v. Fig. 16 Rif. 1)
La turbina è fissata in alto nella camera di essiccamento. Il liquido di alimentazione
viene introdotto all’interno della turbina su un cono che ruota insieme al disco. Quando il
liquido entra in contatto con il cono subisce una centrifugazione ed è suddiviso in
goccioline e proiettato verso i fori periferici di uscita della turbina. Si forma uno spray che
ha la forma di un ombrello.
NEBULIZZATORI A UGELLO PNEUMATICO (o A DUE FLUIDI) (v. Fig. 18, Rif. 1)
Gli atomizzatori ad ugello sono di due tipi: uno è detto pneumatico o a due fluidi. Nella
figura, l’ugello è rappresentato in sezione: da questa sezione si vede che all’interno
dell’ugello ci sono due condotti. Attraverso il condotto centrale passa il liquido da
nebulizzare; l’ugello in questa figura è disposto in maniera tale che lo spray esce verso
72
l’alto, ma può essere messo in modo che lo spray esca verso il basso. Il condotto centrale è
circondato da un altro condotto ad anello in cui viene introdotta aria a pressione. Invece, il
liquido non viene spinto a pressione nel condotto. All’uscita dell’ugello l’aria forma un
cono al vertice del quale la velocità dell’aria è massima e la pressione è minima. Quindi
l’aria che esce dall’ugello aspira il liquido che esce al centro dell’ugello e l’interazione del
liquido con l’aria provoca la nebulizzazione del liquido: l’aria all’uscita dell’ugello
trasforma la sua energia di pressione in energia cinetica che viene trasmessa al liquido. Il
liquido si trasforma in goccioline e il nebulizzato ha la forma che assume il flusso dell’aria.
NEBULIZZATORI A UGELLO IDRAULICO (o A UN FLUIDO) (v. Fig. 17, Rif. 1)
In questo caso il fluido è il liquido che viene nebulizzato. C’è una camera interna in cui il
liquido viene compresso (si usa un compressore); per uscire dall’ugello il liquido deve
percorrere delle scanalature che sono fatte in modo da imprimere al liquido, all’interno
dell’ugello e prima dell’uscita dall’ugello, un movimento circolare. All’uscita dell’ugello si
ha la trasformazione dell’energia di pressione del liquido in energia cinetica e poiché è stato
impresso al liquido un movimento circolare esso viene centrifugato. E questo suddivide il
liquido in uno spray di forma conica.
Consideriamo da che cosa dipende la superficie specifica dello spray e l’elasticità del
nebulizzatore (ossia la possibilità di far variare tale superficie specifica).
La superficie specifica, S o , è funzione diretta dell’energia che viene fornita nell’unità di
tempo al liquido alimentato attraverso il nebulizzatore, mal , nell’unità di tempo:
73
E
S o f t
mal
t
Il rapporto E/t è la potenza fornita al liquido; la massa che esce dal nebulizzatore
nell’unità di tempo è proporzionale alla portata dell’alimentazione, Gal. Allora si ha:
Pot
S o f
Gal
Se si aumenta la potenza fornita al liquido lasciando invariata la portata del liquido allora
aumenta la superficie specifica del nebulizzato e le goccioline sono più piccole. Se si
mantiene costante la potenza e si aumenta la portata del liquido la superficie specifica
diminuisce e le goccioline sono più grandi. Se si vuole aumentare il flusso del liquido
mantenendo costanti le dimensioni delle goccioline e quindi anche la S o , si deve aumentare
parallelamente la potenza. Quando si parla di potenza è necessario distinguere tra la
potenza totale e la potenza utile. Infatti non tutta la potenza fornita va a suddividere il
liquido, aumentando la sua energia libera superficiale. Solo una parte dell’energia fornita
nell’unità di tempo si trasforma in energia libera superficiale e produce una suddivisione
del liquido, mentre una gran parte della potenza erogata si disperde. Una causa importante
di tale dispersione è l’attrito interno del liquido. Una parte della potenza viene dispersa a
causa delle forze viscose che esistono all’interno del liquido. La potenza utile dipende dal
tipo di nebulizzatore. Per esempio, nella turbina la frazione utile della potenza è maggiore
che nell’ugello. Essa dipende anche dal materiale nebulizzato: la potenza dispersa sarà
tanto maggiore quanto maggiore è la viscosità del materiale. Dunque la frazione utile della
potenza dipende anche dalle caratteristiche del materiale nebulizzato, che determinano la
sua viscosità. Poiché il materiale è molto spesso una soluzione la viscosità dipende dalla
concentrazione e dalla temperatura della soluzione. In ultima analisi la frazione utile della
potenza dipende da temperatura e concentrazione del materiale. La concentrazione della
soluzione diventa particolarmente importante se il soluto è un polimero (anche basse
concentrazioni di polimeri possono aumentare molto la viscosità).
A parità di frazione utile di potenza si otterrà una superficie specifica maggiore quanto
più piccola è la tensione superficiale del liquido.
74
Queste sono tutte le considerazioni che si possono fare sui fattori che influenzano la
finezza dello spray e quindi il grado di suddivisione del liquido. Se si vuole far variare la
finezza di uno spray senza cambiare il nebulizzatore è necessario che il nebulizzatore
consenta di cambiare i fattori che determinano la S o . Se il liquido da suddividere è troppo
viscoso gli ugelli non sono adatti a nebulizzarlo perché in essi la dispersione di potenza per
attrito è maggiore che nelle turbine. Per far variare la superficie specifica occorre far
variare la potenza fornita al liquido e la portata di alimentazione del liquido,
indipendentemente. Con i nebulizzatori a turbina ciò è possibile. Infatti la potenza fornita
dalla turbina, che è fornita da un motore, può aumentare o diminuire, a seconda della
maggiore o minore velocità di rotazione. Questo modo di fornire potenza è indipendente
dalla portata dell’alimentazione, perché, a parità di portata, si può far variare a piacimento
la potenza, facendo variare la velocità della turbina. Dunque, la turbina è il nebulizzatore
più elastico.
Negli ugelli esistono due modi di fornire potenza: nell’ugello pneumatico la potenza è
fornita dall’aria compressa, mentre la portata del liquido può essere regolata con una pompa
di circolazione. La potenza fornita al liquido dall’aria può essere variata indipendentemente
dalla portata del liquido cambiando la pressione dell’aria, quindi anche l’ugello pneumatico
ha una certa elasticità, per cui anche con l’ugello pneumatico si possono far variare le
dimensioni delle goccioline di spray. L’elasticità della turbina è comunque maggiore.
Nel caso dell’ugello idraulico l’unica variabile su cui giocare per far variare So è la
pressione del liquido nell’ugello. Questa fa variare direttamente sia la potenza fornita al
liquido sia la portata del liquido. Per questa ragione l’ugello idraulico è il meno elastico dei
nebulizzatori e, inoltre, non consente di ottenere una elevata frazione di potenza utile.
Questo vuol dire che con l’ugello idraulico non si può ottenere una superficie specifica
delle goccioline molto grande e il grado di suddivisione dello spray non può essere molto
elevato. Viceversa, con la turbina si può raggiungere una potenza utile molto elevata e
raggiungere dimensioni delle goccioline anche molto piccole.
Riassumendo, la turbina dà dimensioni delle goccioline di spray molto piccole e un
ampio intervallo di variazione delle dimensioni. L’ugello pneumatico dà dimensioni delle
particelle abbastanza piccole e un intervallo di variabilità delle dimensioni più stretto,
rispetto alla turbina. Poiché forma uno spray allungato a cono, può essere montato anche in
piccole camere da laboratorio. L’ugello idraulico deve essere montato in impianti grandi
75
perché le dimensioni delle goccioline di spray sono più elevate rispetto agli altri due
atomizzatori, e inoltre è rigido, per cui non dà un intervallo ampio di variabilità di
dimensioni.
Con un atomizzatore a turbina l’intervallo di dimensioni particellari, non tanto delle
goccioline ma della polvere secca, va da 10 a 200 µm. La velocità di rotazione della turbina
può variare da 3000 a 50000 giri/min. Con la turbina le direzioni dello spray e del flusso
dell’aria nella camera di essiccamento sono uguali, infatti la turbina si usa nei sistemi in cocorrente. Il trasporto pneumatico delle particelle prevede che le dimensioni delle particelle
non siano troppo grandi e la costruzione degli impianti è tale per cui la polvere secca e
l’aria che la trasporta devono uscire insieme dall’impianto.
L’ugello pneumatico dà gradi di finezza delle particelle simili a quelli della turbina.
Anche questo tipo di nebulizzatore si usa in sistemi in co-corrente.
Gli ugelli idraulici sono rigidi e danno dimensioni particellari relativamente elevate:
infatti l’intervallo di dimensioni particellari della polvere è 700-1000 µm. Con l’ugello
idraulico il flusso dello spray e dell’aria nella camera è in contro-corrente, cioè l’aria e lo
spray si muovono in versi opposti.
Fig. 4.8
La polvere esce dal basso, l’aria che ha scambiato calore e ricevuto vapore, esce
dall’alto. In questo sistema non si ha trasporto pneumatico, e questo è possibile perché le
particelle sono relativamente grandi e tendono a cadere verso il basso. E’ importante la
seguente conclusione: nei sistemi in co-corrente la polvere secca e l’aria escono insieme, in
quelli in contro-corrente la polvere secca e l’aria escono da parti opposte. Le condizioni
76
della polvere all’uscita dell’impianto (temperatura e umidità residua) sono determinate
dall’aria a contatto con essa. Nei sistemi in co-corrente la polvere che esce è a contatto con
l’aria che esce e quindi la temperatura e l’umidità residua della polvere sono determinate
dalla temperatura e dall’umidità relativa dell’aria di uscita. Poiché l’aria di uscita ha
scambiato calore, la sua temperatura sarà nettamente più bassa di quella di ingresso.
L’umidità di uscita, invece, sarà più alta di quella di ingresso. Nel caso invece dei sistemi in
contro-corrente, la polvere che esce dal basso è a contatto con l’aria che entra e quindi la
temperatura e l’umidità della polvere secca sono determinate dall’aria di ingresso. Queste
sono considerazioni importanti che si devono fare quando si va a valutare il rischio termico
e il contenuto di umidità residua nel materiale secco.
Se la camera di essiccamento è ben isolata termicamente il processo di essiccamento è un
processo di saturazione adiabatica dell’aria. Questa, infatti, viene riscaldata prima
dell’ingresso nella camera e durante l’essiccamento scambia calore soltanto con il
materiale. Quindi le condizioni dell’aria variano, sulla carta psicrometrica, secondo una
linea di saturazione adiabatica analogamente al caso dell’essiccamento in letto fluido (v.
Fig. 4.7). L’aria all’uscita avrà una temperatura che si indica con Tu e una umidità assoluta
H u . Evidentemente l’aria all’uscita non dovrà essere satura perché l’aria che esce trascina
le particelle di polvere le quali, se devono essere secche, devono essere a contatto con
un’aria che abbia un grado di saturazione <100% (se l’aria fosse satura di vapore le
particelle non sarebbero secche ma conterrebbero ancora dell’acqua libera). La Tu e la H u
individuano un punto sulla linea di saturazione adiabatica che ovviamente non coincide con
i valori di saturazione.
Si è visto che questo è un processo continuo e c’è necessità che le particelle di spray
siano secche quasi subito per far sì che, quando collidono con le pareti della camera siano
già secche e non si attacchino alle pareti stesse; perciò il presupposto di questo impianto è
che il processo di essiccamento sia estremamente rapido. Perché si verifichi ciò, occorre
che la superficie specifica dello spray sia sufficientemente grande, che i coefficienti di
trasferimento di calore e di massa siano elevati e quindi, che la velocità relativa dell’aria e
delle goccioline sia elevata, e che la temperatura dell’aria sia sufficientemente alta da
produrre un essiccamento rapido. Anche in questo caso si fa riferimento all’Eq. 4.2 valida
per i casi di essiccamento per convezione in condizioni di stato stazionario. Affinché la
77
velocità di essiccamento sia alta deve essere grande A, e questo è vero nei sistemi
pneumatici perché lo spray in genere è finemente suddiviso. h e K sono grandi perché si
tratta di trasporto pneumatico e quindi la velocità relativa dell’aria rispetto alle goccioline è
elevata. Inoltre è necessario che T e H siano rispettivamente grande e piccola. Se si vuole
che la temperatura sia elevata, allora legittimamente ci si può chiedere se c’è rischio
termico per il materiale e, inoltre, se le goccioline di spray entrano in ebollizione durante
l’essiccamento. La temperatura delle goccioline di spray è importante sia per quanto
riguarda la stabilità della sostanza che si vuol seccare sia per quanto riguarda la correttezza
del processo perché si vuole che le goccioline evaporino in superficie senza entrare in
ebollizione. Il fenomeno fisico è analogo a quello già trattato a proposito dell’essiccamento
in letto fluido (v. Fig. 4.7). Le condizioni dell’aria dall’ingresso all’uscita dalla camera
variano secondo la linea di saturazione adiabatica, che corrisponde con la linea di bulbo
umido; ciò vuol dire che, analogamente al materiale sospeso in letto fluido, la
Ts (temperatura delle goccioline dello spray) è costante al variare del tempo e della
posizione nella camera, e si trova nel punto di intersezione tra la linea di saturazione
adiabatica e la curva di saturazione (u.r.=100%). Per quanto riguarda il valore che Ts
assume a temperature di preriscaldamento dell’aria ( Ti ) elevate, osservando la carta
psicrometrica ci si rende conto che anche se l’aria fosse preriscaldata a temperature
altissime (anche 300°) troveremmo, individuando la corrispondente linea di saturazione
adiabatica, che la Ts sarebbe comunque al di sotto di 100°. Dunque, le goccioline non
entrano in ebollizione.
Consideriamo ora il rischio termico. Finché le goccioline sono tali, la temperatura è Ts .
Quando le goccioline sono secche e escono dalla camera, la loro temperatura si avvicina a
Tu (temperatura dell’aria in uscita), nei sistemi in co-corrente, e a Ti (temperatura di
preriscaldamento dell’aria), nei sistemi in contro-corrente. Si può accettare che la
temperatura del materiale secco arrivi a valori relativamente elevati perché la stabilità
chimica del materiale dipende dal tempo in cui il materiale si trova a una determinata
temperatura. La degradazione chimica di un materiale dipende molto da tale tempo e in
questo caso si deve tenere presente che il materiale rimane a temperatura sensibilmente più
alta della temperatura ambiente per pochissimo tempo, dell’ordine di secondi (tempo che
intercorre tra il momento in cui lo spray viene emesso dal nebulizzatore e il momento in cui
78
la polvere secca viene raccolta nel ciclone). Perciò il rischio termico è molto basso; infatti
lo spray-drying è un sistema che viene usato per seccare materiali termosensibili. Quindi, se
anche il materiale raggiunge temperature più elevate di quelle che si raggiungono per
esempio nei sistemi a letto fisso o anche nel letto fluido, il tempo di permanenza a queste
temperature è estremamente basso per cui il rischio termico è bassissimo. Il basso rischio
termico è un vantaggio di questo sistema di essiccamento.
Un altro vantaggio è dato dalla forma delle particelle secche che si ottengono, la quale
sarà ovviamente correlata con la forma delle goccioline. Una gocciolina è sferica. Abbiamo
visto che l’essiccamento non avviene facendo entrare in ebollizione la gocciolina ma
avviene per evaporazione dalla superficie. Questo vuol dire che la particella tende a
mantenere la forma sferica. A questo punto però bisogna considerare che la gocciolina può
essere una soluzione o una sospensione della sostanza che si vuole seccare. Nel caso della
soluzione, poiché l’evaporazione è molto rapida, allora c’è un rapido aumento della
concentrazione del soluto alla superficie della gocciolina, tanto che si arriva alla situazione
in cui alla superficie della gocciolina il soluto diviene solido mentre il solvente viene
racchiuso all’interno della particella che mantiene la forma sferica. Se la superficie della
particella è secca, non c’è più evaporazione libera, allora il calore che la particella riceve
dall’aria viene assorbito almeno in parte come calore sensibile e la particella si riscalda. In
tal caso il solvente che è all’interno della particella aumenta la sua tensione di vapore.
Allora possono accadere due cose:
1) lo strato di materiale secco è sufficientemente poroso da lasciar passare il vapore, così
si arriva ad una particella secca di forma rotondeggiante che può anche essere cava
all’interno (perché il solvente che si era accumulato all’interno della particella, quando
evapora, può lasciare un vuoto);
2) lo strato di materiale secco alla superficie della particella non è sufficientemente poroso
per lasciar uscire il vapore. In tal caso si crea una pressione interna tale da fare
scoppiare la particella che alla fine dà luogo a una o più particelle di forma irregolare.
Avviene spesso che nella polvere che si raccoglie nel ciclone insieme ad una
maggioranza di particelle sferiche si trovi una piccola percentuale di particelle di forma
irregolare. Se invece di partire da una soluzione si partisse da una sospensione, in ogni
gocciolina di partenza si potrebbe avere una o più particelle solide di materiale sospeso. La
solubilità di una sostanza in un solvente, anche se bassa, in genere non è zero, e quindi nella
79
gocciolina c’è una parte di solido disciolto, per cui, il fenomeno di precipitazione di
materiale c’è in genere, anche se il materiale è sospeso. Allora, se si ha una sospensione,
sulle particelle sospese si deposita del soluto che dopo l’evaporazione del solvente
solidifica e va a rivestire le particelle sospese. Il risultato è che se le particelle sospese
hanno in partenza una forma irregolare, poiché vengono rivestite gradualmente dal soluto
che solidifica, si ha un arrotondamento della forma della particella che si ottiene alla fine.
Quindi, sia che si parta da una soluzione che da una sospensione, le particelle di polvere
secca che si ottengono alla fine hanno prevalentemente una forma rotondeggiante. Questo è
molto importante perché la forma rotondeggiante conferisce scorrevolezza alla polvere. In
realtà la scorrevolezza non dipende solo dalla forma della polvere secca; quando le
particelle sono piccole la scorrevolezza è scarsa a causa delle dimensioni. Infatti, se le
dimensioni sono piccole è grande la superficie specifica, e così c’è una notevole tendenza
all’agglomerazione che è dovuta ad interazioni superficiali; gli agglomerati di particelle
piccole non sono per niente scorrevoli. L’agglomerazione avviene a causa delle interazioni
elettrostatiche che si stabiliscono tra le particelle. La forma sferica impedisce la
concentrazione di cariche statiche, perché distribuisce la carica elettrostatica su tutta la
superficie della particella. Ecco perché la forma sferica riduce la formazione di
agglomerati, quando la superficie specifica è elevata. Ecco perché con lo spray-drying si
ottengono polveri che sono fini ma, avendo prevalentemente forma rotondeggiante, sono
poco agglomerate e perciò scorrevoli. Tanto è vero che lo spray-drying è anche usato
proprio per arrotondare la forma delle particelle. Un esempio di questa applicazione è dato
dal lattosio commerciale, che può portare la specificazione “lattosio ottenuto per spraydrying”: tale specificazione è una garanzia di qualità del prodotto perché sarà sicuramente
scorrevole.
Lo spray-drying non si usa solo per l’essiccamento, ma ne esistono altre applicazioni. Per
esempio con tale tecnica possono essere ottenute microcapsule. Si può microincapsulare
una polvere: il materiale di partenza è una sospensione della polvere in una fase liquida
costituita da una dispersione di un colloide in acqua. Le particelle di polvere sono sospese
nel solvente e man mano che il solvente evapora il colloide, che è disperso nel solvente, va
a rivestire le particelle di principio attivo. Quindi ogni gocciolina si trasforma in una
microcapsula. Le microcapsule si possono ottenere anche incapsulando oli (in questo caso,
invece di fare una sospensione si fa un’emulsione). L’olio viene emulsionato, l’acqua
80
contiene il polimero di rivestimento. Anche in questo caso ogni gocciolina quando è secca è
una microcapsula in cui il polimero incapsula l’olio. Oppure si può fare il cosiddetto spraycongealing (congelamento dello spray). Così si possono preparare delle microcapsule in cui
una cera riveste il principio attivo. Le cere sono materiali che fondono a temperature
piuttosto basse. Allora si può sospendere il farmaco da incapsulare in cera fusa, quindi la
sospensione viene nebulizzata e lo spray viene fatto solidificare inviando nella camera aria
fredda (spray-congealing) ottenendo così microcapsule.
Correlazioni tra i fattori che controllano il processo di spray-drying
Il processo di essiccamento avviene in condizioni stazionarie; è un processo continuo,
quindi, quando va a regime, la massa di materiale liquido che è introdotta nella camera
nell’unità di tempo è costante ed è costante anche la massa di polvere secca che si raccoglie
nell’unità di tempo. Vediamo come si analizzano quantitativamente queste condizioni.
La velocità di essiccamento, VE=mev /t (massa di acqua evaporata nell’unità di tempo),
deve essere uguale alla massa di acqua immessa nella camera nell’unità di tempo, perché il
processo funzioni in modo corretto senza accumulo di acqua nella camera. La massa di
acqua introdotta nella camera è legata alla massa dell’alimentazione (per alimentazione si
intende il materiale liquido che viene alimentato nella camera e si indica con il pedice “al”)
dalla relazione:
macqua mal (1 f )
dove f rappresenta la frazione in peso del materiale farmaceutico nell’alimentazione.
Dunque, quando il processo è a regime si deve avere:
VE
mev macqua mal
(1 f )
t
t
t
La massa alimentata è correlata al suo volume tramite la densità. Dunque:
VE al
dove
Val
1 f
t
Val
è la portata dell’alimentazione e si indica con Gal:
t
VE al Gal 1 f
Eq. 4.18
81
Si può correlare la portata dell’alimentazione con le condizioni dell’aria nell’impianto. Si
è precedentemente espressa la VE nei sistemi di essiccamento ad aria, mediante l’Eq. 4.14.
Nel caso presente, la VE è costante, quando il processo è a regime. Combinando l’Eq. 4.14
con l’Eq. 4.18, si ottiene:
al Gal 1 f
G
H u Hi
Vu
Eq. 4.19
Questa è valida indipendentemente dal fatto che l’impianto abbia perdite di calore o
meno. Se poi l’impianto è sostanzialmente adiabatico allora la VE si può esprimere con
l’Eq. 4.16, per cui, le condizioni di regime si possono scrivere in funzione della variazione
di temperatura dell’aria:
al Gal 1 f
G Cp
Ti Tu
Vu
Eq. 4.20
Consideriamo i singoli fattori che compaiono nelle equazioni precedenti e che sono
importanti per stabilire le condizioni stazionarie del processo.
Consideriamo la temperatura Ti che è la temperatura di preriscaldamento dell’aria.
Questa viene prefissata sulla base di diversi criteri. Uno di questi riguarda il corretto
funzionamento del processo, cioè, tale temperatura si deve armonizzare con gli altri fattori
che compaiono nelle Eqq. 4.19 e 4.20, in modo che valga l’uguaglianza. In altre parole la
temperatura di preriscaldamento dell’aria deve essere tale da consentire che l’evaporazione
dell’acqua avvenga ad una velocità uguale all’introduzione dell’acqua nella camera. Ci
sono altri requisiti della temperatura di preriscaldamento dell’aria, che sono relativi alle
esigenze del materiale. Tutti i materiali hanno dei limiti per quanto riguarda la stabilità
termica e allora la temperatura di preriscaldamento deve essere compatibile con questa
esigenza del materiale. Il materiale, inoltre, ha anche un’altra esigenza: il contenuto di
umidità residua. La Ti influenza, come vedremo più precisamente in seguito, il contenuto
di umidità residua del materiale. Una volta che si è tenuto conto di questi fattori, la
temperatura di preriscaldamento è fissa per tutta la durata del processo.
G è la portata dell’aria. Nel caso del letto fluido la portata dell’aria deve avere dei
requisiti tali per cui deve fluidizzare il letto di polvere senza arrivare al trasporto
pneumatico. Qui il trasporto è pneumatico, nel caso di sistemi in co-corrente. Allora, per
questi sistemi G non ha un limite superiore, se non quello posto dalla costruzione
82
dell’impianto o dal ventilatore che si usa per generare questo flusso di aria. Per il
funzionamento del processo il flusso dell’aria può essere grande quanto si vuole perché
siamo in condizioni di trasporto pneumatico, di grande turbolenza, e più grande è questa
turbolenza, più rapido è il processo: Perciò se in un impianto in co-corrente si può far
variare G, conviene massimizzarlo.
Il sistema in contro-corrente funziona con nebulizzatori ad ugello idraulico. In questo
sistema il materiale liquido viene introdotto dall’alto, l’aria entra nella camera dal basso,
mentre il materiale secco esce dal basso e l’aria esce dall’alto (v. Fig. 4.8). In questo caso G
ha requisiti particolari, cioè, non deve generare il trasporto pneumatico, ma nemmeno la
sospensione del materiale: G deve essere tale da consentire al materiale di scendere verso il
basso, perciò deve essere armonizzato con le caratteristiche del materiale (peso e superficie
specifica delle particelle). Perciò nei sistemi in contro-corrente, per regolare G si deve
tenere conto delle dimensioni delle particelle dello spray.
Le altre grandezze nelle Eqq. 4.19 e 4.20, come il calore specifico dell’aria, il calore
latente specifico di evaporazione, la frazione di soluto nell’alimentazione, f, sono
caratteristiche indipendenti dal funzionamento del processo.
Il valore di V u che compare in tali espressioni si riferisce all’aria della quale si misura il
valore della portata, G. Il rapporto G/Vu rappresenta la massa di aria che attraversa
l’impianto nell’unità di tempo e dipende dal funzionamento del ventilatore.
Gal è la portata dell’alimentazione. Nei casi in cui può essere fatta variare in un
intervallo ampio, e questo avviene con i nebulizzatori a turbina o a ugello pneumatico, il
suo valore deve essere armonizzato con le altre grandezze delle Eqq. 4.19 e 4.20. Nel caso
dei sistemi che impiegano l’ugello idraulico si è visto che Gal più che adeguarsi agli altri
fattori dell’impianto e a quelli relativi al materiale deve adeguarsi alle caratteristiche
dell’ugello perché negli ugelli idraulici c’è una correlazione tra portata dell’alimentazione,
pressione alla quale è sottoposto il liquido nell’ugello idraulico, viscosità del liquido stesso,
apertura dell’ugello.
H i è l’umidità assoluta dell’aria di ingresso, che deve essere regolata opportunamente
condizionando l’aria dell’ambiente.
H u è l’umidità dell’aria di uscita dalla camera e, come Tu , che è la temperatura della
stessa aria, sono variabili dipendenti da tutti gli altri fattori.
83
Le Eqq. 4.19 e 4.20 si possono scrivere nel modo seguente:
Hu Hi
Tu Ti
alVu 1 f
G
alVu 1 f
CPG
Gal
Eq. 4.21
Gal
Eq. 4.22
Discutiamo queste due equazioni per i sistemi in co-corrente. In questi, la portata
dell’aria, G, non è una vera e propria variabile: essa è una caratteristica dell’impianto e ha il
valore massimo che l’impianto consente. Invece, poiché nei sistemi in co-corrente si usano
nebulizzatori a turbina o ad ugello pneumatico, la portata di alimentazione Gal può essere
fatta variare e ottimizzata per un certo processo, in quanto con questi nebulizzatori i fattori
che determinano la superficie specifica del nebulizzato (potenza e portata di alimentazione)
possono essere fatti variare indipendentemente. La portata di alimentazione perciò può
essere considerata una variabile indipendente: si può aumentare o diminuire il flusso e
vedere come queste variazioni influiscono sul processo. I rapporti che compaiono nelle
Eqq. 4.21 e 4.22 sono costanti nel corso del processo. Nella Eq. 4.21, Hi , ossia l’umidità
assoluta dell’aria di ingresso, è costante; nella Eq. 4.22 la temperatura di preriscaldamento,
Ti', è costante. Si può perciò considerare la portata di alimentazione una variabile
indipendente e quindi alimentare il liquido più rapidamente o meno rapidamente, e questo
porta come conseguenza una variazione dell’umidità assoluta dell’aria di uscita e anche una
variazione della temperatura dell’aria di uscita, che sono variabili dipendenti. Si può
verificare, tramite l’effetto della portata di alimentazione sull’umidità assoluta o sulla
temperatura dell’aria di uscita, se il processo funziona in modo corretto oppure no, cioè, se
queste due equazioni sono rispettate o no. Infatti le due equazioni si possono scrivere anche
così:
H u H i cos t Gal
Eq. 4.23
Tu Ti cos t Gal
Eq. 4.24
Per verificare se queste equazione sono effettivamente rispettate nel processo è sufficiente
verificare che il tipo di correlazione tra portata di alimentazione e umidità assoluta dell’aria
di uscita o portata di alimentazione e temperatura dell’aria di uscita è quello effettivamente
previsto dalle equazioni stesse. Queste equazioni prevedono una correlazione lineare tra
l’umidità dell’aria di uscita e portata di alimentazione e anche tra la temperatura dell’aria di
84
uscita e tale portata. Inoltre, si deve verificare che per Gal=0 si abbia: Hu=Hi e Tu=Ti’. Se i
suddetti requisiti sono rispettati, allora si può concludere che il processo funziona
correttamente (v. Fig. 4.9).
Hu
Tu
Ti'
Hi
Gal,max
Gal
Gal,max Gal
Fig. 4.9
Questo lo si può fare nei sistemi in cui la portata di alimentazione è un’effettiva variabile
indipendente, cioè nei sistemi in co-corrente, perché in quelli in contro-corrente, in cui
l’ugello è idraulico, la portata di alimentazione non può essere considerato una vera e
propria variabile perché l’ugello è di tipo rigido.
Si possono costruire due grafici in riferimento alle due equazioni precedenti. Si può
aumentare la portata di alimentazione avendo fissato le altre grandezze cioè la portata
dell’aria, la temperatura di pre-riscaldamento dell’aria, l’umidità assoluta dell’aria di
ingresso. Si mette in funzione l’impianto, si fa funzionare il ventilatore, il preriscaldatore
dell’aria, e poi si comincia a spruzzare partendo da un valore di Gal=0 e aumentandolo
gradualmente. Se l’umidità assoluta (o la temperatura, se l’impianto è adiabatico) dell’aria
di uscita varia linearmente, come previsto dall’Eq. 4.23 (o dall’Eq.4.24) allora, in queste
condizioni il processo funziona correttamente (v. Fig. 4.9). Un andamento lineare di Hu (o
di Tu) in funzione di Gal non si avrà per valori troppo grandi di Gal. Per valori di flusso di
alimentazione superiori a un valore limite, Gal,max, la massa d’acqua immessa nella camera
nell’unità di tempo supera la massa d’acqua che evapora nell’unità di tempo e quindi da un
certo valore di flusso in poi c’è un accumulo di acqua nella camera e quindi, se si verifica
ciò, l’umidità assoluta dell’aria di uscita non aumenta più linearmente ma assume valori più
85
bassi di quelli teorici. Analogamente, la Tu non diminuisce più linearmente e quindi i grafici
tendono a incurvarsi verso un plateau. Il sistema funziona bene fino a un valore massimo
del flusso di alimentazione, oltre il quale non si può andare.
Ora ci si deve porre il problema di una ottimizzazione delle variabili. Ci conviene
evidentemente massimizzare il flusso di alimentazione, perché così si massimizza la
velocità del processo. Si massimizza inoltre il grado di saturazione dell’aria, perché se
nell’unità di tempo si introduce più acqua nella camera, ne evapora di più e quindi aumenta
il grado di saturazione dell’aria. Perciò, anche dal punto di vista del rendimento termico
conviene aumentare Gal . Nei sistemi in co-corrente bisogna considerare che se si aumenta
il grado di saturazione dell’aria di uscita si aumenta anche il contenuto di umidità residua
del materiale che esce, perché in questi sistemi il materiale esce insieme all’aria. Per flussi
di alimentazione troppo elevati, nei sistemi in co-corrente la polvere potrà uscire più umida
di quanto sia opportuno. Nei sistemi in contro-corrente, invece, la polvere che esce è a
contatto con l’aria di ingresso e quindi non si pone il problema di una eccessiva umidità
dell’aria di uscita.
Per quanto riguarda i valori di H i e di Ti , diminuendo la prima (rendendo cioè l’aria di
ingresso più secca) e aumentando la seconda, si aumenta la velocità del processo.
Un’altra variabile da discutere è S o , cioè la superficie specifica dello spray. Si è già detto
che per i sistemi a ugello idraulico So non si considera una variabile. Nei sistemi in cocorrente che usano turbine o ugelli pneumatici invece essa può variare, come abbiamo già
visto. La superficie specifica del nebulizzato non compare nelle equazioni che esprimono il
bilanciamento del processo. Allora la pendenza dei grafici Tu vs. Gal o Hu vs. Gal rimane
uguale e indipendente dai valori di S o . Però è indubbio che se S o è maggiore
l’evaporazione dello spray è più rapida e questo consente una portata massima di
alimentazione, Gal,max, maggiore.
Consideriamo perciò i due grafici relativi a un caso 1 e a un caso 2, tali che S 0, 2 S 0,1 . La
pendenza sarà uguale, però il grafico 2, quando arriva alla portata massima per il caso 1,
prosegue linearmente.
86
Hu
So2
Tu
So1
So1
So2
Gal,max1 Gal,max2
Gal
Gal,max1 Gal,max2
Gal
Fig. 4.10
Quindi se si verifica che in certe condizioni c’è accumulo di liquido allora si possono
diminuire le dimensioni particellari dello spray. Nei nebulizzatori elastici è sufficiente
aumentare la potenza, ossia la velocità di rotazione della turbina, oppure aumentare la
pressione dell’aria di atomizzazione nell’ugello pneumatico.
87
CAPITOLO 5
LA LIOFILIZZAZIONE
Liofilizzare un materiale significa renderlo “liofilo”. Rendere liofilo un materiale
significa renderlo rapidamente solubile in acqua. Il termine liofilizzazione dunque non è
legato al processo di essiccamento, ma è legato alle caratteristiche fisiche del prodotto
finale. Questo è una sostanza solida con una elevatissima superficie specifica che rende
molto rapida la dissoluzione. Il processo si dovrebbe chiamare CRIO-ESSICCAMENTO,
ossia, essiccamento a freddo. Infatti il processo consiste nel congelare la soluzione, facendo
passare l’acqua a ghiaccio, e successivamente allontanare l’acqua con il passaggio di stato
della sublimazione. Questo processo si adatta bene a materiali molto termolabili che non
sopporterebbero nemmeno il trattamento dello spray-drying. Oppure si può fare un crioessiccamento per fare la liofilizzazione, cioè per ottenere un materiale che si scioglie molto
rapidamente in acqua.
Il processo si svolge in tre fasi successive:
1) CONGELAMENTO, detto più frequentemente PRECONGELAMENTO. In questa
fase viene sottratto calore alla soluzione per fare passare l’acqua a ghiaccio. Bisogna però
considerare che anche il soluto, ossia il principio attivo, deve solidificare. Vedremo in
seguito che in certi casi può essere utile che il soluto cristallizzi, in altri, che sia un solido
amorfo. Non tutta l’acqua cristallizza e la percentuale di acqua che non passa a ghiaccio
varia a seconda dei casi. In alcuni casi tale acqua vetrifica insieme al soluto amorfo, ma
sempre c’è una percentuale di acqua adsorbita, a livello molecolare, sulla superficie del
principio attivo solido.
2) ESSICCAMENTO PRIMARIO: in questa fase si ha la sublimazione del ghiaccio.
3)
ESSICCAMENTO
SECONDARIO
o
DESORBIMENTO:
consiste
nell’allontanamento dell’acqua adsorbita, e se è il caso, di quella vetrificata.
Una soluzione di principio attivo prima di essere sottoposta al processo di liofilizzazione
ha bisogno di pretrattamenti.
Uno è la certamente la sterilizzazione, perché i liofilizzati farmaceutici sono destinati alla
somministrazione parenterale. Deve essere sterilizzata la soluzione di partenza e non il
88
liofilizzato finale. Infatti, la liofilizzazione si applica in genere a materiali termolabili e, in
generale, chimicamente poco stabili. Questo significa che il liofilizzato finale non può
essere sterilizzato con calore né con raggi gamma o ossido di etilene. Allora si deve
sterilizzare la soluzione di partenza e condurre la liofilizzazione in condizioni
rigorosamente asettiche. La soluzione di partenza viene sterilizzata con il metodo della
filtrazione sterilizzante (v. Rif. 1, p. 146-152). Se la soluzione di partenza è torbida allora
deve essere sottoposta previamente a una filtrazione chiarificante.
Un altro fattore importante da considerare è la concentrazione della soluzione di
partenza, che non può essere inferiore ad un certo valore limite perché altrimenti il
liofilizzato che si ottiene alla fine non ha sufficiente stabilità meccanica. Il liofilizzato è un
solido poroso rigido dotato di una elevata superficie specifica. I pori presenti nel liofilizzato
finale non sono altro che gli spazi lasciati liberi dai cristalli di ghiaccio che è sublimato.
Alla fine del processo il liofilizzato secco occupa lo stesso volume della soluzione di
partenza. Perciò se si parte da una soluzione troppo diluita, ad es., al 2%, il 98% del volume
alla fine resta vuoto. Evidentemente un liofilizzato così non può essere stabile
meccanicamente. Da ciò si conclude che la concentrazione non deve essere minore del 1520%.
I principi attivi con elevata attività farmacologica, devono essere somministrati a basse
dosi. Il liofilizzato monodose deve contenere una quantità piccola o molto piccola di
principio attivo. In questi casi è necessario aggiungere al farmaco un eccipiente (che allo
stato anidro è solido) che sia biologicamente inerte, come albumina o lattosio. Questo
diluente conferisce la stabilità meccanica necessaria al liofilizzato.
Nel caso in cui invece si abbia a disposizione una soluzione così diluita che per
somministrare la dose opportuna si debbano fare più iniezioni, allora è necessario
concentrare la soluzione. Per allontanare l’acqua da una soluzione senza riscaldarla si usa il
metodo della crioconcentrazione che sarà descritto in seguito.
89
CONGELAMENTO DELLA SOLUZIONE ACQUOSA DI UNA
SOSTANZA
Aspetti termodinamici
Per capire i fenomeni che avvengono quando si congela la soluzione di una sostanza
consideriamo il diagramma di stato di un sistema binario costituito da acqua e soluto.
Questi due componenti a certe temperature sono miscibili, ad altre non lo sono.
Consideriamo il diagramma di stato di tale sistema alla pressione atmosferica:
Fig. 5.1
G indica il ghiaccio
F indica il farmaco
Tc è il punto di congelamento della soluzione
B indica la temperatura e la composizione della miscela soluzione–ghiaccio
C indica la temperatura e la composizione della soluzione in equilibrio con il ghiaccio
In ogni zona del diagramma il sistema si presenta in modo diverso: nella zona in alto
esiste la soluzione, cioè i due componenti fanno parte di un sistema liquido omogeneo
perché essi sono miscibili. Poi c’è una zona in cui esiste ghiaccio in equilibrio con una
soluzione di farmaco (G+soluz.). Quindi, c’è un settore in cui il componente solido è il
90
farmaco in equilibrio con la soluzione del farmaco stesso (F+soluz.). Infine, nella zona più
bassa esistono due fasi solide, ghiaccio e farmaco (G+F).
La curva che ci interessa di più è quella di sinistra. Un punto su questa curva indica
condizioni di temperatura e di composizione della soluzione in equilibrio con il ghiaccio.
Un punto all’interno del settore sotteso dalla stessa curva indica le condizioni di
temperatura e composizione di una miscela costituita da ghiaccio e soluzione. Se voglio
sapere qual è la composizione della soluzione in equilibrio con il ghiaccio in una miscela
avente temperatura e composizione corrispondenti, ad es., al punto B (Fig. 5.1) devo
cercare il punto sulla curva che corrisponde alla temperatura che si considera (punto C, Fig.
5.1).
Se una soluzione viene portata ad una temperatura tale che si separa del ghiaccio, è ovvio
che la soluzione si concentra.
Se il sistema è costituito da acqua pura, la temperatura alla quale l’acqua pura è in
equilibrio con il ghiaccio è 0°C (alla pressione di 1atm). Considerando la curva di destra, in
questo caso la fase solida è costituita dal farmaco: se consideriamo il farmaco puro cioè, se
ci poniamo sull’asse delle ascisse in corrispondenza del 100% di farmaco, l’ordinata del
corrispondente punto sulla curva sarà il punto di fusione del farmaco alla pressione di 1atm.
Nei punti sulla linea retta orizzontale il sistema è in condizioni diverse a seconda che essi
si trovino a sinistra o a destra del punto triplo. Infatti, a sinistra del punto triplo, per tutte le
composizioni comprese tra il 100% di acqua e il punto E il sistema è costituito da:
1) una fase liquida, che è una soluzione con una composizione corrispondente al punto E;
2) ghiaccio;
3) una miscela ghiaccio-farmaco solido. Questa miscela si forma quando la temperatura
corrisponde al punto E. Questa miscela di due fasi solide, G+F, che si forma al punto E, ha
la composizione definita da tale punto; essa si definisce miscela eutettica e la temperatura
TE è il punto eutettico.
Se si prende un punto sulla linea orizzontale a destra del punto eutettico questo
corrisponde a un sistema costituito dalle fasi descritte ai punti 1) e 3) e da F solido.
Al punto E il sistema è costituito dalle fasi di cui ai punti 1) e 3).
C’è una differenza dal punto di vista fisico tra il ghiaccio che si forma quando il sistema
si trova nel settore G+soluz. e il ghiaccio che si forma quando esso si trova alla TE. La
miscela eutettica allo stato solido è costituita da due fasi solide G+F mescolate
91
intimamente e costituite da cristalli molto piccoli. I cristalli di ghiaccio e di farmaco
costituenti la miscela eutettica sono perciò molto più piccoli di quelli che si trovano nel
sistema G+soluz. o F+soluz.
Supponiamo di sottrarre calore a una soluzione acquosa che contiene una certa
concentrazione di farmaco, a partire da una temperatura uguale a quella dell’ambiente, alla
pressione di 1atm (punto A, Fig. 5.1). La soluzione si raffredda, senza che ci sia altro
cambiamento, fino al punto di congelamento. A questo punto la soluzione è in equilibrio
con il ghiaccio. Se si continua a sottrarre calore si forma ghiaccio. La miscela non cambia
composizione, mentre cambia la composizione della soluzione in equilibrio con il ghiaccio.
Se si passa dal punto iniziale A al punto B la miscela mantiene la sua composizione, ma la
composizione della soluzione in equilibrio con il ghiaccio cambia (da B passa a C): la
soluzione si è concentrata. Questo metodo (crioconcentrazione) può essere usato per
concentrare una soluzione senza far evaporare il solvente; il passaggio di stato è la
solidificazione e non l’evaporazione. Il problema che si pone a questo punto è la
separazione della fase liquida da quella solida. Si può usare il metodo della centrifugazione
che si deve fare ad una temperatura controllata, con una centrifuga termostatabile. Questo
metodo però non è molto usato, anche perché come regola non si dovrebbe porre il
problema di concentrare soluzioni diluite, perché la soluzione da liofilizzare deve essere
preparata con l’opportuna concentrazione. Continuando a sottrarre calore la temperatura
scende e contemporaneamente si forma una quantità sempre più grande di ghiaccio e la
soluzione in equilibrio con i cristalli di ghiaccio è sempre più concentrata. Questa soluzione
prende il nome di soluzione interstiziale perché il ghiaccio si forma in tutto il volume del
sistema (almeno in teoria, perché si suppone che la diminuzione di temperatura sia
uniforme nel sistema) e la soluzione in equilibrio con il ghiaccio si trova negli interstizi tra i
cristalli di ghiaccio. Quando la temperatura raggiunge il punto eutettico, allora si forma la
miscela eutettica solida costituita da cristalli molto piccoli di ghiaccio intimamente
mescolati con cristalli di farmaco, anch’essi molto fini. La soluzione interstiziale a questo
punto ha la composizione della miscela eutettica. Se si continua a sottrarre calore continua
a formarsi la miscela eutettica solida. Al punto eutettico solidifica la soluzione interstiziale
mantenendo inalterata la sua composizione; siamo a un punto in cui, sottraendo calore, le
variabili non cambiano. Quando il sistema è completamente solido, esso è interamente
costituito da cristalli di ghiaccio e, negli interstizi tra tali cristalli, ci saranno i cristalli molto
92
più fini della miscela eutettica. Continuando a sottrarre calore, la temperatura riprende a
scendere. Liofilizzando il sistema congelato si avrà la sublimazione dei cristalli di ghiaccio,
che lasceranno degli spazi vuoti, e il farmaco liofilizzato che si ottiene alla fine avrà la
forma di una spugna rigida con numerosi e piccoli pori.
La composizione della soluzione interstiziale, quando si forma la miscela eutettica,
cambia a seconda del tipo di farmaco: ci sono miscele eutettiche che sono più o meno
ricche di farmaco. Per quanto riguarda la crioconcentrazione, la concentrazione massima
della soluzione che si può ottenere è quella corrispondente al punto eutettico.
Aspetti cinetici
Consideriamo l’aspetto cinetico dei fenomeni che si verificano nel congelamento tramite
il diagramma T rispetto al tempo. Nel diagramma di Fig. 5.2 si suppone in un primo
momento che la soluzione che si congela sia ideale e che il sistema sia in equilibrio quasi–
stazionario durante il congelamento.
Fig.5.2
Al tempo zero il sistema è una soluzione acquosa del farmaco e la temperatura è uguale
alla temperatura ambiente. Supponiamo di sottrarre calore a velocità costante, allora la
temperatura scende linearmente (tratto a) perché quello che viene sottratto alla soluzione è
93
calore sensibile, fino a che non si arriva alla temperatura alla quale comincia a formarsi il
ghiaccio (Tc, v. Figg. 5.1 e 5.2). Questa temperatura è inferiore a 0°C. Quando comincia a
formarsi ghiaccio si ha emissione di calore latente di fusione che provoca una discontinuità
nel diagramma di Fig. 5.2. La temperatura diminuisce fino alla temperatura del punto
eutettico (tratto b). Al punto eutettico la solidificazione della miscela eutettica avviene con
emissione di calore latente e senza variazione di composizione, per cui, durante la
solidificazione della miscela eutettica la temperatura rimane costante (tratto c).
Continuando a sottrarre calore, tale calore è calore sensibile, poiché non ci sono più
passaggi di stato. Allora si ha un raffreddamento lineare se si sottrae calore a velocità
costante (tratto d). Queste trasformazioni sono teoriche, perché si suppone che il sistema sia
sempre in condizioni di equilibrio termodinamico. Nella realtà non si ottiene mai un
diagramma così. Riassumendo:
Grafico ideale (v. Fig. 5.2):
-
tratto a: raffreddamento della soluzione
-
tratto b: congelamento dell’acqua
-
tratto c: congelamento della miscela eutettica
-
tratto d: raffreddamento del solido
Un diagramma reale temperatura-tempo che si ottiene quando si congela una soluzione
mostra diverse deviazioni dall’idealità, le quali dipendono dal tipo di soluto. Consideriamo
come soluto una sostanza a basso peso molecolare, cosicché il diagramma non devia molto
dal comportamento teorico. Nella pratica il calore viene sottratto ad una velocità piuttosto
elevata: la soluzione viene messa a contatto con una sorgente fredda, avente una
temperatura costante. Questo significa che quando si arriva al punto in cui teoricamente si
dovrebbe avere la formazione di ghiaccio, in realtà ciò non si verifica perché la soluzione si
sovraraffredda: il sistema non è all’equilibrio termodinamico bensì in condizioni di
equilibrio metastabile. In realtà si ha una deviazione dal grafico ideale, rappresentata dal
tratto e (Fig. 5.2). E’ sufficiente un evento casuale perché si “rompa” l’equilibrio
metastabile: si ha, allora, la formazione di cristalli di ghiaccio perché il sistema si riporta
rapidamente alle condizioni di equilibrio termodinamico. La temperatura aumenta fino a
incontrare la curva teorica (tratto f, Fig. 5.2): questa è la prima deviazione dalla teoria.
Dopo che è congelata la maggior parte dell’acqua, la soluzione interstiziale è molto
concentrata. A tale concentrazione, la velocità con cui le molecole in tale soluzione si
94
organizzano nel reticolo cristallino non è sufficiente a mantenere il sistema all’equilibrio
termodinamico, per cui si ha sovraraffreddamento della soluzione interstiziale fin sotto il
punto eutettico (tratto g). Se il soluto ha basso peso molecolare e mantiene una certa
mobilità molecolare, anche se è sovraraffreddato può, a un certo punto, formare germi
cristallini. Allora cristallizza la miscela eutettica e il sistema ritorna nelle condizioni di
equilibrio termodinamico (tratto h). Riassumendo:
Deviazioni dall’idealità (v. Fig. 5.2):
-
tratto e: sovraraffreddamento della soluzione
-
tratto f: ritorno all’equilibrio con congelamento di acqua
-
tratto g: sovraraffreddamento della soluzione interstiziale
-
tratto h: ritorno all’equilibrio con congelamento della miscela eutettica
Vediamo adesso come si presenta il diagramma temperatura-tempo registrato dagli
strumenti di controllo nel processo di congelamento della soluzione di una sostanza di peso
molecolare relativamente basso:
Fig. 5.3
Nella maggior parte dei casi il congelamento viene fatto mettendo il contenitore con il
materiale da congelare a contatto con una piastra raffreddata che viene mantenuta alla
temperatura Tp. Quando il sistema è completamente congelato, allora non c’è più emissione
di calore latente e il sistema tende ad equilibrarsi termicamente con la piastra di
raffreddamento ( T p ). Questo è il caso in cui il soluto ha un peso molecolare relativamente
basso, e quindi, mobilità delle molecole tale da permettere una rapida organizzazione nel
reticolo cristallino.
95
Più frequentemente i farmaci che si liofilizzano hanno strutture molecolari complicate e
pesi molecolari relativamente elevati. In tal caso l’andamento del grafico è quello
rappresentato in Fig. 5.4.
Fig. 5.4
Quando la soluzione interstiziale si sovraraffredda, poiché il soluto, nel caso presente, ha
un peso molecolare elevato, aumenta sensibilmente la viscosità della soluzione. Questo
comporta una grossa difficoltà da parte del soluto ad organizzarsi nel reticolo cristallino,
perché ha scarsa mobilità molecolare. La soluzione interstiziale sovraraffreddata,
termodinamicamente
instabile,
tende
a
raggiungere
le
condizioni
di
stabilità
termodinamica, cioè, a solidificare, ma molto più lentamente rispetto al caso della Fig.5.3.
Questo fa sì che il fenomeno esotermico derivante dalla solidificazione di tale soluzione
interstiziale non sia così rapido come nel caso precedente. Tale lento fenomeno esotermico
si manifesta, perciò, con una lenta diminuzione della velocità di raffreddamento del
sistema. L’intervallo di temperatura in cui si ha la lenta solidificazione viene chiamato zona
eutettica oppure zona di eutessia. Dunque, in questo caso non c’è una temperatura eutettica
ma un intervallo di temperatura. La temperatura a cui si ha completa solidificazione non
viene più indicata con TE ma con Tcs (temperatura di completa solidificazione). Questa
temperatura non è una caratteristica termodinamica come la TE, ma è la temperatura
effettiva alla quale il sistema è completamente congelato. Sottraendo ancora calore il
sistema non emette più calore latente, si raffredda tendendo a equilibrarsi termicamente con
la piastra raffreddante.
Un altro comportamento che si può verificare con certi tipi di farmaco, è rappresentato
nel diagramma seguente:
96
Fig. 5.5
In questo caso le molecole del farmaco nella soluzione interstiziale sovraraffreddata
hanno una mobilità così bassa che non ce la fanno mai ad organizzarsi in un reticolo
cristallino. Ciò significa che se la temperatura della piastra è sufficientemente bassa, la
temperatura del sistema, che si equilibra con quella della piastra, è tale per cui la soluzione
interstiziale scende al di sotto della sua temperatura di transizione vetrosa (un sistema
vetroso è un sistema amorfo, con una viscosità così elevata da essere rigido, da essere un
solido in cui la mobilità molecolare traslazionale è azzerata). La soluzione interstiziale,
dunque, vetrifica. I due componenti, acqua e farmaco, costituiscono una soluzione solida.
Vediamo se i casi rappresentati nelle Fig. 5.3, 5.4 e 5.5 sono accettabili per la
liofilizzazione, e in quale misura lo sono. Per fare queste considerazioni, dobbiamo metterci
nelle condizioni della successiva sublimazione della ghiaccio (l’essiccamento primario).
Nella fase di sublimazione del ghiaccio, in cui si fornisce calore, è necessario che la
temperatura del sistema congelato si mantenga tale da non provocare transizioni del sistema
opposte a quelle che il sistema ha subito nel corso del congelamento. Il sistema deve
rimanere allo stato solido, perciò non devono essere superate: TE, nel caso della Fig. 5.3; la
Tcs, nel caso della Fig. 5.4; la Tg, temperatura di transizione vetrosa della soluzione
interstiziale, nel caso della Fig. 5.5. Siccome nella fase di essiccamento primario il sistema
è sotto vuoto, se il sistema non è completamente rigido (cioè se, per es., la miscela
interstiziale è allo stato liquido), allora si può avere anche una rapida ebollizione e, oltre a
essere pregiudicato il processo, il principio attivo può pericolosamente inquinare
97
l’impianto. Se la miscela interstiziale, pur fondendo, non entra in ebollizione, oppure entra
in un’ebollizione non tumultuosa perché è viscosa, essa tuttavia rammollisce. Questo le fa
perdere la struttura rigida, si contrae e la porosità diminuisce. In questo caso, anche se si
riesce a portare a termine il processo si ottiene un liofilizzato con una superficie specifica
molto più bassa di quella che dovrebbe avere: si ha un collassamento del liofilizzato.
Questo collassamento si ha anche nel caso di una miscela interstiziale vetrificata quando si
supera la temperatura di transizione vetrosa, cioè, si passa dallo stato vetroso a quello
viscoso e quindi la miscela interstiziale rammollisce e collassa.
Per non superare queste temperature, TE, Tcs, Tg, dobbiamo conoscere il loro valore. I
grafici precedenti vengono registrati nel corso del congelamento, misurando la temperatura
con sonde termometriche che sono inserite in alcuni flaconi. Queste sonde sono piccole:
sono termoresistenze, cioè, resistenze elettriche tarate in una scala di temperatura (la
resistenza dipende dalla temperatura alla quale la sonda si trova per cui, misurando il valore
della resistenza elettrica, correlato con la temperatura, si ottiene il valore della temperatura
stessa). Così si può registrare la temperatura in funzione del tempo, e ottenere i grafici
precedentemente illustrati. Tramite questi si possono valutare i fenomeni che sono avvenuti
nel sistema durante il congelamento e individuare la temperatura alla quale il materiale è
divenuto completamente solido. Questo è vero quando il sistema diviene solido cristallino
perché è in tal caso che la curva T vs tempo presenta i “gradini” osservati nelle Fig. 5.3 e
5.4. Quando la soluzione interstiziale vetrifica questo fenomeno non provoca alcun
“gradino” e quindi non si può conoscere la Tg. Esistono dei sistemi alternativi per misurare
tale temperatura. La soluzione deve essere congelata in uno strumento che permetta di
individuare la temperatura di transizione vetrosa, determinando la variazione del calore
specifico al variare della temperatura. Tale sistema di misura è la calorimetria differenziale
a scansione (DSC, Differential Scanning Calorimetry). Infatti, alla Tg il sistema che
vetrifica subisce una apprezzabile variazione del calore specifico.
A questo punto bisogna chiedersi se è importante che il sistema sia o meno vetrificato.
Per rispondere a questa domanda supponiamo che la soluzione interstiziale sia
cristallizzata (caso, ad es., della Fig. 5.4). Consideriamo lo stadio dell’essiccamento
secondario, detto desorbimento. L’acqua in questa fase del processo non è ghiaccio ma è
adsorbita a livello molecolare sul liofilizzato solido. Mentre in fase di essiccamento
primario, ossia di sublimazione, la temperatura deve essere mantenuta al di sotto del punto
98
di inizio–fusione della miscela interstiziale, nella fase di essiccamento secondario, non
essendoci più ghiaccio, non c’è più il problema della fusione di tale miscela. Perciò, nella
fase di essiccamento secondario si può raggiungere anche una temperatura superiore alla
temperatura ambiente. Ciò abbrevia i tempi del desorbimento. Questo vale solo se la
miscela interstiziale, nello stadio del congelamento, è cristallizzata, cioè, sia il farmaco che
l’acqua sono passati allo stato cristallino. Ma quando la miscela interstiziale è vetrificata la
situazione è del tutto diversa. In caso di vetrificazione, durante la sublimazione non deve
essere superata la Tg; e siccome questa ha in genere un valore molto basso, questo comporta
delle velocità di essiccamento primario molto basse, e questo è sconveniente. Una volta
finita la sublimazione del ghiaccio rimane l’acqua nella miscela vetrificata. Questa miscela,
se contiene una quantità elevata di acqua, non può raggiungere temperature superiori alla
Tg. Allora, anche quando è finita la sublimazione quando si ha una vetrificazione la
temperatura deve essere mantenuta a valori bassi per far sì che gradualmente l’acqua si
allontani dal vetro senza far fondere il vetro. Man mano che l’acqua si allontana dal vetro la
temperatura di transizione vetrosa aumenta e, quindi, si può gradualmente aumentare la
temperatura del materiale. Il processo però è più delicato e più lento del caso precedente. Si
può ottenere comunque un liofilizzato, quando si ha vetrificazione, però il processo è più
difficile da condurre.
Fig. 5.6
Quindi, è molto più conveniente devetrificare la miscela interstiziale. Si opera il cosiddetto
trattamento termico (v. Fig. 5.6). Per prima cosa si raffredda il sistema fino a far avvenire
la vetrificazione (fino a temperatura T<Tg). Successivamente si deve fare in modo che il
principio attivo si separi dall’acqua nella miscela vetrosa e cristallizzino entrambi. Per far
ciò si deve aumentare la mobilità delle molecole. Si fornisce, cioè, calore fino a una
99
appropriata temperatura, mantenuta costante per un certo tempo, in modo che avvenga la
devetrificazione. Può capitare (per es., con le vitamine del gruppo B) che dopo un certo
tempo di trattamento isotermico ad una certa temperatura si abbia la devetrificazione, per
cui l’acqua si separa dal principio attivo e passa a ghiaccio. Successivamente si sottrae
calore in modo da arrivare alla completa solidificazione ( Tcs ). Il sistema diventa come un
sistema “normale” che cristallizza completamente. Da ciò deriva il vantaggio che il
successivo processo di liofilizzazione può essere più rapido e fatto in condizioni di maggior
semplicità e sicurezza.
Esistono, però, dei principi attivi che non richiedono la devetrificazione, come ad es. le
proteine, che per mantenere la loro attività biologica devono essere tenute ad un pH preciso
altrimenti si denaturano. Per mantenere la proteina ad un pH ottimale necessita un tampone
costituito in genere da due componenti. Se la soluzione interstiziale contenente la proteina e
il tampone viene fatta cristallizzare può capitare che un componente del tampone cristallizzi
ad una temperatura diversa dall’altro (uno cristallizza prima del secondo). Allora cambia il
pH della soluzione e la proteina può essere denaturata. L’unico modo per evitare questo
inconveniente consiste nel fare in modo che non ci sia cristallizzazione, cioè, si deve
favorire la vetrificazione mediante appropriati additivi. La temperatura alla quale avviene la
devetrificazione deve essere maggiore della temperatura di transizione vetrosa perché la
mobilità molecolare deve aumentare in modo che le molecole di acqua che erano vetrificate
si possono organizzare nel reticolo cristallino del ghiaccio. La temperatura di
devetrificazione deve essere stabilita volta per volta. Essa si può determinare facendo degli
studi su campioni, basati sulla calorimetria differenziale a scansione. Questa tecnica
permette di vedere se ad una certa temperatura si ha la formazione di ghiaccio. Dopo un
tempo sufficiente a far avvenire la devetrificazione il sistema non è ancora congelato
perché c’è ancora una parte di soluzione interstiziale allo stato liquido. Perciò
successivamente si deve raffreddare per far avvenire la completa solidificazione. Il
vantaggio di tutto questo processo è dato dal fatto che la sublimazione del ghiaccio (fase
successiva) può essere condotta ad una temperatura superiore e questo è importante per la
velocità del processo. Quando, poi, tutto il ghiaccio è sublimato il materiale farmaceutico
che rimane può essere portato a temperature maggiori della temperatura ambiente per il
desorbimento, con la sicurezza che non si abbia rammollimento, cosa che invece
100
accadrebbe inevitabilmente se la miscela interstiziale fosse vetrificata e contenesse ancora
acqua allo stato amorfo.
Un requisito fondamentale del liofilizzato è quello di avere pori piccoli e numerosi,
affinché il liofilizzato stesso abbia una elevata superficie specifica. Bisogna perciò fare in
modo che i cristalli di ghiaccio che si formano siano piccoli e numerosi. Se si facesse il
congelamento in condizioni di equilibrio termodinamico i cristalli di ghiaccio sarebbero
grandi, perché la velocità del processo sarebbe bassa e allora i cristalli si accrescerebbero a
partire da pochi centri di cristallizzazione. Per avere un liofilizzato soddisfacente il
sovraraffreddamento è una necessità (tratto e, Fig. 5.2), perché, quando i cristalli di
ghiaccio si formano a partire da una soluzione sovraraffreddata in equilibrio metastabile la
formazione del ghiaccio, quando l’equilibrio viene rotto, è molto rapida (tratto f, Fig. 5.2)
per cui i centri di cristallizzazione sono numerosi e i cristalli di ghiaccio sono piccoli.
Perciò conviene che avvenga il sovraraffreddamento. Per far avvenire ciò occorre sottrarre
calore in modo piuttosto rapido. Bisogna tenere presente però che se la velocità con cui si
sottrae calore è eccessiva possono capitare inconvenienti. La velocità di sottrazione del
calore dal sistema dipende direttamente dai gradienti di temperatura che si creano nel
sistema. Il calore viene sottratto con il meccanismo della conduzione quindi se la velocità
di sottrazione del calore è elevata allora sono elevati i gradienti di temperatura. In genere il
congelamento della soluzione si fa ponendo il contenitore a contatto con una piastra
raffreddata, dunque, la temperatura più bassa sarà sul fondo della soluzione, la temperatura
più alta sarà invece sulla superficie. Se la differenza di temperatura tra il fondo e la
superficie del materiale da congelare è molto grande, come accade quando si realizza una
elevata velocità di sottrazione del calore, la temperatura alla quale comincia a formarsi
ghiaccio viene raggiunta prima sul fondo che sulla superficie della soluzione. Di
conseguenza si comincia a formare ghiaccio sul fondo mentre in superficie la soluzione è
ancora allo stato liquido. Ciò provoca una migrazione del soluto verso la superficie della
soluzione, per cui la soluzione in superficie si concentra. Questo ha come conseguenza
diretta che la superficie della soluzione congela ad una temperatura più bassa di quella del
fondo del contenitore. Il sistema diventa disomogeneo, cioè, ricco di ghiaccio e povero di
materiale farmaceutico sul fondo, ricco di materiale e povero di ghiaccio sulla superficie.
Quando avviene la sublimazione al posto del ghiaccio si formano dei vuoti. Sulla superficie
ci sarà una bassa porosità, perché c’è poco ghiaccio (si crea un “tappo” di materiale
101
farmaceutico). Man mano che procede la sublimazione sublima anche il ghiaccio sul fondo.
Questo ghiaccio si trasforma in vapore che deve attraversare lo strato di materiale
farmaceutico superficiale che è poco poroso. Evidentemente la pressione che deve avere il
vapore per attraversare lo strato superficiale può diventare abbastanza grande da fratturare
il liofilizzato. Il liofilizzato che si ottiene alla fine non ha una porosità equamente
distribuita nel suo volume. Come risultato il liofilizzato si può rompere e la parte superiore
sale nel flacone spinta dalla pressione del vapore. Un liofilizzato così non è accettabile e
l’operazione così condotta è sbagliata. Ciò è conseguenza degli eccessivi gradienti di
temperatura che si sono generati nella fase di congelamento.
Bisogna perciò regolare la temperatura della sorgente fredda in modo appropriato per
evitare che la disomogeneità dei pori sia eccessiva, altrimenti il liofilizzato addirittura si
rompe.
La tecnica di congelamento più comune è il congelamento statico, che consiste nel porre
i contenitori (fiale o fialoidi), contenenti la soluzione, sulla piastra raffreddata. Per limitare
la differenza di temperatura tra superficie e fondo della soluzione da congelare l’altezza
della soluzione (ossia la distanza tra il fondo e la superficie della soluzione) non può essere
troppo grande: al massimo può essere 1cm. Questo pone un limite al volume, che però non
è poi un grave limite, perché i liofilizzati sono in genere preparati monodose e le dosi sono
abbastanza piccole da richiedere volumi piccoli di liofilizzato. Esistono tuttavia dei casi in
cui si devono liofilizzare dei volumi più grandi (caso, ad es., delle soluzioni nutrienti per
uso ospedaliero). In tal caso bisogna fare in modo che il materiale congelato si depositi su
tutte le superfici del contenitore e non solo sul fondo. Le tecniche per ottenere questo scopo
sono descritte nel Rif. 1, p. 189-192.
102
ESSICCAMENTO PRIMARIO
Passiamo adesso ad analizzare il secondo stadio del processo, cioè, l’essiccamento
primario, che consiste nella sublimazione del ghiaccio. La Fig. 5.7 mostra uno schema
semplificato di un liofilizzatore (v. anche Fig.74, Rif. 1).
Esso è costituito da una camera che contiene una serie di piastre disposte una sopra
l’altra. Nella Fig.5.7 è rappresentato, a scopo esemplificativo, un flacone su una piastra
all’interno della camera. Questa camera deve essere a tenuta di vuoto e comunica con un
altro vano attraverso una valvola a farfalla, in modo che il vano possa essere escluso dalla
camera, oppure, messo in comunicazione con essa. Generalmente il congelamento statico
viene fatto nella camera, che si chiama autoclave (perché deve sopportare alti gradi di
vuoto, che si realizzano quando si passa alle fasi di essiccamento).
Fig. 5.7
103
Rif. 1, p. 202
104
Nella stessa autoclave viene poi fatto l’essiccamento. Le piastre devono poter essere
raffreddate anche a temperature molto basse. Le piastre sono perciò collegate con un
impianto frigorifero (v. descrizione degli impianti frigoriferi e dei fluidi frigorigeni, Rif. 1,
p. 30-34).
Quando il congelamento non è un congelamento statico, esso non può essere fatto in
autoclave. Le apparecchiature che si usano in questi altri casi devono essere disposte vicino
alla porta dell’autoclave, perché per fare successivamente l’essiccamento i flaconi devono
essere trasportati dal congelatore all’autoclave. Il congelamento viene effettuato con la
soluzione posta in contenitori aperti, per permettere la fuoriuscita del vapore nella
successiva fase di essiccamento primario. E’ chiaro, perciò, che deve essere garantita la
asetticità nell’ambiente in cui si viene a trovare il materiale congelato che, ricordiamo, era
stato previamente sterilizzato. Quando il congelamento non viene effettuato nell’autoclave,
l’ambiente attraverso cui il materiale deve passare quando viene prelevato dal congelatore e
messo nell’autoclave deve essere asettico. Il congelamento si fa a pressione ambiente.
Quando il congelamento viene effettuato nell’autoclave questa deve essere chiusa e isolata
per motivi di asetticità. In tale fase si devono inserire delle sonde termometriche in flaconi–
campione per registrare il grafico T vs tempo.
Nel corso della sublimazione (essiccamento primario) bisogna fornire calore, perché la
sublimazione del ghiaccio assorbe il calore latente di sublimazione. Per questo le piastre su
cui poggiano i flaconi devono essere riscaldate. Però si deve evitare che la temperatura
salga tanto da far fondere la miscela interstiziale nel materiale congelato. Dunque, si
pongono due necessità: 1)fornire calore e 2)allontanare rapidamente il vapore che si forma,
perché solo così si mantiene bassa la temperatura del materiale. Se si lasciasse accumulare
vapore sulla superficie del ghiaccio aumenterebbe la temperatura. Per trasferire
rapidamente il vapore che si forma si usa il vuoto, perciò, sia all’autoclave che al vano
condensatore sono collegate pompe da vuoto la cui descrizione si trova nel Rif. 1, p.195199.
Nella fase di essiccamento primario la valvola a farfalla è aperta per consentire al vapore
di essere allontanato. Queste pompe allontanano l’aria dal liofilizzatore perché l’aria non
deve ostacolare la diffusione del vapore. Invece, non sono le pompe da vuoto che
allontanano il vapore. Infatti, la quantità di vapore che si forma nell’unità di tempo è troppo
grande per la portata delle pompe. Allora si usa un condensatore dotato di una grande
105
superficie raffreddata su cui il vapore sublima a ghiaccio. Il condensatore è disposto nel
vano collegato all’autoclave.
La sublimazione del ghiaccio nel materiale congelato avviene perché viene fornito al
materiale il calore di sublimazione. Le piastre, oltre ad avere all’interno delle serpentine in
cui scorre il fluido frigorigeno, hanno anche altre serpentine in cui scorre un fluido,
esternamente riscaldato, in modo che la temperatura della piastra sia controllabile e che la
piastra serva non solo a sottrarre calore per il congelamento, ma anche a fornire calore
nell’essiccamento primario.
Dopo aver fatto il vuoto, si fornisce calore in modo che il ghiaccio sublimi. Ts è la
temperatura della superficie sublimante. Alla Ts corrisponde una Ps, tensione di vapore sul
ghiaccio. Il condensatore, mediante un impianto frigorifero diverso da quello collegato alle
piastre, viene portato ad una temperatura Tcd. Si deve verificare: Ts>Tcd. Il vapore che arriva
sulla superficie del condensatore, che ha una temperatura Tcd<Ts, passa a ghiaccio. Il
vapore in equilibrio con questo ghiaccio avrà una pressione di vapore Pcd, e siccome
Ts>Tcd, allora si avrà anche: Ps>Pcd. Poiché il vapore si muove da una pressione più alta a
una più bassa, esso passa dal materiale al condensatore, dove sublima a ghiaccio. Sul
condensatore si accumula uno strato di ghiaccio, il che pone un problema. Il condensatore
deve sottrarre calore al vapore e farlo sublimare (passaggio vapore–ghiaccio) ad una
velocità tale da evitare un accumulo di vapore nell’impianto. Quando il calore passa dal
vapore al condensatore esso deve attraversare lo strato di ghiaccio depositato sulla
superficie del condensatore. La velocità di tale trasferimento di calore si può esprimere con
l’equazione che si era vista nel caso del trasferimento di calore per conduzione:
q (t )
kA
T
L
dove: k è la conducibilità termica del ghiaccio, A è l’area della superficie del
condensatore, L è lo spessore del ghiaccio, e T è la caduta di temperatura attraverso lo
strato di ghiaccio.
Se L aumenta troppo, ciò provoca una diminuzione di q(t) e, quindi, come vedremo
meglio in seguito, una diminuzione della velocità complessiva del processo. Allora,
siccome L non deve aumentare troppo, la superficie del condensatore deve essere
dimensionata adeguatamente rispetto alla capacità del liofilizzatore.
106
Nell’essiccamento primario si deve raggiungere uno stato stazionario, o quasistazionario, analogo a quello descritto per l’essiccamento per evaporazione (v. Eq. 4.1),
descritto dalla seguente relazione, che prevede che non ci sia ci sia accumulo di vapore e di
calore in nessuna parte dell’impianto:
1
s
q(t )
dms dmdiff
dt
dt
Eq. 5.1
dove:
1
s
q (t ) rapporto tra la velocità con cui si fornisce calore e il calore latente specifico di
sublimazione;
dm s
velocità di sublimazione;
dt
dmdiff
dt
= velocità di diffusione del vapore dalla superficie sublimante.
Velocità di trasferimento di massa
Osserviamo, nella Fig. 5.8, uno schema del materiale nel corso dell’essiccamento
primario. Lo schema si riferisce allo stato stazionario o quasi-stazionario.
Fig. 5.8
107
Il materiale congelato ha una sua superficie che lo separa dal liofilizzato poroso
soprastante. La sublimazione avviene su questa superficie e man mano che il processo va
avanti lo spessore del materiale congelato diminuisce. Sulla superficie c’è una tensione di
vapore Ps e una temperatura Ts . L’allontanamento del vapore, ossia il trasferimento di
massa, è realizzato con diversi mezzi. Tra tutti, il più usato è il vuoto che fa sì che il vapore
possa diffondere senza l’ostacolo dell’aria. I gradienti di pressione del vapore sono generati
da
una
differenza
di
temperatura
tra
materiale
congelato
e
condensatore:
Ts Tcd Ps Pcd . Tali gradienti garantiscono il trasporto del vapore.
Abbiamo visto che il processo a regime avviene in condizioni di stato stazionario o
quasi-stazionario. Queste condizioni sono espresse dall’Eq. 5.1, in cui il calore scambiato,
ossia il calore fornito dalla piastra al materiale, è tutto assorbito dal ghiaccio come calore
latente di sublimazione:
Q s ms
Se ciò è vero, allora è anche vero che il rapporto tra la velocità di trasferimento di calore
e il calore latente specifico è uguale alla velocità di sublimazione. Inoltre, per far sì che non
ci sia accumulo di vapore alla superficie sublimante occorre che la velocità di sublimazione
sia uguale alla velocità di allontanamento del vapore, ossia alla velocità di diffusione del
vapore.
In condizioni di stato stazionario o quasi-stazionario non c’è accumulo di vapore nelle
resistenze diffusive, e non c’è accumulo di calore nelle resistenze termiche. Lo stato poi
sarà stazionario, se le velocità suddette rimarranno costanti nel tempo, sarà quasistazionario se esse varieranno nel tempo.
La velocità di diffusione si esprime in funzione delle caratteristiche del processo,
mediante la seguente equazione:
dmdiff
dt
R
i
Ps Pcd
Ri
Eq. 5.2
è la somma delle resistenze diffusive che il vapore incontra nel passaggio dalla
pressione Ps alla pressione Pcd. Sappiamo anche come si può esprimere la velocità di
trasferimento di calore in condizioni di stato stazionario o quasi-stazionario (v. Eq. 2.5). Il
calore fornito dalla piastra arriva fino alla superficie sublimante per conduzione. In tali
circostanze la velocità di trasferimento di calore sarà:
108
qt
A
T p Ts
Li / ki
Eq. 5.3
dove:
A è l’area della sezione attraversata dal calore
Li è lo spessore della resistenza iesima
ki è la conducibilità termica della resistenza iesima
T p è la temperatura della piastra
Ts è la temperatura della superficie sublimante, che assorbe calore come calore latente di
sublimazione.
Combinando le Eqq. 5.1, 5.2 e 5.3 si ottiene l’equazione generale che lega le variabili del
processo di essiccamento primario:
A
T p Ts Ps Pcd
λs Li / k i
Ri
Eq.5.4
Consideriamo adesso le resistenze termiche e le resistenze diffusionali che esistono nel
sistema.
In condizioni di stato stazionario o quasi-stazionario, la velocità con cui la massa (in tal
caso si tratta di vapore) attraversa le resistenze diffusionali, è uguale per tutte le resistenze
diffusionali, dato che non c’è accumulo di massa. Questo concetto è espresso dalla seguente
relazione:
dmdiff
dt
P
P1 P2
n
R1
R2
Rn
Per ciascuna resistenza diffusionale la velocità di trasferimento di massa è uguale al
rapporto tra la caduta di pressione attraverso la resistenza e la resistenza stessa. Poiché la
velocità di attraversamento di ciascuna resistenza è uguale, dove la caduta di pressione è
maggiore sarà maggiore anche la resistenza. Per sapere quale resistenza è più grande e
quale è più piccola, basta misurare la caduta di pressione attraverso le resistenze a
confronto.
Nella Fig. 5.8 è schematizzato un flacone che non è completamente aperto. Quando si fa
una liofilizzazione spesso il contenitore ha un tappo, inserito nel collo, ma non a tenuta
ermetica. Non è a tenuta ermetica perché deve consentire la fuoriuscita del vapore. E’
109
inserito nel collo perché c’è un sistema di chiusura automatica sottovuoto alla fine del
processo.
Esistono due procedure: o si fa la liofilizzazione con il contenitore aperto (l’ambiente
deve essere necessariamente asettico e il liofilizzatore deve essere sterilizzato), e quando il
processo è finito, il lotto di materiale viene estratto dall’autoclave in un ambiente che deve
avere una umidità controllata e essere asettico. In questo ambiente i contenitori vengono
chiusi. Se sono fiale, vengono chiuse saldando il collo di vetro, se sono flaconi vengono
chiusi con tappi di gomma con una ghiera ermetica. Esistono, però, anche sistemi di
chiusura automatica dentro l’autoclave sottovuoto: alla fine del processo si fanno
avvicinare le piastre soprastanti e sottostanti ai flaconi, in modo da chiuderli a sandwich e
spingere il tappo dentro il collo, chiudendo ermeticamente i flaconi (v. Rif. 1, Fig. 75, p.
201-202).
Il tappo costituisce una resistenza diffusionale. Infatti la presenza del tappo crea una
strozzatura, quindi il vapore che la attraversa incontra una resistenza diffusionale.
La parte inferiore del materiale, nella Fig. 5.8, è costituita dal materiale congelato; al di
sopra c’è la parte di prodotto liofilizzato. Ricordare che sulla superficie del liofilizzato c’è
ancora acqua: l’acqua adsorbita. Il percorso del vapore da dove si forma (alla superficie
del materiale congelato) a dove arriva (condensatore) è indicato in Fig. 5.8 con una linea. In
questo percorso il vapore incontra prima la strozzatura dovuta al tappo, poi, un’altra
resistenza diffusionale, cioè, la valvola che separa l’autoclave dal condensatore (v. Fig.
5.7). Nella Fig. 5.8 sono indicati i valori delle pressioni in ogni punto del percorso: il punto
in cui il vapore si forma è indicato con Ps=500 m, (0.5 mmHg, 500 mtorr). Nel flacone,
110
sopra al liofilizzato, la pressione cade da 500 a 120 m (Pf); poi, c’è differenza anche tra la
Pf e la pressione nella camera ,che è indicata con Pc . La caduta di pressione tra l’interno
del flacone e l’interno della camera (o esterno del flacone) è da 120 a 100 m. Inoltre, c’è
una differenza anche tra la pressione del vapore nella camera e la pressione del vapore sul
condensatore (Pcd) dovuta alla valvola a farfalla (v. Fig. 5.7): la caduta è da 100 a 80 m.
Si può, sulla base delle cadute di pressione attraverso le resistenze diffusionali,
confrontare il valore delle resistenze stesse. Tali resistenze sono:
1) il materiale liofilizzato, dove la pressione cade da 500 a 120 m;
2) il collo del flacone con il tappo, dove la caduta è da 120 a 100 m;
3) la valvola a farfalla che si trova nel cammino dalla camera al condensatore, che provoca
una caduta di pressione da 100 a 80 m.
Il confronto tra i valori delle resistenze è riportato sulla sinistra dello schema in Fig.5.8.
Da questo risulta che la resistenza del prodotto liofilizzato è molto maggiore delle altre
resistenze. Nell’Eq. 5.2 al denominatore c’è la sommatoria delle resistenze diffusionali. E’
opportuno considerare in tale sommatoria i termini più grandi e trascurare quelli più piccoli.
La resistenza opposta dal liofilizzato Rl è quella che prevale sulle altre. Ciò significa che
la velocità di diffusione del vapore (v. Eq. 5.2) può essere semplificata in questa forma:
dmdiff
dt
Ps Pcd
Rl
Eq. 5.5
111
Velocità di trasferimento di calore
Anche per la velocità di trasferimento di calore per conduzione si può fare un
ragionamento analogo: essa è uguale attraverso ciascuna resistenza termica. Se si vuole
confrontare, perciò, il valore delle resistenze termiche, è sufficiente confrontare il valore
delle rispettive cadute di temperatura:
q(t )
Tn
T1
T2
L1
L2
Ln
k1 A
k2 A
kn A
dove k1 , k 2 ,..., k n sono le conducibilità termiche attraverso le resistenze 1, 2,….., n. Dove
la caduta di temperatura è maggiore, sarà maggiore la resistenza termica.
Fig. 5.10
Nella Fig. 5.10 si vede che la temperatura all’interno della piastra è >40°C, mentre la
temperatura del materiale congelato è circa -20°C. Nella figura è riportata una caduta di
112
temperatura tra l’interno e l’esterno della piastra. Ciò è vero per le piastre di vecchio tipo,
perché attualmente i materiali delle piastre hanno una conducibilità termica così grande che
non conviene considerare una resistenza termica significativa tra l’interno e la superficie
della piastra. Quindi questa caduta di temperatura può essere trascurata. Il vassoio di
alluminio rappresentato in figura serve per contenere i flaconi. Anche questa resistenza
oggi non esiste più perché si usano dei vassoi con il fondo sfilabile, cioè, si riempie il
vassoio con tutti i flaconi, si dispone il vassoio sulla piastra e si sfila il fondo del vassoio in
modo che i flaconi toccano direttamente la piastra. A questo punto c’è da notare un salto di
temperatura da circa 15°C, sulla superficie del vassoio, a circa –15°C, sul fondo del
congelato, che corrisponde al massimo salto di temperatura e quindi alla massima
resistenza termica. Questa è dovuta principalmente all’intercapedine tra la superficie su cui
poggia il flacone e il fondo del flacone stesso. Tale intercapedine contiene l’atmosfera
rarefatta della camera e oppone una grande resistenza termica in quanto ha una bassissima
conducibilità termica. La resistenza termica del vetro del flacone è simile a quella del
ghiaccio. La resistenza opposta dal ghiaccio è quella che si oppone al passaggio del calore
dal fondo alla superficie del materiale congelato. Si vede, in Fig. 5.10, che la caduta di
temperatura attraverso il congelato è molto piccola, (da circa –16°C a circa –18°C),
dunque, la resistenza opposta dal ghiaccio è molto piccola e quella opposta dal vetro sarà
ugualmente piccola. Attraverso l’intercapedine c’è una caduta di temperatura di circa 30°C.
L’unica resistenza che prevale nettamente sulle altre è quella opposta dall’intercapedine;
dunque, l’Eq. 5.3 si semplifica in:
q(t )
Akint .
Tp Ts
Lint .
Eq. 5.6
dove Ts è la temperatura della superficie sublimante.
113
Velocità di essiccamento primario
La velocità di essiccamento primario in condizioni di stato stazionario o quasi–
stazionario, espressa in funzione delle grandezze importanti che la determinano, può essere
ricavata combinando le Eq. 5.1, 5.5 e 5.6. Si ottiene:
VE t
A k int
Tp Ts Ps Pcd
s Lint .
Rl
Eq. 5.7
Su quali grandezze si può giocare per avere la massima velocità di essiccamento
possibile?
Il liofilizzato ha una certa porosità e una certa superficie specifica. Per essere un
liofilizzato di qualità deve avere una elevata superficie specifica perché così si
ridiscioglierà in acqua rapidamente. Se ha una elevata superficie specifica sarà elevato il
valore della resistenza diffusionale che il vapore incontra attraversando il liofilizzato (Rl).
Infatti, in questo caso i pori de liofilizzato sono piccoli e numerosi, per cui il percorso del
vapore che lo attraversa è molto tortuoso e ostacolato. Tale resistenza è funzione diretta
dello spessore del liofilizzato, f(Ll):
Rl
1
f Ll
A
Eq. 5.8
dove:
A è l’area della sezione orizzontale del liofilizzato. Poiché si suppone che la superficie
della piastra sia interamente occupata dai flaconi di materiale, A sarà circa uguale all’area
della superficie della piastra.
Rl è una caratteristica del materiale. Poiché una elevata superficie specifica è un
requisito del liofilizzato, un elevato valore di Rl sarà inevitabile.
Allora, ottimizzare la VE significa regolare le variabili del processo in modo che Rl sia il
fattore che limita la velocità del processo. Solo così tale velocità sarà massimizzata.
Nella Eq. 5.8, che esprime la resistenza diffusionale, compare al denominatore l’area
della piastra, al numeratore una funzione diretta dello spessore del liofilizzato. Con
l’intento di massimizzare la velocità di essiccamento si potrebbe pensare di minimizzare
Rl , non facendo però variare la superficie specifica o la porosità del liofilizzato (sono
caratteristiche del materiale che non si possono variare), ma minimizzando Ll lo spessore
del liofilizzato. Questo però non è conveniente. Infatti, siccome ogni flacone deve
contenere un volume determinato di materiale, se diminuisce lo spessore aumenta la
114
sezione del flacone, e quindi diminuisce il numero di flaconi sulla piastra, cioè diminuisce
il numero di unità nel lotto di materiale. In effetti, in genere si massimizza lo spessore per
avere un lotto più numeroso.
L’Eq. 5.7 suggerisce di massimizzare la differenza Ps Pcd . Un fattore aggiustabile è
sicuramente Pcd , cioè la pressione del vapore sulla superficie del condensatore. Si può far
diminuire, diminuendo la temperatura del condensatore (la pressione del vapore sul
condensatore su cui si deposita ghiaccio dipende direttamente dalla temperatura). La
temperatura deve essere abbassata fino a rendere Pcd
Pcd 0,15Ps . In questo modo Pcd
trascurabile rispetto a Ps :
non influisce sulla velocità, che è controllata
esclusivamente da Ps . Il valore di Pcd non deve essere diminuito eccessivamente per due
motivi:
1) ciò comporterebbe un grande aumento della potenza assorbita dall’impianto
frigorifero, per cui, se la differenza Ps-Pcd non viene aumentata in modo sostanziale dalla
diminuzione di Pcd, tale diminuzione in realtà determina solo un aumento del costo di
produzione;
2) perché così diminuisce la pressione in tutto l’impianto e quindi anche nella camera in
cui avviene la liofilizzazione, e in particolare, anche nell’intercapedine tra i flaconi e la
superficie della piastra. Se avviene ciò, diminuisce anche la conducibilità termica
dell’intercapedine, allora, per valori troppo bassi di pressione l’intercapedine diviene il
fattore che controlla la velocità del processo. Questo non conviene perché il processo
rallenta. Dunque, a parità di Ps (pressione del vapore sulla superficie del congelato), se si
diminuisse progressivamente la pressione totale la velocità di essiccamento aumenterebbe
fino ad un massimo e poi diminuirebbe, perché, per valori di pressione molto bassi, il
processo è controllato dal trasferimento di calore, il quale rallenta al diminuire della
pressione perché aumenta la resistenza termica dell’intercapedine tra piastra e flaconi.
Si deve ottimizzare il trasferimento di massa perché si parte dal presupposto che debba
essere la Rl a determinare la velocità di essiccamento. In tal caso la velocità di
essiccamento sarà la massima possibile consentita dai requisiti del materiale. Per aumentare
la differenza Ps Pcd , nell’Eq. 5.5, si potrebbe pensare di aumentare Ps aumentando la
temperatura Ts , alla superficie sublimante. Si deve però tenere conto di un limite: infatti la
115
temperatura del materiale congelato non può superare la temperatura di rammollimento
della miscela interstiziale. Addirittura, la zona del materiale congelato che ha la
temperatura più alta non è Ts , ma è il fondo del materiale, che è a contatto con la piastra,
per cui è sul fondo che non deve essere superata la temperatura di rammollimento. In
definitiva, la temperatura della piastra deve essere tale da portare Ts al valore massimo
possibile e la temperatura del condensatore deve essere ottimizzata in modo che Pcd sia
circa uguale a 0,15Ps.
A questo punto ci si può chiedere se il processo avviene in condizioni di stato stazionario
o quasi-stazionario.
Nel momento in cui si è affermato che si cerca di fare in modo che il processo sia regolato
dalla resistenza diffusionale del liofilizzato, automaticamente si afferma che lo stato è
quasi-stazionario. Infatti, la resistenza diffusionale determina la velocità globale e tale
resistenza dipende direttamente dallo spessore del
dell’essiccamento primario aumenta (v. Eq. 5.8 e Fig. 5.11).
liofilizzato che nel
corso
116
Fig. 5.11
Quindi, poiché nell’Eq. 5.7 Rl è al denominatore, allora la velocità di essiccamento
diminuisce nel tempo. Diminuiscono entrambi i membri dell’Eq. 5.7. Nel membro che
esprime la velocità di trasferimento di calore, diminuisce la differenza Tp-Ts. Se l’impianto
è dotato di un sistema di termostatazione del materiale, Ts, che è molto vicina alla
temperatura media nel materiale, rimane costante nel tempo. Dunque, Tp diminuisce nel
tempo. Viceversa, se vengono termostatate le piastre, Tp rimane costante e aumenta la
temperatura del materiale. D’altra parte, teniamo presente che quanto sopra esposto è giusto
solo se si presuppone che la velocità dell’intero processo sia controllata dalla resistenza
diffusionale del liofilizzato.
Invece se la superficie specifica del liofilizzato non è molto grande, oppure se si ha un
collassamento del liofilizzato nel corso del processo a causa di un rammollimento, allora si
avrebbe una drastica diminuzione della resistenza diffusionale del liofilizzato e quindi tale
resistenza non sarebbe più rate-determining (controllante la velocità). Se si verifica ciò, la
resistenza opposta dall’intercapedine tra piastra e flaconi al trasferimento di calore diviene
rate-determining. Poiché tale resistenza non varia nel tempo, lo stato è stazionario, per cui
la velocità di essiccamento è costante.
117
Come si è visto, negli impianti ci sono due alternative:
1) si possono termostatare le piastre a una temperatura prefissata;
2) si può termostatare il materiale congelato ad una temperatura prefissata, usando delle
piccole sonde termometriche, dette resistori, che vengono inserite in flaconi
rappresentativi. Si collegano ad un sistema di termostatazione che interrompe il
riscaldamento quando la temperatura supera un valore precedentemente impostato. La
sonda dovrebbe misurare la temperatura sul fondo del congelato, in realtà misura una
temperatura media del congelato (anche perché, come si è già visto, la differenza di
temperatura tra il fondo e superficie del congelato è di pochissimi gradi). La temperatura
prefissata ( T0 ) deve essere la massima possibile, sempre tenendo conto che non si
raggiunga il rammollimento della miscela interstiziale. Per questo motivo, si imposta la T0
in modo che sia: T0 T fi , dove con T fi si indica la temperatura di fusione della miscela
interstiziale.
Dunque, con il sistema di termostatazione del materiale congelato, nel corso
dell’essiccamento primario deve gradualmente diminuire la temperatura della piastra
riscaldante. Esiste anche un altro modo di operare: invece del materiale si termostata la
piastra. Per adesso consideriamo il caso più conveniente (anche se necessita di una
strumentazione più sofisticata), in cui si termostata il materiale. La termostatazione del
materiale si fa con sonde termometriche collegate con un sistema che blocca il
riscaldamento se il materiale supera la temperatura limite prefissata.
Consideriamo adesso le condizioni di essiccamento primario nel caso di
termostatazione delle piastre (Tp=cost.). Anche in questo caso, l’ottimizzazione delle
proprietà del liofilizzato comporta che il processo sia controllato dal trasferimento di
massa. In questo caso, abbiamo già visto, la VE diminuisce nel tempo. Dall’Eq. 5.7 si vede
che, se durante l’essiccamento primario Tp rimane costante, Ts aumenta nel tempo.
118
Vediamo adesso come il processo viene “monitorato” registrando continuamente nel
tempo la temperatura del materiale e delle piastre dall’inizio del processo, cioè dal
congelamento fino alla fine dell’essiccamento secondario:
Fig. 5.12
Il diagramma in Fig. 5.12 si riferisce al caso in cui sia termostatato il materiale durante la
fase di essiccamento primario. Il tempo dell’intero processo di liofilizzazione è piuttosto
lungo e spesso possono essere necessarie anche 24 ore perché il processo si completi.
Poiché vi sono gradienti di temperatura nel materiale, come temperatura del materiale si
intende una temperatura media tra la temperatura sul fondo e la temperatura sulla superficie
del materiale.
All’inizio della fase del congelamento il materiale si trova alla temperatura dell’ambiente
e l’impianto frigorifero comincia a raffreddare le piastre, rapidamente. Al raffreddamento
della piastra corrisponde un raffreddamento della soluzione che però è più lento. Si arriva
ad un certo punto in cui la soluzione comincia a congelare, per cui la temperatura della
soluzione sovraraffreddata sale rapidamente fino al punto di congelamento. Si forma
ghiaccio e nel grafico relativo al materiale si registra un “gradino”. Poiché la solidificazione
dell’acqua libera calore latente, questo calore latente deve essere sottratto da parte delle
piastre e quindi del relativo impianto frigorifero. Questo calore, che è in gran quantità,
provoca un leggero rallentamento del raffreddamento della piastra. A questo punto la
soluzione interstiziale si sovraraffredda senza formare altro ghiaccio. La piastra riprende a
119
raffreddarsi rapidamente fino a che non arriva alla temperatura prestabilita. La soluzione
interstiziale comincia a congelare, (supponiamo che il materiale si comporti come quello
illustrato nella Fig. 5.4). Quando tutto il sistema è congelato la temperatura tende a
equilibrarsi con la temperatura della piastra e quindi scende rapidamente. A questo punto
possiamo considerare finito il congelamento, che in genere richiede 45 min–1 ora.
Dopo il congelamento si fa il vuoto nella camera e nel vano condensatore per preparare
le condizioni della sublimazione. In fase di essiccamento primario la pressione
nell’autoclave, P, deve essere: P0.3Ps dove Ps è la pressione sulla superficie sublimante.
In pratica, il valore della pressione nell’autoclave deve essere 0.1-0.2 torr. Per far avvenire
la sublimazione bisogna fornire calore, allora le piastre devono essere riscaldate. La
temperatura delle piastre arriva al di sopra della temperatura ambiente (ad es., 35°C). La
temperatura del materiale sale perché esso riceve calore dalla piastra, e siccome abbiamo
ottimizzato il processo, abbiamo termostatato il materiale a una temperatura vicina alla
temperatura di fusione incipiente (Tfi). La Tfi è leggermente superiore alla Tcs, temperatura
di completa solidificazione.
L’essiccamento avviene in queste condizioni: temperatura del materiale costante e
temperatura della piastra decrescente, se è vero che la resistenza diffusionale del liofilizzato
diventa rate–determining. Dopo un tempo relativamente breve comincia a emergere dal
ghiaccio il liofilizzato, e allora, Rl gradualmente diventa rate–determining. Il processo
viene perciò controllato dal trasferimento di massa. Questo implica che la velocità di
essiccamento diminuisca nel tempo e diminuisca anche la temperatura della piastra.
L’essiccamento primario dura molto più tempo del congelamento. Il tempo richiesto
dall’essiccamento primario, infatti, è di diverse ore. Si deve osservare, a questo riguardo,
che nella Fig. 5.12 le scale dei tempi delle diverse fasi (congelamento, essiccamento
primario, essiccamento secondario) non sono uguali. L’essiccamento primario finisce
quando non c’è più ghiaccio che sublima. Allora si osserverà una rapida caduta della
velocità di essiccamento. A questo punto, infatti, il liofilizzato contiene solo acqua
adsorbita che, alla temperatura a cui abbiamo termostatato il materiale (temperatura di
fusione incipiente del materiale congelato (-20°C)) non può desorbirsi alla velocità con cui
il ghiaccio sublimava, perché l’energia necessaria è molto maggiore del calore latente di
sublimazione. Quindi, quando la sublimazione è finita, la velocità di essiccamento decade e
la piastra e il materiale tendono ad assumere la stessa temperatura.
120
Il monitoraggio della temperatura della piastra e del materiale è importante per verificare
che il processo funzioni bene. In questo caso, infatti, i grafici hanno l’andamento riportato
in Fig. 5.12. Un inconveniente, anche se poco probabile, che si può verificare durante
l’essiccamento primario è dato dalla fusione del materiale congelato. Comunque, se il
materiale congelato fondesse ce ne accorgeremmo dal valore della pressione: se la
pressione si mantiene intorno a 0.12-0.15 torr, va bene, se invece essa registra un aumento
rapido, allora vuol dire che sta fondendo il congelato in qualche flacone. Ciò richiederebbe
l’interruzione immediata del riscaldamento delle piastre fino al ristabilimento dei valori
corretti della pressione.
Nel caso della termostatazione delle piastre il grafico, a partire dall’essiccamento primario,
sarà:
Fig. 5.13
Fin dall’inizio dell’essiccamento primario, la piastra viene termostatata a una
temperatura che rimane costante nel corso di tale essiccamento. Il materiale non deve
superare la temperatura di fusione incipiente. Se il materiale ha inizialmente un valore di
temperatura vicino a Tfi, accade che dopo un po’ di tempo il materiale fonde, perché la
temperatura del materiale aumenta. Quindi, non si può partire da un valore di temperatura
vicino alla Tfi. Le condizioni ideali sono quelle in cui il materiale che sublima raggiunge la
Tfi alla fine della sublimazione, cioè, dell’essiccamento primario. Il problema perciò sta
nella scelta di Tp, perché è la piastra che fornisce calore. Si devono fare delle prove pilota
per le quali si usano liofilizzatori pilota, di piccole dimensioni. Si provano vari valori di Tp
121
e si scelgono quelli che realizzano le condizioni desiderate. Quando si è trovato il valore
ottimale di Tp per il liofilizzatore pilota, lo stesso valore si può applicare al liofilizzatore
industriale. Infatti, le grandezze importanti del processo non dipendono dal tipo di
impianto. Lo spessore e la conducibilità termica dell’intercapedine piastra–flacone, che
determinano la resistenza termica di tale intercapedine, sono uguali nel pilota e
nell’industriale; la resistenza diffusionale, Rl dipende dal materiale e non dall’impianto e
quindi, se nell’impianto industriale non ci sono resistenze diffusionali in più rispetto al
pilota, una volta ottimizzata la Tp nel pilota tale valore è ottimale anche nell’impianto
industriale. Quando è finito l’essiccamento primario, siccome non c’è più ghiaccio, e non
c’è più assorbimento di calore latente, la temperatura del materiale sale rapidamente e tende
a raggiungere la temperatura della piastra. L’aumento rapido della temperatura del
materiale segnala che è finita la sublimazione. Se il materiale è vetrificato tale aumento ha
un effetto negativo, perché il materiale fonde rapidamente. Perciò, quando il materiale è
vetrificato bisogna abbassare la temperatura della piastra quando la temperatura del
materiale comincia ad aumentare velocemente. Se invece non è vetrificato, allora non fonde
e comincia il desorbimento. In questo caso è necessario aumentare la temperatura della
piastra per far avvenire più rapidamente il desorbimento (v. Fig. 5.13).
ESSICCAMENTO SECONDARIO (DESORBIMENTO)
Accertata la fine dell’essiccamento primario può cominciare il desorbimento, o
essiccamento secondario. Questo processo prevede che il vapore che si sviluppa dal
liofilizzato, a velocità molto piccola, sia allontanato dalle pompe da vuoto; perciò
l’autoclave non può essere in comunicazione con il condensatore, altrimenti le pompe
aspirerebbero anche il vapore proveniente dal ghiaccio sul condensatore. Allora si chiude la
valvola a farfalla per isolare l’autoclave. Inoltre, il materiale viene portato alla massima
temperatura possibile (v. Figg. 5.12 e 5.13) perché la velocità di desorbimento dell’acqua è
controllata soprattutto dalla temperatura. In questa fase è il trasferimento di calore ad essere
importante. Da studi condotti recentemente si è riscontrato che non è importante andare a
valori di vuoto spinto nella fase di essiccamento secondario, perché ciò che determina la
velocità del desorbimento è la temperatura del materiale. Si è concluso che la pressione
nella autoclave può essere mantenuta agli stessi valori che aveva durante l’essiccamento
122
primario (0.1-0.2 torr è una pressione sufficientemente bassa da non ostacolare il percorso
del vapore che si sviluppa nel desorbimento).
Abbiamo visto che nell’essiccamento secondario non conviene portare la pressione a
valori troppo bassi. Vediamo per quale ragione. Se è molto bassa la pressione
nell’autoclave, è molto bassa anche la pressione all’interno dei pori del liofilizzato. Se è
così, allora sarà molto bassa la conducibilità termica del liofilizzato (che di per sè, essendo
materiale organico, ha conducibilità bassa). Per far avvenire il desorbimento, il liofilizzato
deve essere riscaldato ad una temperatura appropriata e siccome il calore si trasferisce per
conduzione dalla piastra al liofilizzato, allora, per un certo valore di Tp, la temperatura alla
superficie del liofilizzato è molto più bassa di Tp se la conducibilità termica del liofilizzato
è molto bassa. Quindi in generale non conviene che la pressione all’interno dei pori sia
troppo bassa. Dati sperimentali hanno dimostrato che il grado di vuoto nell’essiccamento
secondario dovrebbe essere simile a quello dell’essiccamento primario.
Durante l’essiccamento secondario si deve escludere la camera dal condensatore, perché
il ghiaccio depositato sul condensatore genererebbe una pressione parziale di vapore che
ostacolerebbe il desorbimento. Secondo consuetudine, nell’essiccamento secondario viene
fatto un vuoto estremamente spinto per allontanare le molecole di acqua adsorbite. Questo,
molto spesso è irragionevole. E’ necessario solo se si vuole un grado di secchezza nella
autoclave molto elevato, ad es., se il materiale è molto igroscopico.
L’essiccamento secondario fatto nelle condizioni rappresentate nelle Figg. 5.12 e 5.13
prevede che il liofilizzato sia solido cristallino, con acqua adsorbita. Nel caso di principi
attivi di tipo proteico le condizioni possono essere diverse, ossia, alla fine
dell’essiccamento primario ciò che rimane è un materiale vetrificato. Insieme al principio
attivo c’è una notevole quantità di acqua, facente parte della soluzione interstiziale,
vetrificata. In questo caso l’essiccamento deve essere fatto mantenendo il materiale ad una
temperatura inferiore alla temperatura di transizione vetrosa (Tg), affinché il liofilizzato
rimanga rigido e non collassi. Allora, bisogna proseguire nelle condizioni dell’essiccamento
primario, anche se la velocità di essiccamento è molto bassa. Però, man mano che la
percentuale di acqua diminuisce nel materiale vetrificato la Tg aumenta; si può
gradualmente aumentare la temperatura del materiale mantenendola sempre al di sotto della
Tg.
123
In teoria, l’essiccamento secondario non finisce mai, perché una traccia di acqua nel
materiale rimane sempre. Si deve stabilire perciò quanta è l’acqua tollerata nel materiale.
Per esempio, si può stabilire che il materiale liofilizzato deve avere un contenuto di acqua
inferiore all’1%. Si fanno delle prove stabilendo valori di temperatura, pressione e tempo
che consentono di ottenere i requisiti voluti.
Per il recupero del materiale dal liofilizzatore, alla fine del processo, vedi Rif. 1, p. 201202.
124
Rif. 1, p. 201
125
Facciamo adesso delle considerazioni sui costi del processo di liofilizzazione,
confrontandoli con quelli dell’essiccamento per evaporazione. In quest’ultimo caso,
l’energia che si spende per unità di massa di acqua da allontanare è il calore latente di
evaporazione, che determina il costo dell’operazione. Nel processo di liofilizzazione i costi
sono molto più elevati. Infatti, quando si fa il congelamento si deve sottrarre il calore
latente di fusione all’acqua per farla congelare, ed è una quantità di calore per unità di
massa piuttosto elevata (80 kcal/kg). La sottrazione di calore si fa con un impianto
frigorifero, compiendo lavoro. Il rendimento delle macchine frigorifere è sempre
notevolmente minore del 100%, ossia, il calore sottratto è assai minore del lavoro compiuto
dal compressore. Quindi l’energia impiegata per far congelare l’unità di massa d’acqua è
maggiore del calore di fusione, perché è l’energia spesa dal compressore. Successivamente
avviene la sublimazione. Il calore latente di sublimazione è più elevato del calore latente di
evaporazione. Allora la sola energia spesa per la sublimazione è superiore a quella
dell’essiccamento per evaporazione. Poi, c’è un’ulteriore dispendio di energia per sottrarre
il calore latente di sublimazione e far sublimare il vapore a ghiaccio sul condensatore. Tale
energia è spesa dall’impianto frigorifero che aziona il condensatore. Quindi, bastano queste
considerazioni per capire quanto sia costosa la liofilizzazione rispetto ai processi di
essiccamento che si basano sull’evaporazione.
126
ALCUNE FIGURE E SCHEMI RIGUARDANTI LA LIOFILIZZAZIONE
Liofilizzatore Alfa-Compact
127
Schema delle parti di un liofilizzatore
128
Camera bianca per la chiusura dei flaconi