• allo stato bloccato:
- una tensione diretta massima ammessa.
I transistori di potenza utilizzati in variazione di velocità possono funzionare a frequenze di qualche kilohertz.
L’IGBT (C Fig.16e)
È un transistore di potenza comandato da una tensione applicata ad un
elettrodo chiamata griglia o « gate » isolata dal circuito di potenza, da cui
il nome « Insulated Gate Bipolar Transistor ».
Questo componente richiede delle energie minime per far circolare delle
correnti elevate.
Viene oggi utilizzato in interruttore ON/OFF nella maggior parte dei
convertitori di frequenza fino a potenze elevate (dell’ordine di MW).
A Fig. 16e
L
Le sue caratteristiche tensione corrente sono simili a quelle dei transistori
bipolari, ma le sue prestazioni in energia di comando e frequenza di
commutazione sono nettamente superiori a tutti gli altri semi-conduttori.
Le caratteristiche degli IGBT progrediscono molto rapidamente; attualmente sono disponibili dei componenti alta tensione (> 3 kV) e correnti
elevate (diverse centinaia di Ampere).
Il transistore IGBT presenta le seguenti caratteristiche principali:
• una tensione di comando:
- che consente la messa in conduzione e il bloccaggio del componente.
• allo stato passante:
- una caduta di tensione composta da una tensione di soglia e da una
resistenza interna,
- una corrente massima permanente ammessa.
• allo stato bloccato:
- una tensione diretta massima ammessa.
I transistori IGBT utilizzati in variazione di velocità possono funzionare a
frequenze di qualche decine di kilohertz.
Il transistore MOS (C Fig.16f)
Questo componente funziona in modo diverso dai precedenti, mediante
modifica del campo elettrico in un semi-conduttore ottenuta polarizzando
una griglia isolata da cui il nome MOS che stà per Metal Oxide Semiconductor.
Il suo impiego in variazione di velocità è limitato agli utilizzi a bassa
tensione (variatori di velocità alimentati tramite batteria) o bassa potenza,
poiché la superficie di silicio necessaria all’ottenimento di una tensione di
bloccaggio elevata con una caduta di tensione non importante allo stato
passante non è realizzabile dal punto di vista economico.
A Fig. 16f
L
Il transistore MOS ha le seguenti caratteristiche principali:
• una tensione di comando:
- che consente la messa in conduzione e il bloccaggio del componente.
• allo stato passante:
- una resistenza interna,
- una corrente massima permanente ammessa.
• allo stato bloccato:
- una tensione diretta massima ammessa (che può superare i 1000 V).
I transistori MOS utilizzati in variazione di velocità possono funzionare a
frequenze di alcune centinaia di kilohertz.
Sono d’impiego quasi universale negli alimentatori switching, sotto forma
di componenti discreti o di ciruito integrato comprendente la potenza
(MOS) e i circuiti di comando e regolazione.
Schneider Electric
113
5
Partenze-motore
5.6
5.7
Composizione, componenti degli avviatori
e variatori elettronici
Variatore-regolatore per motore a corrente
continua
L’IPM (Intelligent Power Module)
Non è proprio un semi-conduttore, ma un assemblaggio (C Fig.17) che
raggruppa un ponte ondulatore a transistori di potenza IGBT e la loro
elettronica di comando basso livello.
A Fig. 17
LModulo IPM (Intelligent Power Module)
Sono contenuti nella stessa cassetta compatta:
- 7 componenti IGBT, di cui sei per il ponte ondulatore e uno per la
frenatura,
- i circuiti di comando degli IGBT,
- 7 diodi di potenza di ruota libera associati agli IGBT per consentire la
circolazione di corrente,
- le protezioni contro i cortocircuiti, le sovracorrenti e il superamento dei
limiti di temperatura,
- l’isolamento galvanico di questo modulo.
Il ponte raddrizzatore a diodi è spesso integrato a questo stesso modulo.
Questo assemblaggio consente di gestire nel miglior modo possibile i
vincoli di cablaggio e di comando degli IGBT.
5.7
Variatore-regolatore per motore a corrente continua
b Principio generale
L’antenato dei variatori di velocità per motori a corrente continua è il
gruppo Ward Leonard (C capitolo 3 Motori e carichi).
Questo gruppo, composto da un motore di azionamento, generalmente
asincrono e da un generatore a corrente continua a eccitazione variabile,
alimenta uno o più motori a corrente continua. L’eccitazione è regolata
da un dispositivo elettromeccanico (Amplidyne, Rototrol, Regulex) o da
un sistema statico (amplificatore magnetico o regolatore elettronico).
Questo dispositivo è stato oggi totalmente abbandonato a vantaggio dei
variatori di velocità a semi-conduttori che realizzano in modo statico le
stesse operazioni ma con prestazioni superiori.
I variatori di velocità elettronici sono alimentati ad una tensione fissa a
partire dalla rete alternata e forniscono al motore una tensione continua
variabile.
Un ponte di diodi o un ponte a tiristori, generalmente monofase, consente
l’alimentazione del circuito di eccitazione.
Il circuito di potenza è un raddrizzatore. Poichè la tensione da fornire deve
essere variabile, questo raddrizzatore deve essere di tipo controllato, deve
cioè comprendere componenti di potenza la cui conduzione può essere
comandata (tiristori). La variazione della tensione di uscita si ottiene
limitando più o meno il tempo di conduzione durante ogni semi-periodo.
Più l'innesco del tiristore viene ritardato rispetto allo zero del semi-periodo,
più il valore medio della tensione viene ridotto e, di conseguenza, la
velocità del motore sarà più bassa (ricordiamo che lo spegnimento di un
tiristore avviene automaticamente quando la corrente passa a zero).
Per dei variatori di bassa potenza o dei variatori alimentati da una batteria
di accumulatori, il circuito di potenza, talvolta costituito da transistori di
potenza (chopper), fa variare la tensione continua di uscita regolando il
tempo di conduzione.
Questo modo di funzionamento è detto MLI (Modulazione a Larghezza
d’Impulso).
114
Schneider Electric
b Regolazione
La regolazione consiste nel mantenere con precisione la velocità
al valore impostato nonostante i disturbi (variazione della coppia resistente,
della tensione di alimentazione, della tempertaura).
Comunque, in fase di accelerazione o in caso di sovraccarico, l'intensità
della corrente non deve raggiungere un valore tale da danneggiare il
motore o il dispositivo di alimentazione.
Un anello di regolazione interno al variatore mantiene la corrente
ad un valore accettabile. Questo limite è accessibile per consentire
la regolazione in funzione delle caratteristiche del motore.
La velocità è fissata da un segnale, analogico o digitale, trasmesso
tramite un bus di campo o da un altro dispositivo che fornisce una
tensione immagine della velocità desiderata.
Il riferimento può essere fisso o variare durante il ciclo di funzionamento
della macchina azionata.
Delle rampe di accelerazione e di decelerazione regolabili applicano in
modo progressivo la tensione di riferimento corrispondente alla velocità
desiderata.
L’evoluzione di questa rampa può seguire tutte le forme volute.
La regolazione delle rampe definisce la durata dell’accelerazione e del
rallentamento.
Ad anello chiuso la velocità reale viene misurata permanentemente da una
dinamo tachimetrica o da un generatore di impulsi (C capitolo 6
Acquisizioni di dati) e confrontata con il riferimento. Se viene rilevato uno
scarto, l'elettronica di controllo realizza una correzione della velocità.
La gamma di velocità si estende da alcuni giri al minuto fino alla velocità
massima. All’interno di questa gamma di variazione, si ottiene facilmente
una precisione superiore all’1 % in regolazione analogica e superiore a
1 / 1 000 in regolazione digitale. Accumulando tutte le variazioni possibili
(vuoto/carico, variazione di tensione, di temperatura, ecc...), la regolazione
può anche essere effettuata a partire dalla misura della tensione del
motore tenendo conto della corrente che lo attraversa.
Le prestazioni sono in questo caso nettamente inferiori, sia nella gamma
di velocità che nella precisione (qualche % tra marcia a vuoto e marcia in
carico).
b Inversione del senso di marcia e frenatura con
recupero di energia
Per invertire il senso di marcia, è necessario invertire la tensione
dell’indotto mediante dei contattori (soluzione ormai abbandonata) o in
statico mediante inversione della polarità di uscita del variatore di velocità
o della polarità della corrente di eccitazione.
Quest’ultima soluzione è molto rara data la costante di tempo dell’induttore.
A Fig. 18
LSchema di un variatore con
inversione di marcia e frenatura
mediante recupero di energia per
un motore a corrente continua
Quando si desidera una frenatura controllata o il tipo di carico la impone
(coppia di azionamento), è necessario rinviare l’energia alla rete.
In fase di frenatura il variatore funziona come ondulatore, in altri termini la
potenza che lo attraversa è negativa.
I variatori in grado di effettuare i due tipi di funzionamento (inversione e
frenatura mediante recupero di energia) sono dotati di due ponti collegati
in antiparallelo (C Fig.18).
Ciascuno dei due ponti consente di invertire la tensione, la corrente e il
segno dell’energia che circola tra la rete e il carico.
Schneider Electric
115
5
Partenze-motore
5.7
5.8
Variatore-regolatore per motore a
corrente continua
Convertitore di frequenza per motore
asincrono
b Modi di funzionamento possibili
Il tipo di carico viene trattato in modo più dettagliato nel capitolo 3
Motori e carichi. Per quanto riguarda il funzionamento del motore a
corrente continua, verrà trattato il funzionamento « a coppia costante » e il
funzionamento a « potenza costante ».
v Funzionamento detto a « coppia costante »
Ad eccitazione costante, la velocità del motore dipende dalla tensione
applicata all’indotto del motore. La variazione di velocità è possibile
dall’arresto fino alla tensione nominale del motore scelta in funzione della
tensione alternata d’alimentazione.
La coppia motore è proporzionale alla corrente d’indotto e la coppia
nominale della macchina può essere ottenuta in modo continuo a tutte le
velocità.
v Funzionamento detto a « potenza costante »
Quando la macchina è alimentata alla sua tensione nominale è ancora
possibile aumentare la sua velocità riducendo la corrente di eccitazione.
Il variatore di velocità deve, in questo caso, comprendere un ponte
raddrizzatore controllato che alimenta il circuito di eccitazione.
La tensione d’indotto rimane allora fissa e uguale alla tensione nominale e la
corrente di eccitazione viene regolata per ottenere la velocità desiderata.
La potenza viene espressa con la formula:
P=E.I
ove
E rappresenta la tensione di alimentazione,
I rappresenta la corrente d’indotto.
La potenza, per una data corrente d’indotto, è quindi costante sull’intera
gamma di velocità, ma la velocità massima viene limitata da due
parametri:
- il limite meccanico legato all’indotto e in particolare la forza centrifuga
massima supportabile dal collettore,
- le possibilità di commutazione della macchina, generalmente più
limitative.
Il costruttore del motore deve quindi effettuare la scelta più corretta,
soprattutto in funzione della gamma di velocità a potenza costante.
5.8
Convertitore di frequenza per motore asincrono
Il variatore di velocità per motore asincrono riprende gli stessi principi
base del variatore per motore a corrente continua.
La comparsa sul mercato di variatori di velocità economici per motori
asincroni è abbastanza recente. In Francia Telemecanique è stata una
delle aziende pioniere del settore. L’evoluzione delle tecnologie ha
permesso la realizzazione di variatori economici, affidabili e performanti.
b Principio generale
Il convertitore di frequenza, alimentato a tensione e frequenza fisse
dalla rete, garantisce al motore, in funzione delle esigenze di velocità,
la sua alimentazione a corrente alternata con tensione e frequenza variabili.
Per alimentare correttamente un motore asincrono a coppia costante,
qualsiasi sia la velocità, è necessario mantenere il flusso costante;
perché questo si verifichi occorre che la tensione e la frequenza evolvano
simultaneamente e nelle stesse proporzioni.
116
Schneider Electric
b Composizione
A Fig. 19
LSchema di principio di un convertitore
di frequenza
Il circuito di potenza è composto da un raddrizzatore e un convertitore
che, a partire dalla tensione raddrizzata, produce una tensione di
ampiezza e frequenza variabili (C Fig. 19).
Per rispettare la direttiva CE e le norme associate, a monte del ponte
raddrizzatore viene posizionato un filtro «rete».
v Il raddrizzatore
Il raddrizzatore è generalmente dotato di un ponte raddrizzatore a diodi e
di un circuito di filtraggio costituito da uno o più condensatori in funzione
della potenza. Un circuito di limitazione controlla la corrente alla messa
sotto tensione del variatore. Alcuni convertitori utilizzano un ponte a
tiristori per limitare la corrente di spunto dei condensatori di filtraggio,
caricati ad un valore più o meno uguale al valore cresta della sinusoide
rete (circa 560 V in 400 V trifase).
Malgrado la presenza di circuiti di scarica, i condensatori potrebbero conservare
una tensione pericolosa in assenza della tensione rete. Un intervento all’interno
del prodotto può quindi essere effettuato esclusivamente da personale qualificato
che ben conosce le precauzioni indispensabili da prendere (circuito di scarico
aggiuntivo o conoscenza del tempo di attesa).
v L’ondulatore
Il ponte ondulatore, collegato a questi condensatori, utilizza sei semiconduttori di potenza (solitamente degli IGBT) e dei diodi di ruota libera
associati.
Questo tipo di variatore è destinato all'alimentazione dei motori asincroni
a gabbia. L’Altivar di Telemecanique consente di creare una mini-rete
elettrica a tensione e frequenza variabili in grado di alimentare un unico
motore o diversi motori in parallelo.
Comprende:
- un raddrizzatore con condensatori di filtraggio,
- un ondulatore a 6 IGBT e 6 diodi,
- un chopper collegato ad una resistenza di frenatura (generalmente
esterna al prodotto),
- i circuiti di comando dei transistori IGBT,
- un’unità di controllo organizzata intorno ad un microprocessore che
garantisce il comando dell’ondulatore,
- sensori interni per misurare la corrente motore, la tensione continua
presente ai morsetti dei condensatori e in alcuni casi le tensioni
presenti ai morsetti del ponte raddrizzatore e del motore oltre che tutte
le grandezze necessarie al controllo e alla protezione dell’insieme
moto-variatore,
- un’alimentazione per i circuiti elettronici basso livello.
L’alimentazione viene realizzata da un circuito a sezionamento collegato ai
morsetti dei condensatori di filtraggio che utilizza la riserva di energia.
In tal modo l’Altivar permette di evitare fluttuazioni della rete e brevi
interruzioni della tensione, offrendo prestazioni interessanti in presenza di
reti fortemente disturbate.
b La variazione di velocità
A Fig. 20
LLa modulazione di larghezza di impulsi
La generazione di tensione di uscita si ottiene mediante modulazione
della tensione raddrizzata attraverso impulsi la cui durata, quindi
larghezza, viene modulata in modo tale che la corrente alternata risultante
sia il più possibile sinusoidale (C Fig.20).
Questa tecnica conosciuta con il nome di MLI (Modulazione a Larghezza
d’Impulsi o PWM in inglese) condiziona la rotazione regolare a bassa
velocità e limita i riscaldamenti.
La frequenza di modulazione è un compromesso: deve essere sufficientemente
elevata per ridurre l’ondulazione di corrente e il rumore nel motore senza
naturalmente aumentare le perdite nel ponte ondulatore e nei semi-conduttori.
Due rampe regolano l'accelerazione e il rallentamento.
Schneider Electric
117
5
Partenze-motore
5.8
Convertitore di frequenza
per motore asincrono
b Le protezioni integrate
Il variatore è autoprotetto e a sua volta protegge il motore contro i
riscaldamenti eccessivi, bloccandosi fino al ripristino di una temperatura
accettabile.
Lo stesso vale per tutti i disturbi o le anomalie che possono alterare il
funzionamento dell’insieme, quali sovratensioni, sottotensioni, assenze di
fase in ingresso o uscita.
Alcuni modelli di variatore integrano in un unico modulo IPM (Intelligent
Power Module) il raddrizzatore, l’ondulatore, il chopper, il comando e le
protezioni contro i cortocircuiti.
b Legge di comando del motore asincrono
I variatori di velocità per motori asincroni di prima generazione utilizzavano il
comando scalare o V/Hz, che dal punto di vista economico rappresentava
l’unica possibilità realizzabile. La comparsa dei microprocessori con le
loro notevoli potenze di calcolo ha permesso il passaggio al controllo
vettoriale, molto più performante. I costruttori di variatori propongono
oggi sulla maggior parte dei loro prodotti il controllo scalare, il controllo
vettoriale senza sensore e, su alcuni modelli il controllo vettoriale con
sensore.
v Funzionamento in U/f
In questo tipo di funzionamento il riferimento velocità impone una
frequenza all’ondulatore e di conseguenza al motore, determinando la
velocità di rotazione. La tensione d’alimentazione è in relazione diretta
con la frequenza. Questo funzionamento viene spesso chiamato
funzionamento a U/f costante o funzionamento scalare.
Se non viene effettuata nessuna compensazione, la velocità reale varia con il
carico e in questo modo la gamma di funzionamento e le prestazioni vengono
limitate. Una compensazione sommaria può essere utilizzata per tener conto
dell’impedenza interna del motore e limitare la caduta di velocità in carico.
v Controllo vettoriale di flusso senza trasduttore
Grazie all’elettronica di comando che utilizza il controllo vettoriale di
flusso o CVF (CFig.21) le prestazioni aumentano notevolmente.
A Fig. 21
118
LSchema di principio di un variatore a controllo vettoriale di flusso
Schneider Electric
Quasi tutti i variatori moderni integrano questa funzione di base.
Nella maggior parte delle applicazioni, l’impostazione o la valutazione dei
parametri della macchina consente di fare a meno del sensore di velocità.
In questo caso un motore standard può essere utilizzato con la limitazione
usuale del funzionamento prolungato a bassa velocità.
Il variatore elabora le informazioni a partire dalle grandezze misurate ai
morsetti della macchina (tensione e corrente).
Questo modo di controllo offre prestazioni accettabili senza aumentare i
costi.
Per ottenere tali prestazioni è necessario conoscere alcuni parametri della
macchina.
Alla messa in servizio l’operatore deve inserire nei parametri di
regolazione del variatore le caratteristiche indicate sulla targa motore:
UNS: tensione nominale motore,
FRS: frequenza nominale statore,
NCR: corrente nominale statore,
NSP: velocità nominale,
COS: coseno motore.
Queste sigle vengono utilizzate dai variatori Altivar di Telemecanique.
A partire da questi valori il variatore calcola le caratteristiche del rotore:
Lm, Tr. (Lm: induttanza magnetizzante, Tr: momento della coppia).
Alla messa sotto tensione un variatore con controllo vettoriale di flusso
senza sensore (tipo ATV71 di Telemecanique) esegue un’autoregolazione
che gli consente di determinare i parametri statorici Rs, Lf.
Questa misura può essere effettuata con motore collegato alla meccanica.
La durata varia in funzione della potenza motore (da 1 a 10 s).
Questi valori vengono memorizzati e consentono al prodotto di elaborare
le leggi di comando.
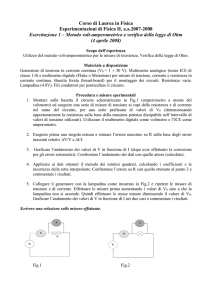
L’oscillogramma della Fig. 22 rappresenta la messa in velocità di un
motore alla sua coppia nominale alimentato da un variatore senza sensore.
Si noterà la linearità della messa in velocità e la rapidità di ottenimento
della coppia nominale (meno di 0.2 s).
La velocità nominale si ottiene in 0.8 secondi.
A Fig. 22
LCaratteristiche di un motore alla sua messa sotto tensione mediante
un variatore con controllo vettoriale di flusso senza sensore
(tipo ATV71 – Telemecanique)
Schneider Electric
119
5
Partenze-motore
5.8
Convertitore di frequenza
per motore asincrono
v Variatore con controllo vettoriale di flusso ad anello chiuso con
trasduttore
Il controllo vettoriale di flusso ad anello chiuso con trasduttore è un’altra
possibilità. Questa soluzione ricorre alla trasformata di Park e consente di
controllare indipendentemente la corrente (Id) garantendo il flusso nella
macchina e la corrente (Iq) garantendo la coppia (uguale al prodotto Id, Iq).
Il comando del motore è analogo a quello di un motore a corrente continua.
Questa soluzione (C Fig.23) garantisce la risposta alle applicazioni
esigenti: forte dinamica durante i transitori, precisione di velocità, coppia
nominale all’arresto.
A Fig. 23
LSchema di principio di un variatore con controllo vettoriale di flusso
con trasduttore
La coppia massima transitoria è pari a 2 o 3 volte la coppia nominale
a seconda del tipo di motore.
A Fig. 24
LOscillogramma della messa in velocità
di un motore, caricato alla sua coppia
nominale alimentato mediante un
variatore con controllo vettoriale di
flusso (tipo ATV71 – Telemecanique).
Inoltre, la velocità massima raggiunge spesso il doppio della velocità
nominale, o di più se il motore lo permette dal punto di vista meccanico.
Questo tipo di controllo consente anche delle bande passanti molto
elevate e delle prestazioni paragonabili e anche superiori a quelle dei
migliori variatori a corrente continua. In compenso, il motore utilizzato non
è di costruzione standard per la presenza di un encoder ed
eventualmente di una ventilazione forzata.
L’oscillogramma della Fig. 24 rappresenta la messa in velocità di un
motore caricato alla sua coppia nominale, alimentato mediante un
variatore con controllo vettoriale di flusso con trasduttore.
La scala dei tempi è di 0.1 s per divisione. Rispetto allo stesso prodotto
senza sensore, l’aumento delle prestazioni è sensibile. La coppia
nominale si stabilisce in 80 ms e il tempo di salita in velocità, nelle stesse
condizioni di carico, è di 0.5 secondi.
In conclusione, la tabella della Fig. 25 mette a confronto le rispettive
prestazioni di un variatore nelle tre configurazioni possibili.
b Inversione del senso di marcia e frenatura
A Fig. 25
120
LPrestazioni rispettive di un variatore
nelle tre configurazioni possibili (tipo
ATV71 – Telemecanique)
Per invertire il senso di marcia, un ordine esterno (su un ingresso dedicato
a questo effetto, oppure per un segnale che circola su un bus di
comunicazione) genera l’inversione nell’ordine di funzionamento dei
componenti dell’ondulatore, quindi del senso di rotazione del motore.
Schneider Electric
Sono possibili diversi funzionamenti.
v 1° caso: inversione immediata del senso di comando dei
semiconduttori
Se il motore è sempre in rotazione al momento dell’inversione del senso
di marcia, si avrà uno scorrimento importante e la corrente nel variatore
sarà uguale alla soglia massima ammessa (limitazione interna).
La coppia di frenatura è debole a causa del forte scorrimento e la
regolazione interna riporta il riferimento di velocità ad un valore basso.
Quando il motore raggiunge la velocità nulla, si avrà l’inversione della
velocità secondo la rampa. L’eccesso di energia non assorbita dalla
coppia resistente e dagli attriti viene dissipata nel rotore.
v 2° caso: inversione del senso di comando dei semiconduttori
preceduta da una decelerazione con o senza rampa
Se la coppia resistente della macchina è tale che la decelerazione
naturale è più rapida della rampa fissata dal variatore, quest’ultimo
continuerà a fornire energia al motore.
La velocità diminuisce progressivamente e si inverte. Se la coppia
resistente della macchina è tale da avere una decelerazione naturale più
lenta della rampa fissata dal variatore, il motore si comporterà come un
generatore ipersincrono e restituirà energia al variatore.
Tuttavia, dal momento che la presenza del ponte di diodi impedisce il
rinvio di energia verso la rete, i condensatori di filtraggio si caricano, la
tensione aumenta e il variatore si blocca.
Per evitare questo è necessario disporre di una resistenza collegata ai
morsetti dei condensatori mediante un chopper in modo da limitare la
tensione ad un valore accettabile. La coppia di frenatura sarà limitata solo
più dalle capacità del variatore di velocità: la velocità diminuisce
progres-sivamente e s’inverte.
Per questo tipo di funzionamento il costruttore del variatore fornisce delle
resistenze di frenatura dimensionate in funzione della potenza del motore
e delle energie da dissipare.
Poiché nella maggior parte dei casi il chopper è incluso di base nel
variatore, solo la presenza di una resistenza di frenatura distingue un
variatore in grado di garantire una frenatura controllata.
Questo modo di frenatura quindi risulta essere particolarmente economico.
Questo tipo di funzionamento consente di rallentare un motore fino
all’arresto senza necessariamente invertire il senso di rotazione.
v 3° caso: funzionamento prolungato in frenatura
Un caso tipo di applicazione è rappresentato dai banchi di prova per
motori. Essendo impossibile ipotizzare la dissipazione dell’energia così
prodotta nelle resistenze, il bilancio energetico sarebbe inaccettabile e la
dissipazione delle calorie problematica. La maggior parte dei costruttori
propone della associazioni che consentono di restituire alla rete l’energia
recuparata.
Generalmente il ponte di diodi collegato alla rete viene sostituito da un
ponte di semiconduttori controllati composto da IGBT. La restituzione,
con un comando MLI adatto, avviene nella maggior parte dei casi sotto
forma di corrente sinusoidale.
v Altre possibilità di frenatura
Una frenatura economica può essere facilmente realizzata facendo
funzionare l’uscita del variatore come chopper con iniezione di corrente
continua negli avvolgimenti. La coppia di frenatura non è controllata.
Si tratta di un metodo poco efficace soprattutto a grande velocità, che
non assicura il controllo della rampa di decelerazione.
Tuttavia è una soluzione pratica per diminuire il tempo di arresto naturale
della macchina. Poiché l’energia viene dissipata nel rotore questo tipo di
funzionamento è, per natura, occasionale.
Schneider Electric
121
5
Partenze-motore
5.8
Convertitore di frequenza
per motore asincrono
b I modi di funzionamento possibili
v Funzionamento detto a « coppia costante »
Finchè la tensione fornita dal variatore può evolvere e nella misura in cui il
flusso nella macchina è costante (rapporto U/f costante o meglio ancora
con controllo vettoriale di flusso), la coppia motore sarà grosso modo
proporzionale alla corrente e la coppia nominale della macchina potrà
essere ottenuta sull’intera gamma di velocità (C Fig.26a).
A Fig. 26a
LCoppia di un motore asincrono a
carico costante alimentato da un
convertitore di frequenza [a] – zona di
funzionamento a coppia costante, [b] –
zona di funzionamento a potenza
costante
Tuttavia il funzionamento prolungato alla coppia nominale a bassa velocità
è possibile solo se è prevista una ventilazione forzata del motore che
richiede quindi un motore speciale. I variatori moderni dispongono di
circuiti di protezione che stabiliscono un’immagine termica del motore in
funzione della corrente, dei cicli di funzionamento e della velocità di
rotazione: la protezione del motore è quindi garantita.
v Funzionamento detto a « potenza costante »
Quando la macchina è alimentata a tensione nominale è ancora possibile
aumentarne la velocità alimentandola ad una frequenza superiore a quella
della rete di distribuzione. Tuttavia, dal momento che la tensione di uscita
del convertitore non può superare quella della rete, la coppia disponibile
si abbassa in modo inversamente proporzionale all’aumentare della
velocità (C Fig.26b).
Al di sopra della velocità nominale, il motore non funziona più a coppia
costante, ma a potenza costante (P = Cω), fino a quando la caratteristica
nominale del motore lo consente.
La velocità massima è limitata da due parametri:
- il limite meccanico legato al rotore,
- la riserva di coppia disponibile.
A Fig. 26b
122
LCoppia di un motore asincrono a
carico costante alimentato da un
convertitore di frequenza [a] – zona di
funzionamento a coppia costante, [b] –
zona di funzionamento a potenza
costante
Per una macchina asincrona alimentata a tensione costante, dal momento
che la coppia massima varia con il quadrato della velocità (C capitolo 3
Motori e carichi), il funzionamento a « potenza costante » è possibile solo
all’interno di una gamma limitata di velocità determinata dalla
caratteristica di coppia della macchina.
Schneider Electric
5.9
5.9
Variatore di tensione
per motore asincrono
Variatore di tensione per motore asincrono
b Storia e presentazione
Questo dispositivo di variazione della tensione (C Fig.27) utilizzabile per
l’illuminazione e il riscaldamento non viene praticamente più utilizzato
come variatore di velocità.
Nel passato questa soluzione veniva utilizzata con motori asincroni
a gabbia resistente o ad anelli. Il modo di funzionamento è riportato nella
Fig. 28. Si può chiaramente vedere che una variazione di velocità è
possibile facendo variare la tensione e in particolare con un motore a
gabbia resistente. Questi motori asincroni sono nella maggior parte dei
casi trifase, solo occasionalmente monofase per le piccole potenze (fino a
3 kW circa). Molto utilizzati in passato per alcune applicazioni quali la
variazione di velocità dei piccoli ventilatori, i variatori di tensione sono
quasi scomparsi a vantaggio dei più economici convertitori di frequenza.
5
A Fig. 27
LAvviatore di motori asincroni e forma
della corrente d’alimentazione
A Fig. 28
LCoppia disponibile di un motore asincrono alimentato a tensione
variabile e il cui ricevitore presenta una coppia resistente parabolica
(ventilatore) [a] – motore a gabbia di scoiattolo,
[b] – motore a gabbia resistente
Il variatore di tensione, chiamato anche soft starter, è universalmente
utilizzato per l’avviamento dei motori.
I motori asincroni sono nella maggior parte dei casi trifase, solo
occasionalmente monofase per le piccole potenze (fino a 3 kW circa).
Il variatore di tensione viene utilizzato come avviatore rallentatore
progressivo se non è necessaria una coppia di avviamento elevata e
consente di limitare lo spunto di corrente, la caduta di tensione che ne
deriva e gli urti meccanici dovuti alla comparsa improvvisa della coppia.
Tra le applicazioni più comuni citiamo l’avviamento delle pompe
centrifughe e dei ventilatori, dei nastri trasportatori, delle scale mobili,
degli impianti di lavaggio automobili (a tunnel), delle macchine dotate di
cinghie, ecc... e in variazione di velocità sui motori di bassissima potenza
o sui motori universali, come negli utensili elettrici portatili.
Nel caso delle pompe la funzione rallentatore consente anche di eliminare
i colpi di ariete.
Sul mercato sono disponibili tre tipi di avviatori: ad una fase controllata
nelle piccole potenze, a due fasi controllate (la terza è una connessione
diretta), o con tutte le fasi controllate.
I primi due sistemi sono adatti solo per cicli di funzionamento poco severi
a causa dell’elevato tasso di armoniche.
Schneider Electric
123
Partenze-motore
5.9
Variatore di tensione
per motore asincrono
b Principio generale
Il gruppo di potenza comprende per ciascuna fase 2 tiristori montati in
antiparallelo (C Fig. 28).
La variazione di tensione si ottiene facendo variare il tempo di conduzione
dei tiristori nel corso di ogni semi-periodo. Più l'istante di innesco viene
ritardato, più il valore della tensione risultante sarà basso.
L'innesco dei tiristori è gestito da un microprocesssore che garantisce
anche le seguenti funzioni:
- controllo delle rampe di aumento tensione e di diminuzione tensione
regolabili; la rampa di decelerazione potrà essere seguita solo se il
tempo di decelerazione naturale del sistema azionato è più lungo,
- limitazione di corrente regolabile,
- sovracoppia all’avviamento,
- comando di frenatura con iniezione di corrente continua,
- protezione del variatore contro i sovraccarichi,
- protezione del motore contro i riscaldamenti dovuti ai sovraccarichi o
agli avviamenti troppo frequenti,
- rilevamento squilibri o assenze di fase, difetti tiristori.
Un’unità di regolazione dei diversi parametri di funzionamento offre un
valido aiuto alla messa in servizio, all'impiego e alla manutenzione.
Alcuni variatori di tensione come l’Altistart (Telemecanique) possono
comandare l’avviamento e il rallentamento
- di un solo motore,
- di più motori simultaneamente, entro i limiti del suo calibro,
- di più motori in successione mediante commutazione.
In regime stabilito, ogni motore viene alimentato direttamente dalla
rete attraverso un contattore.
Solo l’Altistart dispone di un dispositivo brevettato che consente una
stima della coppia motore permettendo di effettuare accelerazioni e
decelerazioni lineari e, se necessario, di limitare la coppia motore.
b Inversione del senso di marcia e frenatura
L’inversione del senso di marcia si effettua mediante inversione delle fasi
d’ingresso dell’avviatore. La frenatura si effettua quindi in contro corrente
e tutta l’energia viene dissipata nel rotore della macchina.
Il funzionamento è quindi per natura intermittente.
b Frenatura di rallentamento mediante iniezione di
corrente continua
Una frenatura economica è facilmente realizzabile facendo funzionare
l’uscita dell’avviatore come raddrizzatore iniettando una corrente continua
negli avvolgimenti.
La coppia di frenatura non è controllata e la frenatura è poco efficace,
soprattutto a grande velocità. Di conseguenza la rampa di decelerazione
non è controllata. Si tratta di una soluzione pratica per diminuire il tempo
di arresto naturale della macchina.
Poichè l’energia viene dissipata nel rotore questo modo di funzionamento
è occasionale.
124
Schneider Electric
5.10 Moto-variatori sincroni
5.10
Motovariatori sincroni
b Principio generale
I motovariatori sincroni (C Fig. 29) sono l’associazione di un convertitore
di frequenza e di un motore sincrono a magneti permanenti dotato di un
sensore. Questi servomotori vengono spesso chiamati « motori brushless ».
Questi servomotori sono destinati a mercati specifici, come quello dei
robot, dell’automazione o delle macchine-utensili, che richiedono volumi
ridotti, accelerazioni rapide e una banda passante tesa.
b Il motore
Questo tipo di motore è presentato nel capitolo sui motori e quanto segue
completa le informazioni per consentire al lettore di comprendere l’alimentazione con variatore di velocità. Il rotore del motore è dotato di magneti
permanenti in neodimio e samario (terre rare) per ottenere un campo elevato
in un volume ridotto. Lo statore comprende avvolgimenti trifase A, B, C (C
Fig.30).
A Fig. 29
LFotografia di un moto-variatore
sincrono (Variatore Lexium + motore,
Schneider Electric)
A Fig. 30
LRappresentazione semplificata dello
statore motore sincrono a magneti
permanenti « motore brushless »
Questo tipo di motori possono accettare correnti di sovraccarico importanti
per realizzare accelerazioni molto rapide. Questo tipo di motori sono
dotati di un sensore per indicare al variatore la posizione angolare dei poli
del motore, al fine di garantire la commutazione degli avvolgimenti (C Fig.31).
A Fig. 31
LRappresentazione semplificata di un motore sincrono a magneti
permanenti « motore brushless » che illustra il sensore angolare di
posizione del rotore
Schneider Electric
125
5
Partenze-motore
5.10 Moto-variatori sincroni
5.11 Moto-variatori passo-passo
b Il variatore
Nella sua composizione il variatore è simile ad un convertitore di
frequenza: funziona in modo analogo.
È costituito da un raddrizzatore e da un ondulatore a transistor a modulazione di larghezza di impulsi (MLI) che fornisce una corrente di uscita di
forma sinusoidale. È frequente trovare più variatori di questo tipo alimentati
da una stessa sorgente di corrente continua. Su una macchina-utensile,
ad esempio, ciascun variatore comanda uno dei motori associati agli assi
della macchina. Una sorgente comune a corrente continua alimenta in
parallelo il gruppo di variatori. Questo tipo di installazione consente di
mettere a disposizione dell’insieme di variatori l’energia che verrebbe dalla
frenatura di uno degli assi.
Come nei convertitori di frequenza una resistenza di frenatura associata
ad un chopper consente di smaltire l’energia di frenatura in eccesso.
Le funzioni di asservimento dell’elettronica e le basse costanti di tempo
meccaniche ed elettriche garantiscono accelerazioni e più in generale
bande passanti molto elevate unite ad una grandissima dinamica di
velocità.
5.11
Motovariatori passo-passo
b Principio generale
Il motovariatore passo-passo, progettualmente simile ad un convertitore
di frequenza, è un apparecchio che associa l’elettronica di potenza ad un
motore passo-passo.
Funzionano ad anello aperto (senza trasduttore) e sono adatti alle
applicazioni di posizionamento.
b Il motore
Il motore può essere a riluttanza variabile (VR(), a magneti permanenti o
combinare le due soluzioni (C per informazioni dettagliate, capitolo 3
Motori e carichi).
b Il variatore
Nella composizione il variatore è analogo ad un convertitore di frequenza
(raddrizzatore, filtraggio e ponte costituito da semiconduttori di potenza).
Lo stadio di uscita alimenta le bobine del motore passo-passo, come
nell’esempio della Fig. 32 per un motore passo-passo bipolare.
Tuttavia il suo funzionamento è fondamentalmente diverso nella misura
in cui l’obiettivo è iniettare una corrente costante negli avvolgimenti.
A Fig. 32
126
LSchema di principio di un variatore per motore bipolare passo-passo
Schneider Electric
5.11 Moto-variatori passo-passo
5.12 Le funzioni complementari
dei variatori di velocità
Talvolta ricorre alla modulazione a larghezza d’impulsi (MLI) per ottenere
migliori prestazioni, soprattutto nei tempi di salita della corrente (C Fig.33),
permettendo in tal modo di estendere la gamma di funzionamento.
Il funzionamento (C Fig.34) a micropassi, già citato nel capitolo 3 Motori e
carichi, consente di moltiplicare artificialmente il numero di posizioni
possibili del rotore creando degli stadi successivi nelle bobine, per
ciascuna sequenza. Le correnti in entrambe le bobine sembreranno quindi
due correnti alternate sfasate di 90°.
A Fig. 33
LAndatura della corrente risultante di un
comando a MLI
5
A Fig. 34
LDiagramma, curve di corrente e principio di gradi per un comando a
micropassi di un moto-variatore passo-passo
Il campo risultante è la composizione vettoriale dei campi creati dalle due
bobine. Il rotore assume così tutte le posizioni intermedie possibili.
Lo schema rappresenta le correnti di alimentazione delle bobine B1 e B2
e le posizioni del rotore sono rappresentate dal vettore.
5.12
Le funzioni complementari dei variatori di velocità
b Le possibilità di dialogo
Per poter assicurare un funzionamento corretto del motore, i variatori
integrano un certo numero di sensori per il controllo della tensione, delle
correnti e dello stato termico del motore. Questi dati, indispensabili per il
variatore, possono essere utili per l’utilizzo.
Grazie ai progressi tecnologici e ai bus di campo I variatori e gli avviatori
più recenti integrano funzioni di dialogo avanzate. Consentono quindi la
generazione di informazioni utilizzabili da un controllore programmabile e
da un supervisore per il comando della macchina; le informazioni di
controllo vengono fornite dal controllore programmabile attraverso lo
stesso canale.
La funzione di dialogo mette a disposizione le seguenti informazioni:
- impostazioni di velocità,
- ordini di marcia o di arresto,
- regolazioni iniziali del variatore o modifiche delle regolazioni con
motore in funzione,
- stato del variatore (marcia, arresto, sovraccarico, difetto),
- allarmi,
- stato del motore (velocità, coppia, corrente, temperatura).
Schneider Electric
127
Partenze-motore
5.12 Le funzioni complementari
dei variatori di velocità
Le funzioni di dialogo vengono utilizzate anche in collegamento con un PC
per semplificare le regolazioni all’avviamento (telecaricamento) o per
l’archiviazione delle regolazioni iniziali.
b Le funzioni integrate
Per assicurare un gran numero di applicazioni i variatori dispongono di
diversi parametri di regolazione quali:
- i tempi delle rampe di accelerazione e di decelerazione,
- la forma delle rampe (lineari, a S, a U o configurabili),
- le commutazioni di rampe che permettono di ottenere due rampe di
accelerazione o di decelerazione per consentire ad esempio un
accostamento in dolcezza,
- la riduzione della coppia massima comandata da un ingresso logico o
da un’impostazione,
- la marcia passo-passo,
- la gestione del comando di un freno per le applicazioni di sollevamento,
- la scelta di velocità preselezionate,
- la presenza di ingressi sommatori che consentono di sommare le
impostazioni di velocità,
- la commutazione dei riferimenti presenti all’ingresso del variatore,
- la presenza di un regolatore PI per gli asservimenti semplici (velocità o
portata ad esempio),
- l’arresto automatico in seguito ad un’interruzione rete che permette la
frenatura del motore,
- il recupero automatico con ricerca della velocità del motore per una
ripresa al volo,
- la protezione termica del motore a partire da un’immagine generata
nel variatore,
- la possibilità di collegamento di sonde PTC integrate al motore,
- l’occultazione di frequenza di risonanza della macchina (la velocità
critica viene occultata in modo che il funzionamento permanente a
quella frequenza sia reso impossibile),
- il blocco temporizzato a bassa velocità nelle applicazioni di
pompaggio in cui il fluido partecipa alla lubrificazione della pompa ed
evita il grippaggio.
Sui modelli più sofisticati di variatori quali l’ATV61 - ATV71 di
Telemecanique queste funzioni sono spesso funzioni base.
b Le schede opzionali
Per le applicazioni più complesse i costruttori offrono delle schede
opzionali che consentono di realizzare funzioni specifiche, quali ad
esempio il controllo vettoriale di flusso con sensore, oppure schede
dedicate ad una funzione specifica.
Sono ad esempio disponibili:
- schede « commutazione di pompe » per realizzare in modo economico
una stazione di pompaggio con un solo variatore che alimenta in
successione più motori,
- schede « multimotori »,
- schede « multiparametri» che consentono la commutazione
automatica dei parametri predefiniti nel variatore,
- schede personalizzate sviluppate su specifica richiesta del Cliente.
Alcuni costruttori propongono anche delle schede controllore integrate al
variatore per le applicazioni semplici. L’operatore dispone quindi di
istruzioni di programmazione e di I/O per la realizzazione di piccoli sistemi
di automazione che non giustificano la presenza di un controllore
programmabile.
128
Schneider Electric
5.13 I variatori di velocità
e il bilancio energetico
5.13
I variatori di velocità e il bilancio energetico
b Fattore di sfasamento
v Nota
Il fattore di sfasamento o coseno ϕ è il coseno dell’angolo di sfasamento
della corrente rispetto alla tensione. Il fattore di sfasamento ha significato
solo per tensioni e correnti sinusoidali della stessa frequenza.
Se la corrente prelevata alla sorgente presenta delle armoniche, come
accade per la maggior parte dei variatori di velocità, il fattore di potenza
sarà per definizione lo sfasamento della fondamentale (o prima armonica)
della corrente rispetto alla fondamentale della tensione d’alimentazione.
v 1° caso: il circuito d’ingresso composto da semiconduttori
comandati tipo tiristore (es. variatore per motore a corrente continua)
Il fattore di sfasamento è all’incirca uguale al coseno dell’angolo di ritardo
all’innesco. In altri termini se la tensione di uscita è bassa (bassa velocità),
il coseno ϕ è basso. Se la tensione di uscita è elevata (velocità elevata) il
coseno ϕ si avvicina all’unità.
Il coseno ϕ diventa negativo se il variatore restituisce energia alla rete nel
caso di variatore reversibile.
v 2° caso: ponte di diodi composto da diodi (es. convertitore di
frequenza per motore asincrono)
La componente fondamentale della corrente è quasi in fase con la
tensione d’alimentazione e il coseno ϕ è vicino a 1.
v 3° caso: circuito d’ingresso composto da semiconduttori
comandati tipo IGBT
Questa soluzione viene utilizzata per prelevare corrente sinusoidale.
Con un comando MLI appropriato, il coseno ϕ è pari o vicino a 1.
Un convertitore di frequenza associato ad un motore asincrono ha un miglior
fattore di sfasamento rispetto al motore stesso. Infatti il ponte di diodi di cui
generalmente è dotato questo tipo di convertitore ha un fattore di sfasamento
vicino a 1. Sono i condensatori di filtraggio integrati nel variatore che fungono da
« riserva » di energia reattiva.
b Fattore di potenza
v Nota
Il fattore di potenza è il rapporto tra la potenza apparente S e la potenza
attiva P.
Fp = P/S
La potenza attiva P è il prodotto della tensione fondamentale per la
corrente fondamentale e il coseno ϕ
P = U x I x coseno ϕ
La potenza apparente S è uguale al prodotto del valore efficace della
tensione per il valore efficace della corrente. Se la tensione e la corrente
sono deformate sarà necessario effettuare la somma quadratica dei valori
efficaci di ciascun ordine.
Se l’impedenza della rete è bassa (come si verifica generalmente),
la tensione d’alimentazione sarà vicina alla sinusoide. In compenso la
corrente assorbita dai semiconduttori è ricca in armoniche, tanto più ricca
quanto più bassa sarà l’impedenza della rete.
Il valore efficace della corrente viene espresso con la seguente formula:
Ieff = (I1_ + I2_+ I3_+ …… In_) 0.5
E la potenza apparente S con:
oppure:
Schneider Electric
S= Veff x Ieff
S = V x Ieff
129
5
Partenze-motore
5.13 I variatori di velocità
e il bilancio energetico
Un basso rapporto P/S denota una rete di alimentazione sovraccarica
per la presenza di armoniche, con rischi di riscaldamento dei conduttori
che dovranno quindi essere dimensionati di conseguenza.
v 1° caso: circuito d’ingresso composto da semiconduttori
comandati tipo tiristore (es. variatore per motore a corrente continua)
Il prelievo di corrente è più o meno quadrato. Il fattore di potenza è basso
con una bassa tensione di uscita e migliora con l’aumentare della
tensione di uscita per raggiungere il valore di 0.7 circa.
v 2° caso: ponte di diodi composto da diodi (es. convertitore di
A Fig. 35
LForme della corrente assorbita
un variatore di velocità
da
frequenza per motore asincrono)
La corrente prelevata è ricca di armoniche (C Fig.35) e il fattore di potenza
è basso qualsiasi sia la velocità del motore.
Questo fenomeno può essere sopportato dai piccoli variatori ma diventa
penalizzante con l’aumentare delle potenze. Per ridurre questo problema
diventa indispensabile installare delle induttanze di linea e delle induttanze
nei circuiti dell’alimentazione continua, in serie con i condensatori di
filtraggio. Si otterrà quindi un’attenuazione dell’ampiezza delle armoniche
e il miglioramento del fattore di potenza.
I convertitori di frequenza che utilizzano un ponte di diodi, senza
induttanza di linea o induttanza nel circuito continuo hanno un fattore di
potenza dell’ordine di 0.5.
v 3° caso: circuito d’ingresso composto da semiconduttori
comandati tipo IGBT
Questa soluzione viene utilizzata per prelevare corrente sinusoidale.
Con un comando MLI adatto. Permette di ottenere una corrente vicina
alla sinusoide e un fattore di potenza ottimale quasi uguale al fattore di
sfasamento e vicino all’unità (C Fig.36).
Il costo elevato di questa soluzione spiega la sua limitata diffusione
nell’offerta dei costruttori.
b Rendimento
v Perdite nel convertitore
Le perdite nei convertitori sono associate ai semiconduttori da cui sono
composti.
La perdite di energia nei semiconduttori sono di due tipi:
- perdite per conduzione dovute alla tensione residua nell’ordine del
volt,
- le perdite per commutazione legate alla frequenza di commutazione.
A Fig. 36
LPrelievo sinusoidale
I semiconduttori con tempi di commutazione rapidi presentano le perdite
di commutazione più basse, come nel caso degli IGBT che consentono
frequenze di commutazione elevate.
Di conseguenza i convertitori presentano rendimenti eccellenti superiori al
90%.
v Perdite nel motore
I motori associati ai convertitori vedono aumentare le loro perdite a causa
della commutazione della tensione applicata. Tuttavia dal momento che la
frequenza di commutazione è elevata la corrente assorbita è quasi sinusoidale
(C Fig. 37) e le perdite supplementari possono essere considerate
insignificanti.
A Fig. 37
130
LAndatura della corrente motore
Schneider Electric
5.14 I variatori di velocità e il risparmio
energetico e di manutenzione
5.14
I variatori di velocità e il risparmio energetico e di manutenzione
b Scelta del motore
I convertitori di frequenza possono alimentare motori standard senza
particolari precauzioni, se non il declassamento a bassa velocità nel caso
di motori autoventilati.
Tuttavia sarà sempre preferibile scegliere il motore con il miglior
rendimento e il più alto cos ϕ.
Per le basse potenze un motovariatore sincrono può essere una scelta
intelligente per il rendimento superiore di questa associazione.
La differenza del prezzo di acquisto viene infatti rapidamente ammortizzata.
b Tipo di carico
I convertitori di frequenza sono la soluzione migliore per la regolazione di
portata delle pompe e dei ventilatori in ragione della caratteristica di
coppia di questi carichi (C capitolo 3 Motori e carichi).
L’utilizzo di variatori di velocità, per funzionamenti ON/OFF o sistemi di
regolazione che utilizzano valvole, saracinesche o alette, permette un
risparmio energetico notevole.
La documentazione dei costruttori fornisce esempi di calcolo di risparmio
energetico che consentono di valutare il ritorno sull’investimento. Questo
risparmio può essere valutato solo conoscendo perfettamente
l’applicazione; gli specialisti dei costruttori sono in grado di guidare
l’utente nella scelta.
b Riduzione delle operazioni di manutenzione
I convertitori di frequenza e gli avviatori elettronici (C capitolo 4
Avviamento dei motori) effettuano un avviamento progressivo che elimina i
limiti meccanici imposti alla macchina che può in questo modo essere
ottimizzata direttamente in fase di progettazione.
Nei comandi multimotore (ad es. una stazione di pompaggio) la gestione
appropriata dei motori permette di equilibrare le ore di funzionamento di
ciascun motore e di aumentare la disponibilità e la durata dell’installazione.
b Conclusione
Dal momento che la scelta di un variatore di velocità è profondamente
legata al tipo di carico azionato e alle prestazioni desiderate, la ricerca e
la definizione di un variatore devono passare attraverso l’analisi delle
esigenze funzionali dell’apparecchioe e quindi delle prestazioni richieste
per il motore stesso.
Nella documentazione dei produttori di variatori di velocità vengono
anche indicati parametri quali coppia costante, coppia variabile, potenza
costante, controllo vettoriale di flusso, variatore reversibile, ecc...
Queste indicazioni caratterizzano tutti i dati necessari per una corretta
scelta del variatore più adatto.
Una scelta non corretta del variatore può portare ad un funzionamento
deludente.
Allo stesso modo occorre tener conto della gamma di velocità desiderata
per una corretta scelta dell’associazione motore/variatore.
Si consiglia di rivolgersi ai servizi di assistenza specializzati dei costruttori
con tutti i dati necessari a selezionare il variatore che possa garantire il
miglior rapporto prezzo/prestazioni.
Schneider Electric
131
5
Partenze-motore
5.15
Prodotto
5.15 Tabella di scelta delle partenze-motore
Tabella di scelta delle partenze-motore
Contattore
Avviatore
progressivo
Variatore
velocità
Relè
termico
Protezioni
complementari
Porta
fusibili
Funzione
Sezionamento
Interruzione
Protezione
cortocircuiti
Sovraccarico
Funzioni
complementari
Commutazione
(ON/OFF, 2V, ∆)
Commutazione
a velocità
variabile
Commutazione
a velocità
variabile
132
Schneider Electric
Interruttore
Interruttore
fusibili
Interruttore
autom. linea
Interruttore autom. Avviatore
magneto-termico controllore
6
134
chapitre
capitolo
Rilevamentode
Acquisition
dati
données:
rilevamento
Presentazione:
- Funzioni e tecnologie di rilevamento
Présentation:
- Tabella di scelta
• Fonctions et des technologies de rilevamento
• Tableau de choix
Sommario
6. Rilevamento dati
b 6.1 Introduzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 136
1
b 6.2 Finecorsa elettromecanici . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 137
b 6.3 Interruttori di prossimità induttivi . . . . . . . . . . . . . . . . . . . . . . pagina 138
b 6.4 Interruttori di prossimità capacitivi . . . . . . . . . . . . . . . . . . . . . pagina 140
b 6.5 Interruttori fotoelettrici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 142
2
b 6.6 Interruttori ad ultrasuoni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 144
b 6.7 Sistema di identificazione a radio frequenza RFID
o Radio Frequency IDentification . . . . . . . . . . . . . . . . . . . . . . pagina 146
3
b 6.8 Sistemi di visione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 149
b 6.9 Encoder optoelettronici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 153
b 6.10 Pressostati e vacuostati . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 158
4
b 6.11 Conclusione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 161
b 6.12 Guida alla scelta delle diverse tecnologie . . . . . . . . . . . . . . . pagina 162
5
6
7
8
9
10
11
12
M
Schneider Electric
135
Rilevamento dati
A Fig. 1
6.1
Funzioni essenziali del rilevamento
6.1
Introduzione
Il campo del rilevamento dati comprende due grandi famiglie di prodotti:
i dispositivi di rilevamento, ovvero tutti i prodotti in grado di rilevare una
soglia, un limite o di valutare una grandezza fisica e i dispositivi di misura,
ovvero i prodotti che permettono di misurare con una data precisione una
grandezza fisica.
I rilevatori dedicati in modo specifico alla sicurezza delle macchine sono
presentati nel capitolo Sicurezza.
Il lettore interessato troverà un gran numero di pubblicazioni sulla
sicurezza delle macchine ove vengono presentati tutti i rilevatori
disponibili sul mercato.
I dispositivi di rilevamento offrono tre funzioni fondamentali, come
mostrato dalla Fig. 1.
Introduzione
b Il rilevamento: una funzione essenziale
La funzione “ rilevamento ” è fondamentale perchè rappresenta la prima
maglia della catena di misura e controllo di un processo industriale
(C Fig.2 ).
In un sistema automatico gli interruttori garantiscono infatti la raccolta
delle informazioni riguardanti:
A Fig. 2
- tutti gli eventi necessari al controllo per l’acquisizione da parte dei
sistemi di comando, in base ad un programma predefinito,
- la successione delle diverse fasi del processo di esecuzione del
programma predefinito.
Catena di informazioni di un sistema
industriale
b Le diverse funzioni del rilevamento
Le esigenze di rilevamento sono svariate.
Quelle più elementari sono le seguenti:
- il controllo della presenza, dell’assenza o del posizionamento
di un oggetto,
- la verifica del passaggio, dello scorrimento o di un intasamento
di oggetti mobili e del conteggio.
Queste esigenze richiedono in genere semplici dispositivi “ ON/OFF”,
ad esempio nelle applicazioni tipiche di rilevamento pezzi nelle catene di
produzione o nelle attività di movimentazione, oltre che nel rilevamento di
persone e di veicoli.
Nelle applicazioni industriali vi sono poi altre esigenze più specifiche quali:
- il rilevamento della pressione (o del livello) di un gas o di un liquido,
- il rilevamento della forma,
- il rilevamento della posizione (angolare, lineare),
- il rilevamento di etichette, con lettura e scrittura di dati codificati.
A queste si aggiungono numerose altre esigenze applicative che
riguardano in modo più specifico le condizioni ambientali circostanti.
Gli interruttori devono, in base alla condizione d’impiego, poter resistere:
- all’umidità, o all’immersione (es: tenuta maggiorata),
- alla corrosione (industrie chimiche o anche impianti agricoli,...),
- a forti variazioni di temperatura (es. regioni tropicali),
- a depositi di sporco di vario genere (all’esterno o nelle macchine),
- ad atti di vandalismo, ecc...
Per rispondere a tutte queste esigenze applicativi Telemecanique ha
creato molti tipi di interruttori con tecnologie diverse.
b Le diverse tecnologie degli interruttori
I produttori di interruttori ricorrono a principi di misura fisica diversi;
citiamo qui di seguito i principali:
- meccanica (pressione, forza) per i finecorsa elettromeccanici,
136
Schneider Electric
6.1
6.2
Introduzione
Finecorsa elettromeccanici
- elettromagnetismo (campo, forza) per i rilevatori magnetici
e gli interruttori di prossimità induttivi,
- luce (potenza e deviazione luminosa) per le cellule fotoelettriche,
- campo elettrico per gli interruttori di prossimità capacitivi,
- acustica (tempo di percorso di un’onda) per gli interruttori ad ultrasuoni,
- fluido (pressione) per i pressostati,
- ottica (analisi d’immagine) per la visione.
Questi principi di misura determinano vantaggi e limiti in ogni tipo di
interruttore; per questo alcuni interruttori sono robusti ma richiedono un
contatto con l’oggetto da rilevare, mentre altri possono essere installati in
ambienti agressivi ma sono utilizzabili solo con pezzi in metallo.
La presentazione delle diverse tecnologie nelle pagine che seguono ha lo
scopo di facilitare la comprensione degli imperativi d’installazione e di
utilizzo dei rilevatori disponibili sul mercato per i sistemi di automazione e
le apparecchiature industriali.
b Le funzioni aggiuntive degli interruttori
Per facilitare l’impiego degli interruttori sono state sviluppate diverse
funzioni, tra le quali l’auto-apprendimento.
Questa funzione permette, con la semplice pressione di un tasto, di
definire il campo di rilevamento effettivo del dispositivo; ad esempio,
l’apprendimento molto preciso della portata minima e massima
(soppressione primo piano e sfondo) nell’ordine di ± 6 mm per gli
interruttori ad ultrasuoni e l’acquisizione dell’ambiente circostante per gli
interruttori fotoelettrici.
6.2
I finecorsa elettromeccanici
Il rilevamento avviene attraverso un contatto fisico (sensore o organo di
comando) con un oggetto fisso o mobile. L’azionamento del dispositivo
di comando provoca un cambiamento di stato del contatto elettrico.
L’informazione viene trasmessa al sistema di elaborazione attraverso un
contatto elettrico (ON/OFF).
Questi dispositivi composti da dispositivo di comando e contatto elettrico
sono chiamati finecorsa. Sono presenti in tutti i sistemi di automazione e
sono impiegati nelle applicazioni più svariate grazie alla loro versatilità e ai
numerosi vantaggi offerti dalla loro tecnologia.
b Movimenti di rilevamento
A Fig. 3
Illustrazione dei diversi movimenti
dei rilevatori comunemente utilizzati
Le teste di comando o dispositivi di azionamento sono disponibili con
diversi tipi di comandp (C Fig.3 ) per consentire il rilevamento in più
posizioni e adattarsi facilmente agli oggetti da rilevare:
- movimento rettilineo,
- movimento angolare,
- movimento multidirezionale.
b Modo di funzionamento dei contatti
L’offerta dei costruttori è caratterizzata dalla tecnologia utilizzata per
l’azionamento dei contatti.
v Contatto ad intervento rapido
La manovra dei contatti è caratterizzata da un fenomeno di isteresi,
ovvero da punti di intervento e rilascio distinti (C Fig.4 ).
A Fig. 4
Le diverse posizioni di un contatto
ad intervento rapido
La velocità degli spostamenti dei contatti mobili è indipendente dalla velocità
del dispositivo di comando. Questa particolarità consente di ottenere
prestazioni elettriche soddisfacenti anche in caso di bassa velocità di
spostamento del dispositivo di comando.
Schneider Electric
137
6
Rilevamento dati
6.2
6.3
Finecorsa elettromeccanici
Interruttori di prossimità induttivi
I finecorsa con contatti ad azione rapida utilizzano sempre più
frequentemente contatti a manovra positiva di apertura.
Un apparecchio è detto a manovra positiva di apertura quando
“garantisce che tutti gli elementi di contatto ad apertura possano essere
riportati con sicurezza nella posizione corrispondente alla posizione di
apertura dell'apparecchio, senza alcun collegamento elastico tra i contatti
mobili e il dispositivo di comando al quale viene applicata la forza di
azionamento”.
Questo riguarda sia il contatto elettrico del finecorsa che il dispositivo di
azionamento che deve trasmettere il movimento senza deformazione.
Le applicazioni di sicurezza impongono l’utilizzo di apparecchi a manovra
positiva di apertura.
Posizione
diseccitazione
A Fig. 5
6.3
Posizione
eccitazione
v Contatto ad azione lenta (C Fig.5)
Il modo di funzionamento dei contatti ad azione lenta è caratterizzato da:
- punti di azione e rilascio non distinti,
- velocità di spostamento dei contatti mobili uguale o proporzionale alla
velocità dell’organo di comando (che non deve essere inferiore a 0.1 m/s
= 6 m/mn). Al di sotto di questi valori l’apertura dei contatti avviene
troppo lentamente a discapito del corretto funzionamento del contatto
(rischio d’arco mantenuto troppo a lungo),
- la distanza di apertura dipende anch’essa dalla corsa dell’organo di comando.
Questi contatti sono per costruzione a manovra positiva di apertura:
il pulsante agisce direttamente sui contatti mobili.
Esempio di un contatto ad azione lenta
Gli interruttori di prossimità induttivi
Gli interruttori di prossimità induttivi sono utilizzati principalmente nelle
applicazioni industriali e funzionano solo con materiali metallici, rilevano
cioè senza contatto qualsiasi oggetto metallico.
b Principio
Un circuito induttivo (bobina con induttanza L) costituisce l’elemento
sensibile. Questo circuito è associato ad un condensatore di capacità C
per formare un circuito risonante ad una frequenza Fo generalmente
compresa tra 100 KHz e 1 MHz.
Un circuito elettronico permette di avere oscillazioni conformi alla formula:
Queste oscillazioni creano un campo magnetico alternato davanti alla bobina.
Uno schermo metallico posizionato all'interno del campo magnetico
diventa sede di correnti di Foucault che costituiscono un carico addizionale, modificando di conseguenza le condizioni di oscillazione (C Fig.6).
La presenza di un oggetto metallico davanti all’interruttore diminuisce il
coefficiente di qualità del circuito risonante.
1° caso, senza schermo metallico:
A Fig. 6
Principio di funzionamento
di un interruttore induttivo
Attenzione:
2° caso, presenza di uno schermo metallico:
138
Schneider Electric
Il rilevamento avviene mediante la misura della variazione del coefficiente
di qualità (dal 3% al 20% circa alla soglia di rilevamento).
L’avvicinamento dello schermo metallico si traduce con una diminuzione del
coefficiente di qualità e quindi una diminuzione dell’ampiezza delle oscillazioni.
La distanza di rilevamento dipende dal tipo di metallo da rilevare (dalla
sua resistività ρ e dalla sua permeabilità relativa µr ).
b Descrizione di un interruttore induttivo (C Fig.7)
A Fig. 7
Schema di un interruttore induttivo
Trasduttore: È composto da una bobina in filo di rame intrecciato (filo di
Litz) posizionata all’interno di un elemento in ferrite che dirige le linee di
campo verso la parte anteriore dell’interruttore.
Oscillatore: esistono numerosi tipi di oscillatore, quali ad esempio
l’oscillatore a resistenza negativa fissa R uguale in valore assoluto alla
resistenza parallela Rp del circuito oscillante alla portata.
l l l l
- Se l’oggetto da rilevare è oltre la portata nominale, Rp > -R allora le
oscillazioni saranno mantenute,
- Se al contrario l’oggetto da rilevare è al di qua della portata nominale,
Rp < -R , allora le oscillazioni non saranno più mantenute e si avrà il
blocco dell’oscillatore.
l l l l
Stadio di messa a punto: costituito da un rilevatore di cresta seguito da
un comparatore a due soglie (Trigger) per evitare le commutazioni
intempestive quando l’oggetto da rilevare è vicino alla portata nominale.
Origina il fenomeno chiamato isteresi dell’interruttore (C Fig.7bis).
Stadio di alimentazione e di uscita: consente di alimentare l’interruttore con
ampie gamme di tensione d’alimentazione (da 10 VCC fino a 264 V AC).
Il modulo di uscita consente di comandare carichi da 0.2 A in CC a 0.5 A
in CA, con o senza protezione contro i cortociruiti.
b Prestazioni del rilevamento induttivo
A Fig. 7bis
Isteresi dell’interruttore
La distanza di rilevamento:
- dipende dall’importanza della superficie di rilevamento.
- Sn: portata nominale (su acciao dolce) variabile da 0.8 mm
(interruttore Ø 4) a 60 mm (interruttore 80 x 80).
- isteresi: corsa differenziale (dal 2 al 10 % di Sn) che evita i rimbalzi
alla commutazione.
- frequenza di rilevamento del passaggio degli oggetti davanti
all’interruttore, detta di commutazione (max 5 kHz).
b Funzioni particolari
• Interruttori protetti contro i campi magnetici delle saldatrici.
• Interruttori a uscita analogica.
• Interruttori con fattore di correzione 1* per i quali la distanza di
rilevamento è indipendente dal metallo rilevato (ferroso o non ferroso).
• Interruttori selettivi materiali ferrosi e non ferrosi.
• Interruttori per controllo rotazione: rilevatori di controllo sottovelocità
sensibili alla frequenza di passaggio degli oggetti in metallo.
• Interruttori per atmosfere esplosive (norme NAMUR).
*Quando l’oggetto da rilevare non è in acciaio, la distanza di rilevamento dell’interruttore
è proporzionale al fattore di correzione del materiale di cui è composto l’oggetto.
DMat X = DAcciaio x KMat X
I valori tipici del fattore di correzione (KMat X ) sono:
- Acciaio = 1
- Inox = 0.7
- Ottone = 0.4
- Alluminio = 0.3
- Rame = 0.2
Esempio: DInox = DAcciaio x 0.7
Schneider Electric
139
6
Rilevamento dati
6.4
6.4
Interruttori di prossimità capacitivi
Gli interruttori di prossimità capacitivi
Gli interruttori di prossimità capacitivi sono adatti al rilevamento di tutti i
tipi di materiali conduttori e isolanti quali vetro, olio, legno, plastica, ecc.
b Principio
Un interruttore di prossimità capacitivo è composto da un oscillatore
i cui condensatori rappresentano la faccia sensibile.
Sulla faccia sensibile dell’interruttore viene applicata una tensione sinusoidale
che crea un campo elettrico alternato davanti all’interruttore stesso.
Considerato che alla tensione sinusoidale è assegnato un valore rispetto
ad un potenziale di riferimento (terra o massa ad esempio), la seconda
armatura è costituita da un elettrodo collegato al potenziale di massa
(armatura della machina, ad esempio).
A Fig. 8
Assenza oggetto tra i 2 elettrodi
I due elettrodi installati faccia a faccia costituiscono un condensatore la
cui capacità è data dalla formula:
ove ε0 = 8,854187.10-12 F/m permittività del vuoto εr permittività relativa
del materiale presente tra i 2 elettrodi.
1° caso: Nessun oggetto tra i 2 elettrodi (C Fig.8)
2° caso: Presenza di un oggetto isolante tra i 2 elettrodi (C Fig.9)
=> (εr = 4)
A Fig. 9
Presenza oggetto isolante
tra i 2 elettrodi
L’elettrodo di massa può essere in questo caso il tappeto in metallo di un
nastro trasportatore.
Quando il valore della costante dielettrica εr diventa superiore a 1 in
presenza di un oggetto, il valore di C aumenta.
Misurando l’aumento del valore di C è possibile rilevare la presenza
dell’oggetto isolante.
3° caso: Presenza di un oggetto conduttore tra i 2 elettrodi (C Fig.10)
con εr 1 (aria) =>
A Fig. 10
Presenza di un oggetto conduttore
tra i 2 elettrodi
La presenza di un oggetto in metallo si traduce anche in questo caso con
un aumento del valore di C.
b I diversi tipi di interruttori capacitivi
v Interruttori capacitivi senza elettrodo di massa
Il loro funzionamento si basa direttamente sul principio sopra descritto.
Per rilevare materiali conduttori (metallo, acqua) a distanze importanti è
necessario un collegamento alla massa (potenziale di riferimento).
Applicazione tipo: Rilevamento di materiali conduttori attraverso un
materiale isolante (C Fig.11).
v Interruttori capacitivi con elettrodo di massa
Non sempre è possibile trovare un collegamento alla massa, ad esempio
nel caso in cui si desideri rilevare del materiale isolante (recipiente vuoto
in vetro dell’esempio precedente).
A Fig. 11
140
Rilevamento della presenza d’acqua
in un recipiente in vetro o plastica
La soluzione consiste nell’installare l’elettrodo di massa sulla faccia di
rilevamento.
Schneider Electric
Il campo elettrico si crea indipendente dal collegamento alla massa (C Fig.12).
Applicazione: Rilevamento di tutti i materiali.
Possibilità di rilevare materiali isolanti o conduttori dietro una superficie
isolante, ad esempio dei cereali in una scatola in cartone.
b Prestazioni di un interruttore capacitivo
Contaminanti
(a): campo di compensazione (eliminazione della
contaminazione esterna)
(b): campo elettrico principale
Elettrodo principale
Elettrodo di compensazione
Elettrodo di massa
A Fig. 12
Principio di un interruttore capacitivo
con elettrodo di massa
La sensibilità degli interruttori capacitivi, secondo la formula base
precedentemente indicata, dipende sia dalla distanza oggetto - rilevatore
che dal materiale di cui è composto l’oggetto.
v Distanza di rilevamento
È legata alla costante dielettrica o permittività relativa εr del materiale di
cui è composto l’oggetto da rilevare.
Per poter rilevare una grande variétà di materiali i rilevatori capacitivi sono
generalmente dotati di un potenziometro di regolazione della sensibilità.
v Materiale
La tabella della Fig. 13 riporta le costanti dielettriche di alcuni materiali.
εr
materiale
Acetone
19.5
Aria
1.000264
Ammoniaca
Etanolo
15-25
24
Farina
2.5-3
Vetro
3.7-10
Glicerina
47
Mica
5.7-6.7
Carta
1.6-2.6
Nylon
4-5
Petrolio
2.0-2.2
Vernice al silicone
2.8-3.3
Polipropilene
2.0-2.2
Porcellana
5-7
Latte in polvere
Sale
3.5-4
6
Zucchero
3.0
Acqua
80
Legno secco
2-6
Legno verde
10-30
A Fig. 13
6
Costanti dielettriche
di alcuni materiali
Schneider Electric
141
Rilevamento dati
6.5
6.5
Interruttori fotoelettrici
Gli interruttori fotoelettrici
Parte operativa
Parte comando
Ricevitore
di luce
Emettitore
di luce
A Fig. 14
Analisi
Misura
Modulo
di uscita
Principio di un interruttore fotoelettrico
Gli interruttori fotoelettrici consentono il rilevamento di oggetti di
qualsiasi tipo, opachi, riflettenti o quasi-trasparenti e sono anche adatti
alle applicazioni di rilevamento presenza persone (apertura di porte,
barriere di sicurezza).
b Principio (C Fig.14)
Un diodo elettroluminescente (LED) emette degli impulsi luminosi,
generalmente nel vicino infrarosso (da 850 a 950 nm).
Il fascio di luce viene o meno ricevuto da un fotodiodo o fototransistor in
funzione della presenza o assenza dell’oggetto da rilevare.
La corrente fotoelettrica creata viene amplificata e confrontata con una
soglia di riferimento per fornire un’informazione ON/OFF.
b I diversi sistemi di rilevamento
v Sistema a sbarramento (C Fig.14bis)
Emettitore e ricevitore sono installati in due scatole separate.
A Fig. 14bis
Rilevamento a sbarramento
L’emettitore, un LED posizionato nel fuoco di una lente convergente, crea
un fascio luminoso parallelo.
Il ricevitore, un fotodiodo (o fototransistor) posizionato nel fuoco di una lente
convergente, fornisce una corrente proporzionale all’energia ricevuta.
Il sistema fornisce un’informazione ON/OFF in funzione della presenza o
assenza dell’oggetto all’interno del fascio luminoso.
Vantaggi: La distanza di rilevamento (portata) può arrivare fino a oltre 50 m.
in base alla dimensione delle lenti e quindi dell’interruttore.
Svantaggi: Richiede due scatole e quindi di due alimentazioni separate.
L’allineamento per distanze di rilevamento superiori a 10 m può
presentare una certa difficoltà.
Uscita
A Fig. 15
Rilevamento a riflessione
v Sistemi a riflessione
Il rilevamento a riflessione può essere di due tipi: a riflessione diretta e a
riflessione polarizzata.
• A riflessione diretta (C Fig.15)
Il fascio luminoso è generalmente nella gamma del vicino infrarosso (da
850 a 950 nm).
Vantaggi: L’emettitore e il ricevitore sono nello stesso involucro (un unico
cavo di alimentazione). La distanza di rilevamento (portata) è notevole,
benchè inferiore a quella del sistema a sbarramento (fino a 20 m ).
Svantaggi: Un oggetto riflettente (vetro, carrozzeria d’auto, ecc...) può
essere visto come catarifrangente e non venire rilevato.
A Fig. 16
Rilevamento a riflessione polarizzata
• A riflessione polarizzata (C Fig.16)
Gli interruttori a riflessione polarizzata emettono luce rossa visibile (660 nm).
Il fascio luminoso emesso vie polarizzato verticalmente da un filtro polarizzante lineare, quindi viene depolarizzato e infine rinviato dal catarifrangente.
Una parte del fascio luminoso rinviato ha quindi una componente
orizzontale. Il filtro ricevitore lascia passare la luce riflessa sul piano
orizzontale e la luce raggiunge il componente di ricezione.
Un oggetto riflettente (specchio, lamiera, vetro) al contrario del
catarifrangente non cambia lo stato di polarizzazione.
La luce rinviata dall’oggetto non potrà quindi raggiungere il polarizzatore
in ricezione (C Fig.17).
Vantaggi: Permette di evitare gli svantaggi del sistema a riflessione diretta.
Svantaggi: Ha un costo superiore e copre distanze di rilevamento inferiori:
Rif.
A Fig. 17
142
Principio del non rilevamento
di materiali riflettenti
Riflessione diretta IR -->15m
Riflessione polarizzata ---> 8m
Schneider Electric
v Sistema a riflessione diretta (sull’oggetto)
• A riflessione diretta (C Fig.18)
Utilizza la riflessione diretta (diffusa) dell’oggetto da rilevare.
Vantaggi: Non è più necessario il catarifrangente.
Svantaggi: La distanza di rilevamento non supera i 2 m e varia con il
colore dell’oggetto da “vedere” e dallo sfondo davanti al quale si trova
(per una data regolazione, la distanza di rilevamento è maggiore per un
oggetto bianco che per un oggetto grigio o nero) e uno sfondo più chiaro
dell’oggetto da rilevare può compromettere il funzionamento del sistema.
A Fig. 18
Riflessione diretta
• A riflessione diretta con soppressione dello sfondo (C Fig.19)
Questo sistema il rilevamento permette di rilevare oggetti di colore e
riflettività diversi mediante triangolazione.
La distanza di rilevamento (fino a 2 m) non dipende dal potere di
riflessione dell’oggetto, ma solo dalla sua posizione: un oggetto chiaro
viene rilevato alla stessa distanza di un oggetto scuro.
Infine uno sfondo posto al di là della zona di rilevamento verrà ignorato.
v Fibre ottiche
• Principio
Il principio della propagazione delle onde luminose nella fibra ottica è la
riflessione totale interna.
A Fig. 19
Riflessione diretta con soppressione
dello sfondo
La riflessione totale interna si verifica quando un raggio luminoso passa
da un materiale ad un altro materiale avente indice di rifrazione inferiore.
La luce viene riflessa totalmente (C Fig.20) e non si verifica alcuna perdita
di luce quando l’angolo di incidenza del raggio luminoso è maggiore
dell’angolo critico [θc].
La riflessione totale interna è regolata da due fattori: gli indici di rifrazione
dei due materiali e l’angolo critico.
Questi due fattori sono collegati dalla seguente formula:
Conoscendo gli indici di rifrazione dei due materiali dell’interfaccia
l’angolo critico è facilmente calcolabile.
A Fig. 20
Principio della propagazione delle onde
luminose nella fibra ottica
Fisicamente l’indice di rifrazione di un materiale è il rapporto tra la velocità
della luce nel vuoto (c) e la sua velocità nel materiale (v).
L’indice di rifrazione dell’aria è considerato uguale a quello del vuoto,
poichè la velocità della luce nell’aria è all’incirca uguale a quella nel vuoto.
• Fibre ottiche multimodali e monomodali
Esistono due tipi di fibra ottica: multimodale e monomodale (C Fig.21).
- Fibre ottiche multimodali
La parte centrale delle fibre che conduce la luce ha un diametro grande
rispetto alla lunghezza d’onda utilizzata (φ da 9 a 125 µm, Lo = da 0.5 a
1 mm).
Il profilo dell’indice di rifrazione delle fibre multimodali può essere:
a gradino (step-index) o graduale (graded-index).
- Fibre ottiche monomodali
La parte centrale delle fibre che conduce la luce ha un diametro molto
piccolo rispetto alla lunghezza d’onda utilizzata (φ <= 1 µm, Lo =
generalmente 1.5 µm). Le fibre monomodali hanno profilo d’indice a
gradino. Sono utilizzate soprattutto per le telecomunicazioni.
A Fig. 21
Principio della propagazione delle onde
luminose nella fibra ottica
È importante ricordare che la loro messa in opera richiede un’attenzione
particolare, soprattutto nell’installazione delle fibre (sforzi di trazione ridotti
e raggi di curvatura limitati come indicato dai produttori).
Schneider Electric
143
6
Rilevamento dati
6.5
6.6
Interruttori fotoelettrici
Interruttori ad ultrasuoni
Le fibre ottiche più utilizzate nell’industria sono quelle multimodali che
offrono i vantaggi di tenuta elettromagnetica (EMC o Compatibilità
ElettroMagnetica) e semplicità di messa in opera.
• Tecnologia degli interruttori
Le fibre ottiche sono posizionate davanti al LED emettitore e davanti al
fotodiodo o fototransistor ricevitore (C Fig.22).
A Fig. 22
Principio di funzionamento
di un interruttore a fibre ottiche
Questo principio di funzionamento permette:
- di allontanare l’elettronica dal punto di controllo,
- di raggiungere spazi molto esigui o a temperature elevate,
- di rilevare oggetti molto piccoli (nell’ordine del mm),
- di funzionare in modo sbarramento o prossimità a seconda della
posizione dell’estremità delle fibre.
È importante notare che i collegamenti tra il LED emettitore o il
fototransistor ricevitore e la fibra ottica devono essere realizzati con
estrema cura per ridurre al minimo le perdite di trasmissioni.
b Prestazioni degli interruttori fotoelettrici
Le prestazioni di questi sistemi di rilevamento possono essere influenzate
da diversi fattori quali:
- la distanza (interruttore-oggetto),
- il tipo di oggetto da rilevare (materiale diffusore, riflettente o
trasparente, colore e dimensioni),
- le caratteristiche ambientali (luce ambiente, presenza sfondo, ecc...).
6.6
Gli interruttori ad ultrasuoni
b Principio
I sensori ad ultrasuoni sono dispositivi composti da un trasduttore
elettroacustico che convertono l’energia elettrica (C Fig.23) che gli viene
fornita in energia meccanica di vibrazione.
Possono essere piezoelettrici o magnetostrittivi a seconda che utilizzino il
principio della magnetostrizione o l’effetto piezoelettrico (C Fig.23).
L’interruttore a ultrasuoni misura il tempo di propagazione dell’onda
acustica tra il rilevatore e l’oggetto da rilevare.
A Fig. 23
Principio di un trasduttore
elettroacustico
La velocità di propagazione è di 340 m/s nell’aria a 20 °C (ad esempio per
1 m il tempo da misurare è dell’ordine di 3 ms).
Il tempo viene misurato dal contatore di un microcontrollore.
Il vantaggio dei sensori a ultrasuoni è rappresentato dalla grande distanza di
rilevamento (fino a 10 m), ma soprattutto dalla capacità di rilevare qualsiasi
oggetto che riflette il suono, indipendentemente dalla sua forma e dal colore.
b Applicazione (C Fig.24)
Eccitato dal generatore alta tensione il trasduttore (emettitore-ricevitore)
emette un’onda ultrasonica pulsata (da 100 a 500 kHz a seconda del
prodotto) che si sposta nell’aria alla velocità del suono.
A Fig. 24
Principio di un interruttore ad ultrasuoni
Nel momento in cui l’onda incontra un oggetto, un’onda riflessa (eco)
ritorna verso il trasduttore. Un microprocessore analizza il segnale
ricevuto e misura l’intervallo di tempo tra il segnale emesso e l’eco.
Il confronto tra i tempi predefiniti o rilevati consente al microprocessore di
determinare e controllare lo stato delle uscite. Conoscendo la velocità di
propagazione del suono è possibile dedurre una distanza applicando la
seguente formula:
D = T.Vs/2 ove
D: distanza dall’interruttore all’oggetto,
T: tempo trascorso tra l’emissione dell’onda e la sua ricezione,
Vs: velocità del suono (300 m/s).
144
Schneider Electric
Il modulo di uscita [5] controlla un commutatore statico (transistor PNP o
NPN) corrispondente ad un contatto a chiusura o ad apertura, o mette a
disposizione un segnale analogico (corrente o tensione) direttamente o
inversamente proporzionale alla distanza dell’oggetto misurata.
b Particolarità degli interruttori ad ultrasuoni
v Definizioni (C Fig.25)
A Fig. 25
Limiti d’impiego di un interruttore
ad ultrasuoni
Zona cieca: Zona compresa tra la faccia sensibile dell’interruttore e la
portata minima all’interno della quale nessun oggetto può essere rilevato
in modo affidabile. In questa zona è impossibile rilevare gli oggetti in
modo corretto.
Evitare il passaggio di oggetti nella zona cieca durante il funzionamento
dell’interruttore perchè questo potrebbe provocare un’instabilità delle uscite.
Zona di rilevamento: campo nel quale l’interruttore è sensibile.
A seconda dei modelli degli interruttori, la zona di rilevamento può essere
configurata in regolabile o fissa con un semplice pulsante.
Fattori d’influenza: Gli interruttori ad ultrasuoni sono adatti in modo
particolare al rilevamento di oggetti duri e con una superficie piana
perpendicolare all’asse di rilevamento.
Tuttavia il funzionamento degli interruttori ad ultrasuoni può essere
disturbato da diversi fattori:
- Le correnti d’aria brusche e di forte intensità possono accelerare o
deviare l’onda acustica emessa dal prodotto (espulsione del pezzo
causata da un getto d’aria).
- I gradienti di temperatura importanti nel campo di rilevamento.
Un forte calore sprigionato da un oggetto crea zone a temperature
diverse che modificano il tempo di propagazione dell’onda impedendo
un rilevamento affidabile.
- Gli isolanti fonici. I materiali quali il cotone, i tessuti, la gomma
assorbono il suono; per questi prodotti si consiglia il rilevamento
«a riflessione».
- L’angolo tra la faccia dell’oggetto da rilevare e l’asse di riferimento
dell’interruttore. Quando l’angolo è diverso da 90°, l’onda non viene più
riflessa nell’asse dell’interruttore e la portata di lavoro diminuisce.
Maggiore è la distanza tra l’oggetto e l’interruttore tanto più accentuato è
questo effetto. Oltre i ± 10°, il rilevamento è impossibile.
- La forma dell’oggetto da rilevare. Conseguentemente a quanto sopra
precisato un oggetto molto spigoloso è più difficile da rilevare.
v Modo di funzionamento (C Fig.26)
A Fig. 26
Utilizzo degli interruttori ad ultrasuoni
a) In modo prossimità o riflessione diretta,
b) In modo riflessione
• A riflessione diretta. Un solo ed unico interruttore emette l’onda sonora
poi la capta dopo la riflessione su un oggetto.
In questo caso è l’oggetto che garantisce la riflessione.
• A riflessione. Un solo ed unico interruttore emette l’onda sonora poi la riceve
in seguito alla riflessione di un riscontro fisso; di conseguenza l’interruttore è
costantemente in funzione. Il riscontro fisso, in questo caso, sarà un elemento
piano e rigido, eventualmente una parte della macchina.
Il rilevamento dell’oggetto viene effettuato quindi mediante interruzione
dell’onda. Questo sistema è adatto in modo particolare al rilevamento di
materiali ammortizzanti o di oggetti spigolosi.
• A sbarramento. Il sistema a sbarramento è composto da due prodotti
indipendenti che devono essere posizionati faccia a faccia: un emettitore
ad ultrasuoni e un ricevitore.
b Prestazioni del rilevamento ad ultrasuoni
Nessun contatto fisico con l’oggetto, quindi nessuna usura e possibilità di
rilevare oggetti fragili o con vernice fresca.
Rilevamento possibile di qualsiasi materiale, qualsiasi sia il colore, alla
stessa portata, senza regolazione o fattore di correzione.
Schneider Electric
145
6
Rilevamento dati
6.6
6.7
Interruttori ad ultrasuoni
Sistema di identificazione a radio frequenza
RFID o Radio Frequency IDentification
Apparecchi statici: nessun pezzo in movimento all’interno dell’interruttore,
quindi durata indipendente dal numero di cicli di manovra.
Buona tenuta alle caratteristiche ambientali industriali: resistente alle
vibrazioni e agli urti, resistente agli ambienti difficili.
Funzione di apprendimento mediante semplice pressione su un pulsante
per definire il campo di rilevamento effettivo. Apprendimento della portata
minima e massima (soppressione dello sfondo e del piano anteriore molto
precisa ± 6 mm).
6.7
Sistema di identificazione a radio frequenza RFID o Radio Frequency IDentification
Questo capitolo presenta i dispositivi utilizzati per il salvataggio e la
gestione dei dati memorizzati nelle etichette elettroniche a partire da un
segnale radiofrequenza.
b Generalità
A Fig. 27
Organizzazione di un sistema RFID
Il sistema di identificazione radiofrequenza (RFID) è una tecnologia di
identificazione automatica relativamente recente, adatta alle applicazioni
che richiedono il controllo di oggetti o persone (rintracciabilità, controllo
accessi, smistamento, stoccaggio).
Il principio è quello di associare a ciascun oggetto una capacità di
memorizzazione accessibile senza contatto, in lettura e in scrittura.
I dati vengono salvati in una memoria accessibile mediante semplice
collegamento in radio frequenza, senza contatto né campo di visione,
ad una distanza che da qualche centimetro può arrivare a diversi metri.
Questa memoria prende la forma di un’etichetta elettronica o tag RFID,
chiamata anche trasponder, all’interno della quale si trova un circuito
elettronico e un’antenna.
A Fig. 28
Presentazione degli elementi di un
sistema RFID (Sistema Inductel di
Telemecanique)
b Principi di funzionamento
Un sistema RFID è costituito dai seguenti elementi (C Fig.27 e 28):
- Un’etichetta elettronica o tag,
- Una stazione di lettura/scrittura (o lettore rfid).
v Il lettore
Modula l’ampiezza del campo irradiato dalla sua antenna per trasmettere
degli ordini di lettura o di scrittura alla logica di elaborazione dell’etichetta.
Simultaneamente, il campo elettromagnetico generato dalla sua antenna
alimenta il circuito elettronico dell’etichetta.
v L’etichetta
A Fig. 29
Funzionamento di un sistema RFID
Trasmette le sue informazioni in ritorno verso l’antenna del lettore modulando il
suo proprio consumo. Questa modulazione viene rilevata dal circuito di
ricezione del lettore che la converte in segnali digitali (C Fig.29).
b Descrizione degli elementi
v Le etichette elettroniche (C Fig.30)
Le etichette elettroniche sono costituite da tre elementi principali
contenuti in un involucro.
• Antenna
L’antenna deve essere adatta alla frequenza della portante, quindi può
presentarsi sotto diverse forme:
- Bobina in filo di rame, con o senza nucleo di ferrite (canalizzazione
delle linee di campo), o ancora incisa su circuito stampato flessibile o
rigido, o stampata (inchiostro conduttivo) per le frequenze inferiori a
20 MHz.
A Fig. 30
146
Fotografia interna di un’etichetta RFID
- Dipolo inciso su circuito stampato, o stampato (inchiostro conduttivo)
per le frequenze molto alte (>800 MHz).
Schneider Electric
• Un circuito logico di elaborazione
Il suo ruolo è di assicurare l’interfaccia tra gli ordini captati dall’antenna e
la memoria.
La sua complessità dipende dalle applicazioni, dalla semplice
configurazione fino all’utilizzo di un microcontrollore (ad esempio schede
di pagamento protette con algoritmi di criptografazione).
• Una memoria
Per memorizzare le informazioni nelle etichette elettroniche vengono
utilizzati diversi tipi di memorie (C Fig.31).
Tipo
Vantaggi
Inconvenienti
ROM
• Buona resistenza alle temperature elevate
• Solo lettura
• Prezzo basso
EEPROM
• Nessuna pila o batteria di emergenza
• Tempo di accesso relativamente lungo in lettura o scrittura
• Numero di scritture limitato a 100 000 cicli per byte
RAM
• Rapidità di accesso ai dati
• Richiede di inserire una pila di emergenza
nell’etichetta
• Capacità elevata
• Numero illimitato di letture o scritture
FeRAM
(ferroelettrica)
• Rapidità di accesso ai dati
• Numero di scritture e letture limitato a 10 12
• Nessuna pila o batteria di emergenza
• Capacità elevata
A Fig. 31
6
Diversi tipi di memorie utilizzate per memorizzare le informazioni nelle etichette elettroniche
Le capacità di queste memorie vanno da qualche byte fino a più decine di
k byte.
a
b
Alcune etichette dette «attive» integrano una pila che alimenta la parte elettronica.
Questa configurazione consente di aumentare la distanza di dialogo tra l’etichetta
e l’antenna, ma richiede la sostituzione regolare della pila.
v Un involucro
A Fig. 32 a e b
Diverse forme di etichette RFID
adatte al loro uso
Per riunire e proteggere i tre elementi attivi di un’etichetta sono stati creati
involucri adatti a ciascun tipo di applicazione, quali ad esempio:
(C Fig.32a)
- Badge formato carta di credito per controllo accesso delle persone,
- Supporto adesivo per identificazione dei libri nelle biblioteche,
- Capsula in vetro (microchip) per identificazione degli animali domestici
(iniezione sottocutanea),
- Targhette in plastica per l’identificazione di capi di abbigliamento e di
biancheria,
- Targhette per il controllo della posta.
Sono disponibili molte altre varianti di involucri: portachiavi, «chiodi» in
plastica per l’identificazione di pallet di legno, o contenitori resistenti agli
urti e ai prodotti chimici (C Fig.32b) adatti alle applicazioni industriali
(trattamento superfici, forni, ecc...).
v Le stazioni:
A Fig. 33a
A Fig. 33b
Stazione d’interfaccia RFID
LLettore RFID Telemecanique Inductel
Una stazione (C Fig.33a) svolge la funzione di interfaccia tra il sistema di
gestione (controllore programmabile, computer, ecc...) e l’etichetta
elettronica, attraverso un’apposita porta di comunicazione (RS232,
RS485, Ethernet, ecc...).
A seconda delle applicazioni si può anche integrare un certo numero di
funzioni complementari:
- ingressi/uscite ON/OFF,
- elaborazione locale per funzionamento in autonomo,
- comando di più antenne,
- rilevamento con un’antenna integrata per un sistema più compatto
(C Fig.33b).
Schneider Electric
147
Rilevamento dati
6.7
Sistema di identificazione a radio frequenza
RFID o Radio Frequency IDentification
v Antenne
Le antenne sono caratterizzate dalle loro dimensioni (che determinano
la forma della zona nella quale possono scambiare le informazioni con le
etichette) e dalla frequenza del campo irradiato. L’utilizzo di ferriti
permette di concentrare le linee di campo elettromagnetico in modo
da aumentare la distanza di lettura (C Fig.34) e diminuire l’eventuale
influenza di masse metalliche vicine all’antenna.
Le frequenze utilizzate dalle antenne sono ripartite su più bande distinte,
poiché ogni banda presenta dei vantaggi e degli inconvenienti (C Fig.35).
A Fig. 34
Influenza di un’antenna in ferrite sulle
linee di campo elettromagnetico
Frequenza
Vantaggi
Inconvenienti
Applicazione tipica
125-134 khz (BF)
• Immunità agli ambienti
(metallo, acqua, ecc...)
• Bassa capacità di memoria
• Tempo di accesso lungo
• Identificazione degli animali
domestici
13.56 Mhz (HF)
• Protocolli di dialogo
antenna/etichetta normalizzati
(ISO 15693 - ISO 14443 A/B)
• Sensibilità agli ambienti
metallici
• Controllo dei libri nelle biblioteche
• Controllo dell’accesso
• Pagamenti
850 - 950 Mhz (UHF)
• Bassissimo costo delle etichette
• Distanza di dialogo importante
(diversi metri)
• Gamme di frequenze non
omogenee da un Paese all’altro
• Disturbi creati da ostacoli
(metallo, acqua, ecc...) nella zona
• Gestione dei prodotti nella
distribuzione
2.45 Ghz
(micro-onde)
• Velocità elevata di trasferimento
tra antenna ed etichetta
• Distanza di dialogo importante
(diversi metri)
• « Buchi » nella zona di dialogo
difficili da controllare
• Costo dei sistemi di lettura
• Controllo dei veicoli
(pagamenti autostradali)
A Fig. 35
Descrizione delle bande di frequenze utilizzate in RFID
Le potenze e le frequenze utilizzate variano in funzione delle applicazioni
dei diversi Paesi. Sono state identificate tre grandi zone geografiche di
riferimento: Nord America, Europa e resto del mondo.
A ciascuna zona e a ciascuna frequenza corrisponde un modello
autorizzato di spettro di emissione (norma CISPR 300330) nel quale
ciascuna stazione/antenna RFID deve essere iscritta.
v Codifica e protocollo
I protocolli di scambio tra le stazioni e le etichette sono definiti da norme
internazionali (ISO 15693 - ISO 14443 A/B).
Vi sono anche standard più specializzati in corso di definizione, ad esempio
quelli destinati al settore della grande distribuzione (EPC -Electronic Product
Code-) o per l’identificazione degli animali (ISO 11784).
b Prestazioni del sistema d’identificazione RFID
Rispetto ai dispositivi a codice a barre (etichette o marcature e lettori), il
sistema d’identificazione RFID presenta i seguenti vantaggi:
- possibilità di modifica delle informazioni contenute nell’etichetta,
- lettura/scrittura attraverso la maggior parte dei materiali non metallici,
- insensibilità a polveri, incrostazioni, ecc.
- possibilità di registrare diverse migliaia di caratteri in un’etichetta,
- confidenzialità delle informazioni (blocco dell’accesso ai dati contenuti
nell’etichetta).
Tutti questi vantaggi concorrono allo sviluppo dell’identificazione RFID nel
settore dei servizi (ad esempio: controllo accessi sulle piste da sci) e della
distribuzione.
La diminuzione costante dei prezzi delle etichette RFID dovrebbe inoltre
portare i dispositivi RFID a sostituire i tradizionali codici a barre sui
contenitori (cartoni, container, bagagli) in diversi settori, quali la logistica e
i trasporti, ma anche sui prodotti in corso di fabbricazione nell’industria.
148
Schneider Electric
6.7
6.8
Sistema di identificazione a radio frequenza
RFID o Radio Frequency IDentification
Sistemi di visione
Tuttavia è importante precisare che, utilizzando questi sistemi, l’attraente
idea dell’identificazione automatica del contenuto dei carrelli davanti alle
casse degli ipermercati, senza spostamento della merce, non può ancora
essere presa in considerazione per ragioni fisiche e tecniche.
6.8
Sistemi di visione
b Principio
È l’occhio della macchina che fornisce la vista al sistema di automazione.
Su un’immagine presa da una fotocamera le caratteristiche fisiche
dell’oggetto sono digitalizzate e permettono quindi di conoscerne
(C Fig.36):
- le dimensioni,
- la posizione,
- l’aspetto (stato della superficie, colore, luminosità, presenza di difetti),
- la marcatura (loghi, marchi, caratteri, ecc...).
A Fig. 36
Controllo di un pezzo meccanico.
I contrassegni indicano le zone
verificate dal sistema
L’utente può anche automatizzare funzioni complesse:
- di misura,
- di guida,
- e d’identificazione.
b I punti chiave del sistema di visione
6
Un sistema di visione industriali è costituito da un sistema ottico
(illuminazione, fotocamera e gruppo ottico), associato ad un’unità di
elaborazione e ad un comando di azionatori.
• Illuminazione
È essenziale avere un’illuminazione specifica e ad hoc, in grado di creare
un contrasto sufficiente e stabile, per valorizzare gli elementi da
controllare.
• Fotocamera e Ottica
Dalla scelta dell’ottica e della fotocamera dipende la qualità dell’immagine
(contrasto, definizione); questo con una distanza definita
fotocamera/oggetto e un oggetto da esaminare ben determinato
(dimensione, stato della superficie e dettagli da acquisire).
• Unità di elaborazione
L’immagine acquisita dalla fotocamera viene trasmessa all’unità di
elaborazione che contiene gli algoritmi di formazione e di analisi
dell’immagine necessari alla realizzazione dei controlli.
I dati ottenuti vengono successivamente trasmessi al sistema
di automazione o comandano direttamente un azionatore.
v Illuminazione
• Le tecnologie di illuminazione
- Illuminazione a LED (Diodo Elettro Luminescente)
Attualmente è il tipo di illuminazione privilegiato che assicura
un’illuminazione omogenea di lunghissima durata (30 000 ore).
È disponibile a colori, ma il campo coperto è limitato a 50 cm circa.
- Illuminazione a tubo fluorescente alta frequenza
Illuminazione a luce bianca che assicura una lunga durata (5 000 ore);
il volume illuminato o «campo» è importante e dipende evidentemente
dalla potenza luminosa utilizzata.
- Illuminazione alogena
Illuminazione a luce bianca caratterizzata da una breve durata (500 ore);
richiede una potenza notevole e può coprire un campo importante.
Schneider Electric
149
Rilevamento dati
6.8
Sistemi di visione
Questi tipi di illuminazione possono essere applicati in diversi modi.
Per far risaltare la caratteristica da controllare vengono utilizzati
principalmente cinque sistemi(C Fig.37):
- Anulare,
- Retro-illuminazione,
- Lineare diretto,
- Radente,
- Coassiale.
Sistemi
Caratteristiche
Applicazioni tipo
• Insieme di LED disposti ad anello
• Consigliato per un controllo di precisione,
di tipo marcatura
Anulare
• Sistema d’illuminazione molto potente
• Permette d’illuminare l’oggetto lungo il suo asse,
dall’alto
Retroilluminazione
• Illuminazione posizionata dietro l’oggetto e di fronte alla fotocamera
• Consigliato per misurare le dimensioni di un oggetto
• Consente di mettere in evidenza la sagoma
dell’oggetto (ombra cinese)
• o analizzare elementi opachi
Lineare diretto
• Utilizzato per mettere in evidenza una piccola superficie • Consigliato per la ricerca di difetti precisi,
dell’oggetto da controllare e creare un’ombra portata il controllo della filettatura, ecc...
Radente
• Rilevamento dei bordi (contorni)
• Controllare una marcatura
• Consigliato per controllare i caratteri stampati,
lo stato di una superficie, rilevare le graffiature, ecc...
• Rilevare i difetti su superfici vetrate
o metalliche
Coassiale
• Consente di mettere in evidenza delle superfici liscie • Consigliato per controllare, analizzare e misurare
perpendicolari all’asse ottico orientando
superfici metalliche piane o altre
la luce verso uno specchio semi-riflettente
superfici riflettenti
A Fig. 37
150
Tabella dei diversi tipi di illuminazione per i sistemi di visione industriale
Schneider Electric
v Fotocamere e ottica
• Le tecnologie delle fotocamere
- Fotocamera digitale CCD (Charged Coupled Device). Attualmente
queste fotocamere vengono privilegiate per la loro buona definizione.
Per i processi continui si utilizzano fotocamere lineari (CCD a configurazione lineare).
In tutti gli altri casi si utilizzano fotocamere a configurazione matriciale
(CCD matriciale).
A Fig. 38
I formati di rilevatori utilizzati
nell’industria
Le fotocamere industriali utilizzano diversi formati di risoluzione del
sensore (C Fig.38) definiti in pollici: 1/3, 1/2 e 2/3 (1/3 e 1/2:
videocamera, 2/3 e oltre: alta risoluzione industriale, televisione, ecc...).
Le ottiche sono dedicate a ciascun formato per utilizzare tutti i pixel disponibili.
- Fotocamera con sensore CMOS: progressivamente sostituita dalla
tecnologia CCD. Costo interessante –> utilizzo per applicazioni base
- Fotocamera Vidicon (tubo): ormai obsoleta.
• La scansione
Le fotocamere utilizzano principalmente due modi per visualizzare
il segnale video: la scansione interlacciata e la scansione progressiva
(Progressive scan = full frame).
A Fig. 39
Scansione interallacciata
Nel caso in cui le vibrazioni e la presa d’immagine al volo siano frequenti
si consiglia di utilizzare un sistema a Scansione progressiva (Progressive
Scan) o Full Frame.
I rilevatori CCD consentono l’esposizione di tutti i pixel nello stesso momento.
• La scansione interlacciata
La scansione interlacciata, usata nei formati televisivi standard, visualizza
soltanto la metà delle linee orizzontali in una volta (C Fig.39).
Viene visualizzato il primo campo, contenente le linee con numero dispari,
seguito dal secondo campo, contenente e linee con numero dispari.
Questa tecnica permette di non aumentare la larghezza di banda a
prezzo di qualche difetto poco visibile su uno schermo piccolo, in
genere lo scintillio.
A Fig. 40
Scansione progressiva
A Fig. 41
Confronto delle scansioni
• La scansione progressiva
È la tecnologia utilizzata in informatica: visualizza tutte le linee orizzontali
di un immagine in una volta, come frame singolo (C Fig.40).
A differenza della scansione interlacciata permette di acquisire l’immagine
riga per riga: le immagini acquisite non vengono suddivise in campi
diversi come accade con la scansione interlacciata.
Questo tipo di tecnologia è particolarmente utile nelle applicazioni di
videosorveglianza, soprattutto nel caso in cui sia necessario visualizzare
in dettaglio immagini in movimento come nel caso di persone in fuga.
Il suo interesse consiste soprattutto nell’eliminazione dello scintillio e
nell’ottenimento di un’immagine stabile (C Fig.41).
• Il gruppo ottico
- Gli obiettivi più utilizzati negli ambienti industriali sono quelli da
avvitare con passo C o CS, Ø 25.4 mm.
- La distanza focale (f in mm) si esprime direttamente a partire dalle
dimensioni dell’oggetto da inquadrare (H in m), dalla distanza D tra
l’oggetto e l’obiettivo (D in m) e dalla dimensione dell’immagine (h in
mm): f= D x h/H (C Fig.42). Si avrà anche angolo di campo = 2 x arctg
(h/(2xf)). Quindi minore è la distanza focale e più il campo coperto è
grande.
- La scelta del tipo di obiettivo si effettua quindi in funzione della
distanza D e della dimensione del campo visualizzato H.
v Unità di elaborazione
La sua elettronica ha due funzioni fondamentali: formare l’immagine e poi
analizzarla migliorata.
A Fig. 42
La distanza focale
Schneider Electric
151
6
Rilevamento dati
6.8
Sistemi di visione
• Algoritmi di formazione dell’immagine
Le pre-elaborazioni cambiano il livello di grigio dei pixel.
Il loro scopo è di migliorare l’immagine, per poterla analizzare con più
efficacia. Tra le possibili funzioni di pre-elaborazione le più utilizzate sono:
- la binarizzazione,
- la proiezione,
- l’erosione/dilatazione,
- l’apertura/chiusura.
• Algoritmi di analisi di immagine.
Nella tabella della Fig. 43 sono presenti diversi algoritmi di analisi di
immagine. È importante notare che nella colonna «Requisiti» sono
indicate le elaborazioni d’immagine che precedono questa analisi.
Algoritmo
Principio di funzionamento e utilizzo
di analisi
dell’immagine privilegiato (in grassetto)
Linea
Finestra binaria
Finestra
livello di grigio
Requisiti
Vantaggi
Limiti
Conteggio di pixel, d’oggetto
Presenza/Assenza, conteggio
Binarizzazione ed
eventualmente
regolaz. dell’esposizione
Molto rapido (<ms)
Attenzione alla stabilità
dell’immagine rispetto
alla binarizzazione
Conteggio di pixel
Presenza/Assenza, analisi di superficie,
controllo d’intensità
Binarizzazione ed
eventualmente
regolazione esposizione
Rapido (ms)
Attenzione alla stabilità
dell’immagine rispetto
alla binarizzazione
Calcolo del livello di grigio medio
Presenza/Assenza, analisi di superficie,
controllo d’intensità
Nessuno
Binarizzazione ed
eventualmente
regolazione esposizione
Bordo binario
Rilievo bordo su immagine binaria
Misura, presenza/assenza,
posizionamento
Bordo livello
di grigio
Rilievo bordo su immagine a livello di grigio
Misura, presenza/assenza, posizionamento
Nessuno ed
eventualmente
regolazione esposizione
Estrazione
di forma
Conteggio, rilevamento oggetto, rilevamento
misure e parametri geometrici
Posizionamento, ri-posizionamento,
misura, smistamento, identificazione
Binarizzazione ed
eventualmente
regolazione
esposizione
Confronto
avanzato
Riconoscimento di forma,
posizionamento, ri-posizionamento,
misura, smistamento, conteggio, identificazione
Nessuno
Riconoscimento caratteri (OCR)
o verifica di caratteri o loghi (OCV)
Attenzione particolare
al contrasto dell’immagine.
Ingrandire al massimo
l’immagine. Utilizzare
un riposizionamento
OCR/OCV
A Fig. 43
152
Precisione al pixel.
Attenzione alla
stabilità dell’immagine
rispetto alla binarizzazione
Precisione sub-pixel
Richiede un
possibile. Pre-elaborazione
riposizionamento
proiezione livello
preciso
di grigio possibile
Numerosi risultati
estratti, polivalente.
Consente un
riposizionamento
a 360°
Facile da realizzare
Lettura di ogni tipo di
carattere o logo mediante
apprendimento
di una biblioteca
(alfabeto)
I diversi algoritmi di analisi dell’immagine utilizzati nei sistemi di visione industriali
Schneider Electric
Precisione al pixel.
Attenzione alla
stabilità dell’immagine
rispetto alla binarizzazione.
Tempo da 10 a 100 ms
Riconoscimento limitato
a 30°. Tempo da 10 a
100 ms se modello e/o
zona di ricerca
importante
Attenzione alla stabilità
della marcatura da
controllare nel
tempo (ad es. pezzi
imbutiti)
6.9
6.9
Encoder optoelettronici
Gli encoder optoelettronici
b Presentazione di un encoder rotativo optoelettronico
v Composizione
L’encoder rotativo optoelettronico è un rilevatore di posizione angolare.
L'asse dell'encoder è collegato meccanicamente all'albero della macchina
che lo trascina e fa ruotare un disco ad esso collegato che presenta una
serie di parti opache e trasparenti in successione.
A Fig. 44
Encoder rotativo optoelettronico
La luce emessa da diodi elettroluminescenti (LED) attraversa le zone
trasparenti del disco giungendo sui fotodiodi ricevitori.
I fotodiodi generano quindi un segnale elettrico che viene amplificato e
convertito in segnale digitale prima di essere trasmesso ad una unità di
elaborazione.
La Fig. 44 mostra un encoder rotativo optoelettronico.
v Principi
La rotazione di un disco graduato, funzione dello spostamento
dell’oggetto da controllare, genera degli impulsi tutti simili in uscita da un
rilevatore ottico.
La risoluzione, ovvero il numero di impulsi al giro, corrisponde al numero
di piste sul disco o ad un multiplo di quest’ultimo. Più il numero di punti è
elevato, più il numero di misure al giro consentirà una divisione più fine
dello spostamento o della velocità dell’oggetto mobile collegato
all’encoder.
Esempio applicativo: taglio in lunghezza.
La risoluzione si esprime con la formula
distanza percorsa per 1 giro
numero di punti
Quindi, se il prodotto da tagliare misura 200 mm e la precisione del taglio è 1
mm, l’encoder dovrà avere una risoluzione di 200 punti. Per una precisione
di 0.5 mm la risoluzione dell’encoder dovrà essere uguale a 400 punti.
v Realizzazione pratica (C Fig.45)
La parte emissione viene realizzata da una sorgente luminosa tripla
composta da tre fotodiodi o LED (per la ridondanza), con una durata dai
10 ai 12 anni.
A Fig. 45
Principio di un encoder incrementale
Un ASIC associato al rilevatore ottico consente di ottenere dei segnali
digitali dopo l’amplificazione.
Il disco è in POLYFASS (Mylarmica) incassabile per risoluzioni che
raggiungono:
- 2 048 punti per un diametro di 40 mm,
- 5 000 punti per un diametro di 58 mm,
- 10 000 punti per un diametro di 90 mm,
o VETRO per risoluzioni superiori e frequenze di lettura elevate, fino a 300 KHz.
b Gamme di encoder optoelettronici
L’offerta dei costruttori consente di coprire tutte le applicazioni industriali.
con diverse gamme di prodotti (C Fig.46) :
- gli encoder incrementali che consentono di conoscere la posizione di
un oggetto mobile e di controllarne lo spostamento mediante
conteggio bidirezionale degli impulsi emessi,
- gli encoder assoluti di posizione che forniscono la posizione esatta su
uno o più giri.
A Fig. 46
Disco graduato di un encoder
incrementale
Entrambe le gamme offrono varianti quali:
- gli encoder assoluti multi-giro,
- gli encoder tachimetrici che forniscono anche le misure di velocità,
- i tachimetri che elaborano le informazioni per fornire le misure di velocità.
Schneider Electric
153
6
Rilevamento dati
6.9
Encoder optoelettronici
Tutti questi dispositivi utilizzano tecniche simili e si distinguono per la finestratura dei
dischi e il modo in cui il segnale ottico viene elaborato o codificato.
v Encoder incrementali
Gli encoder incrementali sono adatti alle applicazioni di posizionamento e
di controllo dello spostamento di un oggetto mobile mediante conteggio
bidirezionale degli impulsi emessi.
A Fig. 47
Principio di rilevamento del senso
di rotazione e del top zero
• Il disco di un encoder incrementale è composto da due tipi di piste:
- una o più piste esterne (vie A e B), suddivise in “n” intervalli uguali,
alternativamente opachi e trasparenti, ove “n” rappresenta la
risoluzione o il numero di periodi dell'encoder. Dietro la pista esterna
sono installati due fotodiodi scalati che forniscono segnali digitali A e B ogni
qual volta il fascio luminoso attraversa una zona trasparente.
Lo sfasamento di 90° elettrico (1/4 di periodo) dei segnali A e B consente di
determinare il senso di rotazione: (C Fig.47).
In un senso, il segnale B è a 1 in corrispondenza del fronte di salita
del segnale A, mentre nel senso opposto è a 0,
- una pista interna (pista Z) comprendente una sola finestra, che
fornisce la posizione di riferimento e che consente una
reinizializzazione ad ogni giro (top 0). Il segnale Z, chiamato "top zero"
è sincronizzato con i segnali A e B.
• Utilizzo delle vie A e B
Gli encoder incrementali consentono tre livelli di precisione di
elaborazione:
- utilizzo dei fronti di salita solo della via A: elaborazione semplice,
corrispondente alla risoluzione dell'encoder,
- utilizzo dei fronti di salita e di discesa solo della via A:
la precisione di elaborazione è raddoppiata,
- utilizzo dei fronti di salita e di discesa delle vie A e B:
la precisione di elaborazione è quadruplicata. (C Fig.48).
• Eliminazione dei disturbi
Qualsiasi sistema di conteggio può essere disturbato dalla comparsa di
parassiti in linea che vengono conteggiati come impulsi emessi
dall'encoder.
A Fig. 48
Aumento del numero di punti
Per evitare questo rischio la maggior parte degli encoder incrementali emette,
oltre ai segnali A, B e Z, i segnali complementari A, B et Z . Se il sistema di
elaborazione è progettato per poterli utilizzare (comandi numerici NUM ad
esempio), i segnali complementari consentono di differenziare gli impulsi encoder
dagli impulsi parassiti (C Fig.49), evitando che questi ultimi vengano presi in
considerazione, o addiritttura la ricostruzione del segnale emesso (C Fig.50).
v Encoder assoluti
• Principio di realizzazione
Gli encoder assoluti sono destinati alle applicazioni di controllo
spostamento e posizionamento di un oggetto mobile.
Sono rotativi e funzionano in modo simile ai rilevatori incrementali, ma se
ne distinguono per il tipo di disco che presenta più piste concentriche
divise in segmenti uguali alternativamente opachi e trasparenti.
Un encoder assoluto emette costantemente un codice che rappresenta
l'immagine della posizione reale dell'oggetto mobile da controllare.
A Fig. 49
Eliminazione dei disturbi
A Fig. 50
154
Ricostruzione di un segnale disturbato con e senza segnale complementare
Schneider Electric
La prima pista interna (C Fig.51) è composta da una metà opaca e da una
metà trasparente. La lettura di questa pista consente di determinare in
quale metà si trova l’oggetto (MSB: Most Significant Bit).
Le piste successive, dal centro verso l’esterno del disco, sono suddivise in
quattro quarti alternativamente opachi e trasparenti. La lettura di questa
pista, combinata con la lettura della pista precedente, consente di
determinare in quale quarto di giro è situato l’oggetto. Le piste successive
consentono infine di determinare in quale ottavo di giro, sedicesimo di giro,
ecc., si trova l’oggetto.
A Fig. 51
Dischi incisi da un encoder assoluto
La pista esterna, corrisponde al bit meno significativo (LSB : Least
Significant Bit).
Il numero di uscite parallele corrisponde al numero di bit o di piste del
disco. L’immagine dello spostamento richiede una coppia
diodo/fototransistor pari ai bit emessi o alle piste del disco.
La combinazione di tutti i segnali in un dato istante fornisce la posizione
dell’oggetto.
Per ogni posizione angolare dell'asse il disco degli encoder assoluti
fornisce un codice numerico. Un solo codice corrisponde ad una sola
posizione. Il codice emesso da un encoder assoluto può essere un codice
binario o un codice Gray (C Fig.52).
A Fig. 52
Segnale fornito in codice Gray da un
encoder rotativo assoluto
• Vantaggi degli encoder assoluti
L’encoder assoluto presenta due importanti vantaggi rispetto all’encoder
incrementale:
- insensibilità alle interruzioni dell’alimentazione dal momento che alla
messa sotto tensione o in caso di interruzione della tensione l’encoder
fornisce un’informazione immediatamente utilizzabile dal sistema di
elaborazione, corrispondente alla posizione angolare reale dell’oggetto.
L’encoder incrementale richiede tuttavia una reinizializzazione prima di
poter utilizzare utilmente i segnali.
- insensibilità ai disturbi in linea. Un disturbo può modificare il codice emesso
da un encoder assoluto, ma questo codice torna automaticamente corretto
alla scomparsa del disturbo. Con un encoder incrementale il disturbo viene
elaborato tranne che nel caso in cui vengano utilizzati i segnali
complementari .
• Utilizzo dei segnali
Per ogni posizione angolare dell’asse il disco fornisce un codice che può
essere un codice binario oppure un codice Gray:
A Fig. 53
Principio di transcodificazione di Gray
in binario
- Il codice binario permette di effettuare le 4 operazioni aritmetiche su
numeri espressi in questo codice ed è quindi direttamente utilizzabile
dai sistemi di elaborazione (controllori programmabili ad esempio) per
effettuare calcoli o comparazioni. Tuttavia presenta l'inconveniente di
avere più bit che cambiano di stato tra due posizioni con conseguente
possibile ambiguità di lettura.
Per evitare questa ambiguità gli encoder assoluti generano un segnale
d’inibizione che blocca le uscite ad ogni cambio di stato.
- Il codice Gray presenta il vantaggio di avere un solo bit che cambia tra
due numeri consecutivi evitando possibili ambiguità di lettura.
Per essere utilizzato da un sistema di automazione il codice Gray
deve essere precedentemente transcodificato in binario (C Fig.53).
• Utilizzo di un encoder assoluto
Nella maggior parte delle applicazioni, la costante ricerca di
ottimizzazione della produttività impone spostamenti rapidi a grande
velocità con successivi rallentamenti che permettano posizionamenti
precisi.
A Fig. 54
Posizionamento di un oggetto mobile
su un asse
Per raggiungere questo obbiettivo con schede I/O standard, quando la
velocità è elevata è necessario controllare gli MSB in modo da far
intervenire il rallentamento a un semi-giro (C Fig.54).
Schneider Electric
155
6
Rilevamento dati
6.9
Encoder optoelettronici
v Varianti degli encoder
Per rispondere alle diverse esigenze d’impiego sono disponibili diverse
varianti di prodotti quali:
- Encoder assoluti multi-giro,
- Encoder tachimetrici e tachimetri,
- Encoder ad asse pieno,
- Encoder ad asse cavo,
- Encoder ad asse traversante.
v Associazione encoder - unità di elaborazione
I circuiti d’ingresso delle unità di elaborazione devono essere compatibili
con i flussi d’informazioni forniti dagli encoder (C Fig.55).
Unità di elaborazione
Encoder
Incrementale
Assoluto
Frequenza del segnale (kHz)
=< 0,2
Controllori
programmabili
Ingressi ON/OFF
X
Conteggio rapido
Schede d’assi
X
X
X
X
Controllo
numerico
Microcomputer
> 40
Collegamento in parallelo
X
X
Ingressi paralleli
X
Schede specifiche
A Fig. 55
=< 40
X
X
X
X
Principali tipi di unità di elaborazione utilizzate nell’industria
b I rilevatori di velocità
b
-c
a
-a
c
S
N
-b
-b'
S
c'
A Fig. 56
Gli encoder sopra citati permettono di fornire un’informazione di velocità
mediante elaborazione del segnale di uscita.
N
-a'
-c'
b'
a'
Rappresentazione schematica
di un alternatore tachimetrico
La panoramica sui rilevatori non è completa se tralasciamo di citare i
rilevatori analogici di velocità, utilizzati principalmente per i sistemi di
asservimento velocità e associati in particolare ai variatori per motori a
corrente continua. Per il funzionamento ad anello chiuso dei convertitori
di frequenza i variatori moderni utilizzano un rilevatore di velocità virtuale
che, a partire da grandezze elettriche misurate nel variatore,
ricostituiscono la velocità reale della macchina.
v Alternatore tachimetrico
Questo rilevatore di velocità (C Fig.56) è composto da uno statore
formato da più avvolgimenti e da un rotore che integra dei magneti.
Questo dispositivo è simile ad un alternatore.
La messa in rotazione provoca delle tensioni alternate negli avvolgimenti
dello statore.
L’ampiezza e la frequenza del segnale generato dipendono direttamente
dalla velocità di rotazione.
Per realizzare un asservimento o un’indicazione della velocità è possibile
utilizzare sia la tensione (efficace o raddrizzata) che la frequenza.
Lo sfasamento degli avvolgimenti permette di rilevare facilmente il senso
di rotazione.
v Dinamo tachimetrica
A Fig. 57
156
Rappresentazione schematica
di una dinamo tachimetrica
e di una realizzazione industriale
Questo tipo di rilevatore di velocità è composto da uno statore che
comprende un avvolgimento fisso e da un rotore che incorpora dei
magneti (C Fig.57).
Il rotore è dotato di un collettore e di spazzole.
Schneider Electric
Questo dispositivo cchina è simile ad un generatore di corrente continua.
Il collettore e il tipo di spazzole vengono scelti per limitare le tensioni di
soglia e le discontinuità di tensione al passaggio delle spazzole.
Permette di funzionare su un’ampia gamma di velocità.
La messa in rotazione induce una tensione continua la cui polarità
dipende dal senso di rotazione e la cui ampiezza è proporzionale alla
velocità.
Ampiezza e polarità possono essere utilizzate per realizzare un
asservimento o avere un’indicazione della velocità.
La tensione fornita da questo tipo di rilevatore è compresa tra 10 e
60 volt/1000 giri al minuto; in alcuni modelli di dinamo può essere
programmata dall’utente.
v I sensori di velocità a riluttanza variabile
Lo schema della Fig. 58 mostra questo tipo di sensore.
Il nucleo magnetico della bobina è sottoposto ai flussi d’induzione di un
magnete permanente. La bobina è posizionata a lato di un disco (ruota
polare) o di un elemento ferromagnetico rotante.
Lo scorrimento delle discontinuità magnetiche (denti, fessure, fori) del
disco o dal pezzo in rotazione provoca una variazione periodica della
riluttanza del circuito magnetico della bobina che induce in quest’ultima
una tensione di frequenza e d’ampiezza proporzionali alla velocità di
rotazione.
A Fig. 58
Rappresentazione schematica
di un rilevatore a riluttanza variabile
L’ampiezza della tensione dipende:
- dalla distanza bobina/pezzo,
- dalla velocità di rotazione: inizialmente è proporzionale a questa
velocità. A bassa velocità l’ampiezza può essere troppo ridotta per
essere rilevata, al di sotto di questa velocità limite il rilevatore diventa
inutilizzabile.
L’ampiezza di misura dipende dal numero di discontinuità magnetiche del
pezzo in rotazione. La velocità minima misurabile è tanto più bassa
quanto più elevato è il numero di passi. In compenso la velocità massima
misurabile sarà tanto più elevata quanto più basso sarà il numero di passi
a causa della difficoltà di elaborare segnali di frequenza elevata.
Le possibilità di misura variano in una gamma da 50 giri/min a 500 giri/min
con una ruota da 60 denti ad una gamma da 500 giri/min a 10000 giri/min
con una ruota da 15 denti.
La composizione del tachimetro a corrente di Foucault è simile; questo
dispositivo è utilizzabile a fianco di un elemento rotante in metallo non
ferromagnetico.
L’insieme bobina magnete permanente è sostituito da un circuito
oscillante. La bobina, che è la testa di misura, costituisce l’induttanza L
del circuito di un oscillatore sinusoidale. L’avvicinamento di un conduttore
in metallo modifica le caratteristiche L e R della bobina.
La rotazione di una ruota dentata davanti alla bobina produce, al
passaggio di ciascun dente, l’interruzione dell’oscillatore che viene
rilevato, ad esempio, dalla modifica della corrente d’alimentazione
dell’oscillatore.
Il segnale corrispondente ha una frequenza proporzionale alla velocità di
rotazione e la sua ampiezza, non essendo qui determinata dalla velocità
di rotazione, è indipendente da questa velocità. Ne risulta che questo tipo
di rilevatore è utilizzabile a basse velocità.
Questo tipo di sensore può anche essere utilizzato per la misura di sottovelocità o sovra-velocità, come ad esempio il sensore induttivo per
controllo rotazione XSAV o XS9 di Telemecanique.
Schneider Electric
157
6
Rilevamento dati
6.10
6.10 Pressostati e vacuostati
Pressostati e vacuostati
b Cos’è la pressione?
La pressione è il risultato di una forza applicata su una superficie.
Se P è la pressione, F la forza e S la superficie, si avrà la relazione P=F/S.
La terra è circondata da uno strato d’aria che ha una certa massa e
quindi esercita una data pressione chiamata “Pressione atmosferica”.
La pressione atmosferica è data in hpa (ettopascal) o mbar.
1hPa = 1mbar.
a
A Fig. 59
b
c
Esempio di rilevatori di pressione
(marchio Telemecanique)
a: Pressostato elettromeccanico
tipo XML-B
b: Pressostato elettronico tipo XML-F
c:Trasmettitore di pressione tipo XML-G
L’unità di misura della pressione del Sistema Internazionale è il Pascal (Pa):
1 Pa= 1N/1m2
L'unità di misura più comunemente utilizzata è invece il bar:
1bar = 105Pa = 105N/m2 = 10N/cm2
Pressostati, vacuostati e trasmettitori di pressione hanno la funzione di
controllare, regolare o misurare una pressione o una depressione in un
circuito idraulico o pneumatico.
I pressostati o vacuostati trasformano un cambiamento di pressione in
segnale elettrico “ON/OFF” al raggiungimento dei punti di riferimento
visualizzati. Possono essere elettromeccanici o elettronici (C Fig.59).
I trasmettitori di pressione (detti anche rilevatori analogici) trasformano la
pressione in un segnale elettrico proporzionale e sono a tecnologia
elettronica.
b I rilevatori per il controllo della pressione
v Principio
A Fig. 60
Principio di un rilevatore di pressione
elettromeccanico (marchio Telemecanique)
Gli apparecchi elettromeccanici utilizzano lo spostamento di una
membrana, di un pistone o di un soffietto per azionare meccanicamente
dei contatti elettrici (C Fig.60).
I I trasduttori di pressione elettronici Telemecanique sono caratterizzati da
una cellula ceramica di misura della pressione (C Fig.61).
La deformazione di questa cellula, dovuta alla variazione di pressione,
viene rilevata dalle resistenze del Ponte di Wheatstone serigrafate sulla
ceramica stessa. La variazione della resistenza viene in seguito trattata
dal circuito elettronico integrato per dare un segnale digitale o
proporzionale alla pressione (es.: 4-20mA , 0-10v…).
Il controllo o la misura della pressione risultano dalla differenza tra le
pressioni ai due lati dell’elemento sottoposto alla pressione.
A seconda della pressione di riferimento, si utilizza la seguente terminologia:
Pressione assoluta: misurata rispetto ad un contenitore sigillato,
generalmente sotto vuoto
Pressione relativa: misurata rispetto alla pressione atmosferica.
A Fig. 61
Sezione di un rilevatore di pressione
(marchio Telemecanique)
Pressione differenziale: misura la differenza tra due pressioni.
È importante notare che i contatti elettrici di uscita possono essere:
- di potenza, bipolari o tripolari, per il comando diretto di motori
monofase o trifase (pompe, compressori, ecc...),
- standard, per il comando delle bobine di contattori, relè, elettrovalvole,
ingressi controllore, ecc...
v Terminologia (C Fig.62)
• Terminologia generale
A Fig. 62
158
Rappresentazione grafica dei termini
comunemente utilizzati
- Gamma di funzionamento
È l'intervallo definito dal valore minimo del punto inferiore (PB) ed il
valore massimo del punto superiore (PA) per i pressostati e i vacuostati.
Corrisponde all’ampiezza di misura dei trasmettitori di pressione (o
rilevatori analogici). È importante notare che le pressioni visualizzate
sugli apparecchi hanno per base la pressione atmosferica.
Schneider Electric
- Calibro
Valore massimo del campo di funzionamento per i pressostati.
Valore minimo del campo di funzionamento per i vacuostati.
a
- Punto d’intervento superiore (PA)
È il valore massimo della pressione regolato sul pressostato o sul
vacuostato e in corrispondenza del quale il contatto cambierà di stato
quando la pressione sarà crescente.
b
- Punto basso di riferimento (PB)
È il valore minimo della pressione regolato sul pressostato o sul
vacuostato e in corrispondenza del quale l’uscita del prodotto
cambierà di stato quando la pressione sarà discendente.
- Differenziale
È la differenza tra il punto d’intervento superiore (PA) e il punto
d’intervento inferiore (PB).
c
- Apparecchi a differenziale fisso
Il punto d’intervento inferiore (PB) è direttamente collegato al punto
d’intervento superiore (PA) attraverso il differenziale.
A Fig. 63
Rappresentazione grafica dei termini
specifici all’elettromeccanica
- Apparecchi a differenziale regolabile
La regolazione del differenziale consente di fissare il punto
d’intervento inferiore (PB).
• Terminologia specifica dell’elettromeccanica (C Fig.63):
- Precisione d’impostazione del punto di riferimento (C Fig.63a)
Tolleranza tra il punto d’intervento visualizzato e il valore reale di
attivazione del contatto. Per un punto d’intervento preciso (1a
installazione del prodotto), utilizzare il riferimento di un dispositivo di
taratura (manometro, ecc.).
- Ripetibilità (R) (C Fig.63b)
È la variazione del punto di intervento tra due manovre successive.
- Deriva (F) (C Fig.63c)
È la variazione del punto di intervento per tutta la durata
dell’apparecchio.
• Terminologia specifica dell’elettronica:
- La gamma di misura (EM) di un sensore di pressione corrisponde
all’intervallo delle pressioni misurate dall’apparecchio. È compresa tra
0 bar e la pressione corrispondente al calibro del sensore.
A Fig. 64
Rappresentazione grafica:
a) la linearità.
b) l'isteresi.
c) la ripetibilità.
- La precisione è costituita dalla linearità, dall’isteresi, dalla ripetibilità e
dalle tolleranze di regolazione. È espressa in % del campo di misura
del sensore di pressione (% EM).
- La linearità è la differenza maggiore tra la curva reale del sensore e la
curva nominale (C Fig.64a).
- L’isteresi è la differenza maggiore tra la curva a pressione
ascendente e la curva a pressione discendente (C Fig.64b).
- La ripetibilità è la banda di dispersione massima ottenuta facendo
variare la pressione in date condizioni (C Fig.64c).
- Le tolleranze di regolazione sono le tolleranze di regolazione fornite
dal costruttore del punto zero e della sensibilità (pendenza della curva
del segnale di uscita del sensore).
- Derive in temperatura
La precisione di un sensore di pressione è sempre sensibile alla
temperatura di funzionamento. È proporzionale alla temperatura e si
esprime in % EM / °C.
A Fig. 65
Rappresentazione grafica delle derive:
a) della sensibilità.
b) del punto zero.
- Deriva della sensibilità e del punto zero (C Fig.65a e b)
Il punto zero corrisponde al valore del segnale in assenza di
pressione. La sensibilità fornisce il rapporto tra il segnale di uscita e la
pressione.
Schneider Electric
159
6
Rilevamento dati
6.10 Pressostati e vacuostati
- Pressione massima ammissibile ad ogni ciclo (Ps)
Pressione che un pressostato è in grado di sopportare ad ogni ciclo
senza alcun effetto sulla sua durata. È pari, come minimo, a 1,25
volte il calibro dell’apparecchio.
- Pressione massima ammissibile accidentalmente
È la pressione massima, fuori choc di pressione, a cui il sensore di
pressione può essere sottomesso occasionalmente senza causare
danni all’apparecchio
- Pressione di rottura
È la pressione oltre la quale il sensore di pressione rischia di
presentare una fuga o un’esplosione della parte meccanica.
Tutte queste definizioni riguardanti le pressioni sono di fondamentale
importanza nella scelta del prodotto in grado di rispondere in modo
ottimale alle esigenze applicative.
v Altre caratteristiche dei rilevatori di presenza
In questo capitolo sono state presentate le diverse tecnologie di
rilevamento, ognuna delle quali presenta particolari vantaggi e limiti
d’impiego.
Per scegliere tra una tecnologia e un’altra è necessario tenere conto
anche di altri criteri valutando con attenzione i dati riportati nelle tabelle di
scelta inserite nei cataloghi dei costruttori.
In base ai rilevatori è necessario prendere in considerazione in modo
particolare:
- le caratteristiche elettriche,
- le caratteristiche ambientali,
- le opzioni di messa in opera.
b Criteri di scelta
A Fig. 66
Collegamento 2 fili e 3 fili
I paragrafi successivi presentano alcuni esempi di criteri di scelta che,
senza essere centrati sulla funzione base, presentano vantaggi nella
messa in opera e nell’utilizzo.
Tutte queste informazioni sono presenti nei cataloghi dei costruttori e
permettono di scegliere il dispositivo in modo corretto.
v Le caratteristiche elettriche
• La tensione d’alimentazione che può essere AC o DC tenendo
conto della gamma di variazione.
• Le tecnologie di commutazione: tecnologia “2 fili” o “3 fili”
(C Fig.66).
Tecnologia “2 fili”: il sensore è alimentato in serie con il carico ed è quindi
soggetto ad una corrente residua allo stato non passante e ad una caduta
di tensione allo stato passante. L’uscita può essere normalmete aperta o
normalmete chiusa (NO/NC) ed essere quasi costantemente protetta contro
i cortocircuiti.
Tecnologia “3 fili”: il rilevatore possiede due fili di alimentazione e un filo per
la trasmissione del segnale di uscita (o più, in caso di prodotti a più uscite).
L’uscita può essere del tipo a transistor PNP o NPN.
Entrambe le tecnologie sono comuni a molti costruttori, ma è importante
prestare particolare attenzione alle correnti residue e alle cadute di
tensione ai morsetti dei sensori: valori bassi garantiscono una miglior
compatibilità con qualsiasi tipo di carico.
v Caratteristiche ambientali
• Elettriche:
- immunità ai disturbi in linea,
- immunità alle radiofrequenze,
- immunità agli shock elettrici,
- immunità alle scariche elettrostatiche.
160
Schneider Electric
6.10 Pressostati e vacuostati
6.11 Conclusione
• Termiche
Generalmente tra -25 e +70° per arrivare fino a -40 +120°C.
• Umidità/polveri
Grado di protezione dell’involucro (tenuta stagna): IP 68 ad esempio per
applicazioni sottoposte a emissioni di olio da taglio nelle macchine utensili.
v Opzioni di messa in opera
-
6.11
Forma geometrica (cilindrica o parallelepipeda),
Scatola in metallo/in plastica,
Montaggio immerso o non immerso nel metallo,
Dispositivi di fissaggio,
Tipo di collegamento, con cavo o connettore,
Funzioni di auto-apprendimento.
Conclusione
b E in futuro?
Le prestazioni dei sensori elettronici migliorano continuamente grazie
all’evoluzione dell’elettronica, sia per quanto concerne le caratteristiche
elettriche dei componenti che le loro dimensioni.
Con il boom delle telecomunicazioni (Internet, telefoni cellulari), le
frequenze di lavoro dell’elettronica sono aumentate, da qualche centinaia
di MHz ai Ghz. Di conseguenza è possibile, ad esempio, misurare più
facilmente le velocità di propagazione delle onde e quindi liberarsi da
fenomeni fisici locali. Inoltre, le tecnologie Bluetooth o Wi FI hanno
permesso la realizzazione di dispositivi wireless (senza fili), con
collegamenti radio su frequenze dell’ordine di 2.4 Ghz.
Altro aspetto interessante dell’elettronica moderna è rappresentato
dall’elaborazione digitale del segnale: la diminuzione dei costi dei microcontrollori consente di aggiungere funzioni evolute a semplici sensori
(autotuning sulle caratteristiche ambientali con acquisizione eventuale
presenza di umidità, fumo, elementi metallici vicini, rilevatori “intelligenti”
con funzioni di autocontrollo).
Grazie alle evoluzioni tecnologiche i sensori di rilevamento sapranno
rispondere in modo ottimale alle esigenze iniziali ed essere al contempo
facilmente adattabili alle evoluzioni e ai cambiamenti futuri; tutto questo
ad un costo pressochè invariato.
Il processo di innovazione richiede tuttavia investimenti importanti che
attualmente solo i grandi produttori sono in grado di affrontare.
b L’importanza dei rilevatori
Tutti i progettisti e gli utenti di sistemi automatici, dalla semplice porta di
garage alla catena di produzione, sanno bene che il corretto
funzionamento di un sistema di automazione dipende dalla scelta dei
sensori atti a:
- proteggere i beni e le persone,
- rendere più affidabile il sistema di automazione di un processo
industriale,
- ottimizzare il controllo e comando delle apparecchiature industriali,
- controllare i costi di gestione.
I rilevatori hanno tuttavia precise esigenze per quanto concerne la loro
messa in opera e il loro utilizzo, esigenze inerenti le tecnologie utilizzate.
La tabella della Fig. 67 elenca le caratteristiche delle diverse tecnologie.
Questo per meglio valutare i limiti d’impiego e le regolazioni necessarie ai
diversi prodotti.
In caso di dubbio o di difficoltà nella scelta del prodotto consigliamo di
consultare gli specialisti dei costruttori.
Schneider Electric
161
6
Rilevamento dati
6.12
6.12 Guida alla scelta delle diverse tecnologie
Guida alla scelta delle diverse tecnologie
Oggetto rilevato
Distanza di rilevamento Ambiente
Tecnologia
Trasferimento e
messa in forma
Vantaggi
Elementi
indeformabili
Mediante contatto
da 0 a 400mm
(leva)
Meccanica
Contatto
elettromeccanico
Intuitivo, contatto a secco
di forte potenza
Contatto positivo
Pezzi metallici
--> 60mm
Induttiva
Statico ON/OFF
o analogico
Robusto, a tenuta stagna
Difficilmente perturbabile
Magneti
--> 100mm
Magnetica
Contact reed
Rileva attraverso tutti i
materiali non ferrosi
Tutti i tipi
--> 300m
Senza polveri
Senza presenza
di fluidi
Fotoelettrica
--> 60 mm
Secco
Capacitiva
--> 15m
Senza rumori rilevanti
(onde d’impulso)
Senza vapori
Ultrasonica
Etichetta elettronica,
libri, pezzi, pacchi…
Alcuni metri
Sensibile al metallo
Radiofrequenza
Dati numerici
Oggetti da semplici
a complessi
--> 1m
Richiede un’illuminazione
specifica
Ottica
Algoritmo di
riconoscimento
Controllo di presenza,
Dati digitali o analogici di forma, di colori
Qualsiasi tipo
di pezzo
A Fig. 67
162
Guida alla scelta dei sensori
Schneider Electric
Portata elevata
Rilevamento di tutti i
tipi di oggetti
Statico
ON/OFF o
analogico
Rilevamento attraverso
tutti i materiali non
conduttori
Robusto
Rileva i materiali
trasparenti e le polveri
Etichetta per lettura
scrittura, rintracciabilità
7
capitolo
Sicurezza
delle persone
e delle macchine
La regolamentazione europea in materia
di sicurezza delle persone e dell’ambiente,
le norme IEC per le macchine e i prodotti.
Esempi applicativi di prodotti
e di reti di sicurezza
Sommario
7. Sicurezza delle persone
e delle macchine
b 7.1 Introduzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 166
1
b 7.2 Gli incidenti sul lavoro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 167
b 7.3 La legislazione europea e le norme . . . . . . . . . . . . . . . . . . . . . pagina 169
b 7.4 Il concetto di funzionamento sicuro (safe operation). . . . . . . pagina 176
b 7.5 L acertificazione e il marchi CEE . . . . . . . . . . . . . . . . . . . . . . . pagina 177
2
b 7.6 I principi per gli organi di sicurezza . . . . . . . . . . . . . . . . . . . . . pagina 179
b 7.7 Le funzioni di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 180
b 7.8 La sicurezza delle reti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 182
3
b 7.9 Esempio applicativo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 183
b 7.10 Le funzioni e i prodotti di sicurezza . . . . . . . . . . . . . . . . . . . . . pagina 185
b 7.11 Conclusione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . pagina 186
4
5
6
7
8
9
10
11
12
M
Schneider Electric
165
Sicurezza delle persone
e delle macchine
7.1
Introduzione
Dopo la presentazione e la definizione delle normative che regolano la
sicurezza, ci dedicheremo alle macchine oltre che alla tecnologia dei
diversi prodotti, al fine di soddisfare le esigenze dei Clienti e risolvere i
diversi vincoli legislativi.
7.1
Introduzione
b Il ruolo della sicurezza e definizioni
La legge esige che vengano adottate delle misure preventive per
preservare e proteggere la qualità dell’ambiente e la salute del genere
umano. Per raggiungere questi obbiettivi, il legislatore ha elaborato delle
direttive europee che devono essere applicate dagli utenti dei mezzi di
produzione oltre che dai costruttori di apparecchiature e macchine.
Il legislatore ha fissato anche la responsabilità verso eventuali incidenti.
• A dispetto dei vincoli imposti, la sicurezza delle macchine presenta le
seguenti conseguenze positive:
- Eliminazione degli incidenti sul lavoro.
- Protezione dei lavoratori e del personale mediante misure di sicurezza
appropriate che prendono in considerazione l’uso delle macchine e
delle caratteristiche ambientali locali.
• Tutto ciò permette di ridurre i relativi costi diretti e indiretti
- Riducendo i danni fisici.
- Riducendo i premi assicurativi.
- Riducendo le perdite di produzione e le eventuali penalità di ritardo.
- Limitando i danni e le spese di manutenzione.
• Un funzionamento sicuro implica due concetti, la sicurezza e
l’affidabilità del processo (C Fig.1)
- La sicurezza è la proprietà di un apparecchio di limitare ad un livello
accettabile i rischi corsi dalle persone.
- L’affidabilità di funzionamento è la capacità di un sistema o di un
apparecchio di realizzare la funzione per la quale è stato definito in
qualsiasi momento e per un tempo specificato.
A Fig. 1
La sicurezza e affidabilità del processo
• La sicurezza deve essere presa in considerazione fin dall’inizio del
progetto e mantenuta per l’intera durata di vita della macchina, quindi
dal trasporto, installazione, avviamento, manutenzione, fino allo
smantellamento
• Le macchine e gli stabilimenti sono fonti di rischi potenziali e la
Direttiva Macchine esige uno studio dei rischi per l’intero insieme, al
fine di ridurre questa eventualità al di sotto del rischio tollerabile
• La norma EN 1050 definisce il rischio nel seguente modo (C Fig.2):
il rischio è la gravità moltiplicata per la possibilità di comparsa
Probabilità di comparsa
Rischio
legato al
potenziale
pericolo
A Fig. 2
166
=
Gravità
dei danni legati
al potenziale
pericolo
Definizione del rischio
Schneider Electric
x
- frequenza e durata di esposizione
- possibilità di limitare o evitare la
probabilità di comparsa
dell’evento che può provocare
danni
7.1
7.2
Introduzione
Gli incidenti sul lavoro
• La norma europea EN 1050 (principio dell’analisi dei rischi)
Definisce un processo iterativo per realizzare la sicurezza delle macchine
in base al quale il rischio per ciascun potenziale pericolo può essere
determinato in quattro tappe. Questo metodo fornisce una base per la
riduzione indispensabile dei rischi utilizzando le categorie descritte dalla
norma EN 954. Il diagramma della Fig. 3 illustra questo processo che
descriveremo in dettaglio nelle pagine che seguono.
7
A Fig. 3
7.2
Il processo di sicurezza delle macchine
Gli incidenti sul lavoro
Un incidente sul lavoro provoca una lesione più o meno grave, dovuta al
lavoro stesso, su di una persona intenta a lavorare o ad intervenire su di
una macchina (installatore, operatore, tecnico della manutenzione, ecc...).
b Fattori all’origine degli incidenti sul lavoro
• Fattori legati agli uomini (progettisti o utilizzatori)
- Errori nella progettazione della macchina e negli studi preliminari.
- Assuefazione ai rischi (abitudine e ripetitività dei gesti) e banalizzazione
dei comportamenti di fronte al pericolo.
- Sottostima dei rischi con conseguente neutralizzazione delle protezioni.
- Riduzione dell’attenzione nelle funzioni di controllo (fatica).
- Mancato rispetto delle procedure.
- Aumento dello stress (rumore, ritmo di lavoro, ecc.).
- Precarietà dell’impiego che può portare ad una formazione
insufficiente.
- Manutenzione scarsa o mal eseguita può essere all’origine di rischi
imprevedibili.
Schneider Electric
167
Sicurezza delle persone
e delle macchine
7.2
Gli incidenti sul lavoro
• Fattori legati alle macchine
- Dispositivi di protezione inadatti.
- Alta tecnologia dei sistemi di controllo e comando.
- Rischi relativi alla macchina (movimento alternativo di una macchina,
avviamento intempestivo o arresto precario).
- Macchine non adatte all’impiego o alle caratteristiche ambientali
(allarmi sonori coperti dal rumore prodotto dal parco macchine).
• Fattori legati agli impianti
- Circolazione delle persone (linee di produzione automatizzate).
- Assemblaggio di macchine di provenienza e tecnologia diverse.
- Flusso di materiale o prodotti tra le macchine.
b Le conseguenze
- Pericolo più o meno grave per l’integrità fisica dell’utilizzatore.
- Arresto della produzione della macchina interessata.
- Arresto del parco macchine dello stesso tipo per perizie, ad esempio,
da parte dell’Ispettorato del lavoro.
- Modifica delle macchine per messa in conformità, se necessaria.
- Cambio del personale e formazione sul posto di lavoro.
- Deterioramento dell’immagine aziendale.
b Conclusione
La spesa legata agli infortuni sul lavoro nell’Unione Europea è stimata in
circa 20 miliardi di Euro.
Per prevenirli ed azzerarne le possibili cause ed effetti negativi sono
necessarie azioni energiche e tecnicamente qualificate che coinvolgano
l’intera popolazione aziendale: è indispensabile un impegno effettivo che
richiede per prima cosa una volontà politica e strategica dell’impresa.
La riduzione degli incidenti sul lavoro dipende dalla sicurezza delle
macchine e dei componenti.
b Tipi di rischi
Le cause che possono portare ad una lesione o ad un danno alla salute
del personale possono essere classificati in tre gruppi principali come
mostrato dalla Fig. 4.
A Fig. 4
168
I principali rischi di una macchina
Schneider Electric
7.3
7.3
La legislazione europea e le norme
La legislazione europea e le norme
L’obbiettivo principale della Direttiva Macchine 98/37/CE è quello di
garantire un livello di sicurezza minimo alle macchine e
all’equipaggiamento immessi sul mercato della Comunità Europea.
Al fine di autorizzare la libera circolazione delle macchine e delle
apparecchiature all’interno della Comunità Europea il costruttore deve
apporre sul prodotto il marchio CE creando così una documentazione di
autocertificazione e di dichiarazione di conformità della sua macchina.
La Direttiva Macchine in vigore dal 1995, vale anche per tutti i componenti
di sicurezza a parire dal gennaio 1997.
L’utilizzatore ha inoltre l’obbligo di rendere il suo parco macchine conforme
alla Direttiva Sociale 89/655/CEE che fissa gli obbiettivi minimi di protezione
nell’ambiente di lavoro e che riguarda in particolare l’impiego dei prodotti.
b Le norme di riferimento
v Introduzione
Le norme comuni europee traducono in termini teorici le specifiche
relative ai requisiti fondamentali in materia di sicurezza definiti dalla
Direttiva corrispondente.
L’obbiettivo principale è di garantire un livello di sicurezza minimo
alle macchine e alle apparecchiature immessi sul mercato della Comunità
Europea, autorizzandone la libera circolazione all’interno dei Paesi della
Comunità Europea.
v I 3 tipi di norme europee legate alla sicurezza
• Norme di tipo A
Sono le norme fondamentali che specificano i principi generali di
progettazione applicabili a tutti i tipi di macchine. EN ISO 12100 (prima
EN 292).
• Norme di tipo B
Sono le norme di gruppo, relative agli aspetti particolari della sicurezza o
legate ad un dispositivo di sicurezza specifico utilizzabile su una vasta
gamma di macchine.
• Norme di tipo B1
Sono le norme relative a caratteristiche specifiche dei dispositivi elettrici
delle macchine, EN 60204-1 (es: rumore, distanze di sicurezza, dispositivi
di controllo, ecc...).
• Norme di tipo B2
Sono le norme relative ai dispositivi di sicurezza di arresto di emergenza,
compresi i dispositivi di comando a due mani, (EN 574) le barriere di
sicurezza (EN 418), ecc...
• Norme di tipo C
Sono le norme di sicurezza per le diverse famiglie di macchine (es: presse
idrauliche EN 693, robot, ecc...) e che forniscono prescrizioni dettagliate
applicabili.
La Fig. 5 presenta in modo non esaustivo le diverse norme.
A Fig. 5
Le diverse norme
Schneider Electric
169
7
Sicurezza delle persone
e delle macchine
7.3
La legislazione europea e le norme
La tabella della Fig. 6 elenca, senza tuttavia citarle tutte, le norme europee
legate alla sicurezza.
Standard
EN ISO
12100-1, -2
A
Sicurezza delle macchine - Nozioni fondamentali
Parte 1 Terminologia metodologia
Parte 2 Principi tecnici
EN 574
B
Dispositivi di comando a due mani- norme di studio
EN 418
B
Dispositivi di arresto di emergenza - norme di studio
EN 954-1
B
Prescrizioni di sicurezza - norme di studio
EN 349
B
Distanza minima per evitare lo schiacciamento delle
persone
EN 294
B
Distanze di sicurezza per impedire il raggiungimento
delle zone pericolose con gli arti superiori
EN 811
B
Distanze di sicurezza per impedire il raggiungimento
delle zone pericolose con gli arti inferiori
EN 1050
B
Sicurezza delle macchine Principi per la valutazione del rischio
EN 60204-1
B
Sicurezza delle macchine - Dispositivi elettrici delle
macchine - Parte 1: prescrizioni generali
EN 999
B
Posizionamento dei dispositivi di protezione in
funzione della velocità di avvicinamento delle parti
del corpo
EN 1088
B
Dispositivi di bloccaggio associati a dispositivi di
protezione - Principi di progettazione e di scelta
EN 61496
B
Apparecchiature di protezione elettrosensibili
EN 60947-5-1
B
Apparecchi elettromeccanici per circuiti di comando
N 842
B
Segnali visivi di pericolo - Esigenze generali,
progettazione e prove
EN 201
C
Macchine per la lavorazione della gomma e delle
materie plastiche - Macchine a iniezione Prescrizioni di sicurezza
EN 692
C
Presse meccaniche - Sicurezza
EN 693
C
Sicurezza - Presse idrauliche
EN 289
C
Macchine per la lavorazione della gomma e delle
materie plastiche - Presse - Prescrizioni di sicurezza
EN 422
C
Macchine per stampaggio mediante soffiaggio per
la fabbricazione dei corpi cavi - Prescrizioni per la
progettazione e la costruzione
EN 775
C
Robot manipolatori industriali - Sicurezza
EN 415-4
C
Sicurezza delle macchine d'imballaggio
Parte 4: pallettizzatori e depallettizzatori
EN 619
C
Prescrizioni di sicurezza e EMC per le
apparecchiature di movimentazione meccanica
dei carichi isolati
EN 620
C
Prescrizioni di sicurezza e EMC per i trasportatori
a cinghie fisse per prodotti sfusi
EN 746-3
C
Dispositivi termici industriali
Parte 2: prescrizioni di sicurezza per la generazione
e l’utilizzo di gas d'atmosfera
EN 1454
C
Motoseghe, seghe a disco, a motore termico Sicurezza.
A Fig. 6
170
Tipo Soggetto
Alcune norme della sicurezza macchine
Schneider Electric
v La norma armonizzata EN 954-1 Parti dei sistemi di comando
legate alla sicurezza
La norma EN 954-1 “Parti dei sistemi di comando legate alla sicurezza”
è entrata in vigore nel mese di marzo del 1997. Questa norma di Tipo B
fornisce prescrizioni di sicurezza e consigli sui principi di progettazione
delle parti dei sistemi di comando legate alla sicurezza.
Per queste parti la norma specifica delle categorie e descrive le
caratteristiche delle loro funzioni di sicurezza.
Nelle norme di Tipo C queste parti di sistema sono chiamate categorie.
In questa norma le prestazioni di sicurezza in relazione con il grado di
comparsa dei guasti sono classificate in cinque categorie (B, 1, 2, 3, 4).
È in progetto un’evoluzione (EN ISO 13849-1 PR).
• Categorie di guasto (C Fig.7)
• Diagramma dei rischi
Comportamento del sistema
Principi per ottenere la sicurezza
B
Un guasto può portare ad una perdita
della funzione di sicurezza.
Scelta del componente adatto
1
Stesso risultato di B ma con l’esigenza
di una maggior affidabilità della funzione
di sicurezza.
Scelta del componente adatto
2
Un guasto può portare ad una perdita
della funzione di sicurezza tra due
ispezioni periodiche; questa perdita
viene rilevata dal controllo (ad ogni test).
Autocontrollo
3
Se il guasto è unico, la funzione di
Ridondanza
sicurezza è sempre garantita.
Possono essere rilevati solo alcuni guasti.
L’accumulo di guasti non rilevati
può portare alla perdita
della funzione di sicurezza.
4
Quando si verificano dei guasti la
funzione di sicurezza è sempre garantita.
I guasti verranno rilevati in tempo per
non perdere la funzione di sicurezza.
A Fig. 7
7
Ridondanza + autocontrollo
Le cinque categorie di guasto
A seconda della definizione del rischio, nella norma EN 954-1 viene
proposto un metodo pratico di selezione della categoria che prende in
considerazione:
- S: La gravità delle lesioni.
- F: La frequenza dell’occorrenza e/o dell’esposizione a potenziali pericoli.
- P: La possibilità di evitare l’incidente.
Le categorie risultanti definiscono la tenuta ai guasti e il comportamento del
sistema di controllo in caso di guasto (C Fig. 8).
S
Risultato dell’incidente
S1 Lesioni non gravi
S2 Lesioni gravi, incapacità permanente, decesso.
F
Presenza nella zona pericolosa
F1 Da raro ad abbastanza frequente
F2 Da frequente a permanente
P
Possibilità di previdenza
P1 Talvolta possibile
P2 Virtualmente impossibile
A Fig. 8
Griglia di scelta
Schneider Electric
171
Sicurezza delle persone
e delle macchine
Per illustrare questo concetto, procediamo con una valutazione dei rischi
su una pressa idraulica alimentata manualmente (C Fig.9).
- Gravità delle lesioni: S2, rischio d’invalidità.
- Frequenza ed esposizione: F2, la presenza dell’operatore è
permanente.
- Possibilità di impedire la comparsa del pericolo: P2, è virtualmente
impossibile impedire la comparsa del pericolo.
Il diagramma indica un rischio di categoria 4.
Per completare questo esempio, selezioniamo una barriera a bloccaggio
(norma EN 1088).
In questo esempio (C Fig.10), lo schema è conforme alla categoria 4.
Quando si verificano dei guasti, questi ultimi vengono rilevati in tempo ad
evitare la scomparsa della funzione di sicurezza.
A Fig. 9
Valutazione del rischio su una pressa
idraulica
A Fig. 10
Valutazione del rischio su una barriera a bloccaggio
v Sicurezza funzionale e livello d’integrità di sicurezza
(safety integraty level SIL)
Le nuove tecnologie consentono dei risparmi che possono essere
realizzati con una strategia di protezione intelligente. Questa norma
prende in considerazione l’utilizzo di queste tecnologie nei prodotti e nelle
soluzioni di sicurezza proponendo delle linee direttrici per calcolare la
probabilità di guasto.
Un numero sempre maggiore di prodotti e dispositivi di sicurezza dedicati
alla sicurezza delle macchine integrano dei sistemi elettronici
programmabili complessi; ed è proprio in ragione di questa complessità
che nella pratica è difficile determinare il comportamento di tali dispositivi
in caso di guasto.
Per questo motivo, la norma IEC/EN 6158 intitolata « Sicurezza funzionale
dei sistemi elettrici, elettronici ed elettronici programmabili relativi alla
sicurezza » propone un nuovo approccio valutando l’affidabilità delle
funzioni di sicurezza.
Per l’industria e i settori che mettono in opera dei processi, questa è la
norma base per la sicurezza.
La norma IEC/EN 62061 specifica invece i requisiti e fornisce consigli per
la progettazione, l'integrazione e la convalida dei sistemi di comando
elettrici, elettronici ed elettronici programmabili relativi alla sicurezza
(SRECS) per le macchine nel quadro della norma EN 61508.
La norma EN 62061 è armonizzata con la Direttiva Macchine europea.
Il livello di sicurezza integrato (SIL) è la nuova valutazione definita dalla
norma IEC 61508 riguardante la probabilità di guasto di una funzione o di
un sistema di sicurezza.
172
Schneider Electric
• Definizione della sicurezza funzionale secondo la norma IEC/EN 61508
La sicurezza funzionale è un elemento della sicurezza di
un’apparecchiatura sotto controllo (Equipment Under Control: EUC).
Dipende dal corretto funzionamento dei sistemi legati alla funzione di
sicurezza che includono dispositivi elettrici, elettronici, elettronici
programmabili, oltre che altri dispositivi esterni che partecipano alla
riduzione dei rischi.
• Livelli d’integrità di sicurezza (SIL)
Vi sono due modi di definire la SIL, a seconda che il sistema di sicurezza
funzioni in modo di bassa sollecitazione o, al contrario, che funzioni in
continua o a forte sollecitazione. La SIL è suddivisa in 4 livelli (da SIL1 a
SIL4): più la SIL è alta, più la disponibilità del sistema di sicurezza è
elevato.
La sicurezza si ottiene mediante riduzione dei rischi (IEC/EN 61508). Il
rischio residuo è quello che rimane una volta adottati i mezzi di protezione
(C Fig.11). I sistemi di protezione elettrici, elettronici, ed elettronici
programmabili (sistemi E/E/EP) contribuiscono alla riduzione dei rischi.
A Fig. 11
7
La riduzione dei rischi
L’integrità di sicurezza esamina la probabilità di guasto. Per una
macchina, la probabilità di guasto pericoloso all’ora di un sistema di
controllo nella norma IEC/EN 62061 è chiamata PFHd (C Fig.12).
A Fig. 12
Posizionamento della norma EN 61508 e delle norme che ne derivano
SIL
sistema di sicurezza funzionante in modo di forte sollecitazione
Probabilità di guasto pericoloso all’ora (PFHd)
sistema di sicurezza funzionante in modo di bassa sollecitazione
Probabilità media di guasto per attivare la funzione prevista (PFDa)
4
> = 10-9 to 10-8
> = 10-5 to 10-4
3
> = 10-8 to 10-7
> = 10-4 to 10-3
2
-6
> = 10 to 10
> = 10-3 to 10-2
1
> = 10-6 to 10-5
> = 10-2 to 10-1
A Fig. 13
-7
Livello di SIL
Schneider Electric
173
Sicurezza delle persone
e delle macchine
7.3
La legislazione europea e le norme
La norma IEC 61508 considera due modi di sollecitazione:
- forte sollecitazione o modo continuo, quando il sistema relativo alla
sicurezza viene sollecitato più di una volta all’anno o ad una frequenza
doppia della frequenza di verifica del dispositivo.
- bassa sollecitazione, quando il sistema relativo alla sicurezza viene
sollecitato meno di una volta all’anno o ad una frequenza inferiore al
doppio della frequenza di verifica del dispositivo.
Il funzionamento a bassa sollecitazione è considerato dalla norma IEC/EN
62061 come non applicabile alla sicurezza macchine.
È importante notare anche che il livello SIL 4 non viene preso in
considerazione dalla norma IEC/EN62061, poiché non è applicabile alla
riduzione dei rischi normalmente associati alle macchine.
L’integrità di sicurezza si calcola mediante la probabilità di guasto λ
(C Fig.13) che si esprime con la seguente formula λ= λs+λdd +λdu
ove:
λs è il tasso di guasti senza pericolo
λdd è il tasso di guasti pericolosi rilevati
λdu è il tasso di guasti pericolosi non rilevati
Nella pratica il rilevamento dei guasti pericolosi viene effettuato mediante
funzioni specifiche.
Il calcolo del PFHd per un sistema o un sotto-sistema, dipende da più
parametri:
-
Il tasso di guasti pericolosi (λd) degli elementi del sotto-sistema.
La tolleranza agli errori, ossia il livello di ridondanza del sistema.
L’intervallo di tempo di diagnostica (T2).
L’intervallo di tempo di verifica del sistema di sicurezza (T1) o la
durata (il minore dei due).
- Il rischio di guasti comuni (λ).
Il grafico della Fig. 14 illustra la norma IEC/EN 61508-5 e i parametri del
rischio.
A Fig. 14
174
Grafo del rischio
Schneider Electric
Parametro del rischio
Classificazione
Commenti
Conseguenze (C)
C1 Lesioni non gravi
Frequenza
e tempo di esposizione
nella zona pericolosa (F)
C2 Invalidità permanente
di una o più persone,
decesso di una persona
C3 Decesso di più persone
C4 Decesso
di numerose persone
F1 Da rara a molto frequente
esposizione
nella zona pericolosa
F2 Da frequente a permanente
esposizione
nella zona pericolosa
P1 Possibile
in alcune condizioni
P2 Quasi impossibile
Possibilità di evitare
l’evento pericoloso
Probabilità di comparsa
non desiderata (W)
La classificazione è stata sviluppata per prendere in considerazione le lesioni
e i decessi delle persone. Sarebbe necessario sviluppare altri approcci
nei riguardi dell’ambiente e dei danni materiali
Vedere il commento sopra riportato
Questo parametro prende in considerazione:
• Il modo operativo del processo (controllato, eseguito da personale addestrato
• o meno)
• La rapidità di comparsa del fenomeno pericoloso (immediato, rapido, lento)
• La facilità d’identificazione del fenomeno pericoloso (ad esempio:
visto immediatamente, rilevato da mezzi tecnici o meno)
• Le possibilità di evacuazione dalla zona pericolosa (uscite di sicurezza
utilizzabili, non utilizzabili o utilizzabili in alcune condizioni)
• Le eventuali esperienze simili
W1 Comparse non desiderate
L’obiettivo del fattore W è di stimare la frequenza di comparsa dell’evento
bassissime e
non desiderato senza aggiungere sistemi di sicurezza di tipo E/E/EP e senza
bassissima occorrenza
prendere in considerazione dispositivi esterni di riduzione del rischio.
W2 Comparse non desiderate basse Se non esiste alcuna base di esperienza per un caso simile, il fattore W
e bassa occorrenza
può essere il risultato di un calcolo che tiene conto delle peggiori condizioni.
7
W3 Comparse non desiderate
relativamente alte e
occorrenze frequenti
A Fig. 15
Parametri di rischi (esempio nella norma IEC/EN 61508)
La Fig. 16 presenta il processo di valutazione del rischio per una macchina.
A Fig. 16
Processo di valutazione
Schneider Electric
175
Sicurezza delle persone
e delle macchine
7.4
7.4
Il concetto di funzionamento sicuro
(safe operation)
Il concetto di funzionamento sicuro (safe operation)
Il funzionamento sicuro è la messa in pratica delle nozioni sviluppate nei
paragrafi precedenti che comprendono più aspetti:
- Lo studio e la realizzazione della macchina, inclusa la stima del rischio.
- L’installazione, l’implementazione e la convalida.
- L’utilizzo della macchina, inclusa la formazione.
- La manutenzione con prove periodiche di verifica.
Il concetto di funzionamento sicuro può essere suddiviso in cinque tappe.
b Prima tappa: stima del rischio
(norme EN ISO1200-1, EN 1050)
L’obbiettivo è di eliminare o ridurre il rischio e selezionare una soluzione di
protezione efficace per le persone.
Per facilitare questa valutazione verrà utilizzato il procedimento iterativo
già proposto nella Fig. 3. Prima di effettuare la stima del rischio, sarà
necessario identificare i potenziali pericoli. Sarà possibile effettuare
un’analisi rigorosa ed esauriente utilizzando l’AMDEC (Analisi dei Modi di
Guasto e della loro Gravità).
b Seconda tappa: decisione delle misure di riduzione del
rischio (norma EN ISO 12100-1)
Evitare o ridurre il più possibile i potenziali pericoli a livello della
progettazione (norma EN ISO 1200-2).
Utilizzare i dispositivi di sicurezza per proteggere le persone contro i
pericoli che non è possibile eliminare con disposizioni ragionevoli o ridurre
ad un livello accettabile in fase di progettazione (norme EN 418, EN 953
barriere, EN 574 dispositivi di comando a due mani, EN 1088 bloccaggi
associati a barriere).
Informare sul modo di utilizzo della macchina.
b Terza tappa: definizione delle esigenze e delle categorie
(norma EN 954-1)
In funzione delle stime preliminari dei rischi, nella norma EN 954-1 viene
fornito un metodo pratico di selezione di un sistema di controllo.
b Quarta tappa: progettazione delle parti del controllo
relative alla funzione di sicurezza (norma EN 954-1)
In questa fase il progettista della macchina seleziona i diversi prodotti.
In fondo al capitolo vengono proposti alcuni esempi basati sull’utilizzo dei
prodotti di sicurezza Schneider Electric.
b Quinta tappa: convalida del livello di sicurezza ottenuto
e delle categorie (norma EN 954-1)
La convalida dovrà confermare che le parti considerate del controllo che
intervengono sulla sicurezza siano conformi alle esigenze.
Questa convalida deve essere effettuata mediante apposite analisi e test
(norma EN 954-1 clausola 9).
Ad esempio, uno di questi test è la simulazione di guasto sui circuiti con i
componenti realmente installati, in particolar modo nel caso in cui
sussista un dubbio sul comportamento dei circuiti rispetto agli studi
teorici.
176
Schneider Electric
7.5
7.5
La certificazione e il marchio CE
La certificazione e il marchio CE
Il processo di certificazione e apposizione del marchio CE sulle macchine
è suddiviso in sei tappe:
1. Individuazione delle normative applicabili
2. Conformità alle esigenze essenziali riguardanti la salute e la sicurezza
3. Redazione della documentazione tecnica
4. Esame di conformità
5. Redazione della dichiarazione di conformità
6. Apposizione del marchio CE
b La Direttiva Macchine
La Direttiva Macchine è storicamente il primo esempio del «Nuovo
approccio» per un’armonizzazione tecnica e normativa dei prodotti.
Si basa su:
- Esigenze essenziali relative alla salute e alla sicurezza che devono
essere rispettate prima che la macchina venga immessa sul mercato.
- Un processo volontario di armonizzazione delle norme intrapreso dal
Comitato Europeo di Nominalizzazione (CEN) e dal Comitato Europeo
di normalizzazione elettrica (Cenelec).
- Procedure di valutazione di conformità adeguate ai tipi di rischi e
associate ai tipi di macchine.
- Il marchio CE apposto dal costruttore per indicare che la macchina è
conforme alle direttive applicabili. Le macchine su cui è apposto
questo marchio sono libere di circolare nella Comunità Europea.
La direttiva ha semplificato notevolmente le leggi nazionali in vigore e di
conseguenza eliminato barriere che rendevano difficile il commercio
nell’Unione Europea. Tutto ciò ha permesso anche di ridurre il costo
sociale degli incidenti. Le direttive del «Nuovo Approccio» sono applicabili
solo ai prodotti che vengono messi in circolazione o in servizio per la
prima volta. La lista delle macchine in oggetto si può trovare nella
Direttiva Macchine allegato 4.
b Le esigenze essenziali
La Direttiva Macchine allegato I raggruppa le esigenze essenziali in
materia di salute e sicurezza per l’immissione sul mercato e la messa in
servizio delle macchine e dei componenti di sicurezza all’interno della
Comunità Europea.
Ne deriva che:
- nessun Paese membro della Comunità Europea può opporsi alla
circolazione di un prodotto che risponde alle esigenze della direttiva
- se al contrario le esigenze della direttiva non vengono soddisfatte,
l’immissione sul mercato del prodotto può essere vietata o può essere
richiesto il ritiro dal mercato del prodotto stesso.
Nell’Unione Europea questo riguarda i costruttori o i loro distributori, ma
anche gli importatori e i rivenditori che commercializzano o mettono in
servizio le macchine.
b Le norme armonizzate
Il modo più semplice per dimostrare la conformità alle direttive è di essere
in conformità con le Norme Europee Armonizzate.
Se per un prodotto dell’allegato 4 della Direttiva Macchine non esiste una
norma armonizzata, o le norme esistenti non sono adatte a coprire le
esigenze di sicurezza essenziali o il costruttore considera che tali norme
non siano applicabili al suo prodotto, è possibile sollecitare un accordo
presso una terza parte, un organismo abilitato.
Schneider Electric
177
7
Sicurezza delle persone
e delle macchine
7.5
La certificazione e il marchio CE
Gli Organismi Notificati sono abilitati dai singoli Stati Membri dell’Unione
Europea per l’attività di certificazione in forza della propria “expertise”
riconosciuta per emettere una tale opinione (TÜV, BGIA, INRS, HSE, etc.)
La presenza di una parte terza, anche se autorizzata dalla Commissione
Europea ad attestare la conformità di un prodotto, non esime tuttavia il
produttore dalla sue responsabilità; in definitiva è sempre il costruttore o il
suo rappresentante a rispondere della conformità del prodotto.
b Dichiarazione di conformità
In base all’articolo 1 della Direttiva Macchine il costruttore o il suo
rappresentante ufficiale stabilito nella Comunità Europea deve compilare
una Dichiarazione Europea di Conformità per ciascuna macchina (o
componente di sicurezza). Questo al fine di certificare che la macchina o il
componente di sicurezza è conforme alla Direttiva.
Prima dell’immissione sul mercato il costruttore o il suo rappresentante
deve presentare un fascicolo tecnico alle autorità competenti.
b Marchio CE
Per concludere, il marchio CE deve essere applicato sulla macchina dal
costruttore o dal suo rappresentante ufficiale nella Comunità Europea.
Il marchio CE è obbligatorio dal 1° gennaio 1995 e può essere apposto
solo se la macchina rispetta l’insieme delle direttive applicabili, quali ad
esempio:
- La Direttiva Macchine
98/37/EC
- La Compatibilità Elettromagnetica (EMC) 89/336/EEC
- La Direttiva Bassa Tensione
73/23/EEC
Esistono altre direttive applicabili a seconda dei casi quali ad esempio la
Direttiva ascensori, la direttiva apparecchi medicali ecc...
Il marchio CE è il passaporto che permette la libera circolazione della
macchina nella Comunità Europea e la sua commercializzazione in tutti i
Paesi della comunità senza tener conto delle normative proprie di ciascun
Paese.
Il metodo della marcatura CE è riassunto nello schema della Fig. 17.
A Fig. 17
178
Metodo della marcatura CE
Schneider Electric
7.6
7.6
I principi per gli organi della sicurezza
I principi per gli organi della sicurezza
b Linea direttrice per realizzare un controllo di sicurezza
La norma EN 954-1 definisce le esigenze di sicurezza relative agli organi
di sicurezza di un sistema di comando.
La norma definisce 5 categorie e descrive le proprietà specifiche delle
relative funzioni di sicurezza che sono:
- i principi di sicurezza base.
- i principi di sicurezza provati.
- i componenti di sicurezza provati.
A Fig. 18
Qualche esempio di sistemi elettrici
provati
Per illustrare la nozione di principio di sicurezza provato, qui di seguito
viene presentato un estratto della lista riportata nella norma EN 945-2:
- Utilizzare contatti legati meccanicamente.
- Utilizzare cavi ad un solo conduttore per evitare i cortocircuiti.
- Prevedere distanze adatte fra le bobine di un contatto per consentire
la tenuta agli choc elettrici e garantire l’isolamento del circuito.
- Evitare le condizioni indefinite: costruire sistemi di controllo
deterministici.
- Utilizzare il modo di azione positivo.
- Sovradimensionare.
- Semplificare il sistema di controllo.
- Utilizzare dei componenti con un modo di guasto.
- Utilizzare dei temporizzatori senza alimentazione utilizzando l’energia
di un condensatore.
- Prevedere della ridondanza (raddoppiamento dei componenti critici).
Qui di seguito vengono proposti anche alcuni esempi per sistemi elettrici
(C Fig.18):
- Interruttori con modo di attivazione positivo.
- Arresti di emergenza (secondo la norma EN 60947-5-5).
- Interruttori di potenza.
- Contattore principale (solo quando sono soddisfatte le esigenze
aggiuntive della norma).
- Contattori ausiliari con contatti legati meccanicamente, (solo quando
sono soddisfatte le esigenze aggiuntive della norma).
- Valvola elettromagnetica.
I paragrafi che seguono forniranno al lettore un certo numero di
informazioni su nozioni tecniche conosciute principalmente dagli
specialisti del settore.
A Fig. 19
Principio dell’attivazione positiva
b Azione positiva
È un’azione di apertura di circuito diretta (IEC 60947-5-1): la separazione
dei contatti è il risultato di un movimento dell’interruttore mediante un
dispositivo di comando rigido.
La Fig. 19 illustra come l’apertura dei contatti normalmente chiusi sia garantita
dal movimento dell’asta rigida e sia invece indipendente dalle molle.
A Fig. 20
Simbolo di contatto ad apertura diretta
Ogni elemento di contatto ad azione di apertura di circuito deve essere
identificato, all’esterno, in modo chiaro e indelebile dal marchio riportato nella
Fig. 20.
b Contatti legati meccanicamente
I relè, i contattori e gli interruttori comprendono generalmente una serie
di contatti. Per le operazioni di sicurezza è necessario conoscere la
posizione di ciascuno di questi contatti quando sono utilizzati in una
catena di sicurezza.
A Fig. 21
Contatti legati meccanicamente
In queste condizioni è possibile determinare il comportamento del circuito
in caso di guasto. I contatti legati meccanicamente forniscono una
soluzione che risponde a questa esigenza (C Fig.21).
Schneider Electric
179
7
Sicurezza delle persone
e delle macchine
7.6
7.7
I principi per gli organi della sicurezza
Le funzioni di sicurezza
La norma (IEC/ EN 60947-5-1) definisce i contatti legati meccanicamente
nel seguente modo:
“[ …] I contatti legati sono contatti collegati meccanicamente in modo
da garantire che i contatti in apertura ed i contatti in chiusura non si
chiudano mai contemporaneamente.
In caso di saldatura di un contatto in apertura, i contatti in chiusura non
dovranno più potersi chiudere durante l’eccitazione della bobina. In
caso di saldatura di un contatto in chiusura, i contatti in apertura non
dovranno più potersi chiudere durante la diseccitazione della bobina”.
7.7
Le funzioni di sicurezza
A partire dalla stima dei rischi, la sicurezza può essere garantita mediante
l’adattamento delle funzioni esistenti (C Fig.22).
Come già detto precedentemente questo può essere realizzato in due modi:
- utilizzando la ridondanza o l’autocontrollo.
- aumentando la sicurezza dei componenti.
Contrariamente all’approccio classico che consisteva nel suddividere i
sistemi di automazione in funzioni per gestirli singolarmente, la sicurezza
deve essere vista globalmente. Per facilitare la realizzazione di sistemi di
automazione i costruttori di componenti propongono dei prodotti specifici
certificati che integrano insiemi di funzioni.
La Fig. 23 presenta delle soluzioni generiche corrispondenti alle prime quattro
categorie (B, 1, 2, 3). Verranno analizzate in dettaglio in esempi di applicazioni
standard; infine verrà presentata una realizzazione più complessa.
Per soddisfare le esigenze della categoria 4, vengono proposti dei moduli
di sicurezza; un esempio viene riportato alla fine del capitolo.
A Fig. 22
Adattamento delle funzioni di controllo
esistenti
b L’arresto di emergenza
E
1
2
3
A Fig. 23
180
Soluzioni generiche di sicurezza
Schneider Electric
7.7
Le funzioni di sicurezza
L’arresto di emergenza (C Fig.24) è destinato ad allertare o a ridurre gli effetti di
un potenziale pericolo per le persone, la macchina o il processo.
L’attivazione dell’arresto di emergenza è manuale.
A Fig. 24
Arresto di emergenza
L’arresto di emergenza deve:
- per la categoria di arresto 0: provocare l’arresto mediante sospensione
immediata dell'alimentazione di potenza agli attuatori di macchina (arresto
non controllato) o mediante disinnesto meccanico. Se necessario, è
possibile applicare un dispositivo di arresto non controllato (ad esempio
un freno meccanico).
- per la categoria di arresto 1: provocare l’arresto controllato mantenendo
l'alimentazione di potenza agli attuatori di macchina fino all'arresto della
macchina e sospendendo poi la potenza ad arresto avvenuto.
Il dispositivo di comando ed il relativo attuatore devono operare secondo
il principio dell'azione meccanica positiva (norma EN 292–2).
La funzione d'arresto d'emergenza deve essere disponibile ed operante in
qualsiasi momento, indipendentemente dal modo operativo.
Lo schema della Fig. 25 mostra un esempio tipico di arresto di emergenza:
7
A Fig. 25
Schema di arresto di emergenza tipico
Se il dispositivo di arresto di emergenza deve agire su più di un circuito,
lo schema di sicurezza diventa complesso.
Per questo motivo si consiglia di utilizzare un modulo di sicurezza.
Lo schema della Fig. 26 rappresenta la funzione di arresto di emergenza
per 2 circuiti.
A Fig. 26
Arresto di emergenza per 2 circuiti
Schneider Electric
181
Sicurezza delle persone
e delle macchine
7.7
7.8
Le funzioni di sicurezza
La sicurezza delle reti
Lo schema della Fig. 27 mostra l’associazione di un arresto di emergenza
con un variatore di velocità (arresto categoria 1).
A Fig. 27
7.8
Arresto di emergenza categoria 1
La sicurezza delle reti
I progressi della tecnologia, una maggior affidabilità e la comparsa di
nuovi standard hanno contribuito a far evolvere le reti industriali e rendere
possibile il loro utilizzo per applicazioni più esigenti in termini di sicurezza.
La maggior parte delle reti hanno una versione protetta; qui di seguito
verrà descritta la rete ASI che viene utilizzata a livello componenti.
Per ulteriori informazioni sulle reti, far riferimento al capitolo 9
Le rete industriali.
b AS-Interface (ASI)
AS-i (Actuator Sensor Interface) è un bus di campo di basso livello, nato
per ridurre notevolmente il cablaggio di sensori ed attuatori (soprattutto
digitali). Si tratta di una tecnologia non proprietaria, sviluppata da un
consorzio a cui aderiscono molte fra le più note case che operano
nell'automazione industriale.
Velocità, riduzione dei tempi d’installazione, riduzione dei costi,
semplificazione della manutenzione ed alta disponibilità sono le
caratteristiche di questa rete standardizzata.
La rete ASI è ideale per una trasmissione rapida e affidabile di piccole
quantità di dati in un ambiente industriale difficile.
v Integrità dei dati
L’insensibilità alle interferenze nella trasmissione dei dati è una
caratteristica importante nella messa in rete di rilevatori e attuatori in un
ambiente industriale. Grazie all’utilizzo di una codifica specifica APM
(alternating pulse modulation o modulazione alternata di impulsi) e al
controllo permanente della qualità del segnale, il bus ASI offre la stessa
integrità di dati degli altri bus di campo.
v I componenti utilizzati sulla rete ASI
Il logo ASI viene apposto sui componenti omologati dal centro test
indipendente ASI. Questo certifica che prodotti
provenienti da costruttori diversi funzioneranno
senza problemi su una rete ASI.
182
Schneider Electric
7.8
7.9
La sicurezza delle reti
Esempio applicativo
v Master e gateway, alimentazioni, ripetitori
Il cuore del sistema ASI è la presenza di una stazione Master o gateway
con capacità di diagnostica. I controllori programmabili comuni oltre che i
software PC possono sempre essere utilizzati poiché il componente
collegato al bus ASI è visto come un ingresso o un’uscita remotata.
L’alimentazione specifica garantisce anche un disaccoppiamento dei dati.
Appositi ripetitori consentono di estendere la rete oltre i 100 m garantendo
l’isolamento elettrico dei circuiti primari e secondari, aumentando così il
grado di sicurezza in caso di cortocircuito.
A Fig. 28
b Applicazione: controllo di un dispositivo di comando
Dispositivo di comando a due mani
su una pressa
a due mani su un bus ASI (Safety at work)
Gli operatori al comando di macchine pericolose possono incorrere in
lesioni gravi. Fra le macchine pericolose vi sono quasi tutte le
apparecchiature della famiglia delle presse idrauliche: presse,
punzonatrici, piegatrici, ecc...
La macchina viene spesso rifornita manualmente da un operatore.
Durante la fase di lavoro vi è un rischio maggiore aggravato dall’abitudine
e dalla ripetitività dei gesti.
I dispositivi di comando a due mani (C Fig.28) sono dispositivi che
obbligano l’operatore ad avviare l’operazione pericolosa azionando
simultaneamente con ciascuna mano due comandi distinti.
I dispositivi di comando a due mani comprendono due comandi e un
dispositivo di arresto di emergenza.
I quattro contatti di uscita dei due comandi (C Fig.29) sono controllati per
assicurare la loro interdipendenza.
A Fig. 29
Dispositivo di comando a due mani
su un bus ASI
7.9
Esempio applicativo
L’intervallo di tempo che separa la manovra dei due comandi non deve
superare i 500 millisecondi e i due comandi devono essere azionati
durante lo svolgimento completo del processo pericoloso della macchina.
L’applicazione descritta e rappresentata nella Fig. 30 consente di illustrare
in modo concreto alcune funzioni di sicurezza.
A Fig. 30
Esempio applicativo
Schneider Electric
183
7
Sicurezza delle persone
e delle macchine
7.9
Esempio applicativo
Il sistema comprende un controllore programmabile di media gamma che
controlla fino a 6 variatori di velocità; ciascun variatore alimenta un
motore e possiede un interruttore di protezione. Ogni motore possiede il
proprio contattore.
I variatori possono utilizzare le regolazioni di base o essere riconfigurati
con il software Power Suite.
Le alimentazioni: 400 V trifase e 230 V monofase sono distribuite ai diversi
componenti (400 V trifase per i variatori e 230 V per l’alimentazione
Phaseo). Tutti i variatori sono collegati filo a filo al controllore
programmabile.
La supervisione dei variatori si effettua da un terminale grafico touchscreen, configurato e programmato con il software VijeoDesigner.
Il terminale grafico è collegato al controllore programmabile con
collegamento Uni-Telway. Il controllore programmabile verrà configurato e
programmato con il software PL7 Pro.
Una colonna luminosa componibile indica lo stato reale del sistema (sotto tensione,
fuori tensione, motore(i) in funzionamento, attesa di conferma, arresto di emergenza).
L’interruttore principale è collegato in modo tale che se il sistema è
scollegato, il controllore programmabile sia sempre alimentato per
consentire le operazioni di diagnostica.
Poiché i variatori di velocità vengono utilizzati con la loro regolazione di
base, il software applicativo, in questo esempio, è ridotto alla sua più
semplice espressione. L’hardware è stato invece scelto con lo scopo di
controllare I/O complementari.
Opzioni:
Il sistema raggiunge il livello di sicurezza 4 con il modulo Preventa che
comanda i contattori dei variatori. Questo modulo, non soltanto
protegge i variatori, ma gestisce anche l’arresto di emergenza.
Il sistema integra anche una seconda opzione di sicurezza per un livello
di sicurezza 3 che provoca l’arresto automatico dei motori in caso di
apertura di una delle cassette.
Il modulo di sicurezza per i variatori di velocità è autoalimentato.
In caso di arresto di sicurezza il riavviamento potrà avvenire solo dopo tacitazione.
È possibile aggiungere un gateway (TSX ETZxx) verso il livello superiore
per comunicare via TCP/IP.
Questo schema può essere utilizzato per le seguenti applicazioni tipiche:
- Macchine automatiche di piccole e medie dimensioni.
- Macchine per l’imballaggio, macchine tessili, nastri trasportatori,
distribuzione e trattamento acque, ecc...
Sotto-sistemi automatizzati associati a macchine di dimensioni mediegrandi.
184
Schneider Electric
7.10 Le funzioni e i prodotti di sicurezza
7.10
Le funzioni e i prodotti di sicurezza
b Schneider Electric offre una vasta gamma di prodotti
di sicurezza.
Qui di seguito forniamo, illustrata da qualche esempio, una breve
presentazione delle diverse soluzioni Schneider Electric.
In funzione della complessità della macchina la soluzione può essere
costruita a partire:
- da un controllore mono-funzione configurabile che gestisce una sola
funzione.
- da un controllore multi-funzione in grado di gestire simultaneamente
due funzioni selezionabili da una base di 15 funzioni predefinite.
- da un controllore multi-funzione che utilizza un software per
configurare funzioni predefinite.
- da un controllore programmabile di sicurezza con relativo software per
realizzare una soluzione completa.
I collegamenti possono essere effettuati filo a filo o con rete ASI di sicurezza.
E Fig. 31
La tabella della Fig. 31 fornisce qualche esempio.
Controllori di sicurezza
Esempi di soluzioni
Il controllore è associato alle seguenti funzioni
Tipo di controllore
Gamma XPS
Mono-funzione
Arresto di emergenza
Protezione dei lavoratori
mediante barriere di protezione
Movimento di posizionamento
7
Categoria 4
XPS MP
Selezione di due
funzioni tra
15 predefinite
Categoria 4
Protezione delle dita e delle mani in zona pericolosa
Dispositivo di comando a due mani
Categoria 2
Categoria 4
XPS MC
Protezione di accesso dell’operatore in zona pericolosa
Funzione configurabile
mediante software
XPS MF
Controllore programmabile
di sicurezza Logiciel
Categoria 4
Arresto di un movimento pericoloso in qualsiasi zona
nell’area di lavoro
Categoria 4
Categoria 4
Protezione di un operatore che accede ad una zona
pericolosa
Protezione di un operatore che accede ad un insieme di
zone pericolose
Categoria 4
Categoria 4
Schneider Electric
185