Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
NEWSLETTER RICERCA E INNOVAZIONE N. 4
MONOGRAFIE
Cellulasi: bio-polishing
Molti tessuti, realizzati con fibre di natura cellulosica (cotone, lino, viscosa e lyocell), hanno la tendenza a formare lanugine, derivante
dalle fibre cortissime presenti sulla superficie
del filato.
Spesso la superficie del tessuto si ricopre di
pallottoline (pills) formate da parte della lanugine che, soprattutto in presenza di fibre sintetiche, può aggregarsi e rimanere ancorata
alle suddette fibre sintetiche presenti in mista. Tale fenomeno, negativo, prende il nome
di pilling, e riduce il valore commerciale del tessuto.
La prevenzione dal pilling, fenomeno assi complesso che dipende da numerosi parametri, può,
entro certi limiti, essere anche affrontato con
processi enzimatici che, tra l’altro, consentono anche di migliorare la mano del tessuto.
Il processo enzimatico che prevede l’utilizzazione della cellulasi, noto come bio-polishing,
permette non solo il miglioramento estetico del
tessuto legato all’eliminazione della peluria superficiale e delle fibrille morte ma anche il miglioramento del comportamento relativo alla
tendenza alla formazione di pilling.
La misura della tendenza alla formazione del
pilling può essere effettuata con varie tecniche ma il risultato è sempre espresso con un
valore numerico nel range 1¸5 (1=massima formazione di pilling, 5=minima formazione di pilling).
Nella tabella seguente sono posti a confronto i
comportamenti di due tessuti (tal quale e trattato bio-polishing) eseguendo il pilling: test con
abrasimetro Martindale.
Non trattato
Bio-polishing
Non
lavato
2
5
Dopo 5
lavaggi
2
4
Dopo 20
lavaggi
1
4
Valutazione della durevolezza del trattamento
Le cellulasi sono sistemi multienzimatici, costituiti da tre diverse tipologie di enzimi, che degradano, con un’azione sinergica, la cellulosa
attraverso reazioni di idrolisi.
In tali reazioni la cellulosa viene “spezzata” in
molecole più semplici, i suoi mattoni fonda-
mentali, accompagnata dalla formazione di acqua.
Il processo, grazie a tecniche di automazione,
consente una “degradazione controllata” minimizzando gli inconvenienti, presenti nei processi tradizionali, quali, per esempio, la diminuzione della resistenza meccanica.
Assume altresì importanza la composizione del
sistema cellulasi, in relazione alle tre tipologie
di enzimi che lo compongono, per rendere massimi gli effetti positivi (mano e resistenza al
pilling) e rendere minima la diminuzione di resistenza meccanica.
Con il trattamento, le cellulasi agiscono sulle
fibrille “tagliandole” o “indebolendole”. Successivamente, l’azione meccanica delle macchine, rimuove completamente le fibrille dalla superficie.
Ricostruzione tridimensionale di una cellulasi
Ne consegue che il processo di bio-polishing è
una combinazione di azione enzimatica e meccanica. I parametri da tenere sotto controllo
sono quindi “chimici” (pH, temperatura…) e
“meccanici” (velocità delle macchine, durata
del processo…).
La cellulasi, ovviamente, comporta una perdita di peso del tessuto che può oscillare dal 27%.
Se il bio-polishing è generalmente eseguito dopo
trattamenti a umido come la sbozzima, la sbianca o la mercerizzazione, trattamenti che rendono il tessuto più pulito, più idrofilo e più “accessibile” per le cellulasi. In queste condizioni
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
1
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
sono richieste minori concentrazioni di enzima
rispetto a quelle che sarebbero necessarie, per
ottenere gli stessi risultati, operando sul tessuto grezzo
Un discorso a parte va fatto per i tessuti già
tinti, poiché ci possiamo trovare di fronte a
situazioni molto differenziate; più precisamente:
· i manufatti tinti con i coloranti al tino, che
sono intrappolati all’interno delle fibre, non
mostrano significative interferenze con il trattamento enzimatico in oggetto;
· i coloranti diretti, che sono generalmente
costituiti da grosse molecole ancorate in vario
modo (con legami ionici e forze di Van der
Waals) alla superficie delle fibre, riducono il
contatto degli enzimi con le fibre, rendendo
più difficile il processo;
· i coloranti reattivi possono, a seconda della
specifica tipologia degli enzimi, rendere più o
meno difficoltosa l’azione delle cellulasi.
E’ importante ricordare inoltre che il trattamento enzimatico su materiale tinto comporta
generalmente uno sbiadimento del colore.
L’affinità tintoriale tende invece a non cambiare dopo il bio-polishing, in quanto non si ha
una modificazione della struttura cristallina
delle fibre.
Cellulasi: bio-stoning
Poiché le cellulasi agiscono sulla parte “superficiale” delle fibre, si intuisce subito come quest’ultime possano risultare particolarmente
adatte a generare un aspetto invecchiato nei
capi ed, in particolare, in quelli realizzati con
tessuto denim (jeans).
Nei capi in denim, l’aspetto invecchiato è ottenuto grazie ad una parziale rimozione del
colorante indaco, assorbito sulla superficie delle
fibre dei filati d’ordito, a causa di un’elevata
defibrillazione (degradazione) della superficie.
In pratica si realizza la rimozione dell’indaco,
operata in modo casuale sul capo, che causa
l’esposizione degli strati interni e bianchi (perché non colorati) della fibra.
Con la cellulasi si sostituisce il tradizionale stone
wash ovvero il lavaggio e sfregamento con pietra pomice il quale produce un’abrasione della
superficie con rilascio dell’indaco.
L’effetto della cellulasi è analogo a quello dello
stone wash tuttavia, la minore azione meccanica, comporta una minore diminuzione della
resistenza meccanica del tessuto ed un minor
numero di capi danneggiati.
Purtroppo, particolari effetti di finissaggio, non
si possono ottenere coi i soli enzimi e, pertan-
to, può essere necessario un uso combinato di
pomice ed enzimi.
Uno dei maggiori problemi durante il bio-stoning è la tendenza del colorante distaccato a
depositarsi nuovamente sui capi, fenomeno
noto come backstaining. Tale fenomeno, che
attenua fortemente il contrasto blu/bianco del
capo, è indesiderato.
Formula chimica del colorante indigo
Le cellulasi commercialmente reperibili sono
prevalentemente ottenute da Humicola insolens e Trichoderma reesei, e la maggior parte
degli studi si concentra su queste ultime.
Dati sperimentali indicano che gli enzimi neutri
derivati da Humicola insolens danno una rideposizione assai più significativa di quelli acidi
derivati dalla Trichoderma reesei. Il pH è dunque un fattore fondamentale nel controllo del
backstaining (la classificazione delle cellulasi
in neutre e acide è fatta in base al range di pH
di utilizzazione).
Impiegando cellulasi neutre la rimozione massima la si ha con pH=6 (fino a pH=7 si ha comunque un’ottima rimozione) mentre, impiegando cellulasi acide, la massima rimozione si ha
con pH=5.
Le cellulasi acide garantiscono lo stesso livello
di abrasione di quelle neutre ma ad un concentrazione assai minore.
Il motivo della differenza di backstaining fra
cellulasi acide e neutre non è noto con esattezza.
Alcuni studi indicano che la capacità delle cellulasi di essere assorbite dal substrato di cotone è un altro fattore: queste conclusioni sono
confermate dall’uso dei detergenti che desorbiscono le cellulasi per ridurre il backstaining.
Il fenomeno backstaining è infatti legato, in
prevalenza, alla capacità delle cellulasi di legarsi al colorante rimosso; tale dato è confermato dal miglioramento del fenomeno indotto
dall’uso delle proteasi; quest’ultime sono costituite da enzimi che, prevenendo la formazione di legami fra cellulasi e colorante, diminuiscono ovviamente la possibilità di rideposi-
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
2
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
zione del colorante stesso (in tal senso esistono sia brevetti che lavori accademici). Ovviamente un ottimo rapporto fra cellulasi e proteasi e un pH ottimale è essenziale per ottimizzare i benefici.
Sono in corso studi sull’uso combinato dei due
enzimi commercialmente reperibili per ottimizzare il bio-stoning.
Un aspetto da non sottovalutare è, infine, il
“costo ambientale” del processo. E’ necessario infatti rimuovere dall’aria CO2 o idrocarburi
e dalle acque reflue sia prodotti organici inquinanti (COD, per esempio), che soprattutto
pomice e sali di cloro.
Le quantità di inquinanti sono diverse nei trattamenti stone-wash e bio-stoning; la tabella
seguente fornisce un’indicazione delle differenze
di costi.
Costi ambientali
Pomice ................. Pomice + Enzima ....... Enzima
Aria
8,31 .................... 5,57 ........................ 4,13
Acqua
28,10 .................. 20,16 ...................... 16,37
Prodotti di scarto
8,01 .................... 1,26 ........................ 0,62
Totale
38,42 ................. 26,99 ..................... 21,12
I costi (Fonte OECD), espressi in dollari, si riferiscono alla produzione di 100 Kg di jeans
Cellulasi: detergenti
Gli enzimi sono stati usati nell’industria dei detergenti fino dalla metà degli anni ’60. Essi forniscono una soluzione ecologica alternativa all’uso dei tradizionali prodotti chimici quali fosfati o agenti sbiancanti.
In genere si usano “cocktail” enzimatici composti da lipasi, amilasi e cellulasi.
Le cellulasi, capaci di modificare la struttura della cellulosa intervenendo sulle fibrille, vengono
aggiunte ai detergenti per migliorare la brillantezza del colore, per migliorare la mano e rimuovere lo sporco. In particolare i capi di cotone o di sue
miste, a causa dei ripetuti lavaggi, tendono a ricoprirsi di
peluria. Ciò è principalmente
dovuto alla presenza di fibrille,
parzialmente staccate sulla su-
perficie del capo, che devono essere rimosse
per ridare al capo una mano gradevole e l’aspetto originale. Inoltre, la rimozione delle fibrille,
dona sofficità al capo e rimuove lo sporco che
vi rimane intrappolato. Questo risultato si ottiene aggiungendo cellulasi ottenute dal microrganismo Humicola insolens, attivo in condizioni debolmente alcaline (pH 8,5-9) ed a temperature attorno a 50°C, nelle
comuni polveri.
Negli ultimi anni si è iniziato ad
utilizzare le cellulasi per prevenire la formazione di schiuma durante l’uso dei detergenti.
Sebbene il costo totale relativo
alle cellulasi all’interno del detergente rappresenti solamente
lo 0,4%, alcune industrie lo giudicano troppo elevato, per cui
stanno cercando soluzioni alternative e più economiche.
Ricostruzione tridimensionale di una cellulasi per detergenti
PUBBLICAZIONI
Finissaggio a raggi elettronici
L’assorbimento e la permeabilità all’acqua, così
come al vapore acqueo, sono proprietà importanti, specialmente per quei capi a diretto contatto con il corpo, in quanto ne aumentano il
confort.
Tecnicamente è possibile migliorare le proprietà delle fibre naturali e sintetiche rendendole
più idrofile.
Per far questo i ricercatori sono partiti da una
soluzione di polivinil alcol, ottenuta sciogliendo l’alcool in polvere in acqua a 95°C e aggiungendo, in un secondo momento, un picco-
lo quantitativo di acido acrilico. Con la soluzione ottenuta che ha, più o meno, la densità
del miele, è stato spalmato un piccolo strato
(circa 25 mm) sul tessuto che, successivamente, è stato sottoposto ad un bombardamento con fascio di elettroni.
Il polivinil alcool reagisce così con l’acido acrilico ed, attraverso quella che in chimica è definita come una reazione di reticolazione, costituisce una sorta di “rete” superficiale sul
tessuto.
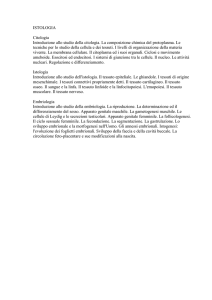
La Figura 1, a pagina seguente, mostra come,
su tessuti di cotone, cotone/poliestere nylon,
aumenti significativamente la capacità di as-
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
3
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
sorbire acqua all’aumentare della quantità di
acido acrilico.
In particolare questo si verifica per il nylon.
I ricercatori hanno sottoposto i tessuti trattati a numerosi lavaggi verificando la variazione
dell’idrofilia: il processo può essere definito durevole, come si evince dai risultati riportati in
Tabella 1.
E’ stata anche preparata una nuova soluzione
di polivinil alcool aggiungendo alla precedente
un piccolo quantitativo di metilenbisacrilammide, cioè un composto che facilita la reazione
di reticolazione. Questa nuova formulazione,
pur aumentando l’idrofila dei singoli tessuti, non
ha dato i brillanti risultati di resistenza ai lavaggi descritti per il precedente trattamento.
Un altro dato che vale la pena di sottolineare
è l’incremento di tingibilità di tessuti trattati
con coloranti cationici, diretti e reattivi; questo effetto è legato ad un netto aumento dell’affinità tintoriale dei tessuti trattati nei riguardi delle classi di coloranti citate.
Figura 1
Tabella 1
Acido
acrilico
Cicli di
lavaggio
Cotone
Assorbimento di acqua (%)
Cotone /poliestere
50/50
Cotone /poliestere
35/65
Nylon-6
6%
6%
6%
6%
nessuno
10
15
25
85
83,5
83,5
83,5
97
92,3
91,2
91,2
165
150
135
131
138
134
129
129
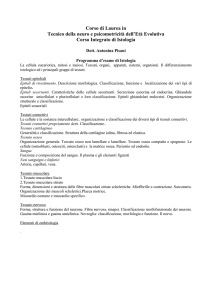
Fotografie al microscopio a scansione elettronica (SEM):
tessuto di cotone non trattato (sinistra) e tessuto trattato (destra)
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
4
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
RICERCHE
Lavaggio ad “alta” pressione di tessuti
Uno dei processi più lunghi e costosi, nella produzione di tessuti, è la rimozione degli ausiliari
della tintura e del colorante non fissato. Peraltro un corretto lavaggio è fondamentale per
la qualità dei prodotti finiti.
Nel caso di
processi continui esso può
essere realizzato con una
serie di 12 o,
addirittura, 20
vasche.
L’operazione,
ovviamente,
implica l’utilizzazione di rilevanti quantità d’acqua.
Tr a e n d o
spunto dal
fatto che, in
molti settori
industriali, per
aumentare l’efficienza dei lavaggi, si usano getti
d’acqua ad alta pressione, è stata sviluppata
una macchina (per ora è in realtà un prototipo
da laboratorio) in grado di lavare tessuti ad
“alta pressione” minimizzando, così il fabbisogno di acqua e, quindi, riducendo i costi.
I primi test, eseguiti su un tessuto di cotone
standard, hanno evidenziato problemi di migrazione del colore nel caso di tinture con coloranti diretti che, invece, non sono stati osservati con coloranti reattivi.
I test successivi sono stati condotti col medesimo tessuto di cotone standard, tinto con
coloranti reattivi, misurando il pH nelle acque
di scarico come parametro per la valutazione
dell’efficienza del processo.
La macchina è costituita da ugelli in grado
spruzzare acqua fino ad una pressione di 150
psi (circa 10,5 bar). Quella in eccesso è raccolta in un’apposita vasca da cui, una volta
decontaminata parzialmente dagli inquinanti
chimici, viene riciclata. Non si è superata
la pressione di 150 psi,
in quanto, al di sopra
di questa, il tessuto di
cotone usato come
standard può deformarsi.
Figura 1: efficienza del
lavaggio al variare della pressione
Si è passati quindi a
studiare quale fosse l’angolo ottimale d’incidenza dell’acqua sul tessuto (Figura 2) e, solo
successivamente, si è deciso di insufflare aria
a 73 psi (circa 5 bar) in modo da aumentare la
superficie di contatto dell’acqua col tessuto
stesso. Questo ha comportato un aumento di
efficacia dei lavaggi (Figura 3).
Per aumentare ulteriormente le proprietà detergenti l’acqua viene riscaldata fino a 140 °F (60°C).
Il tessuto viene lavato ad una velocità di circa
15 m/minuto.
La ricerca, attualmente in corso, è effettuata
dal National Textile Center statunitense.
Figura 2 (sinistra) e Figura 3 (destra): le serie di test state condotte a 125 psi (circa 8,5 bar)
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
5
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
Capi ad alta visibilità
Alta visibilità e luminosità sono requisiti richiesti ai capi indossati dalla protezione civile, dai
soccorritori, ecc. Esistono comunque, per questa particolare tipologia di prodotti, numerose
altre applicazioni di tipo industriale, domestico
e sportivo.
I tessuti utilizzati a tale scopo devono rispondere alle norme EN 471 (visibilità) e DIN 67510
parte 4 (luminosità).
Esistono due tipi
di coloranti luminosi: uno a
base di solfuro
di zinco e l’altro
a base di alluminati di stronzio.
Entrambi sono
facilmente reperibili e possono
garantire una
notevole varietà di effetti luminosi; purtroppo i coloranti luminosi non possono essere combinati con pigmenti colorati
Un’azienda scozzese ha sviluppato una pasta
che contiene, miscelati, pigmenti colorati e luminosi.
La pasta presenta i seguenti aspetti innovativi:
· i colori incorporati garantiscono un’elevata
visibilità diurna, mentre i pigmenti fluorescenti un’elevata visibilità notturna;
· non è né tossica né radioattiva;
· può essere addizionata con additivi in modo
da rendere il capo resistente alla fiamma e
al fuoco;
· può essere applicata con i normali impianti
senza necessità di modifiche;
· gli effetti luminosi sono di notevole durata.
In un primo momento sono stati prodotti una
serie di colori/pigmenti luminosi e fluorescenti
che consentono di ottenere capi ad elevata
visibilità diurna e notevole luminosità notturna.
I capi prodotti rispondono ampiamente ai limiti
della normativa DIN 67510 parte 4: il Deutchse Institut Number è oggi l’unico test certificato per la luminosità e richiede, in estrema
sintesi, che un prodotto emetta un minimo di
2,8 millicandele dopo 60 minuti.
Sono, fino ad ora, stati preparati due tessuti
con le seguenti caratteristiche:
· L-Tex medium che emette 5 millicandele dopo
60 minuti
L-Tex Heavyweight che emette 9 millicandele dopo 60 minuti
Ovviamente le performance dei due tessuti
possono essere aumentate o diminuite aumentando o diminuendo la quantità di pasta.
L’azienda sta attualmente migliorando il prodotto e sta cercando partner a livello tecnico,
commerciale e produttivo.
·
BREVETTI
Biostoning
L’oggetto di questa invenzione è un processo
enzimatico per l’ottenimento dei tessuti denim
dall’aspetto invecchiato, minimizzando o rendendo nulla la perdita di resistenza del capo.
Tale processo si configura come un’alternativa
enzimatica al tradizionale stone-wash; esso,
tuttavia, può essere adattato per ottenere
tutti gli effetti che comportano una riduzione
localizzata del colore.
Il trattamento consta di varie fasi:
1. Rivestimento con un polimero biodegradabile: si riveste o il filato o il tessuto o il
capo con un polimero biodegradabile (si usa lo
xiloglucano perché esso è capace di instaurare forti legami con la cellulosa). Il rivestimento
è ottenuto per immersione del filato o del tessuto o del capo in una soluzione del polimero
con concentrazione variabile da 0,005% a 50%
in dipendenza dalla purezza del polimero stesso.
2. Tintura: si tinge il filato o il tessuto o il
capo con l’indaco coi metodi tradizionali (nel
brevetto comunque si danno ricette di massima)
3. Sbozzima: è una fase di lavorazione opzionale, ma consigliata, che si esegue coi metodi
tradizionali (nel brevetto comunque si danno
ricette indicative).
I trattamenti successivi possono solamente
avvenire in capo o in pezza.
4. Biostoning: il trattamento avviene per immersione in un bagno acquoso contenente xiloglucanasi (particolari enzimi prodotti da funghi o batteri), che, degradando lo xiloglucano,
provoca un’abrasione chimica che scopre le
parti bianche del tessuto sottostante. E’ possibile usare, contemporaneamente, pietra pomice (da 0,25 a 1Kg per kg di jeans a seconda
dell’enzima specifico usato e dell’effetto da
ottenere) causando, tuttavia, una maggiore
riduzione della resistenza del tessuto/capo. Se
si usa per esempio l’enzima prodotto dall’Aspergillus aculeatus le condizioni di processo sono:
pH 3-6, 30-60°C, 0,1¸1000 mg di enzima per g
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
6
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
di tessuto/capo da trattare, 10-120 minuti.
L’inattivazione dell’enzima, da attuarsi quando
l’effetto desiderato è raggiunto, consiste nel
portare il bagno ad una temperatura di 70100°C e un pH>9,5 per 10-20 minuti.
5. Processi successivi: si possono prevedere
successivi processi di finissaggio come lavaggi
per pulire il tessuto, blande sbianche con acqua ossigenata (di cui si danno ricette indicative) per variare il tono di blu o trattamenti
con agenti brillantanti (brightening agents) o
ammorbidenti.
I tessuti trattabili sono ovviamente cellulosici
(cotone, viscose, rayon, ecc), ma è possibile
lavorare anche loro miste sia con fibre sintetiche, sia naturali.
Il brevetto è stato realizzato dalla società Novozymes, leader mondiale nella produzione di
enzimi.
Bio-sbozzima e bio-stoning contemporanei
La presente invenzione riguarda un trattamento
enzimatico dei tessuti denim, che opera, contemporaneamente, sbozzima e stone-wash, garantendo una buona distribuzione/uniformità del
colore ed un ottimo grado d’invecchiamento.
Il processo prevede l’uso contemporaneo di un
cocktail enzimatico costituito da:
· Endoglucanasi abrasiva: è una cellulasi
che, attaccando/degradando superficialmente le fibre del tessuto di cotone, provoca
una variazione di colore locale e quindi un
effetto d’invecchiamento (è l’enzima responsabile del bio-stoning).
· Endoglucanase livellante: è una cellulasi
capace di minimizzare la formazione di striature che comunemente si formano sui tessuti durante i processi di stone-wash con
pomice o enzimatici (è un enzima che ottimizza il bio-stoning).
· Enzima amilolitico: è un enzima capace
di scindere l’amido (polimero naturale costituente la bozzima presente nei filati di ordito) nelle sue unità di base fondamentali e
cioè nel D-glucosio (monomero costituito da
uno zucchero semplice). Quest’ultimo essendo solubile in acqua viene perciò rimosso dal substrato tessile. A causa di questa
G1
G2
G3
G4
Valutarore 1
A1
A3
B4
B2
Valutarore 2
A3
A1
B2
B4
trasformazione viene minimizzata, se non
impedita, la sua successiva riprecipitazione
sul tessuto migliorando la mano, il grado di
colore e rendendo il tessuto più ricettivo
verso i successivi trattamenti (è l’enzima
responsabile della bio-sbozzima).
Per comprendere l’importanza dell’endoglucanase livellante, è stato un test comparativo
fra un tessuto trattato con un sistema a tre
enzimi (endoglucanasi abrasiva, endoglucanase livellante, enzima amilolitico) ed uno a due,
cioè privo di endoglucanase livellante. Da ogni
tessuto trattato sono stati estratti due campioni: A1 e A3 per quello trattato con il sistema a tre enzimi e B2 e B4 per quello trattato
con due enzimi.
I risultati sono stati valutati da 5 persone che
hanno espresso con valori da G1 a G4 il grado
di striatura (G1 indica il minimo grado di striatura, mentre G4 indica il massimo: vedi Tabella
1).
Come si vede dalla tabella, il sistema a tre
enzimi permette di ottenere un minor grado di
striatura ed una maggiore distribuzione/uniformità del colore.
Ambedue le cellulasi sono ottenuti da funghi,
ovviamente diversi, attraverso tecniche di ingegneria genetica. L’enzima amilolitico è un’amilasi di origine batterica: nel brevetto si citano
quelle più efficaci.
Il processo è condotto in batch ad un pH compreso fra 5 e 8, per un tempo variabile da 1 a
24 ore e con un rapporto tessuto/bagno far
15:1 e 5:1; le quantità degli enzimi devono
essere comprese fra:
· 5 e 8000 ECU* per litro per le endoglucanasi
· 10 e 10000 KNU* per litro per l’enzima amilolitico
E’ possibile inoltre aggiungere un agente stabilizzante, quale il Ca2+, nella quantità di 10-10
mMol e un tampone (fosfati, borati, acetati..)
per tenere sotto controllo il pH durante il processo.
* Sia ECU (acronimo di Endo-cellulase Unit)
che KNO (acronimo di Kilo Novo alfa Amylase)
sono due unità di misura che quantificano l’attività catalitica in condizioni standard: la differenza fra ECU e KNO consiste nelle diverse
condizioni standard utilizzate.
Tabella 1
Valutarore 3
A3
A1
B2
B4
Valutarore 4
A3
A1
B2
B4
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
Valutarore 5
A3
A1
B2
B4
7
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
CURIOSITA’
Proprietà intellettuale
Tutti pensano che il brevetto sia un modo,
che la legge fornisce, per avere l’esclusivo diritto di produrre, e quindi commercializzare, una
propria invenzione. Il temporaneo “monopolio”
che ne deriva consente di ripagare gli investimenti della ricerca.
Il “mondo” dei brevetti è, in realtà, sorprendentemente più articolato e nasconde parecchie insidie per gli sprovveduti che lo affrontano senza conoscerlo.
Quando si fa una scoperta o si realizza, per
esempio, un nuovo macchinario, per prima cosa
si deve decidere se sia conveniente, o meno,
brevettarla; questa prima decisione è forse la
più importante.
Brevettando, infatti, si è costretti a fornire
importanti informazioni, che potrebbero essere sfruttate da altre aziende per entrare in
concorrenza. Alcuni uffici, che si occupano di
brevetti, sostengono che, con il conseguimento del brevetto, si perde almeno l’80% del segreto.
Non brevettando, si mantiene totalmente il
segreto ma, in questo caso, la discrezione dei
dipendenti è fondamentale; alla minima fuga di
notizie qualcun altro ci può sottrarre la paternità dell’idea, rivendicarne i diritti e, facendola
sua, impedirci addirittura di sfruttarla.
Quando si decide di brevettare è opportuno
aver regolato, con tutti i dipendenti che abbiano partecipato alla ricerca, i rapporti per lo
sfruttamento dei diritti, magari ricorrendo a
scritture che integrino i contratti collettivi.
Senza questo accorgimento potrebbero insorgere, successivamente, spiacevoli contenziosi.
Le cose sono assai più complicate se, per esempio, la ricerca è stata condotta da istituiti
esterni. In questi casi gli accordi devono essere stipulati valutando attentamente la normativa vigente nonché eventuali regolamenti
interni e le posizioni lavorative di tutti coloro
che partecipano alla ricerca.
Per esempio, nel caso in cui vi sia un accordo
con un’università, essa può avere uno specifico regolamento interno, che prevede che il
lavoro di supervisione sia svolto da un ricercatore (dipendente diretto dell’università), mentre il lavoro materiale possa essere svolto da
laureandi (cioè studenti), borsisti (collaboratori a contratto con l’università o con l’azienda) o dottorandi (formalmente ancora studenti). In questo caso è opportuno valutare la
posizione di tutte le figure professionali in gio-
co ed, eventualmente, prevedere accordi specifici con i singoli.
Se più aziende partecipano alla ricerca occorre formulare accordi ben precisi per la definizione delle relative responsabilità in fase di ricerca, ma anche dei rispettivi diritti in fase di
sfruttamento della scoperta. Il tutto si complica se i partner sono di diverse nazioni; in tal
caso ci si può avvalere del progetto europeo
(IPR-Helpdesk) che fornisce un’assistenza legale continuativa durante la fase di sviluppo.
Quando si è deciso di brevettare la scoperta si
pone il problema di come brevettarla (ovviamente si dà per scontato che si sappia che
non esistono altri brevetti, precedenti, che lo
impediscano).
Nel brevettare la scoperta si deve fornire solo
l’informazione tecnica essenziale per tentare
di minimizzare i rischi di concorrenza da parte
di altre aziende.
E’ altresì importante definire in quali stati si
desidera che il brevetto abbia valore, dal momento che non esiste un brevetto mondiale e,
neppure, europeo. Questo è un fattore rilevante perché ottenere un brevetto in uno stato ove non si ha mercato, comporta un notevole spreco di tempo, energie e capitali!
E’ opportuno far rilevare che le procedure di
apertura di un brevetto possono richiedere uno
o due anni, ma esse possono essere “artificiosamente” prolungate fino, addirittura, a dieci
anni.
Esiste, infatti, un altro aspetto, meno etico,
del problema che consiste nell’uso del brevetto come “arma” per colpire gli interessi dei concorrenti. Mediante brevetti costruiti “artificiosamente” da abili consulenti e/o procedure brevettuali che sono mantenute “volutamente”
sempre aperte, è possibile tutelare i propri interessi a danno di altri.
Superato il problema del brevetto si pone quello
della produzione.
Se si decide di far produrre la scoperta a terzi,
è opportuno, anche in questo caso, tutelarsi
accordandosi con il produttore sia per lo sfruttamento dei diritti dell’invenzione, sia per “costringerlo” a produrre almeno un lotto minimo.
Non è raro, infatti, che talune aziende abbiano
interesse ad acquisire i diritti di una scoperta
per impedirne, di fatto, la produzione. Chi produce un modello obsoleto di una macchina,
che tuttavia trova ancora collocazione sul
mercato, ha interesse ad acquisire i diritti di
quella nuova per farla entrare in produzione
solamente quando quella obsoleta risulterà invendibile, magari dopo diversi anni.
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
8
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
Gli argomenti sopra descritti sono stati ultimamente discussi nel seminario informativo organizzato da Firenze Tecnologia sulla “Proprietà
Intellettuale” – Firenze, 13 dicembre 2004.
Catene da neve in poliestere
Quando Henry Ford aveva problemi ad uscire
di garage a causa della neve o del ghiaccio,
sua moglie era solita stendere un tappeto davanti ai pneumatici, cosicché Henry poteva
tranquillamente andare a lavoro. L’idea di usare tessuti come “catene da neve” rimase nell’aria fino a che, Bard Lotveit, scoprì che il
cotone aveva sorprendenti proprietà di aderenza.
Successivamente Bard Lotveit ebbe l’idea di
sostituire il cotone col
poliestere viste le sue
migliori caratteristiche
di resistenza.
Da qui, dopo successivi sviluppi, dovuti anche a un gruppo di ingegneri norvegesi che
hanno collaborato negli
anni ’90 con un laboratorio statunitense,
sono nati gli attuali dispositivi in tessuto che
sostituiscono le catene
da neve, cioè i “calzini
da neve” (AutoSock).
In realtà, in condizioni
estreme e per lunghe
percorrenze, le catene tradizionali non sono
sostituibili. I calzini da neve sono adatti solo
per le situazioni in cui la durata del percorso
ghiacciato o innevato è breve (alcuni chilometri) e non giustifica il tempo e la difficoltà di
montaggio delle normali catene.
La difficoltà di guida, che si riscontra in presenza di fondo ghiacciato od innevato, deriva
dalla diminuzione del coefficiente d’attrito. Un
sottile film d’acqua, che si forma tra il pneumatico ed il terreno ghiacciato o innevato,
determina il valore di tale coefficiente.
Laddove il film è più sottile (frizione secca) si
ha maggior coefficiente di attrito e quindi una
maggiore aderenza; mentre, laddove il film è
più spesso (frizione umida) si ha minor coefficiente di attrito e quindi difficoltà di guida.
I “calzini da neve”, grazie alla loro struttura,
rendono massima
la superficie di
contatto
fra
pneumatico e
ghiaccio o neve,
cosicché si verifica un aumento
del coefficiente
di attrito sia nella zona di frizione secca, sia in
quella di frizione
umida. In generale sia ha un significativo aumento di aderenza della vettura.
Immagine di un “calzino da neve” di prima
generazione
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
9
Newsletter n. 4
UNIONE INDUSTRIALE PRATESE
I tessuti utilizzati per produrre i “calzini da
neve” sono di tipo ortogonale, doppia faccia
d’ordito realizzati con multifilamenti paralleli in
poliestere sia in ordito, sia in trama.
I “calzini da neve” hanno il vantaggio di presentare una bassa rumorosità in fase di marcia, di poter essere agevolmente montati, di
essere lavabili in lavatrice, di essere compatibili con l’ABS che, invece, deve essere disinserito utilizzando le catene da neve. Inoltre
essi possono essere montati anche sulle vetture per le quali non è possibile montare le
normali catene.
I calzini da neve però non rientrano (almeno
per la legge italiana) nella categoria delle catene da neve propriamente dette, per cui non
possono essere impiegati qualora sia previsto
l’obbligo di transito con catene o pneumatici
da neve (è in corso la procedura di omologazione).
UNIONE INDUSTRIALE PRATESE - Newsletter Ricerca e Innovazione n. 4 del 12/1/2005
10