caricato da
ilyplutone
Stratificazione: Strumento di Qualità per l'Analisi dei Dati

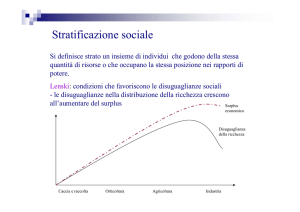
STRATIFICAZIONE Terzo strumento della qualità è la STRATIFICAZIONE. I dati raccolti provengono da fonti diverse: Fornitori diversi; Clienti; Prodotti; Linee produttive diverse, ecc… La stratificazione è un metodo di classificazione in gruppi omogenei dei dati relativi ad un certo fenomeno. La stratificazione per gruppi omogenei consente di cogliere eventuali differenze e quindi focalizzarsi sul problema. Mi serve per indagare in maniera più approfondita il problema e per tentare di capire in maniera più agevole dove si trova la causa del problema stesso. PERCHÉ SI STRATIFICA? a. Si stratifica per meglio capire il problema e quindi evidenziare differenze significative. b. Significa suddividere i dati raccolti in gruppi omogenei. c. Le suddivisioni logiche sono dette fattori di stratificazione che per esempio, si può stratificare rispetto a due linee di prodotto, supponiamo che il bicchiere venga prodotto dall’azienda A e venga realizzato su due linee di produzione identiche, il primo fattore di stratificazione dei dati può essere la linea di produzione e supponendo che ciascuna linea operi su tre turni posso fare una seconda stratificazione rispetto al turno di lavoro e quindi da un gruppo disomogeneo di dati probabilmente (la disomogeneità la capisco dal modo in cui i dati si sono mostrati cioè dalla forma dell’istogramma) posso fare una prima stratificazione e suddividere i gruppi in due gruppi rispetto la linea di prodotti e poi posso suddividere ogni gruppo di dati di ciascuna linea in 3 sottogruppi relativo al turno di lavoro e in totale avrò 6 sottogruppi di dati la cui provenienza sarà certamente più omogenea rispetto al macro gruppo iniziale. Esempio 1: In un reparto, in cui si sta analizzando un difetto di produzione, sono stati rilevati i seguenti dati mostrati nell’istogramma di sinistra e stratificando ottengo i dati relativi al primo turno di lavoro e quelli relativi al secondo turno di lavoro. Questo è il caso del diagramma bimodale che è frutto della sovrapposizione di due classi di dati disomogenee le uni rispetto alle altre. Quali sono in ambito industriale i fattori classici di aggregazione e quindi di stratificazione? Tempo: immagino una macchina che esegue una determinata lavorazione che a causa di una serie di processi di usura inizia a realizzare dei componenti fuori specifica e dopodiché si esegue l’operazione di manutenzione o sostituzione del componente della macchina e la produzione torna in linea con quelle che sono le specifiche di progetto per poi andare in deriva verso la produzione di pezzi fuori specifica man mano che si verifica il fenomeno di usura e in questo caso stratificare rispetto al tempo può risultare fondamentale per capire una cosa del genere. Materiale: molto spesso lo stesso tipo di materiale può provenire da diversi fornitori o può esserci consegnato in periodi dell’anno diversi e quindi può aver subito delle compromissioni dovute a sbalzi termici. Metodi di controllo o misura: la prima cosa da fare quando ci troviamo di fronte a un aspetto anomalo è verificare se i dati delle misurazioni siano state effettuate dalla stessa persona o da persone differenti. La prima stratificazione tipicamente si fa in base alle modalità di ispezione, quindi gli strumenti con cui è stata fatta la misura e agli operatori che hanno eseguito ed effettuato la misura stessa. Esempio 2: Abbiamo rilevato che il 4,5% dei pezzi che compriamo da fornitori esterni sono difettosi. E quindi se i fornitori saranno più di uno allora stratificheremo rispetto ai fornitori perché potrebbe essere che di n fornitori supponiamo 5 e uno solo di questi abbia delle problematiche e a quel punto risolviamo in problema in maniera semplice o rinunciando alle forniture da parte di quel fornitore o comunicando al fornitore stesso le problematiche. (Analisi dei difetti stratificandoli per fornitore). Esempio 3: In un’azienda meccanica ci sono tre macchine fresatrici la cui produzione totale ha uno scarto del 10%. Stratificando rispetto alle macchine potremmo pensare di trovare che una delle macchine è l’unica che genera scarti oppure quel 10% è il prodotto di due delle tre macchine oppure se siamo sfortunati potremmo non arrivare a trovare niente e stratificando rispetto alle tre macchine potremmo trovare una difettosità del 10% anche a valle della stratificazione e a quel punto o stratifichiamo ulteriormente magari rispetto all’operatore oppure vuol dire che la problematica non è sulla macchina, ma su un'altra fase del nostro processo produttivo. (Analisi degli scarti stratificandoli per tipo di macchina). Esempio 4: Se analizziamo il tempo di fermo impianto di un reparto produttivo potremmo pensare di stratificare i valori rispetto alle macchine, i turni o le cause. (Stratificare i valori di fermo: - Sulle diverse macchine; -Nei diversi turni; -Per diverse casuali.) L’obiettivo è sempre lo stesso: 1. È quello di “Far parlare” i dati attraverso l’individuazione dei fattori di aggregazione che possono essere più significativi ai fini dell’analisi. 2. Aumentare l’efficacia di tutti gli altri strumenti. Esempio 5: Una piccola azienda produceva componentistica meccanica per l’aviazione militare. Uno dei componenti, in produzione da più di 2 anni, era un albero di alta precisione, prodotto in quantità di alcune migliaia al mese, virtualmente senza difettosità. Oltre a dovere soddisfare una rigidissima tolleranza dimensionale, ciascuna unità richiedeva una superficie estremamente lucida, priva di graffi, difetti o macchie visibili di qualsiasi tipo. Negli ultimi 3 mesi il cliente riscontrò una difettosità variabile tra il 4% ed il 7% dovuta a superfici macchiate. Cento di tali unità furono inviate al fornitore con i cartellini del controllo qualità, con informazioni relative al lotto di provenienza. Per ciascuna unità fu possibile identificare: 1. Materia prima del fornitore A oppure B; 2. L’operatore che aveva prodotto il lotto (4 operatori); 3. Turno del mattino e del pomeriggio; 4. Particolare prodotto con macchina 1 o con macchina 2. I 100 casi di difettosità vennero quindi stratificati a turno per ciascuna di queste quattro variabili. Unità scartate dovute ad ossidazione: 60 Serie1 50 Serie2 Serie3 Serie4 40 Serie5 Serie6 30 Serie7 Serie8 Serie9 20 Serie10 Serie11 Serie12 10 Serie13 0 1 Si scoprì che tutte le unità rifiutate erano state collaudate da uno stesso collaudatore, che svolgeva quel lavoro da appena tre mesi. Ulteriori indagini rivelarono che egli non aveva seguito le procedure stabilite e che aveva maneggiato le unità senza guanti di cotone. FASI DI APPLICAZIONE DELLA STRATIFICAZIONE 1. Definire il fenomeno o la caratteristica da analizzare; 2. Rappresentare complessivamente i dati relativi al fenomeno o alla caratteristica; 3. Identificare i fattori di stratificazione più adeguati; 4. Classificare i dati esistenti in gruppi omogenei secondo i fattori di stratificazione prescelti; 5. Rappresentare graficamente ciascun gruppo omogeneo di dati 6. Confrontare i gruppi omogenei di dati all’interno di ciascun fattore di stratificazione controllando se si rilevano differenze significative tra i gruppi stessi o in relazione alla rappresentazione complessiva di tutti i dati. L’idea di fondo è quella di CIRCOSCRIVERE il problema. I processi di produzione sono dei sistemi estremamente complessi rispetto ai quali intervengono un numero elevatissimo di fattori di variabilità. La stratificazione è un metodo essenzialmente per tentare di circoscrivere il problema perché per esempio una cosa è dire da quel processo produttivo vengono prodotti un numero di scarti pari al 5% della produzione complessiva, altro è dire all’interno di quel processo produttivo che consta di n macchine e m operatori e z turni di lavoro , la macchina X è responsabile dell’80% di quel 5% di scarti complessivi o ancora l’operatore TIZIO è responsabile della metà degli scarti complessivi della linea , sto circoscrivendo il problema e ho chiaramente maggiori probabilità di risolverlo. OSSERVAZIONE: a. Dopo avere individuato le voci prioritarie, può essere opportuno stratificarle nuovamente realizzando dei diagrammi di Pareto in cascata. b. Questa operazione è iterabile fino a che il fenomeno non è sufficientemente definito nei suoi aspetti fondamentali. Come abbiamo detto prima, se riesco a circoscrivere immediatamente il problema è bene, altrimenti dovrò utilizzare nuovi fattori di stratificazione fino ad essere certo di averlo circoscritto in maniera adeguata. Esempio 6: è un classico esempio di piano di stratificazione Un’azienda che fabbricava, commercializzava e forniva il servizio di assistenza di diversi apparati diagnostici e di trattamento avanzato molto richiesti dagli ospedali e dalle cliniche in tutto il mondo, era caratterizzata da una attiva gestione della qualità. La Commissione Qualità della Divisione Servizi di Assistenza Diretta controllava su base regolare ed agiva in funzione degli indicatori critici di qualità nel servizio di assistenza diretta fornito. In un rapporto risultò un sempre maggiore ed anormale aumento del tasso di guasti funzionali di uno specifico componente in una delle apparecchiature più grandi Il componente che si guastava, un preamplificatore di radio frequenza, era stato precedentemente uno dei componenti più affidabili. La Commissione chiese quindi all’ufficio Assicurazione Qualità di preparare un rapporto preliminare, usando l’attuale ed esteso data base disponibile. L’ufficio osservò che: 1. Dato che l’azienda si procurava questo componente da due fornitori diversi, era opportuno stratificare i dati relativi ai preamplificatori RF guasti per fornitore; 2. La fonte del problema poteva essere anche nell’ambito della stessa Divisione Servizi di Assistenza Diretta. Pertanto stratificarono i guasti anche per i quattro centri di servizio regionali; 3. Dal momento che i preamplificatori venivano forniti nel tempo in lotti di piccole dimensioni spediti al fornitore, il gruppo di indagine li stratifico ulteriormente per fornitore mediante blocchi di numeri di serie, allo scopo di determinare se una particolare serie prodotta potesse essere all’origine del problema. Stratificazione per fornitore dei componenti cioè amplificatori guasti e possiamo dire che il fornitore A è stato più affidabile rispetto al fornitore B. 75 74 73 72 71 Fornitore A 70 Fornitore B 69 68 67 66 65 1 Amplificatori guasti stratificati per regione: vediamo una sostanziale parità dei dati in tre distretti regionali su quattro e si osservò che il NW(NordWest) aveva circa la metà delle installazioni delle altre regioni, pertanto la differenza non risultava significativa e questa differenza dovuta al distretto regionale del NW dipendeva dal fatto che c’era un minor numero di clienti. 45 40 35 30 NE 25 SE 20 NW 15 SW 10 5 0 1 Amplificatori guasti del fornitore A stratificati per numero di serie. Da questo aspetto ci capisce che c’era un numero di serie che presentava una difettosità estremamente più elevata dell’altra. 50 45 40 35 400 30 500 25 600 20 700 15 10 5 0 1 Amplificatori guasti per il fornitore B stratificati rispetto al numero di serie. 40 35 30 F 25 G 20 H 15 J K 10 5 0 1 Amplificatori guasti stratificati per spedizioni. Il nuovo spedizioniere si era dimostrato poco affidabile e l’azienda aveva smesso di utilizzare i suoi servizi. 100 90 80 70 spedizioniere 1 60 spedizioniere 2 50 spedizioniere 3 40 Nuovo spedizioniere 30 20 10 0 1 E quindi quali conclusioni si possono trarre? Che sostanzialmente questa anomalia dipendesse contemporaneamente da alcune concause da ricercare in modo particolare nel nuovo spedizioniere e in questo numero di serie particolare. ESEMPIO: In un’azienda la percentuale di assenteismo è pari al 19.7% così ripartita: Se effettuiamo una stratificazione per sesso vediamo che in tutte e due i casi la causa principale dell’assenteismo e quello della malattia e in secondo luogo per le donne quello della maternità. Se stratifichiamo per il reparto A e B vediamo che la malattia resta il primo caso, ma che nel reparto A esiste un numero elevato di caso di assenza per maternità, e nel reparto 2 questo è molto più basso. Idem dicasi per il reparto C e D. Ancora per il reparto manutenzione. Questo è un altro esempio classico di possibile stratificazione sia per sesso che per reparto.