TECNOLOGIA DEL SOTTOVUOTO
Descrizione
Come è ben noto aspirando l’aria contenuta in un recipiente non sufficientemente robusto, questo
verrà schiacciato dalla pressione esterna (quella atmosferica).
Il principio su cui si basa la tecnologia del "sacco a vuoto" è la stessa:
il laminato viene rivestito da un sacco di polietilene dal quale successivamente viene estratta l’aria;
la pressione atmosferica comprimerà così il sacco sul laminato esercitando la medesima pressione
su ogni punto della superficie per quanto essa possa essere complessa.
Come si può intuire, questa tecnologia è semplice e perciò anche economica.
L’investimento necessario è quello di una pompa per vuoto aspirante; qualunque stampo
convenzionale è adatto a questo scopo in quanto la pressione esercitata dal sacco su di un lato dello
stampo è perfettamente equilibrata dall’altro lato dalla stessa pressione atmosferica.
La tecnologia del "sacco a vuoto" viene applicata in campo nautico principalmente per due scopi:
Primo scopo:La realizzazione di manufatti per formatura a contatto con laminazione ad umido o
pre-impregnati in modo da ottenere un rapporto resina/rinforzo predeterminato;
Secondo scopo: La costruzione a sandwich per realizzare quella pressione che garantisce la perfetta
adesione dell’anima al laminato.
In linea generale la sequenza che permette di ottenere le migliori caratteristiche del laminato è:
a) Laminato; b) Peel Ply; c) Pellicola Microforata; d) Tessuto d’areazione; e) Sacco per il
vuoto…….Si crea il vuoto: Il tessuto d’assorbimento e d’aerazione distribuirà la pressione
uniformemente su tutta la superficie e assorbirà la resina in eccesso trasudata attraverso la pellicola
microforata;
Il laminato risulterà così perfettamente impregnato con il rapporto resina/rinforzo da noi scelto.
LAMINAZIONE SOTTOVUOTO DI UNA STRUTTURA MONOLITICA
Come abbiamo già accennato qualsiasi stampo o modello utilizzato per la costruzione tradizionale
va bene al nostro scopo; la cosa fondamentale è però che sia in buone condizioni in modo da non far
passare l’aria. Nel caso di una struttura monolitica il modo di procedere risulta il seguente:
dopo avere trattato la superficie con specifici agenti distaccanti si esegue normalmente la
laminazione (tessuti, resina). Nel caso in cui la superficie esterna deva essere successivamente
verniciata è bene stendere prima della laminazione un Peel Ply affinché il laminato non venga a
contatto con gli agenti di distacco evitando così sgrassaggi e noiose carteggiature.
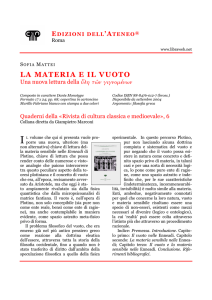
Terminata la laminazione del manufatto si applicano gli strati necessari alla realizzazione del vuoto.
1.
2.
3.
4.
5.
6.
Peel Ply
Pellicola Microforata
Tessuto d’aspirazione e d’aerazione
Sacco per il vuoto
Nastro sigillante
Prese per l’aspirazione e per il controllo
1. Peel Ply: è un tessuto di materiale non affine alla resina che quindi si impregna della
medesima, ma non ne permette l’aggancio; si utilizza per separare il manufatto dagli strati
successivi propri della tecnologia del vuoto. Una volta rimosso lascia una superficie pulita e
pronta per successive operazioni d’incollaggio o verniciatura evitando noiose pulizie e
abrasivature. Tutti i Peel Ply da noi forniti hanno i bordi saldati a caldo per prevenire lo
sfilacciamento del tessuto e per evitare che il bordo lasci impronte marcate sul laminato.
Intrecciati nel tessuto vi sono dei filamenti rossi disposti a 0° che hanno il compito di
facilitare l’individuazione del Peel Ply sul laminato.
2. Pellicola Microforata: Le pellicole microforate sono dei fogli di base polipropilenica fornite
in una varietà di perforazioni diverse (P, P1, P3, P90) per permettere alla resina ed alle
sostanze gassose di fuoriuscire dal laminato in modo controllato. Infatti la quantità di resina
che fuoriesce dal laminato è determinata sia dalle sue caratteristiche di fluidità che
dall’intervallo e dalla dimensione dei fori della pellicola microforata.
3. Tessuto d’assorbimento e d’aerazione: I tessuti d’assorbimento e d’aerazione sono prodotti
in fibra di poliestere, perforata per formare un "tessuto non tessuto" simile al feltro. Questa
particolarità nella produzione gli consente di svolgere due funzioni fondamentali durante il
processo di "sacco a vuoto": a) essendo molto permeabile all’aria permette il passaggio
verso la presa per il vuoto, e distribuisce in modo uniforme la pressione esercitata dal sacco
a vuoto; b) ha il compito fondamentale di assorbire la resina in eccesso filtrata attraverso la
pellicola microforata. E’ importante, infatti, scegliere esattamente la grammatura di tale
tessuto in funzione della quantità di resina da togliere. Questi tre primi elementi della
tecnologia del "sacco a vuoto" permettono di ottenere un laminato con l’esatta quantità di
resina desiderata.
Esempio: Si vuole realizzare un laminato che pesi complessivamente 500 gr/mq e nel
realizzarlo si utilizza della resina in eccesso tale da ottenere un peso totale di 800 gr/mq; è
necessario, eliminare 300 gr/mq di resina. Ricordando che anche il Peel Ply ha un proprio
assorbimento di resina (pari al proprio peso) il rimanente dovrà essere assorbito dal tessuto
di assorbimento e quindi, supponendo di avere utilizzato un Peel Ply da 100 gr/mq, il tessuto
di assorbimento dovrà avere una grammatura di 200 gr/mq. Se utilizzassimo un tessuto di
grammatura maggiore toglieremo una maggiore quantità di resina dal laminato con il rischio
di impoverirlo eccessivamente.
4. Sacco per il vuoto: Il sacco per il vuoto è costituito da un film a base propilenica che grazie
alla sua caratteristica di elasticità si adatta ad ogni superficie. Per evitare la formazione di
pieghe durante l’aspirazione, che renderebbero il sacco non riutilizzabile, è necessario che
sia ben teso, solo successivamente si effettuerà la sigillatura.
5. Nastri sigillanti: la sigillatura del sacco viene ottenuta semplicemente posizionando il
cordone di nastro sigillante sulla flangia dello stampo e premendogli contro il sacco per il
vuoto.
6. Prese d’aspirazione: Le prese di aspirazione sono delle valvole appositamente sviluppate che
consentono il collegamento fra il sacco e la pompa per vuoto o il sacco con un vacuometro.
E’ bene sistemare sotto il sacco a vuoto, nella zona d’applicazione delle prese d’aspirazione,
un pezzo di tessuto d’assorbimento (20 x 20 cm) per evitare che la presa lasci un’impronta
marcata sul laminato e per evitare che della resina raggiunga le tubazioni e le pompa per
vuoto. Il vacuometro ci consente di misurare il grado di vuoto esistente nel laminato.
N.B.: Nel caso in cui si debba eseguire un laminato piuttosto spesso è opportuno eseguirlo in
due o più fasi in modo da ottenere sempre una perfetta compattazione ed un perfetto
rapporto tra resina e fibra.
LAMINAZIONE SOTTOVUOTO DI UNA STRUTTURA SANDWICH
La tecnologia del vuoto è particolarmente indicata per l’esecuzione di un manufatto con struttura a
sandwich in quanto si crea la pressione di contatto in modo perfettamente uniforme, garantendo così
un’intima unione fra le pelli e l’anima del sandwich.
A seconda che il manufatto venga realizzato su stampo o su manichino, la procedura per
l’esecuzione differisce:
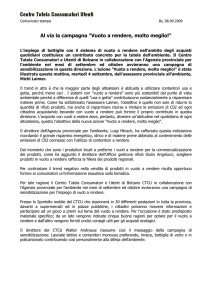
STAMPO: realizzazione in tre fasi distinte:
1. Esecuzione del laminato della "pelle esterna" del sandwich con la normale tecnica del vuoto.
2. Applicazione dell’anima del sandwich con un adesivo epossidico idoneo o con della resina
epossidica caricata sulla pelle esterna completamente catalizzata, applicazione della
tecnologia del vuoto per esercitare sull’anima le giusta pressione in modo da ottenere un
perfetto incollaggio.
3. Laminazione della pelle interna sull’anima, applicazione degli accessori per la realizzazione
del vuoto e creazione del vuoto.
N.B.: L’esempio sopra citato è valido per laminazioni su stampo femmina; nel caso di
laminazioni su stampo maschio è necessario invertire l’ordine.
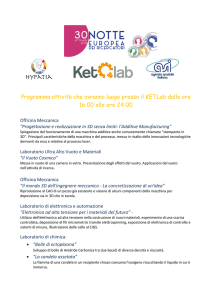
MANICHINO: in questo caso la realizzazione avviene in quattro fasi distinte:
1. I pannelli di schiuma vengono sistemati sul manichino (formeranno l’anima del sandwich) e
fissati per mezzo di viti dalla parte interna dello stesso. Questi pannelli saranno
accuratamente giuntati in modo da evitare la formazione di bolle nella successiva operazione
di laminazione.
2. Laminazione della pelle esterna del sandwich, applicazione degli accessori per la
realizzazione del vuoto e creazione del vuoto.
3. Ad indurimento avvenuto si tolgono le viti di fissaggio dei pannelli al manichino, si rovescia
la struttura e si stuccano i fori lasciati dalle viti.
Laminazione della pelle interna del sandwich, applicazione degli accessori per la realizzazione del
vuoto e creazione del vuoto
www.csarimini.com
[email protected]