A cura di Massimo Reboldi
a cura di Massimo Reboldi
! La macchina utensile è la madre di tutto ciò che
tocchiamo, mangiamo, vestiamo … sogniamo!
2
a cura di Massimo Reboldi
La tendenza a produrre:
! piccola e media serie;
! pezzi singoli;
! pezzi complessi;
e la necessità a ridurre i tempi morti, hanno permesso una
sempre maggior diffusione delle macchine automatiche
a CNC, delle celle e dei sistemi flessibili di lavorazione
3
a cura di Massimo Reboldi
L’unione tra meccanica ed elettronica ha portato alla
nascita della MACCHINA UTENSILE a CNC. La MU CNC
subisce delle trasformazioni:
! nella funzione;
! nella struttura;
! nelle tecniche di lavorazione e produzione eliminando,
per produzioni in serie, fasi ripetitive e noiose;
L’operatore assume quindi il ruolo di programmatore e
supervisore
4
a cura di Massimo Reboldi
! Fino agli anni ‘50 la maggior parte delle lavorazioni
meccaniche veniva effettuata su MU tradizionali
! La MU tradizionale è manovrata manualmente
dall’operatore che mediante comandi meccanici, leve,
manovelle, lavora il pezzo
5
a cura di Massimo Reboldi
Le MU tradizionali presentavano diversi svantaggi:
! Mancanza di flessibilità;
! Riconfigurazione macchina (set-up) a ogni pezzo
prodotto;
! Difficoltà a standardizzare pezzi e processi;
Metodi di lavoro inefficienti
Costo del lavoro elevato
6
a cura di Massimo Reboldi
Nasce quindi la necessità di:
! Migliorare l’efficienza;
! Migliorare la flessibilità dei sistemi produttivi;
! Aumentare la produttività: Uso ottimale delle risorse:
! ! ! ! ! Materiali;
Energia;
Capitale;
Lavoro;
Tecnologia;
7
a cura di Massimo Reboldi
La produttività è aumentata per mezzo della MECCANIZZAZIONE, cioè
attraverso la gestione di un processo od operazioni attraverso i
dispositivi:
! Meccanici;
! Idraulici;
! Pneumatici;
! Elettrici;
L’operatore programma, controlla (e non lavora) direttamente il processo
produttivo e verifica continuamente le prestazioni e le operazioni della
macchina
8
a cura di Massimo Reboldi
Concetto di AUTOMAZIONE:
Capacità di eseguire una determinata sequenza di
operazioni con poco o nessun intervento umano,
servendosi di apparecchiature specializzate e dispositivi
che eseguono e controllano il processo.
9
a cura di Massimo Reboldi
Obiettivi dell’Automazione sono:
! Combinare le operazioni per migliorare la qualità, l’uniformità,
ridurre i tempi di ciclo e quindi il costo del lavoro;
! Aumentare la produttività attraverso un miglior controllo della
produzione;
! Migliorare la qualità utilizzando processi ripetibili (la qualità si
fa nel produrre, non nel controllare!);
! Ridurre l’intervento umano (stanchezza, possibilità di errore);
10
a cura di Massimo Reboldi
! Ridurre il danneggiamento dei pezzi per errata
movimentazione;
! Aumentare il livello di sicurezza degli operatori;
! Economizzare lo spazio occupato;
! Integrare le varie attività attraverso sistemi di disegno e
progettazione CAD-CAM, etc…
11
a cura di Massimo Reboldi
! Flessibilità: possibilità di produrre diverse tipologie di
particolare, di diversa geometria e impiego;
! Produttività: produrre il maggior numero possibile di
particolari nel minor tempo possibile (o con il numero
minore possibile di macchinari/risorsa umana);
DIPENDE DALL’OBIETTIVO E DAL SETTORE!
12
a cura di Massimo Reboldi
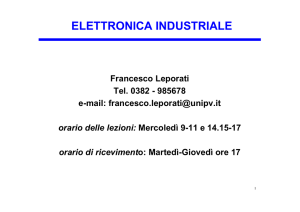
In base ai gradi di flessibilità e produttività si distingue:
! Sistema flessibile di produzione;
flessibilità
! Cella di produzione;
produttività
! Centri di lavoro;
! Linea transfer;
13
a cura di Massimo Reboldi
Centro di lavoro
! Tante tipologie di pezzi, poche quantità;
! Unico CNC con PLC integrato;
! Dispone di gestione utensili e cambio pallet;
14
a cura di Massimo Reboldi
Cella di produzione
! Tanti tipi di pezzi in più quantità;
! Costituita da 1,2,3 centri di lavoro uguali;
! Ogni centro dispone di gestione utensili;
! Ogni macchina è un centro CNC/PLC;
15
a cura di Massimo Reboldi
Sistema flessibile di produzione
! Costituito da più celle di produzione o comunque da più
unità di produzione di diverso tipo;
! Dispone di vari posti di parcheggio pallets e di più stazioni
carico/scarico pezzi;
16
a cura di Massimo Reboldi
Linea transfer
! Adatta per pochi tipi di pezzi in grande quantità;
! È costituita da più unità di lavoro con 1,2,3 assi;
! Dispongono di cambio utensile automatico e di gestione
utensile;
17
a cura di Massimo Reboldi
Alcuni esempi di automazione dei sistemi produttivi:
! Tornio automatico: dotato di magazzino utensili, ridotto tempo di
cambio utensili, elevati tempi di set-up;
! Tornio plurimandrino: la lavorazione è suddivisa in più stazioni, si
lavorano contemporaneamente più pezzi uguali, elevati tempi di
set-up;
! Tornio a copiare: lavora pezzi complessi grazie ad un sistema in cui
il tastatore segue un dima ed impone all’utensile gli stessi
movimenti;
! Linee transfer: integra diverse operazioni del ciclo di lavorazione in
stazioni disposte a configurazione lineare o circolare
18
a cura di Massimo Reboldi
19
a cura di Massimo Reboldi
! È un metodo per controllare il movimento dei
componenti della macchina inserendo delle istruzioni
codificate sotto forma di dati alfa-numerici nel sistema
! Il sistema interpreta i dati e li converte in segnali
! I segnali controllano i componenti della macchina come
il mandrino, il cambio utensili, la movimentazione degli
assi, ecc …
20
a cura di Massimo Reboldi
! Nel Controllo Numerico (CN) i dati relativi a tutti gli aspetti
delle operazioni di lavorazione (posizionamenti, velocità,
avanzamento, lubrificanti, …) sono memorizzati su
schede o dischi fissi
! Il concetto su cui si basa il Controllo Numerico è che le
informazioni possono essere rilasciate dai dispositivi di
memoria al pannello di controllo della MU
21
a cura di Massimo Reboldi
22
a cura di Massimo Reboldi
Vantaggi
! ELEVATA AUTOMAZIONE E FLESSIBILITA’
! MIGLIORE QUALITA’ DEL PRODOTTO
Svantaggi
! NECESSITA’ DELLA NUOVA
FIGURA DEL PROGAMMATORE
! RIDUZIONE DEGLI SCARTI
! ELEVATO COSTO DI ACQUISTO
! RIDUZIONE ELLA MANODOPERA IN OFFICINA
! ELEVATO COSTO DI
! RIDUZIONE DELNUMERO DELLE MACCHINE
(machining center)
MANUTENZIONE
! POSSIBILITA’ DI REALIZZARE SUPERFICI
PARTICOLARMENTE COMPLESSE
23
a cura di Massimo Reboldi
! I primi controlli numerici erano a logica cablata e quindi
non modificabile dall’operatore. I cambiamenti delle
prestazioni si potevano ottenere soltanto cambiando i
componenti fisici (inserendo altre logiche), con una
operazione:
! costosa;
! che limitativa le prestazioni della macchina
! L’introduzione del calcolatore nel CN ha portato ai primi
CNC aumentando il grado di flessibilità della macchina. Il
calcolatore permette infatti di effettuare operazioni
aritmetiche e calcoli senza l’intervento dell’operatore
24
a cura di Massimo Reboldi
! Il CNC è fornito di:
! memoria flessibile e ampliabile;
! Programmabile scrivendo un codice;
! Il programma del CNC è modificabile dall’operatore
25
a cura di Massimo Reboldi
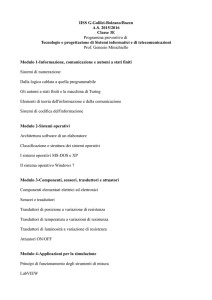
Struttura di un Centro di Lavoro
26
a cura di Massimo Reboldi
! Un’apparecchiatura elettrica o elettronica viene detta a
“logica cablata” se il comportamento desiderato
rispetto alle entrate e alle uscite (logica di
funzionamento) viene ottenuto collegando tra loro un
certo numero di elementi logici elementari (relè
elettromeccanici o funzioni logiche elementari).
Sono quindi modifiche di comportamento di tipo
HARDWARE
27
a cura di Massimo Reboldi
! Un’apparecchiatura elettrica o elettronica viene detta a
“logica programmata” se il comportamento desiderato
rispetto alle entrate e alle uscite è ottenuto modificando
il programma di un calcolatore in essa contenuto per
modificare il comportamento dell’apparecchiatura
occorre preparare un altro programma e inserito nel
calcolatore.
Sono quindi modifiche di comportamento di tipo SOFTWARE
28
a cura di Massimo Reboldi
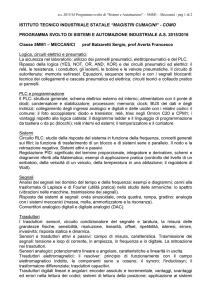
INTERFACCIA PROGRAMMABILI PLC – Programmable Logic
Controller –
! La sezione PLC rappresenta l’interfaccia della macchina e
gestisce le funzioni ausiliarie, il cambio utensili, il cambio
pallet, i dispositivi di sorveglianza e tutti i servizi ausiliari
! Il programmatore scrive il programma. Il PC lo manda al PLC
che lo trasforma in comandi per i motori della macchina
29
a cura di Massimo Reboldi
! Il controllo Hardware montato sulle macchiane a
Controllo Numerico è stato convertito in controllo locale
del calcolatore mediante Software
! Sono stati sviluppati due tipi di sistema:
1. Il Controllo Numerico Diretto (DNC)
2. Controllo Numerico con Calcolatore (CNC)
30
a cura di Massimo Reboldi
! È stato concepito e sviluppato attorno agli anni ’60;
! È composto da diverse macchine controllate direttamente
passo dopo passo sa un calcolatore centrale;
! L’operatore accede al computer centrale (dal quale è
possibile controllare lo stato di ciascuna macchina)
attraverso un terminale remoto;
! In questo modo si elimina la necessità di inserire i dati nel
computer di ciascuna macchina;
! SVANTAGGIO: se il computer centrale si ferma tutte le
macchine diventano inoperative;
31
a cura di Massimo Reboldi
! E’ un sistema in cui un computer è parte integrante del controllo della
macchina utensile;
! Il programma di lavorazione viene preparato dal programmatore su:
! un calcolatore remoto per poi essere trasferito alla macchina;
! o sul computer integrato nella macchina stessa;
! L’operatore della macchina può facilmente modificare i programmi
memorizzati, digitare e memorizzarne di nuovi;
! La disponibilità e i bassi costi di computer e controllori programmabili
hanno determinato in grande successo delle macchine a CNC
32
a cura di Massimo Reboldi
! Maggior flessibilità;
! Maggior accuratezza (maggior precisione e velocità di
esecuzione);
! Maggior versatilità (fase di stesura programmi ed
operazioni più semplici);
! Il programma può essere inserito ed editato direttamente
sulla macchina;
33
a cura di Massimo Reboldi
! Il software di base caricato sul CNC può contenere
sequenze generalizzate di lavorazione (cicli fissi) che
vengono eseguiti richiamando la funzione;
! Gestione completa dell’utensile;
! Attraverso la parametrizzazione è possibile utilizzare lo
stesso programma per lavorazioni simili;
! Consente collegamento con altri sistemi computerizzati
34
a cura di Massimo Reboldi
! CENTRI DI TORNITURA – torni a CNC dotati di torrette
portautensili sulle quali è possibile montare utensili rotanti in
modo da effettuare su pezzi torniti lavorazioni di fresatura;
! CENTRI DI LAVORAZIONE – evoluzione di fresatrici con moto
di taglio posseduto dall’utensile che fanno largo uso di
sistemi di cambio utensile automatico. Spesso possiedono
più mandrini e più tavole portapezzo che permettono di
lavorare più pezzi ed eseguire più operazioni
contemporaneamente
35
a cura di Massimo Reboldi
INPUT
BLACK BOX
OUTPUT
! INPUT – dati in ingresso – sono informazioni alfanumeriche lette e memorizzate dal computer;
! BLACK BOX – dati di lavorazione – programmi letti
dall’unità di controllo (PC-PLC);
! OUTPUT – dati in uscita – informazioni convertite in
comandi sottoforma di impulsi ai servomotori
36
a cura di Massimo Reboldi
! I segnali sono dati al servomotore dal processore;
! L’accuratezza dei movimenti e della posizione finale
della tavola portapezzo non è verificata
37
a cura di Massimo Reboldi
! È equipaggiato con sensori e trasduttori per misurare con accuratezza
la posizione della tavola;
! Un sistema di retroazione confronta la posizione attuale della tavola
con il segnale fino al raggiungimento delle coordinate stabilite;
! Il sistema ad anello chiuso è più complicato e costoso del sistema ad
anello aperto
38
a cura di Massimo Reboldi
METODO DIRETTO
! Un dispositivo legge una scala graduata posta sulla tavola della
macchina;
! Il sistema è il più accurato possibile
poiché la scala è costruita nella
macchina;
! Non vi è gioco tra gli organi
meccanici di posizionamento;
! I tipi di sensori utilizzati per
realizzare meccanismi di retroazione e
controllo son basati su principi magnetici
e fotoelettrici
39
a cura di Massimo Reboldi
METODO INDIRETTO
! Viene misurato l’angolo di rotazione della vite di
comando e correlata allo spostamento lineare della
tavola attraverso il passo della vite;
! Vengono usati encoder circolari o resolver che
convertono il moto rotatorio in traslatorio;
! Il gioco tra gli organi meccanici di posizionamento
può influenzare significativamente la misura
40
a cura di Massimo Reboldi
41
a cura di Massimo Reboldi
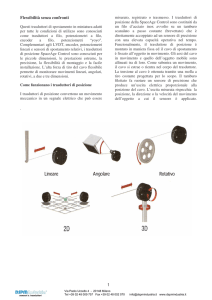
! Il CNC vede l’asse attraverso il sistema di misura e
comanda l’asse attraverso l’azionamento e il motore;
! Verifica continuamente la posizione reale con quella
teorica;
! La differenza tra le quote scritte nei due registri viene
elaborata e convertita in analogico. Quel valore
rappresenta il riferimento di uscita dal CN che va a
comandare l’azionamento
42
a cura di Massimo Reboldi
! Il controllo degli assi è pertanto di tipo ad anello chiuso
per esigenze di precisione.
! Ci sono due anelli di controllo: uno per la velocità e uno
per la posizione
43
a cura di Massimo Reboldi
! Il sensore è un componente che trasforma una grandezza
fisica in elettrica di tipo ON/OFF (digitale);
! Generalmente non viene impiegato per misurare la
grandezza fisica in questione, ma per controllare che essa
sia compresa in un determinato campo di valori;
! Sono classificati in base alla grandezza fisica da monitorare:
! Finecorsa;
! Teromostati;
! Pressostati;
! …
44
a cura di Massimo Reboldi
! Consentono la conversione di una grandezza fisica da
una forma ad un’altra (meccanica, elettrica, luminosa,
acustica, …);
! La conversione in segnale elettrico di qualsiasi segnale
non elettrico consente di effettuare misure accurate (sia
incrementali che assolute)
45
a cura di Massimo Reboldi
! A seconda del tipo di segnale emesso, i trasduttori
possono essere analogici (continui) o digitali (discreti);
! Nel primo caso la misura viene trasformata in una
tensione elettrica proporzionale al valore della quota
rilevata ed è variabile con continuità in funzione della
grandezza misurata (ad esempio resolver, inductosyn …);
! Nel secondo caso, la misura è tradotta in impulsi elettrici
incrementali, ognuno dei quali fa variare di uno scatto
l’unità di lettura (encoder, righe ottiche …)
46
a cura di Massimo Reboldi
Grandezze
misurabili
Trasduttori
Grandezze di uscita
Posizione
. Potenziometri, estensimetri
. Variazione di resistenza
Spostamento
. Trasduttori capacitivi
. Trasduttori differenziali, syncro;
. Trasduttori induttivi;
. Trasduttori ad effetto Hall;
. Trasduttori ottici digitali (encoder
incrementale);
. Fotodiodi, fototransistor;
. Variazione di capacità;
. Tensione;
. Variazione di Induttanza;
. N di impulsi;
. Corrente;
Velocità
. Trasduttori piezoelettrici;
. Dinamo tachimetrica;
. Trasduttore ottico digitale
(encoder assoluto);
. Tensione;
. Frequenza impulsi;
47
a cura di Massimo Reboldi
! I trasduttori possono rilevare:
! Misure assolute – danno il valore della misura attuale e le
successive sempre in riferimento ad un origine prefissata;
! Misure incrementali - danno la misura attuale in riferimento
a quella precedente;
! I sistemi di misura assoluti sono più sicuri (non c’è perdita
di impulsi) e non necessitano della manovra di ripresa
origine. Tuttavia l’utilizzo di un’elettronica più complessa
per valorizzare il segnale ne limita l’impiego a favore dei
sistemi di misura incrementale
48
a cura di Massimo Reboldi
Viene usata una DINAMO TACHIMETRICA
! Realizzata con materiali ferromagnetici;
! Viene calettata sull’asse del motore;
! Fornisce un segnale proporzionale alla velocità angolare;
! Ha un errore di linearità limitato
49
a cura di Massimo Reboldi
INDUCTOSYN
! È un trasduttore diretto, assoluto, analogico, ciclico;
! Il circuito di rame ha passo 2mm;
! Lo slider è alimentato da tensioni alternate sfasate di 90°;
! La misura amplificata dello sfasamento consente di risalire
alla posizione;
! L’unità di governo conta il numero di passi rispetto allo zero
asse
50
a cura di Massimo Reboldi
RIGHE OTTICHE
! È un trasduttore diretto, digitale, incrementale o assoluto;
! Sulla parte fissa c’è un reticolo in oro;
! La parte mobile ha un reticolo di lettura con lo stesso passo
su vetro, una sorgente luminosa, un condensatore e celle
fotovoltaiche;
! Le celle misurano la quantità di luce riflessa e danno in
uscita due segnali sfasati di 90° che consentono di stabilire il
senso del moto
51
a cura di Massimo Reboldi
52
a cura di Massimo Reboldi
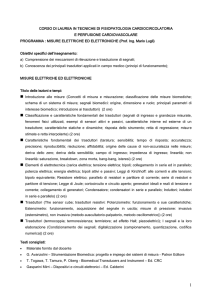
ENCODER
! È un trasduttore indiretto, digitale, incrementale (la
posizione è calcolata in base al passo della vite e al
numero di impulsi contati dal riferimento;
! Un disco con feritoie ruota tra un led e un fotodiodo;
! Durante la rotazione della tavola il disco ruota, il segnale
in uscita è un’onda quadra;
! Il numero di feritoie definisce la risoluzione dell’asse;
53
a cura di Massimo Reboldi
54
a cura di Massimo Reboldi
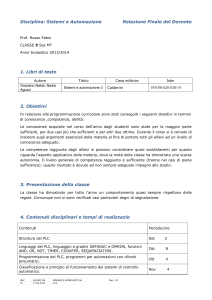
ENCODER ASSOLUTO
! È costituito da una serie di piste che lette in modo ottico
formano un codice digitale corrispondente alla posizione
angolare
55
a cura di Massimo Reboldi
! Tecnologia Meccanica B – Università degli Studi di
Brescia – Facoltà di Ingegneria – Ing. Aldo Attanasio
! Corso di Tecnologia Meccanica 2 – Univesrità degli Studi
di Roma “Tor Vergata”
56