Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Corso IFTS
“Tecnico superiore della
Manutenzione”
Tesi di progetto formativo
Programmazione manutenzione Impianto
controllo addittivazione Solfato ferroso ai
cementi in macinazione
Settembre - Febbraio 2006/7
Documento realizzato da Achille Motolese
Pag 1 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
1 - Premessa
Il progetto formativo è stato svolto presso il reparto manutenzione dello stabilimento
Cementir di Taranto, di cui faccio parte ed in particolare manutenzione elettrica, nel
periodo compreso tra settembre 2006 e febbraio 2007.
Esso rappresenta la conclusione del percorso formativo proposto dal corso annuale ITFS
di Tecnico superiore della manutenzione.
Questo progetto mi ha permesso di entrare intimamente in tutte le infrastrutture del
servizio di manutenzione : dalla gestione, programmazione, reparti operativi, controlli
diagnostici, ecc.
Il lavoro svolto riguarda l’impianto di controllo e additivazione solfato ferroso ai cementi in
macinazione
Pag 2 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
2 - Ringraziamenti
Un doveroso ringraziamento và a coloro che hanno coordinato e concordato i contenuti
di questa esperienza formativa: l’Ing Mauro Ranalli, l’ing.Vincenzo Lisi.
Un ringraziamento particolare và al sig.P.I. Vincenzo Ingegno capo servizio
manutenzione dello stabilimento e tutor del progetto.
Pag 3 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Indice
1 - Premessa ............................................ 2
4.06 Gestione dell’additivazione
2 - Ringraziamenti ................................... 3
tramite l’impianto automatico......... 12
3 L’ Azienda............................................. 7
4.07 Sicurezza........................................... 12
3.2 Il prodotto.......................................... 8
4.08 Politica manutentiva .................... 14
4 Il progetto formativo ........................ 10
4.09 Stategia manutentiva .................. 15
4.01 Descrizione dell’impianto ........... 10
4.10 Scomposizione funzionale ......... 17
4.02 Addittivazione tramite
4.11 Analisi criticità .............................. 19
premiscelazione ................................ 10
4.03 Descrizione dell’impianto
automatico.......................................... 10
4.13 Conclusioni.................................... 33
Glossario .................................................. 6
Obbiettivi .................................................. 5
4.04 Funzionamento dell’impianto in
automatico.......................................... 11
4.05 Logica di Funzionamento .......... 11
Pag 4 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Obbiettivi
Gli obbiettivi proposti, da conseguire durante il periodo di formazione, sono stati:
•
Comprensione ed apprendimento delle nozioni tecniche basilari per poter eseguire
i lavori assegnati
•
Comprensione ed apprendimento delle metodologie e delle procedure di problem
solvine
•
Relazioni con le altre entità del servizio manutenzione
Pag 5 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Glossario
•
TPM (Total ProductiveMaintenANCE) Politica manutentiva produttiva” svolta da
tutti i lavoratoridell’azienda organizzata in piccoli gruppi
•
RPM (Reliability Centered maintenance) politica manutentiva che ha come
obbiettivo quello di consolidare l’affidabilità intrinseca del progetto
•
MTBF (MeanTtime Between Faillurs) Il tempo che intercorre tra il verificarsi di due
guasti
•
LDT (Logistic Delay Time) Tempo di arresto del componente necessario
all’amprontamento dei mezzi di supporto logistico
•
ADT (Administrative Delay Time) Tempo di arresto di un componente dovuto a
questioni di carattere amministrativo
•
MAMT (Mean Active Maintenance Time) Tempo medio richiesto per effettuare la
manutenzione
•
MDT (Mean Down Time) Periodo di mancato funzionamento durante la riparazione
del guasto
•
MUT (Mean Up Time) Periodo di funzionamento del sistema che insieme al MDT
definisce il periodo MTBF
•
MAMT (Mean Active maintenance Time) Tempo medio richiesto per effettuare la
manutenzione escluso ADT e LDT
•
FMEA (Failure Mode EffECT Analysis) Analisi del modo di guasto e degli effetti
Pag 6 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
3 L’ Azienda
3.1 - Descrizione dell’azienda
CEMENTIR - Cementerie del Tirreno S.p.A al passo con i progetti della siderurgia
nazionale, sviluppa una vasta rete di stabilimenti ad alta capacità produttiva, uffici
commerciali, un Centro di Distribuzione, ed oggi è presente in quasi tutte le Regioni
d'Italia.
Gli stabilimenti Cementir, coadiuvati da un sofisticato Centro Ricerca e Controllo Qualità,
situato a Spoleto (Perugia), producono una vasta gamma di cementi Portland, Pozzolanici,
Altoforno e Compositi. La Cementir è la prima società in Italia nella produzione dei cementi
d'Altoforno.
La Cementir, da sempre attenta alle esigenze della clientela, dedica ampi spazi alla
ricerca ed al costante controllo dei prodotti, apprezzati in Italia e all'estero.
La Cementir ha fornito i suoi prodotti per la realizzazione di opere portuali e idrauliche;
dighe, centrali nucleari e impianti di depurazione; strade, ponti e gallerie; aereoporti e
ferrovie;
centrali
elettriche
e
impianti
industriali.
Anche oggi, la Cementir, prosegue il suo lavoro con lo stesso impegno, per l'attuazione di
altri
grandi
progetti.
Pag 7 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Nel Settembre del 2001 la Cementir Spa, attraverso la sua controllata Cementir
Holding Lussemburgo (99,9%) ha acquisito il controllo della Çimentas A.S..
Çimentas è quotata alla Borsa di Istambul ed è la settima società cementiera della
Turchia, con una capacità produttiva di 2,350 milioni di tonnellate ed una capacità
produttiva di calcestruzzo (12 impianti) per circa 2 milioni di metri cubi.
La Çimentas ha 1.300 dipendenti, due stabilimenti che producono cemento, uno situato ad
Izmir sul mar Egeo e l'altro nella parte orientale dell'Anatolia, a Kars.
Per conseguire la conformità alle normative imposte dalla Comunità europea, Çimentas ha
ottenuto anche le certificazioni EN 197–1, "Product" e "Quality Assurance System" che gli
permettono di esportare i suoi prodotti nei paesi membri con il marchio C.E
3.2 Il prodotto
La norma EN 197-1: 2000, recepita in Italia con Decreto del 25/01/2002, G.U. Serie
Generale n.42 del 19/02/02, definisce i cementi comuni e i loro costituenti che devono
essere utilizzati per confezionare malte e conglomerato cementizio normale, armato e
precompresso.
I cementi devono essere controllati e certificati secondo le procedure di cui agli allegati
1,2,
e
3
conformi
all'Allegato
ZAEN
197-1:2000.
Tali cementi sono costituiti da una miscela di clinker di cemento Portland e gesso
(regolatore di presa), presente in percentuali variabili, nonché da costituenti aggiuntivi,
diversi
a
seconda
della
tipologia.
La norma prevede 5 principali tipi di cemento e per ciascun tipo sono possibili più
categorie. Per ogni tipo e categoria è possibile, in base alla stessa norma, la produzione di
cementi,
32,5
N,
32,5
R,
42,5
N,
42,5
R,
52,5
N,
52,5
R.
La EN 197-1:2000 ha introdotto un capitolo riguardante i requisiti di durabilità specificando
che in molte applicazioni, in particolare in condizioni ambientali severe, la scelta del
Pag 8 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
cemento ha una influenza sulla durabilità del calcestruzzo, della malta e della malta per
iniezione per esempio in termini di resistenza al gelo, resistenza chimica e protezione
dell'armatura.
Data la necessità di fronteggiare in modo completo le crescenti esigenze tecnologiche
dello stato dell'arte di produrre conglomerati cementizi (paste, malte e calcestruzzi), la
Cementir è impegnata nella produzione di un'ampia gamma di prodotti, che consente di
offrire alla clientela cementi Portland (tipo I), Portland Compositi (tipo II), d'Altoforno (tipo
III),
Pozzolanici
(tipo
IV)
e
Compositi
(tipo
V).
Tutti i cementi prodotti dalla CEMENTIR sono certificati CE secondo la Direttiva
89/106/CEE.
Tipologia di cemento:
• Cemento composito
• Cemento d’Altoforno
• Cemento Portland
• Cemento Portland composito
• Cemento Pozzolanico
Pag 9 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Il progetto formativo
4
4.01 Descrizione dell’impianto
Il solfato di ferro in polvere utilizzato in stabilimento è una sostanza riducente capace di
reagire rapidamente, in soluzione acquosa, con il cromo presente nei cementi, riducendolo
a cromo trivalente. La pericolosità dettata dallo ione cromo esavalente in acqua per
l’utilizzatore finale di manufatti cementizi viene annullata, quindi, dosando nel cemento
stesso un reattivo disponibile a ridurre il cromo alla forma trivalente, non considerata
pericolosa.
Il dosaggio del ferro solfato sarà quindi funzione del cromo presente e, essendo il cromo
presente solo nel clinker, ne consegue che cementi a basso contenuto di clinker saranno
anche a basso contenuto di solfato.
L’additivazione di solfato avviene normalmente con l’utilizzo di un impianto con dosatori
automatico dedicati ai mulini 1-3-4-6. L’iniezione avviene tramite trasporto pneumatico
direttamente sugli elevatori di ogni singolo mulino. Le produzioni non additivate
direttamente (mulini 2 e 5) vedranno la aliquota di spettanza inserita sul mulino col quale
sono accoppiate durante la campagna in opera.
Riferimenti
Ø
Ø
Ø
Ø
Ø
D. Lgs. 626/94
D. M. 10/05/04 in vigore dal 17/01/05
Procedura PO ESE 40
Procedura PRO/Cr/001/TA
Procedura PRO/Cr/002/TA
4.02 Addittivazione tramite premiscelazione
Questa procedura prevede l’utilizzo di sacchi di solfato di ferro da premiscelare tramite
pala con il gesso normalmente aggiunto alle ricette di macinazione. Le proporzioni del
solfato in miscela saranno da definire in accordo con il responsabile qualità. Il mix cosi’
preparato verrà trasportato nelle tramogge di additivazione gesso ed entrerà nei mulini
attraverso le bilance mix (gesso +calcare) e in ragione della normale ricetta di
macinazione.
4.03 Descrizione dell’impianto automatico
L’impianto per l’additivazione del solfato di ferro ai mulini, è composto dai seguenti macrocomponenti
Ø
Ø
Ø
Ø
Ø
Ø
Ø
Silo principale di immagazzinaggio
Coclea Gottwald
Tramoggia intermedia
Coclea reversibile mulini 1-3
Coclea reversibile mulini 4-6
Sistema hopper-vite dosatrice-rotocella-filtro mulino 1 (linea 3)
Sistema hopper-vite dosatrice-rotocella-filtro mulino 3 (linea 4)
Pag 10 di 34
Ø
Ø
Ø
Ø
Ø
Ø
Ø
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Sistema hopper-vite dosatrice-rotocella-filtro mulino 4 (linea 1)
Sistema hopper-vite dosatrice-rotocella-filtro mulino 6 (linea 2)
Compressore aria di trasporto e linea di trasporto mulino 1 (linea 3)
Compressore aria di trasporto e linea di trasporto mulino 3 (linea 4)
Compressore aria di trasporto e linea di trasporto mulino 4 (linea 1)
Compressore aria di trasporto e linea di trasporto mulino 6 (linea 2)
Compressore aria raffreddata per scarico camion
4.04 Funzionamento dell’impianto in automatico
L’impianto è stato progettato per poter dosare automaticamente ed in continuo la
quantità impostata di solfato su ognuno dei mulini 1-3-4-6. Il chemical fluisce dal silo
principale al sistema di dosaggio tramite la coclea Gottwald (che è azionata da un sistema
di rotazione intorno al proprio asse longitudinale e rivoluzione intorno all’asse del silo). Il
movimento della coclea riempie la tramoggia intermedia, rispettando il livello impostato
(gestibile) di minimo e massimo; da tale tramoggia il materiale viene distribuito agli hopper
relativi ai quattro mulini, tramite due coclee reversibili (cioè azionate in senso destrorso o
sinistrorso) che riempiono gli hopper anche qui rispettando la quantità di minimo (60 kg) e
massimo (120 kg) preimpostata e non modificabile. Dagli hopper relativi ad ogni mulino il
materiale viene prelevato da un ultima coclea a giri variabili che dosa, seguendo il setpoint
di dosaggio, su una rotocella che a sua volta versa il materiale nella tubazione di
adduzione in flusso d’aria (raffreddata) al mulino relativo.
4.05 Logica di Funzionamento
Il dosaggio del solfato di ferro è legato al contenuto in clinker del cemento in macinazione.
Dal quadro sinottico in sala comando è possibile impostare la percentuale (normalmente
Pag 11 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
0,25%-0,35%) da aggiungere all’attuale portata di clinker al/ai mulini. La lettura della
portata clinker avviene automaticamente e il sistema calcola quindi il set point di dosaggio
solfato applicando la percentuale impostata alla portata clinker acquisita da bilance.
Il set point calcolato viene quindi condiviso col supervisore dei dosatori che regola la
velocità di rotazione della coclea dosatrice in modo da portare la portata richiesta. Il
feedback sulla portata presunta è ottenuto tramite la misura in continuo (presente sul
sinottico di sala) posta sulla grafica affianco alla portata del dosatore.
Tale misura è ottenuta tramite la variazione di peso dell’hopper. In questa maniera si
avrà sempre la certezza ponderale della portata ai mulini.
Riguardo l’adduzione di materiale alla coclea, rispettando il funzionamento di cui sopra, il
sistema su celle di carico hopper-silo intermedio-silo principale, comunica e fa in modo da
riempire automaticamente (tramite Gottwald e coclea reversibile) le tramogge fino ai limiti
min-max impostati, in particolare:
Ø hopper: peso minimo 60kg peso max 120kg non gestibile dal sinottico di sala
Ø silo intermedio: peso minimo 120kg peso max 180kg gestibile dal sinottico di sala
4.06 Gestione dell’additivazione tramite l’impianto automatico
L’additivazione avviene in funzione della portata di clinker in alimentazione. Questo
svincola dalla particolare ricetta di macinazione a patto che la portata di clinker sia
continuamente acquisita dal sistema di regolazione. Cosi’ avviene per i mulini 1-3-4-6.
I mulini 2 e 5 non hanno alcuna linea di additivazione dedicata e pertanto la loro
spettanza di riducente andrà distribuita sui mulini che, di volta in volta, essi
accompagneranno.
In particolare il CEM2 macina solo loppa e lavora in accoppiata col CEM1, col
CEM3 o con entrambi. L’aliquota di ferro solfato relativa alla produzione del CEM2 è
dosata in funzione del clinker in alimentazione al CEM1 o CEM3, per cui non una volta
aggiornata la ricetta di macinazione e l’accoppiamento mulini il sistema calcolerà il solfato
relativo anche al CEM2 e lo doserà sul mulino ad esso accoppiato.
Differentemente il CEM5 macina clinker, lavorando in accoppiata con CEM4 CEM6
o entrambi. La portata di clinker al CEM5 è un importante dato di processo inquanto il
dosaggio di solfato dipenderà anche da essa. Mentre la portata di loppa al CEM2 può
essere ignorata, quella di clinker al CEM5 è fondamentale. Allo scopo di istruire il sistema
sullo stato del CEM5 e del mulino ad esso accoppiato, è stato predisposto un pannellino
sul sinottico di sala in cui ci sono le tre opzioni di accoppiata:
Ø CEM5+CEM6
Ø CEM5+CEM4
Ø CEM5+CEM6+CEM4
Alla partenza della nuova campagna di macinazione il salista dovrà scegliere
l’opzione di marcia ed il sistema acquisirà i dati relativi alla marcia del CEM5.
4.07 Sicurezza
Gli addetti alla manutenzione avranno cura di dotarsi ed utilizzare i seguenti D.P.I.
Pag 12 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
-
Elmetto
Guanti in nitrile
Tuta da lavoro e tuta di copertura in tyvek cat3 prot3
scarpe antinfortunistiche alte
Mascherina antipolvere fp2
Tappi auricolari
Maschera per occhi (protezione chimica)
Tutti avranno cura, inoltre, in assenza delle norme degli articoli previsti dalla legge
n°626/94 ed in ottemperanza a quanto previsto dall’art.5 della stessa, di avvisare
tempestivamente i superiori per le situazioni di deficienza di mezzi e dispositivi, nonché
per altre eventuali condizioni di pericolo di cui vengano a conoscenza, adoperandosi
direttamente, in caso di urgenza, nell’ambito delle proprie competenze e possibilità,
rimuovendo o confinando situazioni di pericolo immediato.
Pag 13 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
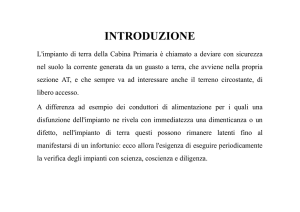
4.08 Politica manutentiva
Manutenzione
Politiche
Strategie
RCM
Manutenzione non
Programmata
Manutenzione a
>Guasto
Manutenzione
programmata
Manutenzione
Preventiva
Manutenzione
predittiva
TPM
Manutenzione
Migliorativa
Manutenzione
Migliorativa
Manutenzione su
condizione
Manutenzione
Predittiva
Manutenzione
Migliorativa
Prognostica
Manutenzione
Migliorativa
Lo stabilimento Cementir di Taranto è diviso in tre servizi:
Esercizio e produzione
Manutenzione
Amministrativia
La manutenzione programmata ed i grossi interventi di manutenzione a guasto vengono
dalla manutenzione, mentre i piccoli interventi di manutenzione ordinaria o a guasto
vengono eseguiti dal personale di produzione.
Questa sinergia di forse porta ad adottare naturalmente una politica manutentiva del tipo
TPM.
Il TPM non è una vera e propria politica ,manutentiva, ma un insieme di regole
comportamenti organizzativi volti al raggiungimento della qualità e dell’efficienza della
manutenzione in apparati produttivi complessi dove le normali procedure non sono più
sufficienti ma occorre coinvolgere tutte le risorse produttive per raggiungere l’eccellenza.
In questo contesto, il TPM riconosce all’interno dell’azienda l’esistenza di diverse
situazioni manutentive, che possono richiedere differenti tecniche per raggiungere degli
ottimi risultati.
Possono essere utilizzate anche differenti metodologie che possono differire da un
impianto all’altro, purchè efficaci in una data situazione.
Il tentativo di abbattere la demarcazione tra manutenzione e produzione insito nella
maggior parte delle grosse unità produttive è il percorso che si stà cercando di percorrere
all’interno dello stabilimento, con tale ottica occorre realizzare nuovi programmi
manutentivi che coinvolgano globalmente tutte le risorse dello stabilimento
Pag 14 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
4.09 Stategia manutentiva
Nella logica del TPM ed in funzione delle esigenze dell’impianto in oggetto verranno
adottate varie stategie manutentive che possono essere:
• Manutenzione a guasto o correttiva
• Manutenzione preventiva
• Manutenzione predittiva
• Manutenzione migliorativa
Occorrerà innanzi tutto prendere conoscenza dell’impianto in oggetto scomponendolo
nelle sue macro parti, per poi scendere nel singolo dettaglio e definire per ognuno di esso
la criticità ed il livello di affidabilità.
Per quanto riguarda la criticità dei componenti occorre chiarire, che per ognuno di essi
non esiste un elevato livello in quanto se tutto l’impianto non dovesse funzionare, la
macinazione del cemento può non fermarsi, perchè esiste una soluzione alternativa (come
citato al punto 4.2) che è la pre miscelazione del solfato ferroso con altri addittivi usati nel
processo di macinazione.
Occorre però considerare che tali procedure inducono un notevole incremento dei costi di
produzione e nella logica globale se ne dovrà tenere in considerazione.
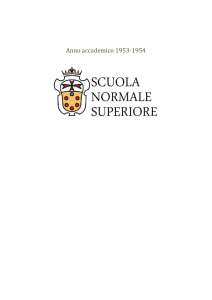
Scelta della strategia manutentiva esempio di schema logico di scelta:
Modalità di
guasto
Esistenza
previsioni
di durata
Esistenza
segnale
debole
NO
NO
SI
Ispezioni a
cadenza
SI
Attiva Ispezione
Manutenzione a
guasto
Manutenz.preven
tiva ciclica
Man.su cond. e
Preventiva
Manutenzione produttiva
Pag 15 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
L’attuazione della polita aziendale di manutenzione richiede criteri di progettazione
improntati alla logica della minimizzazione del costo globale (costi propri e costi indotti).
Tale logica prevale su tutte le azioni della manutenzione durante il ciclo di vita del bene e
nel rispetto dei vincoli legislativi per quanto riguarda la sicurezza ed il rispetto
dell’ambiente.
Nel definisce una strategia manutentiva importante definire il tipodi guasto oppure la storia
onde definire MTBF sui vari componenti e dallo schema precedente si giunge alla scelta
della strategia migliore
Pag 16 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
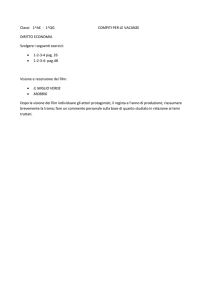
4.10 Scomposizione funzionale
La scomposizione funzionale serve ad analizzare in dettaglio il sistema ed effettuare una
scomposizione di tipo funzionale o di tipo strutturale, sia dei componenti che dei relativi
modi di guasto. Per scomporre si è deciso di utilizzare un approccio funzionale, tenendo
conto dei reali blocchi funzionali della macchina.
Livello 1
Livello 2
Livello 3
Item
Parametri FMEA
VALVOLA MOTORIZZATA
CELLE DI CARICO TRAMOGGIA
INTERMEDIA
AGITATORE
VALVOLA MOTORIZZATA
VALVOLA MOTORIZZATA
VALVOLA MOTORIZZATA
VALVOLA MOTORIZZATA
TRAMOGGIA INTERMEDIA
SILO
COCLE REVERSIBILI LINEA 1 E
2
COCLE REVERSIBILI LINEA 3 E
4
LINEA 1
Compressore
Celle di carico
Centralina elettronica
Agitatore
Motoriduttore
Valvola pneumatica
Elettrovalvola
Valvola pneumatica
Elettrovalvola
Valvola pneumatica
Elettrovalvola
Valvola pneumatica
Elettrovalvola
Tramoggia intermedia
Silo
Misura livello
F001
PSH-001
XY-001
GT-0002
XY-101
XY-201
XY-301
XY-401
Coclea reversivile linea 1-2
Motoriduttore
Coclea reversivile linea 3-4
Motoriduttore
Motore compressore
Compressore
AS-M103
Ventilatore
AS-
4
4
7
10
10
4
4
5
5
3
3
3
5
5
6
6
7
3
3
6
6
120
147
90
90
120
120
10
10
7
7
4
4
4
4
4
4
4
4
7
7
10
3
3
7
7
5
5
5
5
5
5
5
5
2
2
3
3
3
3
3
6
6
6
6
6
6
6
6
6
6
3
90
90
147
147
120
120
120
120
120
120
120
120
84
84
90
7
7
6
6
2
2
84
84
7
7
10
10
10
6
6
5
5
5
2
2
3
3
3
84
84
150
150
150
Pag 17 di 34
RPN
Detection
CELLE DI CARICO SILO
Elementi filtranti
Sistema lavaggio
Presostato delta P
Celle di carico
Centralina elettronica
Valvola pneumatica
Elettrovalvola
Occurrence
FILTRO
Severity
SISTEMA
ALIMENTAZIONE
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
M103A
FILTRO Linea 1
VITE DOSATRICE
ROTOCELLA
SISTEMMA HOPPER
TRAMOGGIA
Rotocella Trasporto
Motore ventilatore
Essiccatore
Elementi filtranti
Sistema lavaggio
Presostato delta P
Rotocella filtro
Motore elettrico
Agitatore
Motoriduttore
Rotocella
Tramoggia
Cella di carico
Centralina elettronica
Motore elettrico
Tramoggia
Misura livello
Rotocella
F-101
AS-M104
10
4
4
4
7
10
10
10
10
10
10
10
10
10
10
10
10
5
2
5
5
3
9
9
7
7
7
9
3
3
3
3
3
9
3
7
6
6
7
2
2
2
2
2
2
3
3
3
3
3
2
150
56
10
10
5
5
3
3
150
150
10
10
4
4
4
7
10
10
10
10
10
10
10
10
10
10
10
10
5
5
2
5
5
3
9
9
7
7
7
9
3
3
3
3
3
9
3
3
7
6
6
7
2
2
2
2
2
2
3
3
3
3
3
2
150
150
56
10
10
5
5
3
3
150
150
10
10
4
4
4
7
10
10
10
5
5
2
5
5
3
9
9
7
3
3
7
6
6
7
2
2
2
150
150
56
120
147
180
180
140
140
140
180
90
90
90
90
90
180
LINEA 2
Compressore
FILTRO Linea 2
VITE DOSATRICE
ROTOCELLA
SISTEMMA HOPPER
TRAMOGGIA
Rotocella Trasporto
Motore compressore
Compressore
Ventilatore
Motore ventilatore
Essiccatore
Elementi filtranti
Sistema lavaggio
Presostato delta P
Rotocella filtro
Motore elettrico
Agitatore
Motoriduttore
Rotocella
Tramoggia
Cella di carico
Centralina elettronica
Motore elettrico
Tramoggia
Misura livello
Rotocella
AS-M203
ASM203A
F-201
AS-M204
120
147
180
180
140
140
140
180
90
90
90
90
90
180
LINEA 3
Compressore
FILTRO Linea 3
VITE DOSATRICE
Motore compressore
Compressore
Ventilatore
Motore ventilatore
Essiccatore
Elementi filtranti
Sistema lavaggio
Presostato delta P
Rotocella filtro
Motore elettrico
Agitatore
AS-M303
ASM303A
F-301
AS-M304
Pag 18 di 34
120
147
180
180
140
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
ROTOCELLA
SISTEMMA HOPPER
TRAMOGGIA
Rotocella Trasporto
Motoriduttore
Rotocella
Tramoggia
Cella di carico
Centralina elettronica
Motore elettrico
Tramoggia
Misura livello
Rotocella
10
10
10
10
10
10
10
10
10
7
7
9
3
3
3
3
3
9
2
2
2
3
3
3
3
3
2
140
140
180
90
90
90
90
90
180
Motore compressore
Compressore
10
10
5
5
3
3
150
150
10
10
4
4
4
7
10
10
10
10
10
10
10
10
10
10
10
10
5
5
2
5
5
3
9
9
7
7
7
9
3
3
3
3
3
9
3
3
7
6
6
7
2
2
2
2
2
2
3
3
3
3
3
2
150
150
56
LINEA 4
Compressore
FILTRO Linea 4
VITE DOSATRICE
ROTOCELLA
SISTEMMA HOPPER
TRAMOGGIA
Rotocella Trasporto
Ventilatore
Motore ventilatore
Essiccatore
Elementi filtranti
Sistema lavaggio
Presostato delta P
Rotocella filtro
Motore elettrico
Agitatore
Motoriduttore
Rotocella
Tramoggia
Cella di carico
Centralina elettronica
Motore elettrico
Tramoggia
Misura livello
Rotocella
AS-M403
ASM403A
F-401
AS-M404
4.11 Analisi criticità
Come suggerito dalla teoria, sono stati identificati, con un’analisi FMEA/ FMECA, i vari
modi i guasto e i relativi tassi di guasto dei componenti, attingendo tali informazioni da
DATABOOK specialistici di componenti elettronici, meccanici, elettrici, ecc.. Per
semplificare l’analisi si è deciso di considerare i tassi di guasto costanti dei componenti.
Questa ipotesi è ragionevolmente valida ed accurata se concentriamo lo studio alla sola
vita utile dei componenti esaminati. Non avendo uno storico di eventi di guasto si e fatto
Pag 19 di 34
120
147
180
180
140
140
140
180
90
90
90
90
90
180
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
solo un approccio teorico.
Scelta della politica di manutenzione (a guasto, programmata, programmata / ispettiva) da
eseguire per ogni componente critico in base a valutazioni economiche e logistiche. Scelta
la strategia manutentiva da intraprendere su ogni componente critico, bisogna monitorarlo
da campo e effettuare continue regolazioni per poter tendere all’ottimo. A supporto dello
studio e delle analisi è stato necessario l’utilizzo di strumenti informatici.
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Tecnica FMEA
Filtro F-001
Elementi filtranti
Elementi filtranti posti all’interno del filtro
Intasamento
Rottura per usura
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Sistema di monitoraggio polveri al camino
Tecnica FMEA
Filtro F-101
Elementi filtranti
Elementi filtranti posti all’interno del filtro
Intasamento
Rottura per usura
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Sistema di monitoraggio polveri al camino
Tecnica FMEA
Filtro F-201
Elementi filtranti
Elementi filtranti posti all’interno del filtro
Intasamento
Rottura per usura
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Sistema di monitoraggio polveri al camino
Tecnica FMEA
Filtro F-301
Elementi filtranti
Pag 20 di 34
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Elementi filtranti posti all’interno del filtro
Intasamento
Rottura per usura
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Sistema di monitoraggio polveri al camino
Tecnica FMEA
Filtro F-401
Elementi filtranti
Elementi filtranti posti all’interno del filtro
Intasamento
Rottura per usura
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Sistema di monitoraggio polveri al camino
Tecnica FMEA
Filtro F-001
Sistema di lavaggio
Lavaggio pneumatico in cotro corrente degli elementi filtranti
Mancanza aria
Intasamento ugelli
Intasamento tubazioni
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Tecnica FMEA
Filtro F-101
Sistema di lavaggio
Lavaggio pneumatico in cotro corrente degli elementi filtranti
Mancanza aria
Intasamento ugelli
Intasamento tubazioni
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Pag 21 di 34
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Tecnica FMEA
Filtro F-201
Sistema di lavaggio
Lavaggio pneumatico in cotro corrente degli elementi filtranti
Mancanza aria
Intasamento ugelli
Intasamento tubazioni
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Tecnica FMEA
Filtro F-301
Sistema di lavaggio
Lavaggio pneumatico in cotro corrente degli elementi filtranti
Mancanza aria
Intasamento ugelli
Intasamento tubazioni
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Tecnica FMEA
Filtro F-401
Sistema di lavaggio
Lavaggio pneumatico in corto corrente degli elementi filtranti
Mancanza aria
Intasamento ugelli
Intasamento tubazioni
Malfunzionamento del sistema filtro
Presso stato differenziale con segnalazione anomalia su
sistema sinottico
Allarme su intervento presso stato differenziale
Tecnica FMEA
Filtro F-001
Presso stato delta P
Interruttore di soglia su misura pressione differenziale filtranti
Inceppamento parte mobile
Rottura tubazioni
Mancata segnalazione funzionamento filtro
Time out da inizio filtraggio
Allarme su intervento timer
Pag 22 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Tecnica FMEA
Celle di carico su silo principale
Celle di carico
Componenti elastometri ubicati sotto il silo per pesarne il
contenuto
Rottura meccanica per sovraccarico
Perdita isolamento
Staratura
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Inserimento di un livellostato di troppo pieno
Allarme su sinottico con misura fuori range
Sostituzione della cella difettosa
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 1
Celle di carico
Componenti elastometri ubicati sotto il silo per pesarne il
contenuto
Rottura meccanica per sovraccarico
Perdita isolamento
Staratura
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Inserimento di un livellostato di troppo pieno
Allarme su sinottico con misura fuori range
Sostituzione della cella difettosa
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 2
Celle di carico
Componenti elastometri ubicati sotto il silo per pesarne il
contenuto
Rottura meccanica per sovraccarico
Perdita isolamento
Staratura
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Inserimento di un livellostato di troppo pieno
Allarme su sinottico con misura fuori range
Pag 23 di 34
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Sostituzione della cella difettosa
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 3
Celle di carico
Componenti elastometri ubicati sotto il silo per pesarne il
contenuto
Rottura meccanica per sovraccarico
Perdita isolamento
Staratura
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Inserimento di un livellostato di troppo pieno
Allarme su sinottico con misura fuori range
Sostituzione della cella difettosa
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 4
Celle di carico
Componenti elastometri ubicati sotto il silo per pesarne il
contenuto
Rottura meccanica per sovraccarico
Perdita isolamento
Staratura
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Inserimento di un livellostato di troppo pieno
Allarme su sinottico con misura fuori range
Sostituzione della cella difettosa
Taratura periodica
Tecnica FMEA
Celle di carico su silo principale
Centralina elettronica
Apparecchiatura di controllo che converte il segnale elettrico
delle celle di carico in segnale normalizzato acquisito da
sistema di controllo
Sovraccarico elettrico
Perdita isolamento
Staratura
Pag 24 di 34
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Sovra riscaldamento
Mancanza alimentazione elettrica
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Segnale elettrico di apparecchiatura pronta
Allarme su sinottico con misura fuori range
Controllo periodico
Misura paramentri: come temperatura, corrente e tensione
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 1
Centralina elettronica
Apparecchiatura di controllo che converte il segnale elettrico
delle celle di carico in segnale normalizzato acquisito da
sistema di controllo
Sovraccarico elettrico
Perdita isolamento
Staratura
Sovra riscaldamento
Mancanza alimentazione elettrica
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Segnale elettrico di apparecchiatura pronta
Allarme su sinottico con misura fuori range
Controllo periodico
Misura paramentri: come temperatura, corrente e tensione
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 2
Centralina elettronica
Apparecchiatura di controllo che converte il segnale elettrico
delle celle di carico in segnale normalizzato acquisito da
sistema di controllo
Sovraccarico elettrico
Perdita isolamento
Staratura
Sovra riscaldamento
Mancanza alimentazione elettrica
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Segnale elettrico di apparecchiatura pronta
Pag 25 di 34
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Allarme su sinottico con misura fuori range
Controllo periodico
Misura paramentri: come temperatura, corrente e tensione
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 3
Centralina elettronica
Apparecchiatura di controllo che converte il segnale elettrico
delle celle di carico in segnale normalizzato acquisito da
sistema di controllo
Sovraccarico elettrico
Perdita isolamento
Staratura
Sovra riscaldamento
Mancanza alimentazione elettrica
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Segnale elettrico di apparecchiatura pronta
Allarme su sinottico con misura fuori range
Controllo periodico
Misura paramentri: come temperatura, corrente e tensione
Taratura periodica
Tecnica FMEA
Celle di carico su hopper linea 4
Centralina elettronica
Apparecchiatura di controllo che converte il segnale elettrico
delle celle di carico in segnale normalizzato acquisito da
sistema di controllo
Sovraccarico elettrico
Perdita isolamento
Staratura
Sovra riscaldamento
Mancanza alimentazione elettrica
Fermata del sistema per mancanza integrazione peso con il
riempimento e svuotamento
Rischio di fuori uscite di materiale
Segnale elettrico di apparecchiatura pronta
Allarme su sinottico con misura fuori range
Controllo periodico
Misura paramentri: come temperatura, corrente e tensione
Taratura periodica
Pag 26 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
XY-001
Valvola pneumatica sotto Agitatore
Valvola ad azionamento pneumatico che evita la fuori uscita
del materiale con agitatore fermo
Inceppamento
Trafilaggio
Perdita di materiale ed intasamento del componente
sottostante
Flussostato che controlla passaggio di materiale interfacciato
a sinottico
Controllo tenute
Pulizia guide
Lubrificazione
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
XY-101
Valvola pneumatica sotto coclea reversibile AS-M001
Valvola ad azionamento pneumatico che evita la fuori uscita
del materiale con agitatore fermo
Inceppamento
Trafilaggio
Perdita di materiale ed intasamento del componente
sottostante
Flussostato che controlla passaggio di materiale interfacciato
a sinottico
Controllo tenute
Pulizia guide
Lubrificazione
Tecnica FMEA
XY-201
Valvola pneumatica sotto coclea reversibile AS-M001
Valvola ad azionamento pneumatico che evita la fuori uscita
del materiale con agitatore fermo
Inceppamento
Trafilaggio
Perdita di materiale ed intasamento del componente
sottostante
Flussostato che controlla passaggio di materiale interfacciato
a sinottico
Controllo tenute
Pulizia guide
Lubrificazione
Pag 27 di 34
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Tecnica FMEA
XY-301
Valvola pneumatica sotto coclea reversibile AS-M002
Valvola ad azionamento pneumatico che evita la fuori uscita
del materiale con agitatore fermo
Inceppamento
Trafilaggio
Perdita di materiale ed intasamento del componente
sottostante
Flussostato che controlla passaggio di materiale interfacciato
a sinottico
Controllo tenute
Pulizia guide
Lubrificazione
Tecnica FMEA
XY-401
Valvola pneumatica sotto coclea reversibile AS-M002
Valvola ad azionamento pneumatico che evita la fuori uscita
del materiale con agitatore fermo
Inceppamento
Trafilaggio
Perdita di materiale ed intasamento del componente
sottostante
Flussostato che controlla passaggio di materiale interfacciato
a sinottico
Controllo tenute
Pulizia guide
Lubrificazione
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Identificazione
Componente
GT-002
Agitatore di estrazione sotto il silo
Agitatore che accelera la fuori uscita del materiale dal silo
Rottura cuscinetti
Usura supporti
Staratura masse eccentriche
Mancata fuori uscita del materiale fermo dell’impianto
Sistema controllo rotazione interfacciato a sinottico
Controllo periodico stato cuscinetti
Pulizia
Lubrificazione
Tecnica FMEA
XY-301
Moto riduttore
Pag 28 di 34
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Gruppo moto riduttore che dà il movimento asll’agitatore
Surriscaldamento motore elettrico
Rottura motore elettrico
Usura ingranaggi
Rottura cuscinetti
Mancato funzionamento dell’agitatore
Controllo in continuo parametri elettrici motore
Controllo delle vibrazioni del gruppo riduttore
Lubrificazione
Controllo sul motore elettrico dei parametri di corrente e
potenza
Misura periodica delle vibrazioni
Controllo con termocamera
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
Silo
Silo principale stoccaggio solfato ferroso
Stoccaggio del materiale che verra distribuito alle tramogge
delle 4 linee
Usura interna per aggressività materiale
Incrostazioni
Perdita delle caratteristiche meccaniche
Diminuzione volume utile interno
Controllo visivo periodico
Misura spessori pareti
Controllo vibrazioni
Controllo visivo periodico a silo vuoto
Controllo vibrazioni in esercizio
Pulizia interna
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
AS-M001
Coclea reversibile
Trasporta ikl materiale dalla tramoggia intermedia verso gli
hopper linea 1-2
Usura meccanica
Incrostazioni
Rottura cuscinetti
Bloccaggio e mancato trasporto del materiate
Controllo rotazione
Misura vibrazioni
Controllo rimori e surriscaldamenti
Controllo rotazione con allarme su sinottico
Lubrificazione
Pulizia
Pag 29 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
AS-M002
Coclea reversibile
Trasporta ikl materiale dalla tramoggia intermedia verso gli
hopper linea 3-4
Usura meccanica
Incrostazioni
Rottura cuscinetti
Bloccaggio e mancato trasporto del materiate
Controllo rotazione
Misura vibrazioni
Controllo rimori e surriscaldamenti
Controllo rotazione con allarme su sinottico
Lubrificazione
Pulizia
Tecnica FMEA
Identificazione
Componente
Descrizione
Modi di guasto
Effetti
Sistema di protezione
Intervento
AS-M002
Compressore
Aria per il trasporto del materiale dall’hopper al molino
Usura meccanica
Grippaggi
Rottura cuscinetti
Blocco della linea per mancanza fluido vettore per il trasporto
Controllo parametri elettrici e meccanici
Misura vibrazioni
Controllo rimori e surriscaldamenti
Controllo parametr con allarme su sinottico
Lubrificazione
Pulizia
Pag 30 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
4.12 Programma di manutenzione
Lo scopo fondamentale della programmazione manutentive è quello di garantire che gli
interventi ritenuti necessari vengano realizzati con la massima economia e che il lavoro
eseguito risponda ai criteri di produttività ed efficienza.
La caratteristica essenziale della programmazione manutentive consiste nella sua
capacità di prevedere le avarie e di predisporre un insieme di procedure per la
prevenzione dei guasti e l’eventuale rettificategli stessi, attraverso un equilibrio economico
e tecnico tra due sistemi complementari e interconnessi: sistema di manutenzione
preventiva e a guasto.
Il programma di manutenzione contiene tutte le informazioni di tipo tecnico necessarie per
la programmazione nel tempo dei controlli periodici (manutenzione secondo condizione)e
per la programmazione a scadenza fissategli interventi manutentivi e di conduzione
(manutenzione preventiva).
Si pone inoltre l’obbiettivo di prevedere le avarie e di predisporre un insieme di procedure
per la prevenzione dei guasti e l’eventuale rettifica degli stessi.
I dati informativi che costituiscono il programma devono essere classificati e organizzati,
per facilità di utilizzazione, in forma di schede.
Le parti essenziali che costituiscono il programma sono:
CODICE
1.0
1.1
1.1.1
1.1.2
1.1.3
1.2.1
1.2.2
1.3.1
1.3.2
1.4.1
1.4.2
Programma di manutenzione
STRATEGIA
ATTIVITA’
INSIEMI
MANUTENTIVI
Sistema di
alimentazione
Filtro
Elementi
Programmata pulizia
filtranti
Sistema
Predittiva
Regolazione
lavaggio
Taratura
Pulizia
Presso stato
Programmata Pulizia
delta P
Tratura
Celle di carico Predittiva
Controllo
Centralina
Predittiva
Controllo
elettronica
Taratura
Agitatore
Programmata Pulizia
Lubrificazione
Controlii
Motoriduttore
Predittiva
Pulizia
Controlli
Prove non
distruttive
Valvola
Predittiva
Pulizia
pneumatica
Controllo
Lubrificazione
Prove non
distruttive
Motoriduttore
Predittiva
Pulizia
FREQUENZA OPERATORE
3 mesi
OpeManMec
Semestrale
OpeManMec
Semestrale
SpeStrumMan
Semestrale
Semestrale
SpeStrumMan
SpeStrumMan
Semestrale
OpeManMec
Settimanale
Mensile
OpeEse
OpeEse
Trimestrale
SpeManMec
Mensile
OpeEse
Trimestrale
Semestrale
OpemanMec
SpeManMec
Mensile
OpeEse
Pag 31 di 34
1.5.1
1.6.1
1.6.2
1.7.1
2.0
2.1.1
2.1.2
2.1.3
2.1.4
2.1.5
2.2.1
2.2.2
2.3.1
2.4.0
2.4.1
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Controlli
Trimestrale
SpeManMec
Prove non
distruttive
Tramoggia
Programmata Pulizia
Semestrale
OpeEse
intermedia
Controlli
Silo
Programmata Pulizia
Semestrale
OpeEse
Controlli
SpeStrumMAn
Misura livello
Condizione
Pulizia
Verifica
Taratura
OpeEse
Mensile
Coclea
Predittiva
Pulizia
reversibile
Controllo
SpeManMec
Trimestrale
Prove non
distruttive
Linea 1
Trimestrale
OpemanMec
Compressore
Programmata Pulizia
Controlli
Prove non
SpeManMec
distruttive
Motore
Predittiva
Pulizia
Trimestrale
OpemanEle
elettrico
Controlli
Prove non
SpemanEle
distruttive
Ventilatore
Programmata Controlli
Trimestrali
OpemanMec
Lubrificazione
Motore
Predittiva
Pulizia
Trimestrale
OpemanEle
elettrico
Controlli
ventilatore
Prove non
SpemanEle
distruttive
Essiccatore
Programmata Pulizia
Semestrale
OpeManMec
aria
Controllo
Sostituzione
guarnizioni
Vite dosatrice
Condizione
Pulizia
Settimanale
OpeEse
Controllo
Lubrificazione Mensile
OpeManMec
Prove non
Trimestrale
SpemanMec
distruttive
Motoriduttore
Predittiva
Pulizia
Mensile
OpeEse
Controlli
Prove non
Trimestrale
SpeManMec
distruttive
Rotocella
Predittiva
Pulizia
Mensile
OpeEse
Controllo
Lubrificazione Trimestrale
OpemanMec
Prove non
SpemanMec
distruttive
Sistema
hopper
Tramoggia
Programmata Pulizia
Semestale
OpeEse
Pag 32 di 34
2.4.2
2.4.3
2.4.4
2.5.1
2.5.2
2.6.1
2.6.2
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Controllo
Verifiche
OpeManMec
Celle di carico Predittiva
Controllo
Semestrale
SpeStrumMan
Centralina
Predittiva
Controllo
Semestrale
SpeStrumMan
elettronica
Taratura
Trimestrale
OpemanEle
Motore
Predittiva
Pulizia
elettrico
Controlli
SpemanEle
Prove non
distruttive
Tramoggia
Programmata Pulizia
Semestrale
OpeEse
Controlli
SpeStrumMAn
Misura livello
Condizione
Pulizia
Verifica
Taratura
Rotocella
Predittiva
Pulizia
OpeEse
Mensile
Controllo
Lubrificazione Trimestrale
OpemanMec
SpemanMec
Prove non
distruttive
Motore
Predittiva
Pulizia
Trimestrale
OpemanEle
elettrico
Controlli
Prove non
SpemanEle
distruttive
Operatori:
• OpeManMec:
• OpeEse
• OpeManEle
• SpeManMec:
• SpeManEle
• SpeStrumMan
Operaio manutenzione meccanica
Operaio addetto di esercizio
Operaio manutenzione elettrica
Operaio meccanico specializzato di esercizio
Operaio elettricista specializzato di manutenzione
Operaio strumentista specializzato di manutenzione
4.13 Conclusioni
Siccome per l’impianto in oggetto non esistono ancora dati significativi, essendo di
recente realizzazione, la maggior parte delle attività sono riferite alle indicazioni del
fornitore dell’impianto e delle singole apparecchiature.
Una attenta analisi ha manifestato delle criticità trascurate dal fornitore, causate dal
luogo e dalle condizioni di esercizio, che già si sono manifestate con evidenti segnali quali
rumori, surriscaldamenti ecc.
Tale condizione ha portato ad implementazione di sistemi di monitoraggio interfacciati
con l’impianto di automazione e ad un sistema di supervisione.
Siccome l’impianto marcia senza la presenza di un operatore, gli operatori di sala
potranno tenere sotto controllo i parametri più importanti e se necessario invieranno degli
addetti di produzione per verificare e attuare le procedure di attività manutentive previste.
Pag 33 di 34
Progetto formativo 2006/7 Tecnico superiore per la manutenzione
Secondo la logica del TPM ogni componente dell’azienda contribuirà al miglioramento
continuo.
Pag 34 di 34