Il Processo Conciario – l’attuale tecnologia e le sue problematiche
Il processo conciario tradizionalmente seguito dalle aziende conciarie, sia esso al cromo o
al vegetale, consta di numerose lavorazioni chimiche e meccaniche, atte a trasformare un
materiale organico destinato alla putrefazione in un prodotto finito resistente all’attacco
idrolitico dei batteri e con peculiari caratteristiche merceologiche e fisico-meccaniche che
lo rendono idoneo per il suo impiego in svariati settori, dalla calzatura all’arredamento,
all’abbigliamento ecc…
Il dover sottoporre le pelli a tutte queste lavorazioni, con continui scarichi dei bagni di
lavorazioni e frequenti variazioni di pH, comportano emissioni di grandi quantità di
inquinanti, liquidi e solidi. Inoltre, anche se col tempo la tecnologia a disposizione del
conciatore ha portato notevoli benefici, il consumo energetico e l’approvvigionamento di
acqua necessaria alla lavorazione sono ancora fattori che incidono notevolmente
sull’economia del processo stesso. Per dare un’idea del consumo di acqua basti pensare
che per ogni chilo di pelle prodotta, sono utilizzati nella filiera mediamente 40 litri d’acqua,
e che tale volume è già il frutto di una evoluzione del processo se si pensa che negli anni
'50 per ogni chilo di pelle ne venivano impiegati circa il doppio.
Tutte queste problematiche e le difficoltà sempre maggiori di approvvigionamento di
energia, acqua e materie prime, impongono al mondo conciario una necessità di
valutazione di nuove tecnologie di processo che apportino significativi miglioramenti in
termini di impatto ambientale e sfruttamento delle risorse.
In questo studio si cercherà di rivisitare radicalmente il processo conciario convenzionale,
mettendo a punto una tecnologia operativa che riduca le procedure individuali e multifase
della lavorazione, evitando continue variazioni di pH e riducendo drasticamente i consumi
energetici e di risorse idriche. Il tutto naturalmente cercando di mantenere costanti, se non
di migliorare, le caratteristiche merceologiche e fisico-meccaniche del cuoio finito, prima
necessità per l’intero settore conciario.
Vista la diversità di pelli grezze, di tipologia di stabilizzazione ( Concia) e di prodotti finiti
abbiamo ritenuto utile organizzare la ricerca a filiera, cioè affrontare la stessa tematica in
concerie diverse così da portare avanti parallelamente la ricerca di grezzi diversi e di per
processi di concia diversi.
Il Processo Conciario Tradizionale
Convenzionalmente si può suddividere il ciclo di lavorazione conciaria in due parti, la
prima detta fase a umido, nella quale le pelli vengono lavorate in opportune soluzioni
acquose di svariati prodotti chimici e la seconda in cui si applicano sulle pelli già asciutte
sostanze chimiche di vario tipo.
Nella prima fase abbiamo la stragrande maggioranza di consumo di acqua ed è perciò da
considerarsi la principale fonte di inquinamento idrico della conceria.
Per praticità prenderemo perciò in esame la sola fase a umido della lavorazione conciaria,
la quale come vedremo è piuttosto complessa, ed in particolare focalizzeremo l’attenzione
su tutte le lavorazioni chimiche effettuate in conceria durante questa fase. Escluderemo
perciò tutte le operazioni meccaniche che tradizionalmente vengono effettuate, in quanto
anche se di grande importanza, generano reflui inquinanti in relative quantità.
Il ciclo conciario inizia con l’arrivo in conceria di pelli animali di varia natura e provenienza,
conservate mediante metodiche quali salatura o essiccamento e prima di arrivare al
processo di concia vero e proprio sono sottoposte ad una serie di lavorazioni
1
“preparative”, attraverso le quali si ripuliscono le pelli e si eliminano da queste tutte quelle
parti considerate non lavorabili.
Queste fasi della lavorazione prendono il nome di “lavori di riviera” ed è possibile
schematizzarli in questo modo:
Rinverdimento
Necessario per riportare le pelli al grado di umidità naturale che
possedevano prima del conservazione, sia essa per salatura o
essiccamento. Inoltre sia ha una prima eliminazione dello sporco più
grossolano e solubilizzazione di materiale proteico non strutturato e
quindi non idoneo alla lavorazione conciaria..
Principali prodotti utilizzati: acqua, antibatterici, tensioattivi.
Depilazione - Calcinazione
Decalcinazione
Obbiettivi di questa fase della lavorazione sono di
eliminare il pelo e l’epidermide, e di aprire la struttura
fibrosa della pelle per la completa pulizia e per renderla
reattiva verso i prodotti concianti delle fasi successive.
Principali prodotti utilizzati: acqua, idrossido di calcio,
solfuro di sodio, solfidrato di sodio.
Si effettua per eliminare parte della calce e portare le pelli al pH ideale
per la successiva macerazione.
Prodotti utilizzati: acqua, sali inorganici a reazione acida (in genere
solfato d’ammonio e cloruro d’ammonio..), acidi organici bicarbossilici.
Macerazione
Per eliminare i residui organici ancora presenti sulla pelle e all’interno
delle fibre, produrre nel contempo un certo allentamento della struttura
fibrosa.
Prodotti utilizzati: acqua, tensioattivi, prodotti di natura enzimatica
(proteolitici).
Sgrassaggio
Per rimuovere le sostanze grasse ancora presenti sulla pelle. Questa
fase è importante soprattutto per pelli particolarmente grasse di natura,
quali le ovine.
Prodotti utilizzati: acqua, tensioattivi, prodotti di natura enzimatica
(lipolitici)
Durante queste lavorazioni le pelli passano da valori di pH di circa 8-9 nel rinverdimento a
12-13 durante la calcinazione ed infine a circa 7,5-8,5 durante la decalcinazionemacerazione. I bagni di lavorazione costituiscono approssimativamente il 35/40% del
totale degli scarichi idrici delle fasi a umido e sono caratterizzati da alti contenuti salini
(cloruri e solfati) ed alti carichi organici (COD e Solidi Sospesi), nonché da elevata carica
batterica.
Di seguito ai lavori di riviera si passa alle fasi di “concia”, nelle quali si ha una
modificazione della struttura fibrosa delle pelli e la trasformazione di queste ultime in cuoio
lavorabile ed imputrescibile. Ciò avviene per l’azione di opportuni prodotti chiamati
appunto “concianti”, i quali si fissano irreversibilmente alla pelle e ne consolidano la
struttura interna, conferendo ciascuno peculiari caratteristiche. Queste fasi sono qui
schematizzate:
2
Pickel
In questa fase si ha la completa eliminazione della calce e mediante
acidificazione delle pelli si raggiungono le migliori condizioni di reattività nei
confronti dei prodotti concianti successivi.
Prodotti utilizzati: acqua, acidi forti organici ed inorganici, cloruro di sodio,
prodotti antimuffa, sbiancanti.
Depiclaggio-Ripiclaggio Con il pickel, le pelli acquistano caratteristiche che le rendono
idrotermicamente abbastanza resistenti, tanto che molte volte
le aziende conciarie acquistano pellami già in questo stato. In
questi casi, per uniformare al meglio le pelli si effettua un
lavorazione chimica di depiclaggio, in cui il pH viene portato
da 2/2,5 a circa 5, ed un nuovo pickel per tornare
nuovamente a pH acido (2,8/3).
Prodotti utilizzati:
Depiclaggio
acqua, cloruro di sodio, bicarbonato di sodio, formiato di
sodio, acetato di sodio, prodotti tensioattivi
Ripiclaggio
acqua, acidi forti organici ed inorganici, cloruro di sodio,
prodotti antimuffa, sbiancanti
Concia
E’ la vera e propria fase di trasformazione di pelle in cuoio. È in genere
suddivisa in due parti, una prima fase di penetrazione del prodotto conciante
all’interno della pelle, ed una seconda in cui si ha la fissazione del conciante
stesso alle fibre proteiche.
Prodotti utilizzati:
1a Fase di penetrazione del conciante
acqua, concianti minerali (sali di cromo(III), sali di alluminio(III), sali di
zirconio(IV)…), estratti vegetali (castagno, quebracho, mimosa…), tannini
sintetici, prodotti aldeidici (formaldeide, glutaraldeide, acetaldeide…), , prodotti
antimuffa, sali organici mascheranti (formiato di sodio, acetato di sodio…)
2a Fase di fissazione del conciante
sali inorganici a reazione basica (bicarbonato di sodio, ossido di magnesio…),
prodotti mascheranti (formiato di sodio, acetato di sodio…).
Nelle lavorazioni di conciatura, le pelli passano dai bagni a pH circa 8 di fine macerazione
a soluzioni fortemente acide (2,5/3) nel pickel e nella concia di penetrazione, per poi
terminare a pH leggermente più alti (circa 4) con la fase di fissazione del conciante.
Approssimativamente la quantità di acqua scaricata in queste fasi è circa il 50% di quella
totale impiegata nelle fasi a umido. Anche per queste fasi avremo alta salinità e carichi
organici, in più, in dipendenza dal tipo di concia effettuata, nel bagno troveremo sali
metallici, tannini vegetali e sintetici, prodotti aldeidici.
Ultima parte della lavorazione conciaria a umido è costituita da quelle lavorazione
necessarie per la caratterizzazione del pellame ottenuto con la concia, in base all’articolo
finito desiderato. Queste lavorazioni di “caratterizzazione” o più semplicemente di
“riconcia”, permettono di conferire al cuoio peculiari proprietà merceologiche ed
adeguate resistenze fisico-meccaniche.
3
Riconcia di uniformizzazione
Neutralizzazione
Per rendere le pelli idonee al trattamento di riconcia di
caratterizzazione, di tintura ed ingrasso successivi.
Prodotti utilizzati: acqua, bicarbonato di sodio, formiato di sodio,
bisolfito di sodio, acetato di sodio, tannini sintetici neutralizzanti.
Riconcia di caratterizzazione
Tintura
Per completare e rendere più omogenea la concia
effettuata. Generalmente si impiegano le stesse
sostanze utilizzate durante la concia o prodotti di
natura chimica simile.
Prodotti utilizzati: acqua, concianti minerali (sali di
cromo(III), sali di alluminio(III)…), bicarbonato di
sodio.
Insieme all’ingrassaggio è la lavorazione che
determina le caratteristiche del cuoio finito, in
dipendenza dell’articolo che si vuole ottenere.
Prodotti utilizzati: acqua, tannini vegetali e sintetici,
prodotti aldeidici (glutaraldeide), resine di vario tipo
(acriliche, urea-formaldeide, melamminiche…).
Per conferire al cuoio una determinata colorazione.
Prodotti utilizzati: acqua, coloranti, acido formico.
Ingrassaggio
Trattamento delle pelli con sostanze di natura grassa per realizzare
una lubrificazione delle fibre e conferire peculiari proprietà quali
l’elasticità, la pienezza, la morbidezza…
Prodotti utilizzati: acqua, prodotti ingrassanti di origine animale,
vegetale e sintetica, emulsionanti, acido formico.
Con queste lavorazioni si conclude la fase a umido del processo conciario, le pelli
passano alle lavorazioni di asciugaggio ed infine alla rifinizione, con la quale si nobiliterà il
cuoio ottenuto e lo si renderà idoneo alla vendita.
Nelle fasi di caratterizzazione si scarica circa il 15% del totale delle acque reflue in uscita
da un conceria, sempre considerando la sola lavorazione a umido. Si hanno pH
continuamente variabili da circa 4 fino a 5/5,5, in quanto per permettere la penetrazione
dei prodotti e la loro successiva fissazione si aggiungono continuamente acidi e basi, con
il risultato di generare grandi quantità di sali che solo in parte sono trattenuti dalle pelli,
mentre molti terminano nelle acque reflue.
Come si può osservare, il ciclo conciario tradizionale, seguendo la logica del “crea e
distruggi”, sottopone le pelli ad ampie e continue variazioni di pH, con continue aggiunte
di prodotti acidi e basici. Tutto ciò naturalmente incide considerevolmente sull’impatto
ambientale dei reflui, provocando decisi aumenti in termini di parametri quali Cloruri,
Solfati, COD, Solidi Sospesi …
Ciò che si vuol raggiungere in questa sperimentazione è la messa a punto di una
lavorazione conciaria innovativa, la quale, sfruttando una radicale riorganizzazione
dell’intera fase a umido, riduca decisamente i passaggi di variazione di pH, con
conseguenti miglioramenti di carattere ambientale ed in termini di consumi e scarichi idrici.
Un tale riassestamento della metodologia operativa permetterà come vedremo di eliminare
certe fasi della lavorazione, con un importante guadagno dal punto di vista della tempistica
e del consumo di acqua, prodotti chimici ed energia.
4
Il Processo Conciario Inverso
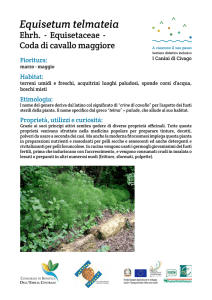
Per cercare di superare i problemi visti per il processo conciario a umido tradizionale, si
cercherà di invertire le fasi della lavorazione, sia per cicli che partono da materiale grezzo,
sia per quelli che invece hanno inizio con pellame piclato. In particolare, si agirà sui valori
di pH iniziali, modulandoli opportunamente in modo da invertire le fasi produttive, evitando
perciò di alternare continuamente le fasi di acidificazione e basificazioni, necessarie per la
penetrazione e fissazione dei vari prodotti.
Per il processo dal grezzo, in pratica sfrutteremo il fatto di avere un pH della pelle dopo
macerazione vicino alla neutralità per offrire i prodotti delle operazioni post concia
(lavorazioni di caratterizzazione), abbassando poi il pH ad un valore di circa 5,0-5,5 per
eseguire la concia vera e propria.
Tutto questo procedendo in parallelo con un processo conciario tradizionale, attuato su
uno stesso grezzo di partenza e lavorato in comune per le fasi dei lavori di riviera, così da
permetterci di paragonare con significatività i cuoi finiti ottenuti.
Schematicamente:
Pellame grezzo
Lavorazioni di “riviera”
Processo Tradizionale
Suddivisione in
“mezzine”
Mezzine sinistre
Pellame in
trippa a pH 8
Processo Inverso
Mezzine destre
5
Vista fase per fase la sperimentazione condotta in parallelo per processi partendo da pelli
decalcinata sarà così strutturata:
Processo
Tradizionale
Mezzine
SINISTRE
Pickel
Concia al
cromo di
penetrazione
Fissazione del
conciante mediante
basifica a pH 4
Processo
Inverso
Mezzine
DESTRE
Riconcia di
caratterizzazione
Tintura ed ingrasso
Neutralizzazione
a pH circa 5
Concia al
cromo
Pressatura,
spaccatura, rasatura
Riconcia di
uniformizzazione
Asciugaggio,
palissonatura
Rasatura a secco
Neutralizzazione
a pH circa 5
Riconcia di
caratterizzazione
Rifilatura,
inchiodatura
Tintura ed ingrasso
Asciugaggio,
palissonatura,
rifilatura, inchiodatura
6
I pellami ottenuti attraverso le due metodiche operative saranno poi valutati per le loro
caratteristiche merceologiche, andando a verificare le principali resistenze fisicomeccaniche richieste e le qualità organolettiche quali morbidezza, pienezza, nonché le
caratteristiche tintoriali (intensità del colore, penetrazione, uniformità di tintura).
Oltre a valutazioni sul prodotto finito, sarà necessaria anche una verifica dei principali
parametri chimici, sia sulle pelli che nei singoli bagni di lavorazione, ma anche sui bagni
finali medi ottenuti dai due processi, così da quantificare i miglioramenti in termini di
impatto ambientale apportati dal processo innovativo.
Infine, dalla valutazione dei costi di processo, intesi come costi energetici, costi per risorse
idriche, costi per prodotti chimici e tempistica, si dovrà trarre un bilancio definitivo, per
dimostrare i vantaggi e gli svantaggi del processo inverso in paragone con quello
tradizionale.
Per pellami che arrivano in conceria piclati, la sperimentazione sarà ancora più semplice,
in quanto non vi è neppure la necessità di effettuare le lavorazioni di “riviera” comuni, ma
si basterà effettuare una fase comune di depiclaggio prima di dividere le pelli ed andare
avanti con le due metodologie.
Pellame piclato
Depiclaggio
Processo Tradizionale
Suddivisione in
“mezzine”
Mezzine sinistre
Pellame
neutralizzato a
pH circa 6
Processo Inverso
Mezzine destre
7
Fase per fase la sperimentazione sarà così condotta:
Processo
Tradizionale
Mezzine
SINISTRE
Processo
Inverso
Mezzine
DESTRE
Ripiclaggio
Riconcia di
caratterizzazione
Concia al
cromo di
penetrazione
Fissazione del
conciante mediante
basifica a pH 4
Pressatura,
spaccatura,
Riconcia di
uniformizzazione
Neutralizzazione
a pH circa 5
Riconcia di
caratterizzazione
Tintura ed ingrasso
Neutralizzazione
a pH circa 5
Concia al
cromo
Asciugaggio,
palissonatura
Rasatura a secco
Rifilatura,
inchiodatura
Tintura ed ingrasso
Asciugaggio,
palissonatura,
rifilatura, inchiodatura
8
Anche per questa seconda sperimentazione si effettuerà lo stesso tipo di valutazione sia
sul prodotto finito, che sui bagni di lavorazione, giungendo infine a tirare un bilancio
complessivo dei costi, visualizzando pregi e difetti anche di questo nuovo processo
inverso su pellami di partenza piclati.
Naturalmente tutto questa sperimentazione sarà condotta su scala pilota, con ridotti
quantitativi di pellame, e i risultati ottenuti dovranno essere riconfermati tramite test di
carattere industriale in aziende conciarie.
Inoltre data l’alta eterogeneità di pellami prodotti dalle aziende conciarie, occorrerà testare
la funzionalità del processo conciario inverso su vari tipologie di pellami e per l’ottenimento
di una vasta gamma di articolistica. In questo modo si potrà rendere universale la nuova
tecnologia e perciò applicabile da qualsiasi conceria di questo mondo, indipendentemente
dal materiale di partenza e dal prodotto finito che si vuole ottenere.
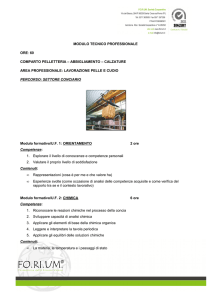
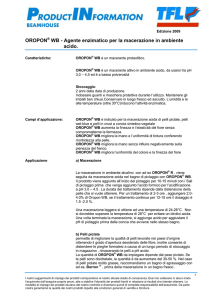
Conclusioni ed aspettative
In linea di principio il processo conciario inverso permetterà l’ottenimento di cuoi di alta
qualità paragonabili a quelli tradizionalmente ottenuti dalle aziende conciarie con le loro
lavorazioni, riducendo nel contempo i consumi di acqua, e di prodotti chimici, con notevoli
benefici di carattere ambientale e con tempi di processo ridotti.
In linea di principio, con il processo inverso avremo una significativa riduzione del
consumo di acqua, in quanto sono state eliminate diverse fasi della tradizionale
lavorazione. Facendo una stima delle acque consumate durante il processo convenzionale
e confrontandole con quelle che invece occorreranno per il ciclo innovativo, si ricava un
risparmio d’acqua, e quindi anche una riduzione degli effluenti di circa il 60/65%. In un
contesto mondiale che va verso drastiche diminuzioni delle risorse idriche, un tale risultato
risulta senza dubbio di grande importanza.
Il ciclo conciario inverso comporterà un importante miglioramento in termini di impatto
ambientale, in quanto avendo eliminato diverse fasi di acidificazione/basificazione, avremo
abbattimenti di valori chimici importanti quali COD, solidi sospesi, per i quali si prevede un
abbattimento rispettivamente del 30/50% e del 60/80%, ma anche cloruri, solfati… Si
prevede anche di ottenere un miglior grado di fissazione dei prodotti chimici, per cui anche
questo si ripercuoterà positivamente sui carichi inquinanti dei reflui di scarico.
Per quanto riguarda i costi energetici, valutando tutti gli aspetti in questione , con
l’introduzione del nuovo processo inverso si avranno grossi vantaggi economici.
Innanzitutto, ritornando alla diminuzione del consumo di acqua, ed alla conseguente
riduzione degli scarichi, avremo un abbattimento dei costi per il trattamento di
depurazione.
Per quanto riguarda i tempi, si prevede che il processo inverso necessiterà di archi di
tempo notevolmente inferiori, quantificabili in circa il 50% in meno, considerando tempi di
bottalatura e intervalli di lavorazione. Il tutto naturalmente si traduce in risparmi energetici
per il mantenimento dell’impianto ed in un potenziale aumento della produttività
dell’azienda conciaria.
Infine è da considerare il risparmio ottenuto in termini di prodotti chimici, dovuto
all’eliminazione di diverse fasi di acidificazione/basificazione e al miglioramento del grado
di esaurimento dei prodotti chimici forniti. La riduzione del consumo di prodotti chimici è
stimabile attorno al 50%
9
Riduzione
del
consumo
di acqua
Minor
quantità
di effluenti
da depurare
Minor carico
inquinante
degli
effluenti
Miglior
esaurimento
dei prodotti
chimici
PROCESSO
INVERSO
Minor
consumo di
energia di
mantenimento
impianto
Tempi di
lavorazione
ridotti
Riduzione
dell’impiego
di prodotti
chimici
Aumento
di
produttività
aziendale
10