7
FONDERIA
7.2 Fusione in terra (annotazioni)
7.2.1 Caratteristiche del modello
Colorazione e scritte
Il modello di legno deve essere colorato, con vernici adatte, per indicare il materiale da usare nel getto, per
favorirne l’estrazione e per proteggerlo dagli agenti atmosferici. Questa fase non è necessaria per tutti i
materiali. Devono essere presenti anche scritte e marcature (per indicare le varie parti ecc.), indicate dalle
normative.
7.2.2 Sabbie e terre per fonderia
I leganti a base di silicato di sodio, impiegati nel procedimento al CO2, si trovano in commercio sotto
denominazioni varie, quali Carsil Foseco, Steinex, Gas-Col ecc.: si mescolano nella proporzione media del 3%
con sabbia silicea selezionata, lavata ed essiccata, con aggiunta di additivi (nero minerale, farina di legno,
peci e granulare ecc.) per migliorare la sgretolabilità dopo la colata.
L’insufflazione di CO2 può venire praticata con diversi sistemi come sonde, ventose o apparecchiature
semiautomatiche.
Analisi chimica
Per poter determinare la composizione della terra si esegue l’analisi chimica, sia per quanto riguarda gli
elementi essenziali, come silice e argilla, sia per le impurezze, tollerate entro certi limiti per non modificare le
proprietà della terra stessa. Le impurezze possono essere:
1. il carbonato di calcio: per effetto del calore del getto il CaCO3 si decompone in biossido di carbonio (CO2) e
ossido di calcio (CaO); il primo provoca soffiature mentre il secondo reagendo con la silice forma un silicato
che fonde facilmente e incrosta i getti;
2. il carbonato di magnesio: produce gli stessi inconvenienti del carbonato di calcio: massimo tollerato 1%;
3. la mica: presenta gli stessi inconvenienti dell’ossido di calcio.
1
4. l’ossido di ferro: diminuisce la refrattarietà ed è tollerato nella quantità massima del 3%;
5. l’ossido di alluminio: forma con la silice silicati fusibili diminuendo quindi la refrattarietà: massimo tollerato
2%;
6. i sali di potassio: diminuiscono la coesione a caldo e provocano il disfacimento della forma;
Metodi di prova delle terre e sabbie per fonderia
Consentono:
1. la determinazione della permeabilità;
2. la determinazione del tenore di argilloide;
3. la determinazione dell’umidità;
4. la determinazione della resistenza meccanica;
5. la determinazione della distribuzione granulometrica e il calcolo del valore medio della dimensione delle
particelle.
Determinazione del tenore di argilloide - La massa dell’argilloide si trova togliendo dalla massa del campione
di terra o miscela in esame (50 g), essiccata a 110 ± 5 °C, la massa della silice (che viene separata per
sedimentazioni successive fino a completa chiarificazione dell’acqua nella quale si sospende la terra o
miscela). Si effettua la separazione dell’acqua torbida contenente l’argilloide, dopo un riposo di 10 minuti. Per
togliere completamente l’argilloide, ci vogliono circa 10 lavaggi, mentre la silice residua viene essiccata a 110
± 5 °C e quindi pesata. Il tenore di argilloide è dato da 100 (m - m1)/m (espresso in percentuale) dove m è
la massa in grammi del campione usato e m1 è la massa in grammi del residuo sabbioso.
Determinazione dell’umidità - Si introducono 20 g di terra o
sabbia campione in una stufa riscaldata fra 110 ± 5 °C fino
a massa costante. Dopo essiccamento, si effettua la pesata
sul
campione
che
è
stato
lasciato
raffreddare
nell’essiccatore fino alla temperatura ambiente. Il contenuto
di umidità è dato dalla differenza delle due pesate prima e
dopo l’essiccazione, espresso in percentuale rispetto alla
massa del campione umido originario.
Schema funzionale e complesso reale dell’igrometro per la rapida determinazione dell’umidità delle terre, sabbie, bentoniti, nero minerale,
carboni in genere, cementi ecc. (per rompere le fiale si scuote
l’igrometro).
2
Un metodo molto diffuso consiste nell’introdurre in una camera di reazione a chiusura ermetica una
determinata quantità di terra o di sabbia campione, assieme a una fiala contenente una dosata quantità di
carburo di calcio in polvere. L’acqua che costituisce l’umidità del campione reagendo con il carburo di calcio
forma acetilene, la cui pressione nella camera di reazione è proporzionale al tenore di umidità che viene letto
direttamente sul quadrante di un manometro. La percentuale di acqua di una terra per fonderia può essere
determinata con controllo automatico; l’aggiunta di un elaboratore elettronico, di un’elettrovalvola e di una
sonda termica consentono, oltre alla misurazione, anche la correzione della percentuale di acqua voluta.
Determinazione della distribuzione granulometrica e calcolo del valore medio della dimensione delle particelle
La distribuzione granulometrica di una terra o sabbia per fonderia esprime la
distribuzione in percentuale dei grani di differenti grandezze. La dimensione
media dei grani della sabbia analizzata (liberata dall’argilloide e da tutte le
particelle fini aventi diametro minore di 0,02 mm) viene convenzionalmente
indicata mediante un indice di finezza. Per la determinazione della
distribuzione
granulometrica
si
impiega
uno
stacciatore
automatico
(dispositivo che serve per separare i materiali a seconda delle dimensioni,
con una frequenza di 300 vibrazioni al minuto) costituito da una serie di
stacci unificati disposti in ordine progressivo di luce di maglie decrescenti
dall’alto in basso. Si posiziona un campione di 50 g sullo staccio superiore e si
fa funzionare lo stacciatore per 15 minuti, pesando successivamente (con
approssimazione di 0,1 g) la sabbia rimasta su ogni staccio, compresa quella
eventualmente depositata sull’ultimo staccio a fondo chiuso della pila nel
quale si raccolgono i grani con dimensioni minori di 50 µm.
Dalla formula seguente si ottiene l’ indice di finezza della sabbia:
i=
p1a1 + p2 a2 + p3 a3 + ...
p1 + p2 + p3 + ...
nella quale i è l’indice di finezza; p sono le percentuali sul totale trattenute
dai singoli stacci; a sono i fattori stacci. La tabella che segue riporta la
classificazione degli stacci secondo la serie metrica UNI (luce netta per
Stacciatore montato su basetta
elettrovibrante.
maglia in micrometri e numero di maglie al centimetro quadrato) nonché i
fattori degli stacci.
3
Classificazione degli stacci secondo la serie metrica UNI
Numero di maglie per cm2
4
14
50
100
200
400
810
1600
2900
6400
15600
-
Luce netta per maglia (µm)
3350
1700
850
600
425
300
212
150
106
75
60
Fondo
Fattore staccio
3
5
10
20
30
40
50
70
100
140
200
300
α
L’indice di finezza consente la classificazione delle sabbie come indicato nella tabella che segue.
Indice di finezza e classificazione delle sabbie
Sabbia
Sabbia
Sabbia
Sabbia
Sabbia
Denominazione
molto grossa
grossa
media
fine
finissima
Indice di finezza
< 18
8-35
35 - 60
60 – 150
> 150
Dimensioni grani (mm)
2-1
1 - 0,5
0,5 - 0,25
0,25 – 0,1
< 0,1
Determinazione della permeabilità - La permeabilità è una proprietà che consente alle terre e alle sabbie per
fonderia di lasciarsi attraversare dai gas che si liberano durante la colata, e che se non fossero fatti evacuare
potrebbero provocare gravi danni nel getto, come presenze di cavità all’interno del materiale (soffiature). Si
può assumere come misura della permeabilità la quantità di aria (1000 o 2000 cm3) che attraversa l’unità di
superficie di un campione di terra, di spessore unitario, sotto l’azione di un gradiente di pressione unitario.
Nel caso in esame la permeabilità è espressa dal volume in centimetri cubi di aria che passa in 1 min, sotto la
pressione di 1 cm H2O, attraverso una provetta della sezione trasversale di 1 cm2 e dello spessore di 1 cm.
La permeabilità P è espressa dalle seguenti formule:
P=
Vh
1000 × 5
255
=
≈
t p a t p ×19,625 t p
P=
Vh
2000 × 5
510
≈
=
t p a t p ×19,625 t p
4
Dove:
–
V è il volume di aria (di solito 1000 oppure 2 000 cm3);
–
t è il tempo (in minuti) che occorre perché la quantità di aria V attraversi la provetta;
–
p è la pressione dell’aria (in centimetri di colonna d’acqua);
–
h è l’altezza della provetta (5 cm);
–
a è la sezione trasversale della provetta (19,625 cm2).
La prova quindi consiste nel determinare il tempo t (in minuti) necessario per fare
defluire un volume di 1000 o di 2000 cm3 di aria attraverso la provetta, che ha
forma, dimensioni, tolleranze e preparazione uguali a quelle della provetta per la
prova di resistenza a compressione. L’apparecchio impiegato è il permeametro, di
cui un esemplare è illustrato a fianco.
Le fasi per l’esecuzione della prova sono le seguenti (si veda la figura seguente):
–
si posiziona la valvola a tre vie in modo da collegare l’interno della campana
con l’esterno;
Esemplare di permeametro.
–
si solleva la campana in modo da farle aspirare 2000 cm3 di aria;
–
si chiude la valvola a tre vie;
–
il
contenitore
nel
quale
è
stata
confezionata la provetta viene inserito a
perfetta tenuta nel porta-contenitore;
–
si posiziona la valvola a tre vie in modo
da collegare l’interno della campana con il
porta-contenitore;
–
si fa defluire dalla campana il volume di
aria preventivato (1000 oppure 2000 cm3)
e con un cronometro si misura il tempo
impiegato dall’aria a passare attraverso la
provetta;
–
si rileva la pressione in centimetri di
colonna di acqua (1 cm H2O = 98,0665 Pa)
misurata dal manometro, e quindi si calcola
la
Schema di un permeametro per la determinazione
della permeabilità delle terre per fonderia.
permeabilità
con
la
formula
corrispondente al volume di aria impiegato.
5
I permeametri più recenti consentono la lettura diretta della permeabilità impiegando un ugello tarato
costante del flusso di aria che attraversa la provetta, cosicché, avendo la provetta dimensioni costanti, la
permeabilità risulta inversamente proporzionale al valore della pressione dell’aria raggiunto durante la prova.
Ne consegue che la graduazione della scala del manometro può indicare direttamente il valore della
permeabilità invece della pressione.
Determinazione della resistenza meccanica di una terra o miscela - La resistenza
meccanica di una terra può essere individuata con prove di resistenza a
compressione a verde e a secco, a taglio a verde, a flessione, a trazione. La
prova fondamentale è quella della resistenza a compressione, ovvero della
tensione massima di compressione che la provetta in esame può sopportare
senza rompersi, al fine di potersi rendere conto della coesione (attitudine della
terra o miscela per fonderia di conservare la forma ricevuta per mezzo di
un’appropriata stivatura). La prova di compressione si esegue su provetta
cilindrica avente il diametro di 50 mm (la sezione corrispondente è di 19,625
cm2) e l’altezza di 50 ± 0,3 mm. La provetta è preparata comprimendo la terra
in un cilindro metallico aperto alle due estremità (diametro interno di 50 ± 0,07
mm e altezza di 140 mm) tramite tre colpi di un maglietto avente la massa
battente di 6,67 kg che cade dall’altezza di 50 mm.
Tolta la provetta dal contenitore, si comprime applicando un carico gradualmente
crescente, 345 ± 50 mN/(cm2 · s) per prova a verde e 1960 ± 195 mN/(cm2 · s)
per prova a secco, fino a ottenere la rottura della provetta stessa. La resistenza a
compressione è data dal rapporto fra il carico totale di rottura e l’area della
sezione trasversale della provetta.
Determinazione della durezza - La durezza è la resistenza opposta dalla forma
alla penetrazione di una sfera. Dipende da tutti i parametri della terra
(composizione, umidità, finezza) e dal grado di aggregazione. Il durometro
(immagine a lato) è costituito da un quadrante e da uno stelo alla cui estremità è
posizionato il penetratore, il quale viene leggermente premuto sulla superficie
della forma provocando la deformazione di una molla che muovendo un indice,
permette la visualizzazione del valore della resistenza alla penetrazione.
Sopra, maglietto per la confezione delle provette per le prove di permeabilità e pressione.
Sotto, esemplare di durometro per terre per fonderia.
6
Interpretazione delle prove - Le prove sulle terre per fonderia si effettuano:
1. per collaudare, cioè per verificare se la terra possiede le proprietà volute;
2. per correggere, cioè per regolare la percentuale dei costituenti (silice, agglomeranti, acqua ecc.);
3. per diagnosticare i difetti dei getti.
Le proprietà di una terra dipendono fondamentalmente dalle condizioni di utilizzo, ossia dal tipo di lega da
fondere, dalle dimensioni del getto, dal tipo di formatura e talvolta da vari fattori indicati dall’esperienza
(esempi: la plasticità e la coesione migliorano aumentando la percentuale di argilla, a scapito tuttavia della
permeabilità; la refrattarietà migliora con l’aggiunta del 3-5% di nero minerale; la permeabilità migliora con
l’aumentare della dimensione dei grani, cioè con la riduzione dell’indice di finezza, ma diminuiscono la
coesione e la plasticità ecc.).
Lo studio completo di una terra per fonderia è costituito da:
1. l’esame della terra nuova (permeabilità, resistenza a compressione, tenore di argilloide, umidità,
granulometria, punto di sinterizzazione);
2. l’esame della terra al termine della lavorazione (permeabilità, resistenza a compressione in funzione
dell’umidità, tenore di argilloide, granulometria);
3. l’esame della terra al termine dell’essiccazione.
L’esame granulometrico indica la distribuzione percentuale della sabbia in ogni staccio e il valore dell’indice di
finezza. La resistenza a compressione e la permeabilità debbono essere diagrammate in funzione della
percentuale di acqua. Il punto di sinterizzazione è la temperatura alla quale una terra o una sabbia per
fonderia mostra segni di fusioni incipienti e perciò permette di trovare la refrattarietà (modalità di esecuzione
della prova secondo le norme).
7.2.3 Formatura
Nella formatura in staffa, le staffe possono essere intere, scomponibili, semplici, sagomate e costruite in
diversi materiali, per esempio in profilati in acciaio EN 10025-S235 JR in getti di acciaio Fe G 450 UNI 3158
oppure di ghisa a grafite sferoidale per getti UNI EN 1563-2004.
7
Formatura a mano
La formatura a mano viene realizzata con diversi strumenti: badile, staccio, pestello, modelli di colatoi e
montanti, spillo, tirante a occhiello, mazzuolo, vibratore, cazzuole, spatole, lisciatoi, cavasabbia, pennelli e
pennellesse, punte o chiodi, spazzole, soffietti, supporti per anime, sagome ecc.
7.3
Tecniche a forma permanente – note
7.3.1 Colata in conchiglia a gravità
Una conchiglia deve essere progettata in modo da soddisfare esigenze di qualità di prodotto e capacità
produttiva. Per ottenere la qualità del prodotto, il suo riempimento deve avvenire senza moti vorticosi del
metallo e l’aria fuoriuscire con facilità. Contemporaneamente è necessario garantire la rapida unione e
scomposizione delle parti della conchiglia e la facile sformatura del getto, con l’utilizzo di opportuni angoli di
spoglia delle pareti e dei fori dei getti ortogonali al piano di congiunzione delle conchiglie.
La conchiglia prima dell’uso deve essere preriscaldata alla temperatura di regime, mentre il suo equilibrio
termico dopo i primi getti dipende dalla massa, dalla conducibilità termica e dalla temperatura della lega e
della conchiglia. Se i suddetti parametri sono stati scelti in modo opportuno, la velocità di solidificazione della
lega è sufficientemente elevata per realizzare un getto con struttura a grano fine, ma non troppo rapida da
limitare una buona alimentazione.
7.3.2 Colata centrifuga in conchiglia
Questo metodo di colata ha consentito il raggiungimento di risultati favorevoli nella fusione centrifuga
bimetallica, cioè nella fusione centrifuga di due leghe diverse nella stessa forma (la temperatura di fusione
del materiale esterno deve essere inferiore a quella del materiale interno). Citiamo, a mò di esempio, le
camicie dei motori Diesel Ansaldo-Fiat, dove l’esterno è di ghisa sferoidale perlitica e l’interno è di ghisa al
cromo-fosforo o di ghisa al cromo-rame.
7.4.2 Microfusione o fusione a cera persa
Alcune tra le principali varianti al procedimento tradizionale sono:
1. metodo X - La cera non viene eliminata dalla forma mediante fusione, ma per reazione con una soluzione
a base di tricloroetilene; il recupero della cera si realizza per distillazione;
8
2. metodo Glascast - Il normale materiale di formatura a base di silicato d’etile è sostituito con polvere di
vetro con particolari additivi al fine di ridurre il processo di cottura;
3. metodo Mercast - La cera del modello è sostituita con mercurio portato a ̶ 55 °C (temperatura di
solidificazione ̶ 38,87 °C). Le operazioni si succedono immutate a questa temperatura, fino alla fusione e
all’evacuazione del mercurio, che avviene a temperatura ambiente. Il metodo ha i suoi vantaggi (maggiore
massa dei getti ed eliminazione delle stufe) e svantaggi (attrezzature per il raffreddamento, tossicità del
mercurio).
7.5
Fusione
Forni a combustione - Forni a riverbero
Il contatto diretto del metallo con la fiamma è evitato dirigendo la fiamma stessa verso la volta, in modo che
il calore sia da questa riverberato sul metallo.
Le
tipologie sono diverse in relazione all’uso (per il rame, l’acciaio, l’alluminio, la ghisa), al sistema di
riscaldamento (con nafta, con gas, con carbone polverizzato), al funzionamento (a carica fredda, in duplex
con il cubilotto ecc.). La carica è costituita da rottami, pani, fondente, aggiunte di scorificanti e di alliganti le
cui quantità e composizione permettono di ottenere un prodotto qualificato. Il calore generato dalla
combustione viene trasmesso per irradiazione alla carica senza il contatto con sostanze nocive.
Forni elettrici
Forni a resistenza
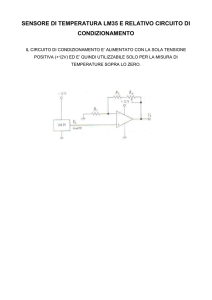
I forni fusori a resistenza possono essere:
1. a bacino: la carica metallica, contenuta nel bacino di refrattario,
viene riscaldata dalle resistenze sovrastanti percorse da corrente
elettrica; la figura a lato illustra lo schema di un forno oscillante, in
cui il supporto rotola su guide, affinché l’estremità del canale di
colata si sposti solo verticalmente.
Schema di forno a bacino oscillante con riscaldamento elettrico con resistenza
metallica (la culla di supporto rotola su guide in modo che l’estremità del canale
di colata si sposti solo in senso verticale).
9
2. a crogiuolo: la carica metallica, contenuta nel crogiuolo, viene riscaldata
dalle resistenze posizionate esternamente, libere o alloggiate in apposite
cavità del refrattario, distribuite verticalmente o a spirale; a lato, un esempio
schematico della disposizione a spirale.
Schema di forno a crogiuolo con riscaldamento elettrico con resistenze disposte a spirale.
Forni ad arco
Il calore viene prodotto da una corrente elettrica che passa attraverso l’aria ionizzata compresa fra due (o
tre) elettrodi e la carica metallica. Infatti, se fra gli elettrodi di grafite (o di carbone amorfo) si stabilisce una
sufficiente differenza di potenziale e un’opportuna temperatura, l’aria fra essi compresa si ionizza generando
un arco voltaico costituito dalla doppia corrente di ioni dall’anodo (+) al catodo (-) e di elettroni in senso
contrario. La temperatura dell’arco è di circa 3500 °C sull’elettrodo positivo e 2 700 °C sull’elettrodo negativo.
Questi forni presentano i vantaggi di una temperatura sufficientemente alta da fondere qualunque lega, del
riscaldamento rapido e dei bassi consumi di energia, ma sottopongono le pareti refrattarie ad alte
sollecitazioni termiche e richiedono dispositivi automatici in grado di mantenere costante la lunghezza
dell’arco man mano che gli elettrodi si consumano; si distinguono in forni ad arco indiretto e ad arco diretto.
Forni ad arco indiretto - L’arco scocca fra due o più elettrodi posizionati (orizzontali o inclinati verso il basso)
sopra il bagno metallico, per cui il riscaldamento avviene soprattutto per irraggiamento.
Tipico forno per l’affinazione dell’acciaio è quello Stassano (1904), schematicamente rappresentato a fianco.
Regolazione
distanza
elettrodi
Schema del forno Stassano ad arco indiretto.
10
Il forno Rennerfield differisce dai precedenti perché presenta tre elettrodi: due
orizzontali allacciati alle due fasi del secondario di un trasformatore e uno
verticale collegato al punto neutro del secondario in modo da generare un
campo magnetico che devia l’arco verso il basso ottenendo una concentrazione
di calore. Lo schema è riportato a lato.
Schema del forno Rennerfield ad arco indiretto.
Forni ad arco diretto
In questo caso gli elettrodi sono posizionati verticalmente sulla volta del forno arrivando a pochi centimetri
dalla carica metallica. Si distinguono nei due tipi fondamentali:
1. forni a suola non conduttrice: gli archi elettrici scoccano fra l’elettrodo e il bagno in entrata e fra il bagno e
l’elettrodo in uscita; è tipico il forno monofase Héroult (1909) per la produzione di acciaio mediante utilizzo di
ghisa e rottame di ferro, nel quale il riscaldamento del bagno avviene principalmente attraverso il calore
d’irradiazione dell’arco e in parte per effetto Joule dovuto alla resistenza ohmica offerta dalla massa stessa
della carica. La volta è mobile e girevole per effettuare velocemente la carica di rottame, mentre dalla porta
vengono effettuate le aggiunte di correttivi e di ferroleghe;
Schema del forno Rennerfield ad arco indiretto.
11
2. forni a suola conduttrice, quando scoccano gli archi fra gli elettrodi e il bagno in entrata. La corrente
percorre il bagno per chiudere il circuito sulla suola costituita da elettrodi metallici o da blocchi conduttori. È
tipico il forno Girod. La suola è collegata con la terra e con il centro della stella i cui capi vanno collegati ai
tre elettrodi di carbone.
Schema del forno ad arco con suola conduttrice tipo Girod.
Forni a induzione
Si basano sul principio dell’induzione elettromagnetica, sfruttando l’effetto Joule delle correnti indotte nella
carica metallica da fondere. La bobina induttrice può essere considerata come il primario di un trasformatore
e il materiale fuso, contenuto in un crogiuolo anulare refrattario, il secondario formato da un’unica spira
chiusa in corto circuito. La corrente indotta che circola nel materiale da fondere deve vincere la resistenza
elettrica del materiale stesso e l’energia assorbita da questa resistenza si trasforma in calore. Ne derivano i
vantaggi della rapidità di fusione, della uniformità di riscaldamento e della omogeneità del prodotto per
effetto dell’agitazione derivante dalle azioni elettrodinamiche delle correnti che circolano nel materiale fuso e
che provocano un’agitazione tanto più viva quanto più bassa è la frequenza. I forni a induzione sono i
migliori attualmente disponibili da un punto di vista tecnologico, anche perché permettono di realizzare
fusioni a livello industriale di metalli e leghe in vuoto spinto evitando assorbimenti di gas da parte del metallo
liquido. Si distinguono in forni a bassa frequenza con nucleo magnetico e a media e ad alta frequenza senza
nucleo magnetico.
12
7.10
Pirometria in fonderia
Termometri a liquidi
Il funzionamento è basato sulla corrispondenza tra temperatura e volume di un liquido
termometrico (mercurio, alcol etilico, toluolo, pentano, creosoto). Le variazioni di temperatura
vengono misurate rilevando le variazioni che esse producono in un determinato volume di liquido.
In questi termometri si hanno tre elementi fondamentali:
a) il bulbo metallico contenente il liquido;
b) il capillare metallico che collega il bulbo (a contatto con l’ambiente di cui si vuole rilevare la
temperatura) con il dispositivo di misurazione (installato nel luogo dove avviene la misura della
temperatura);
c) il dispositivo elettrico di misurazione che rileva le variazioni di volume del liquido, le amplifica
tramite un dispositivo fornito di indice e le misura mediante un quadrante graduato direttamente in
gradi centigradi.
Con termometri a mercurio nel cui capillare è stato introdotto azoto secco a circa 1470 kPa per
impedire la vaporizzazione del liquido e di conseguenza elevarne il punto di ebollizione, si può
estendere il campo di misura da 40 °C a 600 °C.
Esemplare di pirometro.
Termometri bimetallici
Sono costituiti da due lamine metalliche flessibili, aventi diverso
coefficiente di dilatazione termica, unite tra loro in modo opportuno.
Per effetto delle variazioni di temperatura, a causa della differente
dilatazione, le due lamine si deformano. Amplificando la deformazione
per mezzo di leve è possibile la lettura della temperatura e/o il
comando di autoregolazione. Nel secondo caso l’apparecchio funge da
termostato, cioè da dispositivo regolatore che serve a mantenere la
temperatura a un valore stabilito, intervenendo automaticamente
comandando l’apertura o la chiusura del circuito elettrico dell’impianto
(ad esempio di riscaldamento o di refrigerazione). È proprio come
termostato che trova le sue maggiori applicazioni con un campo
limitato nell’intorno di 550 °C e una precisione che si aggira
mediamente sul 5% della temperatura rilevata.
Termometri bimetallici.
13
Termometri a resistenza elettrica
Si basano sulla variazione della resistenza elettrica di un filo metallico al variare
della temperatura, che è esprimibile con la relazione:
R0 = R0 [1 + ρ (t1 − t 0 )]
dove R0 e R1 sono le resistenze ohmiche rispettivamente alle temperature t0 e t1 e
ρ è un coefficiente che, nelle leghe metalliche, varia anch’esso con la temperatura,
Esemplare di termometro
a resistenza elettrica.
mentre nei metalli puri si mantiene costante entro limiti molto vasti. Perciò per i
termometri a resistenza elettrica s’impiegano metalli puri: si usa quasi esclusivamente il platino, raramente il
nichel, molto raramente il rame. L’elemento termometrico sensibile E è una spirale di filo o di nastro
metallico inserito in un ponte di Wheatstone, come indica la figura che segue. Il sistema di misurazione è
costituito dal galvanometro G a bobine incrociate; la bobina mobile, alimentata in corrente continua, è in
serie all’elemento termometrico E introdotto nell’ambiente da controllare. In tal modo l’intensità della
corrente che percorre la bobina mobile, dipende dal valore che la resistenza dell’elemento E assume in
funzione della temperatura. Quando la resistenza ohmica di E è a 0 °C i campi magnetici delle due bobine,
fissa e mobile, si annullano. Se viceversa E è a temperatura diversa da 0 °C, per la prevalenza di un campo
magnetico sull’altro si ha una rotazione della bobina mobile (e dell’indice a essa applicato) proporzionale alla
variazione di resistenza subita da E, e di conseguenza sul
quadrante graduato si rileva direttamente la temperatura in gradi
centigradi. Usando come elemento termometrico il platino si
possono misurare, con discreta approssimazione, temperature
comprese fra 259 °C e 630 °C fino a un massimo di 1100 °C
inserendo la spirale di platino in capsule normalmente di vetro
sotto vuoto. I termometri a resistenza elettrica possono essere
collegati con regolatori a programma, con apparecchi scriventi,
con regolatori ottici e acustici ecc.
Schema del termometro a resistenza elettrica con elemento sensibile E inserito in
un circuito a ponte di Wheatstone: R1-R2-R3 = resistenze invariabili; G =
galvanometro con bobine incrociate.
14
Termometri a termocoppia
Se si uniscono mediante saldatura le estremità di una coppia di fili metallici di
diversa natura, per esempio ferro-costantana (60% Cu, 40% Ni); nichel-nichel
cromo; chromel (90% Ni, 10% Cr)-alumel (94% Ni, 3% Mn, 2% Al, 1% Si);
platino-platino rodio, e se si mantengono le estremità saldate (dette giunto
caldo) a una temperatura Tc e le due estremità opposte non saldate e non a
contatto tra loro (dette giunto freddo) a una temperatura inferiore Tf, si instaura
fra queste ultime una forza elettromotrice (f.e.m.) E in funzione della differenza
di temperatura, cioè:
E = f (Tc - Tf)
Come strumento di misura della temperatura la termocoppia è basata sull’effetto termoelettrico esposto da
Seebeck: «la somma algebrica delle f.e.m. generate in un circuito composto da un numero qualsiasi di
materiali metallici è funzione solo della temperatura dei giunti». In altre parole la termocoppia è un
generatore di corrente continua in grado di trasformare una differenza di temperatura in una differenza di
potenziale.
Pertanto è possibile inserire nel circuito dei cavi di collegamento e/o uno strumento di misura della f.e.m.
senza produrre alterazioni; se ad esempio si inserisce nel circuito un millivoltmetro ad alta resistenza interna
e se i due giunti sono a temperature differenti, si genera in ciascuno di essi una f.e.m. funzione solo della
temperatura dei rispettivi giunti, e il millivoltmetro segnala una differenza di potenziale (d.d.p.) uguale alla
differenza tra le f.e.m. del giunto caldo e del giunto freddo; di conseguenza nel circuito passa una corrente
continua la cui intensità risulta:
I = f (Tc + Tf)
essendo Tc la temperatura del giunto a temperatura più elevata (giunto caldo) e Tf la temperatura del giunto
freddo. Se questo è conservato alla temperatura costante (ambiente), l’intensità della corrente è solamente
funzione della temperatura del giunto caldo:
I = f (Tc)
cioè della temperatura del forno avendo inserito il giunto caldo nella zona interessata.
Le principali caratteristiche di una coppia termoelettrica sono:
– il potere termoelettrico, rappresentato dal valore della f.e.m. che si genera nel circuito quando la differenza
di temperatura fra i giunti è di 1 °C e la temperatura del giunto freddo è di 0 °C;
– l’invariabilità delle proprietà elettriche nel tempo;
– la variazione lineare della f.e.m. in funzione della temperatura.
15
La f.e.m. disponibile al giunto freddo può essere misurata con i due seguenti metodi.
Metodo galvanometrico - La f.e.m. della termocoppia viene utilizzata per alimentare un galvanometro la cui
bobina e l’indice a essa collegato ruotano di un angolo proporzionale alla corrente erogata dalla termocoppia
e quindi la scala del galvanometro può essere graduata direttamente in °C.
L’apparecchiatura è costituita dalle seguenti parti: i due fili (a) (b) della coppia; i tubetti K di refrattario per
l’isolamento dei fili della coppia; il tubo A di protezione; la flangia G di fissaggio; la testa di connessione B
portante una morsettiera alla quale fanno capo gli estremi della coppia e il cavo compensato che collega la
coppia allo strumento indicatore (il cavo compensato è costituito da metalli o leghe che, possedendo uguali
Termocoppia:
ab = fili della coppia;
K = tubetti di refrattario
per l’isolamento elettrico;
A = tubo di protezione per preservare la termocoppia dalla corrosione e dalle sollecitazioni meccaniche;
G = flangia; B = testa di connessione
da collegare al galvanometro tarato in °C.
caratteristiche termoelettriche nei punti di giunzione, originano f.e.m. praticamente uguali e di segno opposto
a quello della coppia misuratrice annullando le cause di errori); l’eventuale prolungamento del giunto freddo
mediante un cavo compensato C ha lo scopo di allontanare il giunto freddo dalle influenze termiche del
forno; il manicotto di connessione D; la linea di collegamento E; lo strumento indicatore F.
Termocoppia con sistema galvanometrico.
16
Il metodo galvanometrico porta a errori le cui cause sono:
a) variazione della resistenza elettrica del circuito per:
– la variazione della temperatura ambiente cui è soggetta la linea di collegamento,
– la variazione della lunghezza della coppia inserita nel forno,
– le alterazioni (dimensionali e strutturali) dei fili della coppia per la continua esposizione al calore,
– le alterazioni dei contatti;
b) variazioni che si manifestano con il tempo nel campo magnetico e nelle molle antagoniste dello strumento.
Metodo potenziometrico - Le cause di errore del precedente metodo
sono
completamente
eliminate
nel
metodo
potenziometrico,
mediante il quale non si misura una intensità di corrente bensì una
f.e.m. rilevata quando nel circuito non circola corrente; ciò si ottiene
opponendo alla f.e.m. incognita, generata dalla termocoppia sotto
l’azione del calore, una f.e.m. nota variabile a volontà (campione). Lo
schema elettrico del circuito potenziometrico è rappresentato a lato.
Spostando il commutatore H a destra nella resistenza tarata CD
circola la corrente fornita dalla pila B; alla tensione fornita dalla pila B
si oppone la tensione della pila campione S. Si regola quindi la
posizione del cursore del reostato di regolazione della corrente
collegato in serie alla pila B fino a quando il galvanometro G segna
zero e pertanto, essendosi stabilite due tensioni uguali e contrarie,
Misurazione della
temperatura con
circuito potenziometrico.
non circolerà nessuna corrente (taratura del circuito). Si ricorda che
nel metodo galvanometrico il galvanometro ha la funzione di
misurare la f.e.m., mentre nel metodo potenziometrico ha solamente
la funzione di «avvertire» la presenza di corrente. Sostituito al
circuito della pila campione S il circuito della termocoppia M mediante lo spostamento a sinistra del
commutatore H, il circuito della termocoppia M risulta squilibrato rispetto al circuito tarato della pila B e
pertanto nella resistenza CD circola una corrente la cui intensità è indicata dal galvanometro G. Si manovra
quindi il cursore F fino a quando il galvanometro registra di nuovo zero e in questa posizione si esegue la
lettura diretta della temperatura sulla scala che è disposta attorno alla resistenza CD e il cui indice è il
cursore F. La taratura del circuito è compiuta automaticamente da opportuni dispositivi e inoltre può essere
applicato al circuito potenziometrico un apparato autoregolatore registratore della temperatura.
17
Pirometri ottici
Questi
strumenti
misurano
le
temperature
tramite
captazione di energia raggiante emessa dai corpi
riscaldati. I pirometri ottici si dividono in due categorie:
1. quelli che misurano, sotto forma di energia termica, la
radiazione totale che cade sul corpo ricevente dello
strumento;
2. quelli basati sul fatto che l’intensità della luce del corpo
incandescente è proporzionale alla temperatura.
Lo schema di un pirometro del primo tipo è riportato qui
Ardometro o pirometro ottico a radiazione totale.
a fianco.
Le radiazioni che provengono da un corpo caldo sono
concentrate da una lente obiettivo Ob sulla foglia di
platino P annerita, sulla quale è saldata una sottile
termocoppia che riscaldandosi assume una temperatura
proporzionale alla quantità di energia ricevuta senza
rifletterne nemmeno una parte. La termocoppia è
collegata a un circuito galvanometrico o potenziometrico
che indica e registra la temperatura nel campo fra 1000 e
2500 °C, con possibilità di collegamento con apparecchi
di
vari
tipi
per
la
regolazione
automatica
della
temperatura. Lo schema di un pirometro della seconda
Pirometro ottico a filo scomparente.
categoria è riportato qui di seguito.
La misurazione della temperatura si effettua regolando la posizione del reostato R fino a che la corrente
continua circolante nel filamento incandescente ausiliario F è di intensità tale da portarlo alla stessa
luminosità del corpo in esame. Poiché l’occhio è in grado di giudicare l’uguaglianza delle due luminosità (e
quindi delle temperature) con un’incertezza dell’ordine di 1 °C a 1 000 °C, si ritiene che tale uguaglianza sia
raggiunta quando osservando il corpo in esame nell’oculare Oc il filamento scompare (cioè non è più
distinguibile), e perciò lo strumento ha preso il nome di pirometro ottico a filo scomparente. La posizione del
cursore del reostato R indica la temperatura su un’apposita scala.
Con i pirometri ottici di questa categoria si possono misurare temperature normalmente superiori a 1 000 °C
e, poiché non è necessario il contatto fisico, la misurazione si può eseguire anche con i corpi in movimento.
18
L’inconveniente grave di questo pirometro è quello di non poter essere collegato a dispositivi di regolazione
e/o di indicazione.
Esistono anche pirometri più perfezionati, quali quelli che impiegano sensori
termoelettrici (termopile) o fotoelettrici (fotomoltiplicatori, fotodiodi) in grado di
assicurare un’incertezza di 0,01 °C e di utilizzare il segnale elettrico di uscita
come segnale di comando per la regolazione automatica di processi produttivi.
Inoltre questi sensori elettrici consentono di sfruttare anche la radiazione
infrarossa ai fini della misura, radiazione invisibile all’occhio ma sempre presente
qualunque sia la temperatura del corpo emittente: questo fatto permette di
estendere il campo di misura dei pirometri a radiazione sotto i 500 °C. Il loro
impiego non richiede il contatto fisico con il corpo di cui si vuole misurare la
temperatura.
7.15 La misurazione del diametro di particelle
Numerose sono le tecnologie che utilizzano materiale particellare, processi di sinterizzazione, crescita
additiva, fusione... ma la determinazione delle dimensioni delle particelle, specie quando queste sono
irregolari, risulta spesso ambigua. Si sa per esempio che la dimensione, la forma e la distribuzione
granulometrica delle particelle risultano determinanti per l’evacuazione dei gas durante la colata, per la
capacità di contrastare le spinte metallostatiche e per la finitura superficiale.
Normalmente sono disponibili i dati relativi alla distribuzione granulometrica delle polveri utilizzate, ma questi
valori sono insufficienti a caratterizzare la geometria delle particelle e, come già anticipato, spesso risultano
ambigui in quanto non è evidente come viene misurata la dimensione della particella. L’uso di setacci non
risolve sicuramente queste ambiguità.
L’utilizzo del microscopio, data la sua precisione, può risultare determinante per l’analisi della dimensione di
particelle, anche se alcune delle tecniche utilizzate e previste dalla normativa si basano su valutazioni
soggettive. Tuttavia, se vengono seguiti i principi base di campionamento, preparazione e conteggio, si può
eseguire un calcolo preciso. La norma ASTM standard E 20 descrive minuziosamente l’utilizzo del microscopio
per il dimensionamento delle particelle. Vengono utilizzate diverse tecniche per misurare particelle con forma
irregolare, quando vengono osservate al microscopio: ciò ha portato ad avere modalità di misurazione che
classificano le particelle in termini di una equivalente particella sferica.
Sono di seguito indicate alcune tecniche di misurazione di particelle con forma irregolare.
19
• Diametro di Feret (F): fornisce la massima lunghezza della
particella misurata in una dimensione fissata.
• Diametro di Martin (M) : esprime la lunghezza di una linea che
divide in due parti uguali l’area dell’immagine della particella.
Tutte le particelle vengono misurate nella stessa direzione (a
fianco, sopra).
• Diametro dell’area proiettata (da): misura il diametro di un
cerchio avente la stessa area dell’immagine bidimensionale della
particella (a fianco, sotto).
• Dimensione più lunga (Fmax): misura il massimo diametro di
Feret per ogni particella. Nessuna direzione fissata.
• Diametro del perimetro (dp): fornisce il valore del diametro di un
cerchio avente la circonferenza pari al perimetro della particella.
• Massimo segmento orizzontale (Imax): misura la lunghezza della
linea più lunga che può essere tracciata attraverso la particella in
una direzione fissata.
Misura del diametro di particelle irregolari.
Sopra, il diametro di Martin (M) esprime la
lunghezza di una linea che divide in due parti
uguali (biseca) l’area dell’immagine della
particella. Tutte le particelle vengono misurate
nella stessa direzione.
Sotto, il diametro dell’area proiettata. In
questo caso è misurato il diametro di un cerchio
avente
la
stessa
area
dell’immagine
bidimensionale della particella.
Entrambe le immagini si riferiscono a una
sabbia silicea prerivestita con resina fenolica.
Per meglio evidenziare le problematiche connesse con la
misurazione del diametro delle particelle, si riportano nella tabella
seguente i diversi valori ottenuti nella misurazione di una sabbia
silicea e di una sabbia a base di zirconio prerivestite con resina
fenolica con le diverse tecniche di misurazione. Accanto al valore
numerico si deve necessariamente fornire anche la tecnica
utilizzata.
Valore dei diversi tipi di diametro ottenuti nella misurazione di una sabbia silicea e di una
sabbia a base di zirconio prerivestite con resina fenolica.
Denominazione
Diametro di Feret (F)
Diametro di Martin (M)
Diametro dell’area proiettata (da)
Dimensione più lunga (Fmax)
Diametro del perimetro (dp)
Massimo segmento orizzontale (Imax)
Sabbia silicea (µm)
143,0
134,4
147,3
175,3
155,9
159,1
Sabbia base zirconio (µm)
148,3
140,3
133,8
170,9
161,3
132,2
20
La produzione di oggetti per cera persa nell’antichità
Il processo che oggi denominiamo di microfusione era noto già nell’antico Egitto, ma è in epoca classica e in
particolare con Roma che il processo assunse connotati industriali. Quando si cominciarono a produrre
oggetti metallici dalla struttura più complessa, come la grande statuaria, le tecniche si affinarono e si sono
evolute in due soluzioni diverse: il procedimento a cera persa diretto e quello indiretto.
Il procedimento a cera persa diretto comprendeva varie fasi: dapprima si modellava direttamente con la cera
l’oggetto che si voleva ottenere se era di piccole dimensioni, con i particolari e avendo cura di plasmare,
sempre in cera, anche i condotti per la fuoriuscita della cera stessa che successivamente serviva per
l’immissione del metallo fuso e la fuoriuscita di gas prodotti durante la fusione. Si poneva poi questo oggetto
in cera all’interno di un recipiente che, una volta colmato con del materiale refrattario quasi liquido (gesso,
sabbia mescolata ad acqua, terracotta frantumata), si faceva essiccare. Una volta seccato, il recipiente
veniva rovesciato e posto a contatto con una fonte di calore, che provocava lo scioglimento della cera e
quindi la sua fuoriuscita; si formava di conseguenza una cavità, corrispondente al negativo del manufatto da
ottenere. All’interno di tale cavità veniva colato il metallo fuso, che andava a occupare il posto tenuto prima
dall’oggetto in cera e ne riproduceva esattamente la forma.
Fusione a cera persa con metodo diretto.
Nel caso di statue di grandi dimensioni, che non potevano essere piene all’interno, il metodo era così
modificato: la parte interna dell’oggetto, in cui non doveva penetrare il bronzo, era realizzata con materiale
refrattario che riproduceva in maniera grossolana la forma dell’oggetto stesso. Questa parte interna veniva
ricoperta con uno strato di cera accuratamente lavorato, con uno spessore di pochi centimetri. Il metodo
procedeva poi come visto in precedenza. Le statue prodotte rimanevano così piene all’interno non di bronzo,
ma di quel materiale refrattario che aveva formato la parte interna e che poteva anche essere fatto uscire
attraverso dei fori.
21
Il metodo sopra descritto era lungo e oneroso: non si prestava quindi per la produzione di statue che
dovevano essere replicate in un certo numero di copie. Per questo, fu sviluppato un processo a cera persa
detto indiretto: con questo procedimento si realizzava un modello di argilla in tutto uguale alla statua che si
voleva realizzare. Sulla statua di argilla venivano applicate delle lastre di argilla in modo da ottenere una
copia in negativo dell’oggetto da produrre, scomposto in tante parti. Su ciascuna di queste parti in negativo
era poi riportato uno strato di cera che replicava fedelmente la singola parte dell’oggetto da ottenere. Questo
consentiva di avere tante copie dello strato di cera, che nella fusione doveva essere occupato dal bronzo,
senza ricorrere a un artista, contrariamente a quanto accadeva nel procedimento a cera persa diretto. Le
singole lastre di cera erano poi unite tra loro per formare parti più complesse, ad esempio il busto, le gambe
e le braccia di una statua: si realizzavano di fatto quelli
che
oggi
intermedi.
sono
Questi
individuati
come
macrocomponenti
macrocomponenti
erano
fusi
separatamente e in seguito uniti per saldatura: per questo
alle estremità da unire erano ricavate delle cavità (come
una merlatura di una torre) nelle quali veniva colato
bronzo fuso che realizzava appunto la saldatura (vedi a
fianco). Questa soluzione tecnologica spiega la grande
diffusione presso il mondo romano di copie di statue
Unione mediante saldatura con colata di bronzo
fuso dei singoli macrocomponenti della statua.
greche altrimenti non producibili, a causa dei costi, in tale
quantità.
22