")
A12
Ciclo elettropneumatico
di un cilindro a D.E. (PLC)
1. Considerazioni generali
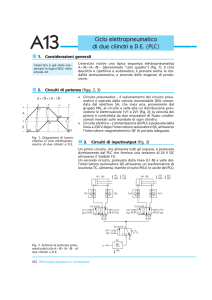
L’esercizio propone la soluzione di una movimentazione elettropneumatica di un cilindro (A) a doppio effetto (D.E.) il cui
ciclo di funzionamento A/A, è riportato in figura 1. Il ciclo può essere ripetitivo o antiripetitivo a seconda delle esigenze di produzione.
2.
Fig. 1. Diagramma di lavoro
relativo al ciclo elettropneumatico di un cilindro a D.E.
●
●
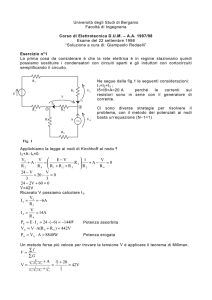
Circuito pneumatico – La valvola monostabile (0V), comandata dal selettore SA, invia aria proveniente dal
gruppo FRL al circuito a valle alla cui distribuzione provvede l’elettrovalvola 1V1 (fig. 2); la velocità del pistone è
controllata da due strozzatori di flusso unidirezionali
montati sulle mandate del cilindro.
Circuito elettrico – L’alimentazione del PLC è prelevata
dalla linea a 230 V dopo l’interruttore sezionatore QS, attraverso l’interruttore magnetotermico QF di portata adeguata.
3.
Fig. 2. Schema di potenza
pneumatico del ciclo A/A
di un cilindro a D.E.
Circuiti di potenza (figg. 2, 3)
Circuiti di input/output (fig. 3)
Un primo circuito, che alimenta tutti gli ingressi, è prelevato
direttamente dal PLC che fornisce una tensione di 24 V DC
attraverso il fusibile FU3.
Un secondo circuito, prelevato dalla linea (L1-N) a valle di QS
attraverso un trasformatore di sicurezza TC alimenta, tramite
circuito PELV, i circuiti di uscita del PLC; la protezione è assicurata dai fusibili FU1 e FU2.
Il circuito è provvisto di un pulsante di emergenza per un arresto di categoria 0 (SB1) hardware, come previsto dalla
norma CEI 44-5, che eccita l’elettrovalvola 1V1 (12) tramite il
contatto in scambio KA (11/12-14), provocando di conseguenza il rientro del pistone.
Secondo la Direttiva Macchine 98/37 CE il pulsante di emergenza deve rimanere bloccato dopo il suo azionamento e il
suo successivo sblocco non deve ripristinare il ciclo di lavoro.
L’ordine di emergenza viene inviato contemporaneamente
come input alla logica di controllo del PLC, tramite il test sullo
stato del contatto SB1 (I0.3), collegato al pulsante di emergenza.
Il ripristino alle condizioni iniziali è fornito dal pulsante SB5;
si potrà quindi decidere il riavvio ripetitivo o antiripetitivo.
I moduli di uscita a relè sono di per sé isolati galvanicamente
e non necessitano di ulteriori dispositivi.
In parallelo alle bobine KM è inserito un circuito R-C antidisturbo (sempre presente in circuiti con componenti elettronici).
APPLICAZIONI
DEI SISTEMI DI COMANDO E CONTROLLO
419
A12 – Ciclo elettropneumatico di un cilindro a D.E. (PLC)
4. Programma di gestione
Il movimento del pistone può essere: antiripetitivo, se viene
azionato il pulsante SB4 (I0.6) che provoca un solo ciclo completo, che riprende solamente con un nuovo impulso del pulsante stesso, oppure ripetitivo se si preme il pulsante SB2
(I0.4) e cioè il ciclo termina solamente premendo il pulsante
SB3 di stop.
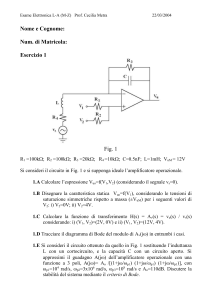
I finecorsa a0 e a1 determinano rispettivamente la fuoriuscita
del pistone (corsa A) e il suo rientro (corsa A) (fig. 3). Per
Fig. 3. Ciclo elettropneumatico di un cilindro a D.E. con PLC Siemens S7-200: schema di potenza elettrico unifilare e collegamenti I/O.
420 APPLICAZIONI
INDUSTRIALI DI AUTOMAZIONE
A12 – Ciclo elettropneumatico di un cilindro a D.E. (PLC)
la programmazione si ricorda che l’elettrovalvola (1V1) usata
è del tipo 5/2 bistabile: non necessita quindi di nessuna autoritenuta.
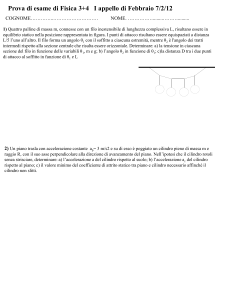
L’assegnazione delle variabili, lo schema ladder e la lista di
istruzioni del progetto sono riportate rispettivamente nelle
figure 4, 5, 6.
Fig. 4. Ciclo elettropneumatico di un cilindro a D.E. con
PLC Siemens S7-200: assegnazione variabili.
Fig. 6. Ciclo elettropneumatico di un cilindro a D.E. con
PLC Siemens S7-200: lista di istruzioni.
Fig. 5. Ciclo elettropneumatico di un cilindro a D.E. con
PLC Siemens S7-200: schema
ladder.
APPLICAZIONI
DEI SISTEMI DI COMANDO E CONTROLLO
421
")