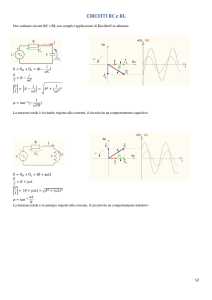
( ) { 0 - Polihelp.com")
TECNOLOGIE E COMPONENTI PER L’ELETTRONICA (5 cfu)
AA. 2004-2005
Prof. Bigioggera
RESISTORI
R = resistenza [ Ω ]
l = lunghezza [ m ]
l
R=ρ
s
m 2
s = sezione del conduttore
ρ = resistività del materiale [ Ω/m ]
TC : coefficiente di temperatura
KV : coefficiente di tensione
ppm / C °
[ ppm / V ]
PW ,max : potenza nominale dissipabile [W ]
Vmax : tensione massima nominale
[V ]
RS , L,C : caratteristiche resistenza-frequenza
µV / V : tensione di rumore
∆R / R : stabilità
Tmax : temperatura massima di lavoro
±% R : tolleranza
Coefficiente di temperatura
Legge di variazione della resistività del materiale con la temperatura
∆R
°C −1
α =
R1 = R0 1 + α (T1 − T0 )
R ⋅ ∆T
R0 = valore ohmico alla temperatura di riferimento T0
I costruttori indicano con la sigla α il coefficienteTC . (Grafici di TC in funzione della resistenza
nominale)
Coefficiente di tensione
Legge di variazione della resistività del materiale con la tensione applicata
R1 = R0 1 − KV (V1 − V0 )
{R0 = valore ohmico alla tensione di riferimento V0
Potenza nominale dissipabile
È la potenza che il resistore può dissipare senza che intervengano alterazioni permanenti nella sua
costituzione, misurata in condizioni di lavoro a temperatura ambiente e aria secca.
Quando il resistore consuma potenza, si assiste ad un aumento della temperatura della resistenza
rispetto alla temperatura ambiente; quindi la potenza dissipabile diminuisce all’aumentare della
temperatura ambiente. La curva di derating descrive la percentuale di potenza dissipabile in
funzione della temperatura. (In alcuni casi viene anche fornito il diagramma dell’aumento di
temperatura in funzione della potenza dissipata)
Tensione massima nominale
La tensione applicabile al resistore che fa dissipare la massima potenza nominale Vmax = R ⋅ Pmax
Caratteristica resistenza-frequenza
Il comportamento del resistore ad alte frequenze presenta caratteristiche ohmiche, induttive e
capacitive. Alle normali frequenze di funzionamento le caratteristiche capacitive e induttive
R1
L1
possono essere trascurate.
Gli elementi induttivi e capacitivi sono dovuti ai terminali del resistore,
al corpo del resistore ed alla struttura del materiale che lo forma. La
C1
capacità è dovuta principalmente alla capacità diretta tra i terminali e
quella distribuita. (I costruttori forniscono un diagramma in %
tra RHF / RDC in funzione del prodotto MHz ⋅ M Ω )
Tensione di rumore
Il moto caotico degli elettroni liberi nei conduttori dovuto ad agitazione termica produce delle
fluttuazioni di tensione ai capi del conduttore stesso a valor medio nullo (effetto Johnson). Il valore
efficace della tensione che si genera invece in seguito al passaggio di una corrente nel resistore è
definito tensione di rumore (flicker noise). Questa tensione di rumore dipende dal valore della
corrente che attraversa la resistenza, dalla resistività del materiale e dalla costruzione fisica del
resistore e dal processo di “laser trimming”. Questa tensione di rumore è definita dalla relazione di
Nyquist: Vn = 4kTR∆f
k = 1.38 ⋅10 −23 J ⋅°k −1 ⋅ mol −1 costante di Boltzmann; T =
∆f = [ Hz ] è la banda di frequenza considerata
[°k ] temperatura
del resistore;
(Diagrammi current-noise per descrivere la tensione di rumore µV / V in funzione del valore
nominale del resistore)
Stabilità
Il rilievo del grado di stabilità viene definito dalle ore di funzionamento. È definito dal
rapporto ( ∆R / R ) % . (Diagrammi di stabilità in funzione delle ore di funzionamento)
Massima temperatura di lavoro
La temperatura oltre la quale si verificano alterazioni e cambiamenti nella struttura dei materiali
costituenti la resistenza. (Diagrammi di stabilità in funzione della temperatura)
Tolleranza
Esprime la deviazione massima percentuale del valore reale del resistore dal suo valore nominale.
Tecnologie di costruzioni
Resistori agglomerati o a impasto
Dimensioni ridotte, economici, stabilità mediocre, fattore di rumore notevole, coefficiente di
temperatura alto e non lineare. Circuiti logici in cui non è richiesta grande stabilità.
Resistori a strato
Costosi, buona stabilità, coefficiente di tensione trascurabile, coefficiente di temperatura basso,
buone caratteristiche AF. Amplificatori, divisori di tensione, circuiti AF.
Resistori a filo di precisione
Buona stabilità, coefficiente di tensione trascurabile, coefficiente di temperatura trascurabile.
Protezione di stadi di potenza, circuiti di calibrazione.
Resistori a filo di dissipazione elevata
Buona stabilità, fattore di rumore basso, coefficiente di tensione trascurabile, coefficiente di
temperatura medio, comportamento in AF mediocre. Circuiti di alimentazione in corrente continua
o bassa frequenza, attenuatori di potenza, ponti di misura.
Elementi formativi di un resistore
• Supporto che sostiene l’elemento (corpo, body)
• Elemento resistivo che da’ luogo alla resistenza elettrica
• Rivestimento per la protezione dell’elemento resistivo
• Terminali
Materiali del supporto resistivo
ceramiche, vetro, materie plastiche: robustezza meccanica, elevata resistenza di isolamento,
coefficiente di dilatazione termica uguale a quello dell’elemento resistivo e del rivestimento, buone
proprietà dielettriche.
Elementi resistivi
resistori a strato sottile (thin film reistors)
resistori a strato spesso (thick film resistors)
resistori cermet
resistori a impasto
resistori a filo avvolto (wirewound)
rivestimento di protezione
chiusura ermetica dell’elemento resistivo entro tubi ceramici, smalti vetrosi o resine sintetiche fuse
attorno all’elemento resistivo o anche vernici isolanti.
Resistori a strato
Materiali di deposito: films metallici, films di ossidi metallici, polvere di carbone
Il valore della resistenza è determinato dallo spessore e dalla lunghezza dello strato.
Per migliorare stabilità conviene usare spessori dello strato elevati realizzando poi una scanalatura a
spirale fino al supporto isolante per ottenere il valore richiesto. La spiralizzazione comporta una
componente induttiva che si manifesta ad alte frequenze. Sono considerati di semiprecisione.
I resistori a strato metallico hanno caratteristiche migliori ma sono meno resistenti ai sovraccarichi
rispetto a quelli a strato di carbone.
Resistori a strato sottile metallico
Lo strato resistivo è costituito da un film sottile di metallo depositato su un supporto di alluminio
che deve essere di elevata purezza (no incrinature e no tensioni interne). Il film metallico è protetto
da una lacca siliconica che elimina le tensioni resistive tra il film spiralato ed il rivestimento
esterno. Cappucci metallici sono infilati in modo serrato per ottenere connessione elettrica e
meccanica ottimale. I terminali sono realizzati in rame e trattati per evitare ossidazioni. La
protezione è un rivestimento plastico verniciato al silicone.
Resistori a strato sottile di ossido metallico
Si realizzano con la deposizione di ossidi su supporti non facilmente alterabili (ceramica o vetro).
Alta stabilità elettro-meccanica, resistenza all’umidità, bassa corrente di rumore, non
infiammabilità.
Resistori a film spesso di carbone
Strato spesso di carbone depositato su substrato di vetro. Spessore 100 volte maggiore rispetto ai
resistore a film sottile metallico. Ci sono dissipatori all’interno del substrato di vetro per avere una
elevata dissipazione di calore, l’uniforme disposizione del film di carbone migliora la risposta in
alta frequenza del componente.
Resistori a film spesso metalglaze
Miscele di polvere di vetro e metallo depositata su substrato cilindrico di alluminio o steatite per
immersione. Usati dove si necessita smaltire calore; la risposta in frequenza è eccellente mentre la
stabilità è inferiore a quella dei resistori a film sottile.
Resistori a film spesso tipo cermet
Supporto ceramico sul quale viene depositato con stampa serigrafia strati di ossidi al nichel-cromopalladio. Ottimo campo di frequenza. Il rivestimento protettivo è resistente a solventi ed ignifugo.
Resistori ad impasto
Elemento resistivo formato da polvere di carbone o grafite e resine sintetiche mescolate con
materiali inerti. Corpo cilindrico ceramico bloccato agli estremi con cemento isolante. Molto
rumorosi, limitata risposta in frequenza.
Resistori a filo-wirewond
Usati dove si necessita di dissipare una elevata potenza in continua. Il filo è in Nichel-rame, grande
precisione e stabilità; o Nichel-cromo, eccellente coefficiente di temperatura, resistori di grande
potenza; o Oro-platino, elevato coefficiente di temperatura ma bassa resistività.
Il nucleo di supporto è formato da ceramica-berillio o alluminio-steatite; questi ultimi con migliore
conduttività termica ma più costosi, in grado di ridurre l’effetto hot-spot.
Ricoperti da smalti vetrosi non infiammabili per elevate temperature di lavoro.
- localizzare il resistore verticalmente sulla PCB per migliorare la dissipazione del calore
- distanziare tra loro le resistenze di dissipazione e lontane da dispositivi che producono
calore
- disporre il resistore in una zona del circuito dove ci sia un elevato effetto camino
-
Usare supporti-distanziatori per prevenire il rammollimento dei punti di saldatura e per
ottimizzare la dissipazione o usare saldo stagnante per alte temperature e incrementare le
aree dei punti di saldatura
Spesso sono fabbricati con radiatore metallico
Resistori a filo smaltati
Media potenza. La temperatura superficiale dei resistori aumenta non linearmente in funzione della
potenza dissipata e cambia se il resistore è posto verticalmente o orizzontalmente. La temperatura è
massima al centro del resistore se montato orizzontalmente.
Resistori a filo anti-induttivi
Con induttanza parassita ridotta. Filo bifilare. Avvolgimento percorso per metà da corrente in un
senso, per metà da corrente nell’altro senso. I due flussi si autoelidono, di conseguenza si autoelide
anche l’induttanza parassita.
Avvolgimento Ayrton-Perry: avvolgere in senso contrario 2 fili in parallelo; ma capacità
complessiva elevata Ct = C / n 2 .
Resistori a filo cementati
Filo di nichel-cromo o rame-cromo su un supporto ceramico o di vetro. Involucro esterno di steatite,
reofori graffati con filo resistivo. Possono dissipare potenze nominali con sopraelevazione di
temperatura elevata con carichi di lunga durata.
Resistori di precisione
Tecnologia thin-film e leghe al nichel-cromo. Nucleo ceramico, spiralizzazione con laser. Valore
resistivo lineare, bassa capacità di sovraccarico, basso shock termico, bassissima tolleranza.
Altissime frequenze di funzionamento ma valori bassi di resistenza, bassa potenza dissipabile.
RESISTORI VARIABILI-POTENZIOMETRI
Altamente instabili. L’instabilità si riflette nell’alta tolleranza. I più instabili vengono usati negli
apparati di consumo. Il cursore può girare (singolo giro, multigiro, rotazione continua) oppure può
essere traslato sopra l’elemento resistivo. La difettosità è dovuta a rottura o falso contatto.
A strato di carbone
In assoluto i più instabili ∆R ∼ 20% . Uno dei principali difetti è quello di dover esercitare una
notevole forza sul film depositato da parte del cursore per ottenere un valore ohmico stabile. Lo
strato resistivo ottenuto con stampaggio a caldo permette di costruire potenziometri di maggior
affidabilità e durata alla rotazione. Trovano impiego negli apparati di consumo e potenziometri
semi-fissi.
A strato di plastica conduttiva
Resine caricate con polvere di carbone o metalliche. Stampa a compressione a strato spesso o costampa a compressione a strato sottile.
Ottime prestazioni dovute a
• Piste di struttura molto liscie e scorrevoli, durata alla rotazione
• Coppie di spunto e di rotazione basse e uniformi, minima rumorosità e resistenza di contatto
cursore/pista costante
• Buone prestazioni in alta frequenza ( ∼ 1MHz )
Curve di variazione della resistenza in conformità a qualunque legge sia lineare che non
variando i componenti della plastica conduttiva, lo spessore delle piste e la loro
configurazione
• Ottenere unità resistive a funzioni multiple con tolleranze di accoppiamento elettrico ridotte
• Coefficiente di temperatura un po’ elevato, bassa potenza specifica dissipabile, bassa
corrente ammissibile tra cursore e pista
Strato metallico spesso o sottile
Usati solo nei potenziometri semi-fissi per circuiti ad alta frequenza. Caratterizzati da basso rumore
e buona risposta in frequenza
Ibridi
Costruiti per potenziometri di precisione
• Plastica conduttrice+cermet: stabilità, basso rumore, elevato rapporto potenza/superficie,
lunga durata alla rotazione
• Plastica conduttiva+filo metallico avvolto: linearità, TCR basso
Cermet
Usati nei sistemi servo-assistiti con precisi requisiti meccanici. Potenziometri per “preset”, e
“control”; potenziometri di precisione. Di recente sviluppo potenziometri a base di polimeri.
Potenziometri di precisione
I potenziometri di precisione sono trasduttori meccanico/elettrico che danno una precisa tensione
d’uscita come funzione specifica della tensione applicata in relazione della posizione dell’alberino.
La fedeltà con cui il potenziometro reale segue la funzione specifica è detta “conformità”.
Elemento resistivo costituito da plastica conduttiva o cermet.
Per ottenere una data legge della resistenza occorre sagomare il supporto secondo una curva che è
la derivata della legge stessa (a meno di un coefficiente che dipende dalla sezione e dalla resistività
del filo).
•
RESISTORI A STRATO DI OSSIDO METALLICO - FUSIBILI
Sovraccarico molto breve, tenuta della saldatura, resistenza alla condizione ambientale, stabilità al
carico, stabilità ai cicli di temperatura. Montato distanziato dalla PCB, poiché la temperatura del
supporto resistivo sarà elevata poco prima della rottura. Tipicamente i fusibili sono ricoperti di
materiale infiammabile (fibra di vetro).
SMD (surface mounted devices)
Realizzati con terminali e molto più piccoli rispetto ai normali componenti. Sono direttamente
attaccati alla superficie del PCB
Chip resistor o SM resistor
Substrato ceramico di forma rettangolare. L’elemento resistivo è un film metallo-vetro. Il valore
ohmico è regolato da incisione nello strato resistivo. Lo strato resistivo è ricoperto da una lacca
colorata protettiva. Lo strato di protezione offre copertura elettrica, meccanica e ambientale.
ELECTRICAL DATA
Valore nominale, Tolleranza, Valore massimo della tensione, Coefficiente di temperatura, Massima
potenza dissipabile, Categoria climatica, Stabilità
Limite in tensione
È la massima tensione (DC o RMS) che può essere applicata in continua senza che avvengano
alterazioni fra gli elettrodi.
Derating details and performance nomograms
Per i resistori normali si valutano le prestazioni di una resistenza in relazione ai parametri
interdipendenti tra loro: potenza dissipata, coefficiente di temperatura, temperatura di hot-spot,
massima deriva nel valore della resistenza dopo prolungato funzionamento; diagramma composito
(nomogram).
Per i resistori di potenza si costruisce un grafico tra la temperatura e la capacità di disperdere il
calore.
La massima temperatura che si raggiunge nel corpo del transistore è nel centro ed è chiamata hotspot temperature.
Il calore si propaga anche nei reofori rammollendo i punti di saldatura. Ciò impone l’impiego di
dissipatori o di lunghi reofori.
Il generale la hot-spot temperature è proporzionale alla potenza dissipata.
∆T = A × P dove la costante A è l’incremento di temperatura per i watt di potenza dissipati [°C / W ] .
Questa resistenza termica è funzione delle dimensioni del resistore, della conduttività termica del
materiale usato, dal suo degrado e dal modo di montaggio.
Tm = Tamb + ∆T
Tm = hot-spot temperature, Tamb = temperatura ambiente, ∆T = incremento di temperatura di hot-spot.
La stabilità di un resistore è determinata dalla temperatura di hot-spot e dal valore resistivo.
Riassumendo
- dimensione e conduttanza dei materiali determinano la resistenza al calore
- resistenza termica per dissipazione (WaH) determina l’incremento di temperatura
- incremento di temperatura + temperatura ambiente = hot-spot temperature
- hot-spot temperature e valore resistivo determinano la stabilità della resistenza
Costruzione del nomogram
T −T
P = m amb .
A
dP 1
Per diversi valori di Tm si hanno tante linee parallele. La pendenza di queste linee
= è il
dTm A
reciproco della resistenza termica ed è la caratteristica del resistore.
La stabilità ∆R / R può essere determinata sperimentalmente, così come i rimanenti parametri di
riferimento.
La riunione dei grafici di P, ∆R / R rispetto a Tm viene a costituire il nomogram o grafico composito
nel quale diversi valori delle variabili possono essere ricavati per un resistore in differenti
condizioni di lavoro.
CAPACITA’
Nella scelta della capacità bisogna valutare: temperatura, umidità, ripple in ac, gamma dei valori,
frequenza di lavoro, tempo di vita della capacità, tensione a cui sono sottoposte le capacità, entità
della corrente e suo andamento, fattore di merito Q, corrente di fuga, variazione del valore
capacitivo in funzione della tensione (volt/microsecondo).
Caratteristiche
S
C =ε
d
ε =costante dielettrica del materiale isolante interposto tra le armature
S =area delle armature
d =distanza tra le armature
Se si riduce lo spessore del dielettrico la capacità viene usata in bassa tensione. Aumentare la
superficie delle armature vuol dire avere una grossa resistenza serie equivalente e quindi si riduce
l’effetto capacitivo. La forma costruttiva della capacità influenza le prestazioni del condensatore
alla risposta in frequenza.
Materiali dielettrici più usati: ceramica, mica, carta, plastiche, alluminio, tantalio
Perdite nei condensatori
- resistenza R ' ed induttanza L dei reofori e delle armature
L1
C1
poste in serie al condensatore.
- resistenza R '' posta in parallelo alla capacità.
R'
L’induttanza L è il parametro che limita alle alte frequenze
il campo di applicazione del condensatore. Alle normali
R''
condizioni di lavoro l’induttanza può essere trascurata.
Per tenere conto delle perdite nei modelli semplificati si usano due resistenze RP , RS in parallelo o in
1
1
, tan δ = ωCRS , RS RP = 2 2 . Il fattore di perdita
serie. Il fattore di perdita è definito tan δ =
ωC
ωCRP
tiene conto dell’elemento resistivo su quello reattivo. La potenza attiva assorbita dal condensatore
V2
risulta P = VI sin δ =
= ω ⋅ C ⋅ tan δ ⋅ V 2 Le perdite di potenza sono dovute in massima parte al
R
dielettrico in quanto in esso si ha il fenomeno della isteresi dielettrica nel momento in cui al
condensatore è applicata una tensione alternata. Le perdite dipendono dalla temperatura e dalla
tensione di lavoro Vac . Diminuiscono con l’aumentare della temperatura in maniera lineare,
aumentano molto rapidamente con l’aumentare della tensione.
Dal circuito equivalente si nota la presenza di una frequenza di risonanza alla quale il condensatore
si comporta in maniera ohmica, oltre la quale si comporta induttivamente. Non bisogna mai far
lavorare un condensatore oltre la frequenza di risonanza.
Tensione di lavoro (voltage rate of rise)
Tensione massima applicabile oltre la quale si ha la perforazione del dielettrico (legata alla rigidità
dielettrica dell’isolante che costituisce il dielettrico ed alla distanza tra le armature).
In un condensatore piano la tensione di rottura è definita Vr = Emax ⋅ d ; Emax è il campo elettrico
applicabile che eguaglia la rigidità dielettrica del materiale isolante.
Per ragioni di sicurezza il condensatore viene fatto lavorare con tensioni inferiori alla metà di quella
di rottura. Vengono definiti i seguenti parametri:
Vdc :tensione continua di lavoro
Vac :tensione alternata di lavoro
V p :tensione continua di prova
∆V dV
:maximum pulse load (da ritenersi uguale a Vdc )
∆t dt
Coefficiente di temperatura e temperatura di lavoro
∆C
F
α=
°C . Correla la variazione di capacità con il variare della temperatura.
C( ∆t )
L’effetto della temperatura sul valore della capacità di un condensatore è dovuta alla costante
dielettrica che dipende dalla temperatura ed alla temperatura stessa che provoca una dilatazione
delle parti costituenti il condensatore. (grafico della variazione % rispetto alla temperatura)
Capacità e tolleranza
Il valore della capacità è funzione della frequenza (varia con la frequenza) (grafico).
Resistenza di isolamento
Al passare del tempo c’è una diminuzione della carica presente sul condensatore a vuoto. La scarica
è da attribuirsi alla resistenza di dissipazione o isolamento. Si rileva misurando la costante di tempo
RC della scarica del condensatore a vuoto. ( ∼ M Ω ) (grafico della costante RC in funzione della
temperatura ambiente)
Massima dissipazione
Necessario definire la potenza massima dissipabile ammissibile quando al condensatore si applica
una tensione superiore ai 50V. E’ raccomandabile una potenza in caso di rottura non superiore a
2.5VA. Bisogna fare un’ulteriore controllo che per un eventuale impulso di sovraccarico non si
superi il massimo della potenza ammessa.
- La potenza dissipata non deve superare il limite specificato Pmax
- L’impulso di tensione non deve eccedere il valore limite specificato in alternata.
( Pmax = ( RS C ) Cω 2Vac2 )
(Grafico di RC in funzione della frequenza e grafico della potenza massima in funzione della
temperatura ambiente.)
Condensatore
Suddivisione in base al dielettrico
- Generici (non elettrolitici)
- Elettrolitici
- Variabili
Generici
Con dielettrico di plastica metallizzata e non (film capaictors)
Dielettrico ceramico (ceramic capacitors)
Elettrolitici
Elettrolitici in alluminio con dielettrico non solido e con dielettrico solido
Elettrolitici all’ossido di tantalio (tantalium capacitors)
Variabili
Condensatori variabili (rotanti)
Condensatori regolabili (trimmer)
Condensatori a film plastico
Tecnologie di films sintetici
Estrusione della massa plastica attraverso sottile fenditura; stiro, che provoca orientamento
molecole; stabilizzazione termica per fissare orientamento delle macromolecole; raffreddamento
film.
- Poliestere-tereftolato di polietilene (mylar,melinex,terilene): usato per accoppiare/disaccoppiare le
reti, bypass
- Polistirolo (styraflex): filtri, oscillatori, circuiti di misura
- Policarbonato di polietilene (macrofol): per condensatori con capacità molto stabili, bassa deriva
capacitiva e stretta tolleranza
- Parilene: per condensatori di precisione e basso fattore di dissipazione
- Polipropilene (teflon): di bassissima massa volumetrica, alte tensioni di lavoro, alta frequenza,
elevate tensioni di picco
Costruzione
Costruiti avvolgendo due nastri di alluminio alternati a due nastri di materiale plastico, a forma di
cilindro o rettangolo. L’avvolgimento è anche anti-induttivo. Durante l’avvolgimento la plastica
tenderebbe a caricarsi elettrostaticamente, per evitare ciò viene inserito il nastro in un campo
elettrico alternato. Dopo l’avvolgimento si procede con la metallizzazione dei due lati opposti del
cilindro, segue la saldatura dei terminali (reofori) e l’incapsulamento. Malgrado la bassa costante
dielettrica dei film plastici è possibile ottenere un buon rapporto capacità/volume con dielettrici
sottili e uniformi ed introducendo film metallici molto sottili.
Condensatori ceramici
Usati per accoppiare, disaccoppiare, filtri, circuiti risonanti ad alta frequenza, perdite estremamente
basse, dimensioni ridotte, ridotto drift (deriva) di capacità.
Costruzione
A
Il valore capacitivo C = ε r ε 0 n .
t
A :area elettrodi
ε r ε 0 :costante dielettrica
n :numero strati dielettrico t :spessore
dielettrico ceramico
La tensione di lavoro dipende dalla qualità del dielettrico (legata alla rigidità dielettrica). Gli
elettrodi sono normalmente in argento oppure in altri ottimi conduttori.
Considerazioni sulle caratteristiche del dielettrico
I materiali ceramici usati come dielettrico hanno costante dielettrica elevatissima (dovuta alla libertà
nell’orientamento dei dipoli) ma hanno una notevole dipendenza dalla frequenza e dalla
temperatura. ε r cresce all’aumentare di T, le perdite calano corrispondentemente, fino ad un
massimo di TC , temperatura di Curie. ( ∼ 120° ) ; oltre questa temperatura ε r decresce molto
rapidamente ed il coefficiente di temperatura TC diventa molto elevato.
In base alle caratteristiche essenziali i condensatori ceramici vengono divisi in:
Classe1: biossido di titanio e aggiunta di ossidi di metallo. Coefficiente di temperatura (TC) lineare
ed elevata stabilità nel tempo.
Classe2: ceramiche ferro-elettriche basate sul titanato di bario.TC non lineare e caratteristiche di
stabilità modeste; costante dielettrica molto elevata.
Con il dielettrico di classe 1 si costruiscono condensatori a coefficienti di temperatura controllato.
Con il dielettrico di classe 2 si costruiscono condensatori a piastrina o a disco; l’alta costante
dielettrica permette la realizzazione di capacità di valore rilevante in piccole dimensioni.
La serie “plate” ha elettrodi in rame per assicurare migliore stabilità in condizioni di umidità.
Considerazioni sull’uso dei condensatori in frequenza
Alle basse frequenze è la resistenza di isolamento che condiziona tan δ , alle medie frequenze (fino
alla uhf) è la resistenza di polarizzazione, alle alte frequenze è la resistenza dovuta ai reofori fino
alla frequenza di risonanza, oltre la quale il condensatore si comporta induttivamente.
Condensatori ceramici multilayer
Partendo da un nastro dielettrico ceramico metallizzato, viene tagliato in tanti pezzi che vengono
poi sovrapposti.
Standard CMC range: Prodotti usando la tecnologia standard
Compact CMC range: Nuova tecnologia costruttiva. Efficienza capacità/volume incrementata con
dielettrico più denso. Il materiale conduttore è stampato su un foglio, poi viene pressato e
stabilizzato tramite cottura con strato ceramico.
Ageing , Aging : Definisce come varia l’andamento logaritmico negativo del valore della capacità nei
condensatori ceramici nel tempo. I dielettrici più stabili hanno un degrado più basso nel tempo.
Termine spesso usato anche per evidenziare la difettosità e la longevità del componente.
Condensatori elettrolitici in alluminio allo stato solido e non solido
I condensatori in alluminio solidi e non si usano in circuiti con funzioni di filtraggio,
accoppiamento, fuga, livellamento, immagazzinamento o dove occorre introdurre una reattanza
capacitiva.
generici: radio, televisione, applicazioni industriali
professionali long life: telecomunicazioni, electronic data processing
capacità, principale proprietà
la principale proprietà si un condensatore è quella di immagazzinare carica.
Q = C ⋅U
Q :carica in Coulombs
C :capacità in Farad
U :tensione in Volt
A
Il valore della capacità risulta pari a C = ε 0 ⋅ ε r ⋅
d
ε 0 :permeabilità assoluta
ε r :costante dielettrica relativa
A :area delle flange d :spessore
del dielettrico (dell’ossido nei condensatori elettrolitici)
Lo strato di dielettrico è costituito da ossido di alluminio; estremamente resistente ad intensi ed
elevati campi elettrici. La formazione dello strato del dielettrico durante il processo elettrochimico è
condizionato dal limite fisico dell’ossido a resistere ai campi elettrici. Lo spessore dello strato è
determinato tramite la tensione di formazione U F . Pure la massima tensione applicabile al
condensatore è limitata dalla tensione di formazione U F (applicare una tensione paragonabile alla
tensione di formazione significherebbe alterare lo spessore dello strato dell’ossido) secondo la
U
relazione R = 0.8 per i generici allo stato solido, altrimenti è 0.6 per i professionali, mentre per i
UF
condensatori allo stato non solido il rapporto si riduce a 0.25. L’energia accumulata nella capacità
1
è WE = C × U 2 ; ε r 8 ; rigidità dielettrica 7 ⋅108 V / m .
2
Descrizione costruttiva
Lo strato del dielettrico è posto da una parte a contatto con una base metallica, l’altra parte con un
conduttore che può essere un liquido (elettrolita) per i non solidi o un semiconduttore per i solidi.
L’elettrodo del contato metallico è l’anodo. La superficie dell’anodo è artificialmente aumentata
tramite attacco acido (corrugazione) per aumentare il rapporto capacità/volume.
Non solid aluminium electrolytic capacitors
L’elettrodo opposto all’anodo è un conduttore ionico. Il perché della conduzione ionica è dovuta al
fatto che il potenziale all’anodo non sarà mai più basso rispetto a quello dell’elettrolita,
determinando una corrente ionica elevata. Si inserisce poi tra l’elettrolita e l’esterno un foglio di
alluminio come elettrodo a contatto dell’elettrolita. È il catodo. La nuova armatura su di una faccia
è sempre ricoperta da un sottile strato di ossido e per evitare che venga in contatto con l’ossido
dell’anodo, viene interposto uno spessore di carta porosa che serve anche da spugna per l’elettrolita.
In seguito alla corrente di ioni positivi dell’idrogeno che migrano verso il dielettrico, si ha l’effetto
di rigenerazione dello strato del dielettrico (self repairing effect): le cariche ioniche non
riuscirebbero a passare lo strato del dielettrico poiché l’intensità del campo elettrico è minore della
rigidità del dielettrico. Nel caso di un difetto nello strato del dielettrico il valore della rigidità in quel
punto si abbasserebbe e le cariche ioniche riuscirebbero a passare lo strato di dielettrico,
raggiungerebbero l’anodo e si riformerebbe un nuovo strato d’ossido, riparando così il dielettrico. È
anche per questo motivo che viene inserito un foglio metallico al catodo.
Solid aluminium electrolytic capacitors
L’elettrodo opposto all’anodo è formato da biossido di manganese, chiamato catodo. Il potenziale
dell’anodo può essere sia positivo che negativo rispetto a quello del catodo. È consigliabile tuttavia
mantenere l’anodo positivo rispetto al catodo. Viene interposto tra l’anodo ed il foglio catodico del
materiale in fibre di vetro per evitare danneggiamenti meccanici al dielettrico.
Non ci sono cariche ioniche e quindi non c’è rigenerazione dello strato del dielettrico.
Se il catodo è connesso all’esterno con la struttura biossido di manganese, grafite, argento, saldatura
sottile, reofori sottili, permette al condensatore migliori prestazioni: lunga durata, elevata
affidabilità, alta stabilità, bassa dipendenza dalla temperatura.
Condensatori elettrolitici al tantalio
Il tantalio ha la capacità di formare uno strato di ossido allorché funziona da anodo in una cella
elettrolitica. Le caratteristiche dell’ossido di tantalio sono migliori di quelle dell’ossido di
alluminio; l’ossido di tantalio è più resistente e il processo di riformazione più breve e sicuro. La
durata dei condensatori al tantalio è più lunga rispetto a quella dei condensatori in alluminio.
Aumento del rapporto capacità/volume, adatto per costruzioni miniaturizzate. Sia con elettrolita
liquido che solido. Possono essere sia polarizzati che non.
Il tantalio è un materiale refrattario (ad alto punto di fusione) di difficile laminazione che viene
esclusivamente lavorato per sinterizzazione.
Il processo di costruzione di un condensatore al tantalio è diviso in tre fasi:
- formatura:
le polveri di partenza del materiale vengono compattate e messe in forma
tramite pressatura.
- calcinazione:
cottura per mezzo della quale il manufatto viene essiccato con l’aggiunta del
materiale plastificante per aumentarnee la densità, che poi evapora durante la
fase di cottura.
- sinterizzazione:
cottura in aria e/o in atmosfera controllata ( 0.6 ÷ 0.7 volte la temperatura di
fusione). Riduce la porosità con il risultato di avere un manufatto
estremamente compatto. È questa la grande caratteristica dei condensatori al
tantalio; riescono ad avere una capacità molto maggiore rispetto ai normali
condensatori.
Condensatori elettrolitici al tantalio con elettrolita liquido
La forma costruttiva è o del tipo avvolto come elettrolitici o ad anodo sinterizzato, cioè un blocco di
polvere di tantalio pressato e sinterizzato in modo da rendere la massa molto più porosa affinché
offra una notevole superficie utile. Il blocco è solidale al conduttore che costituisce il terminale
positivo del condensatore; l’armatura negativa è costituita dal contenitore metallico argentato
internamente e l’elettrolita interposto è acido solforico.
La capacità e la corrente di dispersione aumentano con l’aumentare della temperatura. Il fattore di
potenza diminuisce con l’aumentare della potenza.
Condensatori elettrolitici al tantalio con elettrolita allo stato solido
L’elettrolita è composto da biossido di manganese solido che impregna tutta la massa di anodo
sinterizzato. Di forma cilindrica con contenitore in acciaio o ottone stagnato. Un filo di tantalio
penetra per un certo tratto l’anodo di tantalio sinterizzato. A questo filo è saldato un conduttore di
nichel stagnato che costituisce il terminale positivo. Il terminale è bloccato in un tubetto di acciaio e
tenuto fisso da un blocchetto di vetro che chiude il contenitore. L’anodo viene impregnato e
rivestito di biossido di manganese che fa da elettrolita. Intorno all’elettrolita vengono depositati
strati di grafite e zinco per assicurare il contatto con il catodo. Al contenitore è saldato il terminale
negativo in rame stagnato.
Condensatori elettrolitici non polarizzati
Basta ossidare entrambe le armature. L’inversione della polarità crea un aumento di ossido su una
armatura ed una riduzione sull’altra. Hanno perdite elevate e rapporto capacità/volume basso.
INDUTTORI
2WL
, indica
I2
l’attitudine a immagazzinare energia per effetto della corrente che lo attraversa. Spesso avvolti ad
elica cilindrica, da cui il nome di bobina.
Filo induttore opportunamente avvolto. Coefficiente di autoinduzione (induttanza) L =
Induttori di aria (valori più bassi di induttanza ma minori perdite), induttori avvolti su nucleo di
materiale ferromagnetico (valori più alti di induttanza ma maggiori perdite).
Comportamento ideale e reale degli induttori
di (t )
v(t ) = L
V = jω LI
(la tensione è in anticipo di 90° rispetto alla corrente).
dt
Per il comportamento reale occorre tenere conto di RC del filo conduttore e RM che equivale alla
perdita dovuta la nucleo per effetto magnetico (solo induttori con nucleo) ed alla capacità C dovuta
all’accoppiamento capacitivo tra le spire (capacità propria). La resistenza R = RC + RM è funzione
non semplice della pulsazione.
1
L
R=Rc+Rm
( R + jω L )
R + jω L
jωC
Z=
1
1 − ω 2 LC
R + jω L +
jωC RC piccolo
Ls =
L
Rs =
2
1 − ω LC
R
C
Ls
Rs
2
1 − ω LC
1
. Le frequenze di lavoro
2π LC
dovranno essere sempre inferiori a f 0 . Al di sopra di questa frequenza il comportamento
dell’induttore è capacitivo. L’angolo di sfasamento tra tensione e corrente varia in funzione
di f 0 diventando nullo in f 0 e negativo al di sopra di essa (ritardo).
La qualità di un induttore è data dal fattore di merito Q ed è caratterizzata dall’angolo di
R
ω Ls
1
perdita δ = arctan s
Q=
=
ω Ls
Rs
tan δ
Il fattore di merito esprime il rapporto tra l’energia elettromagnetica immagazzinata e quella
dissipata in un periodo. È funzione non lineare della pulsazione a causa di RS , tuttavia presenta un
intervallo di frequenze entro cui è costante, corrispondente al campo d’impiego dell’induttore.
È possibile trasformare il circuito equivalente dell’induttore:
1
L p = Ls 1 + 2
Ls
Q Q 1
R1
Esiste una frequenza di risonanza propria dell’induttore f 0 =
R p = Rs (1 + Q 2 )
L1
Q 1
Rs Q 2
Induttori senza nucleo
Forma solenoidale, filo induttore avvolto attorno ad un sostegno isolante. Per potenze elevate il
conduttore è superficialmente argentato per diminuire le perdite ohmiche; negli induttori di piccole
dimensioni per ridurre le perdite alle alte frequenze dovute all’effetto pellicolare si ricorre
all’impiego di fili di Litz ricoperti di seta, nylon, cotone o carta, in modo da aumentare la stabilità
temporale delle bobine alle cicliche sollecitazioni termiche.
Singolo strato
Capacità distribuite basse ed elevati valori del fattore di merito si hanno distanziando le spire
adiacenti ed eliminando il supporto; la distanza tra le spire adiacenti deve essere una percentuale
non piccola del diametro del filo (~ raggio); il supporto, se presente, deve essere filettato con la
minima profondità delle cave.
Più strati
Negli induttori a più strati occorre separare i vari strati con materiale isolante per tenere basso il
valore della capacità propria e realizzare la sovrapposizione degli avvolgimenti in modo che non
risultino adiacenti spire con elevata differenza di potenziale tra loro. Bobine a ciambelle separate
sono come la serie di più bobine longitudinali. Tra le bobine solenoidali vanno menzionate quelle a
supporto toroidale, a sezione circolare o rettangolare, che hanno il vantaggio di mantenere racchiuso
il flusso magnetico all’interno del solenoide e limitare accoppiamenti induttivi.
Avvolgimento a nido d’ape, il conduttore è avvolto da un capo all’altro con passo molto grande.
Con questo avvolgimento si riducono le perdite dielettriche a radiofrequenza, che si verifica nello
smalto o nella seta che ricoprono i fili di Litz, avendo ridotto i punti di contatto tra le spire. Elevati
fattori di qualità si ottengono sezionando l’avvolgimento in più sezioni collegate fra loro in serie,
per ognuna delle quali il rapporto tra lo spessore ed il diametro sia relativamente piccolo.
Induttori con nucleo ferromagnetico
Grazie all’immissione di un nucleo di materiale ferromagnetico all’interno del solenoide c’è una
riduzione della riluttanza del circuito magnetico con conseguente aumento del flusso magnetico
indotto e un aumento del valore del coefficiente di autoinduzione. Utilizzati dove è richiesto un alto
valore di induttanza con dimensioni limitate dello spazio occupato.
Perdite ohmiche lungo il filo del conduttore più ulteriori perdite dovute alle correnti parassite del
nucleo dovute alla variazione del flusso e all’energia assorbita per isteresi magnetica. Le perdite per
correnti parassite possono ritenersi proporzionali al quadrato della frequenza. L’impiego degli
induttori con supporto magnetico è condizionato dalla struttura del nucleo.
Per frequenze basse si ricorre alla laminazione del nucleo magnetico per limitare le perdite. Per
questioni di dimensioni e costo si preferisce spesso la sinterizzazione del nucleo (polverizzare il
materiale magnetico e agglomerarlo con isolante).
I lamierini impiegati sono ferro-silicio o leghe ferro-… (perm-) (materiali con resistività abbastanza
elevata da limitare le perdite). L’isolamento tra i vari lamierini è assicurato da strato di ossido
creato sugli stessi. Le perdite per correnti di Foucault sono rapidamente crescenti con il quadrato
dello spessore del lamierino. Il nucleo degli induttori per correnti alternate a bassa frequenza non è
continuo ma nel circuito magnetico sono realizzati opportuni traferri per rendere maggiormente
costante il coefficiente di autoinduzione, disturbato dalla presenza di componenti continue di
corrente, e di mantenere l’induzione magnetica lontana dalla saturazione. Il valore dell’induttanza
della bobina è proporzionale alla permeabilità magnetica media del nucleo, permeabilità
∆B
. Lo spessore opportuno del traferro dipende dall’intensità della corrente
incrementale µi =
∆H
N2A
continua prevista. In prima approssimazione si può scrivere che L = 1.256 ⋅10−6
[ mH ]
d
A :sezione del nucleo
N :numero di spire d :spessore del traferro
Principali materiali per i nuclei sinterizzati: ferro (ferrocarbonile) e permalloy, l’isolante è una
resina sintetica. Basse percentuali di resina e alte pressioni di stampaggio forniscono elevati valori
della permeabilità magnetica dell’agglomerato e bassi valori di perdite parassite. µe dipende dalle
dimensioni dell’induttore e del nucleo. Per realizzare bobine aventi determinati valori
dell’induttanza occorre dire che il valore delle predite ohmiche lungo il conduttore dipende dalla
permeabilità magnetica del nucleo, ed in base a questo viene fissato il numero di spire. Infatti
con µe elevate corrispondono grosse perdite nel nucleo ma minime perdite nel conduttore, servono
infatti poche spire per poter arrivare al valore di induttanza voluto. A µe basse corrispondono basse
perdite nel nucleo ma grosse perdite nel conduttore, servono infatti molte spire per poter arrivare al
valore di induttanza voluto. Un ulteriore vantaggio delle induttanze con nucleo è la possibilità di
variare il valore dei coefficienti di autoinduttanza solo spostando il nucleo rispetto alle spire.
Per induttori che lavorano ad alte frequenze si usano per il nucleo le ferriti per limitare le perdite
dovute alle correnti di Foucault. Manganese-zinco, utilizzate fino a frequenze di qualche centinaia
di kHz; Nichel-zinco, fino a 100MHz; entrambi sono ferriti dolci. Grazie alle ferriti si costruiscono
induttori con elevate fattori di merito, in riferimento solo alle perdite del nucleo grazie ad una
elevatissima resistività del nucleo.
Schermatura degli induttori
In molti casi è utile schermare l’induttore per eliminare l’effetto di campi elettromagnetici esterni o
per limitare l’effetto del campo elettromagnetico della bobina ad una zona circostante. Effettuata
mediante involucri metallici detti schermi. Si usano materiali magnetici ad alta permeabilità iniziale
(permalloy, mumetal,) per campi magnetici continui o in bassa frequenza; materiali metallici ad
elevata conducibilità elettrica (rame o alluminio) per induttori ad alta frequenza.
Nel primo caso il materiale, presentando riluttanza molto bassa, concentra al suo interno le linee del
flusso del campo cortocircuitandole. È necessario che lo schermo non presenti interruzioni nella
continuità strutturale e che lo spessore sia sufficientemente grosso.
Nel secondo caso lo schermo costituisce una spira a larga sezione in corto circuito sulla quale è
indotta una corrente che genera nello spazio esterno un campo magnetico uguale e contrario a
quello della bobina annullandolo. Lo spessore della lamiera dipende dalla frequenza, deve essere
tanto più grosso quanto più bassa è la frequenza.
La schermatura produce una diminuzione dell’autoinduttanza e del fattore di merito tanto più
elevata quanto più è vicino lo schermo alla bobina.
Riluttanza minima→alta permeabilità→basso valore della magnetizzazione di saturazione
Componenti continue→bassa permeabilità incrementale
Alta permeabilità→bassa resistività→grosse perdite
Alta resistività→poche perdite
TRASFORMATORI
Circuito generatore: primario; circuiti collegati: secondari.
Costituito da due o più avvolgimenti elettricamente isolati tra loro, disposti in modo da dar luogo a
forze elettromotrici variabili indotte nei secondari per mezzo di correnti variabili circolanti
nell’avvolgimento primario. Per ottenere un buon accoppiamento fra i vari circuiti, questi sono
normalmente avvolti su un nucleo di materiale magnetico.
Trasformatori di alimentazione: fornire ad apparati di potenza l’energia elettrica necessaria per il
funzionamento. Progettati per ottenere il massimo rendimento possibile.
Trasformatori di segnale: si richiede una linearità sufficiente entro una certa gamma di frequenza.
Trasformatore ideale e reale
Trasformatore ideale
1) Resistenze nulle dell’avvolgimento primario e secondario
2) Concatenamento totale del flusso generato dall’avvolgimento primario con tutte le spire del
secondario e viceversa.
3) Corrente di magnetizzazione, perdite per isteresi e per correnti parassite complessivamente nulle.
Il trasformatore non dissipa potenza al suo interno, rendimento unitario; potenze apparenti del
primario e secondario identiche.
2
N
V1
I
N
N
= 2 = 1
Z1 = 1 Z 2 (adattamento impedenziale)
k= 1
V2
I1 N 2
N2
N2
Trasformatore reale
R p Rs rappresentano le perdite dei due avvolgimenti, L p Ls gli effetti induttivi dei flussi
dispersi, Ro tiene conto complessivamente delle perdite per isteresi del nucleo e per correnti
parassite (ohmiche), Lµ è la perdita reattiva relativa alla corrente di magnetizzazione.
Lp
Rp
k
Ro
Rs
1
5
4
8
Lu
Ls
R'
L'
L''
R''
n:1
1
5
4
8
Lm
C'
Rnu
C''
Lm è l’induttanza di magnetizzazione e coincide con l’induttanza del primario; L ', L '' sono le
induttanze di dispersione del primario e del secondario e tengono conto della parte di flusso che non
si concatena con entrambi gli avvolgimenti, molto minori di Lm ; R ', R '' sono le resistenze
dell’avvolgimento primario e secondario, dipendono dalla lunghezza e dalla sezione dei fili degli
avvolgimenti; RNu rappresenta le perdite del nucleo per isteresi e correnti parassite e risulta molto
elevata; C ', C '' sono le capacità parassite del primario e del secondario, di basso valore.
N
Coefficiente di mutua induttanza M = 10−8 [ H ] ; M max = L1 L2 dove N è il numero di
I
concatenamenti tra il flusso generato dalla corrente I, che percorre un avvolgimento e l’altro
avvolgimento. Forza elettromotrice indotta nel secondario quando nel primario scorre una
M
corrente: E2 = − jω M I1 . Coefficiente di accoppiamento k =
; kmax = 1 , ci si avvicina solo per
L1 L2
frequenze industriali (trasformatori di alimentazione), più si sale con la frequenza più si scende con
(
)
k. Nei confronti della forza elettromotrice però i due aspetti si compensano E = ω k L1 L2 I .
Trasformatori di alimentazione
Funziona con segnali a frequenza costante. Per ottenere più livelli di tensione è necessario
realizzare più avvolgimenti secondari elettricamente isolati tra loro. Per raddrizzatori utilizzanti due
diodi, l’avvolgimento secondario è provvisto di una presa intermedia centrale in modo da ottenere
due tensioni alternative uguali in modulo e in opposizione di fase tra loro
È opportuno prevenire la possibilità di alimentare con tensioni di rete di valore diverso.
L’avvolgimento primario è costituito da più sezioni unite in serie (primario a prese intermedie) e la
rete è collegata ai terminali corrispondenti tramite un cambiatensione. Spesso muniti di nucleo
ferromagnetico, poiché le frequenze in gioco sono basse, (alimentazioni 50Hz-60Hz) realizzato con
lamierini di ferro-silicio o a cristalli orientati di forma opportuna e disposti in modo da creare un
circuito chiuso a bassa riluttanza per il flusso magnetico generato dall’avvolgimento primario.
Le forme dei lamierini di ferro-silicio normali sono ad E a I con dimensioni normalizzate. Anche
forme ad L. L’isolamento tra i lamierini è realizzato tramite ossidazione su entrambe le facce.
Nucleo a mantello: costipazioni di un numero di lamierini ad E sovrapposti, con verso alternato e di
lamierini ad I nelle posizioni opportune.
Nucleo a colonna: sovrapposizione alternata di lamierini ad L o I.
Lo spessore del lamierino è in genere di 0.35mm o 0.50mm; nel primo caso si hanno perdite per
correnti parassite pari a circa la metà, per nucleo delle stesse dimensioni; in contrapposizione si ha
un costo più elevato del trasformatore.
Considerando due lamierini costituenti un circuito magnetico chiuso aventi le stesse dimensioni
longitudinali (nel verso del flusso) ma spessori diversi, sottoposti allo stesso valore di induzione,
nell’ipotesi di spessori s1 = a ⋅ s2 si ha:
tensioni indotte nelle spire in cortocircuito equivalenti ai due lamierini: V1 = a ⋅ V2
1
resistenza delle spire: R1 = R2
a
2
correnti indotte: I1 = a I 2
potenze dissipate: P1 = a 3 P2
è proprio la riduzione della potenza dissipata per correnti parassite che fa preferire nella maggior
parte dei casi l’impiego di lamierini da 0.35mm.
La compattezza del nucleo è necessaria per esigenze strutturali e per limitare al massimo le perdite
magnetiche del trasformatore; è ottenuta mediante fasciature e bulloni metallici isolati dal nucleo.
Si indica con il nome di colonna il tratto di nucleo su cui è realizzato l’avvolgimento, giogo il tratto
di collegamento tra le colonne, finestra la zona vuota interna necessaria al passaggio dei conduttori.
Per ridurre il flusso disperso al minimo si usa nucleo a mantello, in cui gli avvolgimenti primario e
secondario sono disposti sulla colonna centrale, rispetto a quella con nucleo a colonne in cui i due
avvolgimenti sono realizzati su due colonne distinte. La riduzione della riluttanza magnetica a
valori minimi, per ottenere alti valori di permeabilità è ottenuta riducendo il più possibile gli
interferri corrispondenti ai giunti tra i lamierini.
Strutturalmente diversi sono i nuclei con lamierini di ferro-silicio a grani orientati, con
caratteristiche magnetiche notevolmente superiori nella direzione di laminazione; si ha un più facile
passaggio di flusso con possibilità di lavorare con induzioni magnetiche più elevate e quindi
trasformatori di minor peso. Il nucleo è formato mediante avvolgimento stretto di un nastro di
larghezza e lunghezza opportune; il nucleo è sottoposto a vari processi per eliminare tensioni
meccaniche, per realizzare l’isolamento tra le strisce e per riempire con resine gli interstizi tra gli
avvolgimenti.
Nei trasformatori di piccole e medie potenze i materiali utilizzati sono filo di rame elettrolitico di
spessore adatto alla corrente prevista. Isolamento dei conduttori è costituito da uno strato di vernice
a base di oleoresine o resine sintetiche di ridotto spessore; ciò permette di collocare tante spire in
uno spazio ridotto.
Per trasformatori di grande potenza e ogni volta che la tensione tra le spire è elevata, si usano
conduttori aventi sopra lo strato di smalto uno o due strati di copertura in fibre sintetiche o naturali
per aumentare l’isolamento a fronte di un aumento dello spessore.
Generalmente avvolgimenti singolarmente realizzati, in una o più sezioni, su rocchetti di cartone
pressato aventi forma appropriata per essere poi inseriti senza sforzi ma con giochi minori possibili
sulla colonna del nucleo. I rocchetti di cartone servono per isolare le spire dal nucleo e per conferire
all’avvolgimento una notevole rigidità. È buona norma lasciare opportune sezioni terminali vuote di
spire per evitare scariche elettriche tra le spire periferiche ed il nucleo. Tra i diversi strati sono
interposti fogli di carta di spessore crescente con la sezione del conduttore.
Disposizione concentrica in cui l’avvolgimento interno è a bassa tensione per ridurre i pericoli di
scarica con il nucleo. Disposizione doppio concentrica in cui il primario è suddiviso in due parti
separate dal secondario. Flussi dispersi minori si ottengono mediante disposizioni a sezioni alternate
sovrapposte cui competono valori più elevati del coefficiente di accoppiamento. È necessario
inserimento di un cartone di opportuno spessore o di uno strato di tela tra gli avvolgimenti.
In ogni caso alla fine impregnazione tramite cere minerali, resine o vernici per isolamento da agenti
esterni e per aumentare la rigidità meccanica. Non si usano nuclei in ferrite per trasformatori di
bassa potenza poiché presentano valori di induzione di saturazione bassi. (Alle basse frequenze è
possibile la presenza di componenti di corrente in continua che saturerebbero subito il nucleo)
Trasformatori di segnale
Trasformatori con elevata linearità della funzione di trasferimento entro una gamma di frequenze
più o meno ampia.
Trasformatori per segnali sinusoidali, impulsi, audiofrequenze, radiofrequenze.
Trasformatori per audiofrequenze: elemento di adattamento tra amplificatore finale di potenza e
altoparlante per ottenere massimo rendimento. Realizzati con nuclei ad alto valore di saturazione, a
causa delle basse frequenze in gioco, lamierini in leghe di ferro-silicio o ferro-nichel e con
accorgimenti per ridurre flussi dispersi e le capacità distribuite tra le spire. Alti valori di induttanza
del primario per una buona risposta alle frequenze più basse. Una corretta realizzazione deriva dal
compromesso di avere un elevato numero di spire al primario (elevati valori di induttanza) e
limitare al massimo avvolgimenti (ridurre accoppiamenti capacitivi). Anche l’induttanza di
dispersione aumenta rapidamente con il numero delle spire. L’utilizzo di materiali magnetici ad
elevata permeabilità permette di ridurre il numero di avvolgimenti. Componenti continue di
corrente nel primario tendono a saturare il nucleo, occorre inserire traferri se non è possibile
realizzare avvolgimenti che generino un campo magnetico in controfase. Nei trasformatori in
controfase, la corretta simmetria delle due sezioni dell’avvolgimento primario e secondario è
necessaria.
Trasformatori per radiofrequenze: fino a qualche centinaia di kHz. Nuclei in ferro-silicio a grani
orientati. Per alte frequenze si utilizza nucleo in ferrocarbonile o ferrite (nucleo sinterizzato),
l’avvolgimento è a solenoide con le spire distanziate (se in numero ridotto) o a nidi d’ape con filo di
Litz (se in numero elevato). Utilizzati spesso come trasformatori di frequenza, come elementi di
accoppiamento tra due circuiti risonanti accordati sulla medesima frequenza intermedia (filtri di
banda). Piccole variazioni di sintonia e del coefficiente di accoppiamento sono possibili agendo
sulla posizione del nucleo mobile in senso assiale. Per frequenze superiori al MHz risulta
conveniente eliminare il nucleo. Nel caso occorrano bande passanti molto larghe conviene usare
nuclei in rame od ottone con elevate perdite parassite indotte (come segnali televisivi).
Trasformatori per segnali impulsivi: banda passante molto larga. Affinché la forma quadrata
dell’impulso abbia distorsioni accettabili è necessario ridurre al minimo i flussi dispersi, le capacità
parassite, le perdite del nucleo. Avvolgimenti molto stretti (per quanto consente l’isolamento) tra
circuito primario e secondario effettuati con il minor numero di spire su nuclei in leghe speciali a
finissima laminazione.
Autotrasformatore
Trasformatori in cui il primario ed il secondario presentano una parte in comune, l’avvolgimento
k −1
comune; la parte restante è detta avvolgimento serie. k = rapporto di spire; I = I 2 − I1 = I 2
è la
k
k −1
corrente che circola nell’avvolgimento comune; potenza propria o interna P = P2
, riferita al
k
carico.
La convenienza dell’impiego di un autotrasformatore per tensioni primarie e secondarie non troppo
discoste consiste in:
- conduttori di sezione minore, poiché I minore: I = I 2 − I1
- nuclei di dimensioni ridotte, minor ingombro e peso.
- Impedenza e caduta di tensione più bassa.
- Ma isolamento bassa tensione come isolamento alta tensione.
Possono essere previste prese intermedie sull’avvolgimento comune o su quello serie per avere
diversi rapporti di trasformazione.
Tipo particolare di autotrasformatore è il variatore continuo di tensione Variac , costituito da un
avvolgimento realizzato su un nucleo toroidale e da una spazzola che può rotare in senso trasversale
variando la tensione sinusoidale.
I TRASFORMATORI
Trasformatori usati negli alimentatori, trasformatori audio negli stati di potenza degli amplificatori,
trasformatori di media frequenza nei ricevitori radio, trasformatori adattatori di impedenza,
trasformatori di potenza nei convertitori.
Trasformatore ideale
vp np
Il trasformatore ideale è caratterizzato dalla seguente relazione: v = n = n
s
s
dove np e ns sono rispettivamente le spire del primario e del secondario.
Se il secondario è chiuso su di un carico RL poiché la potenza al primario vpip deve essere = alla
potenza al secondario vsis (il trasformatore non presenta perdite), si può scrivere per le
ip n
1
correnti = s =
is n p n
vp
vs n
= n 2 RL
i p is / n
Pertanto il carico può essere portato al primario moltiplicando per n2. in altre parole l’effetto del
carico, collegato al secondario, sul primario è equivalente a quello di una resistenza n2RL inserita
direttamente nel circuito del primario.
Una resistenza a primario può a sua volta essere trasportata al secondario dopo essere stata divisa
per n2.
Trasformatore reale
Il trasformatore reale
l’impedenza equivalente Rp vista dal primario vale R p =
R'
L'
L''
=
R''
n:1
1
5
4
8
Lm
C'
Rnu
C''
- Lm è l’induttanza di magnetizzazione e coincide sostanzialmente con l’induttanza del primario Lp
- L’ e L” sono le induttanze di dispersione del primario e del secondario e tengono conto della parte
di flusso che non si concatena con entrambi gli avvolgimenti; sono di solito minori di Lm.
- R’ e R” sono le resistenze dell’avvolgimento primario e secondario; dipendono dalla lunghezza e
dalla sezione dei fili degli avvolgimenti.
- RNu rappresenta le perdite nel nucleo per isteresi e correnti parassite e risulta molto elevata.
- C’ e C” sono le capacità parassite del primario e del secondario; sono di basso valore
Progetto di un trasformatore di rete
Dati e requisiti:
- tensione del primario V1(è la tensione di rete);
- tensione del secondario V2 (tensione che si vuole sul carico)
- corrente erogata dal secondario I2 (è la corrente che deve essere fornita al carico)
- frequenza di lavoro f.
Nel progetto si procede seguendo i seguenti passi:
• Si calcola la potenza al secondario P2=V2I2 tenendo presente che, se ci sono più avvolgimenti
secondari, occorre fare la somma delle relative potenze
• Si calcola la potenza al primario P1=P2/ η dove il denominatore rappresenta il rendimento del
trasformatore, che varia di circa 0,7 (per potenze inferiori a 10VA) a 0,95 (per potenze superiori a
1kVA)
• Si ricava la sezione lorda del nucleo (cioè comprensiva dello strato di isolante dei lamierini),
usando la formula empirica Al = (1, 5 ÷ 2) P1 e successivamente la sezione netta usando un
coefficiente di riduzione da 1,1 a 1,15 cioè An =
•
L’espressione
v=n
Al
.Sia Al che An sono espressi in cm2.
1,15 ÷ 1,1
dφ
dt (dove Φè il flusso magnetico) della tensione ai capi di una induttanza,
nωφM nω BM An
=
= 4, 44 fnAn BM dove V è il valore
2
2
efficace della tensione ai capi della bobina, An è la sezione netta del nucleo in m2, BM è l’induzione
massima ed n il numero delle spire. Dall’equazione si ricava la relazione valida per il numero delle
in regime sinusoidale fornisce la relazione V =
V
dove a V si sostituisce V1 e V2.
4, 44 fAn BM
L’induzione BM deve essere ragionevolmente inferiore a quella di saturazione Bs. Per i lamieri al
ferro silicio, usati nei trasformatori di rete. BM=1T per quelli normali, BM=1,2T per quelli a granuli
orientati. Per i trasformatori a nucleo in ferrite l’induzione è notevolmente più bassa: BM= 0,34T o
meno, a seconda della gradazione. Il numero di spire del secondario va maggiorato di un 7% per
tener conto della caduta interna al trasformatore.
• Assumendo una densità di corrente di 2÷3 A/mm2, si calcola la sezione e il diametro del filo di
rame del primario e del secondario. Per ricavare la corrente di primario si usa la relazione I1=P1/V1
mentre I2 è un dato di progetto.
• Si calcola l’area di ingombro Aav degli avvolgimenti usando la relazione Aav= (2,4÷2,6)[d12n1+
d22n2]. Il coefficiente moltiplicativo tiene conto dell’isolante, del numero degli avvolgimenti, ecc.
La formula empirica, valida solo in prima approssimazione, permette di verificare la possibilità di
alloggiamento degli avvolgimenti nella finestra del nucleo.
Transitorio
Nel circuito a) l’interruttore si chiude all’istante t=0. è possibile rappresentare il trasformatore come
indicato in fig b) ossia trascurando le perdite di tutti i tipi (R’,R”, e RNU) e le induttanze di
dispersione (L’e L”) indicando solo l’induttanza di magnetizzazione e portando il carico a primario
, dopo averlo moltiplicato per n2.
Ovviamente la corrente is’ nel carico sarà legata alla is a secondario, is’/is =1/n. Poiché l’induttanza
di magnetizzazione è sottoposta ad una tensione costante E, la corrente im che la attraversa sale
linearmente, come indicato in figura d.
La corrente is’ è invece costante e vale E/n2RL. In definitiva la corrente i nell’interruttore avrà
l’indicato in figura d. L’andamento di im rimane lineare finchè non si arriva alla saturazione del
nucleo magnetico. A questo punto, il valore dell’induttanza si riduce drasticamente e la pendenza
della corrente subisce una brusca impennata. Allorché all’istante T l’interruttore torna ad aprirsi, la
corrente im, essendo legata all’energia del campo B immagazzinato nella bobina, non può
interrompersi di colpo,ma continua a scorrere in n2RL nel verso indicato in figura c. Pertanto la
corrente is’ e la corrente is a secondario subiranno una brusca variazione negativa, esaurendosi
successivamente con costante di tempo = Lm/ n2RL
MATERIALI PIEZOELETTRICI
La piezoelettricità è il fenomeno fisico consistente nella separazione delle cariche elettriche dei due
diversi segni su due facce opposte di alcuni materiali isolanti realizzati in forma opportuna quando
questi sono sottoposti ad azioni meccaniche di deformazione elastica (effetto piezoelettrico diretto).
L’effetto piezoelettrico inverso consiste nell’instaurarsi di deformazioni elastiche nei cristalli
piezoelettrici per effetto di campi elettrici opportunamente applicati.
La piezolelettricità non è valida per tutti i materiali isolanti ma si verifica solo nei casi in cui il
reticolo cristallino presenta una struttura asimmetrica. Le distorsioni prodotte dalle sollecitazioni
meccaniche generano una deformazione del reticolo con possibile spostamento delle cariche
negative rispetto a quello delle cariche positive. Un campo elettrico esterno può essere causa di uno
spostamento relativo dei baricentri, da cui deriva una deformazione elastica reticolare ad esso
proporzionale.
Molti materiali piezoelettrici presentano il fenomeno della ferroelettricità, sono detti quindi
ferroelettrici e sono caratterizzati dalla presenza di un ciclo di isteresi elettrico e da una
polarizzazione permanente anche in assenza di campo elettrico o sollecitazione esterna.
I piezoelettrici sono utilizzati per realizzare trasduttori elettro-meccanici e meccano-elettrici a
frequenze acustiche o ultrasoniche di ottima qualità (microfoni, altoparlanti, pick up, linee di
ritardo), mentre in altri casi viene sfruttata la risonanza che si verifica su una determinata frequenza
di vibrazione per realizzare circuiti con pregiate caratteristiche elettriche quali filtri passabanda,
trasformatori piezoelettrici, ecc. Per il primo tipo di applicazioni si utilizzano quei materiali che
hanno un effetto piezolettrico il più marcato possibile con scarsi fenomeni di risonanza mentre per il
spire sia del primario che del secondario n =
secondo non è tanto importante il possesso di notevoli proprietà piezoelettriche quanto piuttosto il
possesso di pregevoli proprietà fisico-meccaniche con elevata stabilità sia nei riguardi della
temperatura, sia rispetto all’invecchiamento.
Piezoelettricità e ferroelettricità
La piezoelettricità deriva dallo spostamento reciproco dei baricentri delle cariche elettriche dei due
segni, presenti nella struttura cristallina asimmetrica di un dielettrico, in conseguenza ad una
sollecitazione elettrica o meccanica. Due tipici materiali piezoelettrici sono quarzo e titanato di
bario.
Cella elementare di un cristallo, la più piccola unità ripetitiva tridimensionale la cui forma conservi
le simmetrie, si hanno ioni positivi e negativi che danno luogo a due baricentri.
In ogni caso una sollecitazione esterna genera uno spostamento dei baricentri; se il cristallo presenta
centro di simmetria i vari momenti di dipolo delle singole celle risultano variamente disposti e
mediamente si compensano tra loro; se invece non esiste centro di simmetria si ha orientamento
preferenziale dei singoli momenti di dipolo con effetto totale non nullo in una determinata posizione
detta asse polare.
I singoli dipoli possono essere orientati in una certa direzione mediante l’applicazione di un campo
elettrico, anche se il campo elettrico viene successivamente rimosso una gran parte dei dipoli
rimane disposto nella direzione: polarizzazione residua; per ripristinare la situazione iniziale è
necessario applicare un campo elettrico coercitivo.
Per essi esiste un ciclo di isteresi la cui area rappresenta l’energia necessaria per orientare i dipoli
elettrici. Non tutti i materiali, la cui cella elementare è provvista di asse polare sono da considerarsi
ferroelettrici.
Le sostanze ferroelettriche si possono suddividere in 2 categorie:
prive di asse polare: risultano piezoelettriche solo se preventivamente polarizzate
dotate di asse polare: sono piezoelettriche anche in assenza di polarizzazione
La ferroelettricità è limitata ad una gamma di temperature al di sotto della temperatura di
transizione, o di Curie; al di sopra di tale temperatura avvengono modificazioni reticolari che
portano a strutture cristalline (paraelettriche) prive di asse polare.
I materiali ferroelettrici possono essere classificati a seconda della loro composizione chimica in 3
classi: classe del sale della Rochelle detti comunemente cristalli solubili; classe del fosfato
potassico biacido comprendente cristalli indicati con KDP; classe del titanato di bario comprendenti
ossidi metallici detti anche ossidi piezoelettrici.
Cristalli con caratteristiche desiderate sono realizzabili dall’unione di sostanze ferroelettriche con
particolari sostanze ad esse isomorfe dette antiferroelettriche. In tali sostanze, sotto l’azione di un
campo elettrico applicato, si manifesta uno stato ferroelettrico non permanente che sparisce al
cessare dell’azione del campo.
Un cristallo nello stato ferroelettrico è anche piezoelettrico in quanto uno sforzo meccanico ne
cambia la polarizzazione, un cristallo piezoelettrico non è sempre ferroelettrico. La possibilità del
verificarsi dell’effetto piezoelettrico dipende dalla simmetria del cristallo: nei cristalli fortemente
asimmetrici si può ottenere polarizzazione con qualunque tipo di deformazione elastica, nei cristalli
dotati di maggiore simmetria, solo particolari sollecitazioni possono produrre effetti piezoelettrici; i
cristalli dotati di simmetria perfetta non danno luogo a fenomeni piezoelettrici qualunque sia il tipo
di sollecitazione meccanica applicata.
L’elettrostizione consiste nella modificazione delle dimensioni di un qualunque dielettrico per
effetto di un campo elettrico applicato e non è un fenomeno reversibile, quindi non si hanno
modificazioni nella polarizzazione del materiale in conseguenza di deformazioni meccaniche,
inoltre la deformazione è indipendente dal verso di questo.
Ogni elemento piezoelettrico è caratterizzato da una propria frequenza di risonanza meccanica,
dipendente dalla forma, dalle dimensioni e dal coefficiente piezoelettrico dell’ elemento. Se si
applica a 2 facce opposte dell’elemento una tensione alternativa con frequenza uguale a quella di
risonanza meccanica si genera una vibrazione meccanica con spesa di potenza elettrica molto
piccola, inoltre dato che la frequenza di risonanza è costante, essa provvede a rendere invariata la
tensione alternata (effetto di stabilizzazione). In vicinanza di tale frequenza il piezoelettrico si
comporta come se al suo posto ci fosse il circuito elettrico equivalente e quindi l’andamento
dell’impedenza del circuito equivalente corrisponde al rapporto tra la tensione applicata e l’intensità
di corrente che circola nel cristallo.
- R1 resistenza mozionale che rappresenta le perdite di energia
R1
L1
C1
dovute agli attriti molecolari nel materiale, agli smorzamenti della
vibrazione per l’effetto dell’ancoraggio meccanico dell’aria.
C0
- C1 capacità mozionale corrisponde all’effetto capacitivo
dovuto all’elasticità del materiale
- L1 induttanza mozionale che rappresenta la massa del cristallo
- C0 capacità a riposo offerta dal condensatore piano formato dagli
elettrodi e avente per dielettrico il materiale piezoelettrico.
Mozionale significa che appare solo quando il quarzo è in oscillazione.
Esistono 2 frequenze di risonanza. La frequenza di risonanza serie f s (risonanza) corrisponde al
valore di f per cui si ha l’annullamento della reattanza del circuito e la minima
1
impedenza f s =
; la frequenza di risonanza parallelo f p (antirisonanza) corrisponde al
2π L1C1
CC
1
, C ' = 0 1 . La presenza
C0 + C1
2π L1C '
di 2 distinte frequenze di risonanza è dovuta al fatto che il ramo mozionale ha una sua propria
frequenza di risonanza, per frequenze superiori a questa il ramo mozionale si comporta
induttivamente e crea con la capacità un circuito risonante parallelo (antirisonante).
Le formule sono state ricavate nell’ipotesi reale che la resistenza R1 sia trascurabile, inoltre si sa che
valore di f per cui la reattanza del circuito diventa infinita f p =
il valore della capacità C ' è molto prossimo a quello della capacità mozionale C1 ; di conseguenza le
due frequenze sono molto prossime tra loro, con variazione molto ripida dell’impedenza nel tratto
intermedio.
Il coefficiente di risonanza del circuito o fattore di qualità alla frequenza di risonanza serie è
2π f s L1
particolarmente elevato e vale Q =
. Generalmente i circuiti di impiego dei cristalli
R1
piezoelettrici presentano una capacità di carico dovuta sia ad eventuali condensatori fissi che alle
capacità parassite del circuito esterno che determinano una diminuzione della frequenza di
1
risonanza parallelo al valore f ' p =
C ( C + CL )
2π L1 1 0
C1 + C0 + CL
Quarzo
l’effettiva struttura cristallografica del quarzo è quella trapezoedrica trigonale a simmetria ternaria.
Su di esso si distinguono i seguenti assi di simmetria o cristallografici:
- un asse ottico Z, di simmetria ternaria
- tre assi elettrici X a 120°, di simmetria binaria
- tre assi meccanici Y a 120°, di simmetria binaria
Convenzioni dello standard I.R.E.
- il verso positivo dell’asse ottico Z può essere scelto arbitrariamente
- il verso positivo dell’asse meccanico Y è quello che emerge da una delle tre facce adiacenti
alle facce situate dalla parte di Z positivo
- il verso positivo dell’asse elettrico X è quello che forma una terna ortogonale destrorsa con i
versi positivi di Z ed Y.
La necessità di avere fissato in modo rigoroso ed univoco quanto sopra deriva dall’importanza di
avere un preciso riferimento nel taglio del cristallo in lamine per realizzare elementi piezoelettrici
con ben precise caratteristiche fisiche.
Dal cristallo del quarzo vengono ricavati gli elementi piezoelettrici mediante opportuni tagli,
variando l’orientamento dei piani di taglio rispetto assi di simmetria del cristallo si possono ottenere
elementi con comportamenti diversi (di qui la necessità di definire gli assi in maniera rigorosa).
Possono essere definiti quattro modi di vibrazione elementare caratterizzati da frequenze di
oscillazione crescenti:
- vibrazione di flessione con spostamenti ortogonali alla lunghezza della barra. Non si ha
variazione della lunghezza della sezione centrale che si incurva solo sotto lo sforzo elastico.
Esistono 2 assi nodali, questi 2 punti non partecipano al movimento, su di essi viene
effettuato il collegamento della barretta al circuito.
- vibrazione longitudinale con deformazione di espansione o compressione uguale in tutti i
piani paralleli all’asse della barra. Esiste un solo asse nodale al centro dell’elemento.
- vibrazione di scorrimento facciale che consiste nella contemporanea espansione e
compressione di una lamina lungo le sue diagonali. Esiste un asse nodale normale alla
lamina in posizione centrale.
- vibrazione di scorrimento di spessore caratterizzata da uno spostamento uguale con versi
opposti dei punti appartenenti alle due facce della lamina. Esiste un piano nodale parallelo
alle facce, in posizione centrale dell’elemento.
L’elemento piezoelettrico a seconda dell’orientamento, della forma, delle dimensioni e della
maniera con cui viene eccitato può oscillare secondo una combinazione a volte molto complessa di
tali modi di vibrazione elementare dando luogo a diverse frequenze di oscillazione. La vibrazione
voluta può dar luogo, attraverso accoppiamenti elastici o per effetto piezoelettrico, all’instaurarsi di
modi di vibrazione indesiderati. Da qui la necessità di un dimensionamento corretto e di una forma
appropriata da conferire all’elemento per eliminare o attenuare il più possibile il pericolo di
formazione di modi di vibrazioni non voluti.
I tagli effettuati in un cristallo di quarzo secondo i piani normali a tre assi cristallografici tra loro
ortogonali, comunque scelti, vengono detti tagli X, tagli Y, tagli Z.
Il comportamento piezoelettrico diretto di un elemento di quarzo, tagliato secondo i suddetti assi è il
seguente:
- Una compressione normale alle facce in taglio X, cioè nella direzione dell’asse elettrico,
genera una polarizzazione lungo questo asse di simmetria, sulle due facce del taglio X ci
saranno due distribuzioni uniformi di cariche elettriche di segno opposto.
- Una compressione nella direzione dell’asse meccanico Y genera una densità di carica
superficiale identica ma di segno opposto sulle due facce del taglio X.
- Qualunque sollecitazione secondo l’asse ottico Z non da’ luogo ad alcun effetto
piezoelettrico.
Applicando una tensione sinusoidale alternativa all’elemento questo si mette a vibrare con la stessa
frequenza della tensione in regime di oscillazione forzate. L’ampiezza della vibrazione dipende
dalla frequenza e diventa massima in corrispondenza della frequenza di risonanza meccanica.
Viene detta costante di frequenza il prodotto della sua frequenza di risonanza per la dimensione che
determina tale frequenza. Per gli elementi al quarzo è la lunghezza f 3 / l Da ciò deriva
l’opportunità di realizzare elementi allungati nella direzione dell’oscillazione meccanica che
governa la risonanza, con forme generalmente laminari, allo scopo di limitare le possibili
interferenze di indesiderate frequenze di risonanza.
L’eccitazione di un elemento piezoelettrico con tensione alternativa pari alla sua frequenza di
risonanza meccanica porta all’instaurarsi di un regime di oscillazione per onde stazionarie in una
certa direzione; l’effetto delle armoniche superiori è del tutto trascurabile stante l’elevatissima
selettività presentata dal cristallo. E’ evidente tuttavia che l’eccitazione del cristallo con adatte
tensioni alternative porta all’instaurarsi di oscillazioni per onde stazionarie di sensibile ampiezza su
tali frequenze. Tale proprietà viene sfruttata qualora non sia possibile ridurre la dimensione
interessata alla vibrazione per realizzare risonatori piezoelettrici con frequenza di risonanza elevata.
Il coefficiente di temperatura della frequenza assume particolare importanza degli elementi
piezoelettrici impiegati come risonatori; esso esprime la variazione della frequenza di risonanza al
∆f / f nom −6 ppM
variare della temperatura
10
. Il coefficiente di temperatura dipende
T − Tnom
°C
dall’orientamento della lamina rispetto agli assi cristallografici del quarzo. Ne deriva la
convenienza di orientare il taglio della lamina in modo che il coefficiente di temperatura sia nullo
nella gamma di escursioni termiche previste per ottenere dispositivi a frequenza di risonanza il più
possibile stabile. Poichè la frequenza di risonanza di un elemento piezoelettrico dipende dalla
lunghezza della dimensione in cui si instaurano regimi di onde stazionarie modificando
opportunamente tale lunghezza è possibile realizzare elementi piezoelettrici dello stesso tipo ma
caratterizzati da frequenze di risonanza diverse.
Elementi piezoelettrici di quarzo
Tipi di taglio
• taglio X: limitata diffusione in apparati nel quale sia richiesta la generazione di onde con
intensità di corrente relativamente elevata. Ha un coefficiente di temperatura elevato;
bisogna evitare l’applicazione di tensioni di eccitazione troppo intense a causa delle notevoli
vibrazioni meccaniche (rottura lamina) e del sensibile riscaldamento (deriva di frequenza). Il
suo modo di oscillazione è puro; è impiegato nei circuiti risonanti a bassa frequenza
ultrasonora e come trasduttore di onde ultrasonore. Elevato coefficiente piezoelettrico.
• Taglio +5°X: ottenuto da un elemento in taglio X previa rotazione di 5° intorno all’asse
elettrico. A seconda della maniera in cui il cristallo è eccitato, può vibrare sia
longitudinalmente nel senso della lunghezza, sia per flessione. Ha un coefficiente di
temperatura quasi nullo e la gamma di frequenze varia se la vibrazione è longitudinale 50500KHz o per flessione 10-100 KHz.
• Taglio -18°X: la rotazione intorno all’asse elettrico è di 18° in senso orario. Il modo di
vibrazione è longitudinale nel senso della lunghezza; il coefficiente di temperatura è
notevolmente elevato, trova impiego nei circuiti di filtraggio ove si desideri isolare una
frequenza assolutamente libera da componenti spurie. La gamma di frequenze di impiego è
50-300 KHz.
• Taglio MT: è ottenuto dal taglio X tramite una doppia rotazione intorno all’asse elettrico
(8°30’) e allo spigolo corrispondente alla lunghezza (40°ca); il modo di vibrazione è
longitudinale. Il particolare taglio effettuato rende quasi nullo il coefficiente di temperatura.
La gamma di frequenze di utilizzo è 50kHz-500kHz.
• Taglio NT: analogo al precedente ma con seconda rotazione intorno ai 60°; il modo di
vibrazione è per flessione. L’elemento piezoelettrico ha coefficiente di accoppiamento
elettromeccanico molto basso e debolissima attività piezoelettrica. Trova impiego per
frequenze basse, 4kHz-100kHz.
• Taglio Y: le lamine in taglio Y sono caratterizzate da modi di vibrazione per scorrimento di
spessore quando sono sottoposte ad una frequenza alternativa che crei un campo elettrico
normale alle lamine stesse. Tale modo di vibrazione presenta un numero molto ridotto di
altri modi di vibrazione indesiderati per la notevole differenza di valore tra lo spessore e
altre dimensioni trasversali. Le lamine in taglio Y hanno coefficiente di temperatura elevato
che presenta notevoli discontinuità in corrispondenza di determinate temperature critiche
che causano brusche variazioni della frequenza di oscillazione della lamina. L’annullamento
del coefficiente di temperatura avviene per gli angoli -49° e + 35°15’ e tale fatto è
particolarmente usato per realizzare elementi piezoelettrici particolarmente stabili dal punto
di vista termico.
Taglio AT: accoppia un basso coefficiente di temperatura in una gamma abbastanza ampia
di frequenze e un valore del coefficiente piezoelettrico sufficientemente grande, che ne
permette la vibrazione con tensioni alternate di piccola ampiezza. L’angolatura del taglio
determina anche una modifica della frequenza di risonanza; valori più elevati dell’angolo
rispetto all’asse ottico si prestano a realizzare elementi piezoelettrici che si prestano meglio
a funzionare su frequenze più elevate. Questa caratteristica permette di modificare
leggermente la frequenza di risonanza mediante leggerissima smerigliatura effettuata in
determinate zone della lamina. Questo taglio è comunemente impiegato con vibrazione per
scorrimento di spessore secondo armoniche dispari di tale frequenza (3° o 5° overtone). Con
questo criterio si ottiene l’estensione della gamma di frequenze di risonanza a valori
irraggiungibili con la sola vibrazione fondamentale, cui dovrebbero corrispondere spessori
dell’elemento troppo sottili per essere fisicamente realizzabili con la necessaria robustezza.
Le frequenze che coprono sono 1MHz-100 MHz.
• Taglio BT: la lamina è realizzata con taglio circa -49° rispetto all’asse ottico; presenta una
costante di frequenza più elevata rispetto alle lamine AT consentendo di ottenere la stessa
frequenza con lamine più spesse, caratterizzate da una minore fragilità. Tuttavia ha una
maggiore variazione dello scorrimento in frequenza, minore attività piezoelettrica e
difficoltà di funzionare in overtone. Trova impiego per risonatori nel campo di frequenze da
6MHz a 25 MHz.
• Taglio CT: le lamine hanno orientazione di taglio a +38° rispetto all’asse ottico ma non
trovano più impiego perché hanno gli stessi inconvenienti di quelle a taglio BT. Vibranti per
scorrimento facciale. (300kHz-600 kHz)
• Taglio DT: la lamina ottenuta con taglio intorno a -52° rispetto all’asse ottico; ha
caratteristiche di funzionamento analoghe a quelle in taglio CT con migliore stabilità
termica. Elevata costante di frequenza, impiego a frequenze basse. È necessario evitare
determinati spessori della lamina per impedire l’instaurarsi di indesiderati modi di flessione.
• Taglio GT: taglio effettuato secondo piani paralleli all’asse elettrico inclinati di circa 51°
rispetto all’asse ottico; mediante ulteriori tagli inclinati di 45° rispetto all’asse elettrico si
ottengono elementi piezoelettrici con pregevoli qualità dal punto di vista termico. Il
diagramma dello scorrimento in frequenza presenta un tratto relativamente ampio con valori
del tutto trascurabili. Variando di poco l’inclinazione rispetto all’asse ottico è possibile
alterare il valore centrale di tale gamma di temperature. L’annullamento del coefficiente di
temperatura può pensarsi dovuto alla scomposizione del modo di vibrazione a scorrimento
facciale in due modi estensionali. La dimensione che individua la frequenza di risonanza è la
larghezza della lamina. La gamma di frequenze di utilizzo è 100kHz-600 kHz.
Al taglio del quarzo segue la lappatura delle piastrine per l’assottigliamento degli elementi
piezoelettrici fino allo spessore voluto. La lappatrice impiegata deve assottigliare le piastrine in
modo uniforme. Successivamente si passa al dimensionamento delle lamine, consistente nei tagli
trasversali di delimitazione dell’elemento. È necessario studiare i rapporti tra le varie dimensioni
onde evitare che armoniche dovute ad oscillazioni spurie causate da altri modi di vibrazione non
voluti avvengano con frequenze vicine a quella del modo di vibrazione desiderato. Segue un
processo di attacco chimico degli strati superficiali disturbati dalle lavorazioni meccaniche
precedenti mediante una soluzione che corrode la lamina superficialmente. Si esegue la
metallizzazione delle lamine e la saldatura dei terminali mediante fili metallici. Eliminando lo
spessore d’aria presente tra le armature e la piastrina non si dà luogo a presenza nel circuito
equivalente di un ulteriore capacità in serie al circuito risonante.
La connessione al sistema di sostegno è effettuata con fili metallici di sezione opportuna saldati alla
metallizzazione nella ristretta vicinanza dei punti nodali della lamina per il modo di vibrazione
desiderato. Ciò allo scopo di non ridurre l’attività piezoelettrica dell’elemento e per non sollecitare
in modo notevole i fili di connessione, con conseguenti possibili rotture. Perché la lamina possa
oscillare liberamente è necessario che il sistema di supporto abbia una bassissima impedenza
•
meccanica in prossimità della frequenza di risonanza propria della lamina. La saldatura è effettuata
a stagno; una goccia di stagno è depositata sul filo metallico ad una distanza dalla saldatura pari ad
un multiplo dispari di un quarto di lunghezza d’onda della vibrazione voluta. I fili di supporto sono
collegati a supporti metallici cilindrici solidali alla basetta del contenitore.
Un altro sistema di sospensione per elementi piezoelettrici vibranti per scorrimento di spessore ad
alte frequenze si ha quando la lamina di quarzo ha le zone metallizzate non in corrispondenza di
tutta la superficie delle facce più estese. Due mollette di sostegno collegano la lamina piezoelettrica
alla basetta. Il contenitore esterno è bulbo di vetro in cui è fatto il vuoto o è presente gas inerte o in
metallo di forma opportuna.
Il processo di chiusura che deve essere realizzato a bassa temperatura per evitare contaminazioni,
modificazioni ed alterazioni varie il cui risultato finale consiste in riduzione dell’attività
piezoelettrica, aumento della resistenza, coefficienti termici più elevati ed invecchiamento precoce.
Sali della Rochelle
Hanno coefficiente piezoelettrico notevolmente elevato. Buone caratteristiche meccaniche e facilità
di lavorazione tecnologica per realizzare il cristallo ceramico nella forma e dimensione desiderata.
I Sali della rochelle sono strutture cristalline di buona qualità piezoelettrica ottenibili anche in
dimensioni sufficientemente grandi. La produzione dei cristalli consiste nella crescita regolare ed
ordinata a partire da un seme cristallino. I cristalli ottenuti risultano particolarmente fragili e sono
generalmente tagliati mediane un filo bagnato d’acqua. Hanno però una notevole sensibilità agli
agenti atmosferici ed alla temperatura. Non si deve superare la temperatura di 50° altrimenti si
perdono le proprietà piezoelettriche. Nonostante le buone proprietà piezoelettriche, a causa delle
scarse caratteristiche meccaniche e per le limitazioni della temperatura, ad essi si preferiscono i
materiali ceramici piezoelettrici.
Materiali ceramici piezoelettrici
Sono duri, non porosi, chimicamente inerti ed immuni dall’umidità ed altri agenti atmosferici.
Possono sopportare temperature al limite della transizione, possono essere realizzati nella forma e
dimensioni desiderate mediante stampaggio, sono estremamente tenaci, cioè capaci di sopportare
sforzi molto intensi. Modificandone la composizione chimica è possibile l’esaltazione di una o più
specifiche proprietà del materiale. Dal punto di vista elettrico sono materiali a comportamento
ferroelettrico; dal punto di vista chimico sono ossidi variamente drogati di elementi pentavalenti o
tetravalenti.
Nel processo di fabbricazione il materiale ceramico contiene dei dipoli elementari orientati in
maniera caotica senza alcuna direzione preferenziale. Per ottenere un’attività piezoelettrica si
devono prima orientare i dipoli elementari nella stessa direzione. Dopo il raffreddamento i dipoli
non possono più tornare alla direzione originaria pur rimuovendo il campo elettrico; il corpo risulta
polarizzato permanentemente con polarizzazione residua Pr e può convertire energia elettrica in
meccanica e viceversa. Sottoponendo il materiale a condizioni particolarmente gravose può
avvenire la depolarizzazione dello stesso con perdita delle sue proprietà piezoelettriche; ciò può
avvenire per temperatura di funzionamento, intensità del campo elettrico applicato o sollecitazioni
meccaniche con valori relativamente elevati. In particolare si usa portare il corpo al di sopra della
temperatura di transizione ottenendo una depolarizzazione termica. Gli oggetti ferroelettrici sono
soggetti a depolarizzazione elettrica. Per sollecitazioni meccaniche troppo intense si può
danneggiare l’orientamento direzionale con netto peggioramento delle proprietà piezoelettriche.
CERAMIC FILTER
Il filtro è un componente elettronico che ha la funzione di far passare o fermare una specifica
frequenza.
Un filtro ceramico è un filtro che usa ceramiche piezoelettriche come trasduttore elletro-meccanico
e risonatore meccanico.
Il filtri ceramici, rispetto ai cristalli, hanno notevoli vantaggi:
- possono essere prodotti a basso prezzo
- possono essere formati nella forma desiderata
- la direzione di polarizzazione è facilmente ottenibile
- chimicamente e fisicamente stabili
- la fabbricazione è facile
- piccoli di misura
Terminologia:
- frequenza di centro banda: frequenza al centro della banda passante, dove la perdita è
minima
- Banda passante: la banda dove la frequenza non ha una attenuazione superiore a 3dB
rispetto alla frequenza di centro banda
- Insertion loss: punto di perdita minima in dB
- Ripple: differenza di livello di tensione tra il picco massimo e il punto minimo in db della
banda passante
- Attenuation bandwidth: la banda entro a quale si ha una attenuazione non superiore di 20dB
- Selectivity: attenuazione dalla frequenza centrale al “fuori banda”
- Spurious response: differenza di tensione tra la minima attenuazione nella stopband e la
minima attenuazione nella passband
- Spurious: risposta in frequenza basata sulla vibrazione parassita rispetto alla frequenza
R + Rl
R
- Power loss: Powerloss = insertionloss + 20 log s
+ 10 log l
Rl
4 Rs
- Discriminator: funzione che converte il cambiamento di frequenza in audio frequenza.
- Peak separation: la gamma in cui il “discriminator” distingue le frequenza.
Caratteristiche:
- alto fattore di qualità e quindi alta selettività;
- le sue caratteristiche non variano quando messo in un circuito stampato, poiché non subisce
interferenze;
- non necessita di regolazione; si presta molto alla miniaturizzazione e per creare filtri
integrati;
- può essere prodotto in modo economico.
- Utilizzato molto per l’audio.
Come usare i filtri ceramici:
- fare sempre il matching delle impedenze di ingresso ed uscita, poiché la frequenza centrale
del filtro varia a seconda dell’impedenza che il ceramic filter vede in ingresso ed in uscita
- prendere delle contromisure per evitare risposte spurie, in genere i ceramic filter si usano in
maniera complementare con i soliti filtri
- ricordare che il filtro mostra la stessa impedenza d’ingresso = impedenza d’uscita e sono
piccole
- il filtro ceramico no fa passare la continua
SURFACE ACOUSTIC WAVE FILTER (SAW)
Sono integrati, passivi componenti con caratteristiche di passabanda. Le loro operazioni sono basate
sulla interferenza di onde meccaniche superficiali.
- stabilità
- nessun allineamento richiesto
- risposta in ampiezza e risposta di fase possono essere specificate indipendentemente
- minima tolleranza
- occupano poco spazio
Costruzione: una lastra di metallo è depositata (vaporizzata) su un singolo cristallo, substrato
piezoelettrico. Il metallo viene poi rimosso per ottenere fini elettrodi interspaziati (trasduttori
interdigitali), che servono da trasduttori piezoelettrici d’ingresso e d’uscita. Il substrato è poi
attaccato ad una base metallica e connesso ai terminali. Un “assorbitore” previene le onde
superficiali riflesse dai lati del substrato che causerebbero segnali spuri. Il saw è incapsulato per
prevenire influenze esterne.
Funzionamento: quando si applica un segnale elettrico all’ingresso del filtro, esso produce onde
superficiali meccaniche (acustiche) che vengono trasformate in segnali elettrici in uscita. I
trasduttori funzionano da “antenna” per le onde superficiali. La frequenza di centro banda e
l’ampiezza della risposta e il ritardo sono definite dalle caratteristiche degli elettrodi (dita) del
trasduttore. Le caratteristiche elettriche del filtro dipendono anche dalle caratteristiche dell’antenna.
La velocità di fase è indipendente dalla frequenza. La dimensione del chip dipende dal tipo di filtro
desiderato.
Il progetto del filtro è diviso in due parti; nella prima la frequenza di centro banda e larghezza di
banda si scelgono per scegliere il trasduttore senza carico così come le caratteristiche degli elettrodi
per il trasduttore con carico. Nella seconda parte con l’aiuto di un software di simulazione vengono
calcolati gli effetti si secondo ordine e la loro influenza sulla funzione di trasferimento sarà corretta
da un “pre-distorsore”.
Caratteristiche:
- Crosstalk: c’è un ritardo base di circa 1µs, ci potrebbe essere un eco nel circuito. I circuiti di
ingresso e uscita devono essere opportunamente distanziati.
- Triple-transit echo (TTE): è un’interferenza tipica dei saw, l’onda viene riflessa dall’uscita
verso l’ingresso, dove è nuovamente riflessa verso l’uscita e si crea un eco che dura 3 volte
il delay iniziale. Si previene con una compensazione interna delle riflessioni. Non c’è TTE
per SAW filter disegnati per alti carichi di impedenza.
- Riflessioni (segnali spuri): sulle estremità del substrato ci sono attenuatori che assorbono le
onde acustiche superficiali che andrebbero verso il substrato e sarebbero poi riflesse verso
l’uscita, per ridurre le riflessioni a un livello accettabile.
- Risposta all’impulso: nel dominio delle frequenze l’eco può causare un ripple nella banda
passante, il ripple è proporzionale alla distanza in tempo e l’ampiezza è proporzionale
all’ampiezza dell’eco.
- Impedenza: Le impedenze di ingresso e uscita comprendono una capacità di base che causa
un ripple. Le impedenze sono fortemente frequenza-dipendenti e possono influenzare la
risposta in frequenza.
- Coefficiente di temperatura (TC): dipende dal materiale del substrato o dal taglio del
cristallo. Il TC causa una traslazione della curva caratteristica verso frequenze più basse al
crescere della temperatura.
Più elettrodi ci sono, minore è la banda passante
Banda stretta, ripidi gradini, alti ritardi necessitano trasduttori con molte dita e con un
substrato lungo
Filtri con 2 ingressi e 2 uscite richiedono larghi substrati
Il centro della frequenza di passband dipende dallo spazio tra le dita
SMD
Surface mounted device, progettati con piastrine di saldatura o reofori corti, più piccoli dei
componenti con piedini. Sono direttamente attaccati alla superficie del PCB e poi saldati. Tra gli
SMD ci sono chips con dimensioni cubiche, cilindriche, package con piedini di saldatura o IC in
miniatura, TAB o speciali come induttori, trimmer, quarzi, ecc.
Un fattore importante è la caratteristica dei componenti di avere misure adeguate, uniformi e
standard per l’assemblaggio automatico.
Se lo sviluppo di un particolare componente in SMD non è elettricamente o economicamente
conveniente, il componente con piedini può essere trasformato in un componente SMD piegando i
terminali.
Vantaggi: razionalizzazione, miniaturizzazione e affidabilità.
Componenti: Gli smd sono più piccoli, consentono di realizzare basette più piccole e con più alta
densità di componenti, pesano poco, alta resistenza a shock e vibrazioni, induttanza e capacità
parassite ridotte per via dell’assenza di piedini, taglio e piegatura dei piedini inesistenti, tolleranze
ristrette si possono ottenere in bassi valori capacitivi, costo di produzione minore, le macchine di
assemblaggio automatico consentono un accurato assemblaggio, i packs consentono lo stoccaggio
di un gran numero di componenti.
PCB: PCB più piccole (più del 50%) ridotte anche nel numero, SMD non richiede particolari
materiali per la PCB, costo minore per l’assenza dei fori, si possono mischiare le tecniche di
assemblaggio, meno costi relativi alla preparazione dei componenti.
Assemblaggio: il costo medio per componente è ridotto, i “posizionatori automatici” sono affidabili
e consentono un alto tasso di posizionamento (alto numero componenti all’ora), possibilità di
mischiare i tipi di assemblaggio (componenti SMD e con piedini).
Affidabilità: il tasso di rottura degli smd non è superiore a quello dei componenti normali, in molti
casi la tecnica di saldatura è la stessa degli altri metodi di montaggio. È tuttavia più difficile e
costoso aggiustare il circuito, poiché risulta più difficile togliere un componente SMD e rimetterlo
rispetto ad un normale componente con piedini.
Rifacimenti: rifare una scheda per componenti SMD è meno costoso che rifare una scheda per
componenti con piedini.
Restrizioni e usi speciali: l’uso di IC con molti pin richiede un progetto diverso della PCB e un
aumento del numero degli strati del layer. L’alta densità dei componenti può causare problemi
termici. L’uso di componenti ceramici è ridotto a causa dei differenti coefficienti di espansione
termica dei componenti e della PCB. Non tutti gli SMD sono disponibili per la saldatura ad onda.
Le tensioni elevate richiedono uno spazio minimo tra i pin. L’ispezione delle saldature è più
difficile, i nuovi metodi di saldatura la rendono inutile. I metodi di test devono essere adeguati agli
SMD. Le riparazioni sono più costose.
Fissaggio con colla: per fissare i componenti si usa una colla che deve avere viscosità uniforme e
asciugare a bassa temperatura, senza reazioni chimiche. La colla non deve essere tossica e deve
essere inodore ed avere una buona conducibilità del calore. Tre metodi per applicare la colla:
applicatore, trasferimento da pin e screen printing. L’uso della colla invece che lo stagno rende più
semplice una eventuale rimozione dei componenti. Spesso però la colla è usata solo per bloccare
temporaneamente gli SMD che poi verranno saldati.
Tecniche di saldatura: una appropriata tecnica di saldatura è particolarmente importante per ottenere
un buon contatto elettrico ed inibire i corto circuiti. Wave soldering: temperatura di 240-260°C per
1-3 secondi. l’alta densità di componenti sulla PCB crea il problema dei ponti di stagno o di pin non
saldati; la struttura della PCB deve essere fatta tenendo conto del metodo di saldatura che si intende
adottare. Esiste anche a onda duale, la prima salda e la seconda toglie l’eccesso di stagno. Reflow
soldering: una specifica quantità di stagno è applicata sulla PCB; dopo aver attaccato gli SMD sulla
basetta si usa uno di questi metodi per eliminare lo stagno in eccesso: vapor phase (il vapore
condensa sulle parti metalliche e le scalda, sciogliendo lo stagno in eccesso; non è possibile
surriscaldamento in quanto la temperatura è controllata. Il calore è uniforme lungo tutta la PCB),
hot gas, heat collet e infrarosso (gli ultimi 3 metodi hanno lo svantaggio di un minore e non
uniforme trasferimento di calore alla PCB). Iron soldering: la tecnica di saldatura manuale si usa
solo in casi eccezionali; ad esempio per le riparazioni, non è economico e potrebbe rovinare i
componenti.
Assemblaggio misto: solitamente i componenti con reofori sono piazzati per primi, poi la basetta
viene girata e si applica la cola. Dopo si piazzano gli SMD e si fa seccare la colla, si rigira la basetta
e si procede con la saldatura a onda. La variante differisce dal primo metodo perché la colla è
applicata con screen printing all’inizio.
Si possono anche realizzare pcb con smd doppia faccia, applicando prima gli smd da un lato
(saldatura reflow) poi si mettono i componenti con piedini e gli altri smd dall’altro.
Caratteristiche speciali per il montaggio di IC SMD: generalmente si usa la reflow soldering,
con vapor phase.
Imballaggio (supporto dei componenti): l’imballagio deve avere le seguenti caratteristiche: basso
costo, alto numero di oggetti per unità di imballaggio, posizione dei componenti definita,
adeguatezza all’assemblaggio automatico, poco ingombrante, protezione per il trasporto, adatto a
diversi componenti. Tipi di packing: bulk, tape e magazine.
Pcb layout: il progetto di pcb deve tenere conto di alcune differenze nell’uso di SMD.
- i componenti usati determinano il metodo di saldatura e quindi la struttura della PCB
- la tolleranza dei componenti e della PCB e l’accuratezza dell’assemblaggio influenzano la
grandezza della PCB
- il metodo di saldatura influenza la struttura della PCB in quanto si richiede una distanza
minima tra i vari componenti. Una minima distanza deve anche essere tenuta per evitare i
ponti di stagno.
- I circuiti a radiofrequenza richiedono una speciale struttura
- Differenti livelli di qualità richiedono differenti grandezze della PCB
- La struttura dipende anche dal design dell’oggetto cui deve servire
CIRCUITI INTEGRATI
Processi di fabbricazione
Giunzione accresciuta: cristallo di semiconduttore drogato di tipo P è cresciuto dal fuso. Nel fuso di
un cristallo di tipo p si scoglie una quantità di droganti n per ottenere la giunzione p-n. la
localizzazione della giunzione è però difficile da controllare.
Giunzione di lega: una piccola quantità di materiale ricco di droganti p è deposta sul materiale
semiconduttore n, il sistema è scaldato al punto di fusione del metallo e poi raffreddato per formare
una zona ricristallizata di droganti p. il processo rivela dei limiti nel controllo della profondità della
giunzione e nella definizione delle aree e delle geometrie delle giunzioni.
Processo mesa: fetta di semiconduttore n esposta ad alta temperatura in ambiente gassoso ricco di
droganti p che penetrano diffondendo all’interno durante un successivo trattamento termico. Con
una maschera metallica forata, si proteggono le zone che vengono successivamente separate con
attacco chimico delle zone non protette. L’impiego di un processo diffusivo permette di controllare
la profondità di giunzione con altissimo grado di precisione, mentre l’uso di maschere di protezione
consente una notevole definizione delle aree e geometrie di giunzione.
Processo planare: si fonda sulla possibilità di mascherare e proteggere la superficie del silicio
mediante uno strato di ossido compatto, resistente e impermeabile a quasi tutti i droganti. Una fetta
di silicio viene ricoperta di ossido, si aprono finestre attraverso le quali vengono diffusi i droganti
che restano bloccati tra gli strati di ossido di silicio. I dispositivi vengono separati con operazione di
taglio.
Vantaggi tecnologia planare:
- profondità e struttura dei dispositivi altamente controllabili.
- L’ossido migliora lo stato di superficie, le caratteristiche elettriche, la stabilità, la
riproducibilità, l’affidabilità e risolve problemi di montaggio e chiusura dei dispositivi.
- L’adozione di processi fotografici di mascheratura dell’ossido permette di ridurre le
dimensioni dei dispositivi.
- Aumento delle rese di produzione, abbassamento dei costi. Possibilità di realizzare
praticamente i circuiti integrati.
Processo planare: diodi e transistori npn e pnp
operazioni necessarie alla fabbricazione di un diodo:
1. materiale di partenza (fetta di silicio tipo n).
2. Crescita epitassiale.
3. Ossidazione. 1° mascheratura (per mezzo di un sistema fotografico si aprono delle finestre).
4. Diffusione boro o droganti accettori (le particelle penetrano nell’area definita dalla finestra,
creando una giunzione p-n).
5. Ossidazione termica.
6. Lappatura (spessore della fetta ridotto di un fattore 2).
7. Diffusione oro (si distribuisce in tutto il silicio per diminuire il tempo di vita dei portatori e i
tempi di commutazione).
8. 2° mascheratura (interna alla finestra aperta in 1° mascheratura).
9. Deposizione metallica (strato di metallo sulla superficie inferiore della fetta per ottenere un
ottimo contatto silicio-metallo).
10. Deposizione metallica (sulla superficie superiore e si toglie il metallo presente fuori della
finestra aperta in 2° mascheratura, si realizza così un atro contatto silicio-metallo).
operazioni necessarie alla fabbricazione di un transistore npn:
1. materiale di partenza (fetta di silicio tipo n).
2. Crescita epitassiale di uno strato N ad alta resistività.
3. Ossidazione termica.
4. 1° maschera (finestra di forma opportuna).
5. Diffusione di base (attraverso la finestra appena aperta, diffusione di boro per ottenere una
giunzione p-n nello strato epitassiale, si crea durante un processo uno strato di ossido).
6. 2° mascheratura (finestra interna a quella di base).
7. Predisposizione fosforo (si deposita sulla superficie un sottile strato di fosforo o drogante n).
8. Deposizione oro (nei dispositivi veloci, abbassamento del tempo di vita dei portatori).
9. Diffusione emettitore (un trattamento termico ad alta temperatura in ambiente ossidante
attiva la diffusione di fosforo entro la regione p di base formando una zona di emettitore).
10. 3° mascheratura (due finestre per realizzare il contatto di emettitore e di base).
11. Deposizione metallica (si depone sulla superficie uno strato di alluminio).
12. 4° mascheratura (si limita lo strato metallico sulle regioni di contatto di base e emettitore).
13. Lega (con trattamento termico si realizza un ottimo contatto elettrico tra alluminio e silicio).
14. Ricottura (migliora le caratteristiche dell’ossido termico e lo stato della superficie del
silicio).
15. Lappatura (si riduce lo spessore della ferro di un fattore 2).
16. Deposizione metallica. (assicura un buon contatto elettrico di collettore).
17. Taglio e separazione (mediante incisione lungo le linee di taglio, per separare i dispositivi).
18. Montaggio (e chiusura).
Integrati
Differiscono dai componenti discreti per il gran numero di componenti integrati sulla stessa
piastrina, consentono la miniaturizzazione.
Isolamento e buried layer (strato sepolto)
la prima difficoltà che si incontra è quella di isolare i componenti che non devono avere
interconnessioni indesiderate, causate dal fatto che le diffusioni avvengono sulla stessa piastrina di
silico. Nelle sacche N è possibile realizzare transistori NPN, le zone P + rappresentano l’isolamento
tra i vari componenti, le sacche N + vengono denominate buried layer.
Sequenza operativa:
1. fetta di partenza P.
2. 1° ossidazione.
3. 1° mascheratura (buried layer).
4. Eliminazione ossido.
5. Crescita epitassiale N.
6. 2° ossidazione.
7. 2° mascheratura (isolamento).
8. Predeposizione boro (isolamento).
9. Diffusione boro ossidante.
Formazione basi ed emettitori
sequenza operativa:
1. 3° mascheratura (base).
2. Predisposizione boro (base).
3. Diffusione base ossidante. 4° mascheratura (emettitore/contatto collettore).
4. Predeposizione fosforo (emettitore).
5. Diffusione fosforo ossidante.
6. Getter.
7. 5° mascheratura (contatti).
8. Evaporazione alluminio.
9. 6° mascheratura (Al).
10. Lega alluminio.
11. Deposizione Pvapox (protezione).
12. 7° mascheratura (protezione).
13. Riduzione spessore.
14. Metallizzazione del retro.
Significato buried layer e diffusione profonda di collettore
Il buried layer, o strato di collettore sepolto, ha due funzioni fondamentali: ridurre la resistenza di
collettore e di conseguenza la VCEsat e evitare la formazione di un transistore parassita pnp (questo
transistore normalmente spento si polarizza direttamente quando il transistore principale è in
saturazione sottraendo corrente di collettore). La diffusione profonda di collettore ha lo scopo di
ridurre la VCEsat del transistore, creando una via preferenziale a bassa resistività alla I C ; viene
solitamente realizzata mediante mascheratura, predeposizione e diffusione fosforo, lo svantaggio è
di tipo geometrico (incremento delle dimensioni del singolo transistore).
Componenti attivi e passivi del circuito integrato
diodi: la necessità di isolare i diversi componenti del circuito tra di loro ha portato alla realizzazione
di alcuni diodi. La realizzazione della base e dell’emettitore ha portato alla creazione di altri diodi
utilizzabili realizzando opportune connessioni metalliche:
- cortocircuitando la giunzione collettore-base ( VCB = 0 ) del transistore NPN, l’emettitore è il
-
catodo, tensione di breakdown base-emettitore ( BV EB 0 ) bassa (<15V), questa configurazione
è spesso usata come diodo zener, vantaggiosa per il tempo di spegnimento perché non esiste
il fenomeno di storage di collettore.
Cortocircuitando la giunzione emettitore-base ( V Eb = 0 ), il collettore funziona da catodo, la
tensione di breakdown corrisponde alla BVCES del NPN.
-
Cortocircuitando emettitore e collettore ( VCE = 0 ), la base è l’anodo e il cortocircuito è il
catodo, la tensione di breakdown è la BV EB 0 .
Transistori: con i processi fondamentali è possibile integrare transistor PNP di due tipi: verticali e
orizzontali. Si realizza un transistore PNP utilizzando la diffusione di base del transistore NPN
come emettitore, lo strato epitassiale N come base e la fetta di partenza P come collettore; per
garantire un buon contatto di base è necessario un arricchimento N+; in questa zona del circuito
integrato non verrà realizzato il buried layer, per evitare una drammatica riduzione dell’ hFE . Lo
spessore e la resistività dello strato epitassiale sono determinanti per le principali caratteristiche
elettriche dei PNP verticali, quali l’ h fe , la tensione di rottura e la risposta in frequenza. L’altra
struttura PNP realizzabile è quella orizzontale, che ha il vantaggio di non avere il collettore
strutturalmente connesso al substrato. L’emettitore ed il collettore sono realizzati
contemporaneamente alla base dei transistori NPN, e normalmente, il collettore circonda
completamente l’emettitore per raccogliere la maggior parte dei portatori (lacune) emessi. Le
prestazioni dei PNP laterali presentano le stesse caratteristiche di quelli verticali, con in più
l’aggravio delle maggiori dimensioni.
Resistenze: di base, di base strozzate, di emettitore, epitassiali e epitassiali strozzate. Ciascun strato
di semiconduttore ha una sua resistenza media ( RS ) che viene misurata in Ω / , ricordando che
l
R= ρ⋅ ,
⇒
S = W ⋅ x j (larghezza della zona diffusa per la profondità di giunzione) e ρ è la
S
ρ l
resistività media di questa zona. Dunque: R =
, il primo fattore è legato al processo di
xj W
fabbricazione, il secondo è geometrico orizzontale (diventa un quadrato se l = W ). Risulta dunque
facile dimensionare le resistenze di un circuito: basta disegnare una geometria avente un numero di
quadri determinato dal rapporto tra il valore finale e la RS . Solitamente la resisteza risulta allatgata
nella zona di contatto, per eseguire un buon contatto ohmico con il metallo delle interconnessioni;
qusta zona non conta nel numero dei quadri.
Resistenza di base: si ottiene contattando le estremità di una regione P diffusa contemporaneamente
alla base. I valori sono 100Ω /−400Ω /⇒ 50Ω − 50k Ω . Sono le più usate nei circuiti integrati perché
associano a valori ohmici relativamente elevati anche caratteristiche di stabilità in temperatura ed
elementi parassiti trascurabili.
Resistenza di base strozzata: consente di ottenere valori molto più elevati di resistenza. E’ ottenibile
diffondendo l’emettitore sopra la zona centrale della base. 1k Ω /−10k Ω /⇒ 10k Ω − 50k Ω ; il
controllo dei valori di queste resistenze è meno soddisfacente delle resistenze di base, il valore della
tensione massima applicabile corrisponde alla BV EB 0 del transistore.
Resistenze di emettitore: si devono contattare due estremità di una zona diffusa di emettitore N + . Si
può diffondere questa zona di emettitore direttamente sullo strato N epitassiale o in una zona in cui
era stata diffusa la base; 3Ω /−8Ω /⇒ 10Ω − 100Ω . Vantaggio di garantire bassi valori e coefficiente
di temperatura estremamente basso.
Resistenze epitassiali: si deve racchiudere una zona di epi N con una cornice di isolamento, nella
zona di contrattura si dovranno creare due sacche N+. Il vantaggio consiste nell’ottenere elevati
valori, tanto più grandi quanto più è sottile lo strato epitassiale e tanto più alta è la sua resistività; lo
svantaggio è la scarsa riproducibilità (causata dai limiti tecnologici di controllo dei parametri di
crescita epitassiale e dalla grande capacità parassita dovuta alla giunzione strato epitassiale-fetta di
partenza). 300Ω /−2500Ω / .
Resistenze epitassiali strozzate: si realizza diffondendo una zona P contemporaneamente alla base
nel centro della zona di resistenza epitassiale. Si possono incrementare ulteriormente i valori di
resistenza, rimangono tutti gli svantaggi delle resistenze epitassiali.
Capacità: ad ogni giunzione è associata una capacità, che dipende dal livello di drogaggio delle
zone della giunzione e ovviamente dall’area della giunzione stessa. Questo fatto è usato per ottenere
capacità nella fabbricazione di circuiti integrati, quando non servono grosse precisioni e basse
correnti di leakage; a queste capacità sono legati elementi parassiti delle giunzioni.
Può essere usata la giunzione collettore-substrato. Un’altra giunzione utilizzabile come capacità è
quella emettitore-base, che ha però bassi valori di breakdown. Un’altra soluzione è quella di
collegare in parallelo le giunzioni base-emettitore e base-collettore, anche in questo caso la tensione
massima applicabile è limitata dalla BV EB 0 . Il metodo classico di formare le capacità è però mettere
un dielettrico tra due armature metalliche: usando l’alluminio di metallizazione come un elettrodo,
l’ossido come dielettrico e una zona del semiconduttore come secondo elettrodo; più sottile è lo
strato di ossido e maggiore è la capacità. Per evitare variazioni troppo grosse della capacità con la
tensione applicata la zona di silicio usata come secondo elettrodo è una zona ad alta concentrazione
di drogante (ad esempio emettitore).
Componenti speciali
Diodi Zener: i normali processi di diffusione non consentono di realizzare diodi zener integrati, si
ricorre quindi a dei normali diodi a valanga ottenuti con giunzioni base-emettitore; garantiscono
tensioni di breakdown controllabili. Il breakdown di questo tipo di diodo ha un coefficiente di
temperatura positivo (aumenta all’aumentare della temperatura) mentre la tensione diretta VF ha
invece coefficiente di temperatura negativo (diminuisce all’aumentare della temperatura).
Connettendo due diodi emettitore-base in serie si possono quindi ottenere valori di tensione di
rottura molto stabili al variare della temperatura.
Diodi Schottky: sono costituiti da una giunzione rettificante tra un metallo e un semiconduttore. Il
diverso potenziale elettrochimico fa si che quando essi sono messi a contatto si formi una barriera di
potenziale del tipo di quella esistente in una normale giunzione p-n. Vantaggi: rapidissimo tempi di
spegnimento ( trr ) e bassa soglia di conduzione (0,3V); se si connette opportunamente uno di questi
diodi tra base e collettore di un normale transistore nella configurazione emettitore comune, si
impedisce che questa giunzione venga polarizzata direttamente costringendo il transistore a lavorare
in zona attiva (in questo caso i tempi di commutazione saranno brevissimi). Per realizzare questi
diodi si utilizzano metallizzazioni molto sofisticate che richiedono apparecchiature di sputtering.
Transistori con collettore comune: realizzabili semplicemente diffondendo basi ed emettitori nella
medesima sacca isolata. La connessioni delle basi e degli emettitori dipendono dal circuito che si
vuole realizzare.
Diodi con anodo comune: basta che vengano diffuse diverse zone di emettitore nella stessa base per
ottenere diodi (emettitore-base) con anodo comune. La tensione di breakdown è molto bassa e la
giunzione base-collettore è cortocircuitata.
Diodi a catodo comune: si ottengono diffondendo diverse zone P nel collettore N che funge da
catodo comune. Usati soprattutto per circuiti integrati digitali.
Transistori integrati pnp
generalmente i transistori integrati sono npn perché quando si esegue la diffusione delle impurezze
di base e quella di emettitore la regione di collettore è sottoposta a temperatura elevata che rimette
in movimento le impurezze incorporate nel collettore stesso. Per evitare un sensibile spostamento
della giunzione di collettore è necessario che il coefficiente di diffusione delle impurezze di
collettore sia il più piccolo possibile. Poiché le impurezze di tipo N hanno coefficienti di diffusione
di valori inferiori a quelli delle impureze di tipo P, il collettore è in genere di tipo N.
Per evitare un aumento delle fasi di fabbricazione, i transistori pnp sono realizzati con le giunzioni
affiancate (struttura pnp laterale) anziché sovrapposte come negli npn e la regione dello strato
epitassiale di tipo N costituisce la regione di base. I transistori pnp a struttura laterale presentano un
campo ristretto di β e frequenze di taglio non superiori a 1-2 MHz.
Nei pnp a struttura verticale il substrato agisce da collettore, non è quindi necessaria la formazione
dello strato sepolto. Metallizzazione di collettore realizzata aprendo una finestra nella zona di
isolamento.
TECNICHE DI COSTRUZIONE GIUNZIONI
Impianto ionico
Questo procedimento di drogaggio selettivo è stato sviluppato per consentire l’introduzione di
impurezze a temperatura ambiente. L’impiantazione ionica consiste nel drogare i wafers
bombardandoli con ioni di drogante accelerati ad alta velocità per permettere la penetrazione
all’interno del materiale semiconduttore. La penetrazione sarà tanto più profonda quanto maggiore
sarà l’energia posseduta da questi ioni. Durante l’impiantazione le parti del wafer che non devono
essere bombardate sono protette da uno strato di rivestimento formato da resine o ossidi.
Impiantatore ionico: la macchina utilizzata da questa tecnologia è costituita fondamentalmente da 5
parti:
sorgente di ioni: in cui la formazione di ioni viene ottenuta mediante l’impatto di elettroni ad alta
velocità su un gas da ionizzare, gli urti provocano la perdita di elettroni nella corteccia più esterna
del gas. Gli ioni così ottenuti sono immessi a forte velocità da un forte campo magnetico in una
camera di espansione dove viene fatto affluire il gas drogante;
anodi acceleratori: le specie ioniche così ottenute nella camera di espansione formano un plasma,
dal quale devono essere estratti gli ioni. In prossimità della sorgente è posto un elettrodo di
estrazione degli ioni che vengono successivamente accelerati da ulteriori anodi a potenziali
variabili;
separatore di ioni: siccome il fascio di ioni prodotto dagli anodi acceleratori contine molti ioni, è
necessario un separatore di massa per dividerli a seconda delle loro diverse masse. Lo scopo è
ottenuto tramite un magnete che fa l’analisi di massa degli ioni (spettrometro di massa). Questo
separatore di massa utilizza un unico campo magnetico la cui entità è regolata da una corrente
magnetizzante. Gli ioni si dividono in diversi fasci variamente deviati a seconda della loro massa.
La selezione dello ione desiderato avviene ponendo una apposita finestra nella struttura in
corrispondenza del fascio di ioni da utilizzare. Questi ioni così accelerati sono i grado di penetrare
nella superficie del wafer di semiconduttore verso la quale sono diretti;
sistema di deflessione: devia il fascio sia in senso sia orizzontale che verticale per un’ampiezza
corrispondente al diametro della fetta di semiconduttore in modo che vengano colpiti
successivamente e uniformemente più punti del wafer;
camera di impiantazione: in questa camera viene fatto un vuoto ed è situato un supporto circolare
rotante o bersaglio mobile dove sono collegate le fette di semiconduttore, che permette di presentare
i wafers sui quali si deve effettuare l’impianto ionico in corrispondenza delle regioni dove batte il
fascio di ioni.
prestazioni
I vantaggi e le possibilità di questa tecnologia sono molteplici:
1) si riesce ad ottenere un drogaggio a temperatura ambiente rispetto alle alte temperature
necessarie nei procedimenti di diffusione. È quindi una tecnologia a freddo mentre le altre
tradizionali sono a caldo;
2) consente un controllo accurato della concentrazione delle impurezze impiantate;
3) un vantaggio fondamentale di questo metodo di drogaggio è quello di regolare la profondità
dell’impianto in modo indipendente dalla dose impiantata. I parametri più importanti da
controllare sono: la velocità del fascio di ioni alla quale è legata la profondità di
penetrazione degli atomi droganti del materiale, il tempo di durata dell’operazione di
impiantazione e l’intensità del fascio, che regolano la concentrazione dal drogante;
4) la possibilità di fornire le desiderate distribuzioni della concentrazione del drogante sia in
superficie che ad ogni profondità, modulando opportunamente l’energia, l’intensità e la
posizione del fascio ionico;
5) la possibilità di impiantare quasi tutti gli elementi della tavola periodica;
6) il vantaggio di poter impiantare una densità di impurezze nel substrato nettamente superiore
ai limiti di solubilità tipici nei processi multipli di diffusione nella fase a vapore;
7) evitare certi effetti indesiderati che accompagnano i processi di diffusione ad alta
temperatura;
8) La possibilità di introdurre impurezze attraverso un sottile strato di ossido. Ciò riesce
particolarmente vantaggioso quando si deve aggiustare la tensione di soglia di un transistore
MOS.
Conclusioni
I trattamenti di cottura vengono effettuati in forni sottovuoto. Tali trattamenti permettono di rendere
elettricamente attivi gli ioni del drogante immessi, nel senso che gli atomi interstiziali si spostano
nella struttura per diventare elementi fissi pentavalenti e trivalenti, sostituendosi ad un atomo del
reticolo.
Giunzioni a punta di contatto
Utilizzate nei diodi e rivelatori molecolari ad alte frequenze. L’area della giunzione è molto piccola
e ciò permette di realizzare dispositivi a punta di contatto con ottime prestazioni in frequenza.
Su una piastrina drogata di tipo N, viene applicata con una certa pressione una punta metallica;
nella zona immediatamente sotto la punta si viene a formare una regione di tipo P, e quindi si ha
una giunzione di tipo PN, con superficie di giunzione non planare ma semisferica.
Le caratteristiche elettriche della giunzione vengono migliorate mediante un processo cosiddetto di
formazione. Esso consiste in una fusione di breve durata e successiva solidificazione di una piccola
regione sotto una punta di contatto. Si applicano a tal fine forti impulsi di corrente. Gli impulsi è
necessario che abbiano un tempo di salita breve. I tempo di discesa degli impulsi è maggiore di
quello di salita e la solidificazione ha una durata maggiore di quella della fusione. La giunzione a
punta di contatto non ha geometria planare ed è caratterizzata da forti densità di corrente.
Giunzione metallo-semiconduttore
Nella costruzione di dispositivi a semiconduttore una fase importante è la metallizzazione delle due zone N e P della
giunzione stessa. I contatti metallo-semiconduttore possono essere suddivisi in 2 gruppi: rettificanti (Schottky) che
danno origine alla giunzione PN e non rettificanti che danno origine ad un contatto puramente ohmico.
Contatti rettificanti e contatti ohmici: consideriamo che il metallo abbia un potenziale di estrazione
più grande di quella del semiconduttore e che quest’ultimo sia di tipo N. Se il metallo ed il
semiconduttore vengono posti in contatto si avrà un iniziale spostamento di cariche che terminerà
all’equilibrio termico che corrisponderà alla presenza di una barriera di potenziale fissa tra metallo e
semiconduttore costituita da un campo elettrico che impedisce agli elettroni di trasferirsi dal
semiconduttore al metallo. Solo applicando un campo elettrico esterno tale da annullare questo
campo elettrico intrinseco è possibile passaggio di carica tra semiconduttore e metallo
(polarizzazione diretta). Le proprietà rettificanti e ohmiche di un contatto metallo-semiconduttore
dipendono da diversi fattori quali lo stato della superficie del semiconduttore, la concentrazione dei
droganti nel semiconduttore in prossimità del contatto, il potenziale di estrazione del metallo. È
possibile, aumentando il drogaggio di tipo N di un semiconduttore P trasformare un contatto
rettificante in uno ohmico. I metalli che rettificano bene con semiconduttori di tipo N non
raggiungono lo stesso scopo con semiconduttori di tipo P e viceversa.
Diodi a barriera Schottky: basa il suo funzionamento sull’effetto rettificante del contatto metallosemicondutore di tipo N. La costruzione di un diodo Schottky è realizzata accrescendo su un
substrato fortemente drogato N+ uno strato epitassiale N. Particolarità del diodo sono la bassa
caduta diretta ( VF = 0.3 ÷ 0.4 ) e tempi di commutazione ridotti. L’inconveniente è che il profilo della
zona di svuotamento subisce una forte curvatura in corrispondenza della metallizzazione, quindi in
corrispondenza della zona laterale, la regione di svuotamento è meno profonda e la tensione di
rottura inversa si abbassa. Per eliminare questo difetto si può formare un anello di guardia costituito
da un drogaggio selettivo oppure estendere la metallizzazione lateralmente. I diodi Schottky sono
usati nei circuiti di commutazione rapida (circuiti logici) e nei circuiti a frequenze elevate
(microonde), come mixer, demodulatori e generatori di armoniche.
RISPOSTA DEL DIODO E TEMPI DI COMMUTAZIONE
Si definisce tempo di recupero diretto t fr il tempo necessario perché la tensione, partendo dal 10%
del suo valore raggiunga il 90% di quello finale quando il diodo passa dall’interdizione alla
conduzione. Questo tempo di recupero diretto è trascurabile. Assume invece grande importanza
pratica il tempo di recupero inverso trr che caratterizza il passaggio dalla piena conduzione del diodo
all’interdizione.
Tempo di recupero inverso del diodo: se la tensione di polarizzazione inizialmente diretta viene
invertita, la corrente non può venire istantaneamente invertita poiché il diodo continua a condurre
ancora per tutto il tempo che occorre ai portatori iniettati o in eccesso, ad annullarsi e la corrente nel
diodo è limitata solo dal valore della resistenza esterna del circuito.
Tempi di immagazzinamento e di transizione: in un particolare istante la tensione applicata passa da
un valore positivo ad un valore negativo e la corrente non va a zero, ma si inverte; l’intervallo di
tempo è necessario alle densità dei portatori di minoranza per raggiungere la condizione di
equilibrio. La tensione ai capi del diodo all’istante t1 non si inverte, ma diminuisce di poco, mentre
all’istante t2 in cui i portatori di minoranza in eccesso sono stati respinti attraverso la giunzione, la
suddetta tensione comincia a invertirsi. Affinché la carica immagazzinata si annulli trascorre quindi
un intervallo di tempo da t1 a t2 , detto tempo di immagazzinamento ts . L’intervallo di tempo fra t2 e
l’istante in cui il diodo inverte la tensione viene indicato come tempo di transizione tt . Il tempo di
recupero inverso trr è l’intervallo che passa dall’istante t1 fino ad un istante in cui il diodo raggiunge
determinate condizioni. (dipendono dall’azienda costruttrice).
TENSIONI DI PUNCH-THROUGH E REACH-THROUGH
Tensione di punch-through del MOSFET: è causata dall’alta resistività. V pt =
qNW 2
. Per evitare che
2ε
avvenga a tensioni basse non si deve drogare eccessivamente la zona di collettore in modo tale che
la zona di svuotamento si estenda dalla parte del collettore. La struttura mesa presenta un vantaggio
notevole, cioè ottenere una riduzione dell’area di giunzione base-collettore al fine di ridurre la
relativa capacità, pur mantenendo una buona resistenza meccanica.
Reach through: si ha quando la zona di carica spaziale base collettore si espande nella zona
fortemente drogata del substrato e limita quindi la tensione di rottura del breakdown.
TRANSISORI VMOS E UMOS
Transistore VMOS: hanno fasi costruttive diverse rispetto ai Mosfet a conduzione laterale e molto
simili nell’incisione dell’incavo a quelle dei transistori bipolari. Si parte da un substrato di silicio
fortemente drogato N+ sul quale si fa crescere per deposizione epitassiale una regione poco drogata
N-. Nello strato epitassiale viene effettuata una diffusione di impurezze di tipo p: questa zona viene
chiamata Body. Infine viene effettuata una seconda diffusione intensa N+ nella zona di tipo p. Dopo
per mezzo della tecnica fotolitografia viene inciso il silicio formando un solco a V. Sulle superfici
incise si fa crescere uno strato di ossido sul quale verrà poi effettuata la metallizzazione del gate. Le
due regioni N+ sono rispettivamente la zona di source e di drain. Un potenziale positivo del gate ha
lo stesso effetto del mosfet; cioè si formano due canali di conduzione (uno per ogni superficie del
solco) nella regione di tipo P immediatamente a contatto con lo strato di ossido del gate. Un
potenziale positivo del drain rispetto al source causa un flusso di corrente verticale con l’elettrodo
di drain nella parte inferiore del chip con conseguente riduzione dell’area del dispositivo. Lo strato
epitassiale ha la funzione di regolare a seconda del livello di drogaggio la tensione di breakdown tra
drain e source e di ridurre la capacità di uscita e di contro porta il maggiore contributo al valore
della RDS che è direttamente proporzionale alla lunghezza del canale e inversamente proporzionale
alla larghezza del canale. In pratica bisogna rendere il rapporto larghezza/lunghezza il più alto
possibile.
Vantaggi: tempi di commutazione brevissimi perché le cariche sono maggioritarie e le capacità sono minimizzate.
Maggiore stabilità termica: per l’assenza dei portatori minoritari non esiste il fenomeno della fuga termica inoltre non è
presente il pericolo di tensione secondaria di rottura per l’assenza di punti caldi. Svantaggi: la tensione di saturazione è
troppo alta, la necessità di molti canali in parallelo comporta volume troppo elevato del chip, riduzione dell’affidabilità
del dispositivo al lungo termine. Le applicazioni più comuni riguardano gli amplificatori a commutazione (per elevata
impedenza d’ingresso e alta velocità di funzionamento), i circuiti di comando dei motori, i commutatori analogici e gli
amplificatori lineari.
Transistori UMOS: costruiti per diminuire la densità di corrente in corrispondenza della parte finale
del solco e la relativa forte dissipazione di potenza si realizzano strutture con l’estremità piatta detti
UMOS. Una particolarità di questi dispositivi è che nel fabbricarli si forma tra corpo e drain un
diodo che può sopportare una corrente pari a quella massima di drain, una tensione pari alla VDS di
breakdown e ha tempi di commutazione abbastanza veloci.
V.D.R. ( voltage dependent resistor)
I componenti V.D.R. anche definiti varistori, hanno un alto grado di non linearità fra la resistenza e la tensione
applicata. Questo è ottenuto per mezzo della non omogeneità dei materiali che determinano una azione rettificante
quando sono posti a contatto. I materiali principali sono:
-cristalli di carburo di silicio
-cristalli di ossido di zinco
-cristalli di ossido di titanio
I cristalli di contatto formano una rete rettificante disposta con struttura serie/parallelo.
Sono una economica ed affidabile soluzione per protezione di circuiti elettronici, componenti
semiconduttori, contatti relay,… contro i sovravoltaggi e le loro conseguenze.
Processo costruttivo
I cristalli di carburo di silicio o di ossidi metallici amalgamati con ceramica e cotti in alta
temperatura (sinterizzati) ad atmosfera gassosa per influenzare le caratteristiche elettriche. I contatti
sono metallizzati in argento o rame per avere un buon contatto elettrico. Poi sono attaccati i piedini
ai contatti metallici. Anche SMD. Prima e durante il processo costruttivo le proprietà elettriche sono
controllate per assicurare che il VDR sia entro le specifiche ma anche per controllare stabilità ed
affidabilità.
Proprietà elettrica Direct Current
La relazione fra tensione e corrente è V = C ⋅ I β .
Per valori di corrente non troppo piccoli si può lavorare con caratteristica lineare
ossia log V = log C + β log I
Per determinare i valori delle due costanti è necessario misurare 3 punti della caratteristica.
α
V
I =
C
α = 1/ β
K=
1
1
= α
1/ β
C
C
i VDR non sono polarizzati.
Valori pratici e specifiche
I valori di C e β di una VDR dipendono dalla composizione del materiale e dal metodo di
costruzione, il valore di C dipende dalle dimensioni e dalla larghezza della VDR. Il valore di β di un
VDR con C basso è maggiore di un β di un VDR con un C alto.
È possibile specificare le caratteristiche elettriche di un VDR dando le due costanti β e C. il
vantaggio stà nel fatto che solo 2 parametri vengono utilizzati nella specifica del VDR.
SiC : β = 0.15 ÷ 0.40
ZnO : β = 0.002 ÷ 0.035
TiO2 : β = 0.2 ÷ 0.28
V.D.R. in serie e parallelo
Per ciascuna VDR possiamo scrivere V = C ⋅ I β ; quando n elementi uguali sono posti in serie, a
parità di corrente la tensione è nV di quella di una VDR, per cui abbiamo:
nV = C '⋅ I β
⇒
C ' = nC .
Questo significa che il valore di C incrementa e ne limita l’impiego.
Quando n elementi sono posti in parallelo, a parità di tensione la corrente è nI di quella di un VDR,
per cui abbiamo: V = C '' ( n ⋅ I )
β
⇒
C '' =
C
nβ
Il valore ci C decresce di pochissimo..
N.B.: in nessuna applicazione è possibile disporre VDR in parallelo con lo scopo di dissipare
maggior potenza.
Valore Resistivo
α
V CI β
C
V
Cα
V
R= =
= 1− β , oppure, sapendo che I = : R = α = α −1 . Da queste equazioni capiamo ancora di più
V
I
I
I
V
C
α
C
che la resistenza non è un valore costante ma è di molto dipendente dai valori della tensione e della corrente applicate.
Potenza dissipata
α
α −1
V
V
La potenza dissipata è W = V ⋅ I = V = α
c
C
Se per esempio α = 5 , la tensione dissipata dalla VDR è proporzionale alla sesta potenza della
tensione. Se per esempio la tensione applicata varia solo del 12%, la potenza dissipata raddoppia.
Coefficiente di temperatura
Nelle precedenti formule non si è tenuto conto dell’effetto temperatura nel valutare C e β.
Non si deve trascurare il coefficiente di temperatura negativo di C, mentre per β possiamo dire che
è praticamente indipendente dalla temperatura. Con buona approssimazione possiamo scrivere:
Ct = C0 (1 + α t ) con Ct = C (t °C ) C0 = C (0°C )
α è il coefficiente di temperatura.
Corrente alternata in HF
In bassa frequenza la piccola capacità non ha effetto sulla VDR. In alta frequenza la capacità in parallelo non è più
trascurabile. Per bassi valori di corrente e tensione questa capacità influenza seriamente il valore ohmico della VDR, per
alti valori di corrente e tensione invece la situazione è meno critica, poiché in questo caso la resistenza sulla quale si
chiude il condensatore è diminuita.
In generale si può dire che l’effetto della capacità in alta frequenza è quello di un apparente aumento di β .
Dissipazione permessa
La temperatura che un VDR può raggiungere è determinata dalla dissipazione di potenza, dalla capacità di condurre il
calore del materiale, il contatto e la natura con il mezzo dissipante e dalla temperatura d’ambiente. Per la maggior parte
delle VDR la temperatura massima del corpo resistivo è 125°C.
VDR all’ossido di zinco
Utilizzate per applicazioni che richiedono una dissipazione di potenza intermittente. Possono sopportare alti picchi di
energia. È fortemente influenzata dalla resistenza serie: V = C ⋅ I ⋅ β + I ⋅ RS .
La relazione è estremamente non lineare.
N.T.C. (negative temperature coefficient thermistor)
I termistori NTC hanno un alto coefficiente negativo di temperatura. Sono costruiti con ossidi del
gruppo dei metalli ferrosi (manganese, cromo, ferro, cobalto, nichel). Questi ossidi hanno alta
resistività allo stato puro, ma possono essere trasformati in semiconduttori con l’aggiunta di una
piccola quantità di ioni di un altro metallo con differente valenza.
Per stabilizzare gli ossidi metallici e renderli riproducibili è necessario addizionare altri elementi.
La struttura di queste composizioni dipende interamente dal coefficiente di temperatura e dalla
specifica resistenza dei tipi di ossidi.
La conduttività può essere scritta
σ = n eµ ;
n :numero delle cariche, e :carica dell’elettrone; µ :mobilità delle cariche.
J =σ E
J :densità di corrente; Vd :velocità di drift; E :campo elettrico.
σE
E
Vd =
=
ne ne ρ
sia il numero di portatori che la mobilità dipendono dalla temperatura:
q
− 1
e − q2 / kT
kT
n∝e
µ∝
σ ∝ T − C e −( q1 + q2 ) / kT
T
Quindi la variazione di resistenza in funzione della temperatura è R = Ae B / T
Manifacture
Il processo di fabbricazione è simile a quello costruttivo delle ceramiche, dopo una intensa
mescolata e l’aggiunta di leganti plastici la massa viene formata nella forma voluta e poi cotta ad
alta temperatura, ossia sinterizzata per costituire l’ossido. I contatti elettrici sono aggiunti via
riscaldamento di paste in argento oppure con spray metallici Le NTC miniature sono costituite da
un grano di pasta ossidata posta tra due armature in lega di platino che costituiscono fili che poi
vengono essiccati e sinterizzati. Le NTC miniature sono rivestite in vetro anticorrosione per
proteggerle da gas e liquidi corrosivi.
Esempio di calcolo: Per un particolare NTC il valore di B può essere determinato misurando il
valore di resistenza alle temperature T1 e T2:
R1
B /T −B /T
R1 = Ae B / T1
R2 = Ae B / T2
= e( 1 2 )
log R1 − log R2 = B (1/ T1 − 1/ T2 ) log e
R2
ln R1 / R2
1 dR
B
B=
α=
= − 2 (coefficiente di temperatura)
1/ T1 − 1/ T2
R dT
T
P.T.C (positive temperatyre coefficient thermistor)
Sono resistori con elevato coefficiente di temperatura positivo; a differenza delle NTC hanno:
- il coefficiente di temperatura è positivo solo per un determinato campo di temperature, al di fuori
di questo il coefficiente può essere nullo o negativo
- il valore assoluto del coefficiente di temperatura del PTC è più elevato rispetto a quello dei NTC
le PTC sono usate come limitatori di corrente, sensori di temperatura e protezione contro i
surriscaldamenti negli apparati elettrici. Ance usati come indicatori di livello, dispositivi ritardatori,
termostati, resistori di compensazione,…
1
Rb ∝ e eVb / kT
a
a rappresenta la sezione del cristallino,1/ a è il numero di barriere per unità di lunghezza del
termistore, Vb rappresenta il potenziale elettrico delle barriere.
Siccome Vb è inversamente proporzionale alla costante dielettrica del cristallo, è chiaro che Rb è
estremamente sensibile alle variazioni della costante dielettrica. La costante dielettrica diminuisce
C
. Inoltre la resistività ha un
con l’aumentare della temperatura secondo la relazione ε r =
T −θ
andamento a gradino appena sopra la temperatura di Curie θ . Al di sotto della temperatura di Curie
(o di transizione), le barriere sono deboli o assenti, dovute alla grande costante dielettrica e ad un
forte campo elettrico.
Ad elevate temperature (160°C ÷ 200°C) gli elettroni catturati in periferia sono lentamente rilasciati
causando un decremento del potenziale di barriera (le PTC si comportano come NTC) ciò ne limita
l’impiego per alte temperature.
Inoltre la resistenza Rb è shuntata da una capacità Cb in parallelo di elevato valore che costituisce una
suppletiva impedenza Z b al di sopra dei 5MHz.
MATERIALI PER CIRCUITI STAMPATI
Caratteristiche dei laminati
I laminati impiegati nella costruzione dei circuiti stampati sono essenzialmente composti da una
parte centrale isolante, detta dielettrico, ricoperta su 1 o entrambi i lati inferiore e superiore da un
sottile strato conduttore di rame.
Il dielettrico viene ottenuto partendo da rotoli di carta o tessuto di vetro che passando in un
impianto di impregnazione assume la resina nella quantità necessaria. Il rame è invece preparato in
bobine e tagliato in fogli.
I pacchi vengono poi inseriti in presse di grandi dimensioni e sottoposti ad un ciclo termico appropriato che in un primo
momento fluidifica la resina per favorirne l’adesione al rame e con il raffreddamento provvede alla completa
polimerizzazione della parte isolante.
I laminati sono soggetti a variazioni dimensionali, dovute a sollecitazioni meccaniche, alle variazioni di umidità ed alle
diverse temperature presenti nei cicli di lavorazione e di esercizio. Alcune di queste variazioni risultano permanenti.
Miglioramenti introdotti nel dielettrico hanno gradualmente soddisfatto la richiesta di autoestinguenza o di alta stabilità
dimensionale migliorando il coefficiente di espansione termica.
La scelta del laminato deve essere una scelta oculata, non si deve commettere l’errore di utilizzare
laminati costosi (in acquisto e lavorazione) per progetti semplici ed al contrario, laminati meno
adatti, per progetti sofisticati.
I laminati rigidi si possono distinguere in diverse classi:
- secondo lo stratificato:
A base carta
A base vetro
- secondo la resina di impregnazione:
Fenolici
Epossidici
- secondo il grado di autoestinguibilità:
Non autoestinguenti
Autoestinguenti
Nella costruzione dei circuiti multistrato vengono impiegati laminati sottili per l’esecuzione degli
strati interni. Il pacco multistrato è anche composto da fogli di tessuto di vetro senza rame
impregnato con la resina allo stato intermedio che si trasforma con il ciclo termico di pressatura
permettendo l’intima unione tra gli strati interni con i fogli di rame esterni.
Particolari progetti richiedono l’impiego di laminati rigidi ad alta temperatura di esercizio e costante
dielettrica controllata: Polymide, Teflon.
In progetti di elettronica di potenza occorre smaltire il calore con elementi dissipatori esterni. Un
miglioramento nell’efficienza viene ottenuta con laminati Thermal Clad.
Per i circuiti stampati flessibili possono essere utilizzati
- laminati in poliestere (mylar, non autoestinguente)
- laminati in polymide (kapton, autoestinguente)
Nella fabbricazione di circuiti stampati ibidri sono impiegati materiali ceramici particolarmente
adatti perché chimicamente inerti e con una struttura cristallina complessa che conferisce loro
un’elevata stabilità e durezza
Autoestinguibilità dei laminati
caratteristiche supporto isolante
- resistenza a flessione
- tranciabilità / resistenza al taglio
- durezza
- infiammabilità
- temperatura massima di esercizio
- assorbimento acqua
- resistenza ai solventi
caratteristiche dello stratificato con ramo
- resistenza al bagno saldante
- forza di adesione
- planarità
caratteristiche elettriche
- corrosione elettrolitica
- rigidità dielettrica
- costante dielettrica
- fattore dissipazione
- resistenza superficiale
- resistività di volume
- resistenza all’arco
i parametri più significativi per un laminato sono:
- il costo
- la processabilità: la facilità di esecuzione delle lavorazioni
- stabilità dimensionale: la proprietà di contenere in valori minimi i movimenti irreversibili
lungo gli assi
le proprietà funzionali dei laminati sono:
- coefficiente di espansione termica: tasso di variazione dimensionale in funzione della
temperatura
- temperatura di transizione: temperatura per cui la resina passa dallo stato plastico a quello
solido
- costante dielettrica: più è bassa più sono rapidi i segnali
- assorbimento di umidità
Il laminato LinLam si basa su un nuovo concetto per il rinforzo della resina non presentando aree
che sono particolarmente più ricche di vetro o più ricche di resina ha caratteristiche uniformi su
tutto il suo spessore che gli fanno avere una notevole stabilità e una risposta prevedibile alle
sollecitazioni di natura termica.
CIRCUITI STAMPATI MONORAME
Ancora molto in uso a causa della semplicità del processo di produzione e per il miglioramento dei
prodotti utilizzati che hanno consentito una notevole automazione della costruzione.
Processo di produzione
-
schema
applicazione foglio fotoresist(negativo)/retino serigrafico
luce ultravioletta tra il negativo e il circuito/stampa serigrafica
sviluppo con acidi//inchiostro protettivo
incisione
lavaggio
PCB
Fori di riferimento
Sul bordo perimetrale si eseguono dei fori di riferimento che servono per:
• Fori di riferimento per il posizionamento dle pannello sulle macchine di stampa
• Fori di riferimento per la centratura delle stampe sul pannello e di controllo della eventuale
deformazione/degenerazione del tessuto serigrafico
• Fori di riferimento per le operazioni meccaniche per ottenere circuiti stampati singoli o in
cartella
• Foro antinversione (se i precedenti risultano simmetrici)
Attualmente poco usati poiché i miglioramenti della tecnica serigrafia, dei quadri di stampa e dei
metodi di posizionamento sulle macchine, ha reso possibile la stampa su pannelli privi di un
qualsiasi riferimento.
Stampa serigrafia /ciclo dry film
tessuti in acciaio inox: preferiti per la stampa dell’immagine poiché possiedono caratteristiche di
stabilità dimensionale associata ad alte percentuali di area aperta, inoltre non sono influenzati da
variazioni di umidità e temperatura.
tessuti in poliestere: tra i tessuti sintetici è quello che possiede le migliori caratteristiche di elasticità
particolarmente utili nella stampa del solder resist a causa dei riporti galvanici che rendono la
superficie del pannello irregolare. Il tessuto poliestere adattandosi a queste irregolarità, permette la
deposizione del solder resist tra un conduttore e l’altro.
tessuti in poliestere metallizzato: è un derivato di quello tradizionale che attraversa la
metallizzazione del tessuto che ne migliora la stabilità, la resistenza all’usura ed il legame delle
maglie, ma lo rende più fragile.
Scegliendo opportunamente il tessuto si possono determinare:
- spessore del deposito di inchiostro
- tempo di essiccazione
- nitidezza dei contorni e durata del telaio
inchiostri da stampa: composti da legante, pigmento, cariche, additivi.
- ad aria o con calore
- con luce ultravioletta per gli UV
il ciclo di applicazione del dry film o comunque di fotosensibile si compone di:
• laminazione (velatura): significa applicare un foglio di fotopolimero sulla superficie del
rame
• esposizione: significa fare in modo che il pannello ricoperto dal fotopolimero sia illuminato
per un breve periodo di tempo da sorgente di luce UV. Durante l’esposizione le aree colpite
dalla luce UV si polimerizzano e diventano insolubili allo sviluppo. È possibile che si creino
dei difetti del tipo dei corto circuiti se il contatto tra il fototool ed il dry film non è perfetto e
permette una penetrazione laterale della luce.
• Sviluppo: significa sciogliere ed asportare il fotopolimero non esposto e quindi non
polimerizzato e ottenere l’immagine positiva sul rame del pannello.
Incisione rame (sottoincisione)
Riprodotta fedelmente l’immagine dei tracciati, sul rame del laminato, si procede all’incisione del
rame attraverso l’uso di un liquido corrosivo che asporta il rame non protetto. Le soluzioni di
attacco chimico sono: cloruro ferrino, cloruro rameico, persolflato di ammonio.
Durante la progressiva incisione superficiale del rame si vanno formando i fianchi dei conduttori.
Questo nuovo rame, messo progressivamente a nudo sotto al resist, subisce il fenomeno della
sottoincisione (undercut). La sottoincisione limita fortemente la possibilità di miniaturizzare le
tracce oltre un certo limite, per cui alla riduzione della larghezza dei conduttori si accompagna
forzatamente la diminuzione dello spessore del rame di base.
Regolando la velocità di scorrimento della PCB sul nastro trasposrattore si riesce ad avere poca
sottoincisione, occorre però anche stare attenti alla sovraincisione (overcut), cioè la presenza di
rame tra i conduttori.
Il valore della sottoincisione (misurata su ciascun bordo del conduttore), deve essere sempre
minore o uguale allo spessore del rame base.
Stampa del solder resist
La vernice limitatrice della saldatura è un materiale di protezione indispensabile nella produzione
dei PCB in origine queste lacche venivano applicate essenzialmente per risparmiare lega saldante e
favorire una saldatura impedendo il formasi di un numero eccessivo di baffi o ponticelli.
Con un opportuno telaio di stampa, che applicato al tessuto ne definisce le aree aperte e quelle
chiuse, si procede alla deposizione del solder resist.
La vernice limitatrice della saldatura deve essere di tipo adatto a resistere alla lega fusa dei sistemi
di saldatura senza manifestare alcuna tendenza a staccarsi dal supporto isolante a dal metallo.
Il solder resist preserva il rame del tracciato da ossidazioni, migliora in generale l’isolamento e protegge il laminato
dall’assorbimento di umidità.
Sui circuiti stampati un lato, le piazzole di saldatura, siano esse forate o per componenti SMD, devono risultare
completamente scoperte da solder resist ed i conduttori perfettamente coperti anche sui fianchi.
Finitura superficiale del rame
Per la protezione delle sicure ossidazioni che il rame subirebbe prima della saldatura si effettua:
• Passivazione Cu: trattamento superficiale adatto a proteggerlo da ogni altro agente ossidante
•
•
Stagno/Piombo rullato: consiste nella deposizione mediante rulli di lega di Sn-Pb su tutto il
rame esposto. Se non ben utilizzata lascia goccioline di lega sulle piazzole oppure ottura i
fori impedendo l’inserimento dei componenti.
Hot Air Levelling: ciclo selettivo appartenente più diffusamente alle finiture di circuiti
stampati a fori metallizzati, con la sua introduzione ha risolto i problemi delle due finiture
precedenti.
Altre finiture
•
•
•
Ni-Au superficiale o per connettori
o prima dell’incisione del rame (tracciato privo di conduttori ausiliari): necessita di
due stampe, la prima delle sole zone di Ni-Au e dopo l’elettrodeposizione la seconda
di completamento di tutto il tracciato rame.
o dopo l’incisione del rame (tracciato con conduttori ausiliari): necessita di due
stampe, la prima completa di tutto il tracciato comprese delle zone di Ni Au e la
seconda di selezione delle zone da sottoporre alla elettrodeposizione
stampa grafite: applicazione di inchiostri conduttivi serigrafili consistenti in una dispersione
di microparticelle di carbone disperse in una resina termoindurente. Utilizzata per la
protezione di contatti in rame, ponticelli conduttivi, resistori stampati.
o I vantaggi ottenibili con questa operazione sono:
Resistenza del foglio minima
Vantaggiosa alternativa alla doratura delle aree di contatto in rame
Applicazione con equipaggiamenti serigrafici manuali o semiautomatici
Eccellente adesione su rame e substrati, di natura fenolica, epossidica e
vetrosa
Resistenza ai solventi di pulizia comunemente usati nell’industria del PCB
Resistenza alla saldatura ad onda o ad altre forme
o Non sono ammessi dopo la stampa, vuoti o graffi che siano causa di esposizione del
substrato di rame.
Stampa spellicolabile: adatto alla copertura di tutte le zone in cui è stato elettrodepositato Ni
Au, e di tutte le piazzole in cui i componenti devono essere saldati in tempi diversi dai
primi. Risulato ottenibile con effetto velatura. Il tipo di lacca impiegato deve garantire, una
volta asportata, una buona saldabilità delle zone precedentemente ricoperte.
Lavorazioni meccaniche
fresatura/scontornatura
è un operazione che si esegue su macchine a CNC molto simili alle foratrici a cui sono
complementari perché permettono anche la foratura/fresatura di fori di diametro superiore a 5/6mm
e l’esecuzione di qualsiasi profilo esterno o interno (cave), per questo chiamate scontornatrici.
La fresatura arrotonda automaticamente gli spigoli interni del profilo o delle cave con un raggio
minimo di 1.2mm (raggi inferiori sono ovviamente possibili con frese più piccole che richiedono
che il pacco sia di un numero inferiore di pezzi).
Tranciatura
Non tutti i laminati si prestano all’operazione meccanica di tranciatura risultano:
- facilmente tranciabili i laminati a base carta
- mediamente tranciabili i laminati compositi
- non tranciabili i laminati in tessuto di vetro
per tranciabilità dei laminati si intende la possibilità di penetrazione da parte di un punzone che in
contrasto alla matrice (die) permetta di ottenere i fori e i profili dei circuiti stampati. E’ facilmente
intuibile come la tranciatura non sia di facile esecuzione su laminati in tessuto di vetro perché le
fibre non troncandosi perfettamente rendono le pareti delle parti tranciate molto frastagliate.
La tranciatura è favorita su spessori sottili. Va considerato che per evitare fratture del laminato si
deve disporre perché la tangenza tra i due fori o la tangenza tra un foro e il profilo sia uguale allo
spessore del materiale in lavorazione.
È noto che un pezzo dopo la tranciatura tende ad allargarsi mentre un foro tende a stringersi, quindi
il reinserimento obbliga un pezzo in allargamento ad inserirsi in un pezzo in restringimento
La tranciatura e rinserimento è utilizzata per circuiti stampati di basso costo e precisione.
scoring
sistema di fresature opposte sullo spessore del laminato che indebolendone la resistenza permette
dopo l’applicazione dei componenti una facile separazione dei pezzi che compongono la cartella.
Per un veloce controllo della precisione di posizionamento dello scoring durante e dopo la
lavorazione vengono spesso eseguiti dei fori o in sostituzione 2 piccole zone di rame sullo spigolo
del PCB o sullo sfrido delle cartelle che attraversati dalla fresa dando un’immediata percezione
visiva dell’esatta posizione della stessa.
Lo scoring è risultato, tra tutti, il metodo più economico e con esso possono coesistere sul profilo
del PCB incavi o raggi o smussi ottenibili con opportune operazioni di fresatura o tranciatura.
Il profilo dei circuiti stampati, dopo la separazione risulta maggiorato di 0.1/0.15mm per effetto
della rugosità presente sul nocciolo o di un eventuale disallineamento delle frese
Test elettrico
Il test elettrico rappresenta la miglior garanzia di qualità per i prodotti elettronici.
Il collaudo avviene con particolari macchine che utilizzano un letto d’aghi ed opportuni adattatori
permettono di testare le piazzole forate per reofori o di superficie per SMD posizionate in frazioni
di esso.
Il computer di cui dispongono permette di memorizzare un perfetto tracciato conduttori e di
confrontare il tracciato dei PCB in esame con questo e segnalare, dove è presente una anomalia
(corto circuito o interruzione).
CIRCUITI STAMPATI A FORI METALLIZZATI (fori passanti PTH)
taglio lastre in pannelli
La dimensione del pannello sarà stata stabilita considerando
- dimensione del circuito
- quantità di pezzi da produrre
- caratteristica degli impianti di produzione
sull’intero perimetro del pannello deve essere prevista una cornice di servizio di 13/15mm per
contenere:
- i fori di fine foratura
- i riferimenti per le operazioni di stampa e meccaniche;
- l’attacco dei morsetti di telai o bastoni degli impianti galvanici
cottura di stabilizzazione
Dopo il taglio delle lastre in pannelli, si procede ad una cottura di distensione del laminato (per
evitare poi deviazioni o imbarcamenti).
preparazione pacchi
Prima della foratura i pannelli vengono preparati in pacchi dove sotto viene posto un fondello (per non far uscire
la punta dal pacco sotto) e sopra viene oposto un foglio di alluminio (evita bava di ingresso e dissipa calore della
parte superiore della punta).
tutti i fori da metallizzare sono forati con una punta di diametro maggiore di 0.1/0.15mm rispetto al
diametro minimo del foro indicato sul disegno meccanico
foratura fori/microfori
le foratrici più diffuse operano con teste a mandarini rotanti su cuscinetti ad aria e le stesse teste
portamandarini si spostano su pattini ad aria che scorrono su piani di granito rettificato. Questo
permette di eliminare gli attriti di contatto ed in particolare l’attrito allo spunto.
Gli impianti di foratura sono sempre completati da sistemi di aspirazione del truciolo/polvere ed
agiscono in corrispondenza della punta.
Il foro è definito microforo se il diametro è inferiore a 0.254mm
Il foro è considerato profondo se la sua lunghezza è superiore di 5 volte il diametro
Il rapporto profondità/diametro viene definito con il termine aspect ratio
Si sono ottenuti miglioramenti relativi alla centratura tra foro e piazzola e alla superficie interna del
foro riducendo per quanto possibile l’operazione di desmearing (rimozione di residui di resina alle
pareti del foro).
fresatura fori o cave da metallizzare
Può capitare la necessità di forature di diametro superiore ai 6mm o cave metallizzate che
necessitano di parametri di foratura diversi.
pulizia fori, sbavatura, bordatura
Per evitare difetti di metalizzazione i fori vanno puliti dalla presenza di quantità di resina, piccoli
trucioli e bava di foratura. La presenza di quantità di smear (resina) è influenzata dai parametri di
foratura e dal tipo di laminato in lavorazione.
Se la temperatura di taglio è mantenuta al di sotto del punto di rammollimento del laminato, si può
evitare di ricorrere a questo processo. Se presenti questi residui vengono rimossi con il processo di
desmearing usando il permanganato che ha un’azione di:
- ammorbidimento della resina;
- rimozione dei residui e mordnzatura della superficie con azione ossidante;
- neutralizzazione
residui di fibre risultano anche sul bordo dopo il taglio. Esiste una unità che provvede a pulire
(bordare) il panello.
rame chimico
Il rame chimico è da sempre stato utilizzato per formare lo strato iniziale conduttivo sui pannelli.
Le vasche dell’impianto di Cu electroless contengono una miscela di composti chimici che
includono rame in forma di sale complessato con altri prodotti: un agente riducente ed altri
componenti che stabilizzano il bagno e ne forniscono le condizioni per il deposito.
Il rame complessato avvicinandosi al pannello lo assume in forma metallica dando origine al
deposito richiesto.
Il deposito di Cu electroless deve risultare uniforme su tutta la superficie del pannello e sulla parete interna dei fori
La ricerca è mirata ad ottenere un processo di metalizzazione dei fori completamente orizzontale
per i seguenti motivi
- linee tradizionali ingombranti;
- laboriose operazioni di carico e scarico dai cestelli/telai
- controlli complessi e contaminazione dei bagni chimici
- maggiore richiesta di affidabilità
- densità dei circuiti stampati con piste<100micron
- fori ciechi ed elevati aspect-ratio e microfoni di diametro <0.4mm
contrariamente al processo di metallizzazione con rame chimico il processo Blackhole non si affida
a metalli in soluzioni complessate è totalmente alcalino ed ha paragonato al processo tradizionale un
numero inferiore di trattamenti. Come per il processo di Cu electroless i fori devono essere
adeguamente preparati con un condizionatore per ottenere un’ottima adesione delle particelle di
carbone del processo.
Con questi nuovi processi chiamati di metallizzazione diretta è possibile accrescere il rame
elettrolitico direttamente sul dielettrico dopo una sua opportuna preparazione superficiale.
cicli dry film
Ambienti: i risultati qualitativi di produzione sono strettamente legati all’ambiente. Particelle
nell’aria possono causare difetti durante i processi di laminazione e desposizione del dry film. La
pulizia delle aree e degli ambienti è necessaria. (cleans rooms).
Prodotti: il film fotosensibile è composto da 3 strati:
polytilene: ha funzione di protettivo dell’emulsione e viene rimosso automaticamente prima della
velatura
emulsione fotografica: è il cuore del sistema fotografico fotosensibile si polimerizza se colpita dalla
luce.
Mylar: protegge l’emulsione fotografica da contaminazioni e danni meccanici e viene rimosso solo
prima dello sviluppo.
Deposizione: nuove tecniche di laminazione sono state sviluppate per affrontare substartio ocn
superfici disuniformi.
Esposizione: la miglior precisione di trasferimento immagine si ottiene quando vengono usati raggi
UV altamente collimati prodotti da un sistema che comprende specchi piani o concavi e una lente di
fresnel. Essa convoglia i raggi di una sorgente puntiforme verso specchi predisposti. I raggi riflessi
scendono sul piano di esposizione con angolo di incidenza ortogonale, consentendo di trasferire
l’immagine senza diffrazione e con elevatissimo contrasto.
Precisione è lo scostamento dell’immagine stampata dalla posizione ideale. L’errore di registro è la
somma di tutti gli errori ivi compresi quelli legati alla stabilità del tool fofotografico utilizzato e
viene definito misurando lo scostamento dell’immagine stampata dalla posizione vera definita dal
layout del PCB.
Tool fotografico: era attrezzatura determinante nell’esposizione dei dry film, era ottenuta da
fotoripetitori, ora fotoplotter.
La stabilità del materiale è legata alle variazioni di temperatura e umidità relativa degli ambienti.
L’abnorme variazione di questi parametri è spesso causa di modifiche dimensionali che possono
risultare
Reversibili il film riprende le sue dimensioni originali quando sono ribaltate le condizioni
ambientali.
Irreversibili il film non riprende più le sue dimensioni originali
Ultimamente si utilizza la tecnica del Direct imaging (DI), questo permette di realizzare:
-
maggiore produttività per le diminuite fasi di processo
possibilità di riduzione di larghezza di conduttori ed isolamenti
migliore registrazione rispetto ai riferimenti del pannello in lavorazione
Elettrodeposizioni (pattern plating \ panel plating)
L’elettrolisi è la trasformazione chimica di un sistema che porta a prodotti finali diversi da quelli
iniziali in seguito al passaggio della corrente elettrica. I terminali metallici del circuito elettrico
esterno sono immersi in un elettrolita il cui flusso, al passaggio della corrente determina una
migrazione di metallo. Questo movimento di cariche elettriche determina la crescita del rame. Una
delle più importanti proprietà di una soluzione di elettrodeposizione è il potere ricoprente, cioè la
capacità di depositare un rivestimento metallico, con spessore il più uniforme possibile, su una
superficie catodica. In vasche successive, anodi di lega “stagno e piombo” provvedono al deposito
della lega eutettica. Un dato importante nella qualità del foro metallizzato è l’adesione della
placcatura del rame elettrolitico alla parete del foro.
Nei fori deve essere garantito lo spessore minimo di rame indicato dalle specifiche di lavorazione.
pattern plating
Tenere sotto stretto controllo lo spessore delle piste è un aspetto importante nella fabbricazione di
PCB ad impedenza controllata.
Il processo di elettrodeposizione di Cu+SnPb appena visto è a ragione chiamato pattern plating,
abbiamo riprodotto in immagine metallica positiva, il tracciato del circuito stampato. A quanto
processo di elettrodeposizione se ne affianca uno che prende il nome di panel plating, dove i
pannelli sono forati e placcati in rame prima che l’applicazione del dry film riproduca il pattern.
Panel plating
Il dry film si polimerizza in tutte le zone della scheda che devono essere protette durante il processo
di incisione. Rimuovendo il mylar protettivo si ottiene l’immagine positiva del pattern circuitale.
Il processo di tendinatura (tenting) necessaria per proteggere i fori necessita di un numero inferiore
di operazioni e consuma meno prodotti chimici ma ha come controindicazione la maggiore
sottoincisione. Il panel plating ha una resa produttiva migliore rispetto al pattern plating.
strippaggio dry film
questo è eseguito prima dell’incisione del rame per il pattern plating (copre il rame presente sul
laminato) e dopo l’incisione del rame per il panel plating (copre il rame elettrodepositato sopra al
rame presente sul laminato).
incisione rame di base
l’incisore di più largo impiego è il clorito sodico. Il processo di incisione comporta sempre una
sottoincisione delle piste, fenomeno legato allo spessore del rame da asportare e quindi al tempo di
incisione. Si possono realizzare strutture sottili solo se la sezione trasversale del rame ha un profilo
uniforme e può contenere questo effetto. Con l’avvento del very/extra fine line il controllo del
processo della chimica di incisione e dei suoi fenomeni è diventato estremamente importante.
Surfusione \ rifusione \ hot air levelling \ passivazione
La rugosità della crescita galvanica è dovuta alle diverse distribuzioni dei conduttori, queste
rugosità assorbendo il calore della lega saldante tenderanno a dilatarsi e rompere il solder resist.
• surfusione significa riscaldare e fondere la lega galvanica SnPb con infrarossi la quale si
redistribuisce sui conduttori e copre il rame esposto nelle sottoincisioni
• rifusione significa riscaldare e fondere la lega galvanica SnPb con speciali oli spruzzati sul
pannello che la asporta completamente dai conduttori e dall’interno dei fori.
• Hot air levelling significa asportare chimicamente e completamente la lega di Sn Pb
elettrodepositata, ed ottenere il pannello con il tracciato conduttori, piazzole ed interno dei
fori in solo rame. Al pannello viene poi applicato il solder resist su entrambi i lati. Con il
ciclo hot air levelling si ottengono PCB a finitura selettiva, conduttori in solo rame e
piazzole di saldatura e fori in SnPb. La mancanza di SnPb su tutto il tracciato, non
permetterà a nessuna fonte di calore dei diversi metodi di saldatura, di fessurare, sollevare
raggrinzire il solder resist polimerizzato. La possibilità di ottenere piazzole piane con un
limitato spessore di Sn Pb, rispetto alla forma e spessore del ciclo di surfusione, lo fa
preferire per PCB a tecnologia SMT.
• Passivazione rame significa l’eliminazione di placcature fondenti (lega saldante di Sn PB)
dalle superfici dei circuiti stampati ottenendone molti vantaggi, particolarmente in
applicazioni richiedenti alta affidabilità, alta densità o “mass termination”.
I maggiori problemi associati alla presenza di lega saldante sono:
- deformazione/rottura della vernice limitatrice della saldatura che può portare
all’intrappolamento di contaminanti quali residui di flussante o pulente, caduta di isolamento
fra i conduttori, o contaminazione dell’ambiente di assemblaggio con particelle sparse di
solder resist.
- contaminazioni dell’onda di saldatura dovuta a cambiamenti nella composizione della lega
elettroplaccata,causati dalla variazioni della densità di corrente durante la placcatura.
- difficoltà di mantenere un’altra risoluzione su conduttori sottili ,dovuta al movimento e
distorsione della lega elettroplaccata durante la surfusione.
altre finiture
Ni Au superficiale o per contattiere: Finitura adatta a contatti striscianti o alla copertura di lamelle
(finger)di contattiere di bordo .
Sono possibili due procedimenti di elettrodeposizione:
- prima dell’incisione del rame (tracciato privo di conduttori ausiliari). Utilizzabile per zone
di contatto o per cottati striscianti
- dopo l’incisione del rame (tracciato con conduttori ausiliari) il circuito stampato sarà
preparato con il ciclo tradizionale nella sua totalità di layout.
Non dovrà risultare rame esposto nel passaggio tra finitura in Ni Au e Sn Pb la placcatura dovrà
coprire i fianchi fino al laminato di base.
Non dovranno essere presenti restringimenti o riduzioni dello spessore dei conduttori nella zona di
passaggio tra le due elettrodeposizioni e non sono ammesse frastagliature o residui metallici tra i
fingers.
Ni chimico/Au chimico determinante per la tecnologia di montaggio Chip-On-Board dove un chip
semiconduttore nudo viene applicato per mezzo di un collante o brasatura direttamente sul PCB, la
superficie in Ni chimico/Au chimico risponde completamente alle richieste della bonderizzazione.
Per motivi economici e qualitativi il deposito di Ni chimico/Au chimico avviene selettivamente.
Questa finitura si contraddistingue anche per:
- elevata sicurezza di montaggio dei componenti dovuta alle superfici planari
- alta brasabilità ed affidabilità anche in caso di brasature multiple
- elevata resistenza a corrosione e stoccaggio
- elevata sicurezza produttività anche nei casi con alta densità di integrazione
stampa grafite applicazione di inchiostri conduttivi serigrafabili utilizzati per la protezione di
contatti in rame, ponticelli conduttivi, resistori stampati, ecc. risulta essere una vantaggiosa
alternativa alla doratura delle aree di contatto che eseguite prima o dopo le altre metallizzazioni
richiedono comunque un considerevole numero di operazioni.
applicazione solder resist
ci si trova a dover affrontare il problema di realizzare extra fine line (per SMD). È per questo motivi
che si sta passando dai tradizionali solder resist serigrafici ai solder resist fotografici a causa della
difettosità della stesura serigrafica.
Il dry film solder resist annovera tra i suoi vantaggi una relativa semplicità nel maneggio consente
di includere nel ciclo prototipi e piccole serie permette di realizzare la tendinatura dei fori.
Il solder resist fotosensibile liquido in quanto sensibile alla luce deve essere trattato in camere
gialle depolverizzate ma ha un processo meno critico e può essere steso con un telaio serigrafico
tradizionale con le maglie completamente aperte facendo risparmiare del prodotto. è il metodo più
economico.
La velatura è vantaggiosa dove occorre ricoprire con una sostanza una zona vasta
Al momento sembrerebbe che la velatura offra migliori vantaggi rispetto alla serigrafia per
- maggiore produttività derivata dalla possibilità di automazioe più spinta
- riduzione del costo di processo
- maggiore ripetibilità del risultato e conseguente miglioramento della qualità
un possibile difetto sono le bolle che possono esserci a causa di aria o altre sostanze volatili
contenute nell’inchiostro.
lavorazioni meccaniche del profilo
La fresatura del profilo del circuito stampato singolo o in cartella è il metodo più utilizzato per
piccole e medie e spesso grandi serie di PCB a fori metallizzati.
La fresatura in cartella è accompagnata da testimoni che tengono i circuiti uniti tra loro.
I modi di taglio dei circuiti stampati sono:
• taglio ad acqua (waterjet) si tratta di impianti aventi una pompa intensificatrice che spinge
un getto d’acqua a pressione molto elevata in un focalizzatore a 3 volte la velocità del
suono. Questo è un metodo pulito e preciso. Non crea alteraiozioni termiche o meccaniche,
non produce bave, ha il minimo spreco di materiali ed è privo di polveri.
• tranciatura è impiegata raramente perché gli stampi per ottenerla sono costosi.
• Scoring. Le regole di progettazione, distanza dei conduttori dal profilo, definizione del
nocciolo e lavorazione simili ai circuiti stampati monogame.
bisellatura contattiere
nei PCB con contatti a lamelle sul profilo in Ni-Au per evitare l’impatto che le lamelle del
connettore femmina avrebbero durante l’inserimento e per asportare i conduttori ausiliari che hanno
permesso l’elettrodeposizione dei metalli si procede alla bisellatura che smussa il profilo.
L’operazione di bisellatura deve essere eseguita in modo da non creare bave o distacco delle
metallizzazioni.
Per evitare che i connettori possano venire inseriti in modo errato, sono muniti di chiave di
polarizzazione (fresatura tra le lamelle).
controllo dimensionale
occorre controllare la planarità espressa in:
• imbarcamento (warp) se un circuito presenta un invallamento (o avvallamento) nel centro
• svergolamento/torsione se un PCB posto su un piano appoggia solo su 3 degli angoli
presentando curvatura sui lati
non sono ammessi imbarcamenti e\o svergolamenti di entità superiore a valori dell’1%.
Per imbarcamenti, la lunghezza del lato su cui il difetto è presente
Per svergolamenti, la diagonale delle dimensioni del circuito stampato.
test elettrico
è un collaudo a livello di piastra nuda che evita costose operazioni di ricerca e riparazione. La
sempre maggiore densità di connessione che si prospetta (a causa di SMD) complica notevolmente
l’operazione di controllo delle piastre nude.
stampa spellicolabile
adatto alla copertura di tutte le zone in cui è stato elettrodepositato Ni-Au e di tutte le piazzole in
cui i componenti devono essere saldati in tempi diversi dai primi. Non deve entrare nei fori ed
otturarli, deve avere solo l’effetto di velatura.
BRASATURA: tecnica mediante la quale si realizza la giunzione a caldo di parti metalliche con
l’intervento di una lega di metallo di apporto non ferroso, detto metallo di apporto, caratterizzato da
un punto di fusione inferiore a quello del metallo che costituisce la parte da congiungere. Le tecnica
della brasatura è stata adottata recentemente nel campo dei semiconduttori anche per congiungere
parti metalliche su parti di natura ceramica o non metallica
CIRCUITI STAMPATI BURIED JUMPERS
La tecnologia Buried Jumper è alternativa rispetto alla consueta metallizzazione dei fori è meno
costosa e non presenta residui chimici.
Produzione
Laminato rigido (r)
Laminato isolante fessibile (f)
r- taglio pannelli
f- taglio fogli
r- serigrafia Cu
f- esecuzione forature
r- incisione Cu
r+f - preparazione pacchi di pressatura + pressatura
bj- serigrafia Cu
bj- incisione Cu
bj- stampa organic Silver past
bj- stampa solder resist
bj- finiture suoperficiali
bj- finiture meccaniche tranciatura
bj- test elettrico
Vantaggi
Va ricordato che la possibilità di saldare un componente tradizionale mo SMD direttamente sul
layer e sull’altro elimina tutte le forature che sarebbero necessarie per interconnettere i due layers
I vantaggi offerti dalla tecnologia bj sono:
- possibilità di nuovi progetti
- ridotti costi di produzione
- possibilità di impiego di laminati FR3 o Cem 1 (tranciabili)
- possibili applicazioni di schermature
- processo di produzione più semplice ed ecologico
Impieghi
È una tecnica per applicazioni a low voltage
- consumer
- telecomunicazioni
- sicurezza
- automotivie
- illuminazione
- elettronica in genere
Unità alla tecnologia STH può dar vita a multistrati da 3 o 4 layers.
CICUITI STAMPATI IN TECNOLOGIA STH (SILVER THROUGH HOLE)
Le paste
Le paste impiegate sono termoindurenti o uv indurenti applicabili con un comune processo
serigrafico e si stanno rilevando adatte ed impiegabili in processi diversi.
Il suo utilizzo più tradizionale consiste nell’ interconnessione dei due lati di un circuito stampato
nota come Silver though Hole (STH).
Benefici
Il costo delle STH risulta inferiore del 20-50% rispetto alle doppia faccia a fori passanti (PTH).
CIRCUITI STAMPATI MULTISTRATO (ML multilayer)
Materiali
La complessità del processo è data dalla moltitudine di variabili che influenzano negativamente la
registrazione tra strato e strato.
Possono verificarsi variazioni dimensionali dovute alla tensione intrinseca del materiale queste
tensioni si formano nel corso di 3 fasi:
- durante la tessitura del rinforzo di vetro
- durante la impregnazione del tessuto di vetro con resina epossidica
- durante la laminazione dei materiali degli strati interni
i materiali che compongono i multilayer sono
1) strati interni (inner layer)
2) tessuto di vetro impregnato di resina epossidica semipolimerizzata (prepeg)
3) fogli di rame esterni (copper foil)
materiali di servizio per la pressatura
- piastre in acciaio inox
- distaccante (tedlar)
- carta kraft
1) Gli strati interni variano a seconda del progetto.
2) Il prepreg esercita la funzione di collante per il rame oltre a congiungersi con gli strati
interni negli spazi di isolamento. Presentano un contenuto percentuale di resina più basso
per il tipo low flow, più alto per l’high flow.
3) Il foglio di rame darà origine al lato componenti e lato saldatura. Il lato inferiore è trattato in
black osside per una migliore aderenza al prepreg. Il copper foil ha:
- bassa rugosità
- alta resistenza alla trazione.
• Le piastre sottili in acciaio inox vengono poste tra uno strato e l’altro servono per
trasmettere calore dai piani riscaldati dalla pressa.
• Il distaccante o tedlar è un materiale plastico che viene utilizzato per favorire la pulizia delle
piastre in acciaio. Posto tra le piastre in acciaio e il copper foil tende ad evitare
l’indesiderata presenza di tracce di prepreg.
• La carta kraft permette la distribuzione uniforme del calore della pressa in modo che questo
raggiunga tutto il pacco.
• Piani esterni in acciaio inox chiudono più pacchi multistrato da pressare. Ricevono calore
dai piani della pressa e li trasmettono agli altri pacchi.
• Esiste inoltre una Gomma siliconica in grado di assorbire tutte le deformazioni del
multistrato.
Lavorazione degli inner layers
Sui due lati del pannelli di laminato viene deposto il dry film con il tradizionale processo di
rollatura, l’esposizione fotografica, lo sviluppo, l’incisione del rame fotosensibile completano la
lavorazione.
Si utilizzano sistemi automatici di ispezione per controllare i conduttori degli strati interni, non solo
corto circuiti o interruzioni ma anche variazioni di sezione.
Dopo il controllo si procede alla passivazione superficiale (black oxide) per migliorare l’adesione al
prepreg.
Preparazione del pacco
La preparazione del pacco può avvenire:
- Multilayer a max 4 layers: i materiali, inner layer, prepreg, copper foil, sono sovrapposti uno
sull’altro avendo come riferimento il solo profilo.
- Multilayer a 5 o più layers tutto il materiale che partecipa alla formazione del pacco viene
preforato di fori di riferimento, impaccamento, foratura; dopo aver definito il solito ciclo si
effettua la foratura con un apparecchio a raggi x che confermerà la centratura dei fori nelle
piazzole tutto questo per fornire una maggiore sovrapposizione dei layers.
- Fori interrati è utile per aumentare lo spazio per le connessioni questi infatti interessano solo
gli strati interni evitando di togliere spazio alle connessioni.
La pressatura
La pressatura deve creare le condizioni per l’intima unione di tutti i materiali del pacco; i piani
riscaldati della pressa devono trasmettere calore a tutto il pacco specialmente al prepreg che deve
raggiungere lo stato gelatinoso. Tutto il processo è controllato per avere uniforme calore. Tutto il
pacco viene poi raffreddato.
CIRCUITI STAMPATI IN TECNOLOGIA MULTIWIRE
La tecnologia multiwire si dimostra adatta per la costruzione di apparati di alta affidabilità da
produrre in serie limitate.
Produzione
Il materiale di base è una rete di fili (multiwires) può essere costituito da qualsiasi materiale
resistente ai processi chimici a cui deve essere sottoposto per metallizzare i fori. La base isolante
viene rivestita con un adesivo catalitico termoindurente semipolimerizzato. Il tracciato dei fili si può
produrre anche sulla superficie di piastre già stampate ed incise in modo che le caratteristiche
standard possano venire incorporate con il tracciato dei fili attraverso fori metallizzati.
Il tracciato è creato da un filo isolato. La foratura dei circuiti non richiede procedimenti particolari,
ma durante l’operaizone è prevista l’applicaizone di un film plastico temporaneo sopra i fili.
La metallizzazione dei fori è analoga al metodo tradizionale. Collega perfettamente tutti i fili che
attraversa. Quando il pattern è stato ultimato e il pezzo viene posto in pressa per 3min a 175°c in
modo da incassare l’intera matrice del filo
CIRCUITI STAMPATI IBRIDI
Il circuito stampato ibrido è un dispositivo realizzato combinando tra loro diverse tecnologie al fine
di integrare funzioni altrimenti irraggiungibili.
La tecnologia si basa sull’utilizzo di un substrato ceramico sul quale vengono depositati per
serigrafia più strati di materiali conduttivi, dielettrici e resistivi che nel loro insieme formeranno la
parte passiva del circuito. Indicativamente l’area di un ibrido è 10-20 volte ridotta rispetto quella
SMT.
Materiali e produzione
I telai vengono preparati tesando del tessuto serigrafico (acciaio) alle cornici e rivestendo lo stesso
con un emulsione fotosensibile. A contatto con questo materiale vengono posto i diversi film
fotoplottati e illuminati con luce UV. Il materiale fotosensibile colpito dalla luce si polimerizzerà e
resterà aderente alle maglie del tessuto otturandole in modo da impedire il passaggio delle paste da
deporre. Inseriti i telai nelle macchine provviste di una testa di stampa portaracla, mediante una
spatola di gomma (racla) si procede alla deposizione delle paste che sono spinte attraverso le maglie
aperte del tessuto.
Le paste sono: paste conduttive, paste resistive, paste dielettriche, paste protettive incapsulanti.
L’elemento attivo contenuto nella pasta (un metallo, un ossido di metallo, un isolante) determina le
caratteristiche elettriche del film ottenuto sulla piastra:
se è un metallo, il film darà luogo ad un conduttore
se è un ossido di metallo, il film darà luogo ad un resistore
se è un isolante, il film darà luogo ad un dielettrico
le paste, dopo la deposizione serigrafia, vengono liberate del loro componente volatile.
Si passa poi alla octtura in cui si ottiene la sinterizzazione. Dopo la cottura occorre tarare i resistori
stampati mediante il trimming.
Impieghi
Le tecnologie dell’ibrido sono ampliamente utilizzate in alti volumi nelle telecomunicazioni,
nell’automotive (controllo elettrico del motore, sistemi ABS, ecc), o in volumi inferiori
nell’elettronica biomedicale.
CIRCUITI STAMPATI FLESSIBILI IN MYLAR(POLIESTERE) KAPTON(POLIAMMIDE)
mylar
una delle trasformazioni più nascoste è quella intervenuta in alcune parti(cruscotto, o in generie nei
punti di illuminazione della nostra automobile), dove il circuito stampato flessibile ha sostituito per
alcuni anni quello rigido. Contemporaneamente trova impiego,come cavo di collegamento della
testina di scrittura, nelle stampanti. Non essendo purtroppo saldabile, l’eventuale componentistica
con reofori può essere montata orizzontale, ed i reofori collegati al rame attraverso un operazione di
crimpatura il contatto reofori-rame avviene con graffette perforanti.
kapton
alcune considerazioni di base sul loro impiego permettono di
- ridurre le dimensioni di impaccamento e peso, i circuiti stampati flessibili pesano meno,
prendono meno spazio e possono essere adattati ed inseriti in spazi molto piccoli e di forma
tonda.
- Ridurre costi di assemblaggio ed errori i circuiti stampati fessibili eliminano,in modo
affidabile, gli errori umani di filature, diminuiscono le interconnessioni e introducono
affidabilità. Sono generalmente meno costosi a partire da 20-25 collegamenti.
- Flettere e curvare continuamente un sistema di intercoonnessioni, (in impieghi dinamici) in
modo continuo ed intermittente. La sezione piatta del conduttore, aumenta la resistenza alla
flessione.
In generale, sistemi elettronici che usano circuiti stampati flessibili,hanno un più basso costo e
migliore campo di realizzazione delle alternative rigide.
Elementi chiave della progettazione:
- eseguire un imitazione in carta per sottoporre il progetto ad un preventivo esame elettrico e
meccanico
- ricordare di prevedere,nella stesura del lay-out rame non elettricamente collegato adatto a
ridurre i ritiri tipici dopo la rimozione/incisione del rame, rinforzare posizioni di supporto di
componenti SMD e di rinforzo agli angoli raggianti.
- Per evitare fratture nel rame, i conduttori, devono cambiare di direzione insieme al profilo e
non prima o dopo o in contrasto.
- Nell’impiego di kapton a due lati rame, il percorso dei conduttori non dovrebbe farli
risultare opposti l’uno all’altro sui due lati. Nelle curve potrebbe indebolirsi il rame.
- È importante considerare l’asse neutro del rame,specialmente nelle parti curvate. Occorre
che il rame sia al centro esatto della costruzione dell’area della curva.
Il piegamento di strati flessibili provoca un allungamento delle piste di rame. Non bisona
oltrepassare il punto di allungamento del rame (0,1%).
- il minimo raggio di curvatura per un circuito flessibile deve sempre essere più largo
possibile ma, in pratica può variare in funzione della piega nel prodotto finale. In
applicazioni statiche, il raggio di curvatura può essere considerevolmente più piccolo di
quello richiesto per applicazioni dinamiche.
Circuiti stampati flessibili alternativi
Nella sua struttura e composizione, questa nuova tecnologia utilizza per il collegamento tra gli strati
una pasta conduttiva separata da uno spessore di materiale isolante particolare, l’LCP(liquid
cristallin polimer).
Prodotto mediante la sovrapposizione dei materiali che lo compongno, può determinare una
circuitazione a due o più lati.
Grazie alle sue caratteristiche il risultato finale risulterà saldabile con garanzie di stabilità di forma e
dimensioni.
Altri impieghi
I circuiti stampati flessibili sono realizzati partendo da supporti con rame,mentre le “tastiere a
membrana” sono prodotte partendo da supporto senza rame, ed ottenute per deposizione serigrafica
di inchiostri conduttivi. Nella sua forma essenziale, la tastiera a membrana è formata principalmente
dalla sovrapposizione a strati di:
- circuito elettrico superiore (mobile), normalmente realizzato mediante stampa serigrafica di
particolari inchiostri conduttivi, su un film poliestere stabilizzato.
- Circuito elettrico inferiore (fisso), realizzato in modo analogo,in metodi e materiali, a quello
superiore, di cui in qualche caso ne è la continuità ripiegata.
- Separatore (distanziatore) tra il circuito superiore e quello inferiore realizzato con un foglio
biadesivo di spessore opportuno, fustellato (aperto) in corrispondenza dei contatti elettrici
dei due circuiti che separa.
Ai fini della funzionalità pratica la tastiera si completa con un pannello frontale. Per il
funzionamento della tastiera a membrana, è sufficiente una leggera pressione. Togliendo la
pressione del tasto, il contatto elettrico si interrompe per effetto del ritorno elastico del film del
circuito superiore.
CIRCUITI INTEGRATI IBRIDI
Generalità
il circuito integrato ibrido si presenta come scelta complementare ad un integrato monolitico e in
netta competitività con i circuiti stampati. In un circuito integrato ibrido conduttori, resistenze,
piccoli condensatori e piccole bobine sono realizzati attraverso un processo di integrazione a film
depositato su un unico substrato. Su di esso vengono quindi montati i condensatori ad alta capacità,
gli elementi attivi discreti, gli integrati monolitici, interconnessi alla rete integrata a fili. Per rendere
la struttura compatta i componenti sono miniaturizzati. I circuiti integrati ibridi sono insostituibili in
quelle applicazioni non realizzabili con circuiti integrati a causa degli alti livelli di corrente,
tensione e potenza dissipata. Hanno un campo di sviluppo nei circuiti d’interfaccia, specialmente
convertitori analogico-digitali. La soluzione ibrida si sostituisce a quella stampata perché permette
sistemi elettronici ad alta densità di impacchettamento con costi e tempi di realizzazione contenuti.
Un grande vantaggio deriva dal fatto che si possono montare in essi componenti a diverse
tecnologie, è quindi una tecnologia molto flessibile. C’è inoltre la possibilità di realizzare una
taratura molto precisa dei componenti a film, permettendo ottime tolleranze e buona riproducibilità.
Circuiti ibridi custom: commissionati ai fabbricanti da industrie che hanno particolari esigenze sia
in riferimento al tipo di circuito sia alla quantità da utilizzare.
La tecnica ibrida fa uso di due tecnologie: film spesso (thick film, usata al 90%) e film sottile (thin
film). Il processo a film spesso utilizza la serigrafia.
Tecnologia /
Integrati
Ibridi
Ibridi
PCB
Parametro
monolitici
Film spesso
Film sottile
Costo
Piccole quantità
Costo
Grandi quantità
Costo sviluppo
Circuito
Tempo di
Sviluppo
Affidabilità
Troppo alto
medio
alto
basso
Molto basso
medio
medio
basso
alto
basso
medio
basso
lungo
breve
medio
breve
Molto alta
alta
alta
Medio/alta
Flessibilità
Progetto analogico
Flessibilità
Progetto digitale
Dimensioni
Densità
Impacchettamento
Dissipazione
Di potenza
bassa
alta
alta
Alta
alta
media
media
Alta
Molto piccole
piccole
piccole
grandi
alta
media
media
bassa
Da scarsa
A buona
ottima
moderata
buona
Processo costruttivo dei circuiti a film spesso
Due fasi operative: nella prima fase vengono realizzate le piste di collegamento, i resistori e i condensatori in questa
sequenza di operazioni:
serigrafia conduttori.
Cottura conduttori.
Serigrafia resistori piccolo poi medio poi grande valore ( 3 operazioni).
Cottura resistori.
Serigrafia vetro (isolante).
Cottura isolante.
Serigrafia materiale conduttore (II armatura condensatori).
Cottura conduttori delle armature.
Nella seconda fase si svolgono operazioni complementari:
Taratura resistori con laser.
Saldatura componenti di riporto.
Taglio.
Saldatura reofori.
Incapsulamento.
Controlli finali.
Il procedimento base di questo processo produttivo è la serigrafia.
Serigrafia
processo additivo che viene effettuato su piastrine ceramiche (steatite o allumina) aventi buona conducibilità termica. Il
processo inizia dopo che sono stati realizzati i masters della rete conduttori e delle resistenze. La macchina serigrafia
presenta un telaio che tende una maglia di tela (matrice), su tale maglia viene depositata un’emulsione fotosensibile
impressionata, attraverso il master, con metodo fotografico. Le zone impressionate sensibilizzano l’emulsione che
conseguentemente ottura le maglie di quelle zone, rendendole non porose. Le altre zone della maglia rimangono porose:
in pratica si realizza una matrice che ha zone porose corrispondenti alle superfici conduttrici e zone non porose
corrispondenti alle parti isolanti. Il substrato viene posto sotto il telaio, mentre sulla superficie della matrice viene
depositata una pasta conduttiva insieme a leganti tipo resine e solventi per renderla viscosa. Con il passaggio di una
spatola (spremitore) sopra la matrice si forza la pasta conduttiva ad attraversare le zone porose, realizzando sul substrato
una distribuzione del materiale conduttore simile alla topologia del master originale. Successivamente le piastrine
vengono immesse in forni (temperatura controllata e atmosfera inerte) aventi profili termici differenti a seconda che la
pasta stampata sia conduttrice, resistiva o isolante; questa operazione ha il duplice scopo di far evaporare il solvente e
produrre una perfetta adesione della pasta al substrato (sinterizzazione). Il valore della resistenza è strettamente legato al
valore della sheet resistance, dipende dallo spessore dello strato deposto e dalla resistività del materiale ( Ω \ ) . Una
particolare fase della serigrafia è costituita dallo stampaggio di uno strato isolante (vetro) su particolari zone conduttrici;
stampando successivamente del materiale conduttore su queste zone si ottengono condensatori di capacità limitate.
Materiali per la serigrafia
substrato ceramico isolante, generalmente Alluminia. Le paste serigrafiche sono composte da materiale conduttivo
(metalli e loro ossidi in polvere), materiale di supporto (polveri vetrose) e materiale organico (solventi e leganti). Si
suddividono in: paste metalliche, resistive e isolanti a seconda della funzione che svolgono.
Le paste metalliche (per la rete conduttori) sono costituite da elementi nobili (oro, platino, palladio, argento) saldabili a
stagno, ultrasuoni e termocompressione (tranne il palladio che è saldabile solo a stagno). Le paste resistive sono formate
da una miscela di paste di vetro con ossidi di metalli nobili. Il tacking R rappresenta l’aggiustamento del valore della
resistenza a tolleranze molto ridotte (0.5%). Il tracking TCR è la differenza del coefficiente di temperatura (TCR) per
resistori della stessa decade (stessa pasta) o di decadi differenti (diverse paste).
Le paste isolanti sono generalmente formate da polveri di vetro, sono usate sia per coprire il circuito come protezione,
sia per formare il dielettrico dei condensatori.
Taratura resistori
i resistori vengono protetti in modo che, dopo la stampa, presentino un valore leggermente inferiore di quello
desiderato. Questo permette di operare una rifinitura agendo sulla larghezza delle piste. Tale operazione può essere
realizzata sia meccanicamente (trimming abrasivo), sia con l’uso del raggio laser CO2. Il raggio laser rifinisce, tagliando
i bordi del percorso resistivo, la larghezza della pista finché la resistenza non presenta il valore voluto.
Saldatura componenti
il montaggio dei componenti discreti è automatizzato e controllato con il computer. Le fasi comprendono prelievo dei
componenti, posizionamento e montaggio finale.
Prima del montaggio, le piastre stampate sono soggette ad un controllo (quelle da scartare sono contrassegnate con
vernice nera in modo che un fotosensore le possa individuare).
Il posizionamento avviene per mezzo di piccole sfere composte da una lega saldante, di un disossidante e da una pasta
adesiva. Successivamente si passa alla saldatura per rifusione.
Esiste anche la necessità di saldare piastrine nude (chips) di integrati, vengono fatte aderire al circuito e i collegamenti
sono realizzati con fili d’oro, la saldatura avviene con il sistema a ultrasuoni.
Taglio
avviene dopo il montaggio dei componenti tramite raggio laser, che provoca un solco lungo le linee di rottura. Per
vibrazione si ottiene la definitiva separazione delle piastrine. È spesso necessario realizzare alcuni fori, quando è
necessario utilizzare due piastrine back-to-back per circuiti ibridi piuttosto complessi; i fori sono realizzati tramite laser
e successivamente metallizzati.
Saldatura reofori e incapsulamento
la saldatura dei reofori avviene dopo che le piastrine sono state separate. La pedinatura può essere sia orizzontale al
substrato (tipo contenitore flat-pack), sia verticale (tipo DIP).
Esempio assemblaggio verticale: la piastrina ceramica viene fissata al contenitore che porta la piedinatura già saldata;
per termocompressione vengono collegati, con fili d’oro, i piedini ai vari punti del circuito integrato ibrido;
successivamente avviene la chiusura con il coperchio.
Un tipo di saldatura orizzontale usa piedini a forcella inseriti nella piastrina attraverso un sistema meccanico
automatizzato, per poi essere saldati con un procedimento (parallel gap) molto simile al sistema di saldatura per punti.
Con questo tipo di piedinatura si realizzano montaggi dual-in-line (DIL) o single-in-line (SIL).
Il contenitore DIL può essere plastico, molto simile a quelli dei circuiti integrati monolitici.
Per i circuiti con piedinatura SID si usa un metodo di incapsulamento semplice: si immerge il circuito in un bagno di
materia plastica o di resine (conformal coating); si ha buona protezione del circuito e ottima robustezza meccanica.
Per i circuiti ibridi complessi, a molte uscite, il montaggio può essere realizzato su contenitori chip carrier.
Prove di collaudo e controllo
il prodotto generalmente viene verificato ad ogni passo del ciclo produttivo; i collaudi e controlli più severi li subisce al
termine, di tipo meccanico, elettrico e ambientale. Tali prove, oltre a permettere lo scarto dei componenti difettosi,
permettono la suddivisione dei prodotti nelle tre gamme: uso commerciale, industriale e militare.
Processo costruttivo dei circuiti a film sottile
Assume particolare importanza la fotolitografia. Il circuito a film sottile viene realizzato, dopo aver depositato a più
strati i materiali delle parti conduttive e resistive, asportando per attacco chimico le aree che non sono presenti nella
configurazione finale: il processo è sottrattivo.
Gli strati depositati possono essere un film conduttivo, uno resistivo e uno dielettrico.
Il film resistivo è usato per formare i resistori, nichel-cromo, tantalio, oro-platino.
Il film dielettrico, compreso tra due strati conduttivi forma i condensatori; ossido di tantalio, ossido di silicio, ossido di
alluminio, ossido di titanio.
Il film conduttivo serve per formare le interconnessioni fra i diversi componenti e per stampare induttanze.
Il substrato isolante fornisce un buon isolamento fra le diverse regioni; è formato da Allumina pura al 99,6% (è un
materiale ceramico), con superfici perfettamente lisce e piane.
Sull’intera superficie del substrato viene innanzitutto depositato, con un processo di sputtering, un sottile e uniforme
strato di tantalio puro o di una soluzione solida a base di tantalio o di composti di tantalio. Mediante un procedimento
fotolitografico di incisione selettiva il materiale depositato viene asportato dalle zone stabilite, lasciando il film
conduttore solo in corrispondenza del tracciato dei resistori, delle armature dei condensatori e delle interconnessioni.
Successivamente mediante processo elettrolitico si forma uno strato di ossido di tantalio sulle armature dei condensatori
e sui tracciati dei resistori, tale ossido ha ottime proprietà dielettriche. L’ossidazione trasforma una pellicola superficiale
di tantalio (conduttore) in ossido di tantalio isolante; la profondità dell’ossido può essere variata, è quindi possibile
regolare lo spessore del dielettrico dei condensatori e il valore della resistenza dei resistori.
Infine si realizzano le seconde armature dei condensatori e le ulteriori interconnessioni fra i diversi componenti,
depositando nelle aree opportune un film generalmente in oro, per evaporazione sotto vuoto; viene anche depositando in
striscette non ossidate delle interconnessioni, allo scopo di ridurne la resistenza.
I sistemi di seposizione degli strati sono due: evaporazione e sputtering.
Sistema di evaporazione: eseguita in un evaporatore, il materiale da evaporare viene posto in una vaschetta di materiale
refrattario; il substrato si trova ad una certa distanza dalla sorgente di evaporazione e l’evaporatore è connesso ad una
pompa a vuoto; la superficie del substrato può essere pulita con un bombardamento di ioni; il riscaldamento del
substrato contribuisce anch’esso alla decontaminazione della superficie. Quando la pressione è ad un valore da 10
−7
−5
10 mm di Hg, si inizia l’evaporazione facendo passare una forte corrente attraverso il contenitore del materiale da
a
evaporare; inizialmente si pone un diaframma che fa da schermo contro la contaminazione dovuta al degassificazione
iniziale del riscaldatore. Lo spessore del filo è determinato principalmente dal tempo di esposizione.
Sputtering: fenomeno in cui atomi o gruppi di atomi si distaccano da un elettrodo metallico portato a potenziale
negativo in seguito a bombardamento da parte degli ioni positivi.
Il substrato da ricoprire è posto in atmosfera di gas inerte in prossimità del catodo che è costituito dal materiale da
depositare. Questo materiale viene bombardato con ioni positivi di un gas prodotti da una scarica elettrica che avviene
tra due piastre metalliche vicine. I substrati sono così sottoposti a questa pioggia atomica, metallizzandosi con uno
strato dello stesso materiale deposto sul catodo.
Se lo sputtering viene eseguito in presenza di ossigeno il processo è detto sputtering reattivo e si depositano ossidi
metallici.
Lo sputtering è particolarmente adatto per quei materiali ad alta temperatura di evaporazione.
Come procedimento risulta particolarmente laborioso e necessita di continui controlli. Per la deposizione di più strati si
devono usare più catodi di diverso materiale, i quali vengono inseriti contemporaneamente in successione; anche i
substrati vengono fatti entrare e uscire con continuità senza interrompere il ciclo del vuoto nella camera.
Un’ultima particolare applicazione consiste nell’utilizzare il substrato come catodo: si ottiene così un’asportazione del
materiale dal substrato; il substrato è ricoperto da un resist, in cui sono state aperte delle finestre attraverso un
procedimento fotolitografico e un attacco chimico, il materiale è asportato delle zone non mascherate con un attacco
anisotropo.
Proprietà films sottili
strati conduttivi: i films di oro rame e alluminio, evaporati sottovuoto, possono essere usati come materiali conduttivi.
Per ottenere un’alta conducibilità devono avere uno spessore di diverse migliaia di Å; devono avere una buona aderenza
al substrato, a volte il problema dell’aderenza viene risolto rivestendo il vetro con un sottile sottostrato di cromo prima
di depositare il metallo.
Resistori: i materiali sono nichel-cromo (depositato sottovuoto), tantalio (sputtering) e ossidi metallici decomposti
piroliticamente (depositati sottovuoto).
I films nichel-cromo, a meno che non siano protetti, sono instabili e tendono ad avere una deriva nella resistività dopo
un periodo di utilizzo; il valore della resistenza può essere parzialmente stabilizzato riscaldando il film dopo la
deposizione; il minimo spessore per avere un film stabile è 100-200 Å e corrisponde ad una resistività di 300
Ohm/quadro; il tracciato del resistore può essere formato con il metodo di incisione selettiva o per evaporazione
attraverso una maschera metallica.
I resistori al tantalio vengono ottenuti per sputtering catodico, dopo il quale l’attacco selettivo forma il tracciato dei
resistori che sono poi stabilizzati mediante riscaldamento; il valore della sheet resistivity è maggiore di 1000
Ohm/quadro, le variazione della resistività durante la stabilizzazione sono relativamente grandi e difficili da controllare.
I valori delle resistenze sono poi aggiustati con raggio laser.
Condensatori: il dielettrico è formato per evaporazione, per anodizzazione o per sputtering reattivo.
I films dielettrici evaporati tendono ad essere elettricamente e meccanicamente instabili, mentre un film sottile
dielettrico anodizzato può dare buone proprietà elettriche. Il tantalio che viene depositato per sputtering sopra il
substrato, può essere anodizzato per formare un dielettrico. Lo spessore dell’ossido è proporzionale al prodotto tra la
tensione di anodizzazione e la temperatura di formazione. Dopo l’anodizzazione viene evaporato e depositato sopra
l’ossido il contro-elettrodo (seconda armatura del condensatore) di alluminio o di oro.
Si possono preparare mediante anodizzazione anche condensatori all’ossido di alluminio, con tensione di rottura più
elevata.
Anche con lo sputtering reattivo (metallo depositato in presenza di ossigeno) si può formare l’ossido.
Circuiti a film sottile al nichel-cromo
Per evaporazione viene depositato sulla superficie della piastrina ceramica uno strato di nichel-cromo in due fasi: 1)
metallizzazione con oro e rame (o nichel) di tutta la rete dei conduttori e dei terminale resistivi. 2) Selezione delle zone
occupate dai resistori.
Il processo è fotolitografico, nella prima fase del resist positivo (emulsione fotosensibile che si depolimerizza se
investita dalla radiazione ultravioletta), mentre nella seconda si usa un resist negativo.
Nella prima fase, dopo aver disegnato la configurazione conduttori-terminali, si realizza la maschera impressionando su
una lastra di vetro il negativo del disegno; nelle zone dove l’emulsione depolimerizzata è stata asportata, viene
depositato oro (o rame o nichel) attraverso un processo galvanico. Successivamente si toglie la parte di photoresist
polimerizzato; sulla piastrina apparirà il profilo della rete conduttrice.
Nella seconda fase, dal disegno della configurazione resistiva si realizza l’opportuna maschera (negativo). Dopo il
processo fotolitografico, rimangono scoperte tutte le zone di nichel-cromo non protette dall’oro e dal photoresist
polimerizzato. Si corrode per attacco chimico il nichel-cromo non protetto e successivamente si toglie il rimanente
fotopolimero. Al termine del processo apparirà il profilo integrale dei conduttori e delle resistenze. Lo spessore dello
strato di nichel-cromo fissa il valore della resistenza quadratica.
Circuiti a film sottile di ottima qualità
Le leghe al nichel-cromo nel tempo perdono aderenza con il substrato di allumina, soprattutto a causa dell’umidità. Con
un procedimento che utilizza cinque strati metallici (l’ultimo dei quali viene depositato per via chimica, plating, su
entrambe le facce) permette di ottenere circuiti a film sottile di ottima qualità.
L’oro rappresenta lo strato conduttore, il nitruro di tantalio quello resistivo: esso ha un basso coefficiente termico, basso
rumore, buona stabilità e aderenza rispetto all’umidità.
Il titanio e il palladio forniscono all’oro una buona aderenza sullo strato di nitruro di tantalio. Dopo la deposizione, si
inizia la stampa del circuito, attraverso il procedimento fotolitografico. Sono necessarie due maschere, una relativa al
circuito resistori-conduttori e l’altra per mettere in rilievo i resistori.
Fasi di stampa:
• deposizione fotoresist negativo.
• Impressionamento del fotoresist con la prima maschera (circuito conduttori-resistori).
• Attacco chimico degli strati di oro e palladio non protetti.
• Attacco chimico degli strati di titanio e tantalio sottostanti.
• Asportazione del fotoresist polimerizzato, è rimasto il profilo conduttori-resistori (i resistori sono ancor ricoperti da
materiale conduttore).
• Deposizione fotoresist negativo.
• Impressionamento fotoresist con la seconda maschera (circuito resistori)
• Attacco chimico degli strati di oro e palladio.
• Attacco chimico del solo strato di titanio.
• Stabilizzazione resistori, mediante riscaldamento piastrina; l’ossidazione assottiglia lo strato resistivo aumentando
il valore di Ohm/quadro.
• Taratura resistori, con raggio laser o per mezzo di incisione di utensile lavorante a frequenza ultrasonica.
• Foratura: per le alimentazioni e il collegamento dei componenti, con trapano a velocità ultrasoniche.
Le altre operazioni di saldatura e incapsulamento sono molto simili a quelle dei circuiti a film spesso.
Confronto film spesso e sottile
Vantaggi dei circuiti a film spesso rispetto a quelli a film sottile:
• Basso costo di produzione perché utilizzano materiali poveri e cicli di lavorazione semplici e brevi.
• Vasta gamma di resistenze ottenuta agendo sullo spessore dello strato stampato serigraficamente.
• Substrati meno puri e con superfici non perfettamente lisce, quindi meno costosi.
• Dissipazione di potenza dei resistori maggiore.
• Possibilità di incrociare i conduttori.
A vantaggio dei circuiti a film sottile:
• Stabilità ad alte frequenze
• Uso della tecnica fotolitografia, che permette di avere piste di larghezza inferiore.
• Migliori tolleranze e prestazione delle resistenze.
I circuiti a film spesso sono più economici, perché con brevi cicli di lavorazione e materiale di basso costo si realizza un
elevato numero di circuiti. I circuiti a film sottile si sostituiscono a quelli spessi quando si richiedono prestazioni
(stabilità, tolleranza, frequenza) migliori; il loro campo di applicazione rimane limitato ai settori non ricoperti dai
circuiti a film spesso.
SALDATURA CIRCUITI STAMPATI
Circuito stampato
Formato da base e rame. La base è una sottile lastra di materiale isolante, può essere rigida o
flessibile. Costituisce il supporto meccanico sia per le aree di rame che per i componenti. È
appositamente forata per poter inserire i componenti.
Il rame è un insieme di strisce sottilissime di forma determinata, incollate alla base. Serve per la
saldatura dei componenti nelle piazzole, costituire i collegamenti elettrici (piste).
Caratteristiche dei circuiti stampati
Vantaggi:
- riduzione ingombro e peso
- riduzione degli errori di montaggio dei componenti
- assemblaggio più robusto meccanicamente e più preciso;
- automatizzazione della sadatura con macchine veloci e poco costose
- basso costo e grande affidabilità
- collaudo semplificato
Svantaggi:
- costi maggiori per investimenti in progetti e macchinari
- i componenti devono essere collocati tutti su un piano(o al max su 2)senza sovrapposizioni
- sono possibili cortocircuiti e la riparazione è relativamente difficile
- maggiore num di connessioni che nella saldatura diretta e difficoltà di modificare il circuito.
Classificazione
Professionali di alta qualità, commerciali di bassa qualità. Rigidi e flessibili. Monofaccia, bifaccia, multilayer.
Monofaccia: le piste sono solo su una faccia.
Bifaccia: presenta le piste su ambedue le facce. Fori metallizzati (FM) o plated thraug holes (PTH).
Multilayer: almeno 3 strati
Materiali base dei PCB
i laminati costituenti i materiali base dei PCB sono composti da resine sintetiche termoindurenti
- resine epossidiche
- resine fenoliche
- resine poliesteri
- resine siliconiche
- resine melamminiche
- politetrafluoroetilene (teflon)
le più usate sono le prime 2.
Le caratteristiche elettriche di cui occorre tenere conto nella scelta dei materiali della base sono:
costante dielettrica, rigidità dielettrica, fattore di dissipazione, resistenza all’arco elettrico,
assorbimento di umidità, resilienza, resistenzaa alla corrosione, resistenza alla trazione,
compresione e taglio, lavorabilità per laminazione, resistenza al calore e infiammabilità, possibilità
di addizione di cariche.
Fra le cariche: carta, amianto, vetro, tessuto di cotone o nylon.
Il rame dei circuiti stampati
Il rame utilizzato viene ottenuto per via elettrolitica con purezza superiore al 99,6%. Deve essere
trattato affinché si realizzi una perfetta adesione tra rame e laminato. Si procede poi all’ossidazione
della faccia.
Tra le prove cui vengono sottoposti i laminati finiti:
- assorbiemento di umidità
- peel strenght (adesione rame alla base)
- bond strenght (adesione alla base di un’area di rame)
- resistenza al calore della saldatura
- planarità (warp and twist)
- difetti del rame e tranciabilità
tecniche per la riproduzione delle piste
il disegno delle piste viene trasportato sul rame del laminato (tecnica sottrattivi) o sul materiale di supporto
sensibilizzato (tecnica additiva).
Oppure stampaggio grafico: stampa serigrafia, stampa fotografica (fotoincisione), stampa offset.
Stampa serigrafia
Partendo da un laminato con folgio di rame, viene deposta la vernice con processo serigrafico.
Dopo l’incisione chimica rimane il rame solo sotto la vernice che verrà poi tolta per avere il
laminato con le piste.
Tecnica più economica. Per via fotografica si riporta il disegno del PCB su un telaio con maglia in
acciaio, seta, nylon. Una vernice pressata sulla parte superiore del telaio passa in quella inferiore e
copre le zone del circuito stampato volute. Il telaio viene poi esposto alla luce e sviluppato in un
solvente. Adatto per circuiti stampati commericali, a densità di componenti contenuta.
Stampa fotografica
Partendo da un laminato con foglio di rame si applica il fotopolimero sul laminato ramato. Si
applica la pellicola (maschera) e la si espone ai raggi ultravioletti; alla fine di questa operazione
rimane la pellicola sopra al rame solo sopra dove ci dovranno essere le piste (sviluppo per
immersione in soluzione alcalina). Dopodiché viene effettuata l’incisione chimica. Alla fine si
asporta lo strato di fotopolimero indurito.
Possibilità di costruire piste molto strette, con distanza tra loro ridotta. La fotoincisione è usata con
il processo sottrattivi. Sul lato rame viene applicato un fotopolimero solido con il compito di
fotoresist. È costituito da uno strato solido chiuso tra due fogli di cui uno in poliestere ed uno in
estensibile di mylar. Il fotopolimero viene applicato sul lato rame tramite una machina, laminatrice,
che provvede alla pressatura ed al riscaldamento. Una pellicola che porta l’immagine in positivo
(piste in nero) viene applicata sopra al mylar; segue l’esposizione ad una sorgente di luce
ultravioletta che provoca l’indurimento delle zone esposte alla luce, il resto rimane solubile. Si
rimuovono pellicola e mylar, e la basetta viene trattata chimicamente per asportare lo strato
indurito. Rimangono solo le piste.
Stampa offset
Con un opportuno foglio di gomma si trasporta il fotoresist (vernice resistente all’acido) sul
laminato base. Il processo si diversifica da quello serigrafico perché dopo lo stampaggio del disegno
del circuito seguono una ricopertura con bitume in polvere, un riscaldamento, l’incisione chimica e
l’asportazione del bitume e dell’inchiostro.
Il procedimento ha una precisione di esecuzione pari a quella della fotoincisione, però richiede
macchinari più complessi. Per essere ben utilizzati devono lavorare per produrre PCB in grande
serie.
Fabbricazione dei circuiti stampati
La distinzione principale è tra tecnica sottrattiva e additiva. Nel primo caso si eliminano per via
chimica (incisione) le parti in metallo che non devono formare le piste; il laminato di partenza è già
fornito di foglio di rame.
Nel secondo caso le piste vengono riportate sul supporto isolante (laminato senza foglio id rame)
mediante deposito di metallo con procedimento elettrochimico (ramatura galvanica).
Una via di mezzo è costituita dalla tecnica semiadditiva, usata quando occorrono piste molto strette.
Nel caso di PCB flessibili non cambia nulla, solo il laminato di base cambia.
PCB prodotti con il metodo “print and etch”
Circuiti bifaccia a fori metallizzati
Due processi: panel plating (placcatura al quadretto) e pattern plating (placcatura del pattern, cioè
dell’insieme delle parti metalliche del quadrotto).
Il secondo metodo permette un notevole risparmio di rame poiché evita la ramatura galvanica.
Panel plating
- laminato
- foratura e sbavatura
- ramatura chimica
- ramatura galvanica
- laminazione fotoresist
- stampa e sviluppo
- galvanica Sn-Pb
- asportazione fotoresist
- incisione
pattern plating
- laminato
- foratura e sbavatura
- ramatura chimica
- laminazione fotoresist
- stampa e sviluppo
- ramatura galvanica
- galvanica Sn-Pb
- asportazione fotoresist
- incisione
processi additivi e semiadditivi
Il processo additivo si basa sulla ramatura chimica del laminato di partenza senza rame.
Nel processo semiadditivo la ramatura chimica è favorita da una lacatura.
PCB multilayer
Sono usati quando occorre un elevato grado d’integrazione e alta densità di collegamenti.
Anche qui si usa panel plating e pattern plating.
Regole per il montaggio dei componenti e dimensionamento delle piste
Si realizza l’artwork, l’immagine di tutte le aree metalliche del circuito stampato finito; con un
processo fotografico si ottiene in scala 1:1 il master pattern.
Si cerca di sistemare i componenti in modo che occupino il minor spazio possibile evitando
sbroliatura o scavalcamento tra reofori.
1. si disegna lo schema elettrico del circuito
2. si disegna la disposizione dei componenti (a tentativi)
a. scelti i componenti si fa riferimento ai manuali per valutare le loro dimensioni di
ingombro
b. componenti più grandi vanno disegnati prima delgi altri
c. i trimmers e potenziometri vanno ordinati in modo che la regolazione sia ai bordi
della piastrina
d. se c’è poco spazio i resistori e condensatori si possono installare verticalmente
e. fare attenzione ai fori relativi a componenti i cui terminali devono essere piegati
f. gli elementi che sviluppano calore non devono essere messi vicino a resistori di
precisione, amplificatori operazionali e condensatori
g. se lo spazio è sufficiente, tra un componente e l’altro tenere 8mm
h. l’ordine di disposizione dei componenti deve rispettare la posizione nel relativo
schema elettrico, iniziando da sinistra verso destra.
3. contemporaneamente alla disposizione dei componenti si esegue il traciamnto delle piste. È
buona regola evitare incroci tra piste. Se non si può evitare ciò il ponte è monofilo.
4. dimensionamento piste e piazzole. Ci sono dei valori minimi da rispettare per la larghezza
delle poiste e la distanza tra una e l’latra. La larghezza della pista deve tener conto della
corrente che circola in essa. Lo spazio tra una pista e l’altra dipende dalla tensione nelle due
piste, occorre un buon isolamento elettrico tra pista e pista. Si devono evitare spigoli vivi,
poiché ivi si avrebbe un addensamento di cariche e un maggiore riscaldamento. Per le
piazzole occorre tenere conto del diametro dei reofori del componente e dell’eventuale
calore da disperdere.Nel caso si lavori a radiofrequenza, le piste devono essere abbastanza
distanziate per ridurre gli accoppiamenti.
a. minore area occupata dal rame che deve essere apostato e quindi una più rapida
esecuzione di questa operazione
b. maggiore aderenza delle piste di rame sul supporto isolante e quindi minore
possibilità che essi si stacchino.
5. una volta disegnato il lato componenti del circuito stampato, si disegna su carta lucida la
distribuzione delle piste, isole, fori e connettori pe rpoi passara alla riproduzione fotografica
Metodi per il montaggio rapido dei componenti sui PCB
L’automazione comporta costi inferiore rispetto all’inserimento a mano e una diminuzione degli
errori di montaggio. Uno svantaggio consiste nella limitazione imposta alla densità dei componenti
dal passo della bobina che li contiene.
Metodi per il montaggio dei componenti senza terminali
Due metodi. Il primo metodo, usato quando sono presenti anche componenti con terminali.
Vengono montati i componenti tradizionali, fermati al circuito stampato mediante la piegatura dei
terminali. Rovesciato il PCB si fanno cadere gocce di colla dove devono essere montati i
componenti SMD. Si collocano i componenti, si fa un riscaldamento per temperare la colla, si
rovescia la basetta e si saldano tutti i componenti con e senza terminali contemporaneamente. Il
secondo metodo è usato quando sono presenti solo componenti SMD. Gocce di pasta saldante
vengono depositate sulle superfici di contatto. Collocati i componenti al loro posto vengono saldati
riscaldando il tutto.
Macchine per l’inserimento automatico dei componenti
I componenti sono collocati,correttamente orientati, in cassette in modo da assumere la posizione
che avranno sul PCB il trasferimento dei componenti dalla casetta al PCB viene effettuato mediante
aspirazione. Svantaggi possono essere un errato posizionamento nel contenitore ed un trasferimento
non preciso sul PCB
Un altro metodo si tratta di una tecnica sequenziale in cui chip vengono prelevati dal nastro per
risucchio e depositati sul PCB. Naturalmente questo metodo è meno veloce del precedente e i vari
fabbricanti stanno approntando macchine dotate di più guide (multihead)per il deposito
contemporaneo di più chip sul PCB.
Vantaggi della collocazione automatica dei componenti sui PCB
I vantaggi più significativi della collocazione automatica sono la considerevole riduzione dei costi
di montaggio, la notevole densità dei componenti raggiungibile e il miglioramento della qualità del
montaggio. La più alta densità dei componenti di tipo chip è conseguenza della mancanza di
terminali, che implicano anche l’uso di macchine piegatrici e preformatrici in generale.
Saldatura
Si tratta di saldatura madiante lega a basso punto di fusione, prende il nome di brasatura dolce. non
provoca la fusione delle superfici metalliche da unire. Deve assicurare un collegamento elettrico a
bassa resistività elettrica e lunga durata tra le due parti metalliche che unisce.
Tra la lega saldante e i 2 metalli si creano delle zone intermedie, costituite da composti
intermetallici (lega saldante + metallo). La presenza di composti intermetallici ha l’inconveniente di
rendere la saldatura fragile, con tensioni interne e scarsa propensione alla diffusione con altri
metalli. tali composti devono quindi essere limitati in spessore e possibilmente non devono
sussistere su tutta l’interfaccia tra metallo e lega saldante. Questo si ottiene effettuando la saldatura
in modo rapido e a bassa temperatura. Le superfici da unire devono avere elevata saldabilità tale
requisito è influenzato dalla lega usata, dalla temperatura, dal tempo di contatto, dallo stato delle
superfici e dalla presenza di un adatto flussante. La saldabilità presuppone che le due superfici dei
metalli da unire siano bagnabili dalla lega usata. Per bagnabilità di una superficie solida da saldare
si intende la sua tendenza ad esser bagnata dal liquido della lega saldante.
I flussanti
Le superfici dei metalli esposte agli agenti atmosferici tendono ad assorbire sostanze, formando uno
strato di passivazione. I flussanti attaccano chimicamente gli strati di passivazione eliminandoli.
Tipi di flussanti:
- flussanti inorganici
- flussanti organici alla colofonia
- flussanti organici senza colofonia
applicazione dei lussanti a spruzzo, a immersione, a onda, a schiuma.
Leghe per la brasatura dolce
Le leghe di saldatura o leghe saldanti costituiscono il metallo di apporto. Applicate alle superfici
metalliche da saldare solidificano, formando il giunto della saldatura. Leghe più usate sono quelle di
stagno e piombo. Da un punto di vista della brasatura dolce esse presentano buone conducibilità
elettrica, termica, elevate densità e coefficiente di espansione termica contenuto. Contengono
sempre impurità e sono tossiche. Esistono anche leghe meno usate con temperatura di fusione
bassissima.
La saldatura automatica ad onda
La saldatrice ad onda provvede con le sue unità a flussare, preriscaldare, saldare e lavare i PCB
completi di componenti. Le parti fondamentali in cui può essere suddivisa una saldatrice ad onda
sono le seguenti:
- convogliatore che trasporta i PCB dall’in all’out
- flussatore, solitamente a schiuma, costituito in polietilene resistente alla corrosione di tutti i
normali flussanti. L’altezza della cresta della schiuma è regolabile
- Preriscaldatori che provvedono ad una rapida e completa evaporazione del veicolo del
flussante.
- Stazione di saldatura costituito da un crogiolo (pozzetto ad onda) nel quale si trova la lega
fusa mantenuta alla temperatura di fusione da resistenze con regolazione termostatica e la
pompa che forma l’onda, con regolazione automatica.
- unità di lavaggio non sempre presente
Pozzetto ad onda
Le caratteristiche essenziali dell’onda sono: il tipo dell’onda, l’altezza, l’impatto, la distanza della
bocca dell’ugello dal lato saldatura del PCB, la larghezza dell’onda o lunghezza del contatto,
misurato parallelamente alla direzione di traslazione del PCB, la velocità di traslazione della piastra
sul pozzetto. L’olio riduce la tensione superficiale e migliora grandemente la bagnatura favorendo il
distacco del saldante. L’olio protegge il circuito contro l’ossidazione ed impedisce la formazione di
materiale di scarto, costituito principalmente da ossido di stagno e dal tossico ossido di piombo, sia
sull’onda che nel crogiolo. La miscelazione d’olio assicura sempre sia con flussanti resinosi che
organici la più elevata qualità di saldatura. Spesso il pozzetto è munito di piastre laterali per
recuperare lo stagno di scarto.
TRANSISTOR BIPOLARI
Sono realizzati da due giunzioni PN ottenute da un cristallo di semiconduttore drogato in modo
opportuno:due configurazioni possibili PNP e NPN
Giunzione tra emettitore e base e detta: giunzione di emettitore
Giunzione tra base e collettore e detta: giunzione di collettore
Principio di funzionamento
Il processo di conduzione del transistor è principalmente dovuto al flusso dei portatori minoritari
attraverso entrambe le giunzioni.(esempio PNP)
Quando la giunzione di emettitore è polarizzata direttamente le cariche maggioritarie delle due zone
tendono a diffondersi attraverso la giunzione di emettitore. Le lacune presenti nella zona di
emettitore (più drogata rispetto alla zona di base) vengono iniettate nella base dove sono
minoritarie.
La base è estremamente sottile per cui solo una parte di lacune si ricombina in questa zona, la
maggior parte giunge invece nella zona dello strato di carica spaziale della giunzione collettore.
Qui, a causa del campo elettrico favorevole, le lacune vengono iniettate nella zona di collettore.
Se la giunzione di collettore è polarizzata inversamente, non si ha iniezione dei portatori
maggioritari e la corrente di collettore è dovuta alle sole lacune (minoritarie).
La corrente di collettore è quindi controllata dalla tensione diretta fra base ed emettitore che
determina la polarizzazione diretta sulla giunzione di emettitore.
Il dispositivo realizza un guadagno di potenza poiché la tensione e la corrente di base sono molto
piccole e consentono di controllare una corrente di collettore elevata.
Caratteristiche elettriche
Principali caratteristiche elettriche:
1) Corrente collettore massima (A)
2) Tensione collettore-emettitore massima o di breakdown (V)
3) Tensione collettore-base massima (V)
4) Potenza massima dissipabile in funzione della temperatura (W)
5) Guadagno in corrente β e h fe
6) Tensione collettore-emettitore di saturazione (V)
7) Frequenza di taglio (MHz)
8) Resistenza termica giunzione-contenitore (°C/W)
9) Temperatura di lavoro massima (°C)
1,2,3 e 4 sono valori limite che dipendono dalle caratteristiche tecnologiche del transistor (materiali
impiegati,tecnologia costruttiva).
La corrente di collettore che circola nel transistor è una frazione rilevante della corrente di
emettitore α I E e della corrente inversa I CB 0 : I C = α I E + I CB 0 ; il coefficiente α è detto coefficiente di
amplificazione in base comune. Il rapporto fra la corrente di collettore e la corrente di base viene
I
detto guadagno di corrente in continua, hFE = C .
IB
LIMITI DI CORRENTE
Corrente continua massima di collettore
I C (max)
Massima corrente impulsiva sopportabile dal dispositivo nelle condizioni di
I Cm (max)
misura
LIMITI DI TENSIONE
Tensione di rottura della giunzione base emettitore.Misurata a collettore aperto
BVEB 0
per una corrente IE prefissata
V( BR ) EB 0
BVCB 0
BVCE 0
Tensione di rottura della giunzione di collettore per una Ic prefissata ad
emettitore aperto
Tensione di rottura collettore emettitore a base aperta per Ic prefissata
Tensione di rottura collettore emettitore per una resistenza R prefissata connessa
alla base e per una Ic prefissata
Tensione di rottura collettore emettitore per Ic prefissata con base ed emettitore
BVCES
cortorcircuitati
Tensione di rottura collettore emettitore per una corrente Ic prefissata con le
BVCEX
giunzione B-C polarizzate inversamente
LIMITI TERMICI
Potenza massima dissipabile a temperatura ambiente
PD (max)
Temperatura massima della giunzione
TJ (max)
Caratteristiche di ingresso e uscita
La caratteristica di ingresso pone in relazione la tensione applicata tra base ed emettitore e la
corrente di base. L’andamento è caratterizzato dalla presenza di una tensione di soglia di circa 0.5V,
la tensione inversa di breakdown è compresa fra 5V e 7V. (andamento simile a quello di un diodo).
La caratteristica di trasferimento rappresenta l’andamento della corrente di collettore in funzione
delle variazioni della corrente di base.
La caratteristica d’uscita del transistor è del tipo non lineare e varia in funzione della corrente di
base. Inizialmente la corrente di collettore aumenta molto rapidamente all’aumentare della tensione
di collettore, dopodichè la corrente satura.
Il valore del guadagno hFE è indipendente dal valore della VCE , è invece fortemente influenzato dal
valore della corrente di collettore.
La caratteristica di trasferimento tensione base-emettitore e corrente di collettore è simile alla
caratteristica d’ingresso.
La frequenza di taglio e il prodotto guadagno per larghezza di banda consentono di valutare il
comportamento in frequenza del transistor. Il valore della frequenza di taglio è influenzato dal
valore della corrente di collettore.
Potenza dissipabile
La resistenza termica giunzione-collettore viene utilizzata per valutare la temperatura raggiunta
dalla giunzione durante il funzionamento. Il suo valore dipende dal tipo di contenitore e dalla
tecnologia utilizzata per costruire il transistor. La massima potenza dissipabile diminuisce
all’aumentare della temperatura secondo la curva di derating (riduzione). La pendenza della curva è
data dal reciproco della resistenza termica giunzione-contenitore del transistor1/ Rthjc
BVCER
Tempi di commutazione
Il transistor viene anche utilizzato come elemento binario. In un transistor bipolare NPN è possibile
interrompere la conduzione annullando la corrente di base (interdizione), oppure ottenere la piena
conduzione (saturazione) inviando in base una corrente maggiore o uguale a quella di base di
saturazione.
-Tempo di ritardo (delay time, td ).
Intervallo di tempo necessario alla giunzione di emettitore per passare dalla polarizzazione inversa
allo stato di conduzione associato alla polarizzazione diretta
-Tempo di salita (rise time, tr ).
La corrente di collettore raggiunge il valore di saturazione non istantaneamente ma con legge
esponenziale; la condizione di saturazione richiede che vi sia un eccesso di portatori minoritari nella
base, tale da non comportare un aumento della corrente di collettore
-Tempo di immagazzinamento (storage time, ts ) .
Quando l’inversione della tensione in ingresso provoca l’immediata inversione della corrente di
base, la corrente di collettore resta insensibile alla variazione, fintanto che non viene eliminato
l’eccesso di portatori minoritari presenti nella base. Il tempo necessario per questa operazione è
detto tempo di immagazzinamento.
-Tempo di discesa(Fall time, t f )
La corrente di collettore si abbassa seguendo una legge esponenziale; si annullerà solo quando la
carica nella base viene interamente rimossa
-Tempo di commutazione diretta(turn-on time, tON ).
E’ dato dalla somma del tempo di salita e del tempo di ritardo
-Tempo di commutazione inversa(turn-off time, tOFF ).
E’ dato dalla somma del tempo di discesa e del tempo di immagazzinamento
Tecniche di fabbricazione
I transistor bipolari vengono costruiti per crescita, per lega per diffusione,con struttura mesa e con
la più recente tecnologia planare epitassiale
Transistori planari (planar transistor)
Viene fabbricato diffondendo due giunzioni in un substrato di tipo P usando, per definire le aree
della giunzione e dei contatti, mascherature con ossido.
Effetti della carica superficiale
In un transistor bipolare la carica superficiale modifica la forma della regione di svuotamento nei
pressi della superficie altera anche tutti i parametri del transistor che ne fanno riferimento.
La carica superficiale ha effetto poi anche sul valore della tensione di rottura, se lòa carica è
abbastanza da creare una giunzione indotta, questa è caratterizzata da una tensione di rottura
inferiore a quella della giunzione metallurgica, per cui il fenomeno di rottura si manifesta a tensioni
più basse.
Anello di protezione
L’estensione dell acrica superficlaie può essere ridotta realizzando attorno alla giunzione di
collettore, con materiale fortemente drogato, un anello di protezione che limiti l’estensione nella
regione di base delgi strati di esaurimento o inevrione.
Anello equipotenziale
Accorgimento tecnologico che conferisce alla struttura del transistor grande stabilità ed affidabilità
(EQR). Impiegato, soprasttuto nei PNP, per limitare la migrazione ionica nell’ossido dovuta
all’azione del campo elettrico presente in prossimità della giunzione di collettore quando è
polarizzata inversamente. L’anello riporta sulla superficie dell’ossido la tensione negativa del
collettore attraendo così gli ioni positivi verso la superfici esterna dell’ossido.
Contatto di base esteso
Effettua nei transistor NPN, sulle cariche superficiali dell’ossido, lo stesso effetto dell’anello
equipotenziale utilizzato per i PNP. Quando la giunzione di collettore è polarizzata inversamente il
campo elettrico presente nell’ossido è tale da creare nella regione di base degli strati di esaurimento
o inversione. La metallizzazione estesa modifica la direzione del campo elettrico così gli ioni si
addensano verso la superficie esterna dell’ossido.
Applicazioni
Il transistor viene utilizzato come:
- amplificatore;trattamento dei segnali audio,video e in radiofrequenza
- componente di base nei circuiti integrati bipolari sia logici sia analogici
- elemento di commutazione nell’elettronica di potenza
Configurazioni circuitali particolari
Connessione darlington: usata tutte le volte che si vuole un grande guadagno in corrente.
Transistor di potenza
Tutti i transistor in grado di dissipare potenze superiori al watt. Quando si usano questi transistor
occorre definire esattamente tutte le condizioni operative del transistor, per verificare che non si
esca dai limiti. In questi tipi di transistor a causa della polarizzazione inversa può anche verificarsi
l’effetto breakdown secondario, che si verifica quando un transistor rimane sottoposto alla tensione
di breakdown per un tempo superiore ad un valore critico.
Tecniche di fabbricazione
Viene utilizzata la struttura di transistor a base epitassiale. Il substrato è di tipo N+, lo strato
epitassiale è P.
TRANSISTOR AD EFFETTO DI CAMPO
Dispositivo costituito da un cristallo di semiconduttore drogato (canale) di tipo N o P, in cui la
corrente viene controllata mediante una campo elettrico. La corrente nel semiconduttore è dovuta ad
un solo tipo di portatori (quelli maggioritari) e scorre fra due terminali detti sorgente (source) e
pozzo (drain). Il campo elettrico, applicato tramite un terzo terminale di controllo (gate), ha l’effetto
di modificare la conducibilità del canale e quindi di controllare il flusso nel canale stesso.
Vengono realizzati 3 tipi di transistor FET:
- A giunzione PN, JFET (Junction field effect transistor)
- A giunzione metallo-semiconduttore, MESFET (Metal Semiconductor FET)
- A gate isolato, IGFET (insulated Gate FET) o MOSFET (Metal-Oxide-Semiconductor FET)
Il transistor JFET modula la conducibilità del canale conduttivo controllando lo spessore della zona
di svuotamento di una giunzione PN.
I transistor MOSFET ottengono lo stesso effetto sfruttando il fenomeno dell’induzione elettrostatica
mediante campo elettrico perpendicolare alla corrente.
Possono essere di dimensioni ridotte e la fabbricazione è semplice
Transistor JFET
Cristallo di semiconduttore drogato (canale) di tipo N o P e una giunzione PN disposta
parallelamente al flusso di corrente nel semiconduttore.
Principio di funzionamento
Polarizzando inversamente la giunzione, la zona di svuotamento si allarga nel cristallo modificando
la forma geometrica del canale conduttivo e modulandone quindi la conducibilità. I portatori sono
solo o elettroni (se canale N) o lacune (se canale P).
Caratteristiche elettriche
Il transistor presenta 3 zone di funzionamento, zona ohmica, zona attiva e zona di breakdown.
Nella zona resistiva il JFET agisce come una resistenza la cui sezione dipende dalla tensione gatesource, comportandosi come un VCR.
Nella zona attiva il canale conduttivo si chiude e la correne di drain satura ( I DSS ) , utilizzato quando
si vuole una amplificazione lineare.
La zona di rottura o breakdown viene raggiunta quando la tensione fra drai e source provoca la
chiusura completa del canale.
La condzione di interdizione si raggiunge quando si applica una tensione di gate inversa (VGS (OFF ) ) ,
tale da ostruire il canale conduttivo. È una condizione solo teorica poichè infatti ci sono correnti di
perdita ( I D (OFF ) ) .
Parametri principali
2
VGS
I D = I DSS 1 −
V
GS ( OFF )
- tensione di drain-source massima
- corrente di drain massima
- potenza dissipata massima
- tensione di gate-source massima
- tensione di pinch-off o strozzatura
(valore di tensione di tensione gate-source al quale il canale conduttivo si chiude)
- tensione di rottura o breakdown
(tensione al quale si ha la scarica della giunzione per effetto valanga)
- resistenza drain-source in conduzione
- transconduttanza diretta
(data dal rapporto fra la corrente di drain e la tensione gate-source)
- tempi di commutazione in interdizione e in conduzione
- resistenza termica giunzione-contenitore (°C/W)
(consente la valutazione della temperatura raggiunta dalla giunzione durante il funzionamento)
- temperatura di lavoro (°C)
(campo di temperature nel quale si ha un corretto funzionamento del dispositivo)
I parametri che esprimono valori massimi indicano i limiti fisici di funzionamento del dispositivo
Il valore della corrente di gate è talmente piccolo da essere considerato sempre nullo.
Tecnologie di costruzione
Sono realizzati quasi esclusivamente con tecnologia a diffusione planare e quella planareepitassiale. A volte i due gate non sono connessi tra di loro e si forma un dispositivo a 4 terminali
per avere un controllo della conducibilià più preciso.
Vi sono da soddisfare due esigenze: è necessario mantenere la resistenza ON e la capacità di gate al
valore più basso possibile. Un basso valore di resistenza si ottiene aumentando la lunghezza del
canale breve e la larghezza grande, la capacità richiede che l’area della giunzione sia la minore
possibile; la struttura interdigitata fa si che la lunghezza del canale sia piccola mentre la larghezza
viene incrementata formando più canali in parallelo tra loro.
Applicazioni
Il transitor JFET presenta un’alta impedenza di ingresso per cui viene largamente utilizzato come
adattatore di impedenza nel collegamento drain comune.
In qualche applicazione viene anche utilizzato come elemento di commutazione. La tensione di
saturazione è però di circa 1V per cui non è utilizzabile per interfacciare direttamente molte
famiglie logiche. Non può essere utilizzato per ottenere valori alti di amplificazione a causa del
basso valore del rapporto corrente di drain/tensione di gate.
Transitor MESFET
Nei vari campi di applicazione ai dispositivi a semiconduttore viene richiesta una sempre maggiore
velocità di commutazione che può essere ottenuta miniaturizzando i dispositivi o aumentando la
velocità di propagazione(mobilità)
Il primo metodo è quello seguito dalla tecnologia del silicio, il secondo fa uso di un nuovo
composto semiconduttore, l’arseniuro di gallio
Struttura simile ai dispositivi JFET ma con materiale di base l’arseniuro di gallio, sostituendo però
la giunzione PN con una giunzione metallo-semiconduttore.
Crescita di strato epitasiale di arsenuro di gallio di tipo N su substarto di arsenuro di galio ad alta
resistività. Le mettalizazioni vengono applicate su due zone fortemente drogate N+ ricavate nello
strato epitassiale. Il gate crea una barriera Schottky tra metallo e semiconduttore.
La profondità dello strato di svuotamento viene controllata mediante la tensione applicata alla porta.
Con tensione negativa il circuito esterno fornisce al contatto della porta un maggior numero di
elettroni, si ha un allargamento dello strato di svuotamento nella zona attiva. Aumentando ancora la
tensione negativa lo svuotamento si estende a tutto lo strato attivo del semiconduttore, il passaggio
drain-source è impedito. La larghezza del canale è molto sottile, i tempi di transito degli elettroni
sono brevi consentendo di lavorare a frequenze molto elevate. Introducendo un secondo gate si
ottengono transistor con migliori caratteristiche statiche e dinamiche.
Transitor MOSFET
La modulazione della conducibilità del canale conduttivo viene ottenuta per induzione elettrostatica.
Il fenomeno che viene sfruttato è quello relativo agli effetti della carica superficiale sul
semiconduttore.
Principio di funzionamento
Il campo elettrico indotto agisce sul cristallo di semiconduttore drogato di tipo P o N in due modi:
- creando il canale conduttivo
- sottraendo portatori di carica ad un canale conduttivo creato durante il processo di
fabbricazione
nel primo caso il MOSFET è detto ad arricchimento o riempimento (enhacement), nel secondo caso
a svuotamento o impoverimento (depletion).
Le due zone che devono essere collegate sono dette source e drain. Il terminale di controllo, gate, è
separato dal semiconduttore drogato da uno strato di ossido che fa da isolante. Il sistema
semiconduttore drogato-strato di ossido-terminale di gate costituisce un condensatore.
Nel transistore MOSFET ad arricchimento, applicando una tensione VGS positiva se di tipo P,
negativa se di tipo N, si richiamano sotto l’ossido portatori di carica minoritari, creando uno stato di
inversione di carica (il canale conduttivo). Le cariche, prima di poter condurre, devono eliminare le
criche maggioritarie presenti. Ciò avviene alla tensione di soglia.
Per bassi valori di VDS il canale si comporta in modo resistivo, aumentando il valore di VDS la zona di
canale nei pressi del drain si restringe fino a chidersi, ciò avvien ad un valore detto di pinch-off o
strozzatura.
Nel transistore MOSFET a svuotamento (depletion) la tensione positiva o negativa applicata al
source può, in funzione del tipo di canale, allontanare o richiamare portatori di carica da un canale
conduttivo realizzato in fase di fabbricazione. Questo transistor però presenta una capacità gatesource di valore elevato, che limita la velocità di commutazione del dispositivo.
Caratteristiche elettriche
-
Tensione Drain-Source massima
Corrente di drain massima
Potenza dissipata massima
Tensione di gate-source massima
Tensione di soglia (valore di tensione che determina l’inizio dela conduzione, solo per
arricchimento)
Resistenza drain-source in conduzione
-
Transconduttanza diretta (rapporto tra la corrente di drain e la tensione gate-ource)
Capacità di ingresso (quando è usato come commutatore)
Tempi di commutazione in interdizione e in conduzione (quando è usato coome
commutatore)
- Resistenza termica giunzione-contenitore(rende possibile la valutazione della temperatura
raggiunta dalla giunzione durante il funzionamento)
- Temperatura di lavoro (campo di temperatura nel quale si ha un corretto funzionamento del
dispositivo)
Sono limiti fisici.
La curva di uscita mostra 2 zone: una a comportamento ohmico (zona ON), per valori di tensione
inferiori al pinch-off, una attiva (saturazione) in cui il dispositivo manifesta comportamento lineare.
dI
La transconduttanza è g fs = D
dVGS
Metodi di fabbricazione
Sono realizzati quasi esclusivamente con tecnologia a diffusione planare e quella planare –
epitassiale. Il transistor viene formato su substrato intrinseco o debolemte drogato, in cui vengono
ricavate le zone fortemente drogate del drain e source.
Applicazioni
Il transistor MOSFET viene utilizzato come elemento di commutazione soprattutto in applicazioni
con forti correnti e con notevole dissipazione di potenza.
L’area di integrazione del transistor MOSFET di tipo N è alquanto ridotta per cui questo dispositivo
permette un’alta scala di integrazione.
Configurazioni particolari
CMOS: assorbe potenza dall’alimentatore solo in fase di commutazione. Per circuiti digitali
I transistor MOS di potenza
sono particolarmente adatti per commutare correnti di notevole entità. Sono transistor unipolari a
canale N ad arricchimento (enhancement) in grado di sopportare correnti fino a qualche centinaio di
ampere e tensione di rottura anche di 1kv;sono quindi in grado di sostituire i transistor bipolari.
Vengono realizzati tutt’ora in due tecnologie base:
VMOS (vertically MOS) e DMOS (MOSFET a doppia diffusione).
Le due tecnologie differiscono nel modo di realizzare la connessione di gate. Nella tecnologia
VMOS viene incisa una scanalatura a forma di V fra le 2 zone del canale P, ricoperta di ossido di
silicio e si applica la metallizzazione. La punta costituisce un punto in cui le cariche si addensano
causando una forte dissipazione di potenza. La corrente scorre ai lati della V. a volte si usa la forma
della conca a U per evitare questo problema.
I transistor DMOS invece non vengono scanalati, la corrente scorre verticale tra le due zone P poste
al di sotto di source e drain.
Sia VMOS che DMOS utilizzano gate al silicio policristallino per aumentare la velocità di
commutazione.
I transistori di potenza lavorano a più alte frequenze, hanno una impedenza di ingresso più elevata,
il rapporto tra corrente di uscita e ingresso è elevatissimo, possiedono caratteristiche di uscita molto
lineari, permettono di pilotare potenze elevate con potenze di pilotaggio trascurabili, si interfacciano
facilmente con i dispositivi logici, non presentano fenomeno di fuga termica e di secondo
breakdown, possiedono una elevata affidabilità termica ( la corrente di drain diminuisce con
l’aumenatre di T), possono esser collegati in parallelo senza richiedere resistenza d compensazione.
Caratteristiche elettriche
I parametri elettrici fondamentali sono gli stessi dei dispositivi MOS a bassa potenza.
Il comportamento termico dei transistor è eccellente in quanto la resistenza in conduzione diretta
possiede un coefficiente positivo di temperatura. Se il transistor si scalda la resistenza rDS (ON )
aumenta, facendo diminuire la corrente circolante. Di conseguenza non si possono creare punti caldi
nel dispositivo. L’autocontrollo termico, unito all’estrema velocità di commutazione, consente
l’utilizzo di questi dispositivo con carichi induttivi.
Viene definita un’area di sicurezza SOA delimitata dalla massima corrente di drain, dalla tensione
di breakdown e dalla retta di massima potenza dissipabile.
In regime impulsivo l’area dlla SOA si allarga al diminuire dell’ampiezza dell’impulso.
POTENZA DISSIPABILE NEI TRANSISTOR BIPOLARI E LIMITE DI
FUNZIONAMENTO
I limiti sono definiti dai massimi valori permessi di temperatura, potenza dissipabile, tensione e
corrente e secondo breakdown. La figura tipica di sicurezza è detta SOA (safe operating area). È
calcolata in regime continuo.
Limite di temperatura.
Temperature eccessive possono causare: fusione dei materiali, dissociazioni o formazione di
prodotti di reazione che alterano le caratteristiche del transistore; deterioramento delle
caratteristiche termiche dei materiali, con conseguente aumento della resistenza termica fra
giunzione e contenitore e quindi della temperatura della giunzione; aumento delle correnti
superficiali dovute alla variazione della costante di diffusione e della velocità di ricombinazione
superficiale.
Limiti di potenza dissipabile.
La potenza dissipabile determina un aumento della temperatura; Pd max è perciò legata alla
temperatura massima consentita alla giunzione.
Tjmax = Pd max Rthjc + TC
Tjmax è la temperatura massima ammissibile per la giunzione
Pd max è la potenza massima dissipabile
Rthjc è la resistenza termica fra giunzione e contenitore
Tc è la temperatura del contenitore
la relazione fra Tjmax e Pd max è data mediante le curve di derating
Limite di corrente.
Il valore di I C max è definito dai fili di collegamento interno del transistore, dalla metallizzazione e
dalle dimensioni del chip.
Limiti di tensione.
La tensione è limitata dalla tensione di primo breakdown o tensione di valanga e dalla tensione di
secondo breakdown, ovvero se il transistore lavora con piccole VBE e I C , aumentando VCE , si nota un
forte aumento di I C ad un determinato valore di VCE ; tale valore dipende dal sistema e dalla
polarizzazione di base. Il fenomeno è causato dal fatto che i portatori di carica della regione e di
svuotamento base collettore sono accelerati dal campo elettrico; e se la tensione fra collettore base è
sufficientemente alta, possono acquistare energia tale da liberare altri portatori di carica, si ha un
processo a valanga, che però può non essere distruttivo, se la corrente viene limitata. Secondo
breakdown: si manifesta come un brusco cambiamento delle caratteristiche di collettore che si
verifica se la densità di corrente raggiunge valori eccessivi in qualche punto del semiconduttore. Il
fenomeno è quasi sempre distruttivo, a causa delle fusioni locali prodotte. Si può effettuare una
prima distinzione tra rottura secondaria diretta e rottura secondaria inversa. Secondo breakdown
diretto: avviene nel transistore con carico resistivo nella fase di turn-on. Le principali cause
dell’instabilità del transistor in questa condizione sono: 1- La VBE del transistor (in polarizzazione
diretta) che cala linearmente con la temperatura mentre la corrente iniettata aumenta con la
temperatura. 2- Il guadagno hFE aumenta con la temperatura secondo la legge hFE = hFE 0 exp ( ∆Eg / kT ) .
3- La conducibilità termica del silicio diminuisce all’aumentare della temperatura, peggiorando la
resistenza termica del componente.
Tenendo presente questi 3 fenomeni, Un impulso di potenza Pd = VCE I C provoca:
a) un innalzamento della temperatura della giunzione T j e della corrente I C , del guadagno hFE , della
potenza dissipata con un effetto rigenerativo;
b) una dissipazione dell’energia termica verso l’esterno della piastrina controllata da Rth = ∆T \ ∆Pd ,
che tende a stabilizzare il dispositivo.
Per limitare il fenomeno della I S \ B bisogna:
1) eliminare i difetti cristallini e/o delle disuniformità che possono dar luogo a vie preferenziali al
passaggio della corrente;
2) Ottimizzare le tecniche di assemblaggio per minimizzare la Rth e facilitare la dispersione
dell’energia sviluppata alla giunzione.
3) Limitare il fenomeno di crowding, riducendo la densità di corrente, cioè la densità di energia.
4) Introdurre, in fase di progetto, resistenze di bilanciamento (ballast) in serie alla base o all’emitter.
Secondo breakdown inverso: è originato dall’instabilità elettrico termica del transistore, sostenuto
dalla scarica della energia del carico induttivo durante la fase di turn off del transistore. Questo
fenomeno è caratterizzato dalla presenza di una I B di estrazione e da elevati valori di VCE , condizione
possibile durante il turn-off con carico iinduttivo allorché il transistore si porta in una zona di
funzionamento oltre la VCE 0 e riceve la scarica dell’induttanza (energia che aveva immagazzinato
durante la fase di on). La caduta di tensione sulla rbb ' fa in modo che il centro della zona di emitter
sia una zona di crowding. Quando l’induttanza scarica l’energia sul transistore il valore di VCEx è
determinato dal pilotaggio di base, inoltre non appena la corrente comincia a fluire per effetto del
crowding si ha alta densità che determina una modulazione della conducibilità nel collettore con
evoluzione del campo elettrico fino alla forma distruttiva.
Per irrobustire un transistor è possibile:
1) drogare il collettore il più possibile, in quanto risulta meno influenzato dalla variazione del
campo elettrico;
2) mantenere bassa la VCEx per non causare campo di rottura.
Il pilotaggio ed il carico sono inoltre molto importanti. Il pilotaggio determina VCEx e regola il
fenomeno del crowding, il carico determina l’energia di turn-off e regola anche il tempo di scarica.
Commutatori allo stato solido (Tiristori)
sono dei dispositivi al silicio costituiti da una serie di giunzioni pn con zone a diverso drogaggio.
Possono essere a 4 o 3 strati, uni-direzionali o bi-direzionali, controllati o non controllati.
Diodo shockley: p-n-p-n il suo circuito equivalente si può considerare come tre diodi collegati in
serie. Se al dispositivo viene applicata una tensione di polarizzione inversa allora i diodi D1 e D3
sono polarizzati inversamente, il diodo D2 è polarizzato direttamente e di conseguenza il circuito si
comporta come un normale diodo con tensione di rottura inversa pari alla somma delle 2 tensioni di
rottura inversa dei diodi D1 e D3.
Se al diodo viene applicata una polarizazione diretta allora D1 e D3 sono polarizzati direttamente,
D2 è polarizzato in inversa. Se la tensione di polarizzazione inversa di D2 non supera il valore della
tensione di rottura allora la corrente ha valori bassi, se la supera il diodo conduce intensamente per
effetto Zener, la brusca diminuzione dell’impedenza di D2 da’ luogo all’innesco del diodo
Shockley con rapida caduta di potenziale. La corrente dipende ovviamente dal carico RL . Per portare
in interdizione il diodo si fa scendere la corrente al di sotto della I h , corrente di mantenimento. I
diodi Shockley sono usati come diodi commutatori ed hanno tempi di innesco e di disinnesco
dell’ordine dei microsecondi.
Diodo Diac (diodo alternate current): formato da due strutture n-p-n-p in antiparallelo. Consente il
passaggio della corrente in entrambi i versi quando la tensione applicata supera la tensione di
rottura diretta. La tensione sul diac si stabilizza dopo l’innesco ad un valore più basso, la tensione di
lavoro Vw .
SCR (Tiristore): raddrizzatore controllato unidirezionale. Un dispositivo Shockley modificato in
modo da bloccare la corrente nel senso normale di conduzione, fino a che un piccolo segnale
applicato ad un terzo elettrodo (gate) da inizio alla conduzione in senso diretto che avviene come in
un normale raddrizzatore. con una tensione inversa applicata sulla giunzione centrale si ha il
fenomeno dell’effetto valanga facendo aumentare il guadagno di corrente. Questo diodo a 4 strati
può commutare con una tensione appena maggiore della tensione di break over. Per portarlo in Off
la corrente deve essere ridotta al di sotto della I h . Fornendo una corrente di gate si riduce la corrente
necessaria all’innesco quindi occorre una tensione più bassa. Con un elevato valore della corrente di
gate tutte le giunzioni saturano e scompare la funzione di SCR.
TRANSISTORI A EFFETTO DI CAMPO
JFET
creazione e funzionamento.
Il campo elettrico che modula la conduttanza del canale è localizzato nello strato di carica spaziale
di una giunzione PN.
Sulla lastra di semiconduttore di substrato di tipo P, vengono eseguite, dalla stessa parte, due
diffusioni successive di tipo N e P dopo aver aperto le finestre con uno strato di ossido con la
tecnica fotolitografia. Le regioni di tipo P sono più drogate di quelle di tipo N. Prima della
metallizzazione del source e drain si esegue un’ulteriore diffusione di donatori in modo due regioni
di tipo N al fine di diminuire le resistenze serie ed assicurare buoni contatti ohmici. Il substrato è
metallizzato ed è connesso alla regione superiore di tipo p per costituire insieme l’elettrodo di gate.
Applicando una VGS tale da polarizzare inversamente le due giunzioni, si ottiene un canale più stretto
con conduttanza più piccola; il canale si svuota di portatori man mano che aumenta la VGS inversa.
Con un aumento ulteriore gli strati di svuotamento penetrano eccessivamente nel substrato fino a
toccarsi annullando i canale conduttivo (alla tensione di pinch-off) VGS = VP ; a questa tensione la
corrente circolante è nulla.
Se si applica tra drain e source una VDS piccola rispetto a VGS la I D varia linearmente con la VDS fino ad
un certo valore (la penetrazione degli starti di carica spaziale è uniforme). Se la tensione VDS non è
più sufficientemente piccola, la penetrazione degli strati di carica spaziale non è più uniforme ma è
maggiore verso il drain. In questo caso la densità di corrente nel canale aumenta muovendosi verso
la regione di drain poiché la I D deve scorrere in un canale che va restringendosi verso il drain.
JFET planare-epitassiale
tecnica utilizzata per avere zone di svuotamento più nette e controllo della conducibilità più
accurato. Dopo la formazione per crescita epitassiale di uno starto di tipo N, su un substrato di tipo
P, si effettua una diffusione di impurezze di tipo P+ su 3 regioni distinte selezionate tramite la
tecnica fotolitografia. La zona centrale rappresenta il gate principale, le due zone laterali penetrano
attraverso il canale fino al substrato; esercitano un’azione protettiva del canale completamente
isolato elettricamente dall’esterno. Una seconda diffusione di tipo N+ viene realizzata al fine di
avere contatti di source e drain perfettamente ohmici ed a bassa resistenza.
GaAsFET o MESFET
si utilizza l’arseniuro di gallio al posto del silicio e si realizza la giunzione metallo semiconduttore
(Schottky) al posto della giunzione PN.
L’arsenuro di gallio presenta una mobilità degli elettroni maggiore rispetto al silicio. La
realizzazione della Schottky è dovuta:
-
alla difficoltà di creare una giunzione PN per diffusione con l’arsenuro di gallio;
è possibile ridurre la lunghezza del canale, in quanto l’arsenuro di gallio è un
semiconduttore ad alta mobilità, in modo da minimizzare il tempo di transito e quindi
aumentare la frequenza di lavoro.
La giunzione metallo-semiconduttore oltre ad essere di più facile realizzazione, permette lunghezze
di canale minori rispetto al JFET.
I transistori MESFET sono a canale N poiché gli elettroni sono più mobili delle lacune.
Questi dispositivi presentano una cifra di rumore più bassa (sopratutto ad alte frequenze), un
maggiore guadagno in potenza oltre che una potenza più grande.
Costruzione:
1) crescita di uno strato attivo di tipo N su substrato semi-isolante.
2) Formazione della regione attiva (per attacco chimico si asportano i bordi del chip) e
deposizione di alluminio e photoresist.
3) Apertura delle finestre di drain e source. Con la tecnica fotolitografica.
4) Metallizzazione di drain e source. Per ottenere buoni contatti ohmici.
5) Asportazione degli strati della lega di metallizzazione non utilizzati e del photoresist. (per
attacco chimico).
6) Asportazione delle parti di alluminio e passivazione (depositato per protezione dle
dispositivo).
MESFET ad alto e basso livello
Il principio di funzionamento è lo stesso del JFET, a parte il fatto che lo strozzamento del canale
avviene completamente mentre per il JFET avveniva solo per l’estensione della zona di
svuotamento al di sotto dell’elettrodo di gate.
Gli elettrodi di un MESFET hanno superfici molto più larghe di quelle della regione attiva, ciò
consente di minimizzare la resistenza di contatto.
Si classificano in MESFET ad alto (potenze superiori a 100mW) e basso livello (potenze inferiori a
100mW). I primi hanno correnti di saturazione I DSS e tensioni di breakdown VBD più elevate.
Per aumentare la corrente di saturazione si utilizzano tanti canali in parallelo tra loro. Per aumentare
la tensione di breakdown è sufficiente incrementare il drogaggio di tipo N al di sotto delle zone di
drain e source.
Struttura SiO2 − Si
è la formazione di uno strato di biossido di silicio sul silicio. Lo strato di ossido svolge una funzione
protettiva, applicato in particolari sistemi può dare origine ad un meccanismo di conduzione che è
alla base del funzionamento dei dispositivi MOSFET. Controllando alcune caratteristiche di
deposizione (temperatura, gas presenti nell’ambiente di ossidazione,…) si possono localizzare
accumuli di cariche che hanno origine diversa.
a) cariche presenti nella superficie dell’ossido che si affaccia sul silicio (cariche d’interfaccia).
Sono cariche positive e si localizzano nell’ossido. Dovuti a ioni di silicio privi di elettroni di
valenza trasporati nell’ossido durante la ossidazione.
b) Cariche mobili presenti nell’ossido. Queste cariche, di tipo ionico, sono dovute a
contaminazioni dell’ossido. Curando il processo di ossidazione, la densità di questi ioni può
essere ridotta. Possono inoltre essere traslati sul aperte superficiale dell’ossido per diminuire
l’effetto induttivo con l’applicazione di un determinato campo elettrico.
c) Strati superficiali dell’interfaccia SiO2 − Si . Questi stati superficiali sono originati da
imperfezioni del reticolo cristallino, come impurità o dislocazioni, presenti nel silicio in
vicinanza dell’interfaccia con l’ossido. Catturano le cariche mobili presenti nel silicio in
modo da creare accumuli di carica sull’interfaccia. Può essere ridotto con trattamenti
termici.
MOSFET ad arricchimento (enhancement)
creazione e funzionamento
si ricorre alla tecnica della diffusione planare. In un substrato di silicio intrinseco o debolmente
drogato con accettori (P) si diffondono selettivamente impurezze donatrici formando 2 regioni
fortemente drogate di tipo N+ che andranno a costituire le regioni di source e drain. Poi si fa
crescere uno strato di biossido di silicio sulla superficie del semiconduttore e con la tecnica
fotolitografia si aprono 2 finestre per scoprire source e drain. Mediante evaporazione si depositano
gli strati metallici sulle finestre che vanno a formare i contatti ohmici mentre lo strato metallico
evaporato sull’ossido costituisce l’elettrodo di gate.
Lo strato di ossido viene fatto crescere in condizioni tali da minimizzare o annullare l‘effetto degli
stati superficiali e l’effetto delle cariche presenti nell’ossido e nell’interfaccia SiO2 − Si . In assenza
di campo elettrico nello strato di ossido non vi è percorso conduttivo tra source e drain poiché sono
separate da due giunzioni PN in opposizione. Applicando una VDS tra source e drain o l’una o l’altra
giunzione viene polarizzata inversamente e ciò impedisce la conduzione elettrica attraverso il
substrato. Portando però il gate a un potenziale positivo si produce un campo elettrico che penetra
sotto la superficie del semiconduttore ottenendo conduzione. La carica negativa localizzata nel
semiconduttore sottostante al gate è costituita da elettroni estratti dalle regioni di source e drain e
portati nella regione compresa. Le lacune vengono respinte dalla superficie mentre gli elettroni
aumentano creando una zona di svuotamento. La condizione alla quale la concentrazione delle
lacune è uguale a quella degli elettroni sotto il gate si ottiene alla tensione di soglia Vt , threshold
voltage. Quando la tensione al gate supera la tensione di soglia si ha la formazione del canale, lo
strato di elettroni liberi di muoversi che danno luogo ad un percorso conduttivo.
Tensione di soglia
il suo livello dipende dalle cariche presenti nello strato di ossido e nell’interfaccia SiO2 − Si , dalla
presenza degli stati superficiali di carica, dal tipo di isolante utilizzato in alternativa all’ossido di
silicio e dal materiale utilizzato per formare l’elettrodo di gate.
Le cariche presenti nello strato di ossido possono indurre nella zona del canale cariche di segno
opposto aumentando la concentrazione degli elettroni causando una diminuzione della tensione di
soglia nel substrati P o un aumento se il substrato è di tipo N.
Anche l’isolante utilizzato influisce, a causa della differenza nel valore della rigidità dielettrica.
Notevole potenzialità tecnica dell’impiantazione ionica nei processi di aggiustamento della tensione
di soglia. Impiantando degli ioni di fosforo è possibile:
- diminuire la concetrazione delle lacune e aumentare gli elettroni, senza determinare una
inversione di drogaggio.
- Equilibrare le due concentrazioni in modo da annullare la tensione di soglia.
- Formare uno strato di inversione.
Impiantando impurezze di diverso tipo è possibile aggiustare la tensione di soglia di qualsiasi MOS.
Si può utilizzare per integrare dispositivi a diversa tensione di soglia.
MOSFET a svuotamento(deplation)
Creazione
La differenza è un dispositivo nel quale esista già uno strato di inversione anche in assenza di
campo elettrico trasversale al canale.
è possibile creare il canale attraverso diverse tecniche:
1) sfrutta la presenza di cariche nello strato di ossido e l’effetto degli stati superficiali. Una
presenza accentuata di queste cariche può dar luogo a fenomeni di induzione di cariche tali
da creare regioni di inversione nella zona superiore del substrato, formando canali indotti.
Introduce un fattore di deterioramento delle proprietà dielettriche dell’ossido, crea
dispositivi poco affidabili nel tempo.
2) Tecnica di diffusione: con una diffusione poco profonda di impurezze si può invertire la
concentrazione dei portatori di carica formando un canale di conducibilità desiderata.
3) impiantazione ionica: Aumentando la quantità di drogante impiantato si può creare una
regione di inversione tale da realizzare canali a resistività controllata.
Con queste tecniche applicando una tensione positiva tra gate e source aumenta la conduttanza del
canale e la corrente di drain. Con valori negativi di questa tensione si riduce il campo nel
semiconduttore, si indebolisce lo strato di inversione e, in seguito allo svuotamento di quest’ultimo,
diminuisce la conduttanza del canale e la corrente. Un dispositivo che può lavorare in enhacement e
deplation mode può funzionare sia con tensioni positive (enhancement) che negative (deplation).
Per la creazione del mosfet
Crescita epitassiale del’ossido SiO2 − Si su substrato di tipo P
Apertura di due finestre in posizione desiderata
Diffusione nel substrato di due zone di tipo N+ attraverso le 2 finestre
Crescita epitassiale di SiO2 − Si
Seconda mascheratura e apertura di una finestra nella zona del canale
Deposizione di uno strato di alluminio
Quarta mascheratura con selezione delle aree metallizzate di drain, gate e source
Dopo le prove di collaudo si procede al taglio. Questo tipo di costruzione è più veloce in quanto non
richiede la tecnica planare e utilizza una singola diffusione, oltre ad occupare uno spazio minore.
Vantaggi e applicazioni del MOSFET in generale
come per i JFET, in più l’impedenza di ingresso nei MOS è maggiore e la non conduzione del
circuito di comando è assicurata sia per tensioni di gate positive che negative. Le applicazioni
tipiche si hanno negli amplificatori a radiofrequenza, nei mescolatori, negli oscillatori, in
amplificatori audio e a larga banda, negli attenuatori variabili, nei chopper e limitatori di corrente.
Poiché la I G è molto piccola si possono usare anche per le applicazione elettrometriche.
Uno svantaggio è la grande sensibilità al rumore (infatti è anche sensibile a correnti e tensioni molto
piccole).
 ( ) { 0 - Polihelp.com")