I processi di tempra sono condotti sul manufatto finito per generare sforzi
residui di compressione in superficie. Vengono sfruttate allo scopo diverse
metodologie.
1
La tempra termica (o fisica) si basa sul rapido raffreddamento del componente
(in genere in forma di lastra) una volta portato a temperature superiori alla Tg.
Fase 1: Riscaldando la lastra si crea un ΔT superficie-cuore che non crea alcun
problema (superficie in trazione).
Fase 2: Raffreddando velocemente la lastra (per esempio con getti di aria
compressa) su entrambi i lati creo un ΔT inverso superficie-cuore.
Questo rapido raffreddamento che genera un gradiente di temperatura tra
cuore e superficie provoca un ritiro differenziale che è causa dell’insorgenza
degli sforzi residui.
2
In un tipico impianto industriale la lastra, trasportata su rulli rivestiti di
materiale refrattario fibroso, entra in una prima camera dove subisce un
riscaldamento mediante aria calda o resistenze elettriche. Una volta raggiunta
la temperatura desiderata la lastra è immediatamente portata in una seconda
camera dove subisce un rapido raffreddamento mediante getti di aria
compressa.
In questo modo possono essere trattate lastre piane o poco curve.
A causa del processo spesso le lastre temprate manifestano una limitata
distorsione ottica e superficiale in corrispondenza dei rulli (detta onda del
rullo) soprattutto per spessori delle lastre elevati.
3
4
5
6
Viene qui presa in esame la genesi degli sforzi residui in un vetro sodicocalcico. Si assume che al di sotto dello strain point eventuali sforzi non
vengano rimossi dal rilassamento del vetro. I tempi sono indicativi e
dipendono evidentemente dalla velocità di raffreddamento.
La temperatura di partenza è attorno ai 620-640°C.
Al tempo t=0 la temperatura è uniforme e non vi è nessun gradiente di sforzo.
Al tempo t=1.5 s il raffreddamento causa un gradiente di temperatura
accompagnato da un profilo di deformazione e quindi di sforzo. Tuttavia tutti
gli sforzi sono immediatamente rimossi essendo la temperatura superiore allo
strain point.
Dopo 5 s la temperatura della superficie scende sotto lo strain point. Gli sforzi
che si generano sono però ancora rimossi dal rilassamento del cuore.
Dopo 12 s anche la temperatura del cuore scende sotto lo strain point. Gli
sforzi non sono più rilassati. La contrazione del cuore genera uno stato di
compressione in superficie bilanciata da uno stato di trazione nel cuore.
L’effetto si amplifica una volta raggiunta la temperatura ambiente.
7
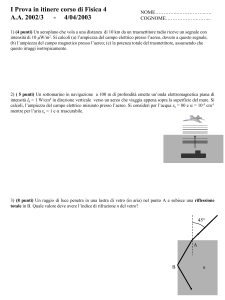
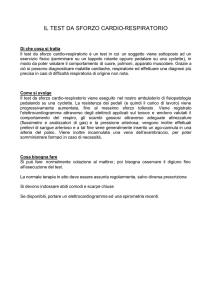
Il diagramma evidenzia il modulo di rilassamento (τ/τ0) in funzione del tempo
e della temperatura per un vetro sodico-calcico.
A che temperatura devo riscaldare il vetro prima di raffreddarlo?
1) Per T troppo “basse” (600°C)→ troppo vicino allo strain point →
raffreddando velocemente si rompe per shock termico ( limite sopportabile
circa 30MPa).
2) Per T troppo “alte” (660°C) → l’oggetto si rilassa sotto il proprio peso,
perdendo la propria forma geometrica.
8
A seconda dello spessore della lastra e del coefficiente di scambio termico
superficiale è possibile calcolare lo sforzo di trazione massimo in superficie
durante il transiente in raffreddamento una volta definita la temperatura di
partenza. Per temperature di partenza troppo elevate (caso 3) la tempra è
possibile (vengono generati sforzi di trazione nel cuore - mid plane - e di
compressione in superficie); tuttavia la lastra risulta distorta. Per temperature
troppo basse (caso 1) l’effetto è quello dello shock termico: gli sforzi di
trazione in superficie non sono rilassati dal cuore. E’ quindi definibile una
linea operativa ideale e quindi, per ogni spessore, una temperatura di partenza
o di tempra.
Il diagramma evidenzia la difficoltà nel temprare lastre con spessore inferiore
ai 3 mm.
9
Lo stato di sforzo dipende quindi dal coefficiente di scambio termico, dalla
temperatura di tempra e dallo spessore del vetro. Lo stesso vale per il rapporto
tra sforzo al cuore e sforzo sulla superficie.
Lo strato superficiale in compressione ha in genere uno spessore attorno al
20% di quello dell’intera lastra.
10
A seconda del “livello di tempra” (ovvero della temperatura di riscaldamento e
della velocità di raffreddamento) si identificano vetri temprati e induriti. I primi
durante la rottura manifestano evidente frammentazione.
11
Inoltre temprati e induriti si differenziano per la resistenza meccanica e lo
sforzo superficiale.
12
La presenza di uno sforzo di compressione superficiale aumenta la resistenza
media (dai 200 ai 500 MPa) del vetro in quanto per raggiungere la rottura va
prima “riportato a zero” lo sforzo residuo agente sui difetti superficiali. In
realtà, i difetti più grandi (e profondi), associati a resistenze inferiori, sono
meno “schermati” di quelli piccoli. Per questo la tempra causa in genere un
aumento della dispersione della resistenza.
Uno dei vantaggi della tempra fisica è che (in fase di rottura) si ha
frammentazione del provino in pezzi molto piccoli.
13
Considerando un vetro temprato dal punto di vista del modello di Griffith, la
presenza di uno stato di trazione nel cuore determina un contributo superiore
alla crack driving force nel momento in cui inizia la propagazione della
frattura. In pratica c’è la necessità di “scaricare” l’eccesso di energia congelato
nel cuore e questo comporta un’elevatissima frammentazione del manufatto al
momento della rottura.
14
Facendo riferimento al modello di Inglis è possibile calcolare l’energia cinetica
in funzione della lunghezza iniziale del difetto. Si può anche calcolare
l’andamento della velocità del difetto. Questa assume sempre valori finiti e
inferiori alla “velocità limite”, pari a una frazione della velocità del suono. Per
questo l’eccesso di energia può essere dissipato solo attraverso biforcazioni
successive.
15
16
17
18
19
20
21
22