Manuale per Motori e Generatori
a Induzione
Manuale per Motori e Generatori a Induzione
IIstruzioni di sicurezza
AMA, AMB, AMG, AMH, AMI, AMK, AMZ, HXR, M3BM, NMI, NXR
1. Aspetti generali
Le normative generali sulla sicurezza, gli accordi specifici stipulati per i singoli cantieri
e le precauzioni di sicurezza esposte in questo documento devono essere rispettati
sempre.
2. Uso previsto
Le macchine elettriche hanno parti sotto tensione e rotanti pericolose e possono
presentare superfici surriscaldate. Non è consentito salire sulla macchina. Tutte le
operazioni relative a trasporto, immagazzinaggio, installazione, connessione, messa in
servizio, funzionamento e manutenzione devono essere effettuate unicamente da
personale responsabile e competente (in conformità con la norma EN 50 110-1 / DIN
VDE 0105 / IEC 60364). Una gestione impropria può essere causa di infortuni gravi
alle persone e di danni alle cose. Pericolo!
Queste macchine sono destinate ad installazioni di tipo industriale e commerciale in
qualità di componenti, come definito nella Direttiva macchine (DM) 98/37/CE. È vietato
effettuare la messa in servizio dell’impianto fino al momento in cui venga stabilita la
conformità del prodotto finale con questa direttiva (seguire le normative di sicurezza e
di installazione locali, quale ad esempio la EN 60204).
Queste macchine sono conformi alle norme armonizzate della serie EN 60034 / DIN
VDE 0530 e il loro impiego in atmosfere esplosive è proibito, salvo che siano
espressamente progettate per tale utilizzo (seguire le istruzioni supplementari).
Non utilizzare mai gradi di protezione IP 23 all’aperto. I modelli raffreddati ad aria
sono progettati per temperature ambientali comprese tra -20°C e +40°C e per altitudini
di 1000 m sopra il livello del mare. La temperatura ambiente per i modelli raffreddati
ad aria / acqua non deve essere inferiore a +5°C (per macchine con cuscinetti a
manicotto, vedere la documentazione del fabbricante). In ogni caso, prendere sempre
nota delle informazioni diverse da quelle indicate sulla targhetta con i dati di
funzionamento. L’ambiente di lavoro deve uniformarsi a tutte le indicazioni riportate
sulla targhetta.
3. Trasporto, stoccaggio
Notificare immediatamente alla compagnia di trasporti qualsiasi danno riscontrato dopo
la consegna. Fermare la messa in servizio, se necessario. Gli occhielli di sollevamento
sono calibrati in funzione al peso della macchina: non aggiungere ulteriori carichi.
Verificare l’impiego dei corretti occhielli di sollevamento e, se necessario, utilizzare
mezzi di trasporto idonei e delle dimensioni adeguate (ad esempio guidacavi). Prima di
effettuare la messa in servizio, togliere i rinforzi usati per il trasporto (quali i blocchi dei
cuscinetti e gli ammortizzatori di vibrazioni) e conservarli per uso futuro.
Quando le macchine vengono messe a magazzino, verificare che siano riposte in
luoghi asciutti, senza polvere né vibrazioni per evitare il pericolo di danni ai cuscinetti
durante il periodo di fermo. Misurare la resistenza di isolamento prima della messa in
3BFP 000 050 R0101 REV H
Istruzioni di Sicurezza - 1
Manuale per Motori e Generatori a Induzione
servizio. Con valori di 1 k per volt della tensione nominale, asciugare l'avvolgimento
seguendo le istruzioni del produttore. Considerare sempre con la dovuta attenzione le
procedure di messa a magazzino a lungo termine.
4. Installazione
Accertarsi che il supporto sia piano, il fissaggio su piede o flangia solido e
l'allineamento preciso. Evitare che l'assemblaggio dei componenti causi risonanze con
frequenza rotazionale e doppia frequenza dell'alimentazione elettrica. Ruotare il rotore
e verificare che non vi siano rumori di slittamento anomali. Controllare il senso della
rotazione con i componenti non accoppiati.
Per montare o rimuovere giunti o altri elementi di guida, seguire le istruzioni del
fabbricante e coprirli con delle protezioni. Per la corsa di prova con la macchina non
accoppiata, bloccare o togliere la chiavetta sull'estremità dell'albero. Evitare carichi
radiali e assiali eccessivi sui cuscinetti (consultare la documentazione del produttore).
L'equilibratura della macchina è indicata da H = mezza chiavetta e F = chiavetta
completa. Qualora l'equilibratura della macchina sia data con mezza chiavetta, lo
stesso deve avvenire anche per l'accoppiamento. Se invece è data con una chiavetta
completa, l'equilibratura dell'accoppiamento deve essere trovata senza chiavetta. Se la
chiavetta all'estremità dell'albero è sporgente e parzialmente visibile, procedere
all'equilibratura meccanica.
Eseguire i necessari collegamenti per l'impianto di aerazione e di raffreddamento.
L'aerazione non deve essere ostruita e l'aria di scarico, anche dei gruppi adiacenti, non
deve essere fatta entrare direttamente.
5. Collegamenti elettrici
Tutte le operazioni devono essere eseguite esclusivamente da persone competenti
sulla macchina in stato di riposo. Prima di iniziare il lavoro, verificare che siano
perfettamente rispettate le norme di sicurezza sotto riportate:
•
Diseccitare!
•
Mettere la protezione di sicurezza per evitare la chiusura!
•
Verificare che il macchinario sia dotato di isolamento di sicurezza
dall’alimentazione!
•
Collegare a massa e cortocircuitare!
•
Coprire o mettere barriere contro le parti sotto tensione adiacenti tra loro!
•
Togliere energia ai circuiti ausiliari (ad esempio al riscaldamento anti-condensa)!
Il superamento dei valori limite della zona A nelle norme EN 60034-1 / DIN VDE 05301 - tensione ± 5%, frequenza ± 2%, forma d’onda e simmetria - determina un aumento
della temperatura superiore e incide sulla compatibilità elettromagnetica. Annotare
sulla morsettiera i dati riportati sulla targhetta e nello schema dei collegamenti.
Il collegamento deve essere eseguito in modo da mantenere sempre il collegamento
elettrico di sicurezza. Utilizzare fondelli di cavi idonei. Stabilire e mantenere il
collegamento equipotenziale di sicurezza.
Le distanze tra parti in tensione non isolate e tra tali parti e la massa non devono
essere inferiori ai valori espressi dalle normative appropriate né ai valori
eventualmente indicati nella documentazione del fabbricante.
2 - Istruzioni di sicurezza
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Nella scatola dei terminali non devono esserci corpi estranei, né sporco o umidità.
Chiudere i fori d’ingresso dei cavi non utilizzati e la scatola stessa in modo che siano
stagni all’acqua e alla polvere. Bloccare la chiave quando la macchina funziona senza
accoppiamento. Prima della messa in servizio, verificare che le macchine con
accessori funzionino in modo soddisfacente.
La corretta installazione (come l’isolamento del segnale e delle linee elettriche, cavi
schermati e così via) è di responsabilità dell’installatore.
6. Funzionamento
Il livello di vibrazione nel range "soddisfacente" (Vrms 4,5 mm/s) in conformità a
ISO3945 è accettabile solo se l'impianto funziona in modalità accoppiamento.
(Generatori con motore a pistoni in conformità a ISO 8528-9). In caso di scostamento
dal funzionamento normale, ad esempio per la presenza di temperature, rumori o
vibrazioni elevati, in caso di dubbio scollegare la macchina. Determinare la causa e, se
necessario, consultare il produttore.
Non neutralizzare i dispositivi di protezione, nemmeno nell’esecuzione di prova. In
caso di pesanti depositi di sporco, pulire il sistema di raffreddamento ad intervalli
regolari. Di tanto in tanto, aprire i fori per il drenaggio della condensa intasati.
Lubrificare i cuscinetti durante la messa in servizio prima dell’avviamento. Lubrificare di
nuovo i cuscinetti antifrizione mentre la macchina è in funzione seguendo le istruzioni
riportate sulla targhetta della lubrificazione. Utilizzare il tipo di grasso corretto. In caso
di macchine con cuscinetti a manicotto, rispettare i limiti di tempo indicati per il cambio
dell’olio e, se sono dotate di alimentazione dell’olio, accertarsi che l’impianto sia
funzionante.
7. Manutenzione e assistenza
Seguire le istruzioni di funzionamento del produttore. Per maggiori dettagli, vedere
l’esauriente Manuale dell’utente. Conservare queste istruzioni di sicurezza.
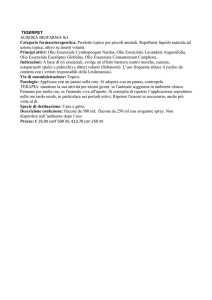
8. Convertitore di frequenza
In applicazioni con convertitore di frequenza, deve essere utilizzata una messa a terra
esterna al telaio del motore per equalizzare il potenziale tra il telaio del motore e la
macchina condotta, a meno che sulla stessa base meccanica non siano montate due
macchine. Per telai di motori con dimensioni superiori a IEC da 280, usare un
conduttore piatto 0,75 x 70 mm o almeno due conduttori tondi da 50 mm². La distanza
tra i conduttori tondi deve essere di almeno 150 mm uno dall’altro.
Questa disposizione non ha alcuna specifica funzione elettrica, ma ha lo scopo di
equalizzare i potenziali. Se il motore e la scatola della trasmissione sono montati su
basamento in acciaio, non è necessario equalizzare i potenziali.
3BFP 000 050 R0101 REV H
Istruzioni di Sicurezza - 3
Manuale per Motori e Generatori a Induzione
Potential equalisation
Cables/wires
Plate/strip
V1
U1
PE
W1
3~ M
> 150 mm
0.75 mm
70 mm
min 50 mm
Driven machinery
Per essere conformi ai requisiti delle EMC, usare solo cavi, connettori e terminazioni
approvati per tale scopo. (Vedere le istruzioni sui convertitori di frequenza.)
Istruzioni di sicurezza aggiuntive per le macchine sincronizzate a
magnetismo permanente
Collegamenti elettrici e funzionamento
Una macchina sincrona a magnetismo permanente induce tensione ai morsetti anche
quando l’albero ruota. La tensione indotta è proporzionale alla velocità di rotazione e
può essere pericolosa anche a basse velocità. Evitare che l’albero ruoti prima di aprire
la morsettiera e/o prima di effettuare interventi sui morsetti privi di protezione.
ATTENZIONE: I morsetti di una macchina a fornitura per mezzo convertitore di
frequenza possono essere sotto tensione anche a macchina ferma.
ATTENZIONE:Attenzione alla corrente di rinvio quando si lavora sul sistema di
fornitura.
ATTENZIONE:Non superare la velocità massima permessa della macchina. Vedere i
manuali relativi ai prodotti in questione.
Manutenzione e assistenza
Le macchine sincronizzate a magnetismo permanente devono essere riparate
esclusivamente nei centri d'assistenza qualificati e autorizzati dalla ABB. Per ulteriori
informazioni sulla manutenzione delle macchine sincronizzate a magnetismo
permanente si prega di contattare la ABB.
ATTENZIONE:L’apertura e la manutenzione delle macchine sincronizzate a
magnetismo permanente è riservata esclusivamente al personale
qualificato, nel rispetto delle norme di sicurezza vigenti.
ATTENZIONE:Non estrarre il rotore di una macchina sincronizzata a magnetismo
permanente senza gli utensili speciali studiati per questa operazione.
ATTENZIONE:I campi magnetici vaganti, causati da una macchina sincronizzata a
magnetismo permanente aperta o smontata oppure da un rotore di detta
macchina, possono disturbare o danneggiare altre attrezzature e componenti
elettrici o elettromagnetici, quali pacemaker, carte di credito e simili.
4 - Istruzioni di sicurezza
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
ATTENZIONE:Tenere l’interno della macchina sincronizzata a magnetismo
permanente e il rotore sgombri da parti metalliche o altri rifiuti.
ATTENZIONE:Rimuovere eventuali oggetti estranei e rifiuti dall’interno della macchina
prima di richiudere una macchina sincronizzata a magnetismo
permanente aperta per effettuare interventi vari.
NOTA: Prestare attenzione ai campi magnetici vaganti e alle eventuali tensioni indotte
quando si ruota un rotore distaccato dalla macchina sincronizzata a
magnetismo permanente. Questi potrebbero infatti danneggiare l’attrezzatura
circostante, come, ad esempio, torni o macchine di equilibratura.
Istruzioni di sicurezza aggiuntive per Motori elettrici per
atmosfera esplosiva
NOTA: Seguire queste istruzioni per garantire che l’installazione, il funzionamento e la
manutenzione del motore avvengano in maniera corretta e sicura. Le istruzioni
devono essere quindi poste all’attenzione di coloro che installano,
sovrintendono al funzionamento e sottopongono a manutenzione l’impianto. La
mancata osservanza delle istruzioni può invalidare la garanzia.
ATTENZIONE:I motori per atmosfera esplosiva sono specificamente studiati per
soddisfare i regolamenti ufficiali concernenti i rischi di esplosione e, se
utilizzati impropriamente, collegati non correttamente o in qualche modo
manomessi, la loro affidabilità può risentirne.
Devono essere prese in considerazione le norme attinenti il collegamento
e l'utilizzo di apparecchiature elettriche in atmosfera esplosiva, in
particolare le norme nazionali relative all'installazione (vedere le norme:
EN 60079-14, EN 60079-17, GOST-R 52350.14, GOST-R 52350.17,
GB3836.15, IEC 60079-14, IEC 60079-17). Tutte le riparazioni e le
revisioni devono essere eseguite in conformità alle norme IEC 60079-19,
EN 60079-19, GOST-R 52350.19 e GB 3836.13 e soltanto personale
addestrato che abbia dimestichezza con tali norme deve maneggiare
questo tipo di apparecchiatura.
Dichiarazione di conformità
Tutte le macchine ABB Ex destinate ad operare in atmosfera esplosiva soddisfano la
direttiva ATEX 94/9/EC e sono dotate di marcatura CE sulla targhetta con i dati di
funzionamento.
Validità
Queste istruzioni valgono per i seguenti tipi di motore elettrici ABB Oy, quando la
macchina è utilizzata in atmosfera esplosiva.
Ex nA, Classe I Div 2, Classe I Zona 2 senza scintille
3BFP 000 050 R0101 REV H
-
Macchine ad induzione AMA, dimensioni comprese tra 315 e 500
-
Macchine ad induzione AMI, dimensioni comprese tra 400 e 630
Istruzioni di Sicurezza - 5
Manuale per Motori e Generatori a Induzione
-
Macchine ad induzione HXR, dimensioni comprese tra 315 e 560
-
Macchine sincrone AMZ, dimensioni comprese tra 710 e 2500
Sicurezza aumentata Ex e
-
Macchine ad induzione AMA, dimensioni comprese tra 315 e 500
-
Macchine ad induzione AMI, dimensioni comprese tra 400 e 630
-
Macchine ad induzione HXR, dimensioni comprese tra 315 e 560
Pressurizzazione Ex pxe, Ex pze, Ex px, Ex pz
-
Macchine ad induzione AMA, dimensioni comprese tra 315 e 500
-
Macchine ad induzione AMI, dimensioni comprese tra 400 e 630
-
Macchine ad induzione HXR, dimensioni comprese tra 315 e 560
-
Macchine sincrone AMZ, dimensioni comprese tra 710 e 2500
Protezione per combustione da polveri (DIP), Ex tD, Classe II Div 2, Classe II
Zona 22, Classe III
-
Macchine ad induzione AMA, dimensioni comprese tra 315 e 500
-
Macchine ad induzione AMI, dimensioni comprese tra 400 e 630
-
Macchine ad induzione HXR, dimensioni comprese tra 315 e 560
-
Macchine ad induzione M3GM, dimensioni comprese tra 315 e 450
(Informazioni aggiuntive possono essere necessarie per alcuni tipi di motori nel caso di
applicazioni e/o progettazioni speciali.)
Conformità alle norme
Oltre che alle norme relative alle caratteristiche meccaniche ed elettriche,
i motori progettati per atmosfere esplosive devono essere conformi anche alle seguenti
norme nazionali/internazionali:
•
•
6 - Istruzioni di sicurezza
Norma inerente i requisiti generali per le atmosfere esplosive:
–
EN 60079-0
–
IEC 60079-0
–
GB 3836.1
–
GOST-R IEC 60079-0
Norma inerente la protezione Ex p:
–
EN 60079-2
–
IEC 60079-2
–
GB 3836.5
–
GOST-R IEC 60079-2
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
•
•
•
•
Norma inerente la protezione Ex e:
–
EN 60079-7
–
IEC 60079-7
–
GB 3836.3
–
GOST-R 52350.7
Norma inerente la protezione Ex nA:
–
EN 60079-15
–
IEC 60079-15
–
GB 3836.8
–
GOST-R IEC 60079-15
Norma inerente la protezione per polvere combustibile:
–
EN 61241-1; EN 60079-31
–
IEC 61241-1; IEC 60079-31
–
GB 12476.1
–
GOST-R IEC 61241-0; GOST-R IEC 61241-1-1; GOST-R IEC 60079-31
Codice elettrico nazionale (NEC) (norme statunitensi sugli impianti elettrici):
–
•
NFPA 70
Codice elettrico canadese, Parte I (Codice CE):
–
C 22-1-98
I macchinari ABB (solo per il gruppo II) possono essere installati nelle aree
corrispondenti alle marcature sotto riportate:
Zona (IEC)
Categoria (EN)
Marcatura
1
2
Ex px, Ex pxe, Ex e
2
3
Ex nA, Ex N, Ex pz, Ex
pze
Atmosfera (EN);
G - atmosfera esplosiva causata da gas
G - atmosfera esplosiva causata da polvere
Ispezione in ingresso
3BFP 000 050 R0101 REV H
•
Al ricevimento dell’impianto, controllare la macchina immediatamente per
verificare che non presenti danni esterni, e, in caso affermativo, informare subito
lo spedizioniere.
•
Controllare tutti i dati riportati sulla targhetta, in particolare la tensione, la
connessione degli avvolgimenti (stella o triangolo), categoria, tipo di protezione e
temperatura.
Istruzioni di Sicurezza - 7
Manuale per Motori e Generatori a Induzione
Osservare sempre le seguenti regole durante qualsiasi operazione!
ATTENZIONE:Scollegare e bloccare prima di lavorare sulla macchina o sulle
apparecchiature condotte. Verificare sempre che il lavoro abbia luogo in
assenza di atmosfera esplosiva.
Avvio e riavvio
•
Il numero massimo di avvii successivi è indicato nei documenti tecnici della
macchina.
•
La nuova sequenza di avvio può aver luogo dopo che la macchina si è raffreddata
alla temperatura ambiente (-> avvii a freddo) o alla temperatura di esercizio (->
avvii a caldo).
Messa a terra e connessione equipotenziale
•
Prima di iniziare, controllare che tutti i cavi di messa a terra e di connessione
equipotenziale siano collegati in maniera efficace.
•
Non rimuovere nessun cavo di messa a terra o di connessione equipotenziale
assemblato dal fabbricante.
Giochi, distanze di dispersione e distanziamenti.
•
Non togliere o modificare nulla sulle morsettiere che potrebbe diminuire i giochi o
le distanze di dispersione tra i pezzi.
•
Non installare apparecchiature nuove sulle morsettiere senza chiedere prima
consiglio ad ABB Oy.
•
Accertarsi che il traferro tra rotore e statore sia misurato dopo ogni intervento di
manutenzione su rotore o cuscinetti. Il traferro tra statore e rotore deve essere
costante in qualsiasi punto.
•
Posizionare la ventola al centro del portaventola o della guidovia dopo ogni
intervento di manutenzione, garantendo che il gioco sia almeno l'1% del diametro
massimo della ventola e in accordo con le norme.
Collegamenti nelle morsettiere
8 - Istruzioni di sicurezza
•
Tutti i collegamenti nelle morsettiere devono essere effettuati con connettori
approvati Ex, consegnati dal fabbricante in dotazione con la macchina. In altri
casi, chiedere consiglio ad ABB Oy.
•
Tutte le connessioni nelle morsettiere ausiliarie, come circuiti marcati
intrinsecamente sicuri (Ex i) devono essere collegate a barriere di sicurezza
adeguate.
•
I circuiti con limitazioni energetiche (Ex nL) e quelli intrinsecamente sicuri (Ex i)
devono essere separati dagli altri circuiti elettrici con una piastra separatrice o una
distanza "greepage" di 50 mm. Per maggiori informazioni, vedere il diagramma di
collegamento e i disegni della morsettiera.
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Scaldiglie
•
Se una scaldiglia anticondensa senza autoregolazione si accende
immediatamente dopo lo spegnimento del motore, prendere i provvedimenti adatti
a controllare la temperatura interna all’alloggiamento del motore. Le scaldiglie
anticondensa possono funzionare unicamente in ambiente a temperatura
controllata.
Aerazione preavviamento
•
Le macchine Ex nA e Ex e possono, e in alcuni casi devono, essere dotate di un
sistema di aerazione preavviamento.
•
Prima dell'avvio, controllare che la recinzione della macchina non debba essere
spurgata, in modo tale da garantire l'assenza di gas infiammabili nella recinzione.
In base alla valutazione del rischio, il cliente e/o le autorità locali decideranno se
sia necessario o meno il ricorso all'aerazione preavviamento.
NOTA: In caso di conflitto tra le presenti istruzioni di sicurezza e il manuale utente,
seguire le istruzioni di sicurezza.
3BFP 000 050 R0101 REV H
Istruzioni di Sicurezza - 9
Manuale per Motori e Generatori a Induzione
Chapter 1 - Introduzione
1.1
1.2
1.3
1.4
1.5
Informazioni generali.....................................................................................
Nota importante.............................................................................................
Limitazione di responsabilità .........................................................................
Documentazione ...........................................................................................
1.4.1
Documentazione della macchina ...................................................
1.4.2
Informazioni non comprese nella documentazione........................
1.4.3
Unità utilizzate in questo Manuale dell’Utente ...............................
Identificazione della macchina ......................................................................
1.5.1
Numero di serie della macchina.....................................................
1.5.2
Targhetta con i dati di funzionamento............................................
1
1
2
2
2
3
3
3
3
3
Chapter 2 - Trasporto e Disimballaggio
2.1
2.2
2.3
2.4
2.5
2.6
2.7
Misure protettive da applicare prima del trasporto ........................................ 6
2.1.1
Aspetti generali .............................................................................. 6
2.1.2
Targa dei cuscinetti........................................................................ 6
Sollevamento della macchina ....................................................................... 8
2.2.1
Sollevamento di una macchina confezionata in imballaggio
marittimo. ....................................................................................... 9
2.2.2
Sollevamento di una macchina su un pallet................................. 10
2.2.3
Sollevamento di una macchina non imballata.............................. 10
Rotazione di una macchina montata in verticale......................................... 11
Controlli in ingresso e disimballaggio.......................................................... 12
2.4.1
Controlli in ingresso ..................................................................... 12
2.4.2
Controlli al disimballaggio ............................................................ 12
Istruzioni di installazione per la morsettiera principale e le parti
dello scambiatore ........................................................................................ 12
2.5.1
Installazione della morsettiera principale ..................................... 13
2.5.2
Installazione dei componenti dello scambiatore .......................... 13
Stoccaggio .................................................................................................. 14
2.6.1
Stoccaggio a breve termine (meno di 2 mesi) ............................. 14
2.6.2
Stoccaggio a lungo termine (più di 2 mesi).................................. 14
2.6.3
Cuscinetti a rotolamento .............................................................. 16
2.6.6
Cuscinetti a manicotto ................................................................. 17
2.6.8
Aperture ....................................................................................... 18
Ispezioni, verbali ......................................................................................... 18
Chapter 3 - Installazione e allineamento
3.1
3.2
3.3
i-
Linee generali..............................................................................................
Disegno del basamento ..............................................................................
3.2.1
Linee generali ..............................................................................
3.2.2
Forze sul basamento ...................................................................
3.2.3
Flange di una macchina verticale ................................................
Preparativi della macchina prima dell’installazione.....................................
3.3.1
Misurazioni sulla resistenza dell’isolamento ................................
3.3.2
Smontaggio del dispositivo di blocco per il trasporto ...................
3.3.3
Tipo di giunto ...............................................................................
3.3.4
Assemblaggio del semigiunto ......................................................
3.3.4.1
Bilanciamento del giunto .........................................
19
19
19
20
20
20
21
21
21
22
22
3BFP 000 072 R0104 REV H
Manuale per Motori e Generatori a Induzione
3.4
3.5
3.6
3.7
3.3.4.2
Assemblaggio..........................................................
3.3.5
Azionamento a cinghia ................................................................
3.3.6
Scarichi della condensa...............................................................
Installazione su basamento in cemento......................................................
3.4.1
Dotazione fornita .........................................................................
3.4.2
Predisposizioni generali...............................................................
3.4.3
Preparazione del basamento.......................................................
3.4.3.1
Preparativi del basamento e dei fori per
l’imboiaccatura ........................................................
3.4.3.2
Preparazione dei perni di ancoraggio o delle
piastre di adattamento.............................................
3.4.4
Erezione delle macchine .............................................................
3.4.5
Allineamento ................................................................................
3.4.6
Imboiaccatura ..............................................................................
3.4.7
Installazione e ispezione finali .....................................................
3.4.7.1
Fissaggio con spine del piede della macchina ........
3.4.7.2
Coperture e recinzioni .............................................
Installazione su basamento in acciaio ........................................................
3.5.1
Dotazione fornita .........................................................................
3.5.2
Controllo del basamento..............................................................
3.5.3
Erezione delle macchine .............................................................
3.5.4
Allineamento ................................................................................
3.5.5
Installazione e ispezione finali .....................................................
3.5.5.1
Fissaggio con spine del piede della macchina ........
3.5.5.2
Coperture e recinzioni .............................................
3.5.6
Installazione di macchine montate con flange su basamento
in acciaio......................................................................................
Allineamento ...............................................................................................
3.6.1
Linee generali ..............................................................................
3.6.2
Livellamento approssimativo .......................................................
3.6.3
Regolazione approssimativa........................................................
3.6.4
Correzione per crescita termica...................................................
3.6.4.1
Linee generali..........................................................
3.6.4.2
Crescita termica verso l’alto ....................................
3.6.4.3
Crescita termica assiale ..........................................
3.6.5
Allineamento definitivo.................................................................
3.6.5.1
Linee generali..........................................................
3.6.5.2
Corsa massima dei semigiunti ................................
3.6.5.3
Allineamento parallelo, angolare e assiale..............
3.6.5.4
Allineamento ...........................................................
3.6.5.5
Disallineamento ammesso ......................................
Assistenza dopo l’installazione ...................................................................
22
22
22
23
23
23
23
23
24
26
26
26
26
27
27
27
27
27
27
28
28
28
28
28
29
29
29
30
32
32
32
33
33
33
33
34
35
36
37
Chapter 4 - Collegamenti Meccanici ed Elettrici
4.1
4.2
3BFP 000 072 R0104 REV H
Aspetti generali ...........................................................................................
Collegamenti meccanici ..............................................................................
4.2.1
Collegamenti dell’aria di raffreddamento .....................................
4.2.2
Collegamenti dell’acqua di raffreddamento .................................
4.2.2.1
Scambiatori aria-acqua ...........................................
4.2.2.2
Telai con raffreddamento ad acqua ........................
38
38
38
38
38
38
- ii
Manuale per Motori e Generatori a Induzione
4.3
4.2.3
Alimentazione dell’olio nei cuscinetti a manicotto ........................
4.2.4
Collegamento del tubo dell’aria di spurgo....................................
4.2.5
Montaggio dei trasduttori di vibrazione ........................................
4.2.6
Predisposizione per l'aria di spurgo .............................................
4.2.7
Alimentazione di nebbia d'olio al cuscinetto a rulli.......................
Collegamenti elettrici...................................................................................
4.3.1
Informazioni generali ...................................................................
4.3.2
Sicurezza .....................................................................................
4.3.3
Misurazioni sulla resistenza dell’isolamento ................................
4.3.4
Opzioni relative alla morsettiera principale ..................................
4.3.4.1
Consegna senza morsettiera principale ..................
4.3.5
Distanze di isolamento dei collegamenti dell’energia elettrica
principale .....................................................................................
4.3.6
Cavi di potenza ............................................................................
4.3.7
Cavi secondari per i collegamenti degli anelli di frizione..............
4.3.8
Morsettiera ausiliaria....................................................................
4.3.8.1
Collegamento di ausiliari e strumenti.......................
4.3.8.2
Collegamento del motore del ventilatore esterno ....
4.3.9
Collegamenti di messa a terra .....................................................
4.3.10
Requisiti per macchine alimentate da convertitori di frequenza .....
4.3.10.1
Cavo principale........................................................
4.3.10.2
Messa a terra del cavo principale............................
4.3.10.3
Cavi ausiliari ............................................................
39
40
40
41
43
44
44
44
45
45
45
45
46
47
47
47
48
48
48
48
49
49
Chapter 5 - Messa in servizio e Avviamento
5.1
5.2
5.3
5.4
5.5
5.6
5.7
iii -
Aspetti generali ...........................................................................................
Controllo dell’installazione meccanica ........................................................
Misurazione di resistenza dell’isolamento...................................................
Controllo dell’impianto elettrico ...................................................................
Apparecchiature di controllo e protezione...................................................
5.5.1
Linee generali ..............................................................................
5.5.2
Temperatura degli avvolgimenti dello statore ..............................
5.5.2.1
Aspetti generali........................................................
5.5.2.2
Rilevatori della temperatura di resistenza ...............
5.5.2.3
Termistori ................................................................
5.5.3
Controllo della temperatura dei cuscinetti....................................
5.5.3.1
Aspetti generali........................................................
5.5.3.2
Rilevatori della temperatura di resistenza ...............
5.5.3.3
Termistori ................................................................
5.5.4
Apparecchiature di protezione .....................................................
Primo avvio di prova....................................................................................
5.6.1
Aspetti generali ............................................................................
5.6.2
Precauzioni antecedenti il primo avvio di prova...........................
5.6.3
Avvio ............................................................................................
5.6.3.1
Senso della rotazione ..............................................
5.6.3.2
Avviamento di macchine con anelli di frizione .........
5.6.3.3
Avvio di macchine Ex p ...........................................
Prima attivazione della macchina................................................................
5.7.1
Supervisione durante la prima corsa ...........................................
5.7.2
Controlli durante il funzionamento della macchina ......................
50
50
50
51
51
51
52
52
52
52
52
52
53
53
53
53
53
53
54
55
55
55
56
56
56
3BFP 000 072 R0104 REV H
Manuale per Motori e Generatori a Induzione
5.7.3
5.8
Cuscinetti .....................................................................................
5.7.3.1
Macchine con cuscinetti a rotolamento ...................
5.7.3.2
Macchine con cuscinetti a manicotto ......................
5.7.4
Vibrazioni .....................................................................................
5.7.5
Livelli di temperatura ...................................................................
5.7.6
Scambiatori di calore ...................................................................
5.7.7
Anelli di frizione ...........................................................................
Arresto ........................................................................................................
56
57
58
58
58
59
59
59
Chapter 6 - Funzionamento
6.1
6.2
6.3
6.4
6.5
6.6
Aspetti generali ...........................................................................................
Temperature operative standard.................................................................
Numero di avviamenti .................................................................................
Supervisione ...............................................................................................
6.4.1
Cuscinetti .....................................................................................
6.4.2
Vibrazioni .....................................................................................
6.4.3
Temperature ................................................................................
6.4.4
Scambiatore di calore ..................................................................
6.4.5
Unità anelli di frizione ..................................................................
Follow-up ....................................................................................................
Arresto ........................................................................................................
60
60
60
61
61
61
62
62
62
62
62
Chapter 7 - Manutenzione
7.1
7.2
7.3
7.4
7.5
3BFP 000 072 R0104 REV H
Manutenzione preventiva............................................................................ 63
Precauzioni di sicurezza ............................................................................. 64
Programma di manutenzione...................................................................... 65
7.3.1
Programma di manutenzione consigliato..................................... 67
7.3.1.1
Struttura generale ................................................... 67
7.3.1.2
Collegamento dell’alta tensione .............................. 68
7.3.1.3
Statore e rotore ....................................................... 68
7.3.1.4
Accessori................................................................. 69
7.3.1.5
Gruppo anelli di frizione .......................................... 69
7.3.1.6
Sistema di lubrificazione e cuscinetti....................... 70
7.3.1.7
Sistema di raffreddamento ...................................... 71
Manutenzione delle strutture generali......................................................... 72
7.4.1
Tensione dei fissaggi ................................................................... 72
7.4.3
Vibrazioni e rumorosità ................................................................ 73
7.4.4
Vibrazioni della sede dei cuscinetti.............................................. 73
7.4.4.1
Procedure di misurazione e condizioni operative.... 73
7.4.4.2
Classificazione in base alla flessibilità dei supporti ...... 74
7.4.4.3
Valutazione ............................................................. 75
7.4.7
Vibrazioni dell'albero.................................................................... 76
Manutenzione dei cuscinetti e del sistema di lubrificazione........................ 76
7.5.1
Cuscinetti a manicotto ................................................................. 76
7.5.1.1
Livello dell’olio ......................................................... 76
7.5.1.2
Temperatura dei cuscinetti ...................................... 77
7.5.2
Lubrificazione dei cuscinetti a manicotto ..................................... 77
7.5.2.1
Temperatura dell’olio di lubrificazione ..................... 77
7.5.2.2
Controllo del lubrificante.......................................... 77
- iv
Manuale per Motori e Generatori a Induzione
7.6
7.7
7.8
7.9
7.5.2.3
Valori di controllo raccomandati per l’olio lubrificante... 77
7.5.2.4
Tipi di olio ................................................................ 78
7.5.2.5
Programma del cambio d’olio per gli oli minerali ..... 79
7.5.3
Cuscinetti a rotolamento .............................................................. 80
7.5.3.1
Struttura dei cuscinetti ............................................. 80
7.5.3.2
Targa dei cuscinetti ................................................. 80
7.5.3.3
Intervalli di nuova lubrificazione .............................. 80
7.5.3.4
Nuova lubrificazione ................................................ 81
7.5.3.5
Grasso per cuscinetti............................................... 82
7.5.3.6
Manutenzione dei cuscinetti .................................... 83
7.5.4
Controllo dell’isolamento e della resistenza di isolamento dei
cuscinetti ...................................................................................... 83
7.5.4.1
Procedura ................................................................ 84
7.5.4.2
Stato di pulizia dell’isolamento del cuscinetto ......... 85
Manutenzione degli avvolgimenti di statore e rotore................................... 86
7.6.1
Istruzioni di sicurezza particolari per la manutenzione degli
avvolgimenti ................................................................................. 87
7.6.2
Tempistica della manutenzione ................................................... 87
7.6.3
Corretta temperatura di esercizio................................................. 88
7.6.4
Test di resistenza dell’isolamento ................................................ 88
7.6.4.1
Conversione dei valori relativi alla resistenza
di isolamento misurati.............................................. 89
7.6.5.2
Considerazioni generali ........................................... 90
7.6.5.3
Valori minimi per la resistenza di isolamento .......... 90
7.6.5.4
Misurazione della resistenza di isolamento
dell’avvolgimento dello statore ................................ 91
7.6.5.5
Misurazione della resistenza di isolamento
sull’avvolgimento del rotore ..................................... 92
7.6.6
Misurazione di resistenza dell’isolamento per ausiliari ................ 93
7.6.7
Indice di polarizzazione ............................................................... 93
7.6.8
Altri interventi di manutenzione.................................................... 94
Manutenzione degli anelli di frizione e del gruppo reggispazzole ............... 94
7.7.1
Cura degli anelli di frizione........................................................... 94
7.7.1.1
Periodo di fermo ...................................................... 94
7.7.1.2
Usura ....................................................................... 94
7.7.2
Cura del gruppo reggispazzole .................................................... 95
7.7.2.1
Pressione delle spazzole......................................... 95
Manutenzione delle unità di raffreddamento ............................................... 96
7.8.1
Istruzioni di manutenzione per macchine dotate di
scambiatore aperto ...................................................................... 96
7.8.1.1
Pulizia dei filtri ......................................................... 96
7.8.2
Istruzioni per la manutenzione di scambiatori di calore aria-acqua... 97
7.8.3
Istruzioni per la manutenzione di scambiatori di calore aria-aria....... 97
7.8.3.1
Circolazione dell’aria ............................................... 97
7.8.3.2
Pulizia ...................................................................... 98
7.8.4
Manutenzione dei motoventilatori esterni .................................... 98
Riparazioni, smontaggio e montaggio......................................................... 99
Chapter 8 - Guida alla Risoluzione dei problemi
8.1
v-
Ricerca e risoluzione dei problemi ............................................................ 100
3BFP 000 072 R0104 REV H
Manuale per Motori e Generatori a Induzione
8.1.1
8.1.2
8.2
8.3
8.4
8.5
Prestazioni meccaniche............................................................. 100
Sistema di lubrificazione e cuscinetti ......................................... 101
8.1.2.1
Sistema di lubrificazione e cuscinetti a rotolamento... 101
8.1.2.2
Sistema di lubrificazione e cuscinetti a manicotto ...... 102
8.1.3
Prestazioni termiche .................................................................. 104
8.1.3.1
Caratteristica termica, scambiatore aperto............ 104
8.1.3.2
Caratteristica termica, scambiatore aria-aria......... 105
8.1.3.3
Caratteristica termica, scambiatore aria-acqua..... 106
8.1.3.4
Caratteristica termica, con radiatore ..................... 107
Perdita d’olio dei cuscinetti a manicotto.................................................... 108
8.2.1
Olio ............................................................................................ 108
8.2.2
Cuscinetti a manicotto ............................................................... 109
8.2.3
Verifica dei cuscinetti ................................................................. 109
8.2.4
Serbatoio e tubature dell’olio ..................................................... 110
8.2.5
Verifica del serbatoio e delle tubature dell’olio .......................... 110
8.2.6
Uso ............................................................................................ 111
8.2.7
Verifica dell’uso ......................................................................... 112
Caratteristiche elettriche, controllo e protezione....................................... 115
8.3.1
Disinnesti di protezione a scatto ................................................ 115
8.3.2
Sensori della temperatura di resistenza Pt-100......................... 115
Anelli di frizione e spazzole....................................................................... 117
8.4.1
Usura delle spazzole ................................................................. 117
8.4.2
Formazione di scintille nelle spazzole ....................................... 117
Prestazioni termiche e scambiatore.......................................................... 118
Chapter 9 - Servizi di assistenza per il ciclo di vita di motori e generatori
9.1
9.2
3BFP 000 072 R0104 REV H
Post-Vendita .............................................................................................
9.1.1
Prodotti di assistenza ................................................................
9.1.2
Supporto e garanzie ..................................................................
9.1.3
Informazioni sui contatti per l'assistenza a motori e generatori .
9.1.4
Supporto per i Centri di assistenza............................................
9.1.5
Estremi per contattare l’assistenza Post-Vendita ......................
Ricambi per macchine elettriche rotanti....................................................
9.2.1
Considerazioni generali sui ricambi ...........................................
9.2.2
Sostituzioni periodiche dei pezzi................................................
9.2.3
Fabbisogno di ricambi ...............................................................
9.2.4
Selezione del pacchetto di pezzi di ricambio più adatto ............
9.2.5
Pezzi di ricambio consigliati in set diversi..................................
9.2.5.1
Pacchetto di pezzi di ricambio operativi ................
9.2.5.2
Pacchetto di pezzi di ricambio consigliati ..............
9.2.5.3
Pezzi di ricambio principali ....................................
9.2.5.4
Pacchetto di pezzi di ricambio operativi ................
9.2.5.5
Pacchetto di pezzi di ricambio consigliati ..............
9.2.5.6
Pezzi di ricambio principali ....................................
9.2.5.7
Pacchetto di pezzi di ricambio operativi ................
9.2.5.8
Pacchetto di pezzi di ricambio consigliati ..............
9.2.5.9
Pezzi di ricambio principali ....................................
9.2.6
Informazioni per effettuare l’ordine ............................................
119
119
120
120
120
121
121
121
121
122
122
123
123
123
124
124
125
125
126
127
127
127
- vi
Manuale per Motori e Generatori a Induzione
Chapter 10 - Riciclaggio
10.1
10.2
10.3
10.4
10.5
Introduzione .............................................................................................. 128
Contenuto materiale tipo ........................................................................... 128
Riciclaggio di materiale da imballo............................................................ 128
Smontaggio della macchina ...................................................................... 129
Separazione di materiali diversi ................................................................ 129
10.5.1 Telaio, alloggiamenti dei cuscinetti, coperture e ventilatore ...... 129
10.5.2 Componenti con isolamento elettrico......................................... 129
10.5.3 Magneti permanenti ................................................................... 130
10.5.4 Rifiuti pericolosi.......................................................................... 130
10.5.5 Rifiuti da smaltire per interramento ............................................ 130
VERBALE DELLA MESSA IN SERVIZIO ............................................................ 131
Posizione tipica delle targhe................................................................................. 142
Principali collegamenti elettrici tipici ..................................................................... 144
vii -
3BFP 000 072 R0104 REV H
Manuale per Motori e Generatori a Induzione
Chapter 1 Introduzione
1.1 Informazioni generali
Il presente Manuale dell’Utente contiene informazioni relative a trasporto, stoccaggio,
installazione, messa in servizio, funzionamento e manutenzione delle macchine
elettriche rotanti prodotte da ABB.
Qui vengono inoltre forniti dati concernenti tutti gli aspetti che attengono il
funzionamento, la manutenzione e la supervisione della macchina. Per garantire il
corretto funzionamento e una lunga durata della macchina è necessario studiare
accuratamente i contenuti del manuale e di tutta la documentazione relativa alla
macchina prima di intraprendere qualsiasi azione.
NOTA: È possibile che alcuni articoli specifici per il cliente non siano compresi in
questo Manuale dell’Utente, ma, in tal caso, alla documentazione del progetto
sarà allegata della documentazione supplementare.
Solamente personale adeguatamente addestrato, con precedente esperienza in
mansioni analoghe e autorizzato dal cliente, può eseguire le operazioni presentate nel
manuale.
Questo documento e le sue parti non possono essere riprodotti o copiati senza
espresso permesso scritto di ABB e i contenuti relativi non possono essere rivelati a
terzi né essere utilizzati per alcuno scopo non autorizzato.
ABB si prefigge l’obiettivo di migliorare costantemente la qualità delle informazioni
fornite nel Manuale dell’Utente e sarà lieta quindi di ricevere suggerimenti in questo
senso. Il modo per contattarci è presentato al Capitolo 9.1.5 Estremi per contattare
l’assistenza Post-Vendita.
NOTA: Per garantire che l’installazione, il funzionamento e la manutenzione della
macchina avvengano in maniera corretta e sicura, è d’obbligo seguire queste
istruzioni, che a tale scopo devono essere quindi poste all’attenzione di coloro
che installano, sovrintendono al funzionamento e sottopongono a
manutenzione l’impianto: La mancata osservanza delle istruzioni invalida la
garanzia.
1.2 Nota importante
Le informazioni del presente documento possono in taluni casi essere di carattere
generale e quindi applicabili a diverse macchine prodotte da ABB.
In caso di conflitto esistente tra i contenuti qui riportati e gli impianti effettivamente
forniti, il cliente è tenuto a redigere un giudizio tecnico in merito a come procedere. In
caso di dubbio, contattare ABB Oy.
Le precauzioni di sicurezza esposte nelle IIstruzioni di sicurezza all’inizio del manuale
devono essere rispettate sempre.
La sicurezza dipende dalla consapevolezza, dalla sollecitudine e dalla prudenza di tutti
coloro che operano sulle macchine e ne effettuano la manutenzione. Tanto è
3BFP 000 050 R0101 REV H
Introduzione - 1
Manuale per Motori e Generatori a Induzione
importante che vengano rispettate tutte le procedure di sicurezza, quanto è essenziale
prestare la massima attenzione nelle vicinanze dell’impianto: siate sempre vigili.
NOTA: Per evitare incidenti, le misure di sicurezza e i dispositivi necessari nel luogo
dell’installazione devono conformarsi alle istruzioni e ai regolamenti stilati per
garantire la sicurezza sul lavoro. Sono qui comprese le normative generali
sulla sicurezza del Paese in questione, gli accordi specifici stipulati per i singoli
cantieri, le istruzioni di sicurezza presentate in questo manuale e le istruzioni di
sicurezza aggiuntive consegnate con la macchina.
1.3 Limitazione di responsabilità
In nessun caso ABB sarà responsabile di danni diretti, indiretti, speciali, occasionali o
conseguenti di qualsiasi natura o tipo derivanti dall’uso del presente documento, né
ABB sarà ritenuta responsabile di danni occasionali o conseguenti derivanti
dall’impiego del software o dell’hardware descritti nel presente documento.
La garanzia emessa copre difetti di fabbricazione e di materiale, ma non copre alcun
danno causato alla macchina, al personale o a terzi da stoccaggio improprio,
installazione o funzionamento non corretti della macchina. Le condizioni di garanzia
sono definite più dettagliatamente in conformità ai termini e alle condizioni Orgalime
S2000.
NOTA: La garanzia emessa non ha validità se le condizioni di funzionamento della
macchina sono cambiate o se sono state apportate modifiche alla sua
struttura, oppure se sono stati effettuati lavori di riparazione alla macchina
senza previa autorizzazione scritta da parte della fabbrica ABB che ha fornito
la macchina.
NOTA: I dettagli di garanzia specificati nei termini o nelle condizioni di vendita oppure
nei termini di garanzia possono essere diversificati per i vari uffici commerciali
ABB locali.
Gli estremi con le informazioni dei nostri contatti sono riportati sul retro di questo
Manuale dell’Utente. Indicare sempre il numero di serie della macchina nel trattare
questioni che la riguardano.
1.4 Documentazione
1.4.1 Documentazione della macchina
È consigliabile studiare accuratamente la documentazione relativa alla macchina prima
di intraprendere qualsiasi azione. Questo manuale e le istruzioni di sicurezza sono in
dotazione a tutte le macchine e sono inseriti in una custodia di plastica applicata al
telaio della macchina.
NOTA: La documentazione viene consegnata al cliente che effettua l’ordine. Per
ottenere più copie di questi documenti, contattare l'ufficio ABB più vicino o il
servizio di assistenza post-vendita, vedere il Capitolo 9.1.5 Estremi per
contattare l’assistenza Post-Vendita.
2 - Introduzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Oltre che da questo manuale, ogni macchina è accompagnata da uno Schema
Dimensionale, da uno Schema dei Collegamenti Elettrici e da una Scheda Tecnica
indicanti:
•
Ingombri di montaggio e profilo esterno della macchina
•
Peso e carico della macchina sul basamento
•
Posizione degli occhielli di sollevamento della macchina
•
Strumentazione e posizione degli accessori
•
Requisiti per olio dei cuscinetti e lubrificante
•
Collegamenti principali e ausiliari.
NOTA: È possibile che alcuni articoli specifici per il cliente non siano compresi in
questo Manuale dell’Utente, in tal caso, alla documentazione del progetto sarà
allegata della documentazione supplementare. In caso di conflitto tra il
presente manuale e la documentazione supplementare della macchina,
seguire la documentazione supplementare.
1.4.2 Informazioni non comprese nella documentazione
Il Manuale dell’Utente non comprende informazioni concernenti le apparecchiature per
l’avvio, la protezione o il controllo della velocità, riportate invece nei manuali dell’utente
delle singole apparecchiature.
1.4.3 Unità utilizzate in questo Manuale dell’Utente
Le unità di misura impiegate in questo Manuale dell’Utente si basano sul sistema
metrico SI e sul sistema anglosassone US.
1.5 Identificazione della macchina
1.5.1 Numero di serie della macchina
Ogni macchina è identificata da un numero di serie a 7 cifre stampigliato sia sulla
targhetta con i dati di funzionamento sia sul telaio della macchina.
Il numero di serie deve essere sempre indicato in tutta la corrispondenza concernente
una determinata macchina perché è la sola informazione univoca utilizzata per
identificare la macchina in questione.
1.5.2 Targhetta con i dati di funzionamento
Sul telaio della macchina è fissata una targhetta con i dati di funzionamento che non
deve essere rimossa. Per la posizione della targhetta, vedere Appendice Posizione
tipica delle targhe.
La targhetta con i dati di funzionamento riporta informazioni relative alla fabbricazione
e all’identificazione della macchina, nonché indicazioni di carattere elettrico e
meccanico, vedere al riguardo Figura 1-1 Targhetta con i dati di funzionamento per
macchine con avviamento diretto da rete fabbricate in conformità agli standard IEC
(Macchin Ex secondo la Direttiva ATEX).
3BFP 000 050 R0101 REV H
Introduzione - 3
Manuale per Motori e Generatori a Induzione
Figure 1-1 Targhetta con i dati di funzionamento per macchine con avviamento
diretto da rete fabbricate in conformità agli standard IEC (Macchin Ex secondo la
Direttiva ATEX)
Figure 1-2 Targhetta con i dati di funzionamento per macchine con convertitore
di frequenza fabbricate in conformità agli standard IEC
4 - Introduzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Figure 1-3 Targhetta con i dati di funzionamento per macchine con avviamento
diretto da rete fabbricate in conformità agli standard NEMA
1. Indicazione del modello
2. Anno di fabbricazione
3. Esercizio
4. Tipo di connessione
5. Classe di isolamento
6. Peso della macchina in [kg] o [lbs]
7. Grado di protezione [classe IP]
8. Tipo di raffreddamento [codice IC]
9. Disposizione di montaggio [codice IM] (IEC)
10. Informazioni supplementari
11. Produttore
12. Numero di serie
13. Rendimento [kW] o [HP]
14. Tensione statore [V]
15. Frequenza [Hz]
16. Velocità di rotazione [giri/min]
17. Corrente statore [A]
18. Fattore di potenza [cosfi]
19. Marcatura CSA
20. Norma
21. Designazione di rotore bloccato kVA/ HP (NEMA)
22. Temperatura ambiente [°C] (NEMA)
23. Fattore di servizio (NEMA)
3BFP 000 050 R0101 REV H
Introduzione - 5
Manuale per Motori e Generatori a Induzione
Chapter 2 Trasporto e Disimballaggio
2.1 Misure protettive da applicare prima del trasporto
2.1.1 Aspetti generali
Prima di consegnare la macchina, in fabbrica vengono prese le misure protettive sotto
descritte che dovrebbero essere applicate ogni qual volta la macchina venga spostata.
•
Alcune macchine, e tutte le macchine dotate di cuscinetti a manicotto o a rulli,
hanno dispositivi utilizzati per bloccare l’impianto durante il trasporto
Il seguente punto d’elenco vale per il tipo di cuscinetto: Cuscinetto a rotolamento
•
I cuscinetti a sfera e a rulli sono lubrificati con il lubrificante indicato sulla targa dei
cuscinetti fissata sul telaio della macchina, vedere Capitolo 2.1.2 Targa dei
cuscinetti
Il seguente punto d’elenco vale per il tipo di cuscinetto: Cuscinetto a manicotto
•
I cuscinetti a manicotto sono coperti da uno spesso velo d’olio e drenati. Tutti i fori
di entrata e uscita dell’olio, come pure i tubi dell’olio, sono otturati. Tale
provvedimento è sufficiente per proteggerli dalla corrosione
Il seguente punto d’elenco vale per il sistema di raffreddamento: Aria-acqua
•
Gli scambiatori aria-acqua sono drenati e i fori di entrata e di uscita dello
scambiatore sono otturati
•
Le superfici metalliche lavorate con macchine utensile, come l’estremità
dell’albero, sono protette dalla corrosione grazie a un’apposita vernice
•
Per proteggerla adeguatamente da danni provocati da acqua, nebbia salina,
umidità, ruggine e vibrazioni durante le operazioni di carico, trasporto via mare e
scarico, la macchina dovrebbe essere consegnata in imballaggio marittimo.
2.1.2 Targa dei cuscinetti
Sul telaio della macchina è affissa una targa in acciaio inossidabile relativa ai
cuscinetti. Per localizzarne la posizione, vedere l’ Appendice Posizione tipica delle
targhe.
La targa dei cuscinetti indica il tipo di cuscinetti e il lubrificante da utilizzare, come
indicato nella Figura 2-1 Targa per cuscinetti di rotolamento lubrificati con grasso e
Figura 2-2 Targa per cuscinetti a manicotto.
6 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
La seguente figura vale per il tipo di cuscinetto: Cuscinetto a rotolamento
Figure 2-1 Targa per cuscinetti di rotolamento lubrificati con grasso
1.
Tipo di cuscinetto, lato D (lato comando)
2.
Tipo di cuscinetto, lato ND (lato opposto comando)
3.
Intervallo di lubrificazione
4.
Quantità di grasso per il cuscinetto del lato comando
5.
Quantità di grasso per il cuscinetto del lato opposto comando
6.
Informazioni supplementari
7.
Tipo di grasso fornito dalla fabbrica
La seguente figura vale per il tipo di cuscinetto: Cuscinetto a manicotto
Figure 2-2 Targa per cuscinetti a manicotto
3BFP 000 050 R0101 REV H
Trasporto e Disimballaggio - 7
Manuale per Motori e Generatori a Induzione
1.
Tipo di cuscinetto per il lato D (lato comando)
2.
Tipo di cuscinetto per il lato ND (lato opposto comando)
3.
Intervallo del cambio d’olio
4.
Classe di viscosità
5.
Quantità di olio per il cuscinetto del lato comando (per i tipi autolubrificati)
6.
Quantità di olio per il cuscinetto del lato opposto comando (per i tipi autolubrificati)
7.
Tipo di lubrificazione per il cuscinetto del lato comando. Flusso d’olio e pressione
di cuscinetti lubrificati in velo spesso
8.
Tipo di lubrificazione per il cuscinetto del lato opposto comando Flusso d’olio e
pressione di cuscinetti lubrificati in velo spesso
9.
Gioco assiale sull’estremità del rotore
NOTA: Le informazioni fornite sulla targa dei cuscinetti devono essere assolutamente
osservate, in caso contrario la garanzia dei cuscinetti decade.
2.2 Sollevamento della macchina
Prima di sollevare la macchina, verificare che l’attrezzatura per il sollevamento sia
disponibile e che il personale abbia familiarità con questo tipo di operazione. Il peso
della macchina è raffigurato sulla targa con i dati di funzionamento, sullo schema
dimensionale e sulla distinta di carico.
NOTA: Utilizzare unicamente staffe o occhielli di sollevamento specifici per il
sollevamento della macchina completa e non quelli in dotazione, di dimensioni
più piccole, che sono finalizzati unicamente alla manutenzione.
NOTA: Il centro di gravità delle macchine con lo stesso telaio può differire in funzione
della diversità di rendimento, disposizioni di montaggio e apparecchiature
ausiliarie.
NOTA: Prima di procedere al sollevamento, verificare che gli anelli o le staffe di
sollevamento integrati nel telaio della macchina non siano danneggiati. Non
utilizzare staffe di sollevamento danneggiate.
NOTA: Serrare gli anelli prima di eseguire il sollevamento e, se necessario,
correggerne la posizione utilizzando rondelle adatte.
NOTA: quando si solleva la macchina dal basso, utilizzare solo i punti di sollevamento
contrassegnati ISO 7000-0625- marcatura standard, vedere Figura 2-3
Imbracare qui - contrassegno (ISO 7000-0625).
8 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Figure 2-3 Imbracare qui - contrassegno (ISO 7000-0625)
2.2.1 Sollevamento di una macchina confezionata in imballaggio marittimo.
L’imballaggio marittimo, che solitamente è costituito da una cassa in legno rivestita
internamente con carta laminata, va sollevato dal basso mediante un elevatore a
forche oppure utilizzando una gru e fasce di sollevamento. I punti a cui fissare le fasce
sono segnati sull’imballo.
Figure 2-4 Sollevamento di macchine orizzontali e verticali in imballaggi
marittimi tramite gru dagli occhielli della macchina
3BFP 000 050 R0101 REV H
Trasporto e Disimballaggio - 9
Manuale per Motori e Generatori a Induzione
2.2.2 Sollevamento di una macchina su un pallet
Per sollevare una macchina collocata su un pallet, è possibile utilizzare una gru che la
issa dagli anelli di sollevamento, come descritto nella Figura 2-5 Sollevamento di
macchine orizzontali e verticali su pallet tramite gru dagli occhielli della macchina,
oppure un elevatore che infila le forche sotto il pallet. La macchina è fissata al pallet
con dei bulloni.
Figure 2-5 Sollevamento di macchine orizzontali e verticali su pallet tramite gru
dagli occhielli della macchina
2.2.3 Sollevamento di una macchina non imballata
Devono essere utilizzate attrezzature per il sollevamento adeguate! La gru deve
sempre sollevare la macchina dagli anelli di sollevamento che si trovano sul telaio della
macchina stessa, vedere la Figura 2-6 Sollevamento della macchina non imballata. La
macchina non deve mai essere sollevata dal fondo o dal piede con un elevatore a
forche.
10 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Figure 2-6 Sollevamento della macchina non imballata
Il seguente capitolo vale per il montaggio: Verticale
2.3 Rotazione di una macchina montata in verticale
È possibile che le macchine montate in verticale debbano essere portate in posizione
orizzontale, ad esempio per sostituire i cuscinetti, e viceversa. Tale situazione è
illustrata dalla Figura 2-7 Macchina con anelli di sollevamento girevoli: sollevamento e
rotazione. Evitare di danneggiare la vernice o altre parti durante la procedura.
Rimuovere o installare il dispositivo di blocco dei cuscinetti solo dopo aver riportato la
macchina in posizione verticale.
Figure 2-7 Macchina con anelli di sollevamento girevoli: sollevamento e
rotazione
3BFP 000 050 R0101 REV H
Trasporto e Disimballaggio - 11
Manuale per Motori e Generatori a Induzione
2.4 Controlli in ingresso e disimballaggio
2.4.1 Controlli in ingresso
La macchina e l’imballo devono essere ispezionati immediatamente all’arrivo in
cantiere. Eventuali danni insorti durante il trasporto devono essere fotografati e
notificati immediatamente, ossia entro meno di una (1) settimana dall’arrivo, per
rivendicare l’assicurazione sul trasporto. Per questo motivo è importante controllare e
notificare prontamente alla compagnia di trasporti e al fornitore la presenza di segni
dovuti a movimentazione negligente. Utilizzare le liste di controllo di cui all’ Appendice
VERBALE DELLA MESSA IN SERVIZIO.
Anche le macchine che non vanno installate subito dopo l’arrivo devono comunque
essere sottoposte a supervisione e trattate con le adeguate misure di protezione. Per
ulteriori dettagli, vedere il Capitolo 2.6 Stoccaggio.
2.4.2 Controlli al disimballaggio
Collocare la macchina su una superficie piana priva di vibrazioni e in modo che non
impedisca la movimentazione di altre merci.
Una volta tolto l’imballo, controllare che la macchina non abbia riportato danni e che
siano presenti tutti gli accessori. Spuntare gli accessori elencati sulla distinta del carico
acclusa. Fotografare e notificare immediatamente al fornitore danni presunti o la
mancanza di accessori. Utilizzare le liste di controllo di cui all’ Appendice VERBALE
DELLA MESSA IN SERVIZIO.
Per il corretto riciclaggio e smaltimento del materiale di imballo, vedere il Capitolo 10.3
Riciclaggio di materiale da imballo.
2.5 Istruzioni di installazione per la morsettiera principale e le parti dello
scambiatore
Queste istruzioni vengono applicate quando la macchina è consegnata con i
componenti principali non assemblati, come la morsettiera principale o le parti dello
scambiatore. Fare riferimento allo Schema Dimensionale facente parte della
documentazione specifica del progetto per controllare il corretto posizionamento dei
pezzi. Tutti i bulloni, i dadi e le rondelle sono forniti in dotazione.
L’assemblaggio meccanico deve essere effettuato esclusivamente da personale con
esperienza e anche le parti elettricamente attive, come i cavi dello statore, vanno
installate soltanto da personale competente.
Le istruzioni di sicurezza devono essere sempre seguite; per maggiori informazioni
vedere IIstruzioni di sicurezza all’inizio del manuale.
Per non rischiare che i termini di garanzia concordati nel contratto con l’ordine di
acquisto del progetto vengano invalidati, queste istruzioni devono essere seguite con
attenzione.
12 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
2.5.1 Installazione della morsettiera principale
La morsettiera principale viene fornita con la macchina imballata a parte in
cassa/scorrimento; la sua installazione va eseguita nel rispetto delle linee guida sotto
riportate.
1.
Aprire l’imballo e sollevare la morsettiera principale con un dispositivo di
sollevamento adatto (ad esempio una gru) dagli anelli di sollevamento della
morsettiera principale.
2.
Controllare che le connessioni non presentino tracce di polvere o sporco.
3.
Predisporre per l’installazione i bulloni e le rondelle forniti.
4.
Sollevare la morsettiera principale direttamente sopra il telaio della macchina,
sulla posizione nella quale va collegata (vedere in proposito lo Schema
dimensionale incluso nella documentazione del progetto).
5.
Unicamente per morsettiera principale NEMA: spingere i cavi dello statore
attraverso il soffitto a membrana.
6.
Collegare la morsettiera principale con le viti fornite con il telaio della macchina e
verificare che sia presente la guarnizione di isolamento nella superficie di
collegamento dell’alloggiamento della macchina.
7.
Stringere tutte le viti applicando al massimo 200 Nm. (vedere la Tabella 7-2
Coppie di serraggio generali).
Unicamente per morsettiera principale NEMA: Dopo aver collegato meccanicamente la
morsettiera principale all’alloggiamento della macchina, i cavi dello statore sono
collegati ai morsetti:
1.
controllare le marcature dei cavi dello statore e i morsetti.
2.
Collegare i cavi dello statore ai morsetti corrispondenti osservando le marcature
dei cavi (U1, V1, W1 o L1, L2, L3). Per maggiori informazioni, vedere lo Schema
dei Collegamenti Elettrici.
3.
Stringere tutte le viti preinstallate applicando al massimo 80 Nm. (vedere la
Appendice Principali collegamenti elettrici tipici).
2.5.2 Installazione dei componenti dello scambiatore
Se lo scambiatore o parti del sistema di raffreddamento (quali il silenziatore, il canale
per il flusso dell’aria) sono forniti a parte, devono essere installati in loco seguendo le
istruzioni sotto riportate.
3BFP 000 050 R0101 REV H
1.
Aprire l’imballo dello scambiatore o dei suoi componenti e sollevarlo con
un’apparecchiatura di sollevamento adatta (ad esempio una gru) facendo presa
sui golfari dell’imballo.
2.
Controllare che le connessioni non presentino tracce di polvere o sporco.
3.
Controllare le corrette posizioni di installazione confrontandole con lo Schema
Dimensionale fornito con la documentazione relativa al progetto.
4.
Controllare che siano stati consegnati tutti i pezzi di connessione, i bulloni, le
rondelle e i dadi.
Trasporto e Disimballaggio - 13
Manuale per Motori e Generatori a Induzione
5.
Sollevare il componente del raffreddatore e portarlo nella posizione corretta,
quindi collegarlo con le parti di installazione consegnate. Verificare che tutte le
guarnizioni siano installate nei punti corretti.
6.
Stringere tutte le viti applicando al massimo 80 Nm. (vedere la Tabella 7-2 Coppie
di serraggio generali).
2.6 Stoccaggio
2.6.1 Stoccaggio a breve termine (meno di 2 mesi)
La macchina va stoccata in un magazzino adatto ad ambiente controllabile. Un buon
magazzino o punto di stoccaggio è caratterizzato da:
•
Una temperatura stabile, di preferenza compresa tra 10ºC (50°F) e 50ºC (120°F).
Se le scaldiglie anticondensa sono in tensione e l’aria circostante supera 50ºC
(120°F), va verificato che la macchina non sia surriscaldata
•
Bassa umidità dell’aria relativa, se possibile sotto il 75%. La temperatura della
macchina deve essere tenuta sopra il punto di rugiada per impedire che l’umidità
si condensi all’interno dell’impianto. Le eventuali scaldiglie anticondensa devono
essere in tensione e il loro funzionamento deve essere verificato periodicamente.
Nel caso invece di macchine non dotate di scaldiglie anticondensa, è necessario
impiegare un metodo di riscaldamento alternativo che impedisca la formazione di
condensa nella macchina
•
Un sostegno stabile senza vibrazioni e urti eccessivi. Collocare dei cunei di
gomma adatti sotto i piedi della macchina per isolarla, se si prevede che le
vibrazioni possano essere troppo intense
•
Aria ventilata, pulita e senza polvere e gas corrosivi
•
Protezione da insetti e parassiti nocivi.
Se fosse necessario stoccare la macchina all’esterno, non deve essere lasciata “così
com’è” nell’imballo utilizzato per il trasporto, ma deve invece
•
essere estratta dall’involucro di plastica,
•
coperta per impedire completamente alla pioggia di penetrare nella macchina
stessa, ma al contempo la copertura deve consentire l’aerazione della macchina,
•
essere collocata su supporti rigidi alti almeno 100 mm (4”) per garantire che da
sotto la macchina non entri umidità,
•
essere ben aerata. Se la macchina viene lasciata nell’imballo utilizzato per il
trasporto, devono esservi praticate aperture sufficientemente grandi da consentire
l’aerazione,
•
essere protetta da insetti e parassiti nocivi.
Utilizzare le liste di controllo di cui all’Capitolo 2 Stoccaggio nell' Appendice VERBALE
DELLA MESSA IN SERVIZIO.
2.6.2 Stoccaggio a lungo termine (più di 2 mesi)
Oltre alle misure descritte al punto attinente lo stoccaggio a breve termine, deve essere
eseguito quanto sotto riportato.
14 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Misurare la resistenza di isolamento e la temperatura degli avvolgimenti con cadenza
trimestrale, in merito vedere il Capitolo 7.6 Manutenzione degli avvolgimenti di statore
e rotore.
Ogni tre mesi, controllare le condizioni delle superfici verniciate e se vengono rilevati
segni di corrosione, rimuovere la vernice e applicare una nuova mano.
Ogni tre mesi, verificare le condizioni della vernice anticorrosiva su superfici metalliche
nude (quali estremità dell’albero) e se vengono riscontrati segni di corrosione,
rimuoverli con tela smeriglio ed eseguire di nuovo il trattamento anticorrosivo.
Apportare piccole aperture per la ventilazione quando la macchina è stoccata in una
cassa di legno e impedire ad acqua, insetti e parassiti di penetrare nella cassa, vedere
Figura 2-8 Fori di ventilazione.
Utilizzare le liste di controllo di cui all’Capitolo 2 Stoccaggio nell' Appendice VERBALE
DELLA MESSA IN SERVIZIO.
Figure 2-8 Fori di ventilazione
Il seguente paragrafo vale per il sistema di raffreddamento: Camera dell’acqua
Le macchine dotate del cosiddetto sistema di raffreddamento con camera d’acqua
vanno riempite con una miscela di acqua e glicole in cui la percentuale minima di
glicole dev’essere del 50%. È possibile comunque utilizzare un liquido analogo invece
del glicole. Verificare che la miscela liquida sopporti la temperatura di stoccaggio
senza congelare. Dopo il rabbocco, chiudere gli ingressi e gli scarichi del liquido.
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a rotolamento
3BFP 000 050 R0101 REV H
Trasporto e Disimballaggio - 15
Manuale per Motori e Generatori a Induzione
2.6.3 Cuscinetti a rotolamento
Applicare i seguenti provvedimenti:
•
I cuscinetti a rotolamento devono essere ben lubrificati durante lo stoccaggio. I tipi
di grasso che è consentito utilizzare sono indicati nel Capitolo 2.1.2 Targa dei
cuscinetti
•
Per mantenere i cuscinetti in buone condizioni, far fare 10 giri al rotore ogni tre
mesi, ma togliere gli eventuali fermi utilizzati per bloccare la macchina durante il
trasporto prima di dare giri al rotore
•
Le macchine possono essere dotate di un dispositivo di blocco che protegga i
cuscinetti da eventuali danni durante il trasporto e lo stoccaggio. Controllare
periodicamente il dispositivo di blocco dei cuscinetti e serrare il fermo di blocco
per il trasporto in base al tipo di cuscinetto in posizione assiale, vedere Tabella 2-4
Coppia di serraggio per macchine orizzontali (vite lubrificata).
NOTA: Una coppia di serraggio troppo tesa sul dispositivo di blocco durante il
trasporto danneggia il cuscinetto.
NOTA: I tipi di cuscinetti utilizzati sono indicati sulla relativa targa, vedere Capitolo
2.1.2 Targa dei cuscinetti, e le informazioni concernenti i cuscinetti con
posizione assiale riportate nello schema dimensionale.
La seguente tabella vale per il montaggio: Orizzontale
Table 2-4. Coppia di serraggio per macchine orizzontali (vite lubrificata)
Tipo di cuscinetto in
posizione assiale
Coppia di serraggio
[Nm]
Coppia di serraggio
[libbra piede]
6316
45
33
6317
50
37
6319
60
44
6322
120
90
6324
140
100
6326
160
120
6330
240
180
6334
300
220
6034
140
100
6038
160
120
6044
230
170
16 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
La seguente tabella vale per il montaggio: Verticale
Table 2-5. Coppia di serraggio per macchine verticali (vite lubrificata)
Tipo di cuscinetto in
posizione assiale
Coppia di serraggio
[Nm]
Coppia di serraggio
[libbra piede]
7317
30
22
7319
30
22
7322
60
44
7324
60
44
7326
90
66
7330
160
120
7334
350
260
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a manicotto
2.6.6 Cuscinetti a manicotto
Applicare i seguenti provvedimenti:
•
Le macchine con cuscinetti a manicotto sono fornite senza lubrificante, ossia prive
d’olio. Controllare che all’interno del cuscinetto vi sia uno strato di olio protettivo.
Quando il periodo di stoccaggio supera i due mesi, spruzzare nel cuscinetto del
Tectyl 511 o altre sostanze analoghe attraverso il foro di riempimento, ripetendo il
trattamento anticorrosione ogni sei mesi per un periodo di due anni. Se il periodo
di stoccaggio supera i due anni, il cuscinetto va asportato e trattato a parte
•
Il cuscinetto va aperto e tutti i componenti ispezionati dopo lo stoccaggio e prima
della messa in servizio, provvedendo a rimuovere ogni traccia di corrosione con
tela smeriglio fine. Se l’albero ha lasciato impronte sulla semiguaina inferiore,
questa va sostituita con una nuova
•
Le macchine con cuscinetti a manicotto sono dotate di un dispositivo di blocco che
protegge i cuscinetti da eventuali danni durante trasporto e stoccaggio.
Controllare il dispositivo periodicamente e serrarlo in base al tipo di cuscinetto in
posizione assiale, vedere Tabella 2-4 Coppia di serraggio per macchine orizzontali
(vite lubrificata).
NOTA: Una coppia di serraggio troppo tesa sul dispositivo di blocco durante il
trasporto danneggia il cuscinetto.
Table 2-7. Coppia di serraggio (vite lubrificata). La forza necessaria per il blocco
si esercita sul cuscinetto in posizione assiale
3BFP 000 050 R0101 REV H
Trasporto e Disimballaggio - 17
Manuale per Motori e Generatori a Induzione
Tipo di cuscinetto in
posizione assiale
Coppia di serraggio
[Nm]
Coppia di serraggio
[libbra piede]
ZM_LB 7
100
74
EF_LB 9
250
180
EF_LB 11
300
220
EF_LB 14
600
440
EM_LB 14
600
440
EF_LB 18
900
670
2.6.8 Aperture
Le eventuali aperture dalle quali i cavi non sono collegati alle morsettiere o le flange
non sono collegate alle tubazioni non devono essere sigillate. Prima di sigillarli, pulire
accuratamente i raffreddatori e le tubazioni interne alla macchina e asciugarli soffiando
aria calda e asciutta attraverso i tubi.
2.7 Ispezioni, verbali
Trascrivere in un registro il periodo di stoccaggio, nonché le precauzioni e le misure
prese, indicandone le date. Per le relative liste di controllo, vedere Appendice
VERBALE DELLA MESSA IN SERVIZIO.
18 - Trasporto e Disimballaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Chapter 3 Installazione e allineamento
3.1 Linee generali
Una buona pianificazione e dei buoni preparativi sono la base per eseguire
l’installazione in maniera semplice e corretta e garantiscono condizioni di
funzionamento sicure e la massima accessibilità.
Il seguente paragrafo vale per il tipo di protezione: Tutte le macchine destinate ad aree
pericolose
Devono essere prese in considerazione le norme attinenti il collegamento e l’utilizzo di
apparecchiature elettriche in atmosfera esplosiva, in particolare le norme nazionali
relative all’installazione (v. norma
IEC 60079-14).
NOTA: Durante l’installazione devono essere rispettate le disposizioni di sicurezza sul
lavoro generali e locali.
NOTA: Garantire la protezione della macchina mentre si lavora nelle vicinanze.
NOTA: Non utilizzare la macchina come massa di saldatura.
3.2 Disegno del basamento
3.2.1 Linee generali
Il basamento deve avere un disegno che garantisca nel contempo sicurezza durante
l’esercizio e massima accessibilità. Attorno alla macchina deve essere lasciato spazio
libero sufficiente ad accedervi con facilità durante gli interventi di manutenzione e
monitoraggio. L’aria di raffreddamento deve poter fluire verso la macchina e defluire
senza incontrare ostacoli; è indispensabile prestare attenzione per evitare che altre
macchine o apparecchiature nelle vicinanze non riscaldino l’aria di raffreddamento
della macchina o componenti come i cuscinetti.
Il basamento deve essere robusto, rigido, piano ed esente da vibrazioni esterne.
Verificare se può manifestarsi risonanza tra macchina e basamento; per evitare che ciò
accada, la frequenza naturale del basamento con la macchina non deve rientrare in un
intervallo ±20% della frequenza di velocità d’esercizio.
È preferibile un basamento in cemento, ma è accettabile anche una struttura in acciaio
correttamente disegnata. Prima di procedere alla costruzione, considerare con
attenzione l’ancoraggio del basamento, l’esecuzione di canali per aria, acqua, olio e
cavi, nonché l’ubicazione di fori per l’imboiaccatura; la posizione di questi ultimi e
l’altezza del basamento devono concordare con le dimensioni corrispondenti riportate
nello schema dimensionale fornito.
Il basamento deve essere disegnato in modo che sia possibile inserire spessoramenti di
2 mm (0,8 pollici) sotto i piedi della macchina e permettere un margine di regolazione,
così da facilitare l’eventuale installazione di una macchina sostitutiva. L’altezza
dell’albero della macchina e la posizione del piede del basamento hanno una certa
tolleranza di fabbricazione, compensata con lo spessoramento da 2 mm (0,8 pollici).
3BFP 000 050 R0101 REV H
Installazione e allineamento - 19
Manuale per Motori e Generatori a Induzione
NOTA: Il calcolo e il disegno del basamento non rientrano nei servizi forniti da ABB, ne
è quindi responsabile il cliente o una terza parte. Anche le operazioni di
imboiaccatura esulano di norma dalla portata e dalla responsabilità di ABB.
3.2.2 Forze sul basamento
I bulloni del basamento e di montaggio devono avere dimensioni adatte a contrastare
una forza meccanica improvvisa che si origina ad ogni avvio della macchina o in caso
di corto circuito. La forza del corto circuito è un’onda sinusoidale gradatamente
smorzata che cambia direzione. La magnitudine di queste forze è indicata sullo
schema dimensionale della macchina.
Il seguente capitolo vale per il montaggio: Verticale
3.2.3 Flange di una macchina verticale
Le macchine verticali montate con flange sono dotate di una flangia di montaggio
conforme alla pubblicazione 60072 della norma IEC; la flangia della macchina deve
essere sempre montata su una flangia ad essa opposta collocata sul basamento.
È consigliabile utilizzare un adattatore per il montaggio che faciliti l’accoppiamento del
giunto e l’ispezione durante il funzionamento.
3.3 Preparativi della macchina prima dell’installazione
Predisporre la macchina per l’installazione nel modo qui descritto.
•
Misurare la resistenza di isolamento dell’avvolgimento prima di procedere ad altri
preparativi, come descritto al Capitolo 3.3.1 Misurazioni sulla resistenza
dell’isolamento
•
Rimuovere il dispositivo di blocco per il trasporto, ove presente, e conservarlo per
uso futuro. Per maggiori informazioni, vedere il Capitolo 3.3.2 Smontaggio del
dispositivo di blocco per il trasporto
•
Verificare che il lubrificante utilizzato risponda ai dati tecnici riportati sulla targa dei
cuscinetti, vedere il Capitolo 2.1.2 Targa dei cuscinetti. Altri grassi consigliati sono
indicati nel Capitolo 7.5.3.5 Grasso per cuscinetti
Il punto d’elenco e la nota seguenti valgono per il tipo di cuscinetto: Cuscinetto a
manicotto
•
Riempire i cuscinetti a manicotto con un olio idoneo. Gli oli adatti sono elencati nel
Capitolo 7.5.2.4 Tipi di olio
NOTA: I cuscinetti a manicotto vengono sempre consegnati senza olio!
•
Rimuovere la vernice anticorrosiva dall’estensione dell’albero e dal piede della
macchina con acqua ragia
•
Installare il semigiunto seguendo le istruzioni del Capitolo 3.3.4 Assemblaggio del
semigiunto
•
Verificare che gli scarichi della condensa che si trovano sulla parte più bassa di
entrambe le estremità della macchina siano aperti, vedere Capitolo 3.3.6 Scarichi
della condensa.
20 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
3.3.1 Misurazioni sulla resistenza dell’isolamento
Prima dell’avvio iniziale, dopo un lungo periodo di stasi della macchina o durante i
lavori di manutenzione generali, è necessario misurare la resistenza di isolamento
della macchina, compresi l’avvolgimento dello statore e tutti i dispositivi ausiliari. Se le
macchine sono dotate di anelli di frizione, le misurazioni vanno effettuate anche
sull’avvolgimento del rotore, vedere Capitolo 7.6.4 Test di resistenza dell’isolamento.
3.3.2 Smontaggio del dispositivo di blocco per il trasporto
Alcune macchine, e tutte le macchine dotate di cuscinetti a manicotto o a rulli, hanno
dispositivi utilizzati per bloccare l’impianto durante il trasporto. Per le macchine dotate
di cuscinetti a manicotto o a rulli cilindrici, il dispositivo di blocco per il trasporto è
costituito da una barra d’acciaio attaccata sia sulla protezione del cuscinetto sul lato di
comando sia sull’estremità dell’albero.
Il dispositivo di blocco per il trasporto va rimosso prima di procedere all’installazione e
l’estremità dell’albero va ripulita dalla vernice anticorrosiva. Conservare per uso futuro
il dispositivo di blocco per il trasporto.
NOTA: Per evitare di danneggiare i cuscinetti, è necessario mettere alla macchina il
dispositivo di blocco per il trasporto ogni volta che l’impianto viene spostato,
trasportato in altra sede o immagazzinato. Vedere il Capitolo 2.1 Misure
protettive da applicare prima del trasporto.
3.3.3 Tipo di giunto
Il seguente paragrafo vale per il tipo di cuscinetto: Cuscinetto a rotolamento
Le macchine con cuscinetti a rotolamento devono essere collegate alla macchina
condotta mediante giunti flessibili di tipo a spina o a denti.
Se il cuscinetto fisso in posizione assiale si trova sul lato non di comando (vedere schema
dimensionale), accertarsi che tra i semigiunti il movimento assiale sia libero e continuo,
così da consentire l’espansione termica dell’albero della macchina senza che i cuscinetti
vengano danneggiati. La prevista crescita termica assiale del rotore può essere calcolata
seguendo le indicazioni del Capitolo 3.6.4 Correzione per crescita termica.
Il seguente paragrafo vale per il montaggio: Verticale
Le macchine verticali possono essere designate a portare del carico dall’albero della
macchina condotta, nel qual caso è necessario bloccare i semigiunti con una piastra
fissata sull’estremità dell’albero ad evitare scivolamenti in senso assiale.
NOTA: La macchina non è adatta per connessioni a cinghia, a catena o a ingranaggi a
meno che non sia specificamente progettata per tale utilizzo e lo stesso vale
per applicazioni con elevato carico assiale.
Il seguente paragrafo vale per il tipo di cuscinetto: Cuscinetto a manicotto con gioco assiale
La struttura del cuscinetto a manicotto consente al rotore di muoversi in senso assiale
tra i limiti meccanici del gioco assiale sulle estremità. I cuscinetti standard non sono in
grado di contrastare le forze assiali provenienti dalla macchina condotta. Qualsiasi
forza assiale derivante dal carico danneggerebbe i cuscinetti; per questa ragione tutte
le forze assiali devono essere sopportate dalla macchina condotta e il giunto deve
essere di tipo con gioco assiale limitato.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 21
Manuale per Motori e Generatori a Induzione
3.3.4 Assemblaggio del semigiunto
3.3.4.1 Bilanciamento del giunto
Di norma, il rotore viene bilanciato dinamicamente con mezza chiave. La modalità di
bilanciamento è stampigliata sull’estremità dell’albero:
•
H = mezza chiave e
•
F = chiave intera
Anche il semigiunto va bilanciato di conseguenza.
3.3.4.2 Assemblaggio
Per assemblare il semigiunto, seguire queste istruzioni.
•
Osservare le istruzioni generali provviste dal fornitore del giunto
•
Il peso del semigiunto può essere considerevole e potrebbe risultare necessario
impiegare attrezzature di sollevamento
•
Togliere la vernice anticorrosiva dall’estremità dell’albero e confrontare le
dimensioni dell’estensione e del giunto con le quote indicate nei disegni forniti,
quindi verificare che le scanalature nel giunto e nell’estremità dell’albero siano
pulite e non presentino sbavature
•
Coprire l’estensione dell’albero e l’alesaggio del perno con un velo d’olio per
facilitare il montaggio del semigiunto, ma non ricoprire mai superfici a contatto tra
loro con bisolfuro di molibdeno (Molykote) o prodotti analoghi
•
Il giunto deve essere coperto da una protezione antisfioramento.
NOTA: Per evitare danni ai cuscinetti, quando viene assemblato il semigiunto questi
non devono essere sottoposti ad altre forze.
3.3.5 Azionamento a cinghia
Le macchine con azionamenti a cinghia devono essere sempre dotate di cuscinetto a
rullo cilindrico sul lato comando. Se viene utilizzato l’azionamento a cinghia, verificare
che le pulegge motrici e le riceventi siano allineate correttamente.
NOTA: Prima dell’uso, controllare sempre che l’estremità dell’albero e i cuscinetti
siano idonei all’azionamento a cinghia. Non superare la forza radiale
specificata nelle definizioni dell’ordine.
3.3.6 Scarichi della condensa
Sulla parte inferiore, le macchine sono provviste degli scarichi per la condensa, i quali,
costruiti in modo da tenere la polvere all'esterno della macchina e consentire all'acqua
di condensa di fuoriuscire, devono essere sempre aperti, ossia inseriti a metà e
sporgere a metà. Per aprire lo scarico della condensa, estrarlo dal telaio. Nelle
macchine AMA/AMI 560-630, lo scarico della condensa (vite M12) si apre tra 6 e 12
mm (0,2" - 0,5").
22 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Il seguente paragrafo vale per il montaggio: Orizzontale
Per le macchine orizzontali, sono montati due scarichi della condensa su entrambi i lati.
Il seguente paragrafo vale per il montaggio: Verticale
Per le macchine verticali, sono montati due scarichi della condensa sul carter del lato
inferiore.
La morsettiera principale ha uno scarico della condensa sulla parte inferiore della
scatola che durante il funzionamento deve restare chiuso.
Il seguente capitolo vale per il montaggio: Orizzontale con basamento in cemento
3.4 Installazione su basamento in cemento
3.4.1 Dotazione fornita
Nella fornitura della macchina di norma non è prevista l’installazione, gli
spessoramenti, i bulloni di montaggio, il set delle piastre del basamento e il set delle
piastre di adattamento, che possono essere forniti sulla base di ordini specifici.
Se è necessario eseguire nuovi fori di fissaggio, consultare ABB per verificare
l’idoneità.
3.4.2 Predisposizioni generali
Prima di avviare la procedura di installazione:
•
Tenere a disposizione del materiale in lamiere d’acciaio per spessorare la
macchina. Eventuali rettifiche per l’allineamento necessitano di spessori da 1 ; 0,5
; 0,2 ; 0,1 e 0,05 mm (40, 20, 8, 4 e 2 mil)
•
Tenere a disposizione un martello pneumatico, delle viti di regolazione o dei
martinetti per effettuare le regolazioni assiali e orizzontali
•
Tenere a disposizione dei minimetri a orologio, preferibilmente, un analizzatore
ottico laser, per allineare la macchina con accuratezza e precisione
•
Tenere a disposizione un semplice braccio di leva per girare il rotore durante
l’allineamento
•
In caso di impianti installati all’aperto, prevedere protezioni per il sole e la pioggia
per evitare errori di misurazione durante l’installazione.
NOTA: Le macchine vengono consegnate fornite di viti di sollevamento che
consentono la regolazione verticale di ogni piede.
3.4.3 Preparazione del basamento
3.4.3.1 Preparativi del basamento e dei fori per l’imboiaccatura
Quando la macchina è ancorata a un basamento in cemento, vengono utilizzati perni di
ancoraggio o piastre di adattamento.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 23
Manuale per Motori e Generatori a Induzione
Nella preparazione del basamento, è bene tenere presenti gli aspetti di seguito
elencati.
•
La parte superiore del basamento deve essere pulita con una scopa o un
aspirapolvere
•
Le pareti dei fori per l’imboiaccatura devono avere superfici grezze per consentire
una buona presa; per lo stesso motivo, non devono esservi frammenti e le
eventuali tracce d’olio o di grasso vanno rimosse togliendo con lo scalpello pezzi
superficiali di calcestruzzo
•
Controllare che la posizione dei fori di imboiaccatura e l’altezza del basamento
concordino con le corrispondenti quote riportate sullo schema dimensionale
fornito
•
Applicare un filo di acciaio sul basamento ad indicare la mezzeria della macchina
e marcare anche la posizione assiale dell’impianto.
3.4.3.2 Preparazione dei perni di ancoraggio o delle piastre di adattamento
Gli spessori e i perni di ancoraggio, se parte della fornitura, vanno consegnati come
articoli separati, il cui assemblaggio viene eseguito in loco.
NOTA: Perché i perni di ancoraggio siano fissati nel cemento in maniera
soddisfacente, non devono essere verniciati né presentare segni di sporcizia o
di polvere.
24 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
VISTA A
x)
ARTICOLO
1
2
3
4
5
6
7
8
9
10
NOME DEI COMPONENTI
PERNI DI ANCORAGGIO
FLANGIA
DADI
VITE DI SOLLEVAMENTO
VITE DI FISSAGGIO
SPESSORE
PIASTRE DI SUPPORTO
COPPIGLIA TRONCOCONICA
VITE DI SOLLEVAMENTO
INGOMBRO
TARGA
QUANTITÀ/SET [PZI]
70x200x440
4
M36x500/45+100
8
10x60x210
4
M36
16
M24x60
8
M36x90/90
4
2x170x250
4
25x100x180
4
10x100
2
M16x55
4
LA COPPIGLIA TRONCOCONICA (PARTE 9)
SERVE SOLO SUL LATO DI COMANDO DEL
MOTORE.
IL NASTRO NON È COMPRESO NELLA
FORNITURA.
BULLONE DI ANCORAGGIO DA INSERIRE NEL
BASAMENTO.
I PERNI DI ANCORAGGIO SONO FORNITI COME
ARTICOLI SCIOLTI.
UN SET CONTIENE I PEZZI NECESSARI PER
UNA MACCHINA (4 PZI)
Figure 3-1 Tipico montaggio di perni di ancoraggio
Per poter assemblare il set dei perni di ancoraggio o delle piastre di adattamento, la
macchina deve essere sospesa sopra il pavimento con una gru. Procedere nel modo
illustrato con la Figura 3-1 Tipico montaggio di perni di ancoraggio
3BFP 000 050 R0101 REV H
•
Pulire le parti protette con vernice anticorrosiva utilizzando dell’acqua ragia
•
Avvitare i dadi di attacco nei perni di ancoraggio (parte 5) o nelle piastre di
adattamento
•
Avvolgere uno strato di nastro adesivo attorno alla parte superiore dei bulloni di
ancoraggio (parte 2) come da Figura 3-1 Tipico montaggio di perni di ancoraggio.
Il nastro impedisce che la parte superiore del bullone si blocchi nel cemento e
permette così di serrarlo di nuovo dopo che il cemento si è indurito
•
Inserire i bulloni di ancoraggio (parte 2) nelle piastre del basamento (parte 1) o
nelle piastre di adattamento in modo che sporgano di 1-2 mm (40-80 mil) dalla
faccia superiore dei dadi (parte 4)
•
Montare la flangia di ancoraggio (parte 3) e il dado inferiore (parte 4) ai bulloni di
ancoraggio (parte 2). Collegare a ponte la flangia di ancoraggio (parte 3) e i dadi
saldandoli, quindi stringere i dadi. Se non è possibile creare il ponte, bloccare la
flangia di ancoraggio tra due dadi
Installazione e allineamento - 25
Manuale per Motori e Generatori a Induzione
•
Una volta terminato l’assemblaggio delle piastre del basamento, la macchina deve
essere sollevata e sospesa sopra il pavimento. I piedi della macchina, le superfici
laterali e di base delle piastre del basamento, come pure i bulloni di ancoraggio
vanno puliti con acqua ragia
•
Montare i perni di ancoraggio o le piastre di adattamento assemblati sotto i piedi
della macchina con il bullone di montaggio (parte 6) e la rosetta (parte 3). Centrare
il bullone di montaggio (parte 6) nel foro della macchina, avvolgendo ad esempio
della carta, del cartone o del nastro sulla parte superiore del bullone stesso
•
Posizionare lo spessore da 2 mm (0,8 pollici) tra il piede e la piastra (parte 1).
Fissare bene la piastra contro il piede con il bullone di montaggio (parte 6)
•
Collocare la piastra di livellamento (parte 8) sotto i dadi di attacco (parte 5)
•
Controllare che lo spazio tra la piastra del basamento e i bulloni di ancoraggio sia
chiuso ermeticamente; se infatti penetra del cemento tra questo interstizio, fino ai
dadi, non sarà poi possibile serrare di nuovo.
NOTA: Il nastro e la piastra d’acciaio non sono compresi nella fornitura dei perni di
ancoraggio.
3.4.4 Erezione delle macchine
La macchina viene sollevata e collocata sul basamento prestando la massima
attenzione. Un allineamento orizzontale approssimativo è effettuato con un filo di
acciaio precedentemente applicato e marcando la posizione assiale, mentre per
l’allineamento verticale vengono utilizzati i dadi di attacco. La precisione di
posizionamento richiesta è entro 2 mm (80 mil).
3.4.5 Allineamento
Procedere all’allineamento seguendo le spiegazioni del Capitolo 3.6 Allineamento.
3.4.6 Imboiaccatura
L’imboiaccatura della macchina nel basamento è un momento molto importante
dell’installazione. Seguire le istruzioni del fornitore del composto per l’imboiaccatura.
Impiegare materiali di imboiaccatura di alta qualità irrestringibili per evitare che in
futuro possano insorgere problemi dovuti proprio all’imboiaccatura. Non sono
ammesse cricche nel composto per l’imboiaccatura né un cattivo aggrappamento al
basamento di cemento.
3.4.7 Installazione e ispezione finali
Dopo che il cemento si è indurito, sollevare la macchina dal basamento e serrare di
nuovo i bulloni di ancoraggio, quindi bloccare i dadi con un collegamento a ponte o
colpendoli con un punteruolo esercitando la forza necessaria. Risollevare la macchina
sul basamento e stringere i bulloni di montaggio.
Controllare l’allineamento per verificare che la macchina funzioni con le vibrazioni
ammesse e, se necessario, regolare con gli spessori completando l’ancoraggio
secondo i fori presenti nei piedi sul lato di comando della macchina.
26 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
3.4.7.1 Fissaggio con spine del piede della macchina
Su ogni piede del lato di comando, la macchina presenta un foro per spine.
Approfondire i fori perforando fino al basamento in acciaio, quindi renderli conici con un
utensile da alesaggio. Nei fori vengono inserite delle idonee coppiglie troncoconiche
che hanno la funzione di garantire l'esatto allineamento e di facilitare la reinstallazione
dopo ogni eventuale spostamento della macchina.
3.4.7.2 Coperture e recinzioni
Completare l’installazione del giunto unendo i due semigiunti secondo le istruzioni
fornite dal produttore.
NOTA: Il giunto deve essere coperto da una protezione antisfioramento.
Dopo che la macchina è stata eretta, allineata e i suoi accessori installati, controllare
attentamente che all’interno delle recinzioni non siano stati dimenticati attrezzi o oggetti
estranei. Ripulire anche da polvere e detriti.
Durante l’installazione delle coperture, verificare che tutte le strisce di tenuta siano
intatte.
Conservare gli accessori per l’allineamento e l’assemblaggio insieme ai dispositivi di
blocco per il trasporto, per eventuali usi futuri.
Il seguente capitolo vale per il montaggio: Orizzontale con basamento in acciaio
3.5 Installazione su basamento in acciaio
3.5.1 Dotazione fornita
La fornitura della macchina di norma non prevede l’installazione, gli spessoramenti, i
bulloni per il montaggio che possono essere forniti sulla base di ordini specifici.
Se è necessario eseguire nuovi fori di fissaggio, consultare ABB per verificare
l’idoneità.
3.5.2 Controllo del basamento
Prima di sollevare la macchina sul basamento, è opportuno eseguire i controlli qui
descritti.
•
Pulire il basamento accuratamente
•
Il basamento deve essere piano e parallelo piatto, con tolleranza 0,1 mm (4,0 mil)
o più piccola
•
Il basamento non deve presentare vibrazioni esterne.
3.5.3 Erezione delle macchine
La macchina viene sollevata e collocata sul basamento prestando la massima
attenzione.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 27
Manuale per Motori e Generatori a Induzione
3.5.4 Allineamento
Procedere all’allineamento seguendo le spiegazioni del Capitolo 3.6 Allineamento.
3.5.5 Installazione e ispezione finali
3.5.5.1 Fissaggio con spine del piede della macchina
Su ogni piede del lato di comando, la macchina presenta un foro per spine.
Approfondire i fori perforando fino al basamento in acciaio, quindi renderli conici con un
utensile da alesaggio. Nei fori vengono inserite delle idonee coppiglie troncoconiche
che hanno la funzione di garantire l'esatto allineamento e di facilitare la reinstallazione
dopo ogni eventuale spostamento della macchina.
3.5.5.2 Coperture e recinzioni
Completare l’installazione del giunto unendo i due semigiunti secondo le istruzioni
fornite dal produttore.
NOTA: Il giunto deve essere coperto da una protezione antisfioramento.
Dopo che la macchina è stata eretta, allineata e i suoi accessori installati, controllare
attentamente che all’interno delle recinzioni non siano stati dimenticati attrezzi o oggetti
estranei. Ripulire anche da polvere e detriti.
Durante l’installazione delle coperture, verificare che tutte le strisce di tenuta siano
intatte.
Conservare gli accessori per l’allineamento e l’assemblaggio insieme ai dispositivi di
blocco per il trasporto, per eventuali usi futuri.
Il seguente capitolo vale solo per il montaggio: Verticale
3.5.6 Installazione di macchine montate con flange su basamento in acciaio
La flangia di montaggio nelle macchine verticali ha lo scopo di facilitare sia
l’installazione e il raccordo dei giunti, sia l’ispezione del giunto durante il
funzionamento. Per essere utilizzate, le flange di montaggio che si adattano alle
macchine ABB devono essere conformi alle norme IEC.
La flangia di montaggio non è di fornitura ABB.
28 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Figure 3-2 Flangia di montaggio
La macchina viene sollevata e collocata sulla flangia di montaggio. I bulloni di
montaggio sono leggermente serrati.
3.6 Allineamento
3.6.1 Linee generali
Una durata lunga e soddisfacente tanto delle macchine condotte quanto delle
macchine motrici è il risultato del loro corretto allineamento, il che significa che la
deviazione sia radiale che angolare tra i due alberi delle macchine va minimizzata.
L’allineamento va eseguito con grande cautela perché gli eventuali errori causerebbero
danni ai cuscinetti e agli alberi.
Installare i semigiunti prima di avviare la procedura di allineamento, vedere Capitolo
3.3.4 Assemblaggio del semigiunto. I semigiunti delle macchine motrici e delle
macchine condotte devono essere bullonati tra loro in modo allentato per lasciare
reciproca libertà di movimento durante l’allineamento.
Il testo seguente si riferisce all’installazione su basamenti sia di cemento che d’acciaio.
Se allineamento e imboiaccatura sono stati eseguiti correttamente, non è necessario
spessorare.
3.6.2 Livellamento approssimativo
Per facilitare l’allineamento e consentire lo spessoramento, le viti di sollevamento
vengono montate ai piedi della macchina, vedere la Figura 3-3 Posizionamento
verticale del piede della macchina. La macchina viene lasciata poggiare sulle viti di
sollevamento. È opportuno notare che la macchina deve poggiare su tutti e quattro i
piedi (viti) su un parallelo piatto con una tolleranza di 0,1 mm (4,0 mil) o minore,
diversamente il telaio della macchina si distorcerebbe o piegherebbe con conseguente
danneggiamento dei cuscinetti o di altre parti.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 29
Manuale per Motori e Generatori a Induzione
Controllare che la macchina sia a livello in senso verticale, radiale e assiale. Eseguire
le necessarie regolazioni collocando degli spessori sotto i quattro piedi. Verificare il
livello orizzontale della macchina utilizzando una livella a bolla.
Piede della macchina
Spessore
Basamento
Vite di sollevamento
.
Bullone di fissaggio
.
Figure 3-3 Posizionamento verticale del piede della macchina
3.6.3 Regolazione approssimativa
Per facilitare l’allineamento in senso assiale e trasversale, posizionare delle staffe
metalliche con viti di regolazione sugli angoli, vedere la Figura 3-4 Posizione delle
staffe metalliche.
Figure 3-4 Posizione delle staffe metalliche
30 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Le staffe vanno collocate contro lo spigolo del basamento e fissate con bulloni a
espansione, vedere la Figura 3-5 Montaggio della staffa metallica. Per spostare la
macchina, utilizzare le viti di regolazione fino ad allineare approssimativamente la
mezzeria dell’albero con quella della macchina condotta e a ottenere la distanza
desiderata tra i semigiunti. Lasciare tutte le viti di regolazione appena leggermente
serrate.
BRACCIOLO CON VITE DI REGOLAZIONE
BULLONE AD
ESPANSIONE
Figure 3-5 Montaggio della staffa metallica
NOTA: La Figura 3-5 Montaggio della staffa metallica illustra la staffa metallica
montata sul basamento in cemento; utilizzare una staffa simile anche per il
basamento in acciaio.
Il paragrafo e la figura seguenti valgono per il tipo di cuscinetto: Cuscinetto a manicotto
con gioco assiale
Il cuscinetto a manicotto sul lato di comando è dotato di un puntatore che rappresenta
il centro di rotazione, contrassegnato da una tacca sull’albero. L’albero mostra anche
tacche indicanti i limiti meccanici del gioco sull’estremità del rotore. La posizione è
corretta quando la punta del puntatore è allineata con la tacca del centro di rotazione
sull’albero, vedere la Figura 3-6 Marcature sull’albero e puntatore del centro di
rotazione. Ricordare che il centro di rotazione non necessariamente coincide con il
centro magnetico, perché la ventola potrebbe spostare il rotore dal centro magnetico.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 31
Manuale per Motori e Generatori a Induzione
PUNTATORE
TENUTA ESTERNA
CENTRO DI FUNZIONAMENTO
LIMITI DEL GIOCO ALLE ESTREMITÀ DEL ROTORE
Figure 3-6 Marcature sull’albero e puntatore del centro di rotazione
3.6.4 Correzione per crescita termica
3.6.4.1 Linee generali
Le temperature di esercizio influiscono in maniera considerevole sull’allineamento e
devono essere tenute quindi in considerazione durante le operazioni di allineamento.
La temperatura della macchina è più bassa durante l’erezione che durante il suo
funzionamento, perciò il centro dell'albero in fase di esercizio sarà posizionato più in
alto, ossia più lontano dal piede, che nel periodo di fermo.
Potrebbe di conseguenza risultare necessario utilizzare un allineamento compensato
termicamente in funzione delle temperature di esercizio raggiunte dalla macchina
condotta, del tipo di giunto, della distanza tra le macchine e così via.
3.6.4.2 Crescita termica verso l’alto
È possibile fare un calcolo approssimativo della crescita termica della distanza tra il
piede e il centro dell’albero della macchina elettrica applicando la formula:
H = × T × Hdove
H=crescita termica[mm]
=10 × 10-6 K-1
T=40 K
H=altezza dell’albero[mm]
32 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
NOTA: Considerare la crescita termica della macchina condotta rispetto alla macchina
elettrica per definire la crescita termica totale.
3.6.4.3 Crescita termica assiale
La crescita termica assiale deve essere presa in considerazione se il movimento
assiale del cuscinetto sul lato non di comando è bloccato. Vedere lo schema
dimensionale per stabilire quale sia il lato bloccato.
La prevista crescita termica assiale del rotore è proporzionale alla lunghezza del telaio
dello statore e può essere calcolata approssimativamente con la seguente formula:
L = × T × Ldove
L=crescita termica[mm]
=10 × 10-6 K-1
T=50 K (per AMA, AMB, AMK, AMI), 80 K (per AMH, HXR, M3BM, M3GM)
L=lunghezza telaio[mm]
NOTA: Accertarsi che tra i semigiunti (ad esclusione dei giunti rigidi) il movimento
assiale sia libero e continuo in modo da consentire la dilatazione termica
dell’albero della macchina senza danneggiare i cuscinetti.
3.6.5 Allineamento definitivo
3.6.5.1 Linee generali
Nei passi a seguire, l’allineamento definitivo è eseguito utilizzando dei minimetri a
orologio; anche se il mercato offre altre e più precise apparecchiature di misurazione si
è scelto di impiegare qui tali strumenti per fornire un po’ di teoria per l’allineamento.
NOTA: È opportuno procedere alle misurazioni solo una volta eseguito il necessario
spessoramento e aver serrato i bulloni di fissaggio in maniera appropriata.
NOTA: Si raccomanda di registrare sempre le misurazioni dell’allineamento definitivo
e di conservarle per futuri riferimenti.
3.6.5.2 Corsa massima dei semigiunti
Iniziare la procedura di allineamento misurando la corsa massima di semigiunti.
Questa misurazione ha lo scopo di illustrare eventuali inesattezze dell’albero e/o dei
semigiunti.
Viene misurata la corsa massima del semigiunto rispetto alla sede del cuscinetto.
Posizionare i calibri come da Figura 3-7 Misurazione della corsa massima sul
semigiunto. Controllare allo stesso modo anche la corsa massima del semigiunto della
macchina condotta rispetto alla sede del cuscinetto.
Per ruotare il rotore di una macchina con cuscinetti a manicotto è sufficiente un braccio
di leva.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 33
Manuale per Motori e Generatori a Induzione
La seguente nota vale per il tipo di cuscinetto: Cuscinetti a manicotto
NOTA: I cuscinetti a manicotto vanno riempiti d’olio prima di essere ruotati.
L’errore ammesso per la corsa massima è minore di 0,02 mm (0,8 mil).
Figure 3-7 Misurazione della corsa massima sul semigiunto
3.6.5.3 Allineamento parallelo, angolare e assiale
Dopo aver posizionato la macchina in modo approssimativo, come descritto al Capitolo
3.6.2 Livellamento approssimativo e Capitolo 3.6.3 Regolazione approssimativa, può
avere inizio l’allineamento definivo. Questo passaggio deve essere eseguito con la
massima cautela. Diversamente possono formarsi pesanti vibrazioni che
danneggerebbero sia la macchina condotta sia la macchina motrice.
L’allineamento va eseguito seguendo le raccomandazioni del produttore del giunto.
Deve essere parallelo, angolare ed assiale. Vi sono pubblicazioni di normative che
forniscono le indicazioni da osservare per effettuare l’allineamento di un giunto, ad
esempio la BS 3170:1972 "Giunti flessibili per trasmissione di energia”.
In base alla pratica comune, il disallineamento parallelo ed angolare non deve
superare 0,05-0,10 mm, mentre il disassamento assiale deve restare entro 0,10 mm,
vedere in proposito la Figura 3-8 Definizione di disallineamento. La corsa massima
corrispondente è 0,10-0,20 mm per disallineamento parallelo e angolare.
34 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Disallineamento
parallelo
Manuale per Motori e Generatori a Induzione
Disallineamento
angolare
Disallineamento
assiale
Figure 3-8 Definizione di disallineamento
3.6.5.4 Allineamento
L’allineamento della macchina viene eseguito aderendo alle linee guida sotto riportate.
1.
La macchina deve poggiare sulle viti di sollevamento
2.
Ruotare il rotore e controllare il gioco assiale dell’estremità assiale, vedere in
merito il Capitolo 3.6.3 Regolazione approssimativa
La seguente nota vale per il tipo di cuscinetto: Cuscinetti a manicotto
NOTA: I cuscinetti a manicotto vanno riempiti d’olio prima di essere ruotati.
3.
3BFP 000 050 R0101 REV H
Montare le apparecchiature per l’allineamento. Se vengono utilizzati dei calibri, è
opportuno, per praticità, regolare l’indicatore a quadrante in modo che circa la
metà della scala graduata sia leggibile da ogni direzione. Verificare la rigidità dei
supporti del calibro per evitare che possano abbassarsi, vedere in proposito la
Figura 3-9 Controllo dell’allineamento con calibri
Installazione e allineamento - 35
Manuale per Motori e Generatori a Induzione
Allineamento radiale
Allineamento angolare
Figure 3-9 Controllo dell’allineamento con calibri
4.
Misurare ed annotare le letture per il disallineamento parallelo, angolare ed
assiale in quattro diverse posizioni: in alto, in basso, a destra e a sinistra, cioè ogni
90°, mentre entrambi gli alberi vengono ruotati contemporaneamente. Registrare
le rilevazioni
5.
Allineare verticalmente la macchina ruotando le viti di sollevamento o sollevandola
con i martinetti. Per facilitare l’allineamento in verticale, le viti di sollevamento
vengono montate ai piedi della macchina orizzontale, vedere la Figura 3-3
Posizionamento verticale del piede della macchina. La precisione di allineamento
della macchina talvolta è influenzata dalla dilatazione termica del suo telaio,
vedere il Capitolo 3.6.4 Correzione per crescita termica
6.
Misurare la distanza tra il fondo del piede della macchina e la piastra di
fondazione e creare in corrispondenza solidi blocchi o cunei oppure predisporre la
necessaria quantità di spessori.
7.
Montare dei blocchi massicci o degli spessori sotto i piedi della macchina.
Allentare le viti di sollevamento e stringere i bulloni di fissaggio.
8.
Ricontrollare l’allineamento. Correggere ove necessario
9.
Redigere un verbale per futuri controlli
10. Serrare di nuovo i dadi e bloccarli con punti di saldatura o colpendoli con un
punteruolo esercitando la forza necessaria
11. Ancorare il piede della macchina per facilitare eventuali reinstallazioni future,
vedere il Capitolo 3.4.7.1 Fissaggio con spine del piede della macchina.
3.6.5.5 Disallineamento ammesso
È impossibile determinare delle tolleranze di allineamento certe perché troppi sono i
fattori in gioco. Tolleranze troppo ampie danno luogo a vibrazioni, causando danni ai
cuscinetti o ad altri componenti ed è quindi consigliabile cercare di ottenere i minori
scostamenti possibili. I massimi disallineamenti ammessi sono riportati nella Tabella
3-6 Possibili disallineamenti consigliati, mentre le definizioni dei disallineamenti sono
illustrate alla Figura 3-8 Definizione di disallineamento.
36 - Installazione e allineamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
NOTA: Le tolleranze fornite dai produttori dei giunti indicano gli scostamenti del giunto,
non dell’allineamento della macchina motrice-condotta. Le tolleranze indicate
dal produttore del giunto devono essere utilizzate come linea guida solo se
sono inferiori ai disallineamenti massimi ammessi di cui alla Tabella 3-6
Possibili disallineamenti consigliati.
Table 3-6. Possibili disallineamenti consigliati
Dati sul giunto
Accoppiamento
Disallineamento ammesso
Tipo di giunto
Diametro
100 - 250 mm
Flangia rigida
(4 – 10”)
Ingranaggio
Flessibile
250 - 500 mm
Flangia rigida
(10 – 20”)
Ingranaggio
Flessibile
Parallelo
Angolare
Assiale
r
b
a
0,02 mm
0,01 mm
0,02 mm
(0,8 mil)
(0,4 mil)
(0,8 mil)
0,05 mm
0,03 mm
0,05 mm
(2 mil)
(1 mil)
(2 mil)
0,10 mm
0,05 mm
0,10 mm
(4 mil)
(2 mil)
(4 mil)
0,02 mm
0,02 mm
0,02 mm
(0,8 mil)
(0,8 mil)
(0,8 mil)
0,05 mm
0,05 mm
0,05 mm
(2 mil)
(2 mil)
(2 mil)
0,10 mm
0,10 mm
0,10 mm
(4 mil)
(4 mil)
(4 mil)
3.7 Assistenza dopo l’installazione
Se la macchina resta inattiva per un lungo periodo dopo l’installazione, vanno applicate
le stesse misure indicate al Capitolo 2.6.1 Stoccaggio a breve termine (meno di 2 mesi)
sopra descritte. Ricordare di ruotare l’albero di 10 giri almeno ogni 3 mesi e di riempire
d’olio i cuscinetti autolubrificati. In presenza di vibrazioni esterne, aprire i giunti
dell’albero e collocare sotto il piede della macchina blocchi di gomma adatti.
La seguente nota vale per il tipo di cuscinetto: Cuscinetto a rotolamento
NOTA: Le vibrazioni esterne danneggiano le superfici dei cuscinetti a rotolamento
abbreviandone la durata.
La seguente nota vale per il tipo di cuscinetto: Cuscinetto a manicotto
NOTA: Le vibrazioni esterne danneggiano le superfici di scorrimento dei cuscinetti
abbreviandone la durata.
3BFP 000 050 R0101 REV H
Installazione e allineamento - 37
Manuale per Motori e Generatori a Induzione
Chapter 4 Collegamenti Meccanici ed Elettrici
4.1 Aspetti generali
I collegamenti meccanici ed elettrici vanno effettuati dopo le procedure di installazione
e allineamento. Per collegamenti meccanici si intendono, tra l’altro, i collegamenti dei
condotti dell’aria, i tubi dell’acqua e/o il sistema per l’alimentazione dell’olio, se
presente.
Le connessioni elettriche invece comprendono il collegamento dei cavi principali e
ausiliari, i cavi di messa a terra e gli eventuali motori dei ventilatori esterni.
Per stabilire le corrette azioni da intraprendere, leggere lo Schema dimensionale, lo
Schema dei collegamenti e la Scheda tecnica della macchina.
NOTA: Non aggiungere mai fori o filetti nel telaio per eseguire l’installazione perché la
macchina potrebbe risultarne danneggiata.
4.2 Collegamenti meccanici
Il seguente paragrafo vale per il sistema di raffreddamento: Aria condotta
4.2.1 Collegamenti dell’aria di raffreddamento
Le macchine con flusso d’aria di raffreddamento a e/o dalla macchina con condotti
dell’aria hanno flange di collegamento come specificato nello schema dimensionale.
Pulire accuratamente i condotti dell’aria prima di collegarli alla macchina e verificare
che non vi siano ostruzioni nei condotti; sigillare i giunti con le guarnizioni adatte e
controllare se dopo il collegamento i condotti dell’aria presentano perdite.
Il seguente paragrafo vale per il sistema di raffreddamento: Aria-acqua e camera d’acqua
4.2.2 Collegamenti dell’acqua di raffreddamento
Il seguente paragrafo vale per il sistema di raffreddamento: Aria-acqua
4.2.2.1 Scambiatori aria-acqua
Le macchine equipaggiate con uno scambiatore di calore aria-acqua sono dotate di
flange specificate nelle norme DIN 633 o ANSI B 16.5. Collegare le flange e sigillare i
giunti con le guarnizioni adatte. Prima di avviare la macchina, aprire l’acqua.
Il seguente paragrafo vale per il sistema di raffreddamento: Camera dell’acqua
4.2.2.2 Telai con raffreddamento ad acqua
La struttura con telaio in acciaio raffreddato ad acqua va utilizzata unicamente con
circuito d’acqua fresca chiuso. Le flange del circuito di raffreddamento ad acqua sono
costruite in base alle specifiche del cliente e sono definite sullo schema dimensionale.
38 - Collegamenti Meccanici ed Elettrici
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
L’acqua di raffreddamento circola in condotti integrati nel telaio della macchina. Il
materiale di cui sono composti il telaio e i condotti è acciaio al carbonio conforme alla
norma EN 10025: S235 JRG2, equivalente alla DIN 17100 - RSt 37-2. Questo
materiale è soggetto a corrosione in acqua salina o reflua. I prodotti della corrosione e i
depositi di sporco possono bloccare il flusso dell’acqua nei condotti, per questo è
importante utilizzare acqua pura e inibita nel sistema di raffreddamento.
Valori standard per l’acqua di raffreddamento da applicare nel sistema di
raffreddamento:
•
pH
7.0 - 9.0
•
Alcalinità (CaCO3)
> 1 mmol/kg
•
Cloruro (Cl)
< 20 mg/kg
•
Solfato
< 100 mg/kg
•
Concentrazione di KMnO4 < 20 mg/kg
•
Concentrazione di Al
< 0,3 mg/kg
•
Concentrazione di Mn
< 0,05 mg/kg
Nella maggior parte dei casi, la normale acqua di rubinetto, ossia l’acqua adatta ad usi
domestici, soddisfa tutti questi requisiti.
L’acqua di raffreddamento deve essere inibita anche con un agente che protegga il
sistema dalla corrosione, dalla sporcizia e, se necessario, dal congelamento. È bene
tenere in considerazione tutti i materiali che entrano in contatto con l’acqua di
raffreddamento (tubi, scambiatore di calore e così via) quando si sceglie un inibitore
adatto.
Inibitore consigliato:
Produttore
ASHLAND
Prodotto
RD-25
adatto per acciaio, rame, alluminio e molti altri materiali.
Utilizzare unicamente componenti di connessione e tenute adatti e di alta qualità per
collegare la macchina al circuito dell’acqua. Controllare se dopo il collegamento le
tubature e i giunti presentano perdite.
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a manicotto
4.2.3 Alimentazione dell’olio nei cuscinetti a manicotto
Le macchine con sistema di lubrificazione in velo sono dotate di flange per i tubi
dell'olio ed eventualmente di manometri ed indicatori di flusso. Montare tutti i necessari
tubi per l'olio e collegare i componenti del circuito dell'olio.
Installare il sistema di alimentazione dell'olio in prossimità della macchina, a pari
distanza tra i cuscinetti. Prima di collegare le tubazioni ai cuscinetti, testare il sistema di
alimentazione dell'olio facendovi fluire dell'olio detergente, quindi rimuovere il filtro
dell'olio e pulirlo.
Il serbatoio dell'olio deve essere costruito in modo da impedire l'ingresso della
pressione nei tubi di ritorno dell'olio dal serbatoio verso il cuscinetto.
3BFP 000 050 R0101 REV H
Collegamenti Meccanici ed Elettrici - 39
Manuale per Motori e Generatori a Induzione
Installare e collegare i tubi di immissione dell'olio nei cuscinetti. Installare i tubi di uscita
dell'olio verso il basso dai cuscinetti con un angolo minimo di 15°, che corrisponde a
una pendenza di 250 - 300 mm/m (3 - 3½"/piede). Il livello dell'olio dentro il cuscinetto
aumenta se l'inclinazione dei tubi è troppo piccola; l'olio fluisce troppo lentamente dal
cuscinetto al serbatoio dell'olio con conseguenti perdite e disturbi nel flusso.
NOTA: Non forare il telaio durante l’installazione dei tubi o di altre apparecchiature
perché la macchina potrebbe risultarne gravemente danneggiata.
Rabboccare il sistema di alimentazione dell’olio con olio della giusta viscosità. Il tipo di
olio adatto e il corretto grado di viscosità sono indicati sullo schema dimensionale. Nel
caso di dubbi riguardo allo stato di pulizia dell’olio, utilizzare un setaccio con maglie da
0,01 mm (0,4 mil) per filtrare dall’olio depositi indesiderati.
Aprire l’alimentazione dell’olio e, prima di avviare la macchina, controllare che il circuito
dell’olio non presenti perdite. Il livello d’olio è normale quando metà della finestrella
dell’olio è coperta.
NOTA: I cuscinetti sono forniti senza lubrificazione.
NOTA: Mettere la macchina in funzione senza lubrificante causerebbe l’immediato
danneggiamento dei cuscinetti.
Il seguente capitolo vale per il tipo di protezione: Ex p
4.2.4 Collegamento del tubo dell’aria di spurgo
La macchina EEx p o Ex p è protetta contro le esplosioni mediante pressurizzazione. È
dotata di un sistema di controllo comprendente un’unità di controllo e una valvola di
sfiato. Il sistema funziona con aria compressa incontaminata come gas protettivo.
Prima dell’avvio, la macchina va spurgata per rimuovere tutti i gas pericolosi; durante
l’operazione, la macchina è tenuta in sovrapressione per impedire l’accesso ai gas
pericolosi.
L’alimentazione dell’aria di spurgo e compressione è collegata alla flangia ubicata
sull’unità di controllo dell’aria. La pressione di alimentazione dell’aria deve essere
compresa tra 4 e 8 bar, mentre l’indice di flusso necessario in fase di purgo e di
compressione è specificato sul certificato Ex. Per informazioni piùdettagliate sul
sistema di controllo, vedere il manuale di istruzioni del fornitore.
4.2.5 Montaggio dei trasduttori di vibrazione
Se i trasduttori di vibrazione installati si sporgono dal telaio della macchina, vengono
consegnati non montati per evitare danni durante il trasporto.
Per mettere in funzione i trasduttori di vibrazione, procedere nel modo di seguito
descritto:
1.
Scollegare dai rispettivi cavi i trasduttori di vibrazione staccati.
2.
Rimuovere i tappi dei cofani dai fori di montaggio filettati ubicati sul cofano della
macchina.
40 - Collegamenti Meccanici ed Elettrici
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
3.
Proteggere dalla ruggine le superfici di montaggio con un agente anticorrosione
adatto.
4.
Montare i trasduttori di vibrazione sui fori di montaggio filettati. La coppia di
serraggio dipende dal tipo di trasduttori impiegati:
•
PYM TRV18: 10 Nm
•
PYM 330400_: 3,3 Nm
•
PYM 330500_: 4,5 Nm
5.
Collegare infine i cavi al trasduttore di vibrazione.
Il seguente capitolo vale per il tipo di protezione: Ex e ed Ex n
4.2.6 Predisposizione per l'aria di spurgo
A seconda della classificazione Ex, il motore può essere provvisto di collegamenti
dell'aria. Se vengono utilizzate le predisposizioni, effettuare i collegamenti come
illustrato di seguito.
Per maggiori informazioni, vedere Aerazione preavviamento all’inizio del manuale.
3BFP 000 050 R0101 REV H
Collegamenti Meccanici ed Elettrici - 41
Manuale per Motori e Generatori a Induzione
Collegamenti per macchine AMA/AMI
Figure 4-1 Collegamenti per macchine AMA/AMI
•
Ingresso dell'aria: collegare solo a un lato del telaio, utilizzare tutti e tre i
collegamenti.
•
Uscita dell'aria: collegare al dispositivo per il raffreddamento su un lato.
Collegamenti per le macchine HXR
L'ingresso dell'aria e l'uscita dell'aria devono essere collegati sul lato opposto e alle
estremità opposte del motore.
42 - Collegamenti Meccanici ed Elettrici
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Figure 4-2 Collegamenti dell'ingresso e dell'uscita dell'aria per le macchine HXR
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetti antifrizione con lubrificazione
a nebbia d'olio
4.2.7 Alimentazione di nebbia d'olio al cuscinetto a rulli
Le macchine con lubrificazione a nebbia d'olio sono provviste di attacchi dei tubi.
Collegare i componenti del circuito dell'olio.
Installare il sistema di alimentazione dell'olio vicino alla macchina. Prima di collegare le
tubazioni ai cuscinetti, testare il sistema di alimentazione dell'olio facendovi fluire
dell'olio detergente, quindi rimuovere il filtro dell'olio e pulirlo.
Installare e collegare i tubi di immissione e uscita dell'olio nei cuscinetti.
NOTA: non praticare fori nel telaio durante l'installazione dei tubi o di qualsiasi altra
apparecchiatura perché ciò potrebbe causare gravi danni alla macchina.
Riempire il sistema di alimentazione dell'olio con olio appropriato e della viscosità
corretta. Il tipo corretto di olio e la viscosità sono indicati nel disegno dimensionale. Se
non si è certi che l'olio sia pulito, utilizzare un filtro da 0,01 mm (0,4 mil) per rimuovere i
residui in esso presenti.
Attivare l'alimentazione dell'olio e, prima di avviare la macchina, controllare che non vi
siano perdite nel circuito dell'olio.
NOTA: i cuscinetti vengono forniti senza lubrificante.
NOTA: non azionare la macchina senza lubrificante perché ciò danneggerebbe i
cuscinetti.
3BFP 000 050 R0101 REV H
Collegamenti Meccanici ed Elettrici - 43
Manuale per Motori e Generatori a Induzione
4.3 Collegamenti elettrici
4.3.1 Informazioni generali
Le informazioni sulla sicurezza descritte (IIstruzioni di sicurezza all’inizio del manuale)
devono essere sempre rispettate.
L’installazione elettrica va pianificata accuratamente prima di intraprendere qualsiasi
azione. I diagrammi dei collegamenti ricevuti con la macchina devono essere studiati
prima di iniziare il lavoro di installazione. È importante verificare che la tensione di
alimentazione e la frequenza coincidano con i valori indicati sulla targhetta con i dati di
funzionamento apposta sulla macchina.
La tensione di rete e la frequenza devono rientrare nei margini definiti dallo standard
applicabile. Annotare sulla morsettiera i dati riportati sulla targhetta e nello schema dei
collegamenti. Per ulteriori informazioni, consultare la scheda tecnica con le
caratteristiche della macchina.
NOTA: Prima di iniziare il lavoro di installazione, è importante controllare che i cavi in
ingresso siano separati dalla rete di alimentazione e che i cavi siano collegati
alla messa a terra di protezione.
NOTA: Controllare tutti i dati della targa, in particolare la connessione della tensione e
degli avvolgimenti.
Il seguente paragrafo vale per il tipo di rotore: Magnete permanente
Le macchine sono progettate solo per azionamenti a velocità variabile, ossia per
essere alimentate da convertitori di frequenza. Il convertitore di frequenza deve essere
disegnato per funzionare con macchine sincrone a magnetismo permanente. In caso di
incertezza riguardo la compatibilità della macchina sincrona a magnetismo
permanente e il convertitore di frequenza, contattare l’ufficio Commerciale di ABB.
4.3.2 Sicurezza
Interventi sull’impianto elettrico possono essere eseguiti esclusivamente da personale
competente. Devono essere applicate le seguenti regole sulla sicurezza:
•
Togliere corrente a tutte le apparecchiature, comprese le ausiliarie
•
Mettere le protezioni di sicurezza per evitare che le apparecchiature possano
rimettersi in tensione
•
Verificare che tutti i componenti siano isolati dalla rispettiva alimentazione
•
Collegare tutte le parti alla massa di protezione e ai cortocircuiti
•
Coprire o mettere barriere contro le parti sotto tensione nella zona circostante
•
Se il circuito secondario del trasformatore è esteso, assicurarsi che durante l’uso
non diventi un circuito aperto
44 - Collegamenti Meccanici ed Elettrici
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Il seguente punto d’elenco vale per il tipo di rotore: Rotore a magnetismo permanente
•
La macchina sincrona a magnetismo permanente produce tensione quando
l’albero gira. Evitare che l’albero ruoti prima di aprire la morsettiera. Non aprire o
toccare i morsetti privi di protezione mentre l’albero della macchina è in
movimento. Seguire le IIstruzioni di sicurezza all’inizio del manuale.
4.3.3 Misurazioni sulla resistenza dell’isolamento
Prima dell’avvio iniziale, dopo un lungo periodo di stasi della macchina o durante i
lavori di manutenzione generali, è necessario misurare la resistenza di isolamento
della macchina, vedere il Capitolo 7.6.4 Test di resistenza dell’isolamento.
4.3.4 Opzioni relative alla morsettiera principale
L’interno della morsettiera principale deve essere esente da sporcizia, umidità e residui
esterni; la scatola stessa, i passacavi e i fori non utilizzati per l’ingresso dei cavi devono
essere chiusi ermeticamente nei confronti di acqua e polvere.
La morsettiera principale sulla parte inferiore è provvista di uno scarico per la
condensa, che, durante il trasporto e lo stoccaggio, deve essere sempre aperto, ossia
inserito a metà e sporgere a metà. Mentre la macchina è in funzione, lo scarico deve
rimanere chiuso ma va aperto di tanto in tanto. Se la scatola dopo la consegna viene
girata, è necessario controllare il funzionamento dello scarico della condensa ed
eventualmente riposizionarlo sul lato inferiore della scatola.
Alcune morsettiere principali devono essere girate con passi da 90 gradi. Prima di
girarle, controllare che la lunghezza dei cavi tra l’avvolgimento dello statore e la
morsettiera sia sufficiente.
4.3.4.1 Consegna senza morsettiera principale
Se la macchina viene consegnata senza scatola morsetti principale, i cavi di
collegamento dello statore devono essere ricoprti con una struttura protettiva messa a
terra prima della messa in servizio. La struttura deve avere classificazione e
certificazioni per l’utilizzo in aree pericolose uguali o superiori a quelle della macchina.
Per evitare danni ai cavi, è necessario accorciare i cavi di collegamento dello statore
per ridurre al minimo il movimento libero dei cavi. Il fornitore della morsettiera è
responsabile di garantire che vengano utilizzati supporti dei cavi di collegamento dello
statore idonei. La morsettiera per i cavi di collegamento dello statore deve essere
sufficientemete ampia da impedire il surriscaldamento dei cavi. I cavi di collegamento
dello statore non devono entrare a contatto con spigoli taglienti. Il raggio minimo di
curvatura del cavo di collegamento dello statore è pari a sei volte il diametro esterno
del cavo.
4.3.5 Distanze di isolamento dei collegamenti dell’energia elettrica principale
I collegamenti dei cavi dell’energia elettrica principale devono esser progettati per
contrastare impegnative condizioni di funzionamento, dove gli isolatori possono essere
soggetti a sporco, umidità e sovratensioni. Per garantire un funzionamento di lunga
durate e senza problemi, è quindi importante che la lunghezza dell’isolamento e che le
3BFP 000 050 R0101 REV H
Collegamenti Meccanici ed Elettrici - 45
Manuale per Motori e Generatori a Induzione
distanze di dispersione siano sufficienti. Le distanze di isolamento e dispersione
devono essere uguali o maggiori rispetto ai requisiti imposti da:
•
Legislazione locale
•
Norme
•
Regole di classificazione
•
Classificazione zone pericolose
Le distanze di isolamento e di dispersione sono valide sia per le distanze di isolamento
tra due diverse fasi sia per distanze di isolamento tra una fase e la massa. La distanza
di isolamento d’aria è la distanza più breve attraverso l’aria tra due punti con diverso
potenziale elettrico (tensione). La distanza di dispersione superficiale è la distanza più
breve lungo superfici adiacenti tra due punti con diverso potenziale elettrico (tensione).
4.3.6 Cavi di potenza
La dimensione dei cavi di entrata deve essere adatta alla corrente di massimo carico e
in conformità con le normative locali. I terminali dei cavi devono essere del tipo idoneo
e delle dimensioni esatte. Controllare i collegamenti di tutti i dispositivi.
Per garantire l’affidabilità del funzionamento, i collegamenti dei cavi di potenza devono
essere serrati correttamente. Per dettagli, vedere l’Appendice Principali collegamenti
elettrici tipici.
La seguente nota vale per il tipo di protezione: Tutte le aree pericolose
NOTA: Per le macchine Ex, i passacavi o le boccole per i cavi di alimentazione devono
essere certificati Ex. Passacavi e boccole non sono forniti dal produttore.
NOTA: Prima di iniziare il lavoro di installazione, è importante controllare che i cavi in
ingresso siano separati dalla rete di alimentazione e che i cavi siano collegati
alla messa a terra di protezione.
I terminali dello statore sono contrassegnati dalle lettere U, V e W in conformità alla
CEI 60034-8 oppure T1, T2 e T3 in conformità con NEMA MG-1. Il terminale neutro è
marcato N (IEC) o T0 (NEMA). Per spelare, unire e isolare i cavi dell’alta tensione
devono essere seguite le indicazioni del produttore dei cavi.
I cavi devono essere adeguatamente sostenuti, in modo che non sia esercitata
tensione sulle barre omnibus nella morsettiera.
NOTA: Controllare la sequenza delle fasi, dallo schema dei collegamenti.
Il seguente paragrafo vale per il tipo di rotore: Rotore a magnetismo permanente
NOTA: Le macchine sincrone a magnetismo permanente devono essere cablate con
cavi schermati simmetrici e passacavi forniti di ghiera a 360° (chiamati anche
passacavi EMC).
Il seguente paragrafo vale per il tipo di rotore: Anelli di frizione
46 - Collegamenti Meccanici ed Elettrici
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
4.3.7 Cavi secondari per i collegamenti degli anelli di frizione
La sede degli anelli di frizione sul lato non di comando della macchina funge da
morsettiera per i cavi secondari e ha lo stesso grado di protezione della macchina.
I cavi possono essere collegati indifferentemente dall’uno o dall’altro lato. Il
collegamento è fatto ai terminali del rotore sulla piastra di terminazione, capace di
ospitare fino a sei capicorda per fase. I terminali sono marcati K, L e M in conformità
con le pubblicazioni IEC 60034-8.
NOTA: Studiare attentamente lo schema di collegamenti consegnato con la macchina
prima di collegare i cavi.
4.3.8 Morsettiera ausiliaria
Le morsettiere ausiliarie sono fissate al telaio della macchina in funzione degli
accessori e delle esigenze del cliente e le loro posizioni sono raffigurate sullo schema
dimensionale della macchina.
Le morsettiere ausiliarir sono provviste di blocchi dei terminali e di passacavi, vedere
Figura 4-3 Tipica morsettiera ausiliaria. Le dimensioni massime ammesse dei
conduttori sono di norma limitate a 2,5 mm² (0,004 pollici quadrati) e la tensione è
limitata a 750 V. I passacavi sono adatti a cavi con diametro 10 - 16 mm (0,4”- 0,6”).
La seguente nota vale per il tipo di protezione: Tutte le macchine destinate ad aree
pericolose
NOTA: Per le macchine Ex, i passacavi o le boccole per i cavi di alimentazione devono
essere certificati Ex. Passacavi e boccole non sono forniti dal produttore.
Figure 4-3 Tipica morsettiera ausiliaria
4.3.8.1 Collegamento di ausiliari e strumenti
Collegare gli strumenti e le apparecchiature ausiliari seguendo lo schema dei
collegamenti.
NOTA: Studiare attentamente lo schema di collegamenti consegnato con la macchina
prima di collegare i cavi. Prima della messa in servizio, è sempre necessario
controllare il collegamento e il funzionamento degli accessori.
3BFP 000 050 R0101 REV H
Collegamenti Meccanici ed Elettrici - 47
Manuale per Motori e Generatori a Induzione
NOTA: Etichettare adeguatamente i terminali degli accessori che a macchina spenta
sono di norma sotto tensione.
4.3.8.2 Collegamento del motore del ventilatore esterno
Il motore del ventilatore esterno di norma è un motore asincrono trifasico. Sotto il telaio
del motore del ventilatore è solitamente fissata una scatola di connessione. La
targhetta del motore del ventilatore esterno indica la tensione e la frequenza da
utilizzare. Il senso di rotazione della ventola è indicata da una freccia sulla flangia della
macchina principale.
NOTA: Effettuare un controllo visivo della rotazione del motore del ventilatore esterno
(ventola) prima di avviare la macchina principale; se il motore del ventilatore
sta girando nel senso sbagliato, è necessario modificarne la sequenza delle
fasi.
4.3.9 Collegamenti di messa a terra
Il telaio della macchina, la morsettiera principale, quella ausiliare e l’equipaggiamento
associato devono essere collegati con la messa a terra di protezione. I collegamenti
alla messa a terra di protezione e all'alimentazione elettrica devono essere in grado di
proteggere il telaio della macchina da potenziale elettrico (tensione) dannoso o
pericoloso.
NOTA: La messa a terra deve essere eseguita in osservanza alle normative locali
prima di collegare la macchina alla tensione di alimentazione.
NOTA: La garanzia non copre i cuscinetti distrutti a causa di messa a terra o cablaggio
impropri.
Marcare la macchina e le morsettiere con simboli della messa a terra conformi alle
normative nazionali pertinenti.
Il seguente capitolo vale per il tipo di applicazione: Azionamento a velocità variabile
4.3.10 Requisiti per macchine alimentate da convertitori di frequenza
In conformità alla direttiva EMC (89/336/ CEE e modificata dalla 93/68/CEE), una
macchina CA alimentata con convertitore di frequenza va installata con cavi schermati
come sotto specificato. Per informazioni relative ad altri cavi equivalenti, contattare il
proprio rappresentante ABB locale.
4.3.10.1 Cavo principale
Il cavo dell'alimentazione principale tra la macchina e il convertitore di frequenza deve
essere un cavo simmetrico schermato a tre conduttori, in modo da poter soddisfare i
requisiti attinenti l'emissione di radiazioni esposti nella norma sulle emissioni generiche
per l'ambiente industriale, EN 50081-2. Per maggiori informazioni, vedere il manuale
ABB Messa a terra e cablaggio del sistema di azionamento (3AFY 61201998 R0125
REV C).
48 - Collegamenti Meccanici ed Elettrici
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
4.3.10.2 Messa a terra del cavo principale
La conformità con la direttiva EMC richiede una messa a terra del cavo principale ad
alta frequenza, ottenibile con una messa a terra di 360° degli schermi dei cavi agli
ingressi dei cavi, sia nella macchina sia nel convertitore di frequenza. La messa a terra
sulla macchina va attuata, ad esempio, canalizzando cavi EMC ROX SYSTEM per
installazioni schermate.
NOTA: La messa a terra a 360° ad alta frequenza degli ingressi dei cavi viene
eseguita con lo scopo di sopprimere i disturbi elettromagnetici, gli schermi dei
cavi, inoltre, devono essere collegati alla messa a terra protettiva (PE) per
ottemperare ai regolamenti concernenti la sicurezza.
4.3.10.3 Cavi ausiliari
I cavi ausiliari vanno schermati per uniformarsi ai requisiti EMC. Sulla messa a terra a
360° ad alta frequenza degli schermi dei cavi devono essere utilizzati speciali
passacavi agli ingressi dei cavi.
3BFP 000 050 R0101 REV H
Collegamenti Meccanici ed Elettrici - 49
Manuale per Motori e Generatori a Induzione
Chapter 5 Messa in servizio e Avviamento
5.1 Aspetti generali
Il verbale sulla messa in servizio è uno strumento di vitale importanza per i futuri
interventi di assistenza, manutenzione e rilevamento di guasti.
La messa in servizio non sarà ritenuta finalizzata prima della presentazione e
dell'archiviazione di un valido verbale sulla messa in servizio.
Tale verbale deve essere disponibile in caso di richieste coperte da garanzia al fine di
ottenere una valida garanzia per la macchina in questione. Il modo per contattarci è
presentato al Capitolo 9.1.5 Estremi per contattare l’assistenza Post-Vendita.
Il verbale di messa in servizio consigliato è allegato nell’Appendice VERBALE DELLA
MESSA IN SERVIZIO.
5.2 Controllo dell’installazione meccanica
Verificare l’allineamento della macchina prima di eseguire la messa in servizio:
•
Leggere tutto il rapporto relativo all’allineamento e verificare che la macchina sia
perfettamente allineata, in conformità alle specifiche di ABB sull’allineamento
Capitolo 3.6 Allineamento
•
Nel verbale della messa in servizio deve essere sempre incluso il protocollo
dell’allineamento.
Controllare che la macchina sia correttamente ancorata al basamento:
•
Verificare che il basamento non presenti incrinature e controllarne le condizioni
generali
•
Check the tightness of the mounting bolts.
Altri controlli, ove applicabile:
•
Controllare che il sistema di lubrificazione sia messo in servizio e operativo prima
di azionare il rotore
•
Ruotare a mano il rotore, se possibile, verificando che non incontri ostacoli e non
vi siano rumori anomali
•
Controllare l’assemblaggio della morsettiera principale e del sistema di
raffreddamento
•
Controllare il collegamento dei tubi dell’olio e dell’acqua di raffreddamento e
verificare che non vi siano perdite durante il funzionamento
•
Controllare pressione e flusso di olio e acqua di raffreddamento.
5.3 Misurazione di resistenza dell’isolamento
Prima dell’avvio iniziale, dopo un lungo periodo di stasi della macchina o durante i
lavori di manutenzione generali, è necessario misurare la resistenza di isolamento
della macchina, vedere il Capitolo 7.6.4 Test di resistenza dell’isolamento.
50 - Messa in servizio e Avviamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
5.4 Controllo dell’impianto elettrico
Una volta misurata la resistenza di isolamento dello statore, i cavi per la distribuzione
della corrente possono essere collegati permanentemente ai terminali della morsettiera
principale, vedere il Capitolo 7.6.4 Test di resistenza dell’isolamento.
Controllare il collegamento dei cavi per la distribuzione della corrente.
•
Controllare che i golfari dei cavi siano serrati con la coppia corretta
•
Controllare che i cavi per la distribuzione della corrente siano distribuiti in modo
idoneo
•
Controllare che i cavi per la distribuzione della corrente siano distesi in modo
corretto
•
Controllare i collegamenti delle apparecchiature ausiliarie.
NOTA: Se la macchina viene consegnata senza morsettiera principale, vedere il
Capitolo 4.3.4.1 Consegna senza morsettiera principale.
La seguente nota vale per il tipo di protezione: Tutte le macchine destinate ad aree
pericolose
NOTA: Se una scaldiglia anticondensa, del tipo senza autoregolazione, si accende
immediatamente dopo lo spegnimento del motore, l’operatore deve prendere i
provvedimenti atti a controllare la temperatura interna all’alloggiamento del
motore. Le scaldiglie anticondensa possono funzionare unicamente in
ambiente a temperatura controllata.
5.5 Apparecchiature di controllo e protezione
5.5.1 Linee generali
La macchina è dotata di rilevatori della temperatura da collegare al sistema di
monitoraggio della temperatura e di protezione. Le indicazioni su posizione, tipo e
impostazioni di questi rilevatori sono riportate sullo schema dimensionale e sullo
schema dei collegamenti della macchina.
Il livello di allarme della temperatura per rilevatori della temperatura di resistenza (RTD,
Pt-100) va impostato al valore più basso possibile; può essere stabilito in base ai
risultati del collaudo o alla temperatura di esercizio rilevata. L’allarme della temperatura
può essere impostato di 10K (20°F) sopra la temperatura di esercizio della macchina
con carico massimo alla temperatura ambiente più elevata.
Se il sistema di monitoraggio della temperatura utilizzato è di tipo a doppia funzione, il
livello più basso di norma funge da allarme mentre il più alto ha funzione di disinnesto.
NOTA: Nel caso che la macchina scatti, è necessario trovare ed eliminare la causa
prima di riavviare la macchina. In caso di allarme, scoprire la ragione e
correggere la situazione. Usare la guida alla risoluzione dei problemi, vedere in
merito il Capitolo 8.1 Ricerca e risoluzione dei problemi.
3BFP 000 050 R0101 REV H
Messa in servizio e Avviamento - 51
Manuale per Motori e Generatori a Induzione
La seguente nota vale per il tipo di rotore: Rotore a magnetismo permanente
NOTA: Le macchine sincrone a magnetismo permanente sono dotate di elementi di
resistenza Pt100 e/o di termistori. È obbligatorio utilizzare questi elementi di
protezione per evitare il rischio di sovraccaricare la macchina.
5.5.2 Temperatura degli avvolgimenti dello statore
5.5.2.1 Aspetti generali
Gli avvolgimenti dello statore sono fabbricati in base alla classe di innalzamento della
temperatura F il cui limite è di 155°C (300°F). Una temperatura elevata favorisce
l’invecchiamento dell’isolamento accorciando di conseguenza la durata
dell’avvolgimento ed è quindi opportuno valutare con attenzione come definire i livelli di
scatto e di allarme della temperatura per l’avvolgimento.
5.5.2.2 Rilevatori della temperatura di resistenza
Massime impostazioni della temperatura raccomandate:
Per determinare le impostazioni della temperatura, vedere lo Schema dei collegamenti
fornito con la macchina. È consigliabile applicare il metodo descritto nel Capitolo 5.5.1
Linee generali per impostare l’allarme della temperatura.
5.5.2.3 Termistori
La temperatura di esercizio degli eventuali termistori (PTC) presenti sulla macchina è
riportata sullo Schema dei collegamenti, la funzione operativa può essere, a scelta,
allarme o segnale di disinnesto. Se la macchina è dotata di sei termistori, possono
essere utilizzati tanto i segnali d’allarme quanto quelli di disinnesto.
5.5.3 Controllo della temperatura dei cuscinetti
5.5.3.1 Aspetti generali
I cuscinetti possono essere provvisti di uno o più rilevatori della temperatura che ne
monitorano le condizioni termiche. La viscosità del grasso o dell’olio usato è
inversamente proporzionale alla temperatura. Quando la viscosità scende al di sotto di
un certo limite, viene a mancare la possibilità di formare una pellicola lubrificante
all’interno del cuscinetto, con conseguente rottura del cuscinetto e possibili danni
all’albero.
Se la macchina è dotata di rilevatori per la temperatura di resistenza, è preferibile
monitorare costantemente la temperatura dei cuscinetti. In presenza di un improvviso
innalzamento della temperatura in un cuscinetto, spegnere la macchina
immediatamente perché tale aumento può indicare che il cuscinetto è guasto.
52 - Messa in servizio e Avviamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
5.5.3.2 Rilevatori della temperatura di resistenza
Massime impostazioni della temperatura raccomandate:
Per determinare le impostazioni della temperatura, vedere lo Schema dei collegamenti
fornito con la macchina. È consigliabile applicare il metodo descritto nel Capitolo 5.5.1
Linee generali per impostare l’allarme della temperatura.
5.5.3.3 Termistori
La temperatura di esercizio degli eventuali termistori (PTC) nei cuscinetti di
rotolamento è riportata sullo Schema dei collegamenti. La funzione operativa può
essere, a scelta, allarme o segnale di disinnesto. Se i cuscinetti di rotolamento sono
dotati di due termistori, possono essere utilizzati sia i segnali d’allarme che quelli di
disinnesto.
5.5.4 Apparecchiature di protezione
La macchina deve essere protetta contro diversi disturbi, guasti e sovraccarico che
potrebbero danneggiarla. La protezione deve essere conforme alle istruzioni e ai
regolamenti vigenti nel Paese in cui la macchina viene utilizzata.
I valori dei parameri della macchina per le impostazioni del relè sono riportati nel
documento “Dati sulla prestazione della macchina” accluso alla documentazione
fornita con l’impianto.
NOTA: Il fabbricante della macchina non è responsabile della regolazione delle
apparecchiature di protezione in loco.
5.6 Primo avvio di prova
5.6.1 Aspetti generali
Il primo avvio di prova è una procedura standard da applicare dopo che la procedura di
installazione è terminata, i collegamenti meccanici ed elettrici sono stati eseguiti, la
procedura di messa in servizio è conclusa e i dispositivi di protezione sono attivi.
NOTA: Per quanto fattibile, è bene eseguire il primo avvio di prova con la macchina
motrice e la macchina condotta non collegate tra loro. Il carico sulla macchina
deve comunque essere minimo.
5.6.2 Precauzioni antecedenti il primo avvio di prova
Far precedere il primo avvio di prova da un’ispezione visiva della macchina, quindi
verificare che siano stati eseguiti tutti i lavori, i controlli e le regolazioni.
Prima dell’avvio di prova, è necessario aver eseguito i seguenti controlli e misure:
•
3BFP 000 050 R0101 REV H
Se il semigiunto non è assemblato, la chiave all’estremità dell’albero deve essere
bloccata oppure va rimossa.
Messa in servizio e Avviamento - 53
Manuale per Motori e Generatori a Induzione
Il seguente punto d’elenco vale per il tipo di cuscinetto: Cuscinetto a manicotto
•
I serbatoi d’olio per i cuscinetti a manicotto e gli eventuali sistemi di alimentazione
dell’olio devono essere riempiti con l’olio consigliato fino al livello corretto. Il
sistema di alimentazione dell’olio dev’essere abilitato.
Il seguente punto d'elenco vale per il tipo di cuscinetto: Cuscinetto a rotolamento
•
Il rotore deve essere ruotato a mano verificando che dai cuscinetti non
provengano rumori anomali. Per ruotare il rotore con cuscinetti a manicotto, è
sufficiente un semplice braccio di leva.
Il seguente punto d'elenco vale per il tipo di cuscinetto: Cuscinetto a rotolamento con
lubrificazione a nebbia d'olio
•
I sistemi di alimentazione dell'olio vanno riempiti con l'olio consigliato fino al livello
corretto. Il sistema di alimentazione dell'olio viene attivato.
Il seguente punto d’elenco vale per il sistema di raffreddamento: Aria-acqua
•
In caso di macchine raffreddate ad acqua, il liquido di raffreddamento dev’essere
aperto. Dev’essere stata controllata la tenuta di flange e unità di raffreddamento.
•
Il cablaggio, i cavi e i collegamenti della barra omnibus devono essere stati
controllati sulla base dello schema dei collegamenti.
•
Devono essere stati verificati i collegamenti a massa e i dispositivi di messa a
terra.
•
Devono essere stati ispezionati i relè di avvio, controllo, protezione e allarme per
ogni dispositivo.
•
Deve essere stata verificata la resistenza di isolamento degli avvolgimenti e altre
apparecchiature.
•
Le coperture della macchina devono essere assemblate e le guarnizioni
dell’albero montate e fissate.
•
La macchina e l’ambiente devono essere puliti.
Il seguente punto d’elenco vale per il tipo di protezione: Ex p
•
La recinzione della macchina Ex deve essere stata spurgata ed è pressurizzata.
Fare riferimento alle istruzioni relative al sistema di spurgo e pressurizzazione.
5.6.3 Avvio
Il primo avvio dovrebbe durare al massimo un (1) secondo, durante il quale va
verificato il senso di rotazione della macchina. Deve essere verificato anche il senso di
rotazione degli eventuali motori dei ventilatori esterni nonché il fatto che le parti rotanti
non tocchino i componenti fissi.
NOTA: Se la macchina non è provvista di cuscinetti in posizione assiale e viene
avviata senza essere accoppiata, è normale che l’albero si muova in senso
assiale prima di stabilizzarsi.
54 - Messa in servizio e Avviamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
5.6.3.1 Senso della rotazione
L’obiettivo del primo avvio è di controllare il senso di rotazione della macchina, che
deve ruotare nella stessa direzione indicata dalla freccia disegnata sul telaio o sul
carter della ventola. Il senso di rotazione del motore del ventilatore esterno è indicato
da una freccia vicino al motore del ventilatore. La macchina può essere azionata
unicamente nel senso di rotazione specificato, indicato sulla targa di marcatura, vedere
in proposito Appendice Posizione tipica delle targhe.
Le macchine che possono invertire il funzionamento sono contrassegnate da una
freccia doppia apposta sia sulla targa con i dati di funzionamento che sul telaio.
Se, per qualche ragione, il senso di rotazione desiderato è diverso da quello specificato
sulla macchina, le ventole di raffreddamento, nel circuito di raffreddamento interno e/o
esterno, vanno cambiate, come pure la stampigliatura sulla targhetta con i dati di
funzionamento.
Per cambiare direzione di rotazione, invertire le fasi dell’alimentazione.
Il seguente capitolo vale per il tipo di rotore: Anelli di frizione
5.6.3.2 Avviamento di macchine con anelli di frizione
Le macchine con anelli di frizione non possono essere azionate da uno starter, che è
una resistenza variabile collegata ad ogni fase del rotore attraverso degli anelli di
collegamento. La scelta dello starter avviene in base alla coppia di avvio necessaria e
alla corrente. Di norma l’avvio ha luogo con corrente nominale e coppia nominale.
Durante l’avvio, la resistenza dello starter diminuisce e la velocità per la coppia di
rovesciamento passa a una velocità maggiore. La velocità della macchina è sempre
compresa tra la velocità della coppia di rovesciamento e la velocità sincrona. Non è
ammesso il funzionamento tra fermo e coppia di rovesciamento, né stallo durante
l’avvio.
NOTA: Problemi durante l’avvio della macchina dovuti al mancato controllo delle
regolazioni nell’ingranaggio completo dell’anello di frizione possono provocare
danni gravi! Devono essere verificati anche i collegamenti allo starter e alle sue
funzioni.
NOTA: Il dispositivo di sollevamento delle spazzole deve trovarsi in posizione di avvio
prima di avviare la macchina.
Il seguente capitolo vale per il tipo di protezione: Ex p
5.6.3.3 Avvio di macchine Ex p
La custodia delle macchine Ex pè protetta da esplosione durante il funzionamento
tramte pressurizzazione. Prima di pressurizzare la macchina, le recinzioni vanno
spurgate con aria pulita. Istruzioni dettagliate della messa in servizio riguardo alle
apparecchiature di spurgo e pressurizzazione sono fornite in un manuale a parte. Nel
caso si notino eventuali perdite d’aria dalla custodia della macchina, è necessario
sigillare le giunzioni che perdono.
Il sistema di spurgo e pressurizzazione deve essere incluso nel sisema di interblocco
dell’avviamento. Collegare i segnali degli interruttori di allarme e di stato dell’unità al
3BFP 000 050 R0101 REV H
Messa in servizio e Avviamento - 55
Manuale per Motori e Generatori a Induzione
sistema di controllo dell’interruttore di sicurezza principale, in modo da garantire che
con sia possibile avviare la macchina prima che venga completo lo spurgo e che la
macchina sia pressurizzata.
5.7 Prima attivazione della macchina
Dopo un primo avvio di prova corretto, l’accoppiamento tra la macchina motrice e la
macchina condotta deve essere collegato e la macchina può essere riavviata.
5.7.1 Supervisione durante la prima corsa
Durante la prima corsa della macchina, è necessario verificare che il funzionamento
della macchina corrisponda al previsto. Il livello delle vibrazioni, la temperatura di
avvolgimenti e cuscinetti e altre apparecchiature devono essere monitorati con
frequenza. Se la macchina risponde nel modo previsto, può essere lasciata in funzione
più a lungo.
Controllare il carico di esercizio della macchina confrontando la corrente di carico
locale con il valore indicato sulla targa della macchina.
Registrare le letture della temperatura segnate dai rilevatori della temperatura collocati
negli avvolgimenti ed eventualmente nei cuscinetti. Controllare spesso la temperatura
per verificare che rimanga sotto i limiti. È consigliabile tenere la temperatura
costantemente monitorata.
NOTA: In assenza di un rilevatore della temperatura di resistenza (RTD, Pt-100) o
equivalente, è opportuno misurare, per quanto possibile, la temperatura
superficiale dell’area dei cuscinetti. La temperatura dei cuscinetti è circa 10°C
(20°F) più alta rispetto a quella superficiale.
In caso di scostamento dal normale funzionamento, ad esempio per la presenza di
temperature elevate, rumori, vibrazioni, spegnere la macchina e ricercarne la causa,
consultando, se necessario, il produttore.
NOTA: Non disinnestare alcun dispositivo di protezione mentre la macchina è in
funzione o mentre si ricerca la causa di un funzionamento anomalo.
5.7.2 Controlli durante il funzionamento della macchina
Durante i primi giorni del funzionamento, è importante mantenere una stretta
sorveglianza della macchina per rilevare immediatamente eventuali modifiche nelle
vibrazioni o nei livelli di temperatura o rumori anomali.
5.7.3 Cuscinetti
Le macchine elettriche rotanti fabbricate da ABB sono dotate di cuscinetti a
rotolamento o a manicotto.
56 - Messa in servizio e Avviamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a rotolamento
5.7.3.1 Macchine con cuscinetti a rotolamento
Per le macchine appena installate o rimaste inattive per più di 2 mesi, iniettare nuovo
grasso nei cuscinetti immediatamente dopo l'avviamento. Questo garantisce che i
cuscinetti siano riforniti di grasso nuovo e che l'intervallo di reingrassaggio sia valido.
Il nuovo grasso deve essere iniettato con la macchina in funzione, continuando fino a
che il grasso vecchio o il grasso nuovo in eccesso non viene scaricato attraverso il
canale di lubrificazione sul fondo della sede del cuscinetto, vedere la Figura 5-1
Esempio di disposizione del canale di lubrificazione attraverso il cuscinetto in una
macchina orizzontale.
.
Figure 5-1. Esempio di disposizione del canale di lubrificazione attraverso il
cuscinetto in una macchina orizzontale
NOTA: L'ingrassaggio iniziale può richiedere varie porzioni di grasso (3-10 volte la
quantità indicata sulla targhetta con i dati di lubrificazione)
NOTA: L'intervallo di rilubrificazione non dovrà mai superare i 12 mesi.
Il tipo di grasso originale utilizzato è indicato sulla targhetta con i dati dei cuscinetti
sulla macchina. I tipi di grasso accettabili sono indicati nel Capitolo 7.5.3 Cuscinetti a
rotolamento.
NOTA: Non mescolare tipi di grasso diversi! Nel cuscinetto deve essere presente un
solo tipo di grasso, non una miscela di due o più tipi.
La temperatura dei cuscinetti inizialmente aumenterà a causa del grasso in eccesso.
Dopo poche ore, il grasso in eccesso sarà scaricato attraverso la valvola di
lubrificazione e la temperatura del cuscinetto tornerà al normale valore di esercizio.
3BFP 000 050 R0101 REV H
Messa in servizio e Avviamento - 57
Manuale per Motori e Generatori a Induzione
Se pertinente, dopo diverse ore di funzionamento della macchina, misurare le
vibrazioni o i valori SPM dagli ingrassatori SPM e registrare i valori per riferimenti futuri.
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a manicotto
5.7.3.2 Macchine con cuscinetti a manicotto
Verificare che non si crei strofinamento tra le parti rotanti e le parti fisse. Attraverso
l’apposita finestrella, controllare che il livello dell'olio interno al cuscinetto sia corretto,
si trovi cioè a metà dell’apertura. È comunque accettabile una situazione in cui rimane
delimitato dalla finestrella.
All’inizio, tenere costantemente monitorati la temperatura e il livello dell’olio, in
particolare nel caso di cuscinetti autolubrificati. Se la temperatura dei cuscinetti
presenta un improvviso innalzamento, la macchina va subito arrestata e la causa di
tale aumento ricercata prima di riavviare l’impianto. Se le apparecchiature di
misurazione non forniscono spiegazioni logiche, è consigliabile aprire il cuscinetto e
verificarne le condizioni. Qualora la macchina sia ancora in garanzia, lo stabilimento di
produzione deve essere sempre contattato prima di intraprendere qualsivoglia azione.
Nel caso di cuscinetti autolubrificati, verificare il senso di rotazione dell’anello dell’olio
controllandolo dalla finestrella che si trova sulla sommità del cuscinetto stesso. Se
l’anello dell’olio non ruota, la macchina va fermata immediatamente perché se questo
componente è bloccato causa danni al cuscinetto.
Per macchine lubrificate a velo spesso, la pressione dell’alimentazione dell’olio va
regolata con la valvola e l’orifizio della pressione. La normale pressione di
alimentazione è 125 kPa ± 25 kPa (18 psi ± 4 psi), che permette il corretto flusso d’olio
del cuscinetto. Una pressione di alimentazione maggiore non porterebbe vantaggi, ma
potrebbe invece causare fuoriuscite d’olio dal cuscinetto. La portata del flusso d’olio è
specificata anche sullo schema dimensionale.
NOTA: Il sistema di lubrificazione deve essere costruito in modo che la pressione
interna al cuscinetto sia uguale alla pressione atmosferica (esterna). La
pressione dell’aria che entra nel cuscinetto dalle tubazioni dell’olio d’ingresso o
di uscita provoca perdite d’olio ai cuscinetti.
5.7.4 Vibrazioni
Una disquisizione esauriente sui cuscinetti è trattata nel capitolo Capitolo 7.4.3
Vibrazioni e rumorosità.
5.7.5 Livelli di temperatura
Le temperature di cuscinetti, avvolgimenti dello statore e aria di raffreddamento devono
essere controllati con la macchina in funzione.
Gli avvolgimenti e i cuscinetti potrebbero raggiungere una temperatura costante solo
dopo diverse (4-8) ore, quando girano a pieno carico.
La temperatura dell’avvolgimento dello statore dipende dal carico della macchina. Se
non è possibile raggiungere il pieno carico durante o subito dopo la messa in servizio,
58 - Messa in servizio e Avviamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
è opportuno annotare e includere nel rapporto della messa in servizio il carico e la
temperatura attuali.
Per le impostazioni consigliate per i livelli di allarme e disinnesti di protezione, vedere
lo schema dei collegamenti principale.
Il seguente capitolo vale per il tipo di scambiatore: Aria-aria e aria-acqua
5.7.6 Scambiatori di calore
Prima dell’avvio, controllare che i collegamenti siano a tenuta e che il sistema non
presenti perdite. Dopo che la macchina è rimasta in funzione per un po’, è bene
controllare il sistema di raffreddamento; verificare che il liquido di raffreddamento, se
presente, e l’aria circolino senza trovare ostacoli.
Il seguente capitolo vale per il tipo di rotore: Anelli di frizione
5.7.7 Anelli di frizione
Controllare che le spazzole non facciano scintille sugli anelli di frizione.
5.8 Arresto
Lo spegnimento della macchina dipende dalle applicazioni, ma le linee guida principali
sono:
•
Ridurre il carico delle apparecchiature condotte, ove possibile
•
Aprire l’interruttore principale
•
Accendere le scaldiglie anticondensa, se l’operazione non è già stata eseguita
automaticamente dal gruppo di comando
Il seguente punto d’elenco vale per lo scambiatore: Aria-acqua e camera d’acqua
•
3BFP 000 050 R0101 REV H
Su macchine con raffreddamento ad acqua, chiudere il flusso dell’acqua di
raffreddamento per evitare che si formi della condensa all’interno dell’impianto.
Messa in servizio e Avviamento - 59
Manuale per Motori e Generatori a Induzione
Chapter 6 Funzionamento
6.1 Aspetti generali
Per funzionare senza problemi, la macchina deve essere sottoposta a cure e
manutenzione accurate.
Prima di avviare la macchina, controllare sempre che:
•
I cuscinetti siano ingrassati o riempiti di olio al giusto livello, in conformità alle
specifiche tecniche del produttore e ai dati riportati sui disegni dimensionali
•
Il sistema di raffreddamento sia in funzione
•
La recinzione della macchina sia stata spurgata e sia pressurizzata, ove
applicabile
•
Non vi siano interventi di manutenzione in corso
•
Il personale e le apparecchiature associati alla macchina siano pronti per
l'avviamento.
Per la procedura di avviamento, vedere Capitolo 5.6.3 Avvio.
In caso si rilevino scostamenti dal normale funzionamento, ad esempio per la presenza
di temperature elevate, rumori, vibrazioni, spegnere la macchina e ricercarne la causa,
contattando, se necessario, il produttore.
NOTA: La macchina potrebbe avere superfici surriscaldate se è in funzione carica.
La seguente nota vale per il tipo di rotore: Rotore a magnetismo permanente
NOTA: Sovraccaricando la macchina, i magneti permanenti potrebbero
smagnetizzarsi e gli avvolgimenti guastarsi.
6.2 Temperature operative standard
Le macchine prodotte da ABB sono singolarmente disegnate per operare in condizioni
di funzionamento normali, conformi alle norme IEC o NEMA, alle specifiche del cliente
e alle norme interne di ABB.
Le condizioni di esercizio, quali la temperatura ambientale massima e l’altezza
operativa massima, sono specificate nella scheda tecnica con le caratteristiche della
macchina fornita in allegato alla documentazione attinente al progetto. Il basamento
non deve presentare vibrazioni esterne e l’aria circostante deve essere senza polvere,
sale e gas o sostanze corrosivi.
NOTA: Le precauzioni di sicurezza esposte in IIstruzioni di sicurezza all’inizio del
manuale devono essere rispettate sempre.
6.3 Numero di avviamenti
Il numero di avviamenti consecutivi ammessi su macchine DOL dipende
essenzialmente dalle caratteristiche di carico (curva della coppia di forza rispetto alla
60 - Funzionamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
velocità rotazionale, inerzia) e dal modello e disegno della macchina. Un numero
eccessivo di avvii o partenze troppo pesanti possono essere causa di temperature
eccessivamente elevate e tensioni sulla macchina, accelerandone il processo di
invecchiamento e abbreviandone, di conseguenza, in maniera anomala, la durata utile
o addirittura causando un guasto alla macchina.
Per informazioni relative agli avvii consecutivi o annuali, vedere la scheda tecnica con i
dati di prestazione o consultare il produttore. Le caratteristiche di carico
dell’applicazione sono necessarie per determinare la frequenza degli avvii. A livello
indicativo, il numero massimo di avvii in un’applicazione tipica è di 1000 l’anno.
È necessario utilizzare un contatore del numero di avviamenti e stabilire gli intervalli di
manutenzione in base alle ore di funzionamento equivalenti, vedere il Capitolo 7.3
Programma di manutenzione.
NOTA: Le precauzioni di sicurezza esposte in IIstruzioni di sicurezza all’inizio del
manuale devono essere rispettate sempre.
6.4 Supervisione
Il personale addetto alla manutenzione deve ispezionare la macchina ad intervalli
regolari, deve cioè ascoltare, sentire e annusare la macchina e le relative attrezzature
per avere una comprensione perfetta del suo funzionamento normale.
Lo scopo dell’ispezione di supervisione è che il personale prenda dimestichezza con le
apparecchiature, essenziale per rilevare e risolvere in tempo eventuali anomalie.
La differenza tra supervisione e manutenzione è piuttosto complessa. La normale
supervisione comprende la registrazione a protocollo dei dati operativi quali carico,
temperature e vibrazioni, che costituiscono una base importante per la manutenzione e
l’assistenza.
•
Nel primo periodo di funzionamento (-200 ore) la supervisione dovrebbe essere
intensiva. È bene controllare frequentemente le temperature di cuscinetti e
avvolgimenti, il carico, la corrente, il sistema di raffreddamento, la lubrificazione e
la vibrazione
•
Durante il periodo di servizio successivo (200-1000 ore) è sufficiente eseguire un
controllo al giorno. Il verbale con le ispezioni di supervisione deve essere
archiviato come riferimento. Il periodo tra un’ispezione e l’altra può essere
ulteriormente allungato se il funzionamento è continuo e regolare.
Per liste di controllo rilevanti, vedere Appendice VERBALE DELLA MESSA IN
SERVIZIO.
6.4.1 Cuscinetti
Le temperature e la lubrificazione dei cuscinetti vanno monitorate accuratamente,
vedere Capitolo 5.7.3 Cuscinetti.
6.4.2 Vibrazioni
I livelli di vibrazione del sistema macchina motrice - macchina condotta devono essere
monitorati, vedere Capitolo 7.4.4 Vibrazioni della sede dei cuscinetti.
3BFP 000 050 R0101 REV H
Funzionamento - 61
Manuale per Motori e Generatori a Induzione
6.4.3 Temperature
Le temperature di cuscinetti, avvolgimenti dello statore e aria di raffreddamento devono
essere controllati con la macchina in funzione, vedere Capitolo 5.7.5 Livelli di
temperatura.
Il seguente capitolo vale per lo scambiatore: Aria-aria e aria-acqua
6.4.4 Scambiatore di calore
Controllare che i collegamenti siano a tenuta e che il sistema non presenti perdite,
verificare che il liquido di raffreddamento, se presente, e l’aria circolino senza trovare
ostacoli.
Il seguente capitolo vale per il tipo di rotore: Anelli di frizione
6.4.5 Unità anelli di frizione
Seguire lo stato di usura delle spazzole al carbone e sostituirle prima che raggiungano
il limite di usura. Verificare che le spazzole non emettano scintille.
Accertarsi che le superfici degli anelli di frizione siano lisce e, in caso negativo,
provvedere a molarle. Durante le prime ore di esercizio in condizioni ideali, sull’anello
di frizione si forma un omogeneo strato di patina.
Verificare che l’alloggiamento dell’anello di frizione sia ermetico perché non vi devono
poter penetrare acqua, grasso, olio o polvere.
6.5 Follow-up
Il follow-up comprende la registrazione a protocollo dei dati operativi quali carico,
temperature e vibrazioni, che costituiscono una base importante per la manutenzione e
l’assistenza.
6.6 Arresto
Quando la macchina non è in funzione, le scaldiglie anticondensa, se presenti, devono
essere accese per evitare che si crei un effetto condensa all’interno della macchina.
Il seguente paragrafo vale per lo scambiatore: Aria-acqua e camera d’acqua
Su macchine con raffreddamento ad acqua, chiudere l’alimentazione dell’acqua di
raffreddamento per evitare che si formi della condensa all’interno della macchina.
NOTA: È necessario collegare la tensione alla morsettiera per la scandiglia.
62 - Funzionamento
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Chapter 7 Manutenzione
7.1 Manutenzione preventiva
Una macchina elettrica rotante spesso costituisce una parte importante in un impianto
di grandi dimensioni e la corretta supervisione e manutenzione ne garantiscono un
funzionamento affidabile e una durata di vita normale.
La manutenzione ha quindi lo scopo di
•
Assicurare che la macchina funzionerà in maniera affidabile senza azioni o
interventi imprevisti
•
Valutare e pianificare azioni di manutenzione con lo scopo di minimizzare i tempi
di fermo.
La differenza tra supervisione e manutenzione è piuttosto complessa. La normale
supervisione del funzionamento e della manutenzione comprende la registrazione di
dati operativi, come il carico, le temperature, le vibrazioni, oltre al controllo della
lubrificazione e la misurazione delle resistenze di isolamento.
Dopo la messa in servizio o la manutenzione, la supervisione dovrebbe essere
eseguita in maniera intensiva. È bene controllare frequentemente la temperatura di
cuscinetti e avvolgimenti, il carico, la corrente, il sistema di raffreddamento, la
lubrificazione e la vibrazione.
Questo capitolo presenta i consigli riguardo al programma di manutenzione e alle
istruzioni operative sul modo di condurre i comuni interventi di manutenzione. Leggere
con attenzione queste istruzioni e raccomandazioni, utilizzandole come punto di
partenza su cui basarsi per pianificare il programma di manutenzione. È da notare che
le raccomandazioni sulla manutenzione presentate in questo capitolo costituiscono il
livello di manutenzione minimo e che intensificando le attività di manutenzione e
monitoraggio, aumentano anche l’affidabilità della macchina e l'utilizzabilità a lungo
termine.
I dati ottenuti dalle operazioni di monitoraggio e manutenzione sono utili per valutare e
pianificare interventi supplementari e nel caso che alcuni di essi indichino qualcosa
fuori dall'ordinario, le guide alla risoluzione dei problemi fornite al Capitolo 8 Guida alla
Risoluzione dei problemi costituiranno un valido aiuto per localizzarne la causa.
ABB consiglia di avvalersi di esperti nella creazione di programmi di manutenzione,
nell'effettivo svolgimento degli interventi e nell'eventuale risoluzione dei problemi.
L'organizzazione di ABB dedicata all'assistenza a motori e generatori è lieta di
assistervi sotto questi aspetti. Le informazioni sui contatti postvendita con ABB sono
riportate nel Capitolo 9.1.3 Informazioni sui contatti per l'assistenza a motori e
generatori.
Un aspetto essenziale della manutenzione preventiva è la disponibilità di una scelta di
ricambi idonei. Il modo migliore per avere accesso a ricambi di importanza critica è
tenerli a magazzino. Il servizio postvendita di ABB offre pacchetti di ricambi, vedere il
Capitolo 9.1.3 Informazioni sui contatti per l'assistenza a motori e generatori.
3BFP 000 050 R0101 REV H
Manutenzione - 63
Manuale per Motori e Generatori a Induzione
7.2 Precauzioni di sicurezza
Prima di lavorare su qualsiasi apparecchiatura elettrica, è opportuno prendere le debite
precauzioni generali per la sicurezza elettrica e osservare le normative locali al fine di
evitare incidenti al personale, agendo in conformità alle disposizioni del personale
incaricato della sicurezza.
Le persone che eseguono la manutenzione sulle apparecchiature e le installazioni
elettriche devono essere altamente qualificate, oltre ad essere debitamente istruite
sulle specifiche procedure di manutenzione e prove richieste, con le quali devono
avere la massima familiarità, per macchine elettriche rotanti.
I seguenti tre paragrafi valgono per il tipo di protezione: Tutte le macchine destinate ad
aree pericolose
Le macchine destinate ad aree pericolose sono specificamente studiate per soddisfare
i regolamenti ufficiali concernenti i rischi di esplosione e, se utilizzati impropriamente,
collegati non correttamente o in qualche modo alterati, la loro affidabilità può risentirne.
Devono essere prese in considerazione le norme attinenti il collegamento e l’utilizzo di
apparecchiature elettriche in aree pericolose, in particolare le norme nazionali relative
all’installazione (v. norma IEC 60079-14, IEC 6000-17 e IEC 6007-19). Soltanto
personale addestrato e che abbia dimestichezza con tali norme deve maneggiare
questo tipo di apparecchiatura.
Scollegare e bloccare prima di lavorare sulla macchina o sulle apparecchiature
condotte. Verificare sempre che il lavoro abbia luogo in assenza di atmosfera
esplosiva.
Per le istruzioni di sicurezza generali, vedere IIstruzioni di sicurezza all’inizio del
manuale.
La seguente nota vale per il tipo di rotore: Rotore a magnetismo permanente
NOTA:
La macchina sincrona a magnetismo permanente
produce tensione quando l’albero gira. Evitare che
l’albero ruoti prima di aprire la morsettiera. Non aprire
o toccare i morsetti privi di protezione mentre l’albero
della macchina è in movimento. Seguire le IIstruzioni
di sicurezza all’inizio del manuale.
La seguente nota vale per il tipo di applicazione: Azionamento a velocità variabile
NOTA: I morsetti di una macchina alimentata da convertitori di frequenza possono
essere messi in tensione anche a macchina ferma.
64 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.3 Programma di manutenzione
Questo capitolo presenta un programma generale di manutenzione consigliato per le
macchine ABB, da considerarsi come livello minimo. Gli interventi di manutenzione
vanno intensificati quando le condizioni locali sono particolarmente impegnative o
quando venga richiesta un’affidabilità elevata. È opportuno tener presente inoltre che,
pur seguendo questo programma di manutenzione, è sempre necessario effettuare la
normale supervisione e l’osservazione delle condizioni della macchina.
È bene inoltre notare che anche se il programma di manutenzione è stato
personalizzato per soddisfare le esigenze della macchina, potrebbe riportare riferimenti
ad accessori che non sono in dotazione su tutte le macchine.
Il programma di manutenzione si basa su quattro livelli di manutenzione che si
susseguono in base alle ore di esercizio. La quantità di lavoro eseguito ed i tempi morti
variano, così il livello 1 comprende principalmente rapide ispezioni visive, mentre il
livello 4 prevede misure e sostituzioni più pesanti. Per maggiori informazioni attinenti i
pacchetti dei pezzi di ricambio adatti ai diversi tipi di manutenzione, consultare il
Capitolo 9.2 Ricambi per macchine elettriche rotanti. L’intervallo di manutenzione
consigliato è illustrato nella Tabella 7-2. Le raccomandazioni concernenti le ore di
esercizio in questo capitolo sono trattate come ore di esercizio equivalenti (Eq.h),
calcolabili applicando la seguente formula:
Il seguente paragrafo vale per il tipo di applicazione: Azionamento a velocità variabile
Ore di esercizio equivalenti (Eq. h) = Ore di esercizio effettive
Il seguente paragrafo vale per il tipo di applicazione: Azionamento a velocità costante
Ore di esercizio equivalenti (Eq. h) = Ore di esercizio effettive + Numero di avviamenti
x 20
Livello 1 (L1)
Il Livello 1 o manutenzione L1 è costituito da ispezioni visive e interventi di
manutenzione leggeri. Lo scopo di questa manutenzione è verificare rapidamente se vi
siano problemi in fase di sviluppo prima che possano causare guasti e interruzioni
dovute a interventi di manutenzione non programmati, suggerendo inoltre quali misure
manutentive debbano essere eseguite durante la successiva revisione generale.
La durata della manutenzione può essere di 4-8 ore, in base al tipo e all'installazione
della macchina e all’accuratezza delle ispezioni. Tra gli strumenti da utilizzare nella
manutenzione di questo livello vi è la normale attrezzatura, come chiavi inglesi e
cacciaviti. La preparazione consiste nell’apertura delle coperture di ispezione. Durante
questo intervento di manutenzione dovrebbe essere disponibile almeno il Pacchetto di
pezzi di ricambio operativi. I pacchetti sono descritti nel Capitolo 9.2.5 Pezzi di
ricambio consigliati in set diversi.
La prima manutenzione di Livello 1 va eseguita dopo 4000 ore di esercizio equivalenti
oppure sei mesi dopo la messa in servizio, e quindi con cadenza annuale tra gli
interventi di manutenzione del livello 2, vedere in proposito la Tabella 7-2.
Livello 2 (L2)
Il Livello 2 o manutenzione L2 è costituito principalmente da ispezioni e prove, oltre che
da piccoli interventi di manutenzione. Ha lo scopo di verificare l’eventuale presenza di
3BFP 000 050 R0101 REV H
Manutenzione - 65
Manuale per Motori e Generatori a Induzione
problemi nel funzionamento della macchina e di eseguire piccole riparazioni per
assicurare la continuità di esercizio.
La durata della manutenzione può essere di 8-16 ore, in base al tipo e all'installazione
della macchina e all’ammontare degli interventi da eseguire. Tra gli strumenti da
utilizzare nella manutenzione di questo livello vi è la normale attrezzatura per gli
interventi di assistenza, il multimetro, la chiave dinamometrica e il tester della
resistenza di isolamento. L’approntamento consiste nell’apertura delle coperture di
ispezione e dei cuscinetti se necessario. I pezzi di ricambio idonei per questo livello di
manutenzione sono inclusi nel Pacchetto di pezzi di ricambio operativi. I pacchetti sono
descritti nel Capitolo 9.2.5 Pezzi di ricambio consigliati in set diversi.
La prima manutenzione di Livello 2 va eseguita dopo 8.000 ore di esercizio equivalenti
oppure un anno dopo la messa in servizio, e quindi con cadenza annuale o ogni 8.000
ore di esercizio equivalenti, vedere la Tabella 7-2.
Livello 3 (L3)
La manutenzione di Livello 3 o L3 è costituita da ispezioni e prove approfondite, oltre
che da importanti interventi di manutenzione resisi necessari durante i lavori ai livelli L1
ed L2 ed ha lo scopo di risolvere i problemi insorti e sostituire i pezzi soggetti ad usura.
La durata della manutenzione può essere di 16-40 ore, in base al tipo e all'installazione
della macchina e all’ammontare delle riparazioni e delle sostituzioni da eseguire. Gli
strumenti necessari per questo livello sono gli stessi da utilizzare per L2, oltre a un
endoscopio e a un oscilloscopio. L’approntamento consiste nell’apertura delle
coperture di ispezione, dei cuscinetti e del dispositivo per il raffreddamento dell’acqua,
se presente. I pezzi di ricambio idonei per questo livello di manutenzione sono inclusi
nel Pacchetto di pezzi di ricambio consigliati. I pacchetti sono descritti nel Capitolo
9.2.5 Pezzi di ricambio consigliati in set diversi.
La manutenzione di Livello 3 va eseguita ogni 24.000 ore di esercizio equivalenti
oppure ad intervalli di tre - cinque anni. La manutenzione di Livello 3 sostituisce quelle
di livello 1 e 2 altrimenti programmate e ne lascia immutata la successione, vedere
Tabella 7-2.
Livello 4 (L4)
Il Livello 4 o manutenzione L4 è costituito da ispezioni e interventi di manutenzione
approfonditi ed ha lo scopo di riportare la macchina in condizioni di esercizio affidabili.
La durata della manutenzione può essere di 40-80 ore, in base principalmente alle
condizioni della macchina e alle operazioni di revisione necessarie. Gli strumenti
necessari per questo livello sono gli stessi da utilizzare per L3, oltre all’attrezzatura
necessaria per rimuovere il rotore. La preparazione consiste nell’apertura delle
coperture di ispezione, cuscinetti e raffreddatore dell’acqua, se applicabile, e nella
rimozione del rotore.
Il numero di pezzi di ricambio necessari per questo livello di manutenzione deveessere
determinato prima dell’intervento. È necessario almeno il Paccetto di pezzi di ricambio
consigliati. I pezzi di ricambio inclusi nel pacchetto di pezzi di ricambio principali
dovrebbe garantire l’esecuzione rapida e completa di questo intervento di
manutenzione.
La manutenzione L4 andrebbe eseguita con cadenza annuale o ogni 80.000 ore di
esercizio equivalenti. La manutenzione di Livello 4 sostituisce quelle di livello 1, 2 e 3
altrimenti programmate e ne lascia immutata la successione, vedere Tabella 7-2.
66 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.3.1 Programma di manutenzione consigliato
Abbreviazioni utilizzate nel programma di manutenzione
•
V = controllo visivo
•
P = pulizia
•
S = smontaggio e montaggio
•
R = revisione o sostituzione
•
T = test e misurazioni
Non tutte le opzioni sono applicabili per tutte le macchine
Table 7-2. Intervalli di manutenzione
INTERVALLO DI MANUTENZIONE
Ore di esercizio equivalenti o periodo, in base a quale scade prima
L1
Manutenzione
L2
L3
4.000 Eq. h
8.000 Eq. h
12.000 Eq. h
16.000 Eq. h
24.000 Eq.h
L4
80.000 Eq.h
20.000 Eq. h
oggetto
28.000 Eq. h
semestrale
annuale
3 - 5 anni
Revisione
Controllo / Prova o
collaudo
7.3.1.1 Struttura generale
Oggetto della
manutenzione
Funzionamento della
macchina:
L1
L2
L3
L4
Controllo / Prova o collaudo
V/T
V/T
V/T
V/T
Montaggio e basamento
V
V/T
V/T
V/T/S
Esterno
V
V
V
V
Fissaggi
V
V/T
V/T
V/T
Tensione di tutti i fissaggi
Bulloni di ancoraggio
V
V
V/T
V/T
Fissaggio, condizioni
3BFP 000 050 R0101 REV H
Avvio, arresto, misurazione delle vibrazioni, punto senza
carico
Incrinature, ruggine, allineamento
Ruggine, perdite, condizioni
Manutenzione - 67
Manuale per Motori e Generatori a Induzione
7.3.1.2 Collegamento dell’alta tensione
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Cablaggio dell’alta
tensione
V
V/T
V/T
V/T/S
Usura, fissaggio
Collegamenti dell’alta
tensione
V
V/T
V/T
V/T/S
Ossidazione, fissaggio
Accessori della
morsettiera, come
condensatori e scaricatori
di corrente
V
V
V
V
Condizioni generali
Passaggi dei cavi
V
V
V
V
Condizioni dei cavi in entrata e interni alla macchina
7.3.1.3 Statore e rotore
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Nucleo dello statore
V
V
V
V/P
Fissaggio, incrinature, saldature
Isolamento degli
avvolgimenti dello statore
V
V/T
V/T/P
V/T/P
Sporgenze serpentina
dello statore
V
V
V
V
Danni all’isolante
Supporti serpentina dello
statore
V
V
V
V
Danni all’isolante
Biette di cava dello statore
V
V
V
V
Movimento, tensione
Barre dei terminali dello
statore
V
V
V
V
Fissaggio, isolamento
Strumentazione
V
V
V
V
Condizioni di cavi e fissaggi dei cavi
Isolamento degli
avvolgimenti del rotore
V
V/T
V/T/P
V/T/P
Pesi di equilibrio del rotore
V
V
V
V
Movimento
Centro dell’albero
V
V
V
V
Incrinature, corrosione
Connessioni nel rotore
V
V
V/T
V/T
Spazzole di messa a terra
V
V
V
V
Usura, stato della pulizia, resistenza di isolamento, test di
isolamento spire, (test dell’alta tensione)
Usura, stato della pulizia, resistenza di isolamento
Fissaggio, condizioni generali
Condizioni d’esercizio e generali
NOTA: Non è consigliabile smontare e ispezionare internamente macchine
completamente chiuse con una frequenza maggiore di 3-5 anni (L3).
68 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.3.1.4 Accessori
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Elementi Pt-100 (statore,
raffreddatore dell’aria,
cuscinetto)
V
V/T
V/T
V/T
Resistenza
Riscaldatori anticondensa
V
V/T
V/T
V/T
Funzionamento, risistenza d’isolamento
Codificatori
V
V
V/T
V/T
Funzionamento, condizioni generali, allineamento
Morsettiere ausiliarie
V
V/T
V/T
V/T
Condizioni generali, terminali, condizioni dei cavi
La seguente tabella vale per il tipo di rotore: Anelli di frizione
7.3.1.5 Gruppo anelli di frizione
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Assemblaggio
V
V/P
V/P
V/P
Montaggio, isolamento
Reggispazzole
v
V/T
V/T
V/T
Allineamento
Spazzole
V
V/T
V/T
V/T
Arcuatura, gioco
Cablaggio degli anelli di
frizione
V
V
V
V
Usura, arcuatura
V/T
V/T
V/T
V/T
Usura, rotondità, patina
Gruppo reggispazzole
V
V/T
V/T
V/T
Resistenza di isolamento
Elementi Pt-100
V
V/T
V/T
V/T
Resistenza
Scaldiglie anticondensa
V
V/T
V/T
V/T
Funzionamento, resistenza d’isolamento
Decodificatori
V
V
V/t
V/T
Funzionamento, condizioni generali, allineamento
Morsettiere ausiliarie
V
V/T
V/T
V/T
Condizioni generali, terminali, condizioni dell’avvolgimento
Anelli di frizione
3BFP 000 050 R0101 REV H
Manutenzione - 69
Manuale per Motori e Generatori a Induzione
7.3.1.6 Sistema di lubrificazione e cuscinetti
La seguente tabella vale per il tipo di cuscinetto: Cuscinetto a rotolamento
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Cuscinetto durante il
funzionamento
T
T
T/R
T/R
Condizioni generali, rumorosità extra, vibrazioni
Grasso usato
V
V/P
V/P
V/P
Condizione, spurgo, svuotare la scatola di grasso usato
Nuova lubrificazione
V
V/R
V/R
V/R
In conformità alla targa dei cuscinetti
Tenute
V
V/ S
V/ S
V/ S
Perdite
V/C
V/C
V/C/T
V/C/T
Stato di pulizia, resistenza di isolamento degli scudi
Isolamento cuscinetti
La seguente tabella vale per il tipo di cuscinetto: Cuscinetto a manicotto
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Montaggio cuscinetti
V
V/T
V/T
V/T
Bronzine
V
V
V/T/D
V/T/D
Condizione generale, usura
Tenute e guarnizioni
V
V
V/T/D
V/T/D
Perdite
Isolamento cuscinetti
V
V/T
V/T/D
V/T/D
Condizioni, resistenza d’isolamento
Tubazioni lubrificazione
V
V
V/T D
V/T/D
Perdite, funzionamento
Olio lubrificante
V/R
V/R
V/R
V/R
Quantità, qualità, flusso
Anello dell’olio
V
V
V
V
Funzionamento
Regolatore del flusso d’olio
V
V/T
V/T
V/T/D
Funzionamento
Serbatoio dell’olio
V
V/C
V/C
V/C
Stato di pulizia, perdite
Sistema di sollevamento
V
V/T
V/T
V/T
Funzionamento
Raffreddatore / scaldiglia
olio
T
T
T
T
70 - Manutenzione
Fissaggio, condizioni generali
Temperatura dell’olio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.3.1.7 Sistema di raffreddamento
La seguente tabella vale per il tipo di scambiatore: Aperto
Oggetto della
manutenzione
L1
Ventola/e
L2
L3
L4
Controllo / Prova o collaudo
V
V
V
V
V/C
V/C
V/C/R
V/C/R
Stato della pulizia, funzionamento
Condotti dell’aria
V
V/C
V/C
V/C
Stato della pulizia, funzionamento
Materiale per la riduzione
del rumore
V
V
V
V
Filtri
Funzionamento, condizioni
Condizione
La seguente tabella vale per il tipo di scambiatore: Aria-aria
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Ventola/e
V
V
V
V
Funzionamento, condizioni
Tubi
V
V/C
V/C
V/C
Stato della pulizia, funzionamento
Condotti
V
V/C
V/C
V/C
Stato della pulizia, funzionamento
Alette piane
V
V/C
V/C
V/C
Condizioni generali
Ammortizzatori della
vibrazione.
V
V
V
V
Condizioni e profilo
Materiale per la riduzione
del rumore
V
V
V
V
Condizione
La seguente tabella vale per il tipo di scambiatore: Aria-acqua
Oggetto della
manutenzione
L1
L2
L3
L4
Controllo / Prova o collaudo
Scambiatore di calore
V
V
V
V
Perdite, funzionamento, test della pressione
Ventola
V
V
V
V
Funzionamento, condizioni
Tubi
V
V/C
V/C
V/C
Stato della pulizia, corrosione
Condotti
V
V/C
V/C
V/C
Stato della pulizia, funzionamento
Cofani
V
V/C
V/C
V/C
Perdite, condizioni
Tenute e guarnizioni
V
V/C
V/C
V/C
Perdite, condizioni
Alette piane
V
V/C
V/C
V/C
Condizioni generali
Ammortizzatori della
vibrazione.
V
V
V
V
Condizioni e profilo
3BFP 000 050 R0101 REV H
Manutenzione - 71
Manuale per Motori e Generatori a Induzione
Oggetto della
manutenzione
L1
L2
L3
Anodi di protezione
Regolatore del flusso
d’acqua
V/T
V/T
L4
Controllo / Prova o collaudo
V/C
V/C
Condizioni, attività
V/T
V/T
Funzionamento
7.4 Manutenzione delle strutture generali
Per garantire un lungo ciclo di vita alla struttura generale della macchina, è bene
tenerne l’esterno il più possibile pulito, ispezionandolo periodicamente per verificare
l’eventuale presenza di ruggine, di perdite o altri difetti. Lo sporco sull’esterno della
macchina espone il telaio a corrosione, con possibili conseguenze sul raffreddamento
della stessa.
7.4.1 Tensione dei fissaggi
La tensione dei fissaggi deve essere controllata regolarmente, prestando particolare
attenzione all’imboiaccatura, ai bulloni di ancoraggio e alle parti del rotore che devono
rimanere sempre correttamente serrati. Un fissaggio allentato di queste parti può infatti
determinare improvvisi e gravi danni all’intero macchinario.
I valori generali delle coppie di serraggio sono illustrati in Tabella 7-2.
Table 7-2. Coppie di serraggio generali
Coppia di serraggio in Nm [libbra piede]
Classe 8.8 per i bulloni
72 - Manutenzione
Dimensioni
Lubrificato con
olio [Nm]
Lubrificato con
olio [libbra
piede]
Secco [Nm]
Secco [libbra
piede]
M4
2.7
2.0
3.0
2.2
M5
5.0
3.7
5.5
4.1
M6
9
6.6
9.5
7.0
M8
22
12
24
18
M 10
44
32
46
34
M 12
75
55
80
59
M 14
120
88
130
96
M 16
180
130
200
150
M 20
360
270
390
290
M 24
610
450
660
490
M 27
900
660
980
720
M 30
1200
890
1300
960
M 36
2100
1500
2300
1700
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
M 39
2800
2100
3000
2200
M 42
3400
2500
3600
2700
M 48
5200
3800
5600
4100
NOTA: I valori della Tabella 7-2 sono generali e non valgono per diversi articoli, quali
diodi, isolatori dei supporti, cuscinetti, fondelli di cavi o fissaggi polari, morsetti
della barra collettrice, scaricatori di sovratensione, condensatori, trasformatori
di corrente, ponti di raddrizzatore e tiristore oppure se valori diversi sono
indicati altrove nel presente manuale.
7.4.3 Vibrazioni e rumorosità
Livelli di vibrazioni elevati o in aumento sono indice di cambiamenti verificatisi nelle
condizioni della macchina. I livelli normali variano molto, in base ad applicazione, tipo e
basamento della macchina. Tra le cause più comuni di elevati livelli di rumorosità e
vibrazione, vi sono:
•
Allineamento, vedere il Capitolo 3 Installazione e allineamento
•
Traferro, vedere il Capitolo 3 Installazione e allineamento
•
Usura o danni dei cuscinetti
•
Vibrazione proveniente dal macchinario collegato, vedere il Capitolo 3
Installazione e allineamento
•
Fissaggi o bulloni di ancoraggio allentati, vedere il Capitolo 3 Installazione e
allineamento
•
Rotore non bilanciato
•
Giunto.
7.4.4 Vibrazioni della sede dei cuscinetti
Le seguenti istruzioni fanno parte della norma ISO 10816-3:1998 Vibrazioni
meccaniche - Valutazione delle vibrazioni di macchine mediante misurazione di parti
non rotanti: Parte 3: Macchine industriali con potenza nominale superiore a 15 kW e
velocità nominali comprese tra 120 g/min e 15000 g/min - misurate in situ.
7.4.4.1 Procedure di misurazione e condizioni operative
Apparecchiature per la misurazione
Le apparecchiature di misurazione devono essere in grado di misurare vibrazioni r.m.s.
a banda larga- con risposta in frequenza piatta su una gamma di frequenze compresa
tra 10 Hz e 1 000 Hz, in conformità ai requisiti della ISO 2954. In base ai criteri di
vibrazione, potrebbero essere necessarie misurazioni dello spostamento, della velocità
o dei due valori combinati (vedere ISO 10816-1). Per macchine però le cui velocità
raggiungono o sono inferiori a 600 g/min, il limite inferiore della gamma di risposta in
frequenza piatta non deve superare i 2Hz.
3BFP 000 050 R0101 REV H
Manutenzione - 73
Manuale per Motori e Generatori a Induzione
Posizioni delle misurazioni
Le misurazioni saranno di norma rilevate sulle parti esposte della macchina
solitamente accessibili. Fare attenzione che le misurazioni rappresentino in maniera
ragionevole la vibrazione della sede dei cuscinetti e non includano risonanze o
amplificazioni locali. Le posizioni e le direzioni delle misurazioni delle vibrazioni devono
essere tali da fornire adeguata sensibilità alle forze dinamiche della macchina.
Solitamente sono cioè richieste due posizioni di misurazione orto-radiali su tutte le
calotte o i supporti dei cuscinetti, come illustrato nella Figura 7-1 Punti di misurazione. I
trasduttori possono essere collocati in qualsiasi posizione angolare sulle sedi dei
cuscinetti. Le direzioni verticali ed orizzontali sono generalmente preferite per
macchine montate in orizzontale. Per le macchine verticali o inclinate, la posizione che
fornisce la massima lettura della vibrazione deve essere una di quelle utilizzate. In
alcuni casi può essere consigliato eseguire la misurazione anche in direzione assiale.
Le posizioni e le direzioni specifiche devono essere registrate insieme alla
misurazione.
.
Figure 7-1 Punti di misurazione
7.4.4.2 Classificazione in base alla flessibilità dei supporti
Due sono le condizioni applicate per classificare la flessibilità di assemblaggio dei
supporti in direzioni specifiche.
•
supporti rigidi
•
supporti flessibili.
Queste condizioni dei supporti sono determinate dalla relazione tra la macchina e le
flessibilità del basamento. Se la frequenza naturale più bassa della combinazione di
macchina e sistema di supporto nella direzione delle misurazioni è superiore di almeno
il 25% rispetto alla sua frequenza di eccitazione principale (nella maggior parte dei casi
è la frequenza rotazionale), il sistema di supporto può essere considerato rigido in
quella determinata direzione. Tutti gli altri sistemi di supporto possono essere
considerati flessibili.
74 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Se dai disegni e dai calcoli non è possibile determinare subito la classe di un sistema di
supporto della macchina, la si può scoprire con dei test. Macchine elettriche di
dimensioni medio-grandi con velocità bassa normalmente hanno supporti rigidi.
7.4.4.3 Valutazione
ISO 10816-1 fornisce una descrizione generale dei due criteri di valutazione utilizzati
per stabilire la gravità della vibrazione in vari tipi di macchina. Un criterio considera
l’ampiezza della vibrazione della banda-larga osservata, il secondo ne considera le
modifiche, indipendentemente dal fatto che si tratti di aumenti o diminuzioni.
Zone di valutazione
Le seguenti zone di valutazione sono definite per consentire una stima qualitativa della
vibrazione di una data macchina e rappresentano una linea guida per eventuali
interventi.
Zona A: La vibrazione di macchine messe in servizio di recente rientra di norma entro
questa zona.
Zona B: Le macchine la cui vibrazione si trova entro questa zona sono solitamente
considerate accettabili per funzionamento a lungo termine senza restrizioni.
Zona C: Le macchine la cui vibrazione si trova entro questa zona sono solitamente
considerate non soddisfacenti per funzionamento a lungo termine. In genere, la
macchina può essere lasciata in funzione a queste condizioni per un tempo limitato,
fino a quando non si presenta l'occasione adatta per rimediare.
Zona D: I valori di vibrazione entro questa zona sono solitamente considerati di gravità
sufficiente a causare danni alla macchina.
Table 7-5. Classificazione delle zone per gravità di vibrazione per macchine di grandi dimensioni con
potenza stimata sopra i 300 kW e non più di 50 MW; macchine elettriche con l'albero di altezza H/315 mm o
superiore
Classe di supporto Limite della zona
Velocità rms
[mm/s]
Rigido
A/B
B/C
C/D
2.3
4.5
7.1
Flessibile
A/B
B/C
C/D
3.5
7.1
11.0
Limiti operativi
Per un funzionamento a lungo termine, è pratica comune stabilire dei limiti operativi per
le vibrazioni. Questi limiti sono sotto forma di ALLARMI e DISINNESTI DI
PROTEZIONE.
La Tabella 7-6 mostra i valori iniziali di ALLARME e DISINNESTO DI PROTEZIONE
per le macchine basati sull'esperienza con macchine simili. Dopo un certo periodo di
tempo, si ottiene il valore base in loco in stato di fermo e l'impostazione di ALLARME
deve essere regolata di conseguenza (vedere ISO 100816-3).
3BFP 000 050 R0101 REV H
Manutenzione - 75
Manuale per Motori e Generatori a Induzione
Table 7-6. Valori iniziali di velocità ALLARME e DISINNESTO DI PROTEZIONE per le vibrazioni della sede dei
cuscinetti in mm/s rms.
Iniziale ALLARME
DISINNESTO DI
PROTEZIONE
[mm/s]
[mm/s]
Rigido
3.4
7.1
Flessibile
5.3
11.0
Classe di supporto
NOTA: questi sono valori standard che possono essere regolati quando sono
disponibili informazioni aggiuntive sul tipo di macchina e l'applicazione.
7.4.7 Vibrazioni dell'albero
Per maggiori istruzioni relative alle vibrazioni dell'albero, fare riferimento alle norme
ISO 7919-1:1996 Vibrazioni meccaniche di macchine non alternative - Misurazioni su
alberi rotanti e criteri di valutazione: Parte 1: Linee guida generali e Parte 3: Macchine
industriali accoppiate. Iniziale I valori di ALLARME e DISINNESTO DI PROTEZIONE
per le vibrazioni degli alberi variano a seconda dei tipi di macchine e devono essere
chiesti alla fabbrica.
7.5 Manutenzione dei cuscinetti e del sistema di lubrificazione
Questo capitolo interessa i più importanti interventi di manutenzione nei cuscinetti e nel
sistema di lubrificazione.
I seguenti capitoli valgono per cuscinetti del tipo: Cuscinetto a manicotto
7.5.1 Cuscinetti a manicotto
In condizioni di esercizio normali, i cuscinetti a manicotto richiedono poca
manutenzione. Per garantirne un funzionamento affidabile, è bene controllare
regolarmente il livello dell’olio e la quantità di perdite d’olio.
7.5.1.1 Livello dell’olio
Il livello d’olio di un cuscinetto a manicotto autolubrificato deve essere controllato
regolarmente. È comunque accettabile una situazione in cui rimane delimitato dalla
finestrella.
Se necessario, rabboccare con lubrificante idoneo, vedere in proposito il Capitolo
7.5.2.4 Tipi di olio.
Il corretto livello d’olio di un cuscinetto a manicotto è lo stesso che per un cuscinetto
autolubrificato; nei cuscinetti autolubrificati, la finestrella dell’olio potrebbe essere
scambiata per una flangia per la fuoriuscita dell’olio.
76 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.5.1.2 Temperatura dei cuscinetti
Le temperature sui cuscinetti sono misurate mediante sensori della temperatura di
resistenza Pt-100. Poiché l’innalzamento della temperatura oltre il limite di allarme può
essere causata o da un aumento delle perdite nel cuscinetto o da una diminuita
capacità di raffreddamento, spesso indica la presenza di un problema nella macchina o
nel sistema di lubrificazione e deve essere quindi monitorata accuratamente.
Le cause di un’anomala temperatura dei cuscinetti possono essere varie, alcune sono
illustrate al Capitolo 7.5.2 Lubrificazione dei cuscinetti a manicotto o al Capitolo 8.1.2
Sistema di lubrificazione e cuscinetti. Nel caso che l’innalzamento della temperatura
fosse seguito da aumentati livelli di vibrazione, il problema potrebbe essere correlato
anche all’allineamento della macchina, vedere il Capitolo 3 Installazione e
allineamento o a un danno alle bussole, nel qual caso i cuscinetti devono essere
rimossi e controllati.
7.5.2 Lubrificazione dei cuscinetti a manicotto
Le macchine sono dotate di cuscinetti a manicotto con durata prolungata, a condizione
che la lubrificazione sia costantemente in funzione, che il tipo e la qualità di olio siano
conformi alle raccomandazioni di ABB e che le istruzioni sul cambio d’olio siano
rispettate.
7.5.2.1 Temperatura dell’olio di lubrificazione
La corretta temperatura dell’olio di lubrificazione è essenziale per mantenere il
cuscinetto alla corretta temperatura di esercizio e per garantire un sufficiente effetto di
lubrificazione, nonché il corretto grado di viscosità dell’olio di lubrificazione. Per
macchine dotate di alimentazione dell’olio, un cattivo funzionamento del dispositivo di
raffreddamento dell’olio ed un flusso d’olio non corretto possono causare problemi alla
temperatura dell’olio. Per tutti i cuscinetti, è necessario controllare la corretta qualità e
quantità di olio nel caso si verifichino problemi di temperatura. Per maggiori
informazioni, vedere Capitolo 7.5.2.3 Valori di controllo raccomandati per l’olio
lubrificante e Capitolo 7.5.2.4 Tipi di olio.
NOTA: La temperatura ambiente minima all’avviamento (senza riscaldatore dell’olio) è
0°C (32° F).
7.5.2.2 Controllo del lubrificante
Durante il primo anno di funzionamento, è consigliabile rilevare dei campioni di olio
lubrificante dopo circa 1000, 2000 e 4000 ore esercizio e inviarli al fornitore perché li
analizzi. Sulla base dei risultati sarà poi possibile stabilire un idoneo intervallo per il
cambio dell’olio.
Dopo il primo cambio, l’olio può essere analizzato a circa metà e alla fine dell’intervallo
stabilito.
7.5.2.3 Valori di controllo raccomandati per l’olio lubrificante
L’olio lubrificante va verificato sotto i seguenti aspetti:
•
3BFP 000 050 R0101 REV H
Effettuare un controllo visivo di colore, odore, torpidità e depositi dell’olio
utilizzando una bottiglia per le prove. L’olio deve essere limpido o
impercettibilmente torbido. La torbidità non deve essere causata dall’acqua
Manutenzione - 77
Manuale per Motori e Generatori a Induzione
•
Il contenuto di acqua non deve superare lo 0,2%
•
La viscosità originale deve essere mantenuta entro una tolleranza del ±15%
•
L’olio non deve avere traccia di fondi e la sua limpidezza deve essere conforme a
ISO 4406 classe 18/15, o a NAS 1638 classe 9
•
La quantità di impurità metalliche deve essere inferiore a 100 PPM. Una tendenza
all’aumento del valore indica che il cuscinetto si sta usurando
•
Il grado di acidità totale (TAN) non deve superare 1 mg KOH per grammo d’olio.
Notare che il valore TAN non coincide con il valore TBN (numero totale di basicità)
•
Annusare l’olio. Non è ammessa la presenza di forte odore di acido o di bruciato.
Controllare l’olio qualche giorno dopo la prima corsa di prova della macchina, appena
prima del cambio d’olio iniziale, e in seguito come stabilito. L’olio cambiato subito dopo
la messa in servizio può essere riutilizzato dopo aver eliminato le particelle di usura
filtrandolo o centrifugandolo.
In casi dubbi, è possibile inviare al laboratorio un campione d’olio per determinarne la
viscosità, il grado di acidità, la tendenza a formare schiuma e così via.
7.5.2.4 Tipi di olio
I cuscinetti sono progettati per uno dei tipi d’olio sotto elencati.
Negli oli elencati sono presenti i seguenti additivi:
•
Inibitore dell’ossidazione e della ruggine
•
Agente antischiuma
•
Additivo antiusura.
NOTA: Verificare la quantità d’olio corretta dalla targa dei cuscinetti e dallo schema
dimensionale.
78 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
ISO VG 22
ISO VG 32
ISO VG 46
ISO VG 68
Viscosità 22 cSt Viscosità 32 cSt Viscosità 46 cSt Viscosità 68 cSt
a 40 °C
a 40 °C
a 40 °C
a 40 °C
Oli non dannosi
per l’ambiente:
Aral
Vitam EHF 22
Mobil
-
Shell
-
Naturelle
HF-E 32
Oli minerali:
Aral
Vitam GF 22
BP
Energol CS 22
Castrol
Chevron
Esso
Shell
Total
Vitam EHF 46
-
-
-
-
Naturelle
HF-E 46
Naturelle
HF-E 68
-
Vitam GF 32
Vitam GF 46
Vitam GF 68
Degol CL 100 T
Energol CS 32
Energol CS 46
EAL
EAL
Hydraulic Oil 32 Hydraulic Oil 46
Energol CS 68 Energol CS 100
Hyspin AWS
100
Texaco Rando
HDZ 100
CRUCOLAN
100
Hyspin AWS 22 Hyspin AWS 32 Hyspin AWS 46 Hyspin AWS 68
Texaco Rando
HDZ 22
Nuto H 22
Klüber
Mobil
-
ISO VG 100
Viscosità 100
cSt a 40 °C
Velocite Oil No.
10
Tellus S 22
Azolla ZS 22
Texaco Rando
HDZ 32
Terrestic T 32
LAMORA HLP
32
DTE Oil Light
Tellus S 32
Azolla ZS 32
Texaco Rando
HDZ 46
Terrestic T 46
LAMORA HLP
46
DTE Oil
Medium
Tellus S 46
Azolla ZS 46
Texaco Rando
HDZ 68
Terrestic T 68
LAMORA HLP
68
DTE Oil Heavy
Medium
Tellus S 68
Azolla ZS 68
DTE Oil Heavy
Tellus S 100
Azolla ZS 100
7.5.2.5 Programma del cambio d’olio per gli oli minerali
Per cuscinetti autolubrificati, sono consigliati intervalli di pulizia con cambi d’olio ogni
circa 8000 ore di servizio e ogni 20000 ore circa per i cuscinetti con sistemi a ricircolo
d’olio.
Intervalli più brevi possono essere necessari in caso di avviamenti frequenti,
temperature dell’olio elevate o contaminazione eccessivamente alta a causa di
influenze esterne.
L’intervallo per il cambio dell’olio corretto si trova sulla targa dei cuscinetti e nei disegni
dimensionali, vedere il Capitolo 2.1.2 Targa dei cuscinetti.
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a rotolamento
3BFP 000 050 R0101 REV H
Manutenzione - 79
Manuale per Motori e Generatori a Induzione
7.5.3 Cuscinetti a rotolamento
7.5.3.1 Struttura dei cuscinetti
In condizioni di esercizio normali, i cuscinetti a rotolamento richiedono poca
manutenzione. Per garantire un funzionamento affidabile, è bene rilubrificare i
cuscinetti regolarmente con grasso di alta qualità specifico per i cuscinetti a
rotolamento.
7.5.3.2 Targa dei cuscinetti
Tutte le macchine sono consegnate con la targa dei cuscinetti affissa sul telaio che ha
la funzione di fornire dati sui cuscinetti, quali:
•
Tipo di cuscinetto
•
Lubrificante utilizzato
•
Intervallo di nuova lubrificazione e
•
Ammontare della nuova lubrificazione.
Per maggiori dettagli sulla targa dei cuscinetti, vedere Capitolo 2.1.2 Targa dei
cuscinetti.
NOTA: È fondamentale tenere conto dei dati riportati sulla targa dei cuscinetti per
l’utilizzo e la manutenzione della macchina.
7.5.3.3 Intervalli di nuova lubrificazione
I cuscinetti a rotolamento delle macchine elettriche richiedono di essere lubrificati a
intervalli regolari: le indicazioni in merito sono riportate sulla targa dei cuscinetti.
NOTA: Indipendentemente dall‘intervallo di lubrificazione previsto, i cuscinetti devono
essere lubrificati almeno una volta l’anno.
Gli intervalli di lubrificazione sono definiti per una temperatura di esercizio di 70°C
(160°F); se tale temperatura è inferiore o superiore al previsto, sarà necessario
modificare l’intervallo di conseguenza. Temperature di esercizio elevate determinano
una riduzione dell’intervallo.
NOTA: Un innalzamento della temperatura ambientale causa il conseguente aumento
della temperatura sui cuscinetti. I valori dell’intervallo di lubrificazione vanno
dimezzati per ogni aumento di 15°C (30°F) nelle temperature dei cuscinetti e
possono essere raddoppiati una volta per una diminuzione di 15°C (30°F) nella
temperatura dei cuscinetti.
Intervalli di reingrassaggio per i convertitori di frequenza
In caso di funzionamento a velocità superiori, ad es. in applicazioni con convertitori di
frequenza, o a velocità inferiori con carichi pesanti, sarà necessario ridurre gli intervalli
di lubrificazione o utilizzare un lubrificante speciale. In tali casi, consultare l'assistenza
ABB per motori e generatori.
80 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
NOTA: Non superare la velocità massima strutturale della macchina. Controllare che i
cuscinetti siano adatti al funzionamento ad alta velocità.
7.5.3.4 Nuova lubrificazione
Tutti i cuscinetti a rotolamento delle macchine elettriche rotanti richiedono lubrificazioni
regolari, vedere in merito il Capitolo 7.5.3.3 Intervalli di nuova lubrificazione, che
possono essere effettuate manualmente o con un sistema automatico. In entrambi i
casi, si raccomanda di controllare che nei cuscinetti penetri a intervalli adeguati una
sufficiente quantità del grasso corretto.
NOTA: Poiché il grasso può provocare irritazione alla pelle e infiammazioni agli occhi
devono essere attentamente seguite tutte le precauzioni di sicurezza
specificate dal produttore.
Lubrificazione manuale dei cuscinetti
Sulle macchine adatte a lubrificazione manuale sono predisposti degli appositi
rubinetti. Per evitare che nei cuscinetti possa infiltrarsi dello sporco, pulire sempre
accuratamente i rubinetti per il grasso e l’area circostante prima di procedere alla
lubrificazione.
Lubrificazione manuale mentre la macchina è in funzione
Lubrificazione mentre la macchina è in funzione:
•
Verificare che il grasso da utilizzare sia quello adatto
•
Pulire i rubinetti del grasso e la zona circostante
•
Controllare che il canale di lubrificazione sia aperto e, se dotato di maniglia, aprirla
•
Sospingere nel cuscinetto la quantità specificata del tipo d’olio previsto
•
Lasciar funzionare la macchina per una o due ore in modo che il grasso in
eccesso venga fatto fuoriuscire dal cuscinetto, la cui temperatura può
temporaneamente aumentare durante questo tempo
•
Se è presente una maniglia, chiuderla.
NOTA: Prestare attenzione a tutte le parti rotanti durante le operazioni di
lubrificazione.
Lubrificazione manuale mentre la macchina è ferma
È preferibile lubrificare la macchina mentre è in funzione, ma se ciò non fosse
possibile, o risultasse decisamente pericoloso, le operazioni di lubrificazione devono
essere eseguite con la macchina in stato di fermo. In questo caso:
3BFP 000 050 R0101 REV H
•
Verificare che il grasso da utilizzare sia quello adatto
•
Arrestare la macchina
•
Pulire i rubinetti del grasso e la zona circostante
•
Controllare che il canale di lubrificazione sia aperto e, se dotato di maniglia, aprirla
•
Sospingere nel cuscinetto solo metà quantità del tipo d’olio specificata
Manutenzione - 81
Manuale per Motori e Generatori a Induzione
•
Mettere la macchina in funzione per pochi minuti a piena velocità
•
Arrestare la macchina
•
Dopo che la macchina si è fermata, inserire nel cuscinetto la quantità specificata
del tipo d’olio corretto
•
Lasciar funzionare la macchina per una o due ore in modo che il grasso in
eccesso venga fatto fuoriuscire dal cuscinetto, la cui temperatura può
temporaneamente aumentare durante questo tempo.
•
Se è presente una maniglia, chiuderla.
Lubrificazione automatica
Il mercato offre una grande varietà di sistemi di lubrificazione automatici, ma ABB
consiglia di impiegare esclusivamente sistemi di lubrificazione elettromeccanici. La
qualità del grasso che entra nei cuscinetti deve essere controllata almeno una volta
l’anno: il grasso deve avere l’aspetto e la consistenza di grasso nuovo. Non è
accettabile nessun tipo di separazione dell’olio base dal sapone.
NOTA: Se il sistema di lubrificazione utilizzato è automatico, raddoppiare la quantità di
grasso indicato sulla targa dei cuscinetti.
7.5.3.5 Grasso per cuscinetti
È essenziale utilizzare grasso di buona qualità e con il sapone base di tipo corretto. Ciò
assicura una vita utile dei cuscinetti lunga e priva di problemi.
Il grasso utilizzato per il reingrassaggio deve avere le proprietà seguenti:
•
Deve essere un grasso speciale per cuscinetti a rotolamento
•
Deve avere una buona qualità e una composizione a base di sapone di litio e olio
minerale o PAO
•
Deve avere una viscosità dell'olio base tra 100 e 160 cSt a 40°C (105°F)
•
Deve avere un grado di consistenza NLGI tra 1,5 e 3. Per le macchine montate in
verticale o in condizioni di alte temperature, si consiglia il grado NLGI 2 o 3
•
Deve avere una gamma di temperatura continua tra -30°C (-20°F) e almeno
+120°C (250°F).
Il grasso con le proprietà corrette è disponibile presso tutti i maggiori produttori di
lubrificanti. Se la composizione del grasso è cambiata e non si è certi della
compatibilità, consultare lo stabilimento di produzione ABB, vedere il Capitolo 9.1.3
Informazioni sui contatti per l'assistenza a motori e generatori.
NOTA: Non mescolare tipi di grasso diversi! Nel cuscinetto deve essere presente un
solo tipo di grasso, non una miscela di due o più tipi.
NOTA: Si consiglia l'uso di additivi per grasso. Tuttavia, è necessario ottenere una
garanzia scritta dal produttore del grasso in cui sia dichiarato che gli additivi non
compromettono i cuscinetti o le proprietà del grasso a livello di temperatura di
esercizio. Questo è particolarmente importante per gli additivi EP.
NOTA: Si sconsiglia l'uso di lubrificanti con additivi EP.
82 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Grasso consigliato per cuscinetti a rotolamento
ABB raccomanda l'utilizzo di uno qualsiasi dei seguenti grassi ad alte prestazioni:
Base di olio minerale:
•
Esso Unirex N2, N3 (base con composto al litio)
Base di olio sintetico:
•
Fag Arcanol Temp 110 (base con composto al litio)
•
Klüber Klüberplex BEM 41-132 (base al litio speciale)
•
Lubcon Turmogrease Li 802 EP (base al litio)
•
Mobil Mobilith SHC 100 (base con composto al litio)
•
Shell Gadus S5 V100 2 (base con composto al litio)
•
Total Multiplex S 2 A (base con composto al litio)
Per i grassi che, pur rispondendo alle caratteristiche richieste, sono diversi da quelli
summenzionati, gli intervalli di lubrificazione vanno dimezzati.
Grasso per cuscinetti a rotolamento per temperature estreme
Se la temperatura di esercizio del cuscinetto supera i 100 °C (210 °F), consultare lo
stabilimento di produzione ABB per conoscere i grassi idonei.
7.5.3.6 Manutenzione dei cuscinetti
Prevedibilmente, i cuscinetti hanno durata minore rispetto alla macchina elettrica e
devono quindi essere sostituiti periodicamente.
La manutenzione dei cuscinetti a rotolamento necessita di cure, utensili e disposizioni
particolari al fine di garantire una lunga durata ai cuscinetti appena montati.
Durante la manutenzione a questi componenti, verificare che
•
durante gli interventi di manutenzione, nei cuscinetti non deve penetrare alcun tipo
di sporco o di corpi estranei
•
i cuscinetti vanno lavati, asciugati e preingrassati con grasso specifico per
cuscinetti a rotolamento di alta qualità, prima di essere montati
•
smontaggio e montaggio dei cuscinetti non li danneggi; i cuscinetti vanno rimossi
con degli estrattori e inseriti a caldo oppure con strumenti appositi.
Se è necessario sostituire i cuscinetti, contattare l'assistenza ABB per motori e
generatori. Per informazioni sui contatti per motori e generatori, vedere il Capitolo 9.1.3
Informazioni sui contatti per l'assistenza a motori e generatori.
7.5.4 Controllo dell’isolamento e della resistenza di isolamento dei
cuscinetti
Il controllo della resistenza di isolamento per il cuscinetto è un’operazione di
manutenzione effettuata primariamente in fabbrica durante il montaggio definitivo e il
collaudo, ma andrebbe eseguito anche durante tutte le revisioni generali dell’impianto.
Un buon isolamento è necessario per eliminare la possibilità di corrente sui cuscinetti
che potrebbe portare tensioni sull’albero. L’isolamento del cuscinetto sul lato non di
3BFP 000 050 R0101 REV H
Manutenzione - 83
Manuale per Motori e Generatori a Induzione
comando taglia il percorso della corrente del cuscinetto, eliminando così il rischio di
danni ai cuscinetti dovuti a corrente sui cuscinetti stessi.
Le due estremità dell’albero non devono essere isolate dal telaio perché un albero
fluttuante dal punto vista elettrico avrebbe un potenziale elettrico sconosciuto in
confronto all’ambiente circostante ed essere quindi una possibile fonte di danni. Per
facilitare l’isolamento del cuscinetto sul lato non di comando, spesso però viene isolato
anche il cuscinetto del lato comando, tale isolamento viene cortocircuitato mediante un
cavo di messa a terra durante il normale funzionamento, vedere la Figura 7-2 Cavo di
messa a terra del cuscinetto sul lato di comando.
NOTA: Non tutte le macchine sono dotate di cuscinetti isolati.
NOTA: Una decalcolmania è apposta sulle macchine con cuscinetti isolati.
7.5.4.1 Procedura
Per macchine dotate di cuscinetto isolato sul lato comando, il cavo di messa a terra
cortocircuitato nel cuscinetto del lato comando deve essere rimosso prima di iniziare la
prova di resistenza di isolamento sul cuscinetto del lato non di comando. Se il
cuscinetto sul lato di comando non è isolato, si dovrà eseguire il test della resistenza di
isolamento sul lato non di comando, rimuovere le bussole dei cuscinetti sul lato di
comando e sollevare l’albero, in questo modo non vi sarà contatto elettrico tra l’albero
e altre parti, quali il telaio o la sede del cuscinetto.
Figure 7-2 Cavo di messa a terra del cuscinetto sul lato di comando
Devono essere rimossi anche l’eventuale spazzola opzionale di messa a terra
dell’albero, la spazzola di scarico a massa del rotore e il giunto (se è costituito da
materiale conduttore). Misurare la resistenza di isolamento dall’albero al terreno
applicando non più di 100VCC, vedere Figura 7-3 Misurazione della resistenza di
isolamento in un cuscinetto a manicotto e Figura 7-4 Misurazione della resistenza di
isolamento in un cuscinetto a rulli. I punti di misurazione sull’isolamento del cuscinetto
sono cerchiati nelle figure.
La resistenza di isolamento è accettabile se il valore di resistenza è superiore a 10 k.
84 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Figure 7-3 Misurazione della resistenza di isolamento in un cuscinetto a
manicotto
Figure 7-4 Misurazione della resistenza di isolamento in un cuscinetto a rulli
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a rulli
7.5.4.2 Stato di pulizia dell’isolamento del cuscinetto
Gli isolamenti dei cuscinetti sono installati negli scudi. Per evitare che la resistenza di
isolamento decresca a causa di agenti esterni (sale, sporcizia) che si depositano sulla
superficie di isolamento, lo stato di pulizia dell’isolamento del cuscinetto e delle
superfici dello scudo che lo circondano va controllato periodicamente, pulendoli se
necessario. Vedere Figura 7-5 Isolamento del cuscinetto e superfici degli scudi per le
zone che devono essere controllate periodicamente e tenute pulite. Queste aree sono
3BFP 000 050 R0101 REV H
Manutenzione - 85
Manuale per Motori e Generatori a Induzione
contrassegnate da un cerchio, mentre l’isolamento del cuscinetto è evidenziato da una
freccia nella figura.
Figure 7-5 Isolamento del cuscinetto e superfici degli scudi
7.6 Manutenzione degli avvolgimenti di statore e rotore
Gli avvolgimenti di macchine elettriche rotanti sono sottoposti a tensioni di natura
elettrica, meccanica e termica a causa delle quali, insieme all’isolamento, invecchiano
e si deteriorano gradualmente. Per questa ragione la vita utile della macchina spesso
dipende dalla durata dell’isolamento.
È possibile evitare o almeno rallentare molti processi che determinano danni con
interventi di manutenzione appropriati e collaudi eseguiti ad intervalli regolari. Questo
capitolo presenta una descrizione generale sul modo in cui effettuare la manutenzione
di base ed i collaudi.
In molti Paesi, il servizio di assistenza di ABB offre pacchetti di assistenza completi,
che comprendono l’esecuzione di prove complete.
Prima di eseguire qualsivoglia lavoro sugli avvolgimenti elettrici, è opportuno prendere
le debite precauzioni generali per la sicurezza elettrica e osservare le normative locali
al fine di evitare infortuni al personale. Per maggiori informazioni, vedere Capitolo 7.2
Precauzioni di sicurezza.
Nelle norme internazionali sotto indicate sono riportate le istruzioni relative a collaudi
indipendenti e alla manutenzione:
1. IEEE Std. 43-2000, IEEE Recommended Practice for Testing Insulation Resistance
of Rotating Machines (Pratica consigliata IEEE per il collaudo della resistenza di
isolamento di macchine rotanti)
2. IEEE Std. 432-1992, IEEE Guide for Insulation Maintenance for Rotating Electrical
Machinery (Guida alla manutenzione dell’isolamento per macchinari elettrici rotanti, da
5 cv a meno di 10000 cv)
86 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.6.1 Istruzioni di sicurezza particolari per la manutenzione degli
avvolgimenti
Tra i lavori di manutenzione sugli avvolgimenti di una certa pericolosità, vi sono:
•
Manipolazione di solventi pericolosi, vernici e resine. Per pulire e riverniciare gli
avvolgimenti, vengono utilizzare sostanze pericolose che possono essere nocive
se inalate, ingerite o vanno a contatto della pelle o di altri organi. Richiedere
l’intervento medico in caso di incidente
•
Manipolazione di solventi e vernici infiammabili. La manipolazione e l’utilizzo di
queste sostanze devono essere sempre eseguiti da personale autorizzato e
devono essere osservate le debite procedure di sicurezza
•
Esecuzione di prove ad alta tensione (AT). Le prove sull’alta tensione devono
essere effettuate esclusivamente da personale autorizzato e osservando le debite
procedure di sicurezza.
Le sostanze pericolose impiegate per la manutenzione degli avvolgimenti sono:
•
Acqua ragia: solvente
•
1.1.1-tricloroetano: solvente
•
Vernice di finitura: solvente e resina
•
Resina adesiva: resina epossidica.
NOTA: Per la manipolazione di sostanze pericolose durante gli interventi di
manutenzione, seguire le apposite istruzioni. Queste devono essere seguite
scrupolosamente.
Ecco alcune misure di sicurezza generali da osservare durante la manutenzione degli
avvolgimenti:
•
Evitare di inspirare esalazioni; assicurare una corretta circolazione dell’aria sul
luogo di lavoro o indossare maschere protettive
•
Indossare equipaggiamento di sicurezza, come guanti, calzature, elmetto rigido e
adeguati indumenti di protezione per coprire la pelle. È consigliabile utilizzare
sempre creme protettive
•
Le attrezzature per la verniciatura a spruzzo, il telaio della macchina e gli
avvolgimenti devono essere dotati di messa a terra durante la verniciatura a
spruzzo
•
Prendere le necessarie precauzioni durante il lavoro nei pozzetti e in spazi ristretti
•
Le prove di tensione possono essere effettuate unicamente da personale
addestrato ad eseguire il lavoro con l’alta tensione
•
Non fumare, mangiare o bere sul luogo di lavoro.
Per la messa a verbale della prova per la manutenzione dell’avvolgimento, vedere
Appendice VERBALE DELLA MESSA IN SERVIZIO.
7.6.2 Tempistica della manutenzione
I principi che regolano la tempistica della manutenzione sono tre:
•
3BFP 000 050 R0101 REV H
La manutenzione dell’avvolgimento deve essere organizzata in base alla
manutenzione delle altre macchine
Manutenzione - 87
Manuale per Motori e Generatori a Induzione
•
Eseguire la manutenzione solo quando è necessario
•
Le macchine importanti devono essere sottoposte ad interventi di assistenza con
una frequenza maggiore rispetto a quelle di minore importanza, e lo stesso vale
per gli avvolgimenti che vengono contaminati rapidamente e per gli azionamenti
pesanti.
NOTA: Come regola empirica, il test di resistenza dell’isolamento andrebbe eseguito
una volta l’anno e dovrebbe essere sufficiente per la maggior parte delle
macchine nella maggior parte delle condizioni di funzionamento, mentre altre
prove andrebbero effettuate unicamente in caso di insorgenza di problemi.
Al capitolo Capitolo 7.3 Programma di manutenzione viene presentato un programma
di manutenzione per la macchina completa, compresi gli avvolgimenti, che dovrebbe
però esser adattato alle particolari circostanze che si creano presso il cliente, ad
esempio operazioni di assistenza su altre macchine e condizioni di esercizio, nella
misura in cui non vengano superati gli intervalli di assistenza consigliati.
7.6.3 Corretta temperatura di esercizio
La corretta temperatura dell’avvolgimento viene assicurata mantenendo pulite le
superfici esterne della macchina, vedendo il corretto funzionamento del sistema di
raffreddamento e monitorando la temperatura dell’agente di raffreddamento. Se
l’agente di raffreddamento è eccessivamente freddo, l’acqua potrebbe condensarsi
all'interno della macchina. Si potrebbe così formare un velo di vapore capace di
inumidire e deteriorare la resistenza di isolamento.
Il seguente paragrafo vale per il tipo di scambiatore: Aperto
Nelle macchine raffreddate ad aria, è importante monitorare lo stato di pulizia dei filtri
dell’aria, che devono essere puliti e sostituiti ad intervalli pianificati in base all’ambiente
operativo locale.
Le temperature di funzionamento dello statore devono essere monitorate con i
rilevatori della temperatura di resistenza. Differenze di temperatura significative tra i
sensori possono essere indice di danno negli avvolgimenti. Accertarsi che i
cambiamenti non siano causati dallo spostamento del canale di misurazione.
7.6.4 Test di resistenza dell’isolamento
Durante i lavori di manutenzione generale e prima dell’avvio iniziale o dopo un lungo
periodo di stasi della macchina, è necessario misurare la resistenza di isolamento sugli
avvolgimenti di statore e rotore.
Questa misurazione fornisce informazioni sul livello di umidità e di sporco
dell’isolamento che rappresentano la base da cui partire per eseguire le corrette
operazioni di pulizia e asciugatura.
Per macchine nuove con avvolgimenti asciutti, la resistenza di isolamento è molto
elevata, ma può essere estremamente bassa se la macchina è stata soggetta a
condizioni di trasporto e stoccaggio non idonee, esposta a umidità o se è stata fatta
funzionare in maniera non corretta.
NOTA: Per evitare rischi di elettrocuzione, gli avvolgimenti andrebbero messi a terra
brevemente subito dopo la misurazione.
88 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.6.4.1 Conversione dei valori relativi alla resistenza di isolamento misurati
Coefficiente
per
resistenza di isolamento
Per poter confrontare i valori della resistenza di isolamento rilevati, questi vengono
stabiliti a 40°C; con l’ausilio del seguente schema, il dato effettivo misurato viene quindi
convertito in un valore corrispondente a 40°C: L’applicazione di questo schema
dovrebbe essere limitata a temperature pressoché vicine al valore standard di 40°C
perché variazioni più importanti potrebbero determinare errori.
Temperatura dell'avvolgimento
Gradi Celsius
Figure 7-6 Correlazione tra resistenza all’isolamento e temperatura
R = Valore della resistenza di isolamento ad una temperatura specifica
R40= Resistenza di isolamento equivalente a 40°C
R40 = k x R
Esempio:
R = 30 M misurato a 20°C
k = 0,25
R40 = 0,25 x 30 M = 7,5 M
Table 7-5. Valori della temperatura in gradi Centigradi (ºC) e gradi Fahrenheit (ºF)
3BFP 000 050 R0101 REV H
°C
0
10
20
30
40
50
60
70
80
90
100 110
°F
32
50
68
86
104 122 140 158 176 194 212 230
Manutenzione - 89
Manuale per Motori e Generatori a Induzione
7.6.5.2 Considerazioni generali
È bene annotare le seguenti considerazioni, prima di decidere quali azioni
intraprendere sulla base delle prove di resistenza di isolamento.
•
Se il valore misurato è considerato troppo basso, l’avvolgimento deve essere
pulito e /o asciugato. Se le misure indicate non sono sufficienti, deve essere
sollecitato l’aiuto da parte di esperti
•
Le macchine per le quali si sospetti un problema di umidità devono essere
asciugate con la massima cura, indipendentemente dal valore di resistenza di
isolamento misurato
•
Il valore di resistenza di isolamento diminuirà con l’aumentare della temperatura
dell’avvolgimento
•
La resistenza si dimezza ad ogni aumento di 10 - 15 K della temperatura.
NOTA: La resistenza di isolamento indicata nel verbale di collaudo è di norma
considerevolmente più alta rispetto ai valori misurati in cantiere.
7.6.5.3 Valori minimi per la resistenza di isolamento
Criteri relativi agli avvolgimenti in condizioni normali:
Solitamente, i valori di resistenza dell'isolamento per gli avvolgimenti asciutti devono
superare i valori minimi in maniera significativa; è impossibile fornire valori definitivi,
perché la resistenza varia in base al tipo di macchina e alle condizioni locali. Anche la
resistenza di isolamento subisce gli effetti dell’invecchiamento e dell’utilizzo della
macchina ed è perciò consigliabile seguire i valori qui indicati unicamente come linee
guida.
I limiti della resistenza di isolamento, sotto indicati, sono validi a 40°C e quando la
tensione di prova è stata applicata per un minuto o più.
•
Rotore
Per macchine a induzione con rotori avvolti: R(1-10 min a 40 °C) > 5 M
NOTA: La presenza di polvere di carbone sugli anelli di frizione e sulle superfici nude
di rame abbassano i valori di resistenza dell’isolamento del rotore.
•
Statore
Per statori nuovi: R(1-10 min a 40 °C) > 1000 M. Se le misurazioni vengono effettuate in
condizioni ambientali di estremo calore e umidità, sono accettati valori R(1-10 min a 40 °C)
sopra 100 M
Per statori usati: R(1-10 min a 40 °C) > 100 M
NOTA: Il mancato raggiungimento dei valori indicati richiede di determinare la causa
per cui la resistenza di isolamento presenta un valore basso: spesso il motivo è
dovuto un eccesso di umidità o di sporco, anche se l’isolamento effettivo è
intatto.
90 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.6.5.4 Misurazione della resistenza di isolamento dell’avvolgimento dello
statore
La resistenza di isolamento viene misurata con un misuratore della resistenza di
isolamento. La tensione di prova è 1000 VCC Il test dura un minuto, dopo di che il
valore della resistenza di isolamento viene registrato. Prima di eseguire la prova di
resistenza dell’isolamento, verificare che:
•
i collegamenti secondari dei trasformatori di corrente (TC), compresi i nuclei di
ricambio, non siano aperti. Vedere la Figura 7-7 Collegamenti degli avvolgimenti
dello statore per le misurazioni della resistenza di isolamento
•
Verificare che tutti i cavi dell’alimentazione elettrica siano scollegati
•
Verificare che il telaio della macchina e gli avvolgimenti dello statore che non
vengono testati siano dotati di messa a terra
•
Misurare la temperatura dell’avvolgimento
•
Mettere a terra tutti i rilevatori della temperatura di resistenza
•
Rimuovere l’eventuale messa a terra dei trasformatori di tensione (non comune).
La misurazione della resistenza di isolamento deve essere eseguita nella morsettiera.
Il test viene solitamente eseguito su tutto l’avvolgimento come gruppo, nel qual caso il
tester viene collegato tra il telaio della macchina ed un avvolgimento; vedere la Figura
7-7 Collegamenti degli avvolgimenti dello statore per le misurazioni della resistenza di
isolamento. Il telaio viene dotato di messa a terra e le tre fasi dell’avvolgimento dello
statore rimangono collegate al punto neutro, vedere la Figura 7-7 Collegamenti degli
avvolgimenti dello statore per le misurazioni della resistenza di isolamento.
È possibile misurare ogni fase singolarmente solo se la resistenza di isolamento per
tutto l’avvolgimento è inferiore a quanto specificato e gli avvolgimenti di fase possono
essere facilmente scollegati gli uni dagli altri. Ciò non è possibile per tutte le macchine.
In questa misurazione, il tester infatti è collegato tra il telaio della macchina e uno degli
avvolgimenti. Il telaio e le due fasi non misurate sono messi a terra, vedere la Figura
7-7 Collegamenti degli avvolgimenti dello statore per le misurazioni della resistenza di
isolamento.
Quando le fasi vengono misurate separatamente, devono essere tolti tutti i centri stella
del sistema di avvolgimento, e se ciò non fosse possibile, come nel trasformatore di
tensione trifasico classico, è necessario rimuovere l’intero componente.
a)
b)
M
c)
M
M
Figure 7-7 Collegamenti degli avvolgimenti dello statore per le misurazioni della
resistenza di isolamento
3BFP 000 050 R0101 REV H
Manutenzione - 91
Manuale per Motori e Generatori a Induzione
a) Misurazione della resistenza di isolamento per avvolgimento collegato a stella
b) Misurazione della resistenza di isolamento per avvolgimento collegato a delta
c) Misurazione della resistenza di isolamento per una fase dell’avvolgimento
‘M’ rappresenta il tester della resistenza di isolamento.
Dopo aver eseguito la misurazione di resistenza dell’isolamento, le fasi
dell’avvolgimento devono essere messe brevemente a terra per essere dissipate.
Il seguente capitolo vale per il tipo di rotore: Anelli di frizione
7.6.5.5 Misurazione della resistenza di isolamento sull’avvolgimento del
rotore
La resistenza di isolamento sull’avvolgimento del rotore viene misurata con un
apposito strumento di misurazione. La tensione di prova per gli avvolgimenti del rotore
deve essere 1000 VCC. Note e misure necessarie:
•
Verificare che tutti i cavi dell’alimentazione elettrica siano scollegati dalla rete
elettrica
•
Verificare che i cavi di connessione dell’unità dell’anello di frizione siano scollegati
dalla propria alimentazione
•
Verificare che il telaio della macchina e gli avvolgimenti dello statore siano messi a
terra
•
L’albero ha la messa a terra
•
Le fasi dell’avvolgimento del rotore non testate sono messe a terra.
L’avvolgimento del rotore può essere collegato internamente in un collegamento
delta o a stella, nel qual caso non è possibile misurare le singole fasi
individualmente
•
Verificare che le connessioni della spazzola di carbone siano in buone condizioni
•
Controllare l’apparecchiatura di misurazione
•
Misurare le temperature dell’avvolgimento dello statore e considerarle come
valore di riferimento per la temperatura dell’avvolgimento del rotore.
Il misuratore della resistenza di isolamento è collegato tra tutto l’avvolgimento del
rotore e l’albero della macchina, vedere la Figura 7-8 Misurazione della resistenza di
isolamento sull’avvolgimento del rotore. Dopo aver eseguito le misurazioni, le fasi
dell’avvolgimento del rotore devono essere messe brevemente a terra per essere
dissipate.
92 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
M
Figure 7-8 Misurazione della resistenza di isolamento sull’avvolgimento del
rotore
Nella figura sopra il rotore ha un collegamento a stella.
7.6.6 Misurazione di resistenza dell’isolamento per ausiliari
Per garantire il corretto funzionamento delle protezioni della macchina e di altri
ausiliari, è possibile determinarne le condizioni eseguendo una prova di resistenza
dell'isolamento. La procedura è descritta in dettaglio al Capitolo 7.6 Manutenzione
degli avvolgimenti di statore e rotore. La tensione di prova per la scaldiglia deve essere
500 VCC e per gli altri ausiliari 100 VCC. La misurazione di resistenza dell'isolamento
per sensori Pt-100 non è consigliabile.
7.6.7 Indice di polarizzazione
Per la prova dell’indice di polarizzazione, la resistenza di isolamento viene misurata
dopo che la tensione è stata applicata per 15 secondi e 1 minuto (oppure 1 minuto e 10
minuti); tale prova dipende meno dalla temperatura che la resistenza di isolamento.
Quando la temperatura di avvolgimento è inferiore a 50ºC (122ºF), può essere
considerata indipendente dalla temperatura. Le temperature elevate possono causare
cambiamenti imprevedibili nell’indice di polarizzazione, perciò il test non dovrebbero
essere utilizzato a temperature sopra i 50ºC (122ºF).
Lo sporco e l’umidità che si accumulano nell’avvolgimento di norma riducono la
resistenza di isolamento e l’indice di polarizzazione, come pure la loro dipendenza
dalla temperatura. Così, la linea nella Figura 7-6 Correlazione tra resistenza
all’isolamento e temperatura diventa meno ripida. Avvolgimenti con distanze di
dispersione aperta sono molto sensibili agli effetti di sporco ed umidità.
Vi sono diverse regole per determinare il più basso valore accettabile con il quale è
possibile avviare la macchina in sicurezza. Per l’indice di polarizzazione (PI), i valori
variano solitamente tra 1 e 4, dove 1 indica che gli avvolgimenti sono umidi e sporchi.
Il valore PI minimo per avvolgimenti dello statore di classe F è maggiore di 2.
NOTA: Se la resistenza di isolamento dell’avvolgimento è nell’ordine di diverse
migliaia di M, l’indice di polarizzazione non è un criterio significativo delle
condizioni di isolamento e può non essere preso in considerazione.
3BFP 000 050 R0101 REV H
Manutenzione - 93
Manuale per Motori e Generatori a Induzione
PI
R1 min R10 min
or
R15 s
R1 min
7.6.8 Altri interventi di manutenzione
In genere, gli avvolgimenti ABB non presentano problemi e oltre al monitoraggio
periodico richiedono unicamente pulizia occasionale e asciugatura come sopra
descritto, e se si verificano circostanze straordinarie e si rende necessario effettuare
altra manutenzione, è meglio richiedere assistenza professionale. L’organizzazione
post-vendita di ABB è lieta di prestare la propria assistenza per questioni concernenti
la manutenzione di avvolgimenti di macchine elettriche, per informazioni vedere il
Capitolo 9.1.5 Estremi per contattare l’assistenza Post-Vendita.
I seguenti capitoli valgono per il tipo di rotore: Anelli di frizione
7.7 Manutenzione degli anelli di frizione e del gruppo reggispazzole
Una macchina con anelli di frizione funzionerà correttamente solo se gli anelli di
frizione e il gruppo reggispazzole vengono ispezionati e sottoposti a manutenzione con
frequenza regolare.
7.7.1 Cura degli anelli di frizione
Le superfici di scorrimento degli anelli di frizione devono essere tenute lisce e pulite.
Gli anelli di frizione vanno ispezionati e le superfici dell’isolamento pulite. L’usura delle
spazzole produce polvere di carbone che crea facilmente archi conduttori sulle
superfici isolanti. Tra gli anelli di frizione possono verificarsi scariche elettriche e
apparire fiammate che causano l’interruzione del funzionamento della macchina. La
superficie di contatto degli anelli di frizione forma una patina o pellicola insieme alle
spazzole, riconoscibile come superficie colorata; è un comportamento normale e in
molti casi è benefica per il funzionamento delle spazzole, perciò non deve essere
considerata come un guasto del funzionamento e non va ripulita.
7.7.1.1 Periodo di fermo
Quando per la macchina sincrona inizia un periodo di fermo piuttosto lungo, è
opportuno sollevare le spazzole. Durante il trasporto, lo stoccaggio, l’installazione o
interruzioni prolungate, le superfici di scorrimento degli anelli di frizione potrebbero
essere rese opache o coperte di sporco e così via, perciò prima di riavviare la
macchina, ispezionare e pulire le superfici di scorrimento.
7.7.1.2 Usura
Gli anelli di frizione la cui superficie si presentasse ruvida o irregolare, dovrebbero
essere messi a terra o passati al tornio. L’asimmetria del diametro dell’anello del foro
deve essere inferiore a 1,0 mm, ma per una distanza breve è ammesso un valore
massimo di 0,2 mm. Montare anelli nuovi se gli anelli di frizione sono completamente
usurati o bruciati.
94 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Misurare l’eccentricità dell’anello di frizione utilizzando un calibro con indicatore a
quadrante. Il punto di misurazione deve trovarsi sull’anello di frizione o sulla superficie
esterna di una spazzola. Registrare i valori più alti e più bassi durante un giro
dell’albero. La differenza dei valori minimi e massimi non deve essere maggiore di 1,0
mm e localmente non superiore a 0,2 mm. La differenza dei diametri esterni dei due
anelli di frizione non dovrebbe superare i 2 mm.
7.7.2 Cura del gruppo reggispazzole
Il gruppo reggispazzole va ispezionato e le superfici dell’isolamento pulite.
L’usura delle spazzole produce polvere di carbone che crea facilmente archi conduttori
sulle superfici isolanti. Il modo migliore per togliere la polvere di carbone è aspirando il
gruppo reggispazzole.
7.7.2.1 Pressione delle spazzole
La pressione delle spazzole deve essere distribuita equamente su tutta la superficie di
contatto, le spazzole devono cioè essere conformi alla curvatura degli anelli di frizione.
La pressione delle spazzole è uno dei singoli fattori più importanti nel funzionamento
delle spazzole. La pressione deve essere 18-20 mN/mm2 (180-200 g/cm2). Utilizzare
una bilancia dinamometrica per misurare la pressione delle spazzole. Attaccare una
bilancia dinamometrica alla punta della leva premendo la spazzola e spingere in
direzione radiale fino a quando la pressione sia leggermente rilasciata dalla spazzola.
Per determinare quando la pressione viene rilasciata, avvicinare un pezzo di carta tra
la spazzola e la leva, vedere in proposito la Figura 7-9 Controllo della pressione della
spazzola con bilancia dinamometrica..
Figure 7-9 Controllo della pressione della spazzola con bilancia dinamometrica.
3BFP 000 050 R0101 REV H
Manutenzione - 95
Manuale per Motori e Generatori a Induzione
I seguenti capitoli valgono per lo scambiatore: Aperto, aria-acqua e aria-aria
7.8 Manutenzione delle unità di raffreddamento
Le unità di raffreddamento di norma necessitano di poca manutenzione ma è
consigliabile controllarne le condizioni periodicamente per verificare che funzionino
senza problemi.
La condizione del materiale del rumore negli scambiatori di calore e nei silenziatori
deve essere ispezionata frequentemente. Se sembra che il materiale stia
sbriciolandosi o si è già sbriciolato, è necessario sostituire il materiale e pulire lo
scambiatore di calore per rimuovere eventuali particelle che potrebbero ostruire le vie
d'aria.
Il seguente capitolo vale per lo scambiatore: Aperto
7.8.1 Istruzioni di manutenzione per macchine dotate di scambiatore aperto
L’aria di raffreddamento solitamente viene fatta circolare da una ventola e/o dal rotore.
La ventola può essere montata sull’albero o azionata da un motore separato. È anche
possibile una connessione alla pressione dell’aria esterna. La circolazione può essere
simmetrica o asimmetrica dal punto di vista assiale, secondo il disegno della macchina.
L’aria di raffreddamento deve essere il più pulita possibile perché l’eventuale sporco
che entra nella macchina causa contaminazione e riduce l’efficienza del
raffreddamento.
Le coperture superiori delle macchine con protezione dagli agenti atmosferici di tipo
standard vengono fornite con o senza filtri, secondo la specifica. Se specificamente
richiesto in ordine, la copertura superiore può essere dotata di un pressostato
differenziale che ha la funzione di monitorare le condizioni dei filtri.
Se gli avvolgimenti o i rilevatori della temperatura per l’aria di raffreddamento mostrano
una temperatura anomala, deve essere eseguito un controllo del sistema di
raffreddamento. I due punti essenziali della manutenzione sono il controllo delle
condizioni dei filtri dell’aria e l’assicurazione di un buon ricircolo dell’aria all’interno
della macchina, il quale deve essere tenuto pulito e controllato durante le revisioni o se
insorgono problemi.
Tra le altre possibili cause di una cattiva prestazione del sistema di raffreddamento vi
sono un’elevata temperatura ambiente o temperatura dell’aria di immissione alta, ma
anche il malfunzionamento della lubrificazione o dei cuscinetti può determinare
un’elevata temperatura dei cuscinetti.
Una temperatura apparentemente alta può essere dovuta anche ad un problema nel
sistema di misurazione della temperatura, vedere il Capitolo 8.3.2 Sensori della
temperatura di resistenza Pt-100.
7.8.1.1 Pulizia dei filtri
I filtri vanno puliti regolarmente, ad intervalli che dipendono dallo stato di pulizia
dell’aria nell’ambiente circostante. I filtri devono essere puliti quando i rilevatori della
temperatura nell’avvolgimento mostrano una temperatura anomala o raggiungono il
livello d'allarme.
96 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Se viene impiegato un sistema di monitoraggio per la pressione differenziale, i filtri
devono essere sostituiti immediatamente dopo un allarme di pressione. Il livello
d’allarme è tale che il 50% della superficie del filtro dell’aria è ostruito. Il personale
addetto alla manutenzione deve ispezionare spesso i filtri anche manualmente.
Rimuovere i filtri dell’aria per pulirli: se l’aria circostante è abbastanza pulita, i filtri
possono essere sostituiti durante il funzionamento. Vanno regolarmente puliti iniziando
ad aspirare dal lato a monte e poi sul lato di scarico. È consigliabile inoltre lavare con
cura periodicamente, utilizzando acqua pulita per togliere lo sporco non eliminato con
l’aspirapolvere. In caso di pesanti concentrazioni di grasso, i filtri vano lavati con una
soluzione detergente che deve poi essere sciacquata accuratamente prima di rimettere
in servizio il filtro. Prestare attenzione nel collocare i filtri dell’aria nella corretta
posizione: le frecce sul telaio del filtro dell’aria indicano la direzione del flusso d’aria.
Alcuni filtri possono essere installati indifferentemente nell’uno o nell’altro senso. Fare
riferimento anche alle informazioni fornite dal produttore.
I seguenti capitoli valgono per lo scambiatore: Aria-acqua
7.8.2 Istruzioni per la manutenzione di scambiatori di calore aria-acqua
Di norma, se i rilevatori della temperatura indicano che la temperatura di esercizio è
normale e i rivelatori di perdite non rilevano perdite, non è necessaria alcuna
supervisione supplementare per il sistema di raffreddamento.
I seguenti capitoli valgono per lo scambiatore: Aria-aria
7.8.3 Istruzioni per la manutenzione di scambiatori di calore aria-aria
L’unità di raffreddamento è montata sulla macchina. I tubi dell’aria dello scambiatore di
calore di norma sono in alluminio.
7.8.3.1 Circolazione dell’aria
L’aria interna solitamente viene fatta circolare da una ventola e/o dal rotore. La ventola
può essere montata sull’albero o azionata da un motore separato. La circolazione può
essere simmetrica o asimmetrica dal punto di vista assiale, secondo il disegno della
macchina.
Il flusso dell’aria esterna di norma viene creato da una ventola montata sull’albero o
azionata da un motore separato. È anche possibile una connessione alla pressione
dell’aria esterna.
3BFP 000 050 R0101 REV H
Manutenzione - 97
Manuale per Motori e Generatori a Induzione
Figure 7-10 Flusso dell’aria di raffreddamento (tipica struttura simmetrica)
La macchina può essere dotata di uno o più rilevatori della temperatura con la funzione
di monitorare l’aria di raffreddamento interna. Se i rilevatori della temperatura indicano
che la temperatura è normale, per il sistema di raffreddamento non è necessaria
alcuna manutenzione supplementare alla supervisione.
Quando i rilevatori della temperatura mostrano una temperatura anomala o prossima al
livello d'allarme nell’avvolgimento o nell’aria di raffreddamento, il sistema di
raffreddamento va controllato. Se fosse necessario pulire gli scambiatori, vedere le
istruzioni sotto.
7.8.3.2 Pulizia
La superficie di raffreddamento e la parete del tubo potrebbero sporcarsi, con una
conseguente riduzione della capacità di raffreddamento. Per questo motivo la bobina
dovrebbe essere pulita ad intervalli regolari, da definire per singolo caso in base alle
proprietà dell’aria di raffreddamento. Nel periodo iniziale del funzionamento, lo
scambiatore dovrebbe essere sottoposto a ispezioni frequenti.
Pulire lo scambiatore di calore soffiandolo aria compressa o pulirlo accuratamente con
acqua o una spazzola adatta; non impiegare spazzole in acciaio nei tubi di alluminio
perché potrebbero danneggiarli; usare invece una spazzola tonda morbida in filo
d’ottone.
7.8.4 Manutenzione dei motoventilatori esterni
I motoventilatori esterni sono gruppi che non necessitano di manutenzione, i cuscinetti
infatti sono lubrificati a vita. È consigliabile montare un motoventilatore esterno di
scorta. La manutenzione del motoventilatore va eseguita secondo le istruzioni del
manuale del motore.
98 - Manutenzione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
7.9 Riparazioni, smontaggio e montaggio
Tutte le azioni relative a riparazioni, scomposizione e assemblaggio devono essere
svolte da personale di assistenza qualificato. Per ulteriori informazioni, contattare il
servizio postvendita, vedere il Capitolo 9.1.3 Informazioni sui contatti per l'assistenza a
motori e generatori.
La seguente nota vale per il tipo di protezione: Tutte le macchine per aree pericolose
NOTA: La manutenzione delle macchine per aree percolose deve essere eseguita
esclusivamente presso officine qualificate e autorizzate da ABB.
La seguente nota vale per il tipo di rotore: Magnete permanente
NOTA: Quando si disassembla la macchina sincrona a magneti permanenti, contattare
sempre l'assistenza ABB per motori e generatori per maggiori istruzioni.
3BFP 000 050 R0101 REV H
Manutenzione - 99
Manuale per Motori e Generatori a Induzione
Chapter 8 Guida alla Risoluzione dei problemi
8.1 Ricerca e risoluzione dei problemi
Questo capitolo ha lo scopo di fornire aiuto nel caso di guasti operativi su una
macchina elettrica rotante fornita da ABB. Gli schemi per la ricerca e l'eliminazione dei
guasti sotto rappresentati possono essere un valido ausilio nella localizzazione e
riparazione di problemi di natura meccanica, elettrica e termica, nonché di problemi
associati al sistema di lubrificazione. I controlli e le azioni correttive menzionati devono
essere sempre eseguiti da personale qualificato. In caso di dubbio, contattare
l'assistenza ABB per motori e generatori per maggiori informazioni o assistenza tecnica
concernenti la risoluzione dei problemi e la manutenzione.
8.1.1 Prestazioni meccaniche
Ricerca e risoluzione dei problemi
Caratteristiche meccaniche
Rumore
Vibrazione
Anomalia
rilevata
Possibile causa
z
z
Malfunzionamento lubrificazione
Azione correttiva
Controllare qualità e quantità del lubrificante e il funzionamento del sistema di lubrificazione
z
z
z
z
z
z
Ventola/e di raffreddamento difettosa/ Ventola/e sbilanciata/e o danneggiata/e
z
Sistema di raffreddamento malfunzionante
Ispezionare e riparare il sistema di raffreddamento
z
Disallineamento macchina
Controllare allineamento macchina
z
Malfunzionamento cuscinetti
Parti dei cuscinetti danneggiate
Controllare condizioni cuscinetti e sostituire parti cuscinetti
Montaggio cuscinetti difettoso
Aprire e regolare nuovamente il cuscinetto
Controllare e riparare la/le ventola/e di raffreddamento
z
z
Sbilanciamento rotore o albero
Ribilanciare rotore
z
z
Vibrazione proveniente dal macchinario collegato
Controllare bilanciamento del macchinario collegato e tipo di accoppiamento
z
z
Carico assiale proveniente dal macchinario collegato
Controllare funzionamento e tipo di allineamento e accoppiamento
z
z
Accoppiamento difettoso o montato scorrettamente
Controllare funzionamento accoppiamento
z
z
Forza basamento insufficiente
Rafforzare basamento in conformità alle istruzioni ABB
z
Guasto sull'avvolgimento
Controllare gli avvolgimenti
z
Squilibrio di rete eccessivo
Controllare che l'equilibrio di rete sia conforme ai requisiti
z
Materiale estraneo, umidità e sporco dentro la macchina
Controllare e pulire interno macchina, asciugare avvolgimenti
100 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
8.1.2 Sistema di lubrificazione e cuscinetti
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a rotolamento
8.1.2.1 Sistema di lubrificazione e cuscinetti a rotolamento
Ricerca e risoluzione dei problemi
Sistema di lubrificazione e cuscinetti antifrizione
lubrificazione con grasso
z
z
z
Rumore o vibrazione cuscinetti
Perdite di lubrificante
Elevata temperatura dei
cuscinetti
Anomalia
rilevata
z
Lubrificazione insufficiente
z
Qualità o viscosità del grasso non adatte
z
Forze assiali eccessive
z
z
z
z
z
z
Ridotta qualità del grasso
z
z
z
z
z
z
z
z
Parti dei cuscinetti danneggiate
Strumentazione difettosa
z
Quantità di grasso insufficiente
z
Azione correttiva
Controllare le condizioni dei cuscinetti, aggiungere grasso
Controllare le raccomandazioni ABB, sostituire l'olio
Accoppiamento o montaggio difettosi Controllare accoppiamento, montaggio e allineamento
Periodo di rilubrificazione non corretto Controllare raccomandazioni ABB, ingrassare di nuovo
Condizioni operative difettose
Controllare le raccomandazioni ABB su funzionamento e grasso
Impurità nel grasso
Cambiare grasso, controllare le condizioni dei cuscinetti
Corrente cuscinetti
Controllare le condizioni dei cuscinetti e dell'isolamento
Guasto cuscinetto completo
Sostituire i cuscinetti
Lubrificazione eccessiva
z
Pulire cuscinetto e correggere quantità lubrificante
Usura normale
Sostituire le parti dei cuscinetti usurate
Sensore della temperatura difettoso
Controllare sistema di misurazione temperatura cuscinetti
Tenute cuscinetti difettose
Controllare le tenute dei cuscinetti e la qualità del lubrificante
Cuscinetto montato scorrettamente
Sostituire il cuscinetto, verificare che sia montato correttamente
L'anello esterno non gira a causa del carico sbilanciato
Ribilanciare la macchina, riparare l'alesaggio del cuscinetto e
sostituire il cuscinetto
z
Rumore dal cuscinetto dovuto a elemento rullo deformato
Sostituire i cuscinetti
z
Corpo estraneo nel cuscinetto
Pulire l'assemblaggio del cuscinetto, controllare le condizioni delle
tenute e sostituire il cuscinetto
z
z
Possibile causa
z
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 101
Manuale per Motori e Generatori a Induzione
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a manicotto
8.1.2.2 Sistema di lubrificazione e cuscinetti a manicotto
Il seguente schema vale per il tipo di cuscinetto: Cuscinetto a manicotto con
autolubrificazione
Ricerca e risoluzione dei problemi
Sistema di lubrificazione e cuscinetti a manicotto
autolubrificazione
z
z
Qualità insufficiente a livello visivo
z
Rumore o vibrazione cuscinetti
Olio dentro la macchina
Perdite d'olio
Elevata temperatura dei cuscinetti
Anomalia
rilevata
z
z Lubrificazione insufficiente
z
z
Possibile causa
Verificare perdite cuscinetti, rabboccare olio
Intervallo cambio olio non corretto
Pulire cuscinetto e cambiare olio
Accoppiamento o montaggio difettosi
Controllare accoppiamento, montaggio e allineamento
z Tipo d'olio non adatto
z
Qualità d'olio ridotta
z Carico assiale eccessivo
Azione correttiva
Livello dell'olio basso
Controllare raccomandazioni olio ABB
z
z
z
z
z
z
Disallineamento macchina
Riallineare macchina
z
Cuscinetto montato scorrettamente
Verificare corretto montaggio e regolazioni cuscinetti
z
z
z
z
Pulire cuscinetto e correggere quantità lubrificante
Quantità eccesiva di olio
z
z
z
z
z
z
z
z
Usura normale
Sostituire bussole
z
z
Velocità di esercizio troppo bassa
Controllare range velocità di esercizio del cuscinetto
Sensore della temperatura difettoso
Controllare sistema di misurazione temperatura cuscinetti
z
z
Impurità dell'olio
Bussole danneggiate
Strumentazione difettosa
Cambiare olio, controllare condizioni cuscinetti, sostituire bussole
Corrente cuscinetti
Ripristinare isolamenti cuscinetti, sostituire bussole
Guasto cuscinetto completo
Sostituire parti dei cuscinetti
z
Tenute cuscinetti danneggiate o usurate
z
Vuoto esterno
Apparecchiatura rotante nelle vicinanze
Controllare livelli di pressione, rilocare apparecchiature rotanti
z
Sovrapressione interna
Mancata compensazione pressione
Rimuovere causa sovratensione interna
z
Guarnizione macchina danneggiata
Sostituire o riparare guarnizione macchina
Esercizio anello olio o disco insoddisfacente
Aprire cuscinetto e regolare esercizio
z
z
z
z Corpo estraneo nel cuscinetto
102 - Guida alla Risoluzione dei problemi
Sostituire tenute dei cuscinetti
Pulire cuscinetto e controllare condizioni guarnizione
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Il seguente schema vale per il tipo di cuscinetto: Cuscinetto a manicotto con
lubrificazione a velo spesso
Ricerca e risoluzione dei problemi
Sistema di lubrificazione e cuscinetti a manicotto
lubrificazione a velo spesso
Qualità insoddisfacente a livello visivo
Olio dentro la macchina
z
Rumore o vibrazione cuscinetti
Perdite d'olio
Elevata temperatura dei cuscinetti
Anomalia
rilevata
z
z
z
z
Possibile causa
Malfunzionamento del flusso d’olio
Lubrificazione insufficiente Viscosità dell’olio troppo alta
z
z
z Tipo d’olio non adatto
z
z
Qualità d’olio ridotta
z Carico assiale eccessivo
Controllare temperatura dell’olio e tipo di olio
Controllare raccomandazioni olio ABB
Temperatura ingresso olio troppo alta
z
Azione correttiva
Controllare la pompa dell’olio, la valvola di riduzione dell’olio e il filtro dell’olio
Controllare il sistema di lubrificazione dell’olio e regolare la temperatura dell’olio
Intervallo cambio olio non corretto
Pulire cuscinetto e cambiare olio
Accoppiamento o montaggio difettosi
Controllare accoppiamento, montaggio e allineamento
z
z
z
z
z
z
Disallineamento macchina
Riallineare macchina
z
Cuscinetto montato scorrettamente
Verificare corretto montaggio e regolazioni cuscinetti
z
z
z
Impurità dell’olio
Cambiare olio, controllare condizioni cuscinetti, sostituire bussole
z
z
Corrente cuscinetti
Ripristinare isolamenti cuscinetti, sostituire bussole
z
z
Guasto cuscinetto completo
Sostituire parti dei cuscinetti
z
z
Usura normale
Sostituire bussole
z
z
Bussole danneggiate
Velocità di esercizio troppo bassa
Controllare range velocità di esercizio del cuscinetto
Strumentazione difettosa
Sensore della temperatura difettoso
Controllare sistema di misurazione temperatura cuscinetti
z
z
z
Tenute cuscinetti danneggiate o usurate
z
Flusso dell’olio eccessivo
z
Problemi nel flusso di ritorno Tubazioni dell’olio difettose
z
Vuoto esterno
Apparecchiatura rotante nelle vicinanze
Controllare livelli di pressione, rilocare apparecchiature rotanti
z
Sovrapressione interna
Mancata compensazione pressione
Rimuovere causa sovratensione interna
z
Guarnizione macchina danneggiata
Sostituire o riparare guarnizione macchina
Assemblaggio o manutenzione tubazione lubrificazione non
corretti
Controllare collegamenti tubature e ermeticità del filtro dell’olio
z
z
z
Impostazioni regolatore difettose
z Corpo estraneo nel cuscinetto
Sostituire tenute dei cuscinetti
Controllare e rettificare il flusso dell’olio
Controllare inclinazione tubazione olio di ritorno
Pulire cuscinetto e controllare condizioni guarnizione
NOTA: Per la perdita d’olio dei cuscinetti a manicotto, vedere Capitolo 8.2 Perdita
d’olio dei cuscinetti a manicotto.
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 103
Manuale per Motori e Generatori a Induzione
8.1.3 Prestazioni termiche
Il seguente capitolo vale per lo scambiatore: Aperto o ad aria condotta
8.1.3.1 Caratteristica termica, scambiatore aperto
Ricerca e risoluzione dei problemi
Caratteristiche termiche
scambiatore aperto
Elevata temperatura degli
avvolgimenti
Temperatura aria di
raffreddamento elevata
Anomalia
rilevata
z
z
z
z
L'aria in uscita è rimandata indietro
Creare sufficiente spazio libero attorno alla macchina
z
z
Fonte di calore nelle vicinanze
Allontanare le fonti di calore, controllare l'aerazione
z
z
Interno macchina sporco
Pulire le parti della macchina e i traferri
z
z
Impianto di raffreddamento difettoso
Ispezionare condizioni impianto di raffreddamento e corretto montaggio
z
z
Bocchettoni dell'aria bloccati
Ripulire i bocchettoni dell'aria da eventuali detriti
z
z
Filtro aria intasato
Pulire o sostituire i filtri dll'aria
z
z
Vie d'aria bloccate
z
z
z
z
Possibile causa
z
z
z
z
z
z
z
Temperatura ambiente troppo alta
Temperatura aria di immissione
elevata
Flusso d'aria difettoso
Ventola/e di raffreddamento danneggiata/e
Azione correttiva
Ventilare per diminuire la temperatura ambiente
Pulire le vie d'aria, eliminare la causa del blocco
Sostituire ventola/e
Errato senso di rotazione ventola di raffreddamento
Sostituire ventola/e o modificare senso di rotazione ventola esterna
Sovraccarico
Controllare i comandi della macchina, eliminare il sovraccarico
Impostazioni sistema di controllo
Velocità eccessiva
Controllare velocità reale e raccomandazioni ABB sulla velocità
Squilibrio di rete
Controllare che l'equilibrio di rete sia conforme ai requisiti
Strumentazione o sistema di misurazione difettosi
Controllare dimensioni, sensori e avvolgimento
Guasto sull'avvolgimento
Controllare gli avvolgimenti
NOTA: Temperature elevate nei cuscinetti, vedere Tabella 8.1.2 Sistema di
lubrificazione e cuscinetti
104 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Il seguente capitolo vale per lo scambiatore: Aria-aria
8.1.3.2 Caratteristica termica, scambiatore aria-aria
Ricerca e risoluzione dei problemi
Caratteristiche termiche
scambiatore aria-aria
Elevata temperatura degli
avvolgimenti
Temperatura aria di
raffreddamento elevata
Anomalia
rilevata
z
z
Possibile causa
z
z
z
z
z
z
z
Ventola/e di raffreddamento danneggiata/e
Errato senso di rotazione ventola
Prestazioni circuito di
raffreddamento primario basse Interno macchina sporco
z
z
z
Prestazioni circuito di
raffreddamento secondario
basse
Azione correttiva
Sostituire ventola/e
Sostituire ventola/e
Pulire le parti della macchina e i traferri
Vie d'aria bloccate
Pulire le vie d'aria, eliminare la causa del blocco
Ventola esterna danneggiata
Sostituire ventola
Errato senso di rotazione ventola
Sostituire la ventola montata sull’albero o correggere il funzionamento del motore del
ventilatore esterno
Perdite sul raffreddatore
Riparare il raffreddatore
Vie d'aria bloccate
Pulire le vie d'aria, eliminare la causa del blocco
Ventilare per diminuire la temperatura ambiente
z
z
Temperatura ambiente troppo alta
z
z
Creare sufficiente spazio libero attorno al raffreddatore
z
z
Temperatura aria di immissione L’aria in uscita è rimandata indietro
elevata
Fonte di calore nelle vicinanze
Sovraccarico
Controllare i comandi della macchina, eliminare il sovraccarico
z
z
z
z
z
z
Impostazioni sistema di controllo
Allontanare le fonti di calore, controllare l’aerazione
Velocità eccessiva
Controllare velocità reale e raccomandazioni ABB sulla velocità
Squilibrio di rete
Controllare che l’equilibrio di rete sia conforme ai requisiti
Strumentazione o sistema di misurazione difettosi
Controllare dimensioni, sensori e avvolgimento
z
Troppi avvii
Lasciar raffreddare la macchina prima di riavviarla
z
Guasto sull’avvolgimento
Controllare gli avvolgimenti
NOTA: Temperature elevate nei cuscinetti, vedere Tabella 8.1.2 Sistema di
lubrificazione e cuscinetti
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 105
Manuale per Motori e Generatori a Induzione
Il seguente capitolo vale per lo scambiatore: Aria-acqua
8.1.3.3 Caratteristica termica, scambiatore aria-acqua
Ricerca e risoluzione dei problemi
Caratteristiche termiche
scambiatore aria-acqua
Temperatura aria di raffreddamento elevata
z
z
z
Allarme perdita d'acqua
Elevata temperatura degli avvolgimenti
Anomalia
rilevata
Possibile causa
z
Prestazioni circuito di
raffreddamento primario basse
Azione correttiva
Ventola di raffreddamento danneggiata
Sostituire ventola
Errato senso di rotazione ventola
Sostituire la ventola montata sull’albero o correggere il funzionamento del
motore del ventilatore esterno
z
z
Interno macchina sporco
Pulire le parti della macchina e i traferri
z
z
Tubazioni refrigerante bloccate
Aprire il raffreddatore e pulire i tubi
z
z
Pompa refrigerante guasta
Controllare e riparare la pompa
z
z
Impostazioni regolatore flusso difettose
Controllare e rettificare il flusso del refrigerante
z
z
Perdite sul collettore del raffreddatore
Sostituire il collettore del raffreddatore
z
z
Aria dentro il raffreddatore
Svuotare il raffreddatore dalla vite di lavaggio
Portellino di raffreddamento d’emergenza
aperto
Chiudere ermeticamente il portellino di raffreddamento d’emergenza
z
z
z
Prestazioni circuito di
raffreddamento secondario
basse
z
z
Temperatura ingresso acqua di raffreddamento troppo alta
Regolare la temperatura dell’acqua di raffreddamento:
z
Sovraccarico
Controllare i comandi della macchina, eliminare il sovraccarico
z
Squilibrio di rete
Controllare che l’equilibrio di rete sia conforme ai requisiti
Strumentazione o sistema di misurazione difettosi
Controllare dimensioni, sensori e avvolgimento
z
z
z
Impostazioni sistema di controllo
z
Troppi avvii
Lasciar raffreddare la macchina prima di riavviarla
z
Guasto sull’avvolgimento
Controllare gli avvolgimenti
NOTA: Per temperature elevate nei cuscinetti, vedere Tabella 8.1.2 Sistema di
lubrificazione e cuscinetti.
Il seguente capitolo vale per lo scambiatore: Con radiatore
106 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
8.1.3.4 Caratteristica termica, con radiatore
Ricerca e risoluzione dei problemi
Caratteristiche termiche
con radiatore
Elevata temperatura degli
avvolgimenti
Anomalia
rilevata
Possibile causa
Azione correttiva
z
Sovraccarico
z
Velocità eccessiva
Controllare velocità reale e raccomandazioni ABB sulla velocità
z
Squilibrio di rete
Controllare che l'equilibrio di rete sia conforme ai requisiti
Impostazioni sistema di controllo
Controllare i comandi della macchina, eliminare il sovraccarico
z
Strumentazione o sistema di misurazione difettosi
Controllare dimensioni, sensori e avvolgimento
z
Troppi avvii
Lasciar raffreddare la macchina prima di riavviarla
z
Guasto sull'avvolgimento
Controllare gli avvolgimenti
z
Esterno macchina sporco
Pulire esterno macchina
Flusso d'aria ridotto
Rimuovere gli ostacoli. Assicurare che il flusso d’aria sia sufficiente, vedere
lo Schema dimensionale della macchina
z
NOTA: Per temperatura elevata nei cuscinetti, vedere Capitolo 8.1.2 Sistema di
lubrificazione e cuscinetti
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 107
Manuale per Motori e Generatori a Induzione
I seguenti capitoli valgono per cuscinetti del tipo: Cuscinetto a manicotto
8.2 Perdita d’olio dei cuscinetti a manicotto
La struttura di un cuscinetto a manicotto è tale da rendere molto difficile evitare
completamente che vi siano perdite d’olio, quindi piccole perdite dovrebbero essere
tollerate.
Una perdita d’olio può verificarsi però anche per ragioni non riconducibili al modello del
cuscinetto, quali una viscosità dell’olio non corretta, sovrapressione dentro il
cuscinetto, sottopressione all’esterno del cuscinetto oppure elevati livelli di vibrazione
del cuscinetto.
In caso di perdita d’olio eccessiva, controllare/verificare quanto segue:
•
Verificare che l’olio utilizzato corrisponda alle specifiche
•
Serrare di nuovo le metà delle sedi dei cuscinetti e la copertura della tenuta a
labirinto. Questa operazione è particolarmente importante se la macchina è
rimasta ferma a lungo
•
Misurare le vibrazioni del cuscinetto che perde in tre direzioni a pieno carico. Se il
livello di vibrazione è alto, l’alloggiamento del cuscinetto potrebbe “allentarsi”
appena quanto basta per consentire all’olio di lavar via l’agente sigillante tra le
metà di alloggiamento
•
Aprire il cuscinetto, pulire le superfici e applicare nuovo sigillante tra le metà delle
sedi del cuscinetto
•
Verificare che in prossimità del cuscinetto non vi sia nulla che potrebbe
determinare pressione bassa. Ad esempio, un coprialbero o un coprigiunto
possono essere disegnati in modo da causare pressione bassa vicino al
cuscinetto
•
Verificare che non ci sia sovrapressione dentro il cuscinetto. La sovrapressione
potrebbe entrare nel cuscinetto attraverso le tubazioni di mandata dell’olio
dall’unità di lubrificazione dell’olio. Applicare degli sfiatatoi alle sedi dei cuscinetti
per far fuoriuscire la sovrapressione
•
Se il di sistema di lubrificazione del cuscinetto è a velo spesso, controllare che
l’inclinazione del tubo di mandata dell’olio sia sufficiente.
Qualora fosse riscontrata una perdita d'olio eccessiva anche dopo aver controllato e
verificato tutti i punti indicati sopra e sotto, compilare il modulo "Perdite d'olio sui
cuscinetti a manicotto RENK" ed inviarlo al reparto di assistenza per motori e
generatori locale.
8.2.1 Olio
Perché i cuscinetti funzionino a dovere, l’olio deve rispondere a determinati criteri quali
la viscosità e lo stato di pulizia, vedere Capitolo 7.5.2.2 Controllo del lubrificante e
Capitolo 7.5.2.3 Valori di controllo raccomandati per l’olio lubrificante.
Viscosità
I cuscinetti sono progettati per funzionare con un olio di particolare viscosità, stabilito
nella documentazione fornita con la macchina elettrica.
108 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Una viscosità non corretta potrebbe essere causa di una mancata lubrificazione, con
conseguente danneggiamento dei cuscinetti e dell’albero.
8.2.2 Cuscinetti a manicotto
I cuscinetti a manicotto utilizzati nelle macchine elettriche rotanti sono spesso
cuscinetti ‘standard’ impiegati in numerose applicazioni, per cui solitamente le perdite
non sono dovute alla loro struttura ma vanno ricercate altre cause.
Il cuscinetto però è un insieme di diversi componenti e i giunti tra una parte e l’altra
possono perdere se il montaggio non è perfetto o se manca il composto sigillante.
Sede dei cuscinetti
La sede dei cuscinetti è costituita da una metà superiore e da una metà inferiore unite
tra loro. Le tenute a labirinto, inoltre, sono montate sulla sede del cuscinetto
all’ingresso dell’albero. Tale costruzione non è perfettamente ermetica e quindi perdite
minime possono essere tollerate.
Il volume di perdite ammesso per i cuscinetti autolubrificati è tale da non richiedere
alcun rabbocco tra gli intervalli previsti di cambio d’olio.
La fuoriuscita dell’olio dai cuscinetti può avvenire in due modi:
•
Dalle tenute a labirinto
•
Attraverso la fessura della sede dei cuscinetti.
Sigillante
Sulle fessure del cuscinetto viene applicato del sigillante con lo scopo di impedire che
l’olio fuoriesca. Il composto sigillante raccomandato da ABB è Hylomar Blue Heavy,
ma possono essere impiegati anche Curil T o altri simili.
8.2.3 Verifica dei cuscinetti
Nel caso si sospetti che le perdite d’olio provengano dalla sede stessa del cuscinetto, è
possibile procedere nel modo seguente:
1.
Richiudere ermeticamente la sede del cuscinetto
Questa operazione è particolarmente importante durante la messa in funzione della
macchina, oppure se la macchina è rimasta ferma per un periodo prolungato, perché i
pezzi potrebbero indurirsi.
Se le metà delle sedi del cuscinetto non sono ben serrate tra loro, l’olio potrebbe lavare
via il sigillante dalla linea di divisione, il che, a sua volta, permette all’olio di fuoriuscire.
2.
Aprire la sede del cuscinetto
È possibile aprire la sede del cuscinetto e applicare del nuovo sigillante sulle linee di
divisione, prestando sempre la massima attenzione affinché durante l’operazione nel
cuscinetto non penetrino sporco o altri corpi estranei. Le fessure devono essere
completamente sgrassate prima di applicare un sottile velo di sigillante.
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 109
Manuale per Motori e Generatori a Induzione
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a manicotto con
lubrificazione a velo spesso
8.2.4 Serbatoio e tubature dell’olio
Per i cuscinetti lubrificati a velo spesso, vengono utilizzati serbatoio e tubi distinti.
Serbatoio dell’olio
Il serbatoio dell’olio può essere un contenitore separato oppure, in alcuni casi, il carter
di un motore diesel, ma va comunque collocato ben sotto i cuscinetti per consentire
all’olio di fluire dal serbatoio ai cuscinetti.
Il serbatoio dell’olio deve essere costruito in maniera tale che nel condotto di ritorno
non possa entrare pressione da questo al cuscinetto.
Tubazioni dell’olio
Le tubazioni di ritorno dell’olio hanno la funzione di consentire all’olio di tornare al
serbatoio con la minor frizione possibile, a questo scopo è opportuno scegliere
tubazioni con un diametro sufficientemente grande, così che il flusso di olio nella linea
di ritorno non superi i 0,15 m/s (6 pollici/s), in base alla sezione trasversale.
Montare i tubi per l’uscita dell’olio in giù dai cuscinetti ad un angolo minimo di 15°,
corrispondente ad una inclinazione di 250 - 300 mm/m (3 - 3½ pollici/piede).
L’assemblaggio dei tubi deve essere eseguito in modo che l’inclinazione sopra
menzionata sia costante su tutti i punti della tubazione.
Il seguente capitolo vale per il tipo di cuscinetto: Cuscinetto a manicotto con
lubrificazione a velo spesso
8.2.5 Verifica del serbatoio e delle tubature dell’olio
Nel caso si sospetti che le perdite d’olio provengano dalla struttura del serbatoio o dalle
tubazioni dell’olio, è possibile procedere nel modo seguente:
Pressione nel contenitore dell’olio
Controllare la pressione atmosferica interna al serbatoio dell’olio. La pressione non
deve essere maggiore di quella esterna al cuscinetto, nel qual caso sul serbatoio
dell’olio deve essere installato uno sfiatatoio.
Tubazioni dell’olio
Verificare che le tubazioni siano di un diametro sufficientemente ampio, non siano
intasate e abbiano un'inclinazione verso il basso sufficiente per l’intera rete di
tubazione di ritorno dell’olio.
110 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
8.2.6 Uso
Le cause delle perdite d’olio possono essere correlate all’installazione, ma altre
possono essere dovuto all’uso.
I seguenti paragrafi valgono per il tipo di cuscinetto: Cuscinetto a manicotto con
lubrificazione a velo spesso
Pressione dell’olio
La pressione dell’olio in entrata per ogni cuscinetto è calcolata in base al flusso d’olio
desiderato, perciò la pressione dell’olio deve essere regolata di conseguenza durante
la messa in servizio.
Il valore specifico della pressione dell’olio per ogni macchina va verificato dalla
documentazione fornita con la macchina.
Il seguente paragrafo vale per il tipo di cuscinetto: Cuscinetto a manicotto con
autolubrificazione
Livello dell’olio
Il livello d’olio di un cuscinetto a manicotto autolubrificato deve essere controllato
regolarmente, vedere Capitolo 7.5.1.1 Livello dell’olio.
Temperatura dell’olio
La corretta temperatura dell’olio per la lubrificazione è essenziale per mantenere il
cuscinetto alla corretta temperatura di esercizio e per garantire un sufficiente effetto di
lubrificazione, nonché il corretto grado di viscosità dell’olio di lubrificazione, vedere il
Capitolo 7.5.2.1 Temperatura dell’olio di lubrificazione.
Vibrazioni
Tutte le macchine sono soggette a vibrazioni e progettate per contrastarle. Vibrazioni
ampie possono far sì che diversi componenti nel cuscinetto funzionino diversamente
dal modo prestabilito;
vibrazioni pesanti possono causare fenomeni diversi nella pellicola d’olio tra l’albero e il
metallo bianco, che raramente sfociano in perdite d’olio, quanto piuttosto in guasti ai
cuscinetti.
Vibrazioni pesanti possono far indurire i componenti della sede del cuscinetto o
‘allentarli’ quanto basta da consentire all’olio di penetrare nella linea che divide le metà
superiore e inferiore della sede del cuscinetto. Le vibrazioni inoltre fanno allontanare e
avvicinare i componenti della sede del cuscinetto, determinando un effetto ‘pompa’,
così che l’olio viene pompato dentro e fuori dalla superficie di suddivisione, rimuovendo
il sigillante e causando perdite al cuscinetto.
Pressione dell’aria dentro il cuscinetto
La sede del cuscinetto non è un comparto ermetico e di conseguenza l’eventuale
sovrapressione interna ad essa fuoriesce attraverso le tenute a labirinto, e l’aria porta
con sé nebbia d’olio causando così delle perdite al cuscinetto.
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 111
Manuale per Motori e Generatori a Induzione
La sovrapressione interna al cuscinetto di norma è causata da componenti diversi dal
cuscinetto stesso; la causa più frequente di sovrapressione interna al cuscinetto è la
sovrapressione nelle tubazioni di ritorno dell’olio.
Pressione dell’aria esterna al cuscinetto
Analogamente alla sovrapressione interna al cuscinetto, la sottopressione ad esso
esterna ‘risucchia’ l’aria con direzione dentro-fuori, portando con sé olio e provocando
perdite al cuscinetto.
La sottopressione interna al cuscinetto di norma non è causata dal cuscinetto stesso,
bensì da parti ad esso esterne.
La sottopressione in prossimità della sede del cuscinetto è dovuta al fatto che i
componenti rotanti muovono l’aria circostante formando una sottopressione locale
vicino all’uscita dell’albero del cuscinetto.
8.2.7 Verifica dell’uso
Olio
Verificare la quantità dell’olio.
I seguenti paragrafi valgono per il tipo di cuscinetto: Cuscinetto a manicotto con
lubrificazione a velo spesso
La pressione in entrata dell’olio deve essere verificata e regolata di conseguenza.
Il valore standard per la pressione dell’olio è 125 kPa ± 25 kPa (1.25 bar ± 0.25 bar),
ma il valore della pressione dell’olio specifico per ogni macchina deve essere verificato
dalla documentazione fornita con la macchina.
I seguenti paragrafi valgono per il tipo di cuscinetto: Cuscinetto a manicotto con
autolubrificazione
Controllare il livello d’olio nel cuscinetto.
Verificare la temperatura dell’olio. Una temperatura troppo elevata fa diminuire la
viscosità dell’olio facilitandone la fuoriuscita.
NOTA: I cuscinetti dotati di un solo misuratore della temperatura Pt-100 di norma
rilevano la temperatura del cuscinetto, non dell’olio, che è circa 10°C (20°F) più
bassa rispetto a quella del cuscinetto.
Il seguente schema vale per il tipo di cuscinetto: Cuscinetto a manicotto con
lubrificazione in velo spesso
La temperatura normale di immissione dell'olio è di 45 °C, ma va verificata in base alla
documentazione in dotazione con la macchina.
Vibrazioni
La lettura delle vibrazioni sulle sedi dei cuscinetti deve essere rilevata in tre direzioni:
assiale, trasversale (orizzontale) e verticale, vedere in proposito il Capitolo 7.4.4
Vibrazioni della sede dei cuscinetti.
112 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Pressione dell’aria dentro il cuscinetto
Verificare le pressioni dell’aria interne ed esterne ai cuscinetti.
Come si è detto sopra, la sovrapressione di norma è causata da sovrapressioni nel
serbatoio dell’olio, che poi si trasmette al cuscinetto attraverso la tubatura di ritorno
dell’olio.
Il modo migliore per misurare la pressione dentro un cuscinetto è dall’ingresso per il
rabbocco dell’olio o dalla finestrella di ispezione sopra il cuscinetto.
Qualora si riscontrasse sovrapressione dentro il cuscinetto, devono essere prese le
seguenti misure, da attuare nell’ordine indicato:
•
Montare lo sfiatatoio nel serbatoio dell’olio, se possibile (non è fattibile nei carter
dei motori diesel)
•
Verificare che il tubo di ritorno dell’olio entri nel serbatoio dell’olio sotto il livello del
liquido, essenziale per i carter dei motori diesel
•
Realizzare un “blocco dell’acqua” a U sulla tubazione di ritorno dell’olio
•
Installare uno sfiatatoio sulla sede dei cuscinetti.
Pressione dell’aria esterna al cuscinetto
Verificare la pressione dell’aria in prossimità dell’uscita dell’albero dal cuscinetto.
L’operazione riveste una particolare importanza se il cuscinetto è montato sulla
macchina con flange o se l’albero è montato dentro una copertura o altra struttura che
insieme all’albero potrebbe creare una “ventola centrifuga”.
I cuscinetti a flangia hanno due canali tra la sede del cuscinetto e la flangia, sufficienti,
di norma, a compensare l’eventuale sottopressione in prossimità dell’uscita dell’albero
dalla sede del cuscinetto; se però, per qualche ragione, nelle vicinanze di quest’area è
presente una sottopressione molto consistente, i due canali potrebbero essere
insufficienti e dall’interno del cuscinetto viene risucchiata altra aria. Questa situazione
si verifica con molta probabilità nel caso di cuscinetti a manicotto con pattini piani
assiali, perché il flusso d’olio in questi cuscinetti è maggiore che nei cuscinetti radiali
semplici.
Se si nota o si sospetta una sottopressione di una certa entità, la pressione dell’aria
deve essere misurata in prossimità dell’uscita dell’albero dalla sede del cuscinetto.
Per verificare se la sottopressione esterna al cuscinetto può causare le perdite, devono
essere misurate anche la pressione esterna al cuscinetto (p0) interna al cuscinetto (p2)
e la pressione nell’area tra il cofano e la guarnizione della macchina (p1). Durante la
misurazione (p1), il tubo deve essere inserito quanto più a fondo possibile e i canali
devono essere temporaneamente chiusi, vedere in proposito la Figura 8-1 Verifica
della pressione dell’aria interna ed esterna ad un cuscinetto a manicotto.
Per analizzare la situazione, p1 e p2 devono essere confrontati con p0, che deve
essere rilevata in assenza di disturbi o turbolenze nelle vicinanze della macchina. Può
apparire la seguente situazione:
3BFP 000 050 R0101 REV H
•
p0 = p1 = p2. Se tutte le letture della pressione sono uguali, la perdita non è
causata da differenze di pressione, ricordando però quanto sopra esposto a
proposito dei motori diesel
•
p2 > p1(= p0). Se la pressione interna al cuscinetto è maggiore rispetto a quella
esterna, vi è solo una situazione con sovrapressione dentro il cuscinetto
Guida alla Risoluzione dei problemi - 113
Manuale per Motori e Generatori a Induzione
•
p2 (= p0) > p1. Se la pressione esterna al cuscinetto è minore della pressione in
altri punti, significa che vi è sottopressione vicino al cuscinetto
•
p2 > p0 > p1. Se tutte le pressioni risultano diverse, potrebbe darsi che vi sia
sovrapressione interna al cuscinetto e sottopressione ad esso esterna.
Figure 8-1 Verifica della pressione dell’aria interna ed esterna ad un cuscinetto a
manicotto
Se dentro la macchina, ossia tra il cofano e la tenuta della macchina, viene riscontrata
una sottopressione notevole, la situazione è complessa, solitamente è molto difficile
togliere la tenuta della macchina per poi sigillare nuovamente.
114 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
NOTA: In nessun caso dev’essere installato uno sfiatatoio per rimediare alla
sottopressione nel cuscinetto, perché peggiorerebbe la fuoriuscita.
8.3 Caratteristiche elettriche, controllo e protezione
Le caratteristiche elettriche di una macchina elettrica rotante sono definite per la
maggior parte dalle condizioni degli avvolgimenti di rotore e statore. La manutenzione
degli avvolgimenti sulla macchina è descritta nel Capitolo 7.6 Manutenzione degli
avvolgimenti di statore e rotore, che focalizza l'attenzione sulla risoluzione dei problemi
ai sistemi di controllo e di protezione.
8.3.1 Disinnesti di protezione a scatto
La macchina deve essere protetta con allarmi e disinnesti di protezione per le
condizioni anomale di esercizio, di natura sia elettrica che meccanica. Alcune di queste
protezioni possono essere reimpostate e la macchina può essere riavviata una volta
localizzato il guasto.
Esempi di protezioni che se attivano un allarme o disinnesto di protezione possono
richiedere ulteriori indagini:
•
Temperatura elevata nel cuscinetto, vedere il Capitolo 7.5 Manutenzione dei
cuscinetti e del sistema di lubrificazione
•
Temperatura elevata nell'avvolgimento o nell'aria di raffreddamento, vedere il
Capitolo 7.6 Manutenzione degli avvolgimenti di statore e rotore e il Capitolo 8.5
Prestazioni termiche e scambiatore
•
Sovracorrente, squilibrio di corrente e di tensione, sovratensione
•
Protezione da vibrazioni, Capitolo 7.4.2 Vibrazioni e rumorosità.
8.3.2 Sensori della temperatura di resistenza Pt-100
I sensori della temperatura di resistenza sono componenti essenziali nel sistema di
monitoraggio e protezione delle condizioni della macchina e sono utilizzati per
misurare le temperature sugli avvolgimenti, sui cuscinetti e nell’aria di raffreddamento.
Per misurare la temperatura, il sensore Pt-100 impiega un sottile filamento di platino
che può essere danneggiato ad esempio da una scorretta manipolazione o da un
eccesso di vibrazioni.
I sotto elencati sintomi potrebbero essere indice di un problema del sensore Pt-100:
•
Resistenza infinita o nulla attraverso il sensore
•
Sparizione del segnale di misurazione durante o dopo l’avvio
•
Un valore di resistenza significativamente diverso in un singolo sensore.
Se si sospetta un guasto Pt-100, gli accertamenti dovrebbero sempre essere
confermati dalla cassetta di connessione, misurando la resistenza sul sensore con i
cavi staccati. È consigliabile registrare i risultati. Per misurare correttamente la
corrente, vedere il sensore Pt-100 appropriato. Per valori di resistenza a diverse
temperature, vedere la Tabella 8-3 Valori della temperatura per elementi Pt-100.
3BFP 000 050 R0101 REV H
Guida alla Risoluzione dei problemi - 115
Manuale per Motori e Generatori a Induzione
Table 8-3. Valori della temperatura per elementi Pt-100
PT100 TEMP TEMP PT100 TEMP TEMP PT100 TEMP TEMP
°F RES : °C
°F RES : °C
°F
RES : °C
32.00 127.07 70 158.00 153.58 140 284.00
100.00
0
35.60 127.84 72 161.60 154.32 142 287.60
100.78
2
39.20 128.60 74 165.20 155.07 144 291.20
101.56
4
42.80 129.37 76 168.80 155.82 146 294.80
102.34
6
46.40 130.13 78 172.40 156.57 148 298.40
103.12
8
50.00 130.89 80 176.00 157.31 150 302.00
103.90 10
53.60 131.66 82 179.60 158.06 152 305.60
104.68 12
57.20 132.42 84 183.20 158.81 154 309.20
105.46 14
60.80 133.18 86 186.80 159.55 156 312.80
106.24 16
64.40 133.94 88 190.40 160.30 158 316.40
107.02 18
68.00 134.70 90 194.00 161.04 160 320.00
107.79 20
71.60 135.46 92 197.60 161.79 162 323.60
108.57 22
75.20 136.22 94 201.20 162.53 164 327.20
109.35 24
78.80 136.98 96 204.80 163.27 166 330.80
110.12 26
82.40 137.74 98 208.40 164.02 168 334.40
110.90 28
86.00 138.50 100 212.00 164.76 170 338.00
111.67 30
89.60 139.26 102 215.60 165.50 172 341.60
112.45 32
93.20 140.02 104 219.20 166.24 174 345.20
113.22 34
96.80 140.77 106 222.80 166.98 176 348.80
113.99 36
114.77 38 100.40 141.53 108 226.40 167.72 178 352.40
115.54 40 104.00 142.29 110 230.00 168.46 180 356.00
116.31 42 107.60 143.04 112 233.60 169.20 182 359.60
117.08 44 111.20 143.80 114 237.20 169.94 184 363.20
117.85 46 114.80 144.55 116 240.80 170.58 186 366.80
118.62 48 118.40 145.31 118 244.40 171.42 188 370.40
119.40 50 122.00 146.06 120 248.00 172.16 190 374.00
120.16 52 125.60 146.81 122 251.60 172.90 192 377.60
120.93 54 129.20 147.57 124 255.20 173.63 194 381.20
121.70 56 132.80 148.32 126 258.80 174.37 196 384.80
122.47 58 136.40 149.07 128 262.40 175.10 198 388.40
123.24 60 140.00 149.83 130 266.00 175.84 200 392.00
124.01 62 143.60 150.57 132 269.60 176.57 202 395.60
124.77 64 147.20 151.33 134 273.20 177.31 204 399.20
125.54 66 150.80 152.04 136 276.80 178.04 206 402.80
126.31 68 154.40 152.83 138 280.40 178.78 208 406.40
In caso di danno sul sensore Pt-100, due sono i possibili rimedi: possono essere messi
in uso gli eventuali sensori dei pezzi di ricambio operativi esistenti nel nucleo dello
statore e se tutti i sensori attivi assemblati in fabbrica sono in uso, è possibile effettuare
il retrofitting di un nuovo sensore sull’estremità dell’avvolgimento.
116 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Il seguente capitolo vale per il tipo di rotore: Anelli di frizione
8.4 Anelli di frizione e spazzole
8.4.1 Usura delle spazzole
Nel caso che le spazzole si stiano usurando rapidamente o in modo non uniforme,
osservare quanto segue:
•
La pressione della spazzola rientra nel campo specificato? Vedere il Capitolo
7.7.2.1 Pressione delle spazzole
•
Sono collegati correttamente tutti i cavi a coda di maiale della spazzola?
•
Le superfici di scorrimento degli anelli di frizione sono deteriorate?
•
È probabile che le spazzole al carbonio abbiano assorbito olio o umidità?
•
Le qualità delle spazzole è quella specificata per la macchina?
Sempre, ove fattibile:
•
Controllare che le spazzole siano in buone condizioni e che possano muoversi
liberamente nei reggispazzole
•
Controllare che i cavi a coda di maiale della spazzola siano a posto e che siano
correttamente collegati
•
Togliere la polvere di carbone con un aspirapolvere.
8.4.2 Formazione di scintille nelle spazzole
L’eventuale scintillamento delle spazzole può essere osservato attraverso una
finestrella nell’alloggiamento dell’anello di frizione. La presenza di scintille spesso è
indice di funzionamento non corretto. Prendere immediatamente le debite misure per
evitare la formazione di scintille, la cui causa va rimossa ripristinando il funzionamento
senza ulteriori disturbi. Possibili cause della formazione di scintille:
3BFP 000 050 R0101 REV H
•
Condizioni di caricamento inadeguate
•
Spazzole conficcate nei supporti
•
Spazzole troppo lasche nei supporti
•
Connessione allentata del terminale della spazzola
•
Letto della spazzola imperfetto
•
Pressione delle spazzole non corretta o non omogenea
•
Superfici di scorrimento degli anelli di frizione deteriorate
•
Tipo di spazzole al carbonio non ammesso per le condizioni di lavoro
•
Allineamento irregolare dei giunti di accoppiamento
•
Macchina sbilanciata
•
Cuscinetti usurati determinanti traferri irregolari.
Guida alla Risoluzione dei problemi - 117
Manuale per Motori e Generatori a Induzione
8.5 Prestazioni termiche e scambiatore
Sono due le ragioni fondamentali che potrebbero causare un aumento di temperatura
nella macchina:
•
l’effetto del sistema di raffreddamento è diminuito
•
la macchina sta producendo un quantitativo di calore eccessivo.
Se la temperatura della macchina supera i valori normali, è opportuno prendere le
adeguate misure per determinare quali tra le due cause sopra indicate sia dominante in
un determinato incidente.
NOTA: Una produzione di calore eccessiva potrebbe essere dovuta ad un problema
degli avvolgimenti o da uno squilibrio di rete e in questi casi azioni correttive sul
sistema di raffreddamento risulterebbero inefficaci o dannose.
Se gli avvolgimenti o i misuratori della temperatura per l’aria di raffreddamento
mostrano una temperatura anomala, deve essere eseguito un controllo del sistema di
raffreddamento. Il sistema di raffreddamento è influenzato da due differenti aspetti
legati alla manutenzione: il più visibile è assicurare che lo scambiatore di calore
funzioni senza interruzioni e correttamente. Si tratta di una operazione da eseguire
periodicamente pulendo, verificando che lo scambiatore di calore funzioni
correttamente.
Deve essere controllato anche il flusso d’aria o d’acqua che passa nello scambiatore di
calore, oltre al funzionamento dell’eventuale ventilatore esterno in dotazione al
raffreddatore.
L’aspetto meno palese ma altrettanto importante è la necessità di garantire una buona
circolazione dell’aria nel circuito di raffreddamento primario all’interno della macchina,
pulendo e controllando l’interno della macchina durante le revisioni o se insorgono
problemi.
Tra le altre possibili cause di una cattiva prestazione dello scambiatore di calore vi
sono un’elevata temperatura ambiente, temperatura dell’aria o dell’acqua di
immissione alta e flusso d’aria o d’acqua basso,
ma anche il malfunzionamento della lubrificazione o dei cuscinetti può determinare
un’elevata temperatura dei cuscinetti. Una temperatura apparentemente alta può
essere dovuta anche ad un problema nel sistema di misurazione della temperatura,
vedere il Capitolo 8.3.2 Sensori della temperatura di resistenza Pt-100.
118 - Guida alla Risoluzione dei problemi
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
Chapter 9 Servizi di assistenza per il ciclo di vita di motori e
generatori
9.1 Post-Vendita
Dall'installazione e messa in servizio, passando per i ricambi e la manutenzione per
arrivare agli aggiornamenti e alle sostituzioni, l'assistenza ABB per motori e generatori
offre un servizio completo. Grazie ai 120 anni di esperienza nella costruzione di motori
e generatori, siamo in grado di offrire servizi che aiutano gli operatori degli impianti a
ottenere un valore aggiunto e ottimizzare il costo di possesso.
Con la rete di assistenza più ampia nel settore su scala mondiale e i tecnici
dell'assistenza certificati pronti a eseguire le riparazioni in sito o presso officine
autorizzate, siamo in grado di offrire opzioni di assistenza diverse per soddisfare ogni
esigenza.
9.1.1 Prodotti di assistenza
Offriamo i seguenti servizi per motori e generatori:
•
Installazione e messa in servizio
•
Parti di ricambio
•
Manutenzione
•
–
Manutenzione preventiva
–
Manutenzione predittiva
–
Monitoraggio delle condizioni di esercizio
Riparazioni
–
In sito e in officina
–
Risoluzione dei problemi da remoto
–
Supporto tecnico
•
Ingegnerizzazione e consulenza
•
Estensioni, aggiornamenti e retrofit
•
Sostituzioni
•
Formazione
•
Accordi di servizio.
Per ulteriori informazioni, visitare l'indirizzo www.abb.com/motors&generators o
contattare l'assistenza ABB per motori e generatori locale.
3BFP 000 050 R0101 REV H
Servizi di assistenza per il ciclo di vita di motori e generatori - 119
Manuale per Motori e Generatori a Induzione
9.1.2 Supporto e garanzie
Tutti i motori e i generatori sono coperti con garanzia di fabbrica da difetti di
componenti, progettazione, manodopera e fabbricazione. Condizioni e durata della
garanzia sono definiti nell'accordo di vendita.
I reclami in garanzia vengono di norma elaborati attraverso il canale vendite ABB
ufficiale della macchina. I reclami in garanzia devono essere sempre presentati in
forma scritta e, per essere validi, devono includere come minimo:
•
il numero di serie della macchina
•
l'ubicazione della macchina
•
una descrizione il più dettagliata possibile del problema
–
immagini, risultati di misurazioni o report che facilitino l'analisi del problema
•
le aspettative del cliente
•
le informazioni di contatto del cliente.
Le informazioni di contatto per il supporto tecnico e le garanzie sono fornite nel capitolo
seguente. Per ulteriori informazioni, visitare il sito www.abb.com/motors&generators.
9.1.3 Informazioni sui contatti per l'assistenza a motori e generatori
Trova il tuo contatto per l'assistenza in www.abb.com/motors&generators
Contatta il centro di supporto tecnico globale in Finlandia, secondo le modalità indicate:
•
Telefono 7:00 - 17:00 (GMT +2): +358 (0)10 22 11
•
Linea di supporto h24: +358 (0)10 22 21999
•
E-mail per le vendite: [email protected]
•
E-mail per garanzie e supporto tecnico: [email protected]
•
Fax: +358 (0)10 22 22544
NOTA: Se disponibile, aggiungere all'e-mail il numero di serie della macchina
(composto di sette cifre, con cifre iniziali 46#####) come riferimento.
9.1.4 Supporto per i Centri di assistenza
Il Supporto per i Centri di assistenza aiuta i Centri di assistenza autorizzati in merito a
problemi relativi la costruzione meccanica e alla tecnologia elettromagnetica e di
isolamento.
120 - Servizi di assistenza per il ciclo di vita di motori e generatori
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
9.1.5 Estremi per contattare l’assistenza Post-Vendita
Contattare il servizio post-vendita per:
•
Telefono 7:00 - 17:00 (GMT +2):
+358 (0)10 22 11
•
Linea attiva 24 ore:
+358 (0)10 22 27100
•
Fax:
+358 (0)10 22 22544
•
e-mail per i ricambi:
[email protected]
•
e-mail per gli interventi di assistenza:
[email protected]
•
e-mail per le garanzie e
il supporto tecnico:
[email protected]
NOTA: Se disponibile, specificare il numero di serie della macchina (sette cifre,
inizianti con 45#####) nelle informazioni di riferimento presentate e-mail.
9.2 Ricambi per macchine elettriche rotanti
9.2.1 Considerazioni generali sui ricambi
Le macchine prodotte da ABB sono studiate e create al fine di fornire un
funzionamento affidabile e senza problemi per decenni, ma ciò richiede, naturalmente,
che le macchine siano sottoposte a corretta manutenzione e funzionamento, ove la
manutenzione include anche la sostituzione di parti soggette a normale usura.
L'usura presenta sempre un certo grado inevitabile di incertezza. I tassi di usura di
queste parti variano considerevolmente a seconda dell'applicazione, dell'ambiente e
del sussistere di condizioni particolari. Pertanto, è necessario ispezionare
regolarmente le condizioni di tali parti e tenere a magazzino una quantità sufficiente di
ricambi. I ricambi aiutano a ridurre al minimo il tempo di fermo in caso di necessità.
L'entità delle scorte deve essere determinata in base alla criticità dell'applicazione, alla
disponibilità dello specifico ricambio e alle raccomandazioni del produttore.
9.2.2 Sostituzioni periodiche dei pezzi
Quando due superfici in movimento entrano in contatto, si crea sempre dell’usura
meccanica. Nelle macchine elettriche, l’usura meccanica ha luogo tra l’albero rotante e
le parti fisse. Anche i componenti dei cuscinetti, quali i cuscinetti di rotolamento, le
bussole e gli anelli per l’olio nei cuscinetti a manicotto, possono usurarsi e vanno
sostituiti anche se viene assicurata la corretta lubrificazione. Altre parti soggette ad
usura sono, ad esempio, le guarnizioni che si trovano a contatto continuo con l’albero
rotante e le spazzole, i gruppi reggispazzole e gli anelli di frizione della relativa unità.
I pezzi sopra citati costituiscono un elenco ampio, ma non completo, dei pezzi
sottoposti a usura meccanica. Questi componenti hanno una durata di vita stimata, che
però, come sopra indicato, può variare in maniera significativa e per questa ragione è
bene tenerli a stock. Va osservato, inoltre, che la sostituzione di questi pezzi dovuta a
normale usura, non è coperta da garanzia.
3BFP 000 050 R0101 REV H
Servizi di assistenza per il ciclo di vita di motori e generatori - 121
Manuale per Motori e Generatori a Induzione
9.2.3 Fabbisogno di ricambi
Altri tipi di usura si verificano a causa di temperature elevate, disturbi elettrici e reazioni
chimiche.
I filtri dell'aria, che proteggono l'interno della macchina dalla contaminazione, si
saturano con le impurità dell'aria e devono essere sostituiti per assicurare il corretto
funzionamento dell'unità di raffreddamento e la protezione continua delle parti sensibili
della macchina.
Gli avvolgimenti elettrici delle macchine ABB sono dotati di buona protezione
antiusura, ma solo se vengono osservate le corrette condizioni di manutenzione e di
funzionamento. La corretta temperatura di esercizio non va mai superata e
l’avvolgimento deve essere pulito dallo sporco a intervalli regolari. L’avvolgimento può
essere soggetto anche a usura accelerata in presenza di diversi disturbi elettrici.
All’interno delle guide del nucleo dello statore vi sono dei rilevatori della temperatura
Pt-100 per l’avvolgimento dello statore che non possono essere sostituiti, per questa
ragione, la prassi di ABB prevede l’aggiunta di sensori Pt-100 di ricambio nel nucleo
dello statore. Questi sensori non vanno considerati pezzi di ricambio regolari perché
sono destinati ad essere impiegati come ricambi nel caso che si verifichino dei guasti in
un elemento Pt-100 dello statore durante la messa in servizio, possono però essere
messi in uso anche durante il normale esercizio qualora il sensore primario si
guastasse. Nel caso che gli elementi di ricambio si deteriorassero, è possibile eseguire
un'azione correttiva aggiungendo degli elementi Pt-100 all’estremità dell’avvolgimento
dello statore.
9.2.4 Selezione del pacchetto di pezzi di ricambio più adatto
ABB fornisce pacchetti con pezzi di ricambio pronti di tre livelli. Il personale meglio
informato delle condizioni operative della macchina deve scegliere il pacchetto più
adatto in base alla criticità dell’applicazione e al rischio economico collegato alla durata
dei tempi morti e alla perdita di produzione.
Pacchetto di pezzi di ricambio operativi per la messa in funzione e per garantire
l’utilizzabilità:
•
Sono i pezzi di ricambio essenziali che è consigliabile tenere sempre a
disposizione.
Pacchetto ricambi raccomandato per la risoluzione dei problemi e per assicurare la
disponibilità:
•
Queste parti devono essere disponibili durante la manutenzione a medio termine.
Queste parti consentono inoltre un rapido recupero in caso di guasto negli
accessori.
Pezzi di ricambio principali per ridurre i tempi di riparazione in caso di danno grave:
•
Questi pezzi di ricambio, raccomandati quando la macchina è parte di un
processo essenziale, consentono un veloce recupero anche in caso di danno
grave.
122 - Servizi di assistenza per il ciclo di vita di motori e generatori
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
9.2.5 Pezzi di ricambio consigliati in set diversi
Di seguito è riportata una raccomandazione generale in merito ai ricambi tipici di
diversi pacchetti. Per ricevere un preventivo per parti specifiche per una determinata
macchina, contattare l'organizzazione di assistenza ABB per motori e generatori.
Tenere presente che, per quanto ABB abbia personalizzato i kit di ricambi perché
corrispondano alla macchina, questi potrebbero contenere riferimenti ad accessori non
presenti in tutte le macchine.
I seguenti capitoli valgono per la famiglia di prodotti: HXR e NXR
9.2.5.1 Pacchetto di pezzi di ricambio operativi
Pezzi di ricambio
Quantità
Cuscinetti RTD
1 pz
In alternativa, per le macchine con cuscinetti
antifrizione:
Cuscinetto antifrizione
2 pz
In alternativa per macchine con cuscinetti a
manicotto:
Bronzina per lato comando 1 pz
Bronzina per lato non di
comando
1 pz
Anello olio cuscinetti per
lato comando
1 pz
Anello olio cuscinetti per
lato non di comando
1 pz
Tenute a labirinto per
cuscinetti lato comando
2 pz
Tenute a labirinto per
cuscinetti lato non di
comando
2 pz
9.2.5.2 Pacchetto di pezzi di ricambio consigliati
3BFP 000 050 R0101 REV H
Pezzi di ricambio
Quantità
Pacchetto di pezzi di
ricambio operativi
1 pz
Stufa
1 pz
Statore Pt-100, kit retrofit
1 pz
Isolatori di supporti o
boccole
1 pz
Servizi di assistenza per il ciclo di vita di motori e generatori - 123
Manuale per Motori e Generatori a Induzione
9.2.5.3 Pezzi di ricambio principali
Pezzi di ricambio
Quantità
Statore
1 pz
Rotore
1 pz
I seguenti capitoli valgono per la famiglia di prodotti: AMA, AMB e AMI
9.2.5.4 Pacchetto di pezzi di ricambio operativi
Pezzi di ricambio
Quantità
Filtri dell'aria (per macchine 1 set
IPW24/IC01)
Rivelatore di perdite
d’acqua (per macchine
IP55/IC81W)
1 pz
Cuscinetti RTD
1 pz
In alternativa, per le macchine con cuscinetti
antifrizione
Cuscinetto antifrizione
2 pz
In alternativa per macchine con cuscinetti a
manicotto:
Bronzina per lato comando 1 pz
Bronzina per lato non di
comando
1 pz
Anello olio cuscinetti per
lato comando
1 pz
Anello olio cuscinetti per
lato non di comando
1 pz
Tenute a labirinto per
cuscinetti lato comando
2 pz
Tenute a labirinto per
cuscinetti lato non di
comando
2 pz
124 - Servizi di assistenza per il ciclo di vita di motori e generatori
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
9.2.5.5 Pacchetto di pezzi di ricambio consigliati
Pezzi di ricambio
Quantità
Pacchetto di pezzi di
ricambio operativi
1 pz
Stufa
1 pz
Statore Pt-100, kit retrofit
1 pz
Elemento e guarnizioni
raffreddamento ad acqua
1 pz
Isolatori di supporti o
boccole
1 pz
9.2.5.6 Pezzi di ricambio principali
3BFP 000 050 R0101 REV H
Pezzi di ricambio
Quantità
Rotore
1 pz
Statore
1 pz
Servizi di assistenza per il ciclo di vita di motori e generatori - 125
Manuale per Motori e Generatori a Induzione
I seguenti capitoli valgono per la famiglia di prodotti: AMK
9.2.5.7 Pacchetto di pezzi di ricambio operativi
Pezzi di ricambio
Quantità
Filtri dell'aria (per macchine 1 set
IPW24/IC01)
Filtro dell'aria per anelli di
frizione con polvere di
carbone
1 pz
Spazzole
1 set
Reggispazzole
1 set
Rivelatore di perdite
d’acqua (per macchine
IP55/IC81W)
1 pz
Cuscinetti RTD
1 pz
In alternativa per macchine con cuscinetti a
rotolamento:
Cuscinetto a rotolamento
2 pz
In alternativa per macchine con cuscinetti a
manicotto:
Bronzina per lato comando 1 pz
Bronzina per lato non di
comando
1 pz
Anello olio cuscinetti per
lato comando
1 pz
Anello olio cuscinetti per
lato non di comando
1 pz
Tenute a labirinto per
cuscinetti lato comando
2 pz
Tenute a labirinto per
cuscinetti lato non di
comando
2 pz
126 - Servizi di assistenza per il ciclo di vita di motori e generatori
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
9.2.5.8 Pacchetto di pezzi di ricambio consigliati
Pezzi di ricambio
Quantità
Pacchetto di pezzi di
ricambio operativi
1 pz
Stufa
1 pz
Scaldiglia per l’unità anello 1 pz
di frizione
Unità anelli di frizione
1 pz
Statore Pt-100, kit retrofit
1 pz
Pressostato per il
monitoraggio delle
condizioni del filtro per la
polvere delle spazzole
1 pz
Elemento dispositivo di
raffreddamento dell’acqua
1 pz
Isolatori di supporti o
boccole
1 pz
9.2.5.9 Pezzi di ricambio principali
Pezzi di ricambio
Quantità
Rotore
1 pz
Statore
1 pz
9.2.6 Informazioni per effettuare l’ordine
Per assicurare ordini e consegne dei ricambi rapidi e corretti, è necessario fornire agli
addetti ai servizi postvendita il numero di serie della macchina in questione. Il numero
di serie è riportato sulla targhetta dei dati nominali fissata al telaio della macchina o
stampigliato sul telaio stesso. Inoltre, fornire informazioni specifiche e dettagliate sui
ricambi ordinati.
Le informazioni sui contatti dell'organizzazione di assistenza di ABB per motori e
generatori sono fornite nel Capitolo 9.1.3 Informazioni sui contatti per l'assistenza a
motori e generatori.
3BFP 000 050 R0101 REV H
Servizi di assistenza per il ciclo di vita di motori e generatori - 127
Manuale per Motori e Generatori a Induzione
Chapter 10 Riciclaggio
10.1 Introduzione
ABB è impegnata nella politica di salvaguardia dell’ambiente e si sforza continuamente
di rendere i propri prodotti più sicuri dal punto di vista ambientale, applicando i risultati
ottenuti nelle analisi di riciclabilità e di ciclo di vita. Lo studio dei prodotti, dei processi
produttivi e anche della logistica è stato effettuato per tener conto degli aspetti
ambientali. Il sistema di gestione ambientale di ABB, certificato ISO 14001, è lo
strumento applicato alla politica ecologica.
Le seguenti istruzioni vanno considerate come semplici raccomandazioni per uno
smaltimento delle macchine rispettoso dell’ambiente. Spetta al cliente verificare che la
legislazione locale venga osservata. È possibile che alcuni articoli specifici per il cliente
non siano compresi in questo Manuale dell’utente, in tal caso, alla documentazione del
progetto sarà allegata della documentazione supplementare.
10.2 Contenuto materiale tipo
Il contenuto materiale tipo utilizzato per produrre la macchina elettrica è il seguente:
Telaio in ghisa per macchine a
induzione
Telaio in acciaio modulare per
macchine a induzione
Acciaio
46 - 55 %
77 - 83 %
Rame
7 - 12 %
10 - 12 %
Ghisa
35 - 45 %
1-5%
Alluminio
0-2%
0-1%
Plastica, gomma, materiali
isolanti, ecc.
1-2%
1-2%
Acciaio inossidabile
meno dell'1%
meno dell'1%
Altro
meno dell'1%
meno dell'1%
10.3 Riciclaggio di materiale da imballo
Una volta che la macchina è arrivata in loco, il materiale da imballo deve essere
rimosso.
128 - Riciclaggio
•
Gli imballaggi in legno possono essere bruciati
•
Per alcuni Paesi, l’imballo utilizzato per spedizioni via mare devono essere in
legno impregnato da riciclare in osservanza alle normative locali
•
Il materiale in plastica che avvolge la macchina è riciclabile
•
Gli eventuali agenti anticorrosione che ricoprono la superficie della macchina
possono essere rimossi utilizzando un detergente a base di petrolio e uno
strofinaccio, che poi va smaltito in conformità alle normative locali.
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
10.4 Smontaggio della macchina
Lo smontaggio della macchina è una procedura elementare perché è assemblata con
bulloni, ma per evitare che si creino situazioni pericolose dovute al peso dell’impianto,
l’operatore dovrà essere una persona addestrata a maneggiare componenti pesanti.
10.5 Separazione di materiali diversi
10.5.1 Telaio, alloggiamenti dei cuscinetti, coperture e ventilatore
Queste parti sono costruite in acciaio strutturale che può essere riciclato in base alle
disposizioni locali. Tutte le attrezzature ausiliarie, dal cablaggio ai cuscinetti, devono
essere rimosse prima di fondere il materiale.
10.5.2 Componenti con isolamento elettrico
Lo statore e il rotore sono i principali componenti comprendenti materiali elettrici
isolanti, vi sono però anche componenti ausiliari costruiti con materiali simili da trattare
quindi allo stesso modo. Sono compresi vari isolatori utilizzati nella morsettiera,
eccitatore, trasformatori di tensione e di corrente, cavi di distribuzione della corrente, fili
della strumentazione, scaricatori di sovratensione e condensatori. Alcuni dei
componenti elencati vengono utilizzati esclusivamente nelle macchine sincrone mentre
altri sono impiegati in un numero di macchine molto limitato.
Una volta completata la fabbricazione della macchina, tutti questi componenti si
trovano ad uno stadio inerte. Alcuni componenti, in particolare lo statore ed il rotore,
contengono una quantità considerevole di rame che può essere separato con un
adeguato processo per il trattamento del calore, con la gasificazione dei materiali
utilizzati per i leganti organici degli isolamenti elettrici. Per garantire che le esalazioni
brucino correttamente, nel forno deve essere prevista un’unità di ricombustione. Al fine
di minimizzare le emissioni createsi durante il processo di trattamento del calore e per
la ricombustione è consigliabile la presenza delle seguenti condizioni:
Trattamento del calore
Temperatura:
380-420°C (716...788°F)
Durata:
Dopo aver raggiunto il 90% della temperatura stabilita, l’oggetto
deve rimanere a tale temperatura per almeno cinque ore.
Ricombustione dei fumi dei leganti
Temperatura:
850-920°C (1562-1688°F)
Portata:
I fumi dei leganti devono restare nella camera di combustione per
almeno tre secondi
NOTA: L’emissione consiste principalmente di gas O2-, CO-, CO2-, NOx-, CxHye di
particelle microscopiche. È responsabilità dell’utente garantire che il processo
sia conforme alla legislazione locale.
3BFP 000 050 R0101 REV H
Riciclaggio - 129
Manuale per Motori e Generatori a Induzione
NOTA: Il processo per il trattamento del calore e la manutenzione delle relative
apparecchiature richiede cura particolare per evitare rischi di incendio o
esplosioni. A motivo delle varie installazioni utilizzate allo scopo, ABB non è in
grado di fornire istruzioni dettagliate sul processo di trattamento del calore o
nella manutenzione di tale impianto e questi aspetti vanno tenuti in
considerazione dal cliente.
10.5.3 Magneti permanenti
Se la macchina sincrona a magnetismo permanente viene fusa come pezzo unico, non
è necessario fare nulla ai magneti permanenti,
ma se invece viene smontata per essere riciclata con più accuratezza e se il rotore va
trasportato dopo, è consigliabile smagnetizzare i magneti permanenti procedendo con
il riscaldamento del rotore nel forno fino a quando i magneti permanenti raggiungono
una temperatura di +300 °C (572°F).
ATTENZIONE:I campi magnetici vaganti, causati da una macchina sincronizzata a
magnetismo permanente o da un rotore di detta macchina, possono
disturbare o danneggiare altre attrezzature e componenti elettrici o
elettromagnetici, quali pacemaker, carte di credito e simili.
10.5.4 Rifiuti pericolosi
L’olio del sistema di lubrificazione è compreso nei rifiuti pericolosi e deve essere
trattato in conformità alle disposizioni locali.
10.5.5 Rifiuti da smaltire per interramento
Tutto il materiale isolante può essere trattato come i rifiuti da smaltire per interramento.
130 - Riciclaggio
3BFP 000 050 R0101 REV H
Manuale per Motori e Generatori a Induzione
VERBALE DELLA MESSA IN SERVIZIO
Dati di targa:
Numero di serie
Produttore:
ABB Oy
Indirizzo:
P.O. Box 186
FIN-00381 HELSINKI
FINLANDIA
+358 (0) 10 22 11
+358 (0) 10 22 22544
Telefono:
Fax:
Cliente:
Indirizzo del cliente:
Interlocutore:
Telefono:
Telefono cellulare:
Fax:
Email:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 131
Manuale per Motori e Generatori a Induzione
1 Trasporto
Aspetti generali:
Data di arrivo della macchina:
Data e luogo del collaudo:
Firma del consegnatario:
no
sì,
eseguito da:
Distinta di carico:
no
sì,
articoli mancanti:
Macchina:
no
sì,
che tipo di:
Imballo:
no
sì,
che tipo di:
Accessori:
no
sì,
che tipo di:
Pezzi di ricambio e attrezzi:
no
sì,
che tipo di:
Fotografato:
no
sì,
data:
Notificato allo spedizioniere:
no
sì,
a chi:data:
Notificato al fornitore:
no
sì,
a chi:data:
Notificato alla compagnia assicurativa:
no
sì,
a chi:data:
Collaudo a scatola aperta:
Danni:
Azioni intraprese in riscontro ai danni:
Modalità di trasporto:
Ferrovia
Via aerea
Su gomma
Posta
Spedito con M/N ___________
Altro:
Commenti:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 132
Manuale per Motori e Generatori a Induzione
2 Stoccaggio
Aspetti generali:
Stoccaggio:
no
sì,
Periodo di stoccaggio superiore a sei mesi:
no
sì
inizio:_______________fine:__________________
Responsabile dello stoccaggio:
Luogo dello stoccaggio:
all’interno
all’esterno
in cassa da imballo
protetto da copertura impermeabile
Temperatura giornaliera: min/max.____ -_____ºC
Umidità:______%
Operazioni di stoccaggio:
L’imballo da trasporto è ventilato:
no
sì
Viene utilizzato riscaldamento/ventola esterni
no
sì,
tipo:__________________________________
Vengono utilizzate scaldiglie per la macchina:
no
sì,
tensione:______________________________
I cuscinetti sono lavati a getto:
no
sì,
tipo di olio:____________________________
Le bronzine vengono rimosse:
no
sì,
data:_________________________________
Controllata la protezione anticorrosione
sull’estremità dell’albero:
no
sì,
tipo:__________________________________
Rinnovata la protezione anticorrosione
sull’estremità dell’albero:
no
sì,
data:_________________________________
Il rotore viene ruotato di 10 giri ogni due mesi:
no
sì
Nel punto di stoccaggio vi sono vibrazioni:
no
sì,
__________mm/s, rms
L’aria presenta gas corrosivi:
no
sì,
che tipo di:____________________________
Le spazzole sono sollevate:
no
sì
I documenti della macchina sono custoditi e
ben protetti per usi futuri:
no
sì,
ubicazione:____________________________
Commenti:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 133
Manuale per Motori e Generatori a Induzione
3 Installazione meccanica
Basamento collaudato in base ai disegni
della macchina:
no
sì,
Eventuali bulloni di ancoraggio o piastre
d’appoggio del basamento sono montati
in conformità alle istruzioni.
no
sì
Traferro misurato, se possibile:
Per i cuscinetti del piedestallo, segnare
1-4 e per i cuscinetti flangiati A-D
1 ____________ A ____________
2 ____________ B ____________
3 ____________ C ____________
numero di disegno:_____________________________
Lato comando
sopra
D
1
Lato opposto
comando sopra
A
D
2
4
C
1
A
B
C
3
1
D
A
4
2
4
3
Lato opposto comando
dell’eccitatore sopra
B
2
C
3
B
4 ____________ D ____________
Per l’allineamento dell’accoppiamento,
utilizzare o i valori 1-4 o i valori A-D
Allineamento radiale
dell’accoppiamento sopra
1 ____________ A ____________
1
D
2 ____________ B ____________
Allineamento angolare
dell’accoppiamento sopra
A
4
D
4
2
1
A
2
3 ____________ C ____________
4 ____________ D ____________
B
B
C
3
3
Posizione assiale del rotore: ET #1:__________mm, ET
#2:__________mm
Distanza assiale tra le estremità dell’albero: __________mm
Distanza supporto rotore:
C
______mm ______mm
La freccia di flessione dell’albero motore
è stata controllata:
no
sì
I perni codici di guida vengono utilizzati
per bloccare la posizione della macchina
dopo l’allineamento:
no
sì
I bulloni del basamento vengono serrati
con chiave dinamometrica:
no
sì,
Lubrificazione dei bulloni:
secco
Acqua di raffreddamento:
no
Tubazioni per l’elemento di
raffreddamento:
flessibile
Il dispositivo di blocco per il trasporto è
rimosso:
no
sì
Il rotore gira senza rumore o senza
grattare:
no
sì
3BFP 000 050 R0101 REV H
dimensioni bullone:____coppia di forza:________Nm
olio,
grasso MoS2
sì, quantità:
m3/s
rigido
Verbale della messa in servizio - 134
Manuale per Motori e Generatori a Induzione
4 Controllo della lubrificazione
4.1 Autolubrificazione
Olio cuscinetti:
Produttore:__________________ Tipo:_________?_____________
no
La qualità di olio è quella consigliata:
sì
L’olio dei cuscinetti viene rabboccato fino
al livello indicato:
Segnare il livello sulla finestrella rotonda
a destra
Finestrella dell’olio
Gli anelli di lubrificazione ruotano senza
intoppi.
no
sì
4.2 Lubrificazione a velo spesso
Olio cuscinetti:
Produttore:__________________ Tipo:_______________________
La qualità di olio è quella consigliata:
no
sì
Gli anelli di lubrificazione ruotano senza
intoppi.
no
sì
Pressione dell’olio di lubrificazione a velo ___________kPa
spesso:
Flusso dell’olio:
___________litri/min
Rotazione delle pompe controllata:
no
sì
Pompe di sollevamento controllate:
no
sì,
Filtri dell’olio controllato:
no
sì
impostazioni allarme:____kPa, impostazioni valvola di
sfogo:______kPa
4.3 Cuscinetti lubrificati con grasso:
Grasso:
La qualità di olio è quella consigliata sulla
targhetta dei cuscinetti:
Prima lubrificazione eseguita:
Produttore:__________________ Tipo:_______________________
no
sì
Data:_______________ Quantità:________g
Commenti:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 135
Manuale per Motori e Generatori a Induzione
5 Installazione elettrica
Variazioni di rete:
no
sì,
Funzionamento della scaldiglia:
no
manuale
Scaldiglia per l’unità anello di frizione:
no
sì,
tensione:______-______V, frequenza:_____-______Hz
automatico, controllato da:______________
tensione:___________V, potenza:_____________W
5.1 Test di resistenza dell’isolamento
Avvolgimento dello statore (1 min., 1000VCC): _______M, testato da _____ kV, temp. avvolgimento:ºC
Avvolgimento dello statore (15 / 60 sec. o
1 / 10 min):
PI =_______, testato da_____ kV, temp. avvolgimento:ºC
Avvolgimento del rotore (1 min):
_______M, testato da _____ kV, temp. avvolgimento:ºC
Statore dell’eccitatore (1 min., 500VCC):
_______M, testato da _____ kV, temp. avvolgimento:ºC
Scaldiglia:
__________M (500 VCC)
Sensori della temperatura:
__________M (100 VCC)
Isolamento del cuscinetto sul lato opposto al
comando:
__________M (100 VCC)
5.2 Test di resistenza degli accessori
Statore 1 Pt 100:
Statore 2 Pt 100:
Statore 3 Pt 100:
Statore 4 Pt 100:
Statore 5 Pt 100:
Statore 6 Pt 100:
__________
__________
__________
__________
__________
__________
Estremità D (lato comando) Pt 100 cuscinetto:
Estremità N (lato non di comando) Pt 100 cuscinetto:
__________
__________
Temperatura dell’aria 1 Pt 100:
Temperatura dell’aria 2 Pt 100:
__________
__________
Scaldiglia anticondensa:
__________
Test della scaldiglia per aree pericolose
Il test di resistenza non può essere utilizzato per testare le scaldiglie perché sono basate su
termistori ad autolimitazione. Viene utilizzato invece il test delle prestazioni di riscaldamento.
Requisiti del test:
3BFP 000 050 R0101 REV H
•
Condizione di stato costante (minimo un'ora in funzione)
•
Temperatura ambiente da +20 °C a +25 °C
•
Alimentazione: 230 VCA
•
Il valore della corrente misurata deve essere di almeno 0,1 A ... 0,9 A
Verbale della messa in servizio - 136
Manuale per Motori e Generatori a Induzione
6 Impostazioni per la protezione della macchina
Scatto per sovracorrente:
_______________A _________________ s
Scatto immediato per sovracorrente:
_______________A _________________ s
Impostazioni di sovratensione:
no sì, impostazioni:
Impostazioni di scarico a massa:
no sì, impostazioni:
Impostazioni per potenza inversa:
no sì, impostazioni:
Impostazioni di protezione differenziale:
no sì, impostazioni:
Monitoraggio delle vibrazioni:
no sì, allarme:________mm/s, scatto:_____________mm/s
Monitoraggio della temperatura:
- nell’avvolgimento dello statore
- nel cuscinetto
- in
______________________________
no sì, allarme:__________ºC, scatto:______________ºC
no sì, allarme:__________ºC, scatto:______________ºC
no sì, allarme:__________ºC, scatto:______________ºC
Altre unità di protezione:
no sì, tipo:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 137
Manuale per Motori e Generatori a Induzione
7 Corsa di prova
7.1 Primo avvio (solo pochi secondi)
Nota Bene: Verificare che l’eventuale lubrificazione a velo spesso sia attivata!
Senso della rotazione (vista dal lato
comando):
CW (senso orario)
Vi sono rumori anomali?
no sì, da:
CCW (senso antiorario)
7.2 Secondo avvio (possibilmente senza accoppiamento)
Nota Bene: Verificare che l’eventuale lubrificazione a velo spesso sia attivata!
Vi sono rumori anomali?
no sì, da:
La macchina vibra in maniera anomala?
no sì, da/come:
Livello di vibrazione del cuscinetto
misurato:
Lato comando:__________ mm/s, rms; lato non di
comando:_________ mm/s, rms
Esecuzione:
funzionamento macchina OK arresto, per:
Programma e dati del collaudo
Ora
h:min
Temperatura dei
cuscinetti
Livelli di vibrazione dei Statore
cuscinetti
Temperatura degli
avvolgimenti dello statore
Lato
Lato
Lato
comando opposto comando
comando mm/s
Lato
opposto
comando
mm/s
Corrente Fattore Corrente U
potenza eccit.:
ºC
rms
A
ºC
rms
cos
A
ºC
V
W
ºC
ºC
0:00
0:05
0:10
0:15
0:20
Commenti:
Osservazioni
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 138
Manuale per Motori e Generatori a Induzione
8 Corsa di prova (con carico)
Programma e dati del collaudo
Ora Carico Temp. cuscinetti
h:min %
Livelli di vibrazione dei Statore
cuscinetti
Temperatura degli
avvolgimenti dello
statore
Lato
Lato
Lato
comando opposto comando
comando mm/s
Lato
Corrente Fattore Corrente U
opposto
potenza eccit.:
comando
mm/s
ºC
rms
ºC
rms
A
cos
A
ºC
V
W
ºC
ºC
0:00
Spettro delle vibrazioni allegato:
no sì
Tempo di accelerazione:
__________ s.
Temperatura aria di raffreddamento:
Immissione: __________ ºC
Emissione:__________ ºC
Temperatura dell’acqua di
raffreddamento:
Immissione: __________ ºC
Emissione:__________ ºC
Commenti:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 139
Manuale per Motori e Generatori a Induzione
9 Approvazione della macchina
Macchina approvata per l’uso
Data:
Messa in servizio eseguita da:
Approvata da:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 140
Manuale per Motori e Generatori a Induzione
Copertina del fax
Data:
A:
ABB Oy
Telefax: +358 (0) 10 22 22544
Da:
Numero di fax:
Numero telefonico:
Email:
Numero di pagine:
1 + 9 + _________
Messaggio:
3BFP 000 050 R0101 REV H
Verbale della messa in servizio - 141
Manuale per Motori e Generatori a Induzione
Posizione tipica delle targhe
Lato
opposto
comando
Lato comando
Orizzontale
Lato
opposto
comando
Lato comando
Vista A
Verticale
Targa con i dati di funzionamento della macchina
Targa dei cuscinetti della macchina
Lato
opposto
comando
Targa di marcatura per il senso della rotazione
Senso della rotazione visto dal lato
di comando verso la macchina:
Senso orario
Senso antiorario
Funzionamento
inverso
Lati macchina:
D-end = lato comando
N-end = lato opposto comando
Lato
comando
3BFP 000 050 R0101 REV H
Positione tipica delle targhe - 142
Manuale per Motori e Generatori a Induzione
3BFP 000 050 R0101 REV H
Positione tipica delle targhe - 143
Manuale per Motori e Generatori a Induzione
Principali collegamenti elettrici tipici
VITE DI COLLEGAMENTO M12
Vite:. Acciaio inossidabile M12
Dado esagonale: Acciaio inossidabile M12
Coppia di serraggio 55/ Nm.
VITE DI COLLEGAMENTO
Vite:. M16 bronzo
Dado esagonale: M16 ottone
Coppia di serraggio 40/ Nm.
MORSETTO TONDO: DIN 46223
Vite:. Acciaio M10
Serrare fino ad ottenere un collegamento affidabile
VITE DI MESSA A TERRA M12
Vite:. M12 - AISI 316
Dado esagonale: M12 - AISI 316
Coppia di serraggio 55/ Nm.
Non serrare con la macchina.
È consigliabile utilizzare grasso con i dadi bloccati a molla
3BFP 000 050 R0101 REV H
Principali collegamenti elettrici tipici - 144
Manuale per Motori e Generatori a Induzione
3BFP 000 050 R0101 REV H
Principali collegamenti elettrici tipici - 145
Manuale per Motori e Generatori a Induzione
3BFP 000 050 R0101 REV H
Principali collegamenti elettrici tipici - 146
ABB Oy
Motors and Generators
P.O. Box 186
00381 Helsinki, Finland
Phone: + 358 (0)10 2211
Fax:
+ 358 (0)10 22 22141
www.abb.com/motors&generators
3BFP 000 072 R0104 REV H
Informazioni per contattare ABB