Essiccamento
LEZIONI DI
CONTROLLO E SICUREZZA DEI PROCESSI PRODUTTIVI
IN AMBITO FARMACEUTICO
PROF. MAURIZIA SEGGIANI
[email protected]
tel: 050 2217881
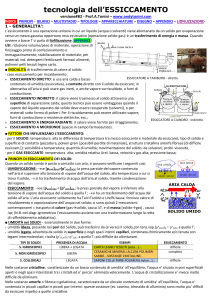
ESSICCAMENTO
L’essiccamento è una parte integrante del processo di isolamento e di produzione di un prodotto. E’ il
processo in cui un liquido viene allontanato da un solido umido per evaporazione verso un mezzo gassoso
opportuno.
Uno degli obiettivi principali dell’essiccamento è la rimozione del solvente per soddisfare le specifiche
di qualità del prodotto (tossicità del solvente, stabilità, etc..) e per stabilizzare il prodotto.
Un altro obiettivo, per i principi attivi, è anche di ottenere o mantenere una specifica forma
cristallografica ottenuta durante la cristallizzazione del prodotto.
Nei processi farmaceutici l’essiccamento è quasi sempre preceduto dalla filtrazione, a valle della quale si
ottiene un wet cake (5-50% in peso di solvente). A valle dell’essiccamento si ottiene un dry cake
(tracce di solvente residuo).
La rimozione del liquido (solvente) può avvenire anche con altri metodi meccanici come la filtrazione o la
centrifugazione che normalmente precedono la fase di essiccamento. Se la quantità di solvente da
rimuovere è molto elevata, si preferisce usare la distillazione sottovuoto.
Il materiale essiccato è più facilmente lavorabile rispetto a quello umido ed è più stabile nel tempo. Una
volta essiccati i prodotti devono essere conservati in ambiente ad umidità controllata o in presenza di
agenti essiccatori o in contenitori sigillati impermeabili all’aria.
Normalmente il liquido da rimuovere è l’acqua, altre volte sono solventi quali alcool etilico, isopropanolo,
cloroformio, acetone, etc… per i quali la quantità residua rappresenta un parametro da tenere sotto
controllo. Per tali solventi si richiede la necessità di recuperarli per evitare inquinamento atmosferico e
molta precauzione si richiede per evitare il rischio di esplosioni durante l’essiccamento.
ESSICCAMENTO
L’essiccamento comporta
contemporaneamente:
trasporto
di
calore
e
di
materia
che
avvengono
1. Trasferimento di calore al solido umido da essiccare
Trasferimento diretto (si usa aria calda a basso contenuto di umidità (essiccativa), posta a contatto
diretto con il solido da essiccare; in alternativa all’aria si può usare gas inerti, o anche vapore surriscaldato).
Trasferimento indiretto
(il calore viene trasmesso al solido attraverso superfici calde; questa
tecnica può essere vantaggiosa quando il vapore del liquido separato dal solido deve essere recuperato
(solventi), o per materiali sotto forma di polveri. Per il riscaldamento può essere utilizzato acqua calda, vapore,
fumi di combustione o resistenze elettriche, ecc.).
Trasferimento per irraggiamento (il calore viene fornito per irraggiamento, ad es. tramite
microonde .
2. Trasferimento del liquido, sottoforma di vapore, dal solido all’ambiente
che lo circonda
Trasferimento di materia (dipende da fattori interni (caratteristiche strutturali del solido (porosi,
non porosi) e da fattori esterni (temperatura ed umidità dell’ambiente circostante, stato del solido (in quiete o
in moto)).
Il pannello umido (wet cake) viene alimentato all’essiccatore in cui si fornisce calore per far evaporare il solvente.
L’essiccatore è spesso equipaggiato con una pompa a vuoto connessa con la linea di sfiato e il vapore prodotto viene
rimosso attraverso questa linea ed inviato al suo recupero (condensatore). Alternativamente viene impiegato un gas
inerte (carrier) alimentato in continuo nell’essiccatore che trascina con se il solvente vaporizzato. Quando il materiale è
essiccato, viene scaricato dall’essiccatore ed impacchettato.
ESSICCAMENTO
Equilibri di fase
La tensione di vapore, l’entalpia di vaporizzazione e, in alcuni casi, la diffusività
molecolare del solvente sono proprietà fondamentali che influenzano il processo di
essiccamento.
Spesso, i composti farmaceutici sono termolabili e, pertanto, richiedono di essere
essiccati a temperature moderate la pressione nell’essiccatore viene ridotta al fine di
ridurre la temperatura di ebollizione del solvente e permettere così di operare a
temperature più basse.
E’ utile conoscere la relazione tra la tensione di vapore e la temperatura:
Equazione di Antoine:
dove
è la tensione di vapore, T la temperatura in K, e A, B, C sono costanti
determinate sperimentalmente, disponibili in letteratura per molti solventi.
Tale relazione è utile per individuare la pressione richiesta per condurre l’essiccamento
per un determinato solvente da rimuovere nei limiti di temperatura di stabilità del
prodotto.
ESSICCAMENTO
Equilibri di fase
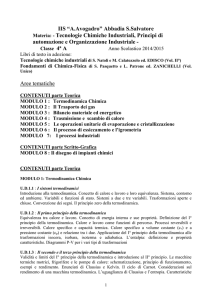
Tensione di vapore in funzione della temperatura per alcuni comuni solventi usati nell’industria
farmaceutica:
Solventi con curva di equilibrio a destra del n-eptano sono generalmente più difficili da rimuovere
durante l’essiccamento.
Quando si opera ad una temperatura superiore a quella di ebollizione del solvente alla pressione
dell’essiccatore, la velocità di essiccamento aumenta significativamente fino a che il trasferimento di
massa del solvente all’interno del solido diventa lo step controllante.
ESSICCAMENTO
Umidità di un solido
L’umidità di un solido può essere espressa in due modi:
- Perdita all’essiccamento (LOD, loss on drying):
- Contenuto di umidità (MC, moisture content):
ESSICCAMENTO
Umidità all’equilibrio
Quando un materiale solido è tenuto in un ambiente a temperatura e umidità costante, raggiunge
una condizione di equilibrio in termini di contenuto di umidità rappresentata dall’umidità all’
equilibrio.
Le curve riportate consentono di stabilire le condizioni di conservazione dei materiali. In base al contenuto
di umidità all’equilibrio, le sostanze si possono dividere in: igroscopiche (con un alto contenuto d’umidità
all’equilibrio) o non igroscopiche (con basso contenuto d’umidità all’equilibrio).
I materiali porosi sono generalmente igroscopici mentre quelli non porosi sono non igroscopici.
Tipicamente i composti farmaceutici sono non porosi ed esibiscono basse umidità all’equilibrio (acqua o
altri solventi).
ESSICCAMENTO
Nelle sostanze cristalline l’acqua si colloca sulla superficie o negli spazi interstiziali
tra cristalli in genere l’acqua è facilmente rimovibile.
Nelle sostanze amorfe l’acqua è intrappolata all’interno dei piccoli pori l’acqua è
difficilmente rimovibile.
Tipici composti farmaceutici sono non porosi e cristallini.
L’acqua/solvente contenuto all’equilibrio può essere libera/o (non legata/o) o
legata/o.
L’acqua/solvente libera/o esercita la stessa tensione di vapore del solvente puro.
acqua/solvente facilmente estraibile.
L’acqua/solvente legata/o è chimicamente o fisicamente legata/o alla sostanza.
La tensione di vapore che esercita è minore di quella del solvente alla stessa
temperatura acqua/solvente più difficile da rimuovere.
ESSICCAMENTO
Meccanismo – Profilo di essiccamento
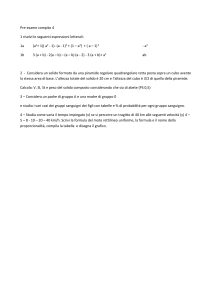
Grafico (a): andamento del contenuto di solvente, W, nel solido in funzione del tempo t.
Grafico (b): la velocità di essiccamento, dW/dt, in funzione del tempo t.
Grafico (c): la velocità di essiccamento , dW/dt, in funzione del contenuto di solvente, W.
A-B: periodo di riscaldamento la temperatura del solido posto nell’essiccatore aumenta, conseguentemente anche la
velocità di essiccamento cresce, sino a raggiungere le condizioni stazionarie;
B-C: periodo a velocità costante la temperatura del solido si stabilizza perché il liquido si porta dall’interno del solido
alla sua superficie con velocità tale da controbilanciare la quantità che evapora e tutto il calore che passa al solido viene
speso per evaporare il liquido. L’evaporazione avviene da una superficie liquida a velocità costante indipendente
dall’umidità contenuta nel solido. (meccanismo controllante: trasferimento di calore);
C-E: periodo a velocità decrescente superata un’umidità critica, punto C, la velocità di essiccamento comincia a
diminuire; questo avviene perché, essendo alcune parti del solido già relativamente prive di solvente, il solvente non migra
più verso la superficie per effetto capillare, l’evaporazione non si ha più alla superficie dello strato ma si ha dall’interno del
letto di materiale (meccanismo controllante: trasferimento di materia interno). La temperatura del solido aumenta e si fa
sentire l’effetto della struttura del solido. Il liquido si muove verso la superficie per capillarità (C-D) e poi in seguito l’acqua
evapora negli interstizi e il vapore diffonde verso la superficie (tratto D-E).
ESSICCAMENTO
La velocità con cui il vapore si trasferisce dallo strato saturo superficiale alla corrente essiccante è
descritta dalla seguente equazione:
dove W è la portata di acqua/solvente che evapora, k è un coefficiente di trasferimento di massa, A è
l’area superficiale di evaporazione, Ps è la pressione parziale del vapore alla superficie, PA è la pressione
parziale del vapore nella corrente di aria/gas. La massa evaporata è tanto più elevata quanto più
differiscono PS e PA, vale a dire quanto più elevata è la temperatura (PS aumenta) e bassa l’umidità
relativa (PA diminuisce). Per evitare di lavorare ad alte temperature si opera a pressioni ridotte
(sottovuoto) al fine di abbassare PA ed aumentare la forza motrice
(PS – PA).
Il coefficiente k è funzione della temperatura, della velocità dell’aria/gas. Un’alta velocità riduce lo
spessore dello strato di aria stagnante a contatto con la superficie di liquido riducendo così la resistenza
diffusionale.
La velocità di evaporazione può essere espressa anche in termini di calore trasferito dai gas caldi alla
superficie:
dove Q è il flusso di calore trasferito, A è l’area superficiale, Tg e Ts sono le temperature del gas
essiccante e la superficie, rispettivamente, e h è il coefficiente di trasferimento di calore. Il coefficiente
h è funzione della velocità dell’aria.
Se l è il calore latente di evaporazione Q = W l
Nelle condizioni di essiccamento all’equilibrio il calore fornito al solido è uguale al calore di
evaporazione. In tali condizioni la Ts è la temperatura di bulbo umido, più bassa della temperatura di
bulbo secco dell’aria/gas essiccante. Questo è molto importante per i composti termolabili.
ESSICCATORI
Le apparecchiature utilizzate per l’essiccamento possono essere classificate sulla base
dei seguenti parametri come segue:
1. Continuità del processo
- essiccatori discontinui (fase di carico del materiale nell’essiccatore, essiccamento e
successivo scarico del materiale essiccato piccole produzioni di prodotti essiccati).
- essiccatori continui (carico e scarico in continuo del materiale da essiccare grandi
produzioni di prodotti con caratteristiche di umidità costanti).
2. Trasferimento di calore
- essiccatori a calore diretto (convezione)
- essiccatori a calore indiretto (conduzione)
- essiccatori a calore radiante (irraggiamento)
3. Movimentazione del materiale da essiccare
- essiccatori a letto statico: il materiale da essiccare è fermo;
- essiccatori a letto mobile: il materiale è mantenuto in continuo movimento.
ESSICCATORI
Apparecchiature per l’essiccamento su scala di laboratorio
Determinazione delle curve di essiccamento
in condizioni statiche e dell’umidità critica
Determinazione delle curve di essiccamento
in condizioni non statiche, valutazione
dell’effetto del sistema di agitazione sulle
proprietà del solido (es. dimensione) e sulla
velocità di essiccamento.
ESSICCATORI
Essiccatori industriali per uso farmaceutico
I più comuni essiccatori industriali per prodotti farmaceutici sono:
Discontinui (i più usati):
-Essiccatori a vassoi ad aria calda o sotto vuoto (vacuum tray dryer);
-Filtri-essiccatori (Filter-dryer);
-Essiccatori conici rotativi (Conical dryer);
-Essiccatori rotativi a doppio cono (Tumble dryers);
-Essiccatori a letto fluido (Fluid bed dryer);
-Liofilizzatori (Freeze dryer).
Continui
- Essiccatori a spruzzo ( Spray dryer)
ESSICCATORI
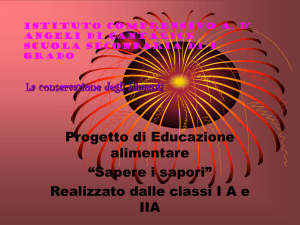
Essiccatori a vassoi ad aria calda
E’ la scelta consigliata per piccoli lotti di materiali non polverulenti. Il materiale è disposto su vassoi in
strato sottile, i vassoi possono essere perforati o a rete (materiali granulari) maggiore superficie
d’evaporazione minori tempi di essiccamento .
Nelle piccole istallazioni l’aria viene riscaldata facendola passare su elementi riscaldati elettricamente, in
unità più grandi si usano serpentini di riscaldamento alimentati con vapore o altro fluido riscaldante).
L’efficienza termica è migliorata riciclando l’aria (90% riciclo, 10% sfiato). La temperatura dell’aria è
controllata termostaticamente tra 40 e 120°C.
Vantaggi: facile operabilità, facile scale-up, facile campionamento, poco costosi, facile pulizia.
Svantaggi: costi di lavoro elevati per il carico e scarico; alto rischio di esposizione; elevati tempi di
essiccamento necessari (≥ 24 h); elevato ingombro; difficoltà a separare i solventi dall’aria; il materiale
forma agglomerati; nei grandi impianti una non uniforme distribuzione dell’aria porta a variazioni di
temperatura tra un vassoio all’altro di ± 7°C essiccato ottenuto con umidità residua non uniforme.
ESSICCATORI
Essiccatori a vassoi sottovuoto
Il camera di essiccamento è collegata ad una pompa che genera il vuoto (pressioni ridotte < Patm).
Vantaggi:
- basse temperature di essiccamento composti termolabili;
- assenza di ossigeno composti facilmente ossidabili;
- facile recupero del solvente;
Svantaggi: Essiccatori più costosi di quelli ad aria a causa del sistema richiesto per creare il vuoto.
Si usano pertanto in sostituzione di quelli ad aria calda solo quando si richiedono basse
temperature di essiccamento, assenza di ossigeno e/o facile recupero di solventi.
ESSICCATORI
Filtri essiccatori (filter dryer)
I filtri essiccatori rappresentano una delle più importanti apparecchiature impiegate nell’industria farmaceutica per la
separazione di intermedi e attivi. Essi comprendono in modo integrato sia l’operazione di separazione del solido che quella
di essiccamento del pannello lavato umido.
Un tipico processo globale di filtrazione/essiccamento si articola in più fasi: 1) riempimento del filtro con la sospensione,
2) filtraggio in pressione o in aspirazione e formazione del pannello, 3) lavaggio per spostamento, 4) risospensione, 5)
omogeneizzazione del pannello, 6) essiccamento e 7) scarico del solido essiccato. Al termine dello scarico del solido,
solitamente uno strato di pannello essiccato (denominato “heel”) rimane aderito sul setto filtrante e potrebbe
compromettere o rallentare le operazioni di filtrazione dei cicli successivi. Nel caso di sostanze a basso profilo tossicologico
è possibile procedere manualmente alla rimozione dello strato, altrimenti si rende necessario aggiungere al ciclo una
ulteriore operazione che consiste nella dissoluzione dello strato con un solvente idoneo.
Vantaggi: nessuna perdita del prodotto dopo isolamento;
diverse modalità di agitazione; basso rischio di esposizione.
Svantaggi: difficoltà per il campionamento, formazione di
agglomerati, attrito tra le particelle, difficoltà di scale-up.
ESSICCATORI
Essiccatori conici rotativi
Forniscono un più elevato rapporto superficie
riscaldante/volume rispetto al filter-dryer.
Il materiale umido viene caricato dall’alto e, una
volta essiccato, viene scaricato dal basso.
L’albero di agitazione a coclea garantisce l’agitazione
del materiale e, in alcuni casi, agisce come sorgente
di calore.
Il controllo della temperatura nel cake viene
effettuato mediante una sonda immersa nel cake
stesso.
Vantaggi: buona omogeneità del materiale, basso
rischio di esposizione.
Svantaggi: Difficoltà per il campionamento; elevato
attrito tra particelle; difficile scale-up.
ESSICCATORI
Essiccatori rotanti a doppio cono (tumble dryer)
Lavorando sotto vuoto permettono di operare a basse temperature, facile recupero del solvente, alte velocità di
essiccamento.
Il calore è fornito attraverso la superficie della camicia della camera in cui si alimenta acqua calda o altro fluido
riscaldante. Variando il grado di vuoto, la temperatura della camicia e la velocità di rotazione varia il tempo di
essiccamento richiesto per ottenere l’umidità residua desiderata. Non possono essere utilizzati per essiccare solidi
cerosi in quanto il movimento di rotazione porta il materiale ad aggregarsi dando luogo a “palle”.
La carica è circa il 60% del volume totale della camera, per essiccatori di diametro da 0,7 a 2m il tempo di
essiccamento è mediamente di 2 -12 h, rispettivamente. Tempi inferiori a quelli degli essiccatori a vassoi ad aria
calda (circa 24h). Facile pulizia della camera data l’assenza di agitatori interni.
Vantaggi: facile operabilità; facile pulizia; bassi
costi di investimento, adatto a materiali sensibili
agli sforzi di taglio.
Svantaggi: lunghi tempi di essiccamento; i
materiali devono scorrere facilmente, bassa
efficienza termica.
ESSICCATORI
Essiccatori a letto fluidizzato (Fluid bed dryer)
Una corrente di gas caldo (aria o gas inerte) viene introdotta dal basso in una camera contenente il materiale da essiccare. Il
flusso d’aria mantiene sospesa la polvere sotto forma di una nuvola in moto turbolento. La velocità dell’aria deve essere tale
da vincere la forza di gravità delle particelle solide ma da non trascinare via le polveri dal letto.
Tra il letto e l’aspiratore posto a valle della camera di essiccamento viene posta una serie di filtri a manica che trattengono le
particelle di polvere troppo leggere trascinate dall’aria aspirata. L’aria filtrata può essere ricircolata. La camera di
essiccamento è facilmente smontabile per permettere un facile carico, scarico e pulizia. Capacità da 2 a 250 kg.
Sono poste valvole di sicurezza in testa all’essiccatore che si aprono verso l’esterno quando la pressione all’interno
dell’essiccatore aumenta (es. nel caso di solventi organici infiammabili dato che a seguito della movimentazione di particelle
fini si genera una notevole quantità di elettricità statica). Tra le misure di protezione si hanno anche le “messe a terra”.
La temperatura dell’aria in ingresso al letto e la potenza del
ventilatore che movimenta l’aria nel sistema sono monitorate e
controllate durante il processo. All’inizio del processo quando il
materiale è più umido e pesante si richiede una maggiore potenza
del ventilatore che mano a mano che l’essiccamento procede deve
essere diminuita progressivamente per evitare un eccessivo
trascinamento e attrito tra granuli.
Vantaggi: multifunzionalità (più operazioni nello stesso
apparecchio: granulazione o copertura di granuli); alta efficienza di
scambio di calore
(elevata superficie di contatto gas
caldo/particelle solide) alte velocità di essiccamento bassi
tempi di essiccamento (20-40 minuti); temperatura uniforme nel
letto qualità del solido essiccato uniforme; ingombro ridotto;
basso rischio di agglomerazione.
Svantaggi: il materiale da essiccare deve essere granulare, avere
una distribuzione stretta delle dimensioni delle particelle e buona
resistenza all’erosione; non adatto per materiali pastosi o liquidi.
Quando il letto fluido è utilizzato anche per granulare o per ricoprire granuli, nella camera di essiccamento è inserito un
iniettore che spruzza sul materiale solido sospeso una soluzione di liquidi leganti o ricoprenti. I granuli così formati o
rivestiti sono contemporaneamente essiccati.
ESSICCATORI
Essiccatori a spruzzo (spray dryer)
Il materiale da essiccare è sottoforma di soluzione o sospensione.
Il processo prevede:
Nebulizzazione della massa liquida in piccole gocce (10-500 mm), mediante gli atomizzatori, nella camera di
essiccamento le dimensioni delle gocce determinano le dimensioni finali delle particelle solide importante il tipo
di atomizzatore.
Essiccamento delle gocce mediante aria calda che viene alimentata nella camera.
Separazione e raccolta del materiale prodotto.
L’aria viene riscaldata in appositi scambiatori di calore, filtrata ed inviata in camera di
essiccamento. L’ingresso dell’aria può essere nella stessa direzione rispetto alla
nebulizzazione (essiccamento in equicorrente o co-corrente), in senso opposto
(controcorrente) ed in entrambe le direzioni (misto). L’essiccamento in co-corrente è
soprattutto utilizzato per composti termolabili mentre il controcorrente per masse
liquide molto dense. La separazione del solido essiccato dall’aria avviene mediante un
ciclone, i fini trascinati dall’aria vengono abbattuti mediante successivi filtri.
Tempo di residenza delle
goccioline
nell’essiccatore = 5-30 s
ESSICCATORI
Essiccatori a spray
GLI ATOMIZZATORI
- Atomizzatori a pressione - Ugello a fluido singolo
In questo tipo di ugello il liquido si atomizza spingendolo ad
alta pressione (da 5 a oltre 100 bar) attraverso un ugello,
provocando la formazione di goccioline. Prima di essere
introdotto nella camera dove è ricavato l’ugello passa attraverso
un condotto che gli impartisce un movimento di
rotazione: appena uscito dall’ugello il getto si apre pertanto con
una forma conica a causa della forza centrifuga che agisce sulle
gocce. Le goccioline che fuoriescono ad alta velocità dall’ugello
mostrano diametri uniformi con una stretta distribuzione.
Il diametro delle gocce dipende fortemente dalla pressione del liquido. L'aumento della pressione
porta a gocce più piccole e una distribuzione delle gocce più stretta.
Scelta del materiale appropriato dell'ugello impedisce che il foro dell’ugello diventi più grande per
abrasione nel caso in cui il liquido contiene particelle abrasive.
Tale ugello deve essere utilizzato principalmente per atomizzare soluzioni, emulsioni, dispersioni o
sospensione con particelle di piccole dimensioni primarie. Il consumo di energia è marcatamente
inferiore a quello degli atomizzatori con ugello a due fluidi o a disco.
ESSICCATORI
Essiccatori a spruzzo
GLI ATOMIZZATORI
- Atomizzatori pneumatici - Ugello a doppio fluido
Con questo tipo di ugello, il liquido non ha
bisogno di pressione per l’atomizzazione. Si
hanno due ugelli concentrici. In quello esterno
fluisce aria o altro gas compresso ad alta
velocità che causa la rottura in piccole gocce del
liquido che fuoriesce dall’ugello centrale. Non si
richiedono piccoli diametri dell’ugello. L'ugello
è adatto per liquidi ad alta viscosità e/o
contenenti particelle primarie di dimensioni
grandi. Anche liquidi abrasivi possono essere
atomizzati con questo tipo, poiché la velocità
del liquido contro le pareti dell’ugello è piccola.
La dimensione delle gocce dipende dai seguenti parametri: la viscosità, tensione superficiale e densità del
liquido, la pressione del gas di atomizzazione, il rapporto in massa MR tra il flusso di gas di atomizzazione e
il flusso del liquido, la dimensione dell'ugello.
Aumentando la viscosità, tensione superficiale o densità aumenta la dimensione delle gocce, aumentando la
pressione del gas e il rapporto MR si producono gocce più piccole. Poiché il flusso in massa del gas
attraverso l'ugello dipende dalla pressione di atomizzazione, intervenire su questa pressione è un metodo
molto semplice per influenzare la dimensione delle gocce.
ESSICCATORI
Essiccatori a spruzzo
GLI ATOMIZZATORI
- Atomizzatori a disco rotante
L’atomizzazione è realizzata mediante un disco che ruota ad elevata
velocità (5000 – 30000 rpm). Il liquido è fatto fluire su tale disco e
viene nebulizzato dalla forza centrifuga esercitata dal disco stesso.
Possono essere usati anche per liquidi molto concentrati , molto
viscosi. Oltre le proprietà del liduido (viscosità, tensione
superficiale), la velocità di rotazione e le dimensioni del disco
influenzano le dimensioni delle gocce.
ESSICCATORI
Vantaggi degli essiccatori a spray
•
Le gocce sono piccole elevate superfici per il trasferimento di calore
evaporazione rapida. Il tempo di essiccamento è dell’ordine di frazioni di secondi e il
tempo totale di permanenza nell’essiccatore va da 5 a 30 s.
•
Poichè l’evaporazione è molto rapida, le goccioline non raggiungono alte
temperature, la maggior parte del calore è usato come calore latente di
vaporizzazione.
•
Produzione di particelle di forma sferica con diametro uniforme e controllabile (alta
densità apparente) utilizzabili ad es, per la produzione di compresse.
•
Possibilità di operare in continuo.
•
Il costo del lavoro è basso, il processo permette di ottenere una polvere secca da una
soluzione diluita in un'unica operazione e senza manipolazione.
•
È possibile operare asetticamente usando aria filtrata riscaldata per essiccare
prodotti come idrolizzato di siero.
•
Alcuni essiccatori spray operano a circuito chiuso con gas inerte per ridurre
l'ossidazione del prodotto. Solventi volatili possono essere recuperati da tali sistemi.
ESSICCATORI
Svantaggi degli essiccatori a spray
•
•
Si richiedono alimentazioni liquide o sospensioni;
L‘equipaggiamento è molto costoso (accessori, ventilatori, riscaldatori).
USI
• Essiccazione di sostanze in soluzione o in forma di sospensione.
• Essiccazione di materiali termolabili es antibiotici.
• Adatto per grandi quantità di soluzione.
• Adatto per sostanze sia solubili sia insolubili, esempio acido citrico, gelatina, amido.
• Può produrre particelle sferiche nell'intervallo di dimensioni respiratorie, es polveri
secche per inalazioni.
• Essiccazione del latte, saponi e detergenti, composti farmacologicamente correlati.
ESSICCATORI
Si riportano in tabella i principali vantaggi e svantaggi dei tipici essiccatori utilizzati in ambito
farmaceutico (da “Chemical Engineering in the Pharmaceutical Industry- R&D to Manufacturing”
edited by David J. Am Ende, John Wiley & Sons, Inc. 2011).