Wind Telecomunicazioni S.p.A.
Seminario
Elementi introduttivi ai PLC
Programmable Logic Controller
Presentazione
• Introduzione
• Hardware
• Logica
L i Programmata
P
t
• Software di programmazione
p g
• Esempi Industriali
Introduzione
Tipologie di Processi da Controllare in Ambito Industriale
Monitoraggio. Algoritmi di supervisione, capaci di individuare
condizioni
di i i di funzionamento
f i
t anomalo,
l di memorizzare
i
edd
analizzare la storia del processo.
Sequenziamento. Passi di lavorazione sequenziali e ciclici
Introduzione
Tipologie di Processi da Controllare in Ambito Industriale
Controllo a Ciclo Chiuso.
Riferimento
Strategia di
controllo
Attuatori
Sensori
Processo
Introduzione
Sistema Automatizzato
disturbi
PROCESSO FISICO
materiali
energia
materiali
sensori
informazioni
informazioni
attuatori
energia
informazioni
SISTEMA DI CONTROLLO
informazioni
Introduzione
Sistema Automatizzato
disturbi
PROCESSO FISICO
materiali
energia
materiali
sensori
informazioni
informazioni
attuatori
energia
informazioni
Sistema di controllo
informazioni
Introduzione
Sistema Automatizzato
disturbi
PROCESSO FISICO
materiali
energia
materiali
sensori
informazioni
attuatori
energia
informazioni
ricezione
produzione
Il processo fisico è un insieme di
operazioni che agiscono su entità
appartenenti
pp
al
mondo
fisico
cambiandone alcune caratteristiche
Introduzione
Sistema Automatizzato
disturbi
PROCESSO FISICO
materiali
energia
materiali
sensori
informazioni
informazioni
attuatori
energia
informazioni
SISTEMA DI CONTROLLO
informazioni
Introduzione
Sistema Automatizzato
ricezione
Il sistema di controllo riceve informazioni
sullo stato del p
processo tramite i sensori,,
le elabora secondo algoritmi specificati,
invia agli attuatori informazioni circa le
azioni da mettere in atto
informazioni
informazioni
produzione
informazioni
SISTEMA DI CONTROLLO
informazioni
Introduzione
Tipologie di Processi da Controllare in Ambito Industriale
Dispositivi di Controllo Classici
Monitoraggio: utilizzo di display, di segnalatori di allarme e logica digitale
Sequenziamento: utilizzo di sistemi basati su relay, insieme a logica digitale, timers,
contatori
Controllo
C
t ll a Ciclo
Ci l Chiuso:
Chi
sistemi
i
i di controllori
ll i (PID) basati
b
i su amplificatori
lifi
i DC o
su sistemi pneumatici (ambiente esplosivi)
Introduzione
Tipologie di Processi da Controllare in Ambito Industriale
Dispositivi di Controllo Basati su Elaboratori
1.
Vantaggio dell'uso di Elaboratori
1.a
2.
Flessibilità, Riusabilità, Costo
Limiti dell'uso di computer tradizionali (PC)
2.a
2.b
2.c
2.d
…….
Schedulazione real-time (esigenze temporali dell'ordine del ms)
Ambiente industriale ostile all’uomo: range di temperatura molto ampio,
sporcizia, polvere ( 1)
Presenza di forti campi elettromagnetici, disturbi elettrici ( 1)
Alimentazione soggetta
gg
a forti variazioni di tensione o
corrente ( 1 )
Nota
(1): Limiti superati dai PC industriali, più avanti si introdurranno i P.LC.
Introduzione
Tipologie di Processi da Controllare in Ambito Industriale
Dispositivi di Controllo Basati su Elaboratori
2
2.
Li iti dell'uso
Limiti
d ll'
di computer
t tradizionali
t di i
li (PC)
2.e
2.f
2.g
2.h
2.i
Flusso informativo I/O: Tipologia (A/D), Quantità, Livelli di
tensione particolari (24 DC-digitale, 0-10 V, 4-20 mA analogico)
Schedulazione real-time (esigenze temporali dell'ordine del ms)
Necessità di ripristinare lo stato corrente immediatamente alla
riaccensione dopo la mancanza di alimentazione (problemi relativi a
Sistema operativo, stato dei registri e variabili)
Linguaggi di programmazione molto lontani dai sistemi basati su relay
Monitoring on-line
Calcolo non orientato al bit
Nota
(1): Limiti superati dai PC industriali, più avanti si introdurranno i P.LC.
Introduzione
Tipologie di Processi da Controllare in Ambito Industriale
Dispositivi di Controllo Basati su Elaboratori
3
3.
V t
Vantaggio
i dell'uso
d ll'
di PLC
3.1
Possiede tutte le caratteristiche precedenti !!!
Di seguito entreremo nel dettaglio di una famiglia di
P.L.C.: Siemens S7 xxx
P.L.C.
Definizione non rigorosa di P.L.C.
Un controllore a logica programmabile, più familiarmente P.L.C., è un computer molto
semplice che realizza funzioni di controllo di vari livelli di complessità.
P.L.C.
Definizione Standard IEC6113-1 di P.L.C.
La norma CEI 65-23, corrispondente alla norma EN 61131-1 ed alla pubblicazione IEC
1131-1, all’art. 2.50 definisce PLC nel seguente modo:
“ Sistema elettronico a funzionamento digitale, destinato all’uso in ambito industriale, che
utilizza una memoria programmabile per l’archiviazione interna di istruzioni orientate
p
di ffunzioni specifiche,
p f
, come qquelle logiche,
g
, di
all’utilizzatore pper l’implementazione
sequenziamento, di temporizzazione, di conteggio e di calcolo aritmetico per controllare,
mediante ingressi ed uscite sia anologiche che digitali, vari tipi di macchine e processi.
Sia il controllore programmabile che le periferiche associate sono stati progettati in
modo da poter essere facilmente integrati in un sistema di controllo industriale ed
utilizzati in tutte le funzioni previste ”
P.L.C.
Evoluzione dei P.L.C.
I P.L.C. fecero la loro comparsa verso la fine degli anni ’60 nelle industrie
automobilistiche. Una loro pecca iniziale fu quella della cablatura e delle revisioni
dei quadri elettrici, molto onerosi in termini di tempo e costi. Negli anni ’70, la
procedura di programmazione mediante tastiera sostituì l’operazione di cablaggio,
così i nuovi PLC riducevano i tempi di fermo ad una manciata di settimane !
P.L.C. della
ALLEN BRADLEY
P.L.C.
Evoluzione dei P.L.C.
Negli
anni ’70-’80, venne ulteriormente semplificata la
programmazione, anche grazie all’introduzione dei chip da
parte di Motorola (4040)-(8088), su architettura Intel la
diffussione dei sistemi PLC incrementò esponenzialmente.
esponenzialmente
Questo grazie a industrie elettriche come SIEMENS,
OMRON, ALLEN BRADLEY, ed elettroniche come la
MOTOROLA.
1985 PLC OMRON
per controllo di una pressa
Montedison
Costo 135.000.000 Lire
P.L.C.
Oggi i P.L.C.
Oggi i sistemi PLC, godono di “ottima
ottima salute
salute”,, il mercato è in
continua crescita si stima un giro d’affari di oltre 1500
miliardi di Euro. Il settore industriale è in affannosa
ricerca di personale altamente qualificato!
2007 PLC SIMENS
per controllo intera filiera
produttiva
Montedison
Costo 42.000 Euro
P.L.C.
Oggi i P.L.C.
La modularità
P.L.C.
Oggi i P.L.C.
La cablatura
P.L.C.
Vantaggi dei P.L.C.
Flessibilità
In passato, ciascuna macchina produttiva automatica richiedeva il suo
sistema di controllo fatto di componenti
p
elettromeccanici p
progettati
g
per
p
quel tipo di macchina. Avere 10 macchine significava avere 10 differenti
tipi di quadri di controllo!
Oggi è possibile trovare lo stesso modelli PLC per l’automazione di
ciascuna delle 10 macchine e, sostanzialmente, lo stesso tipo di
quadro elettrico. Cosa importante, ognuna delle 10 macchine
controllate dal PLC, avrà il suo programma di automazione distinto
dalle altre.
P.L.C.
Vantaggi dei P.L.C.
Facile gestione dei cambiamenti e correzione degli errori
Con un quadro elettrico a relè,
relè ciscun tipo di variazione o modifica del
ciclo di lavoro comporta un nuovo cablaggio di tutto il circuito
Quando viene effettuata una modifica ad un PLC, il programma
viene modificato attraverso una tastiera in pochi minuti, in quanto
nessun nuovo cablaggio, in genere, è necessario. In presenza di
errori nel programma, la correzione viene effettuata in tempi brevi.
P.L.C.
Vantaggi dei P.L.C.
Grande numero di contatti
Un PLC ha un grande numero di contatti per ciscun “relè”, disponibile
nel suo programma. Se un relè in un quadro elettrico ha quattro contatti
tuttii utilizzati,
ili
i quando
d è necessaria
i una modifica
difi che
h comporta l’utilizzo
l’ ili
di altri tre contatti dello stesso relè è necessario installare un nuovo relè
in parallelo o un nuovo blocco di contatti…..perdita di tempo e costi
aggiuntivi!
Usando un PLC è sufficiente digitare semplicemente sulla tastiera la
richiesta di tre nuovi contatti e, in questo modo, i nuovi contatti
saranno immediatamente disponibili
P.L.C.
Vantaggi dei P.L.C.
Bassi costi
La tecnologia
g rende disponibili
p
un maggior
gg
numero di funzioni in
sistemi più piccoli e meno costosi
Oggi è possibile acquistare un PLC con numerosi relè, timer,
contatori ed altre funzioni anche a meno di 150 Euro
P.L.C.
Vantaggi dei P.L.C.
Prova di esecuzione
I sistemi cablati a relè p
possono essere p
provati solo sul p
posto,, ovvero in
modalità (stand-by)
Un circuito di controllo con PLC può essere provato e testato in
ufficio o in officina mediante un simulatore
Esempio di simulatore Siemens
P.L.C.
Vantaggi dei P.L.C.
Osservazione del funzionamento
Le operazioni eseguite da un PLC possono essere osservate su un
monitor durante l’esecuzione. Molti problemi possono essere risolti
semplicemente
p
osservando cosa avviene durante l’esecuzione.
Inoltre è possibile abbinare dei messaggi sullo schermo in relazione
ai malfunzionamenti riscontrati nel sistema controllato (ad esempio:
il motore N°23 si è fermato per sovraccarico, la torre di condensa
N°3 ha superato la temperatura max. di esercizio).
Pannello di controllo sinottico Siemens
P.L.C.
Vantaggi dei P.L.C.
Esempio di Monitor Controll su temperature di esercizio motori su filiera di pressofusione
P.L.C.
Vantaggi dei P.L.C.
Velocità nelle operazioni
I relè possono richiedere un tempo inaccettabile per attuare una certa
operazione
La velocità di operazione
p
di un PLC è elevata. Tale velocità nel PLC
è determinata dal tempo di scansione (in genere misurato in
millisecondi)
P.L.C.
Vantaggi dei P.L.C.
Programmazione grafica
Il PLC può essere programmato nel linguaggio LADDER (a
contatti) da un elettricista o da un tecnico.
Semplicità nell’ approvvigionamento
Nello sviluppare un quadro elettrico potreste avere 30 tipi differenti di
relè e di timer acquistati , ad esempio, da 15 differenti fornitori.
Ottenere le parti in tempo significa avere diverse date di consegna e
disponibilità!
Con un PLC voi avete un solo prodotto ed una sola data di consegna
precisa !! Con un PLC,, uno o p
p
più relè sono sempre
p disponibili
p
e non
vi sono i vincoli dovuti al limitato numero di contatti disponibili.
P.L.C.
Vantaggi dei P.L.C.
Documentazione
È sempre disponibile ottenere in pochi minuti una stampa del
programma di automazione memorizzato nel PLC.
Facilità di riprogrammazione
Il PLC può essere riprogrammato velocemente,
velocemente adeguandolo alle
necessità della produzione.
P.L.C.
Svantaggi dei P.L.C.
In alcuni casi le automazioni realizzate con la logica cablata tradizionale, con
caratteristiche ben definite difficilmente modificabili, evidenziano alcuni
svantaggi nella loro sostituzione. Gli svantaggi nell’impiego di un
controlllore programmabile possono essere riassunti nei seguenti punti.
Nuove tecnologie
Inizialmente, come tutte le tecnologie informatiche,
Inizialmente
informatiche è difficile convertire
alcuni modi di pensare personali basati e consolidati sul cablaggio e sui relè
Considerazioni ambientali
Alcune condizioni ambientali di p
processo,, come l’alta temperatura,
p
, le
vibrazioni, interferiscono con i dispositivi elettronici nei PLC e ne lmitano
l’uso. Un PLC è più sensibilie ai disturbi elettromagnetici
P.L.C.
Svantaggi dei P.L.C.
Applicazioni fisse
Alcune applicazioni hanno un’unica funzione. Non è conveniente usare le
molteplici capacità di programmazione dei PLC se queste non sono
necessarie
Un PLC è molto più efficiente
quando vengono effettuati periodici
cambiamenti!!!
P.L.C.
Confronto tra logica elettromeccanica e PLC
Tipo
ELETTROMECCANICO
P. L.C.
Elevata
Ridotta
Possibilità di modifiche
Solo con modifiche del
cablaggio
Agevole,modificando il
programma
Possibilità di operazioni
matematiche
Nessuna
Si
Disponibilità di contatori
e temporizzatori
t
i t i
Possibile mediante aggiunte
gg
Si
Affidabilità
Buona
Buona con esclusione
degli arresti di emergenza
Compatibilità
C
tibilità
elettromagnetica
Buona
Abbastanza Buona
Resistenza alle corrosioni
ambientali
Buona tranne che in ambienti
polverosi o corrosivi
Buona, tranne che in
ambienti corrosivi
Usura
Si manifesta solo dopo alcune
decine di milioni di manovre
Nulla (tranne le uscite a relè)
Caratteristiche
Caratteristiche
Entità del cablaggio
P.L.C.
Affidabilità e sicurezza nei sistemi a logica programmata
La Norma EN 60204-1 all’art. 9.2.5.4, prescrivono che i comandi di arresto di emergenza
siano realizzati esclusivamente con i dispositivi elettromeccanici cablati e mediante contatti di
interruzione: lo stesso dicasi nel caso di finecorsa il cui funzionamento sia particolarmente
i
importante
aii fini
fi i della
d ll sicurezza.
i
I comandi di marcia e di arresto normali possono essere effettuati tramite PLC; è
comunque preferibile che i comandi di arresto siano effettuati in logica positiva, e cioè
l’arresto avvenga interrompendo il collegamento o togliendo tensione, in modo che
un’eventuale interruzione del collegamento stesso, od un contatto verso massa, abbiamo
come effetto ll’arresto
arresto del funzionamento.
P.L.C.
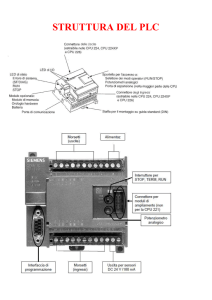
Hardware, componenti di un P.L.C.
Un sistema PLC essenzialmente si compone
p
di:
Unità Centrale di Processo CPU
Moduli di Input/Output (I/O)
Personal Computer
Programmatore
Unità di Storage
P.L.C.
Hardware, componenti di un P.L.C.
input
Fibra ottica - Cavo Twisted - Cavo coassiale
Espansioni remote
Verso gli input
CPU
P.C.
i t
input
Verso i sensori
O t t
Output
Programmatore
Verso i relè, motori
Moduli di I/O
Stampante
Memoria
di massa
output
Verso gli output
P.L.C.
Central Processing Unit
PLC ABB Mod. 581
La CPU è il cuore del PLC. Nella memoria della CPU viene memorizzato il
programma per realizzare tutte le funzioni richieste per l’automazione di un
processo
Ad alcune CPU possono essere aggiunte, successivamente alla messa in
servizio, delle memorie addizionali. Le CPU contengono delle batterie al litio
Per operare nell’ambito dell’automazione di fabbrica,
fabbrica bisogna saper valutare
le necessità presenti e future in modo tale da scegliere la più opportuna taglia
di memoria del sistema
Tutte
T
tte le CPU hanno degli switch,
s itch alcuni
alc ni delle quali
q ali richiedono una
na chiave
chia e per
impedire alla persone non autorizzate l’interruzione o l’avvio di un processo
P.L.C.
Central Processing Unit
PLC ABB Mod. 581
Può essere impedita la modifica degli switch anche attraverso la modifica del
programma operativo. Tipici switch sono i seguenti:
Off
Il sistema non può essere avviato o programmato
Run Al sistema è permesso di lavorare, ma non si possono eseguire
modifiche al programma
Program Il sistema non può lavorare, ma può essere programmato o
modificato
Run/Program Il programma può lavorare e si possono fare modifiche al
programma in esecuzione …. Attenzione!!!
P.L.C.
Programmatore
Generalmente i dispositivi di programmazione si dividono in due famiglie:
quelli con lo schermo grande e quelli con un piccolo visualizzatore
Siemens Simantic Panel Mod. 93ew
Siemens SKPC Mod. D600
Dopo aver programmato la CPU, il programmatore può
essere scollegato dalla CPU
P.L.C.
Moduli di Input e Output
I moduli
d li di INPUT ricevono
i
i
segnali dei dispositivi in campo
quali i finecorsa, gli interruttori
di posizione i sensori
I moduli
d li di OUTPUT
provvedono ad abilitare i motori,
le valvole e gli altri attuatori di
campo
C.P.U.
BUS su guida
Terminali dei moduli
Input/Output
Trasformatori di corrente
Sistema P.L.C. Rack
P.L.C.
Moduli di Input e Output
Moduli discreti (digitali) e analogici
Gli input e gli output nei moduli digitali possono essere di tipo discreto,
ossia on oppure off.
off Sono disponibili anche moduli analogici che
lavorano con segnali variabili come, per esempio la temperatura, la
pressione.
Modulo per il controllo dei sensori
di temperatura ambientale, presenti
nelle sale POP di trasmissione
P.L.C.
Il μprocessore
CPU
E quella parte della CPU che riceve,
E’
riceve analizza,
analizza
elabora ed invia le informazioni necessarie per
eseguire il programma di controllo
MEMORIA FISSA
MEMORIA VOLATILE
FIRMWARE
CONTROLLORE
CLOCK
Flusso delle
informazioni in un
P.L.C.
CONTROLLO ERRORI
STATO INPUT
MODULI INPUT
ELABORAZIONE
PROGRAMMA
STATO OUTPUT
MODULI OUTPUT
SCAMBIO DATI
ALTRI P.L.C.
P.L.C.
Cicli di scansione
Un programma memorizzato nella memoria del PLC viene eseguita in modo ciclico, denominato
ciclo
i l di scansione.
i
D
Durante
un ciclo
i l di scansione
i
il PLC esegue queste azioni:
i i
Legge gli ingressi
Esegue il programma utente
Elabora le richieste di comunicazione
Effettua l’autodiagnosi
l autodiagnosi
Scrive i valori nelle uscite
Un ciclo di scansione
Tempo di esecuzione (ms)
P.L.C.
Modularità
P.L.C.
Modularità
P.L.C.
Sistema di controllo cdz sala pop wind
P.L.C.
Cablaggio
P.L.C.
Programmazione dei P.L.C.
Lo Standard IEC 61131
•
La International Electrotechnical Commission IEC istituisce nel 1988
diverse Task Force per elaborare uno standard per i controllori
programmabili
•
Nel 1992 viene emesso il documento IEC 1131, diviso in cinque parti:
– Parte 1: Definizioni generali
– Parte 2: Hardware
– Parte 3: Linguaggi di programmazione
– Parte 4: Linee guida per l’utente
– Parte 5: Comunicazioni
•
Nel 1993 le prime tre parti diventano Standard Internazionali
(aggiungendo un 6 a 1131)
P.L.C.
Programmazione dei P.L.C.
Lo Standard IEC 61131
•
La parte terza dello Standard, IEC 61131-3, definisce:
– Elementi comuni per la configurazione delle applicazioni, la dichiarazione di
variabili, la strutturazione dei programmi.
– Quattro
Q tt linguaggi
li
i di programmazione,
i
d di tipo
due
ti grafico
fi e due
d di tipo
ti
testuali.
– Funzioni e blocchi funzionali standard, per definire un set minimo di
operazioni di conteggio, temporizzazione, elaborazioni matematiche,
conversioni di tipo ecc...
P.L.C.
Programmazione dei P.L.C.
Lo Standard IEC 61131
Linguaggi di programmazione
Sintassi Testuale
Sintassi Grafica
Instruction List LS
Function Block Diagram, FBD
Structured Text, ST
Ladder Diagram, LD
P.L.C.
Ladder Diagram
• Linguaggio grafico definito secondo lo stile del metodo di programmazione di
PLC maggiormente diffuso nel mondo: la logica ladder o linguaggio a contatti
• Formalismo di successo per motivi storici: significato istruzione ladder ,
funzionamento quadri elettromeccanici a bobine e relè.
• Rappresentazione
R
t i
grafica
fi di flusso
fl
virtuale
i t l di corrente
t tra
t due
d barre
b
di
potenziale:
– Passa corrente ) valore logico TRUE
– Non ppassa corrente ) valore logico
g FALSE
P.L.C.
Linguaggio Ladder: contatti
-| |-
Contatto normalmente aperto
La corrente scorre solamente se il valore della variabile booleana indicata da -| |è vero.
-|/||/| Contatto normalmente chiuso
La corrente scorre solamente se il valore della variabile booleana indicata da -|/|è falso.
-|P|- Contatto rilevatore di fronti di salita
La corrente scorre solamente se il valore della variabile booleana indicata da -|P|è passato
t da
d un valore
l
f l nella
falso
ll scansione
i
precedente
d t del
d l programma ad
d un valore
l
vero in quella attuale.
-|N|- Contatto rilevatore di fronte di discesa
La corrente scorre solamente se il valore della variabile booleana indicata da -|N|è passato da un valore vero nella scansione precedente del programma ad un valore
falso in quella attuale.
P.L.C.
Linguaggio Ladder: bobine I
-( )- Bobina
La variabile booleana -( )- assume valore vero (per la sola durata della scansione
corrente del programma), se l’espressione booleana a sinistra della bobina ha
valore vero
-(/)- Bobina negata
La variabile booleana -(/)- assume valore falso (per la sola durata della scansione
corrente del programma),
programma) se ll’espressione
espressione booleana a sinistra della bobina ha
valore vero.
-(S)- Bobina con ritenuta
La variabile booleana -(S)- assume valore vero (e lo mantiene fino ad un esplicito
reset), se l’espressione booleana a sinistra della bobina ha valore vero.
-(R)(R) Bobina
B bi con ritenuta
it
t negata
t
La variabile booleana -(R)- assume valore falso, se l’espressione booleana a
sinistra della bobina ha valore vero
P.L.C.
Linguaggio Ladder: bobine II
-(P)(P) Bobina
B bi per fronti
f ti di salita
lit
Se l’espressione booleana a sinistra della bobina passa da un valore falso nella
precedente scansione del programma ad un valore vero in quella attuale la variabile
booleana -(P)(P) assume valore vero (solo per la durata della scansione corrente).
corrente)
-(N)- Bobina per fronti di discesa
Se l’espressione booleana a sinistra della bobina passa da un valore vero nella
precedente scansione del programma ad un valore falso in quella attuale la
variabile booleana -(N)- assume valore vero (solo per la durata della scansione
corrente).
P.L.C.
Linguaggio Ladder: diagramma
Un diagramma a relè consiste di una barra verticale posta sul lato sinistro (chiamata “bus”) e di un
insieme di diramazioni orizzontali (chiamate ”righe circuitali”) che partono dalla linea verticale.
Sulle righe circuitali vengono posti i vari contatti che si collegano alla parte destra. La
combinazione logica di questi contatti determina quando e come le istruzioni poste a destra
devono essere eseguite.
P.L.C.
Ladder Diagram: esempio
P.L.C.
Linguaggio Ladder: diagramma
E' necessario ricordare che:
• ogni riga deve terminare con la bobina di un relè, di un temporizzatore/contatore
o con un blocco funzionale (istruzione speciale);
• a differenza degli schemi elettrici, nei diagrammi a relè non è sempre
necessario disegnare la barra destra;
• il numero dei contatti in serie o in parallelo utilizzabili su una riga circuitale è
spesso limitato.
li it t
P.L.C.
Linguaggio Ladder: diagramma
Trasformare funzioni di controllo espresse sotto forma di diagramma a relè nel linguaggio utilizzabile
dal PLC
• Gli indirizzi sono delle posizioni di memoria nelle quali si possono
registrare
g
istruzioni o dati.
• Le istruzioni servono per spiegare al PLC che cosa deve fare,
utilizzando i dati da cui sono seguite
P.L.C.
Linguaggio Ladder: operazioni logiche binarie
P.L.C.
Linguaggio Ladder: Esempio
P.L.C.
Linguaggio Ladder: Esempio
P.L.C.
Siemens Logo
P.L.C.
Siemens Logo
P.L.C.
Siemens Logo
P.L.C.
Siemens Logo
P.L.C.
Siemens Logo
Il SIMATIC® S7-300® è il controllore p
più venduto nell'ambito di Totally
y Integrated
g
Automation,,
il cui successo è attestato da molte applicazioni di referenza in tutto il mondo nei più svariati
settori industriali. Gli utenti dell'S7-300 traggono quindi vantaggio dall'esperienza e dal service
mondiale del leader di mercato nonché dalla qualità del SIMATIC.
Campi dd’impiego
impiego del Simatic S7-300
S7 300
Il SIMATIC S7-300 offre soluzioni per i più svariati compiti di automazione nei seguenti
settori:
· Tecnica manifatturiera
· Industria automobilistica
· Costruzione di macchine in genere
· Costruzione di macchine speciali
· Costruzione di macchine standard
· Lavorazione della plastica
p
· Industria del confezionamento
· Industria alimentare e dei generi voluttuari
· Tecnica di processo
La programmazione dell’S7-300 si effettua con il software di base STEP 7. È così possibile sfruttare
appieno, in modo facile e comodo, la potenza di questo PLC. Gli strumenti software comprendono le
funzioni necessarie per tutte le fasi di sviluppo di un progetto di automazione, dalla progettazione fino
alla messa in servizio, al test ed al service.
P.L.C.
Siemens Logo
SIMATIC Manager
Il SIMATIC Manager è il software che gestisce i dati appartenenti a un progetto di automazione,
indipendentemente dal sistema di destinazione per cui sono realizzati (S7/M7/C7). Le applicazioni
necessarie p
per la modifica dei dati p
prescelti vengono
g
avviate automaticamente dal SIMATIC
Manager.
P.L.C.
Siemens Logo
SIMATIC Manager
P.L.C.
Siemens Logo
SIMATIC Manager
Telaio con connettori
P.L.C.
Siemens Logo
SIMATIC Manager
Scelta della CPU
P.L.C.
Siemens Logo
SIMATIC Manager
Interfaccia Ladder
P.L.C.
Siemens Logo
SIMATIC Manager
Settaggio Moduli
P.L.C.
Siemens Logo
SIMATIC Manager
Simulazione passo passo
P.L.C.
Grazie per la cortese attenzione!