DuraBlue
Unità di fusione
per materiale hot melt
tipo DK25, DK25H, DK50, DK100
Manuale P/N 7119041G
− Italian −
Edizione 01/09
NORDSON ENGINEERING GMBH LÜNEBURG GERMANY
HinwNota
Questo documento riguarda i prodotti con i seguenti P/N:
8063430
8063436
8063442
8063431
8063437
8063443
8063432
8063438
8063444
8063433
8063439
8063434
8063440
8063435
8063441
Numero dell’articolo per l’ordinazione
P/N = Numero da indicare all’ordinazione per articoli Nordson
Nota
Pubblicazione della Nordson. Tutti i diritti riservati. Copyright 2005.
La riproduzione o la traduzione in un’altra lingua di questo documento in qualsiasi forma, intera o parziale
è vietata senza espressa autorizzazione scritta della Nordson.
La Nordson si riserva il diritto di effettuare modifiche senza espressa comunicazione.
© 2009 Tutti i diritti riservati.
Marchi registrati
AccuJet, AeroCharge, Apogee, AquaGuard, Asymtek, Automove, Autotech, Baitgun, Blue Box, CanWorks, Century, CF, Clean Coat, CleanSleeve,
CleanSpray, ColorMax, Control Coat, Coolwave, Cross-Cut, Cyclo-Kinetic, Dispensejet, DispenseMate, DuraBlue, Durafiber, Dura-Screen, Durasystem,
Easy Coat, Easymove Plus, Ecodry, Econo-Coat, e.dot, e.stylized, EFD, ETI, Excel 2000, Fillmaster, FlexiCoat, Flexi-Spray, Flex-O-Coat, Flow Sentry,
Fluidmove, FoamMelt, FoamMix, HDLV, Heli-flow, Helix, Horizon, Hot Shot, iControl, iFlow, Isocoil, Isocore, Iso-Flo, iTRAX, JR, KB30, Kinetix,
Little Squirt, LogiComm, Magnastatic, March, MEG, Meltex, Microcoat, Micromark, MicroSet, Millenium, Mini Squirt, Moist-Cure, Mountaingate,
MultiScan, Nordson, OmniScan, OptiMix, Package of Values, PatternView, PermaFlo, Plasmod, PluraFoam, Porous Coat, PowderGrid,
Powderware, Prism, Printplus, ProBlue, Prodigy, Pro-Flo, ProLink, Pro-Meter, Pro-Stream, RBX, Rhino, Saturn, Scoreguard, SC5, S. design stylized,
Seal Sentry, Select Charge, Select Coat, Select Cure, Slautterback, Smart-Coat, Solder Plus, Spectrum, Speed-Coat, Spraymelt, Spray Squirt,
Super Squirt, SureBead, Sure Clean, Sure Coat, Sure-Max, Tela-Therm, Tracking Plus, TRAK, Trends, Tribomatic, Ultra, Ultrasaver, UniScan,
UpTime, Vantage, Veritec, VersaBlue, Versa-Coat, Versa-Screen, Versa-Spray, Walcom, Watermark, When you expect more. sono marchi registrati −
® − della Nordson Corporation.
Accubar, Advanced Plasma Systems, AeroDeck, AeroWash, AltaBlue, AquaCure, ATS, Auto-Flo, AutoScan, Best Choice, BetterBook, Blue Series,
CanNeck, Celero, Chameleon, Check Mate, ClassicBlue, Color-on-Demand, Controlled Fiberization, Control Weave, cScan, CPX, DispensLink,
Dry Cure, DuraBraid, DuraCoat, DuraDrum, DuraPail, E-Nordson, Easy Clean, EasyOn, Eclipse, Equi=Bead, ESP, Exchange Plus, FilEasy, Fill Sentry,
FluxPlus, Gluie, G-Net, G-Site, Ink-Dot, iON, Iso-Flex, iTrend, KVLP, Lacquer Cure, Lean Cell, Maverick, Maxima, MicroFin, MicroMax, Mikros,
MiniBlue, MiniEdge, Minimeter, Multifil, Myritex, OptiStroke, Origin, Partnership+Plus, PatternJet, PatternPro, PCI, Pinnacle, PluraMix, Powder Pilot,
Powercure, PreciseCoat, Primarc, Process Sentry, Pulse Spray, PurTech, Quad Cure, Ready Coat, Royal Blue, Select Series, Sensomatic,
Shaftshield, SheetAire, Smart, SolidBlue, Spectral, Spectronic, SpeedKing, Spray Works, Summit, Sure Brand, SureMix, SureSeal, Sure Wrap,
Swirl Coat, Tempus, ThruWave, Trade Plus, TrueBlue, Ultrasmart, Universal, ValveMate, Viper, Vista, VersaDrum, VersaPail, WebCure, 2 Rings (Design)
sono marchi di fabbrica − − della Nordson Corporation.
I termini ed i marchi di fabbrica contenuti in questa documentazione possono essere marchi, il cui uso da parte di terzi
per i propri scopi, può ledere i diritti del proprietario.
P/N 7119041G
D_K
2009 Nordson Corporation
Sommario
I
Sommario
Nordson International . . . . . . . . . . . . . . . . . . . . . . . . .
Europe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
O-1
O-1
Sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Simboli delle avvertenze . . . . . . . . . . . . . . . . . . . . . . . . . .
Responsabilità del proprietario dell’attrezzatura . . . . . .
1-1
1-1
1-2
Distributors in Eastern & Southern Europe . . . . . . . . . .
Outside Europe / Hors d’Europe / Fuera de Europa . . .
Africa / Middle East . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Asia / Australia / Latin America . . . . . . . . . . . . . . . . . . . .
Japan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
North America . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Informazioni sulla sicurezza . . . . . . . . . . . . . . . . . . . . . . .
Istruzioni, requisiti e norme . . . . . . . . . . . . . . . . . . . . . . . .
Qualifiche degli utilizzatori . . . . . . . . . . . . . . . . . . . . . . . . .
Consuetudini applicate dall’industria
in materia di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Uso previsto dell’attrezzatura . . . . . . . . . . . . . . . . . . . . . .
Istruzioni e avvertenze . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Manutenzione e riparazione . . . . . . . . . . . . . . . . . . . . . . .
Informazioni sulla sicurezza dell’attrezzatura . . . . . . . . .
Spegnimento attrezzatura . . . . . . . . . . . . . . . . . . . . . . . . .
Depressurizzazione del sistema . . . . . . . . . . . . . . . . .
Togliere l’alimentazione di tensione al sistema . . . . .
Disattivazione delle pistole . . . . . . . . . . . . . . . . . . . . . .
Avvertenza generali di sicurezza:
PERICOLO e ATTENZIONE . . . . . . . . . . . . . . . . . . . . . . .
Altre precauzioni di sicurezza . . . . . . . . . . . . . . . . . . . . . .
Pronto soccorso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2009 Nordson Corporation
D_K
O-1
O-2
O-2
O-2
O-2
O-2
1-2
1-2
1-3
1-4
1-4
1-4
1-5
1-5
1-6
1-7
1-7
1-7
1-7
1-8
1-9
1-12
1-12
P/N 7119041G
II
Sommario
Introduzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Impiego conforme alla destinazione . . . . . . . . . . . . . . . .
Campo d’impiego (con CEM) . . . . . . . . . . . . . . . . . . . . . .
Limitazione all’esercizio . . . . . . . . . . . . . . . . . . . . . . . . .
Impiego non conforme alla destinazione −Esempi− . . .
Pericoli residui . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Descrizione dell’unità di fusione . . . . . . . . . . . . . . . . . . .
Quadro comandi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Piastra valvola di sicurezza . . . . . . . . . . . . . . . . . . . . . . . .
Valvola di arresto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Valvola di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vasca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Prolungamento della vasca . . . . . . . . . . . . . . . . . . . . .
Valvola di regolazione pressione . . . . . . . . . . . . . . . . .
Flusso del materiale con due pompe . . . . . . . . . . . . . . .
Vano elettrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Modalità di funzionamento . . . . . . . . . . . . . . . . . . . . . . . .
Scansione automatica (modo normale) . . . . . . . . . . .
Standby . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Impostazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Guasto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Semaforo di segnalazione (accessorio) . . . . . . . . . . . . .
Targhetta di identificazione . . . . . . . . . . . . . . . . . . . . . . . .
P/N 7119041G
D_K
2-1
2-1
2-1
2-1
2-1
2-2
2-3
2-4
2-5
2-5
2-5
2-5
2-5
2-5
2-6
2-7
2-8
2-8
2-8
2-8
2-8
2-8
2-9
2009 Nordson Corporation
Sommario
Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Immagazzinare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Disimballare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sollevare (unità di fusione disimballata) . . . . . . . . . . . . .
Requisiti per l’installazione . . . . . . . . . . . . . . . . . . . . . . . .
Spazio necessario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Togliere i pannelli protettivi . . . . . . . . . . . . . . . . . . . . . . . .
Aspirare i vapori del materiale . . . . . . . . . . . . . . . . . . . . .
Esperienza del personale addetto all’installazione . . . .
Collegamenti elettrici . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Se si usano interruttori di sicurezza per
correnti di guasto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Posare i cavi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tensione di esercizio . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Circuiti esterni di segnale e controllo . . . . . . . . . . . . . . .
Collegamento a rete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Accessori . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Filtro sulla rete di alimentazione . . . . . . . . . . . . . . . . . . . .
Installare il kit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Semaforo di segnalazione . . . . . . . . . . . . . . . . . . . . . . . .
Installare il kit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installazione ingressi unità di fusione . . . . . . . . . . . . . . .
Impostazione di un ingresso . . . . . . . . . . . . . . . . . . . . . . .
Installazione uscite unità di fusione . . . . . . . . . . . . . . . . .
Impostazione di un’uscita . . . . . . . . . . . . . . . . . . . . . . . . .
Preparazione delle comunicazioni dell’unità di fusione
Installare il tubo riscaldato . . . . . . . . . . . . . . . . . . . . . . . . .
Elettricamente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Avvitare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Usare la seconda chiave fissa . . . . . . . . . . . . . . . . . . .
Svitare il tubo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Depressurizzare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Impostazione della velocità nominale . . . . . . . . . . . . . . .
Impostazione dell’unità di fusione . . . . . . . . . . . . . . . . . .
Impostazione veloce . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parametri operativi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Selezione di parametri operativi . . . . . . . . . . . . . . . . .
Lettura o modifica di parametri operativi . . . . . . . . . .
Temperatura predefinita della vasca,
dei tubi e delle pistole . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Salvataggio e ripristino impostazioni unità di fusione . .
Revisione modifiche parametri e
temperature predefinite . . . . . . . . . . . . . . . . . . . . . . . . . . .
Smontare l’unità di fusione . . . . . . . . . . . . . . . . . . . . . . . .
Smaltire l’unità di fusione . . . . . . . . . . . . . . . . . . . . . . . . . .
2009 Nordson Corporation
D_K
III
3-1
3-1
3-1
3-2
3-2
3-2
3-2
3-2
3-3
3-3
3-4
3-4
3-4
3-4
3-4
3-5
3-6
3-6
3-6
3-7
3-7
3-10
3-11
3-12
3-13
3-13
3-14
3-14
3-14
3-14
3-15
3-15
3-16
3-17
3-17
3-21
3-21
3-22
3-24
3-26
3-27
3-29
3-29
P/N 7119041G
IV
Sommario
Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Informazioni aggiuntive . . . . . . . . . . . . . . . . . . . . . . . . . . .
Primo avviamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Flussare il materiale di collaudo dall’unità . . . . . . . . . . .
Pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Riempire la vasca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Manualmente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Massimo livello . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Componenti riscaldati . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Avviamento dell’unità di fusione . . . . . . . . . . . . . . . . . . . .
Monitoraggio dell’unità di fusione . . . . . . . . . . . . . . . . . . .
Conferma che l’unità di fusione
sta funzionando correttamente . . . . . . . . . . . . . . . . . . . . .
Monitoraggio temperature componenti . . . . . . . . . . . . . .
Monitoraggio guasti unità di fusione . . . . . . . . . . . . . . . .
Monitoraggio dell’intervallo assistenza . . . . . . . . . . . . . .
Regolazione temperature dei componenti . . . . . . . . . . .
Temperature consigliate . . . . . . . . . . . . . . . . . . . . . . . . . .
Immettere password . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tasti funzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tasto riscaldatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tasti pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tasto impostazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tasto orologio settimanale . . . . . . . . . . . . . . . . . . . . . . . .
Tasto standby . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Spegnimento dell’unità di fusione . . . . . . . . . . . . . . . . . . .
Registro delle impostazioni . . . . . . . . . . . . . . . . . . . . . . . .
P/N 7119041G
D_K
4-1
4-1
4-2
4-2
4-2
4-3
4-3
4-4
4-4
4-5
4-8
4-8
4-9
4-11
4-17
4-18
4-18
4-23
4-24
4-24
4-25
4-25
4-26
4-27
4-28
4-29
2009 Nordson Corporation
Sommario
Manutenzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pericolo di ustioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Depressurizzare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Se si usano detergenti osservare quanto segue . . . . . .
Materiali ausiliari . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Manutenzione preventiva . . . . . . . . . . . . . . . . . . . . . . . . . .
Pulizia esterna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Controllo visivo di possibili danni esterni . . . . . . . . . . . .
Cambiare il tipo di materiale . . . . . . . . . . . . . . . . . . . . . . .
Flussare con detergente . . . . . . . . . . . . . . . . . . . . . . . . . .
Togliere i pannelli protettivi . . . . . . . . . . . . . . . . . . . . . . . .
Togliere l’isolamento termico . . . . . . . . . . . . . . . . . . . . . . .
Ventilatore e filtro dell’aria . . . . . . . . . . . . . . . . . . . . . . . . .
Pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1
5-1
5-1
5-2
5-2
5-3
5-4
5-4
5-4
5-5
5-5
5-5
5-6
5-7
Controllo della tenuta . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Serrare il premistoppa . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire la guarnizione dell’albero della pompa . . . . .
Stringere le viti di fissaggio . . . . . . . . . . . . . . . . . . . . . . . .
Motore / Ingranaggi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cambiare il lubrificante . . . . . . . . . . . . . . . . . . . . . . . . . . .
Selezione di lubrificanti . . . . . . . . . . . . . . . . . . . . . . . . . . .
Valvola di regolazione pressione . . . . . . . . . . . . . . . . . . .
Scomporre e pulire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cartuccia filtrante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire la cartuccia filtrante . . . . . . . . . . . . . . . . . . . . . .
Smontare la cartuccia filtrante . . . . . . . . . . . . . . . . . . .
Montare la cartuccia filtrante . . . . . . . . . . . . . . . . . . . .
Installare il kit di servizio . . . . . . . . . . . . . . . . . . . . . . . . . .
Vasca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scaricare materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pulire la vasca manualmente . . . . . . . . . . . . . . . . . . . . . .
Stringere le viti di fissaggio . . . . . . . . . . . . . . . . . . . . . . . .
Valvola di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Registro delle operazioni di manutenzione . . . . . . . . . . .
5-7
5-7
5-7
5-7
5-8
5-8
5-8
5-9
5-9
5-10
5-10
5-10
5-10
5-11
5-12
5-12
5-12
5-12
5-13
5-14
Diagnostica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Consigli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1
6-1
Semaforo di segnalazione . . . . . . . . . . . . . . . . . . . . . . . .
Tabelle di diagnostica . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Unità di fusione non funziona . . . . . . . . . . . . . . . . . . . . . .
Un canale (area riscaldata) non si riscalda . . . . . . . . . .
Quadro comandi non funziona . . . . . . . . . . . . . . . . . . . . .
Niente materiale (il motore non gira) . . . . . . . . . . . . . . . .
Niente materiale (il motore gira) . . . . . . . . . . . . . . . . . . . .
Troppo poco materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pressione del materiale troppo alta . . . . . . . . . . . . . . . . .
Pressione del materiale troppo bassa . . . . . . . . . . . . . . .
Depositi di materiale nella vasca . . . . . . . . . . . . . . . . . . .
Materiale si indurisce nella vasca . . . . . . . . . . . . . . . . . .
Varie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
LED del convertitore di frequenza . . . . . . . . . . . . . . . . . .
2009 Nordson Corporation
V
D_K
6-1
6-2
6-2
6-2
6-2
6-3
6-4
6-4
6-5
6-5
6-5
6-6
6-6
6-7
P/N 7119041G
VI
Sommario
Riparazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pericolo di ustioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Prima di eseguire riparazioni osservare quanto segue
Depressurizzare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituzione del convertitore di frequenza . . . . . . . . . . .
Sostituire il modulo I/O standard del
convertitore di frequenza . . . . . . . . . . . . . . . . . . . . . . . . . .
Pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire la pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Valvola di arresto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Svitare la pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Avvitare la pompa . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Indicazioni importanti per il giunto . . . . . . . . . . . . . . . .
Sostituire la guarnizione Variseal . . . . . . . . . . . . . . . . . . .
Utilizzare l’utensile di montaggio . . . . . . . . . . . . . . . . . . .
Sostituire il motore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire la cartuccia filtrante . . . . . . . . . . . . . . . . . . . . . .
Sostituire la valvola di sicurezza . . . . . . . . . . . . . . . . . . . .
Vasca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire l’isolamento dei collegamenti
del riscaldamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire il sensore della temperatura . . . . . . . . . . . . . .
Installare il kit di servizio . . . . . . . . . . . . . . . . . . . . . . . . . .
Sostituire il termostato . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-9
7-10
7-10
7-11
Ricambi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Come usare la lista illustrata dei pezzi . . . . . . . . . . . . .
8-1
8-1
Dati tecnici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Dati generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Dati elettrici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Dati meccanici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-1
9-1
9-1
9-2
9-3
Istruzioni generali per l’utilizzo dei
materiali di applicazione . . . . . . . . . . . . . . . . . . . . . . .
Definizione del termine . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Informazioni del produttore . . . . . . . . . . . . . . . . . . . . . . . .
Responsabilità . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pericolo di ustioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vapori e gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Substrato . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Temperatura di lavorazione . . . . . . . . . . . . . . . . . . . . . . . .
A-1
A-1
A-1
A-1
A-2
A-2
A-2
A-2
Dispositivi di fissaggio . . . . . . . . . . . . . . . . . . . . . . . . . . .
Codice componente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Dimensioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
P/N 7119041G
7-1
7-1
7-1
7-1
7-2
D_K
7-2
7-3
7-3
7-3
7-3
7-4
7-5
7-6
7-6
7-7
7-8
7-8
7-8
8-1
8-1
9-4
2009 Nordson Corporation
Sommario
2009 Nordson Corporation
VII
Parametri operativi . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Standard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Configurare gli ingressi . . . . . . . . . . . . . . . . . . . . . . . . . . .
Configurare le uscite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Orologio settimanale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Selezione PID . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B-1
B-2
B-10
B-15
B-16
B-23
Glossario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C-1
D_K
P/N 7119041G
VIII
Sommario
P/N 7119041G
D_K
2009 Nordson Corporation
Introduction
O-1
Nordson International
http://www.nordson.com/Directory
Country
Phone
Fax
Austria
43-1-707 5521
43-1-707 5517
Belgium
31-13-511 8700
31-13-511 3995
Czech Republic
4205-4159 2411
4205-4124 4971
Denmark
Hot Melt
45-43-66 0123
45-43-64 1101
Finishing
45-43-200 300
45-43-430 359
Finland
358-9-530 8080
358-9-530 80850
France
33-1-6412 1400
33-1-6412 1401
Erkrath
49-211-92050
49-211-254 658
Lüneburg
49-4131-8940
49-4131-894 149
Nordson UV
49-211-9205528
49-211-9252148
EFD
49-6238 920972
49-6238 920973
Italy
39-02-904 691
39-02-9078 2485
Netherlands
31-13-511 8700
31-13-511 3995
47-23 03 6160
47-23 68 3636
Poland
48-22-836 4495
48-22-836 7042
Portugal
351-22-961 9400
351-22-961 9409
Russia
7-812-718 62 63
7-812-718 62 63
Slovak Republic
4205-4159 2411
4205-4124 4971
Spain
34-96-313 2090
34-96-313 2244
Sweden
46-40−680 1700
46-40-932 882
Switzerland
41-61-411 3838
41-61-411 3818
Hot Melt
44-1844-26 4500
44-1844-21 5358
Finishing
44-161-495 4200
44-161-428 6716
Nordson UV
44-1753-558 000
44-1753-558 100
49-211-92050
49-211-254 658
Europe
Germany
Norway
United
Kingdom
Hot Melt
Distributors in Eastern & Southern Europe
DED, Germany
2007 Nordson Corporation
All rights reserved
NI_EN_M-0307
O-2
Introduction
Outside Europe / Hors d’Europe / Fuera de Europa
For your nearest Nordson office outside Europe, contact the Nordson
offices below for detailed information.
Pour toutes informations sur représentations de Nordson dans votre
pays, veuillez contacter l’un de bureaux ci-dessous.
Para obtener la dirección de la oficina correspondiente, por favor
diríjase a unas de las oficinas principales que siguen abajo.
Contact Nordson
Phone
Fax
DED, Germany
49-211-92050
49-211-254 658
Pacific South Division,
USA
1-440-685-4797
−
Japan
81-3-5762 2700
81-3-5762 2701
Canada
1-905-475 6730
1-905-475 8821
Hot Melt
1-770-497 3400
1-770-497 3500
Finishing
1-880-433 9319
1-888-229 4580
Nordson UV
1-440-985 4592
1-440-985 4593
Africa / Middle East
Asia / Australia / Latin America
Japan
North America
USA
NI_EN_M−0307
2007 Nordson Corporation
All rights reserved
Sicurezza
1-1
Sezione 1
Sicurezza
Leggere questa sezione prima di usare l’attrezzatura. Questa sezione
contiene consigli e procedure per l’installazione, il funzionamento e la
manutenzione (qui di seguito definiti “uso”) in tutta sicurezza del prodotto
descritto in questo documento (qui di seguito indicato come “attrezzatura”).
Informazioni aggiuntive per la sicurezza, sotto forma di messaggi di allarme
ai fini della sicurezza per uno specifico intervento, compaiono quando è il
caso nel corso del documento.
PERICOLO: La mancata osservanza di queste avvertenze, consigli e
procedure di prevenzione rischi forniti in questo documento può comportare
lesioni fisiche, inclusa la morte, o danni alle attrezzature.
Simboli delle avvertenze
I seguenti simboli e avvertenze sono utilizzati nel corso del documento per
avvertire il lettore dei rischi per la sicurezza personale o per identificare le
situazioni che possono comportare danni alle attrezzature. Osservare le
informazioni che seguono ciascun simbolo di avvertenza.
PERICOLO: Indica una situazione di pericolo potenziale che, se non
evitata, può provocare lesioni fisiche serie inclusa la morte.
ATTENZIONE: Indica una situazione di pericolo potenziale che, se non
evitata, può provocare lesioni fisiche lievi o moderate.
ATTENZIONE: (Utilizzata senza il simbolo di avvertenza) Indica una
situazione di pericolo potenziale che, se non evitata, può comportare danni
alle attrezzature.
2002 Nordson Corporation
A1IT−01−[XX−SAFE]−10
1-2
Sicurezza
Responsabilità del proprietario dell’attrezzatura
I proprietari dell’attrezzatura sono responsabili della gestione delle
informazioni sulla sicurezza, devono assicurarsi che tutte le istruzioni e i
regolamenti relativi all’uso dell’attrezzatura siano rispettati e devono
indicare tutti gli utilizzatori potenziali.
Informazioni sulla sicurezza
Procurarsi le informazioni sulla sicurezza da ogni possibile fonte, inclusa
la politica sulla sicurezza del proprietario, le migliori consuetudini
dell’industria, le norme in vigore, le informazioni sui prodotti fornite dal
fornitore del materiale e il presente documento.
Rendere disponibile le informazioni sulla sicurezza agli operatori in base
alle norme in vigore. Contattare l’autorità che ha la giurisdizione su tali
informazioni.
Mantenere in buono stato le informazioni sulla sicurezza, incluse le
etichette di sicurezza applicate sull’attrezzatura.
Istruzioni, requisiti e norme
Assicurarsi che l’attrezzatura venga utilizzata in conformità con le
informazioni fornite in questo documento, le leggi e i regolamenti in
vigore e le migliori consuetudini dell’industria.
Se necessario, ottenere l’approvazione dallo studio tecnico o dal
responsabile sicurezza dello stabilimento o da altri uffici simili
appartenenti alla vostra organizzazione, prima di installare ed utilizzare
per la prima volta l’attrezzatura.
Mettere a disposizione attrezzature idonee di emergenza e di pronto
soccorso.
Eseguire controlli di sicurezza per verificare che siano seguite le
procedure richieste.
Aggiornare le procedure di sicurezza ogniqualvolta venga modificato il
processo o l’attrezzatura di produzione.
A1IT−01−[XX−SAFE]−10
2002 Nordson Corporation
Sicurezza
1-3
Qualifiche degli utilizzatori
I proprietari dell’attrezzatura sono tenuti ad assicurarsi che gli utilizzatori:
ricevano un addestramento adeguato sulla sicurezza in base alla
loro funzione come prescritto dalle norme in vigore e dalle migliori
consuetudini dell’industria.
abbiano familiarità con le politiche di sicurezza e con le procedure di
prevenzione infortuni fissate dal proprietario dell’attrezzatura
ricevano da un addetto qualificato l’addestramento specifico per la
loro funzione e l’attrezzatura da utilizzare
NOTA: Nordson può fornire l’addestramento per l’installazione, per
l’utilizzo e la manutenzione di una specifica attrezzatura. Mettersi in
contatto con il rappresentante Nordson per informazioni al riguardo.
possiedano le qualifiche specifiche per il proprio settore di lavoro ed
un livello di esperienza adeguato alla propria funzione.
siano fisicamente in grado di svolgere la loro funzione lavorativa e
non siano sotto l’influenza di sostanze che riducano le loro capacità
fisiche e mentali
2002 Nordson Corporation
A1IT−01−[XX−SAFE]−10
1-4
Sicurezza
Consuetudini applicate dall’industria in materia di
sicurezza
Le seguenti consuetudini si riferiscono all’utilizzo dell’attrezzatura nelle
modalità descritte in questo documento. Le informazioni qui fornite non
includono tutte le possibili consuetudini in materia di sicurezza, ma sono le
migliori possibili per un’attrezzatura che comporti un tale potenziale di
pericolo utilizzata in industrie similari.
Uso previsto dell’attrezzatura
Utilizzare l’attrezzatura solo per gli scopi descritti ed entro i limiti
specificati in questo documento.
Non modificare l’attrezzatura.
Non utilizzare materiali incompatibili o dispositivi ausiliari non omologati.
Contattare il rappresentante Nordson se avete domande sulla
compatibilità dei materiali o sull’uso di dispositivi ausiliari non standard.
Istruzioni e avvertenze
Leggere e seguire le istruzioni fornite in questo documento ed in altri
citati.
Familiarizzare con la posizione ed il significato delle etichette e targhette
di sicurezza applicate all’attrezzatura. Consultare Etichette e targhette
di sicurezza alla fine di questa sezione (se presente).
Se avete dubbi sull’uso dell’attrezzatura contattare il rappresentante
Nordson per assistenza.
A1IT−01−[XX−SAFE]−10
2002 Nordson Corporation
Sicurezza
1-5
Installazione
Installare l’attrezzatura in conformità alle istruzioni fornite nel presente
documento e nella documentazione fornita con i dispositivi ausiliari.
Assicurarsi che l’attrezzatura sia omologata per l’ambiente in cui verrà
usata e che le caratteristiche di lavorazione del materiale non creino
rischi ambientale. Consultare la Scheda di sicurezza sui materiali
(MSDS) relativa al materiale.
Se la configurazione di installazione necessaria non rispetta le istruzioni
di installazione contattare il rappresentante Nordson per assistenza.
Posizionare l’attrezzatura in modo da garantirne il funzionamento sicuro.
Osservare le distanze minime tra l’attrezzatura ed altri oggetti.
Installare un interruttore automatico con dispositivo di bloccaggio per
isolare dall’alimentazione l’attrezzatura e tutti i dispositivi ausiliari
alimentati separatamente.
Eseguire un’adeguata messa a terra dell’attrezzatura. Contattare l’ente
preposto per i requisiti specifici.
Assicurarsi che i fusibili installati siano del tipo e della potenza corretti.
Contattare l’ente competente per la determinazione dei requisiti
necessari per i permessi o le ispezioni sull’installazione.
Funzionamento
Familiarizzare con la posizione e il funzionamento di tutti i dispositivi e le
spie di sicurezza.
Verificare che l’attrezzatura, inclusi i dispositivi di sicurezza (protezioni,
dispositivi automatici, ecc.), siano in buone condizioni e che sussistano
le condizioni ambientali richieste.
Utilizzare l’equipaggiamento di protezione personale (PPE) specifico per
ciascun compito. Consultare Informazioni sulla sicurezza dell’attrezzatura o le istruzioni del produttore del materiale e le MSDS per i requisiti
sul PPE.
Non utilizzare attrezzature malfunzionanti o che mostrino segni di
malfunzionamento.
2002 Nordson Corporation
A1IT−01−[XX−SAFE]−10
1-6
Sicurezza
Manutenzione e riparazione
Eseguire interventi di manutenzione programmati agli intervalli descritti
in questo documento.
Scaricare la pressione idraulica e pneumatica del sistema prima di
intervenire sull’attrezzatura.
Scollegare l’attrezzatura e tutti i dispositivi ausiliari dalla fonte di
alimentazione prima di intervenire sull’attrezzatura.
Utilizzare esclusivamente pezzi di ricambio nuovi o revisionati e
autorizzati dal produttore.
Leggere e osservare le istruzioni del produttore e le MSDS fornite con i
detergenti per l’attrezzatura.
NOTA: Le MSDS per i detergenti venduti da Nordson possono essere
ordinate al sito www.nordson.com o al rappresentante Nordson.
Accertarsi del corretto funzionamento di tutti i dispositivi di sicurezza
prima di rimettere in funzione l’attrezzatura.
Smaltire i residui dei detergenti e dei materiali di lavorazione in base alle
norme vigenti. Consultare i relativi MSDS o contattare l’autorità
competente per avere informazioni al riguardo.
Mantenere pulite le etichette di sicurezza dell’attrezzatura. Sostituire le
etichette usurate o danneggiate.
A1IT−01−[XX−SAFE]−10
2002 Nordson Corporation
Sicurezza
1-7
Informazioni sulla sicurezza dell’attrezzatura
Queste informazioni sulla sicurezza dell’attrezzatura si riferiscono alle
seguenti attrezzature Nordson:
attrezzature di applicazione di adesivo a freddo e hot melt e relativi
accessori
controller cordoni, timer, sistemi di rilevamento e verifica e tutti gli
altri dispositivi opzionali di controllo
Spegnimento attrezzatura
Per lo svolgimento in sicurezza di tutte le procedure descritte in questo
documento, l’attrezzatura deve innanzitutto essere spenta. Il livello di
spegnimento richiesto varia dal tipo dell’attrezzatura utilizzata e dal
completamento della procedura. Se necessario, le istruzioni per lo
spegnimento sono specificate all’inizio della procedura. I livelli di
spegnimento sono:
Depressurizzazione del sistema
Depressurizzare completamente il sistema prima di interrompere qualsiasi
collegamento o tenuta idraulici. Consultare il manuale specifico dell’unità di
fusione per istruzioni su come depressurizzare il sistema idraulico.
Togliere l’alimentazione di tensione al sistema
Isolare il sistema (unità di fusione, tubi, pistole e dispositivi opzionali) da
tutte le fonti di alimentazione prima di accedere a qualsiasi cavo ad alta
tensione o punto di collegamento non protetti.
1. Spegnere l’attrezzatura e tutti i dispositivi ausiliari collegati
all’attrezzatura (sistema).
2. Per impedire che l’attrezzatura venga involontariamente alimentata,
bloccare e contrassegnare l’interruttore(i) che fornisce l’alimentazione
elettrica all’attrezzatura ed ai dispositivi opzionali.
NOTA: Le normative in vigore e quelle industriali fissano i requisiti
specifici per l’isolamento delle fonti di energia pericolose. Consultare le
normative appropriate.
2002 Nordson Corporation
A1IT−01−[XX−SAFE]−10
1-8
Sicurezza
Disattivazione delle pistole
Tutti i dispositivi meccanici o elettrici che forniscono un segnale di
attivazione alle pistole, alle elettrovalvole delle pistole o alla pompa
dell’unità di fusione devono essere disattivati prima di intervenire sulla
pistola collegata a un sistema di pressurizzazione.
1. Spegnere o scollegare il dispositivo di attivazione della pistola (controller
cordone, timer, PLC, ecc.).
2. Scollegare il cavo del segnale di entrata dall’elettrovalvola(e) della
pistola.
3. Ridurre a zero la pressione dell’aria erogata all’elettrovalvola(e) della
pistola; poi scaricare la pressione residua tra il regolatore e la pistola.
A1IT−01−[XX−SAFE]−10
2002 Nordson Corporation
Sicurezza
1-9
Avvertenza generali di sicurezza: PERICOLO e ATTENZIONE
La tabella 1-1 contiene le avvertenze generali di sicurezza relative
all’attrezzatura di applicazione adesivo a freddo e hot melt Nordson.
Consultare la tabella e leggere attentamente tutte le avvertenze relative al
tipo di attrezzatura descritto in questo manuale.
I tipi di attrezzatura indicati nella tabella 1-1 sono i seguenti:
HM = Hot melt (unità di fusione, tubi, pistole, ecc.)
PC = Process control = Controllo processo
CA = Cold adhesive = Adesivo a freddo (pompe erogatrici, container
pressurizzato e pistole)
Tab. 1-1 Avvertenza generali di sicurezza
Tipo di
attrezzatura
Pericolo o Attenzione
HM
PERICOLO: Vapori pericolosi! Prima di lavorare hot melt in
poliuretano reattivo (PUR) o materiale a base di solvente con un’unità
di fusione compatibile Nordson, leggere e osservare le MSDS del
materiale. Assicurarsi che la temperatura di lavorazione del materiale
e i punti di infiammabilità non vengano superati e che vengano
rispettati tutti i requisiti per una manipolazione in sicurezza, per la
ventilazione, per il pronto soccorso e per l’equipaggiamento di
protezione personale. La mancata osservanza dei requisiti delle
MSDS può comportare lesioni fisiche inclusa la morte.
HM
PERICOLO: Materiale reattivo! Non pulire mai i componenti in
alluminio o lavare l’attrezzatura Nordson con liquidi a base di
idrocarburi idrogenati. Le unità di fusione e le pistole Nordson
contengono componenti in alluminio che possono reagire violentemente agli idrocarburi idrogenati. L’uso di composti a base di
idrocarburi idrogenati nelle attrezzature Nordson può causare lesioni
fisiche inclusa la morte.
HM, CA
HM
PERICOLO: Sistema pressurizzato! Depressurizzare il sistema prima
di interrompere qualsiasi collegamento o tenuta idraulici. La mancata
depressurizzazione idraulica del sistema può causare la fuoriuscita
incontrollata di materiale hot melt o di adesivo freddo con possibili
lesioni fisiche.
PERICOLO: Materiale fuso! Quando si opera su apparecchi
contenenti materiale hot melt fuso proteggere il viso e gli occhi,
indossare indumenti e guanti che proteggano dal calore. Anche se
solidificato, il materiale hot melt può causare ustioni. L’assenza di
una protezione adeguata può esser causa di lesioni fisiche.
Continua...
2002 Nordson Corporation
A1IT−01−[XX−SAFE]−10
1-10 Sicurezza
Avvertenze generali di sicurezza: PERICOLO e ATTENZIONE (segue)
Tabella 1-1 Avvertenze generali di sicurezza (segue)
Tipo di
attrezzatura
Pericolo o Attenzione
HM, PC
PERICOLO: L’attrezzatura si avvia automaticamente! Dispositivi di
azionamento remoto vengono impiegati per comandare automaticamente le pistole hot melt. Prima di intervenire su una pistola in
funzione, disabilitare il dispositivo di azionamento pistola e staccare
l’alimentazione aria all’elettrovalvola(e) della pistola. La mancata
disabilitazione del dispositivo di azionamento della pistola e il
mancato scollegamento della fornitura di aria all’elettrovalvola(e) può
causare lesioni fisiche.
HM, CA, PC
PERICOLO: Rischio di fulminazione! Anche se è spenta o isolata
elettricamente dall’interruttore, l’attrezzatura può comunque essere
collegata a dispositivi ausiliari in tensione. Scollegare e isolare
elettricamente tutti i dispositivi ausiliari dalla fonte di alimentazione
prima di intervenire sull’attrezzatura. Il mancato isolamento delle
attrezzature ausiliare prima di eventuali interventi sull’attrezzatura può
comportare lesioni fisiche inclusa la morte.
HM, CA, PC
PERICOLO: Rischio di esplosione o di incendio! L’attrezzatura per
adesivi Nordson non è classificata per l’uso in ambienti in cui possono
verificarsi esplosioni e non va usata con adesivi a base di solventi che
possono creare un’atmosfera esplosiva durante la lavorazione.
Consultare le MSDS dell’adesivo per determinarne caratteristiche e
limiti di lavorazione. L’uso di adesivi a base di solvente incompatibili o
la lavorazione impropria di adesivi a base di solvente può causare
lesioni fisiche inclusa la morte.
HM, CA, PC
PERICOLO: Solo a personale addestrato ed esperto deve essere
consentito di operare sull’apparecchiatura. L’impiego di personale
non addestrato o inesperto per far funzionare intervenire sull’apparecchiatura può causare lesioni fisiche, anche letali, e danneggiare
l’attrezzatura.
Continua...
A1IT−01−[XX−SAFE]−10
2002 Nordson Corporation
Sicurezza
1-11
Tipo di
attrezzatura
Pericolo o Attenzione
HM
ATTENZIONE: Superfici calde! Evitare il contatto con le superfici in
metallo calde delle pistole, dei tubi e di alcuni componenti dell’unità di
fusione. Se il contatto è inevitabile, indossare guanti e indumenti
protettivi quando si opera nelle vicinanze di attrezzature riscaldate. Il
contatto senza protezioni con le superfici in metallo calde può causare
lesioni fisiche.
HM
ATTENZIONE: Alcune unità di fusione Nordson sono progettate
specificatamente per lavorare hot melt reattivo in poliuretano (PUR).
Lavorare PUR in attrezzature non specificatamente progettate per
questo scopo può danneggiare le attrezzature stesse e causare una
reazione prematura dell’hot melt. Se si è incerti sull’idoneità
dell’attrezzatura a lavorare il PUR contattare il rappresentante
Nordson per assistenza.
HM, CA
ATTENZIONE: Prima di utilizzare composti detergenti o soluzioni di
lavaggio su o dentro l’attrezzatura, leggere e osservare le istruzioni
del produttore e le MSDS fornita con il prodotto. Alcuni composti
detergenti possono reagire in modo imprevedibile con l’hot melt o
l’adesivo freddo danneggiando l’attrezzatura.
HM
2002 Nordson Corporation
ATTENZIONE: L’attrezzatura hot melt Nordson è testata in fabbrica
con il fluido tipo R che contiene plastificante in adipato di poliestere.
Alcuni materiali hot melt possono reagire con il fluido tipo R e formare
una gomma solida in grado di ostruire l’attrezzatura. Prima di
utilizzare l’attrezzatura, accettarsi che l’hot melt sia compatibile con il
fluido tipo R.
A1IT−01−[XX−SAFE]−10
1-12 Sicurezza
Altre precauzioni di sicurezza
Non utilizzare fiamme libere per riscaldare i componenti del sistema hot
melt.
Controllare giornalmente se vi sono segni di usura eccessiva, danni o
perdite dai tubi al alta pressione.
Non puntare mai una pistola erogatrice verso sé stessi o altri.
Appendere le pistole erogatrici ai relativi sostegni.
Pronto soccorso
Se hot melt fuso viene a contatto con la pelle:
1. NON tentare di rimuovere l’hot melt fuso dalla pelle.
2. Immergere immediatamente l’area interessata in acqua fredda e pulita
finché l’hot melt si raffredda.
3. NON tentare di rimuovere l’hot melt solidificato dalla pelle.
4. In caso di ustioni gravi, effettuare un trattamento antishock.
5. Ricorrere immediatamente a cure mediche. Consegnare la MSDS
dell’hot melt al personale medico che fornisce le cure.
A1IT−01−[XX−SAFE]−10
2002 Nordson Corporation
Introduzione
2-1
Sezione 2
Introduzione
Impiego conforme alla destinazione
Le unità di fusione DuraBlue vanno usate solo per la fusione e
l’alimentazione di materiali adatti, p.es. materiali hot melt termoplastici.
Qualsiasi altro impiego è considerato non conforme alla destinazione.
Nordson non è responsabile per danni a persone e cose derivanti da un tale
impiego.
L’impiego conforme alla destinazione comprende anche l’osservanza delle
istruzioni di sicurezza Nordson. Nordson raccomanda di raccogliere
informazioni precise sui materiali che si intendono impiegare.
Campo d’impiego (con CEM)
Per quanto riguarda la compatibilità elettromagnetica l’unità di fusione è
destinata all’impiego in campo industriale.
Limitazione all’esercizio
L’impiego in aree abitative, commerciali e industriali o in piccole aziende
potrebbe causare interferenze dell’unità di fusione con altri apparecchi, per
esempio apparecchi radio.
Impiego non conforme alla destinazione −Esempi−
L’unità di fusione non va impiegata nelle seguenti condizioni:
Se non è in condizioni perfette
Senza protezioni per il calore e senza rivestimenti di protezione
Con la porta del vano elettrico aperta
Se è aperto il coperchio della vasca
In un ambiente in cui possono verificarsi esplosioni
Se non vengono rispettati i valori indicati alla sezione Dati tecnici.
Con l’unità di fusione non si devono lavorare i seguenti materiali:
2009 Nordson Corporation
Materiali hot melt poliuretanici (PUR)
Materiali esplosivi o infiammabili
Materiali erosivi e corrosivi
Alimenti.
D_K
P/N 7119041G
2-2
Introduzione
Pericoli residui
Dal punto di vista costruttivo sono state prese tutte le precauzioni atte a
proteggere il personale da possibili rischi. Tuttavia alcuni pericoli residui non
si possono eliminare:
Pericolo di ustioni per contatto con il materiale caldo.
Pericolo di ustioni nel riempire la vasca, per contatto con il coperchio
della vasca e con i suoi componenti.
Pericolo di ustioni durante operazioni di manutenzione e riparazione che
richiedono il riscaldamento dell’unità di fusione.
Pericolo di ustioni nell’avvitare e nello svitare i tubi riscaldati.
I vapori del materiale possono essere nocivi alla salute. Evitare di
respirarli.
Danni ai cavi/alle tubazioni collegati dall’utente, se questi sono stati
posizionati a contatto con componenti caldi o rotanti.
La valvola di sicurezza può essere messa fuori uso da materiale indurito
o carbonizzato.
P/N 7119041G
D_K
2009 Nordson Corporation
2-3
Introduzione
Descrizione dell’unità di fusione
1
3
2
4
11
5
6
12
18
7
17
16
15
14
13
8
9
10
Fig. 2-1
Esempio DK25H
1
2
3
4
Quadro comandi
Interruttore principale
Targhetta di identificazione
Semaforo di segnalazione
(accessorio)
5 Prese dei tubi
6 Coperchio della vasca
2009 Nordson Corporation
7
8
9
10
11
12
Pannello protettivo smontabile
Valvola di regolazione pressione
Cartuccia filtrante
Vano elettrico
Prolungamento della vasca
Vasca
D_K
13
14
15
16
17
18
Motore
Giunto
Pompa
Piastra valvola di sicurezza
Piastra di raccordo tubo
Isolamento termico
P/N 7119041G
2-4
Introduzione
Quadro comandi
1
2
3
4
9
8
5
6
7
Fig. 2-2
1
2
3
Quadro comandi
LED guasti
LED pronto
Tasti componenti / LEDs
P/N 7119041G
4
5
6
Tastiera
Interfaccia seriale
Display destro e tasti di
scorrimento
D_K
7
8
9
Display sinistro e tasto di
scorrimento
Tasti funzione
LED assistenza
(manutenzione)
2009 Nordson Corporation
Introduzione
2-5
Piastra valvola di sicurezza
Valvola di arresto
1
La valvola di arresto (1) consente di cambiare la pompa senza prima dover
svuotare la vasca.
2
Valvola di sicurezza
La valvola di sicurezza (2) è impostata fissa su
8,5 MPa
85bar
1235 psi
Se la pressione viene superata, la valvola di sicurezza si apre e il materiale
circola all’interno della piastra della valvola di sicurezza.
Fig. 2-3
Vasca
La vasca è suddivisa in area di prefusione e area di fusione principale. Un
elemento isolante (2) provvede a separare la temperatura delle due zone.
Le diverse temperature delle due aree permettono di fondere il materiale
hot melt a temperatura bassa nell’area di prefusione (1), evitando così di
strapazzarlo. Solo nell’area di fusione principale (3) il materiale viene
portato alla temperatura di lavorazione.
1
2
Prolungamento della vasca
3
La vasca di tipo DK25H è dotata di un prolungamento alto 35 cm, che fa
aumentare la sua capacità di 20 l, per un totale di 45 l. Il prolungamento
della vasca non è riscaldato.
Fig. 2-4
Valvola di regolazione pressione
1
Le valvole di regolazione della pressione (3) si impostano manualmente su
0,5 − 9 MPa
5 − 90 bar
7,25 − 1305 psi
2
3
Fig. 2-5
1
2
3
Raccordo del tubo
Cartuccia filtrante
Valvola di regolazione pressione
2009 Nordson Corporation
D_K
P/N 7119041G
2-6
Introduzione
Flusso del materiale con due pompe
Sull’unità di fusione l’appartenenza è indicata da numeri.
2.1 sulla piastra di raccordo tubo significa Motore/pompa 2, 1. tubo
2
1
2.1
2.2
2.3
1.1
1.2
1.3
Motore 2
Motore 1
Fig. 2-6
P/N 7119041G
D_K
2009 Nordson Corporation
Introduzione
2-7
Vano elettrico
3
2
1
4
9
8
7
2
6
5
Fig. 2-7
1 Scheda principale
2 Interruttori automatici
3 Scheda del quadro comandi
2009 Nordson Corporation
4 Morsettiera valore nominale
velocità
5 Ventilatore con filtro
6 Convertitore di frequenza
D_K
7 Alimentatore 24VDC
8 Connettori di rete
9 Blocco morsetti I/O
P/N 7119041G
2-8
Introduzione
Modalità di funzionamento
Le unità di fusione DuraBlue funzionano nelle seguenti modalità:
Scansione automatica (modo normale)
L’unità di fusione controlla automaticamente e visualizza la temperatura
attuale della vasca, dei tubi e delle pistole per confermare che si trovino
entro la gamma di temperatura predefinita. Per default, l’unità di fusione si
trova sempre nella modalità di scansione automatica, se non si trova in
un’altra modalità di funzionamento.
Standby
La temperatura della vasca, dei tubi e delle pistole viene ridotta rispetto alla
temperatura operativa (qui di seguito indicata come temperatura predefinita)
di un numero predefinito di gradi.
Impostazione
La modalità di impostazione viene utilizzata per configurare le opzioni di
controllo e le caratteristiche dell’unità di fusione e per rivedere i dati
operativi memorizzati. L’unità di fusione si può proteggere con password per
impedire modifiche non autorizzate alla sua configurazione
Guasto
L’unità di fusione avvisa l’operatore quando si verifica qualcosa di anomalo.
Semaforo di segnalazione (accessorio)
Il semaforo di segnalazione indica gli stati di esercizio dell’apparecchio.
Bianco
Acceso
Verde
Pronto
Giallo
Vasca vuota
Rosso
Guasto generale
Vedi anche Diagnostica e Installazione.
P/N 7119041G
D_K
2009 Nordson Corporation
Introduzione
2-9
Targhetta di identificazione
DuraBlue
2
1
ADHESIVE
MELTER
3
4
Serial No:
UL
C
US
LISTED
63U1
Year
5
2003
Nordson Engineering GmbH
Lilienthalstr. 6
D 21337 Lüneburg − Germany
www.nordson.com
Fig. 2-8
1
Nome dell’unità di fusione
2
Numero d’ordine
3
4
Collegamento elettrico, tensione d’esercizio, frequenza della tensione di rete, protezione
dell’unità di fusione
5
Numero di serie
2009 Nordson Corporation
D_K
P/N 7119041G
2-10 Introduzione
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-1
Sezione 3
Installazione
PERICOLO: Le operazioni seguenti devono essere effettuate solo da
personale qualificato. Seguire e osservare le istruzioni di sicurezza
contenute in questo manuale e in tutti gli altri manuali utilizzati.
Trasporto
1
2
3
Per il peso vedi la sezione Dati tecnici. Impiegare solo mezzi di trasporto
idonei.
Utilizzare possibilmente il pallet (3) usato per la consegna dell’unità di
fusione e fissare poi l’unità con degli angolari (2).
Proteggere da danneggiamento con cartone (1) resistente.
Proteggere i componenti da umidità e polvere.
Evitare urti e scosse.
Fig. 3-1
Illustrazione di
massima
Immagazzinare
ATTENZIONE: Non immagazzinare l’unità di fusione all’aperto! Proteggere
il sistema da umidità, polvere e forti sbalzi di temperatura (formazione di
condensa).
2009 Nordson Corporation
D_K
P/N 7119041G
3-2
Installazione
Disimballare
Disimballare con cautela e controllare se ci sono danni conseguenti al
trasporto. Conservare pallet, angoli di fissaggio e cartoni per un eventuale
riutilizzo o provvedere a smaltirli ai sensi della normativa vigente.
Fig. 3-2
Sollevare (unità di fusione disimballata)
Per il peso vedi sezione Dati tecnici. Sollevare l’unità di fusione solo
prendendola per il telaio con un apparecchio di sollevamento adatto o con
un carrello elevatore.
Requisiti per l’installazione
L’installazione deve essere eseguita in ambienti conformi al grado di
protezione indicato (vedere la sezione Dati tecnici). Non installare l’unità di
fusione in un ambiente nel quale potrebbero verificarsi esplosioni!
Proteggere l’unità di fusione da vibrazioni.
Spazio necessario
Per il peso vedi sezione Dati tecnici, Dimensioni.
Togliere i pannelli protettivi
Aprire i pannelli protettivi con una brugola di misura 4.
Lato interno
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-3
Aspirare i vapori del materiale
Assicurarsi che i vapori emanati dal materiale non superino i limiti prescritti.
Osservare quanto indicato nel foglio dati sulla sicurezza relativo al materiale
utilizzato.
Se necessario aspirare i vapori emanati dal materiale e/o provvedere ad
un’adeguata ventilazione dell’ambiente dov’è installato il sistema.
Fig. 3-3
Esperienza del personale addetto all’installazione
Le istruzioni fornite in questa sezione devono essere utilizzate da personale
esperto nei seguenti argomenti:
2009 Nordson Corporation
Procedimenti di applicazione hot melt
Cablaggio alimentazione industriale e controllo
Esperienza di installazioni meccanico-industriali
Controllo base del processo e strumentazione
D_K
P/N 7119041G
3-4
Installazione
Collegamenti elettrici
PERICOLO: Pericolo di scossa elettrica. La mancata osservanza può
provocare lesioni, morte e/o danni all’unità di fusione ed agli accessori.
Se si usano interruttori di sicurezza per correnti di guasto
In alcune regioni / in certi settori industriali la normativa locale prescrive
l’impiego di un interruttore di sicurezza per correnti di guasto.
In tal caso osservare quanto segue:
È necessaria un’installazione fissa (collegamento fisso alla tensione di
rete)
L’interruttore di sicurezza per correnti di guasto va installato solo tra rete
di alimentazione e unità di fusione
Si possono usare solo interruttori di sicurezza per corrente di guasto
sensibili alla tensione ad impulso o alla tensione universale (> 30 mA).
Posare i cavi
PERICOLO: Vicino alle aree riscaldate delle unità di fusione posare solo
cavi resistenti al calore. Assicurarsi che i cavi non tocchino componenti
rotanti e/o caldi dell’unità di fusione. Non schiacciare i cavi e controllare
regolarmente che non siano danneggiati. Sostituire immediatamente i cavi
danneggiati!
Tensione di esercizio
PERICOLO: Mettere in funzione solo con la tensione d’esercizio indicata
sulla targhetta d’identificazione.
NOTA: Per la tensione di rete è consentita una tolleranza di 10% rispetto
ai valori nominali.
NOTA: La sezione del cavo di collegamento a rete deve corrispondere al
massimo assorbimento di potenza (vedi sezione Dati tecnici ).
Circuiti esterni di segnale e controllo
PERICOLO: Collegare i circuiti esterni di segnale e controllo con cavi adatti
conformi a NEC classe I. Per evitare cortocircuiti posare i cavi in modo tale
che non tocchino circuiti stampati sulle schede a circuiti stampati.
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-5
Collegamento a rete
NOTA: L’unità di fusione deve essere installata fissa (con collegamento
fisso alla tensione di rete).
Tensione di rete
Attacchi
L1
L2
L3
N
200 VAC trifase senza cavo neutro
(collegamento a triangolo − Delta)
230 VAC trifase senza cavo neutro
(collegamento a triangolo − Delta)
400 VAC trifase con cavo neutro
(collegamento a stella −WYE)
400 VAC trifase senza cavo neutro
(collegamento a triangolo − Delta)
480 VAC trifase senza cavo neutro
(collegamento a triangolo − Delta)
PE
Connettori di rete nel
vano elettrico
Per l’assegnazione dei collegamenti vedi anche schema elettrico
2009 Nordson Corporation
D_K
P/N 7119041G
3-6
Installazione
Accessori
I seguenti componenti si possono installare anche successivamente come
accessori:
Filtro sulla rete di alimentazione
Installare il kit
PERICOLO: Scollegare l’apparecchio dalla tensione di rete.
1. Staccare il collegamento del cliente dai connettori a rete nel vano
elettrico. Estrarre il cavo di collegamento.
2. Sostituire il collegamento a vite del cavo nel vano elettrico con il
collegamento a vite del cavo CEM che si trova sul cavo schermato (1).
3. Avvitare il filtro sulla rete di alimentazione nel vano elettrico.
4. Collegare il cavo schermato (1) ai connettori a rete nel vano elettrico.
5. Collegare il cavo di collegamento del cliente (2) ai connettori
nell’alloggiamento del filtro sulla rete di alimentazione.
1
6. Fissare nuovamente il coperchio dell’alloggiamento.
2
Fig. 3-4
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-7
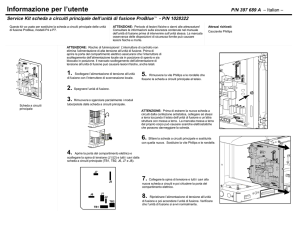
Semaforo di segnalazione
Installare il kit
PERICOLO: Staccare l’impianto dalla tensione di rete.
3
4
5
1
2
Fig. 3-5
ATTENZIONE: Se è installato un semaforo di segnalazione (accessorio), le
uscite 1 - 3 devono avere le impostazioni di fabbrica.
2009 Nordson Corporation
D_K
P/N 7119041G
3-8
Installazione
Installare il kit (segue)
1. Rompere il pannello già punzonato sul lato superiore della torre
(1, fig. 3-5) e rimuoverlo.
2. Sollevare la torre girandola.
3. Introdurre il cavo per il foro creatosi.
4. Avvitare il semaforo di segnalazione con le due viti M5.
5. Far passare il cavo per la sezione superiore della torre fino alla parete
interna del vano elettrico.
6. Allentare i dadi a testa zigrinata (4) dell’angolare di fissaggio
introduzione cavo (3). Spingere l’angolare di fissaggio verso l’alto nel
foro allungato.
6
7. Far passare il cavo attraverso il foro creatosi e condurlo ai morsetti
(6, fig. 3-6) che si trovano nella porta del vano elettrico.
8. Montare le estremità dei fili e i ponticelli in base al loro nome (p. es. n. 5
su morsetto 5). Vedi anche schema elettrico.
9. Fissare il cavo con serracavo ad uno dei denti di lamiera (5) sotto
l’angolare di fissaggio introduzione cavo.
10. Spingere l’angolare di fissaggio verso il basso e serrare i dadi a testa
zigrinata.
Fig. 3-6
11. Chiudere la torre.
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-9
Pagina vuota relativa alla produzione.
2009 Nordson Corporation
D_K
P/N 7119041G
3-10 Installazione
Installazione ingressi unità di fusione
Le unità di fusione DuraBlue sono attrezzate con quattro ingressi.
Fig. 3-7
XL2
Ciascun ingresso è collegato all’unità di fusione a cura del cliente e quindi
impostato per fornire una delle seguenti opzioni di controllo:
Mettere l’unità di fusione nella modalità di standby
Accendere e spegnere i riscaldatori.
Abilitare e disabilitare un particolare tubo o pistola.
Accendere e spegnere il/i motore/i.
Gli ingressi si possono attivare con il segnale 24VCC-(attacco 20) tramite
contatti di relè esterni.
PERICOLO: L’operatore può ignorare gli ingressi dell’unità di fusione
utilizzando i tasti funzione del quadro comandi. Assicurarsi che la logica di
controllo del dispositivo esterno che invia un segnale di entrata all’unità di
fusione sia programmata per impedire il verificarsi di una condizione di
pericolo nel caso in cui l’operatore ignori un input esterno verso l’unità di
fusione.
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-11
Impostazione di un ingresso
Impostare l’opzione di controllo parametri per ciascun ingresso collegato
all’unità di fusione. La tabella 3-1 elenca le opzioni di controllo disponibili.
Consultare Impostazione dell’unità di fusione in questa sezione, per
informazioni relative alla scelta dei parametri operativi e alla modifica di
opzioni di controllo parametri.
Tab. 3-1 Dati ingresso
Ingresso
Morsotti
XL2
Parametri
operativi
Opzioni di controllo
Nota
Ingressi standard
NOTA: I collegamenti 9, 11, 13, 14, 18, 19 (0VCC) vengono cavallottati in fabbrica. Vedi anche schema elettrico
0 - Ingresso disattivato
1 - Standby Acceso/Spento
2 - Riscaldatori Accesi/Spenti
3 - Pompa 1 Attivato/Disattivato
A
4 - Tubo/Pistola 1 abilitati/disabilitati
5 - Tubo/Pistola 2 abilitati/disabilitati
1
8e9
30
6 - Tubo/Pistola 3 abilitati/disabilitati
7 - Tubo/Pistola 4 abilitati/disabilitati
8 - Tubo/Pistola 5 abilitati/disabilitati
9 - Tubo/Pistola 6 abilitati/disabilitati
10 − Standby automatico (Default)
B
11 - Pompa 2 Attivato/Disattivato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
0 - Ingresso disattivato
1 - Standby Acceso/Spento (Default)
2 - Riscaldatori Accesi/Spenti
A
3 - Pompa 1 Attivato/Disattivato
4 - Tubo/Pistola 1 abilitati/disabilitati
5 - Tubo/Pistola 2 abilitati/disabilitati
2
10 e 11
31
6 - Tubo/Pistola 3 abilitati/disabilitati
7 - Tubo/Pistola 4 abilitati/disabilitati
8 - Tubo/Pistola 5 abilitati/disabilitati
9 - Tubo/Pistola 6 abilitati/disabilitati
11 - Pompa 2 Attivato/Disattivato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
3
12 e 13
32
Come per il parametro 31 (Default=2)
4
7 e 14
33
Come per il parametro 31 (Default=4)
NOTA
A:
Se è selezionata l’opzione di controllo 3, il motore non si avvia se non c’è tensione sui contatti
d’ingresso, anche se viene premuto il tasto pompa.
B:
Quando si seleziona l’opzione di controllo 10 per l’ingresso, nel parametro 24 deve essere impostato un
tempo.
2009 Nordson Corporation
D_K
P/N 7119041G
3-12 Installazione
Installazione uscite unità di fusione
L’unità di fusione dispone di tre uscite nel blocco morsetti XL2. Le uscite 1 e
3 sono configurabili dall’utente, l’uscita 2 non si può modificare. Le uscite
servono allo scambio di dati con gli impianti produttivi del cliente e con
l’hardware di controllo, p.es. con un controllore logico programmabile.
Fig. 3-8
XL2
Ogni uscita viene cablata dal cliente e poi configurata nel firmware dell’unità
di fusione per una delle seguenti opzioni di controllo:
L’unità di fusione è pronta
L’unità di fusione è pronta e il motore è acceso
Si è verificato un guasto
Il LED assistenza è acceso
Il cliente può ponticellare i morsetti 33, 36 e 39 nonché 34 e 37 con due
ponticelli del Ship-With-Kit.
Per l’assegnazione dei collegamenti vedi anche lo schema elettrico.
P/N 7119041G
D_K
2009 Nordson Corporation
3-13
Installazione
Impostazione di un’uscita
Impostare l’opzione di controllo parametri per ciascuna uscita collegata
all’unità di fusione. La tabella 3-2 elenca le opzioni di controllo disponibili.
Consultare Impostazione dell’unità di fusione in questa sezione, per
informazioni relative alla scelta dei parametri operativi e alla modifica di
opzioni di controllo parametri.
ATTENZIONE: Se è installato un semaforo di segnalazione (accessorio), le
uscite 1 - 3 devono avere le impostazioni di fabbrica.
Tab. 3-2 Dati uscite
Morsetti
XL2
Uscità
Parametri
operativi
Opzioni di controllo
Nota
Uscite standard
NOTA: I collegamenti 1, 3, 5, 15, 20 (24VCC) vengono cavallottati in fabbrica. Vedi anche schema elettrico
0 - Uscita disattivata
1 - Pronto (impostazione alla fabbrica)
2 - Pronto e Motore acceso
1
Vedi schema
elettrico,
pagine 132a,
132b e 132c
40
3 - Errore
4 - Basso livello vasca (non disponibile)
5 - LED servizio acceso
6 - Allarme
2
41
Come parametro 40 (impostazione alla fabbrica = 3,
non va modificata)
3
42
Come parametro 40 (impostazione di fabbrica=4)
NOTA
A:
−
B:
−
C
C: L’opzione di controllo 6 fornisce un segnale di uscita quando viene identificato un guasto potenziale. Se
se sono usate tutte e due le opzioni di controllo 3 e 6, quando il LED di guasto si accende ci saranno
sia un segnale di uscita guasto sia un segnale di uscita di avvertimento.
Preparazione delle comunicazioni dell’unità di fusione
1
2009 Nordson Corporation
Connettendo un computer all’impianto mediante l’interfaccia seriale (1)
si possono visualizzare e modificare tutte le impostazioni, trasmettere
impostazioni tra diversi impianti e aggiornare la firmware operativa
dell’impianto con una versione superiore o inferiore (upgrade/downgrade).
D_K
P/N 7119041G
3-14 Installazione
Installare il tubo riscaldato
Vedi anche manuale d’istruzioni del tubo.
Elettricamente
1. Dapprima collegare il tubo (1) solo elettricamente.
Usare le prese dei tubi XS10 − XS15 (2b) per le spine (2a) dei tubi. I
collegamenti sono protetti da una presa ad archetto.
NOTA: Se vengono collegati più tubi osservare quanto segue: A ciascun
raccordo per tubo è assegnato una presa. Fare attenzione a non
confonderli!
Per l’assegnazione dei collegamenti vedi Schema elettrico.
2b
1
2a
2a
Fig. 3-9
Collegamento elettrico
Avvitare
Usare la seconda chiave fissa
Quando si avvita e svita il tubo usare una seconda chiave fissa. In tal modo
si evita che giri anche il connettore del tubo.
MXHH002S033A0295
Fig. 3-10
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
Avvitare
3-15
(segue)
PERICOLO: Calore. Pericolo di ustioni. Indossare guanti protettivi.
2 3
Fig. 3-11
1
Se nel connettore del tubo c’è del materiale freddo, i componenti (2, 3)
vanno riscaldati finché il materiale si ammorbidisce (ca. 70 °C/158 °F, a
seconda del materiale).
Avvitare
2. Riscaldare l’unità di fusione ed il tubo fino a ca. 70 °C.
3. Avvitare i tubi riscaldati nella sequenza numerata sulla piastra dei
raccordi tubo. In tal modo si evitano spazi morti dovuti a collegamenti
non utilizzati.
NOTA: I raccordi per tubo non utilizzati devono essere provvisti di tappi di
chiusura Nordson.
Svitare il tubo
PERICOLO: Sistema e materiale sotto pressione. Prima di svitare i tubi,
depressurizzare il sistema. La mancata osservanza può provocare gravi
ustioni.
Depressurizzare
1. Spegnere il/i motore/i (vedi sezione Funzionamento).
2. Mettere un recipiente sotto l’ugello/gli ugelli della testa di
applicazione/della pistola.
3. Azionare elettricamente o manualmente l’elettrovalvola/le elettrovalvole;
per le pistole azionare il grilletto. Ripetere questa operazione fino a
quando non esce più materiale.
4. Smaltire il materiale ai sensi della normativa vigente.
2009 Nordson Corporation
D_K
P/N 7119041G
3-16 Installazione
Impostazione della velocità nominale
PERICOLO: Prima di aprire il vano elettrico scollegare l’unità di fusione
dalla tensione di rete.
La velocità si imposta con la morsettiera (1) che si trova nel vano elettrico .
1
1
Fig. 3-12
Morsetto 1
Morsetto 3
Velocità
Portata per pompa
DK25 / DK25H / DK50
dentro
fuori
dentro
fuori
fuori
dentro
dentro
fuori
DK100
50
min−1
35 kg/h
77 lb / hr
50 kg/h
110 lb / hr
65
min−1
45 kg/h
99 lb / hr
65 kg/h
143 lb / hr
129
min−1
90 kg/h
198 lb / hr
130 kg/h
286 lb / hr
0 kg/h
0 lb / hr
0 kg/h
0 lb / hr
0
min−1
NOTA: L’impostazione 0 min−1 non è concepita per fermare l’unità. Mettere
l’interruttore principale in posizione 0/OFF
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-17
Impostazione dell’unità di fusione
Dopo l’installazione l’unità di fusione va impostata per supportare il
processo di produzione. L’impostazione dell’unità di fusione consiste
nell’abilitazione o nella modifica dei parametri operativi impostati in fabbrica
che condizionano l’utilizzo ed il funzionamento dell’unità. Anche le
temperature operative (predefinite) della vasca e di ciascun tubo e pistola
vengono determinate durante l’impostazione dell’unità di fusione.
L’unità di fusione esce dalla fabbrica con i parametri operativi più
comunemente usati già impostati. L’impostazione della fabbrica può essere
modificata in qualsiasi momento per adattarla al processo di produzione.
Impostazione veloce
La tabella 3-3 descrive i parametri operativi più comunemente usati e le loro
impostazioni di fabbrica. Consultare la tabella per determinare se le
impostazioni di fabbrica per ciascun parametro si adattano al processo di
produzione. Se i valori di default per ciascuno di questi parametri operativi
sono adeguati al processo di produzione, non si richiede alcuna
impostazione dell’unità di fusione. Andare direttamente a Temperatura
predefinita della vasca, dei tubi e delle pistole più avanti in questa sezione
per completare il procedimento di installazione.
Se si richiedono delle modifiche all’impostazione di fabbrica o se si
desiderano informazioni relative ad altri parametri operativi, andare alla
prossima parte di questa sezione Parametri operativi.
2009 Nordson Corporation
D_K
P/N 7119041G
3-18 Installazione
Tab. 3-3 Parametri operativi più comuni
Parametro
Nome Parametro
Scopo
Valore default
0
Immettere password
0 − 9999
4000
1
Numero
complessivo delle
ore d’esercizio dei
riscaldamenti (non
modificabile)
9999
0
2
Registro errori (non
modificabile)
—
_-F0 (iscrizione a
registro non
utilizzabile)
3
Registro modifiche
(non modificabile)
—
P-_ (iscrizione a
registro non
utilizzabile)
Tempo ritardo
sistema pronto
Un timer che ritarda l’attivazione del LED sistema
pronto per un periodo di tempo predefinito dopo che la
vasca, i tubi e le pistole hanno raggiunto la temperatura
predefinita. Il timer ritardo pronto si attiverà solo se la
0 minuti
temperatura della vasca con l’unità di fusione accesa,
è inferiore alla temperatura predefinata assegnata di 27
°C (50 °F) o oltre.
5
Tempo intervallo
assistenza
Un timer che accende un LED assistenza quando il
valore impostato per quel timer raggiunge il numero di
ore durante le quali sono stati accesi i riscaldatori. Il
LED assistenza viene utilizzato per segnalare la
necessità di manutenzione.
500 ore
7
Ritardo spegnimento
motore
Viene visualizzato, ma non viene utilizzato.
−
8
Accensione
automatica della
pompa
Permette l’avviamento automatico della pompa quando
il sistema è pronto, sempre che la pompa sia stata
abilitata premendo il tasto pompa.
Abilitato
11
Crea password
Imposta una password che deve essere digitata per
poter modificare qualsiasi parametro operativo o
temperatura predefinita dell’unità di fusione.
5000
4
12
Commutare uscita
tubo 1 su attivazione
elettrica
0 (disattivato) o 1 (attivato)
0 (disattivato)
13
Commutare uscita
tubo 2 su attivazione
elettrica
0 (disattivato) o 1 (attivato)
0 (disattivato)
14
Bloccaggio di
sicurezza per
comunicazione
esterna
0o1
0 (disattivato)
20
P/N 7119041G
Unità di temperatura
Imposta la visualizzazione delle unità di temperatura in
gradi Celsius (C) o Fahrenheit (F).
D_K
C
2009 Nordson Corporation
Installazione
Parametro
Nome Parametro
Scopo
3-19
Valore default
21
Delta
sovratemperatura
Imposta di quanti gradi ogni componente riscaldato
può superare la sua temperatura predefinita prima
che si verifichi un guasto da sovratemperatura.
15 °C (25 °F)
22
Delta temperatura
bassa
Imposta di quanti gradi ogni componente riscaldato
può scendere sotto la sua temperatura predefinita
prima che si verifichi un guasto da sottotemperatura.
25 °C (50 °F)
23
Delta Standby
Imposta di quanti gradi la temperatura di tutti i
componenti riscaldati dovrà scendere quando l’unità
di fusione viene posta nella modalità di standby.
50 °C (100 °F)
26
Tempo di standby
manuale
Imposta il periodo di tempo durante il quale l’unità di
fusione resterà nella modalità di standby dopo che
viene premuto il tasto di standby.
Disabilitato
30
Ingresso standard 1
31
Ingresso standard 2
32
Ingresso standard 3
33
Ingresso standard 4
0–8 e 10−14
10 (Automatic
Standby)
0−8 e 11−14
1 (standby
acceso/spento)
0−8 e 11−14
2 (riscaldamenti
accesi/spenti)
0−8 e 11−14
4 (attivare/
disattivare
tubo/testa di
applicazione 1)
Configurare uscite
40
Uscita standard 1
0–6
1 (pronto)
41
Uscita standard 2
0–6
3 (errore)
42
Uscita standard 3
0–6
4 (non utilizzato)
2009 Nordson Corporation
D_K
P/N 7119041G
3-20 Installazione
Parametro
Nome Parametro
Scopo
Valore default
Orologio settimanale
50
Giorno attuale
1 − 7 (1 = lunedì)
—
51
Ora attuale
0000 − 2359
—
55
Programma 1
Riscaldamenti accesi
0000 − 2359
06:00
56
Programma 1
Riscaldamenti spenti
0000 − 2359
17:00
57
Programma 1
Standby acceso
0000 − 2359
—:—
58
Programma 1
Standby spento
0000 − 2359
—:—
60
Programma 2
Riscaldamenti accesi
0000 − 2359
—:—
61
Programma 2
Riscaldamenti spenti
0000 − 2359
—:—
62
Programma 2
Standby acceso
0000 − 2359
—:—
63
Programma 2
Standby spento
0000 − 2359
—:—
65
Programma 3
Riscaldamenti accesi
0000 − 2359
—:—
66
Programma 3
Riscaldamenti spenti
0000 − 2359
—:—
67
Programma 3
Standby acceso
0000 − 2359
—:—
68
Programma 3
Standby spento
0000 − 2359
—:—
Programmi per giorni
della settimana
(71 = lunedì)
0−7
0
78
Interruzione Automatic
Fill
0−99 secondi
0 (disattivato)
79
Inversione della logica
errore
0o1
0 (aprire in caso di
errore)
71 − 77
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-21
Parametri operativi
L’unità di fusione utilizza parametri operativi per memorizzare valori
modificabili e non modificabili. I valori non modificabili sono quelli che
forniscono informazioni sulla cronologia delle prestazioni dell’unità di
fusione. I valori modificabili sono sia un valore numerico che
un’impostazione opzionale di controllo. Le impostazioni delle opzioni di
controllo condizionano sia la visualizzazione delle informazioni che il
funzionamento dell’unità di fusione.
I parametri operativi sono memorizzati nella microprogrammazione
dell’unità di fusione sotto forma di un elenco sequenziale di numeri. L’elenco
è organizzato in gruppi logici descritti nella tabella 3-4.
Tab. 3-4 Gruppi di parametri
Numero
parametro
Gruppo
Descrizione
Standard
0−8e
11 − 14
Parametri non modificabili e altri
frequentemente usati
Controllo temperatura
20 − 26
Controllo riscaldatori
Impostazione
ingresso
30 − 33
Configura gli ingressi
Impostazione uscita
40 − 42
Configura le uscite
Orologio settimanale
50 − 77
Configura la funzione orologio
Temporizzatore
Automatic Fill
78
Configurare interruttore di comando
motore esterno
Inversione della
logica errore
79
Impostare la logica errore su apertura in
caso di errore
In aggiunta alla possibilità di leggere o modificare i valori dei parametri, è
anche possibile salvare e ripristinare il valore attuale di ciascun parametro
operativo e rivedere un elenco delle ultime dieci modifiche fatte sui
parametri modificabili.
Selezione di parametri operativi
Consultare l’Appendice B, Parametri operativi, per informazioni dettagliate
su ciascun parametro. L’Appendice B contiene una descrizione completa di
ciascun parametro, compresa la sua influenza sull’unità di fusione, il valore
di default e il formato.
NOTA: I parametri che vengono utilizzati per configurare l’attrezzatura
opzionale o che sono altrimenti riservati nel microprogrammatore sono
esclusi dall’Appendice B.
2009 Nordson Corporation
D_K
P/N 7119041G
3-22 Installazione
Lettura o modifica di parametri operativi
Sia che il valore di un parametro sia modificabile o meno, la procedura per
accedere a ciascun parametro in modo da leggerlo o da modifica il suo
valore attuale è la stessa.
Per leggere o modificare un parametro
1. Accendere l’unità di fusione.
L’unità di fusione esegue un controllo di avviamento.
2. Premere il tasto Impostazione.
Il display di sinistra fa lampeggiare il parametro 1.
Tasto impostazione
3. Usare il tastierino numerico per inserire il numero del parametro
desiderato. Consultare l’appendice B per un elenco completo dei
parametri.
NOTA: Se è stato immesso il numero sbagliato di parametro, premere
il tasto Annulla/reset per ritornare al parametro 1 e quindi digitare
nuovamente il numero corretto di parametro.
Una volta digitato un numero di parametro di una o due cifre, il display di
destra indicherà il valore del parametro attuale.
4. Eseguire uno dei seguenti punti:
Se il valore non è modificabile, consultare Monitoraggio dell’unità di
Tasto annulla/reset
fusione nella sezione 4, Funzionamento.
Se il valore è modificabile andare al punto 5.
5. Premere il tasto Enter.
Il display destro lampeggia.
Tasto Enter
P/N 7119041G
6. Utilizzare il tastierino numerico per inserire il valore numerico desiderato
o il numero del parametro operativo nel display di destra. Consultare
l’Appendice B, Parametri operativi, per informazioni sulle scelte del
valore numerico o del numero di parametro operativo per ciascun
parametro.
NOTA: Se il tastierino numerico non agisce sul display di destra, l’unità
di fusione è protetta da password. E’ necessario inserire una password
valida prima di poter modificare i parametri. Consultare Immettere
password nella sezione 4, Funzionamento.
D_K
2009 Nordson Corporation
Installazione
3-23
Per leggere o modifcare un parametro (segue)
7. Premere il tasto Enter.
L’unità di fusione controlla che il nuovo valore o il nuovo numero di
parametro siano accettabili.
Se il valore numerico o il numero di parametro vengono accettati, i
display di sinistra e di destra indicano il numero di parametro
sequenziale ed il valore.
Se il valore numerico o il numero di parametro non vengono
accettati, il display di destra mostra delle lineette (----) per tre
secondi e quindi ritorna al valore di origine.
8. Ripetere dal punto 5 al punto 7 per leggere o modificare il numero del
parametro sequenziale successivo o premere il tasto Impostazione per
uscire dalla modalità di impostazione.
E’ possibile uscire dalla modalità di impostazione in
qualsiasi momento premendo il tasto Impostazione.
I numeri dei parametri che non sono applicabili
vengono saltati quando si scorre l’elenco dei
parametri operativi nel display di sinistra.
Quando il display di destra lampeggia, si può
rapidamente impostare il valore del parametro
attuale sul valore più basso possibile premendo
simultaneamente entrambi i tasti di scorrimento del
display di destra.
Nella modalità di impostazione, se non si preme
nessun tasto per due minuti, l’unità di fusione ritorna
alla modalità di scansione automatica.
E’ possibile utilizzare anche i tasti di scorrimento del
display di destra per modificare il valore del
parametro o il numero di parametro. Una volta
inserito il numero del parametro nel display di
sinistra, premere uno qualunque dei tasti di
scorrimento del display di destra per modificare il
valore o il numero di parametro.
Se la protezione password è abilitata, l’unità di
fusione torna alla modalità password protetta ogni
volta che si esce dalla modalità di impostazione.
2009 Nordson Corporation
D_K
P/N 7119041G
3-24 Installazione
Temperatura predefinita della vasca, dei tubi e delle pistole
L’unità di fusione viene fornita con una temperatura della vasca impostata in
fabbrica di 175 °C (350 °F) e la temperatura impostata del tubo e della
pistola a 0 gradi (spenti).
Prima di poter utilizzare l’unità di fusione, è necessario assegnare alla
vasca, ai tubi e alle pistole una temperatura predefinita. Assegnare le
temperature predefinite utilizzando uno qualsiasi dei seguenti metodi:
Globale—La vasca e tutti i tubi e le pistole vengono impostati alla
stessa temperatura predefinita.
Globale-per-gruppi di componenti—Tutti i tubi o tutte le pistole sono
impostati alla stessa temperatura predefinita.
Componente individuale—La temperatura predefinita della vasca e di
ciascun tubo e pistola viene impostata singolarmente.
Poiché la maggior parte dei processi di produzione richiede che la vasca, i
tubi e le pistole siano impostati alla stessa temperatura, in questa sezione
viene descritto solo il metodo globale di assegnazione delle temperature
predefinite. Per informazioni relative agli altri due metodi di assegnazione di
temperatura predefinite, consultare la sezione 4, Regolazione temperature
dei componenti.
Così come per i parametri operativi, è possibile salvare e ripristinare anche
le temperature predefinite e rivedere le passate modifiche apportate alle
temperature predefinite.
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-25
Assegnazione di una temperatura globale predefinita
1. Premere e mantenere premuto il tasto Vasca per tre secondi.
Sul display di sinistra lampeggia 1.
Tasto vasca
2. Scorrere sul display di sinistra fino a 0.
Il display di destra mostra delle lineette (----) ed i LED sui tasti vasca,
tubo e pistola diventano verdi.
3. Premere il tasto Enter.
Il display destro lampeggia.
Display sinistro
e tasto di scorrimento
4. Usare il tastierino numerico per inserire la temperatura predefinita
consigliata dal fabbricante dell’hot melt.
Consultare la Scheda di sicurezza del materiale fornita dal produttore di
hot melt per determinare la temperatura predefinita ottimale.
5. Premere il tasto Vasca.
Tasto Enter
Ciascun componente inizia a riscaldarsi o a raffreddarsi alla temperatura
globale predefinita e l’unità di fusione ritorna alla modalità di scansione
automatica.
Quando tutti i componenti hanno raggiunto la temperatura globale
predefinita, il LED di sistema pronto si accende (verde).
LED sistema pronto
2009 Nordson Corporation
D_K
P/N 7119041G
3-26 Installazione
Salvataggio e ripristino impostazioni unità di fusione
Il valore attuale di tutti i parametri operativi modificabili e la temperatura
predefinita di ciascun componente possono essere salvati e, se necessario,
ripristinati in un tempo successivo. Quando vengono ripristinate le
impostazioni salvate, si sovrascrivono alle impostazioni utilizzate al
momento.
Questa funzione di salvataggio e ripristino è utile nei casi in cui le
impostazioni utilizzate vengano deliberatamente o casualmente modificate
e si richieda il ritorno all’impostazione dell’unità di fusione precedente alla
modifica.
Salvataggio delle impostazioni attuali
Con l’unità di fusione nella modalità di scansione automatica, premere
contemporaneamente i tasti numero 1 e Impostazione.
+
Sul display di destra compare momentaneamente S-1.
Salvataggio impostazioni attuali
Ripristino impostazioni salvate
ATTENZIONE: Tutte le impostazioni dell’unità di fusione verranno
cancellate! Prima di ripristinare le impostazioni salvate, assicurarsi che l’uso
di tali impostazioni non interrompa il processo in corso e non crei condizioni
di funzionamento in mancanza di sicurezza.
+
Con l’unità di fusione nella modalità di scansione automatica, premere
contemporaneamente i tasti numero 2 e Impostazione.
Ripristino impostazioni salvate
Sul display di destra compare momentaneamente S-2.
Se viene utilizzata la funzione di ripristino prima
che la funzione di salvataggio venga usata per la
prima volta, verranno ripristinate la temperature
default predefinite in fabbrica. Questo arresterà il
riscaldamento dei tubi e delle pistole.
P/N 7119041G
D_K
2009 Nordson Corporation
Installazione
3-27
Revisione modifiche parametri e temperature predefinite
L’unità di fusione memorizza nel registro cronologico delle modifiche le
ultime dieci modifiche apportate sia ai parametri operativi che alle
temperature predefinite. Poiché il registro memorizza solamente dieci
modifiche, le vecchie memorizzazioni vengono sovrascritte, iniziando da
quella inserita per prima, con l’undicesima e le successive.
Revisione del registro cronologico delle modifiche
Tasto impostazione
1. Premere il tasto Impostazione.
Sul display di sinistra lampeggia il parametro operativo 1.
2. Premere il tasto di scorrimento del display di sinistra per andare al
parametro 3 (registro cronologico modifiche).
A questo punto:
Se l’ultima modifica è stata apportata a un parametro modificabile,
tutti i LED dei tasti componenti restano spenti.
Display di sinistra e
tasto di scorrimento
o
Se l’ultima modifica è stata apportata a una temperatura predefinita,
il LED del relativo tasto(i) componenti si accende.
e
Il display di destra indica l’inserimento a quattro cifre nel registro
unitamente all’ ultima modifica effettuata.
LED tasti componenti
La tabella 3-5 indica il significato, da sinistra a destra, di ciascuna
cifra dell’introduzione nel registro. Di seguito alla tabella vi sono due
introduzioni nel registro come esempio.
3. Premere un tasto di scorrimento del display di destra per rivedere
ognuna delle restanti nove introduzioni nel registro. Ogni volta che si
preme un tasto di scorrimento appare l’introduzione nel registro
precedente in ordine di tempo.
4. Premere il tasto Impostazione per ritornare alla modalità di scansione
automatica.
Scorrimento attraverso il registro
2009 Nordson Corporation
D_K
P/N 7119041G
3-28 Installazione
Tab. 3-5 Registro cronologico modifiche
Prima cifra
Seconda
cifra
P (Parametri)
Terza e quarta cifra
Indica il numero del parametro modificato
Vengono utilizzati unitamente ai LED sui tasti componenti per indicare la posizione
ed il metodo di una modifica ad una temperatura predefinita.
S
(Set-point
= Valore
predefinito)
P/N 7119041G
−
La modifica è
stata effettuata
su..
ed il sistema di
modifica è stato..
La vasca
Individuale
1– 6
Un singolo tubo
Individuale
Tasto pistola
1– 6
Una singola
pistola
Individuale
Tutti i tasti
0
Tutti i componenti
Globale
Tasto tubo
0
Tutti i tubi
Globale-percomponente
Tasto pistola
0
Tutte le pistole
Globale-percomponente
Quando questo LED
è acceso..
e la quarta cifra
indica..
Tasto vasca
1
Tasto tubo
D_K
2009 Nordson Corporation
Installazione
3-29
Esempi dal registro cronologico modifiche
Esempio 1:
Il parametro 4 (ritardo sistema pronto) è stato modificato.
Esempio 2:
Se il LED sul tasto pistola è acceso, questo display indica
che è stato utilizzato il metodo globale-per-componente per modificare la
temperatura delle pistole.
Gli inserimenti registrazione non utilizzati vengono indicati con ”P-_” sul display di destra.
Per vedere quante ore di riscaldamento sono
trascorse da una certa modifica (visualizzata),
premere simultamente entrambi i tasti di
scorrimento del display di destra.
Smontare l’unità di fusione
Spurgare completamente l’unità di fusione, staccare tutti i collegamenti
dall’unità di fusione e lasciarla raffreddare.
Smaltire l’unità di fusione
Se il prodotto Nordson non viene più utilizzato, provvedere a smaltirlo
osservando la normativa vigente.
2009 Nordson Corporation
D_K
P/N 7119041G
3-30 Installazione
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-1
Sezione 4
Funzionamento
PERICOLO: Le operazioni seguenti devono essere effettuate solo da
personale qualificato. Seguire e osservare le istruzioni di sicurezza
contenute in questo manuale e in tutti gli altri manuali utilizzati.
Questa sezione fornisce informazioni sui seguenti compiti a livello di
operatore:
Riempimento della vasca dell’unità di fusione
Avviamento dell’unità di fusione
Monitoraggio del funzionamento dell’unità di fusione
Regolazione della temperatura operativa dei componenti riscaldati
Utilizzo dei tasti funzione dell’unità di fusione
Spegnimento dell’unità di fusione
La maggior parte dei controlli descritti in questa sezione sono posizionati sul
pannello di controllo. Consultare Descrizione dell’unità di fusione nella
sezione 2, Introduzione, per la posizione dei controlli e degli indicatori
descritti in questa sezione.
Informazioni aggiuntive
Questa sezione presenta le procedure di funzionamento nella forma più
comune. Nella tabella informazioni aggiuntive che segue la maggior parte
delle procedure, sono contenute le variazioni di procedura o speciali
indicazioni. Dove è possibile, alcune voci della tabella contengono anche
informazioni incrociate. Le tabelle informazioni aggiuntive sono
contrassegnate dal simbolo indicato a sinistra.
2009 Nordson Corporation
D_K
P/N 7119041G
4-2
Funzionamento
Primo avviamento
Dopo che l’unità di fusione è stato installata secondo le direttive, si può
metterlo in funzione per la prima volta.
Flussare il materiale di collaudo dall’unità
L’unità di fusione è stata testata prima della consegna. A tale scopo la
vasca è stata riempita con un materiale speciale di collaudo. Residui di
questo materiale potrebbero essere ancora presenti nell’unità di fusione.
Per eliminare completamente questi residui, si consiglia di fondere e fare
circolare nel sistema alcuni chili di materiale prima di iniziare la produzione.
PERICOLO: Pericolo di ustioni! Il liquido di collaudo può mandare spruzzi,
se fuoriesce ad alta pressione. Prima di flussare l’unità di fusione regolare
la valvola di regolazione della pressione su una pressione bassa.
Pompa
Dopo la prima messa in funzione controllare la tenuta della pompa e se
necessario serrare il premistoppa.
X
Prima del primo serraggio la distanza tra premistoppa e blocco frontale
(misura X, fig. 4-1) in una pompa ad ingranaggi PR100/SN1710 deve
essere di 8−9 mm. Per tutte le altre pompe impiegate in DuraBlue la
distanza deve essere di 4 mm.
Fig. 4-1
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-3
Riempire la vasca
Manualmente
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
La vasca e il coperchio della vasca sono caldi. Quando si riempie la vasca
potrebbero uscire spruzzi di materiale bollente. Riempire la vasca con
prudenza.
PERICOLO: Non mettere in funzione l’unità di fusione con la vasca aperta.
Dalla vasca aperta possono fuoriuscire vapori bollenti contenenti sostanze
nocive.
ATTENZIONE: Prima di riempire la vasca assicurarsi che vasca e
materiale siano puliti e privi di corpi estranei. I corpi estranei possono
compromettere la funzionalità o perfino danneggiare l’unità di fusione e gli
accessori.
Fig. 4-2
ATTENZIONE: Non svuotare mai completamente la vasca. Se nella vasca
c’è troppo poco materiale, tale materiale può surriscaldarsi. Il materiale
surriscaldato può carbonizzare, depositarsi e causare disturbi di
funzionamento.
2009 Nordson Corporation
D_K
P/N 7119041G
4-4
Funzionamento
Massimo livello
25 mm
Il livello massimo non deve superare i 25 mm prima del bordo della vasca.
Fig. 4-3
Sezione della
vasca
Componenti riscaldati
L’unità di fusione contiene tre gruppi di componenti riscaldati. Questi sono il
gruppo vasca, che contiene la vasca e la pompa, il gruppo tubi ed il gruppo
pistole. I gruppi dei componenti sono rappresentati dai tasti componenti sul
quadro comandi, come mostrato a sinistra.
Tasti componenti
(vasca, tubo e pistola)
I componenti riscaldati all’interno di ciascun gruppo vengono identificati dal
loro numero di posizione. La posizione della vasca e della pompa è fissata
a 1. I numeri delle posizioni dei tubi e delle pistole vengono assegnati
automaticamente in base alle prese tubo/pistola al quale sono collegati. Ad
esempio, i numeri di posizione di una coppia tubo/pistola che sia collegata
alla seconda presa sarà posizione tubo 2 e posizione pistola 2.
NOTA: In alcune installazioni, è possibile collegare dispositivi ausiliari
(quale un collettore ad aria riscaldata) a una presa tubo/pistola. In tali casi, il
dispositivo ausiliario dovrebbe essere etichettato (o altrimenti identificato)
con il numero di posizione del tubo o della pistola relativo al dispositivo. Il
pannello di controllo identificherà tali dispositivi come un tubo o una pistola,
indipendentemente da ciò che il dispositivo effettivamente è.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-5
Avviamento dell’unità di fusione
Prima di avviare l’unità di fusione per la prima volta, assicurarsi che
l’unità di fusione sia completamente installata compresi i necessari
ingressi ed uscite, i driver delle pistole, i controller del cordone o i
timer.
i parametri operativi dell’unità di fusione siano impostati in
conformità con l’attuale processo di produzione.
Consultare la sezione 3, Installazione, se le voci sopra elencate non sono
complete.
Avviamento dell’unità di fusione
1. Accendere l’unità di fusione.
L’unità di fusione:
Prova i LED del quadro comandi
Accende i riscaldatori (i LED dei riscaldatori diventano verdi)
Inizia la scansione automatica e visualizza l’effettiva temperatura
della vasca e di ciascun tubo e pistola che abbia una temperatura
predefinita superiore a zero gradi. La sequenza della scansione
automatica è: vasca, ciascuna coppia tubo e pistola e poi di nuovo
alla vasca.
LED riscaldatori
Accende il LED di sistema pronto (verde) quando la vasca e tutti i
tubi e le pistole si trovano entro 3 C (5 F) dalla temperatura
predefinita loro assegnata.
Sequenza automatica di
scansione
LED sistema pronto
2009 Nordson Corporation
D_K
P/N 7119041G
4-6
Funzionamento
ATTENZIONE: Non far funzionare le pompe Nordson senza materiale.
Prima di accendere il motore, assicurarsi che la vasca sia piena.
2. Premere uno dei due tasti pompa (1 o 2) per abilitare la pompa.
Se il sistema non ha raggiunto lo stato di sistema pronto quando
viene premuto il tasto pompa, il LED sul tasto della pompa diventa
giallo ad indicare che la pompa è abilitata ma non avviata. La pompa
si avvierà automaticamente quando viene raggiunto lo stato di
sistema pronto.
Se il sistema ha raggiunto lo stato di sistema pronto quando viene
premuto il tasto pompa, la pompa si avvia ed il LED sul tasto della
pompa diventa verde ad indicare che la pompa è funzionante.
Se l’unità di fusione è impostata per l’attivazione manuale della
1
Tasti Pompa
P/N 7119041G
2
pompa, il LED della pompa non si accende e la pompa non si avvia
fino a che non verrà avviata manualmente tramite il dispositivo di
accensione.
NOTA: E’ possibile modificare la modalità operativa del tasto pompa
cambiando il parametro 8 (accensione automatica della pompa).
Consultare l’Appendice B, Parametri operativi
D_K
2009 Nordson Corporation
Funzionamento
Se l’unità di fusione viene accesa quando la
temperatura della vasca è di 27 C (50 F) o molto al
di sotto della sua temperatura predefinita (condizione
di partenza a freddo), il LED di sistema pronto non si
accende finché non sia trascorso il tempo di ritardo
sistema pronto (definito al momento dell’impostazione dell’unità di fusione).
Appendice B, Parametro 4
Il tempo restante sul ritardo di sistema pronto (in
minuti) compare sul display di destra alla fine di ogni
ciclo di scansione. Quando rimane solo un minuto
allo scadere del tempo di ritardo sistema pronto, il
display di destra effettua un conteggio alla rovescia in
secondi.
Appendice B, Parametro 4
4-7
E’ possibile bypassare il tempo di ritardo sistema
pronto premendo due volte il tasto Riscaldatori.
L’apparizione della scritta F4 sul display di destra
immediatamente dopo che l’unità di fusione è stata
accesa indica un problema con il processore o con la
scheda principale dell’unità di fusione.
Monitoraggio guasti unità di fusione
La comparsa della scritta F1 sul display di destra
immediatamente dopo l’avviamento dell’unità di
fusione indica che i cavi di un tubo o di una pistola
possono essere allentati o scollegati.
Sezione 6, Diagnostica
La condizione di uno o più ingressi può impedire
l’accensione dei riscaldatori.
Installazione ingressi unità di fusione
nella sezione 3, Installazione
Se era impostata e accesa la funzione orologio
settimanale quando l’unità di fusione è stata spenta
l’ultima volta, l’orologio si accenderà automaticamente quando l’unità di fusione verrà nuovamente
accesa.
Tasti funzione
Se si verifica un’interruzione di energia elettrica,
l’unità di fusione si avvia nuovamente col suo
normale ciclo di riscaldamento, anche se i riscaldatori
erano spenti o se l’unità di fusione era in standby
prima dell’interruzione dell’energia elettrica. Se prima
dell’interruzione dell’energia elettrica l’orologio
settimanale era acceso, l’unità di fusione si avvia
nuovamente nel modo dettato dal programma
orologio al momento di riavviamento dell’unità di
fusione.
2009 Nordson Corporation
D_K
P/N 7119041G
4-8
Funzionamento
Monitoraggio dell’unità di fusione
L’unità di fusione è dotata di spie che consentono di:
Avere una rapida conferma che l’unità di fusione sta funzionando
correttamente
Monitorare la temperatura effettiva del gruppo vasca e di ciascun
tubo e pistola
Identificare i guasti dell’unità di fusione
Decidere quando è necessaria l’assistenza
L’unità di fusione determina automaticamente il numero e la presa di tutti i
tubi e di tutte le pistole ad essa collegati. Consultare Componenti riscaldati,
più sopra in questa sezione, per informazioni sulla capacità tubo/pistola e
l’identificazione dei componenti riscaldati.
Conferma che l’unità di fusione sta funzionando correttamente
Il LED di sistema pronto si accende (verde) quando tutti i componenti
riscaldati si trovano entro 3 C (5 F) dalla loro temperatura predefinita.
Il LED di sistema pronto non si accende o si spegne quando si verifica uno
dei seguenti casi:
LED sistema pronto
Il dispositivo di ritardo sistema pronto sta ancora effettuando il conto
alla rovescia.
L’operatore o un segnale esterno mettono l’unità di fusione nella
modalità di standby.
L’orologio settimanale mette l’unità di fusione nella modalità di
standby.
C’è un guasto (il LED guasti si accende).
Consultare Monitoraggio guasti unità di fusione e Tasti funzione, più avanti
in questa sezione, per informazioni sui guasti dell’unità di fusione e
sull’utilizzo delle funzioni dell’orologio settimanale e di standby. Consultare
l’Appendice B, Parametro 4 per informazioni sul ritardo sistema pronto.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-9
I componenti riscaldati con una temperatura
predefinita di zero gradi vengono saltati durante il
ciclo di scansione automatica.
La temperatura predefinita della vasca e quella della
pompa non possono essere impostate
indipendentemente.
Il tempo restante del ritardo sistema pronto appare
sul display di destra alla fine di ogni ciclo di
scansione.
Appendice B, Parametro 4
E’ possibile non tener conto dell’orologio settimanale
in qualsiasi momento. Se l’orologio ha spento i
riscaldatori, questi vengono nuovamente accesi
premendo il tasto riscaldatori. Se l’orologio ha messo
l’unità di fusione nella modalità standby, i componenti
riscaldati torneranno alla loro temperatura predefinita
premendo il tasto di standby.
Tasti funzione
Monitoraggio temperature componenti
E’ possibile controllare la temperatura effettiva di ciascun componente
riscaldato—la vasca e ogni tubo e pistola—utilizzando la modalità di
scansione automatica o selezionando manualmente e controllando ciascun
componente.
Per default, l’unità di fusione rimane nella modalità di scansione automatica,
tranne quando:
L’unità di fusione viene messa nella modalità impostazione
La temperatura predefinita di tutti i tubi e di tutte le pistole è
impostata a zero gradi.
Si verifica un guasto
Controllo delle temperature dei componenti utilizzando la modalità di
scansione automatica
1. Quando il LED di sistema pronto è acceso, osservare i LED sui tasti
componenti.
2. Quando il LED sul tasto relativo al gruppo di componenti desiderato
(vasca, tubo o pistola) si accende, osservare il display di sinistra finché
non indica il numero della posizione dello specifico componente che si
desidera controllare.
LED sui tasti componenti
2009 Nordson Corporation
3. Quando compare il numero della posizione del componente desiderato
sul display di sinistra, osservare il display di destra per stabilire la
temperatura effettiva del componente.
D_K
P/N 7119041G
4-10 Funzionamento
Controllo manuale della temperatura di un componente
1. Premere il tasto (vasca, tubo o pistola) relativo al gruppo di componenti
che si desidera controllare.
La scansione automatica si interrompe ed il display di sinistra indica il
numero del primo componente sequenziale nel gruppo di componenti
selezionato. Il display di destra indica la temperatura effettiva del
componente.
Display sinistro e tasto di
scorrimento
Display temperatura componente
NOTA: Quando viene premuto il tasto vasca, il display di sinistra non
indica il numero di un componente (display vuoto).
2. Se il primo componente sequenziale non è quello che si desidera
controllare, utilizzare il tasto di scorrimento del display di sinistra per
andare al numero corretto di componente.
Il display di destra indica la temperatura effettiva del componente
selezionato.
3. Premere due volte il tasto Impostazione per ritornare alla modalità di
scansione automatica.
Quando si passa oltre il numero dell’ultimo
componente sequenziale di un gruppo di componenti
sul display di sinistra, sullo stesso display compare il
numero del primo componente sequenziale del
gruppo di componenti successivo.
L’unità di fusione ritorna alla modalità di scansione
automatica due minuti dopo che l’ultimo tasto è tasto
premuto.
Premendo il tasto Vasca è la temperatura della
pompa che viene in effetti indicata sul display di
destra. Per controllare la temperatura effettiva della
vasca, premere contemporaneamente il tasto Vasca
e il tasto di scorrimento del display di sinistra.
L’unità default per la visualizzazione della
temperatura è in gradi Celsius (C). Può essere
modificata in gradi Fahrenheit usando il parametro
operativo 20.
Appendice B, Parametro 20
I LED su ciascuno dei tasti componenti cambieranno
da verde a giallo se uno qualsiasi dei componenti del
gruppo scende di oltre 3 C (5 F) al di sotto della
sua temperatura predefinita.
Si può controllare in qualsiasi momento la
temperatura predefinita di un componente premendo
il tasto di scorrimento SU del display di destra.
Tenendo premuto il tasto di scorrimento mentre
l’unità di fusione si trova nella modalità di scansione
automatica si può vedere il valore predefinito di
ciascun componente sottoposto a scansione.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-11
Monitoraggio guasti unità di fusione
L’unità di fusione avvisa l’operatore dei guasti elencati nella tabella 4-1.
Quando si verifica un guasto, si deve diagnosticarlo, correggere la
condizione di guasto e poi rimettere in funzione l’unità di fusione. Si può
usare il registro dei guasti per vedere il tipo, l’ordine e il tempo relativo degli
ultimi dieci guasti.
Tab. 4-1 Guasti dell’unità di fusione
Anzeigecode/
Subcode
Nome
Effetto sull’unità di
fusione
Causa
RTD
Le resistenze si
spengono
L’RTD del componente indicato è guasto
o il componente è stato scollegato
dall’unità di fusione.
Temperatura bassa
Le resistenze si
spengono
La temperatura effettiva del componente
indicato è scesa al di sotto del delta di
temperatura bassa, che era stato
impostato utilizzando il parametro 22.
Sovratemperatura
Le resistenze si
spengono
La temperatura effettiva del componente
indicato è salita oltre il delta di
sovratemperatura, che era stato
impostato utilizzando il parametro 21.
F4/1
Test RAM
L’unità di fusione
smette di funzionare
F4/2
Ora orologio interno
F4/3
Ora orologio interno
F4/4
RAM con batteria di
riserva orologio
interno
F4/5
F1/nessuno
F2/nessuno
F3/entf.
Guasto RAM interno
Guasto orologio interno
I riscaldatori restano
accesi, la condizione
di guasto sussiste
Ora orologio interno difettosa
Batteria orologio
interno
I riscaldatori restano
accesi, la condizione
di guasto sussiste
Batteria di riserva del RAM scarica
F4/6
Da analogico a
digitale
L’unità di fusione
smette di funzionare
Convertitore da analogico a digitale RTD
guasto
F4/7
Calibrazione da
analogico a digitale
L’unità di fusione
smette di funzionare
Convertitore da analogico a digitale RTD
non si può calibrare
F4/8
Feedback scheda
principale
L’unità di fusione
smette di funzionare
Guasto della comunicazione tra scheda
principale e CPU
F4/A
Termostato
L’unità di fusione
smette di funzionare
Termostato vasca o pompa aperto
2009 Nordson Corporation
D_K
Guasto del RAM con batteria di riserva
P/N 7119041G
4-12 Funzionamento
Errore F1, F2 e F3
Quando l’unità di fusione rileva un guasto F1, F2 o F3:
1. La scansione automatica si interrompe e l’unità di fusione inizia a
monitorare il guasto potenziale per massimo due minuti. Durante questi
due minuti i LED sistema pronto e riscaldatore restano accesi. Se
durante questi due minuti rileva che la condizione di guasto non esiste
più, l’unità di fusione torna alla modalità di scansione automatica.
2. Il LED del tasto del componente in questione (vasca, tubo o pistola) si
accende per indicare il tipo di componente guasto.
3. Il display di destra indica il tipo di guasto (F1, F2 o F3).
4. Il display di sinistra indica il componente guasto come segue:
Se il LED sul tasto della vasca è illuminato, il display di sinistra
indicherà 1 per la vasca o 2 per la pompa.
Se il LED sul tasto del tubo o della pistola è acceso, il display di
sinistra indicherà il numero del tubo o della pistola in questione.
LED guasti (rosso)
5. Se la condizione di guasto persiste anche al termine dei due minuti di
monitoraggio, il LED sistema pronto si spegne, il LED rosso di guasto si
accende, i riscaldatori si spengono e l’unità di fusione prende nota del
guasto nel registro guasti. Consultare Registro guasti in questa sezione.
Per rimettere in funzione l’unità di fusione occorre eliminare l’errore e
ripristinare (reset) l’unità di fusione. Per informazioni sulla diagnosi e
l’eliminazione di errori vedi sezione 6, Diagnostica. Vedi anche Ripristinare
l’unità di fusione (Reset).
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-13
Per visionare la temperatura di un componente
riscaldato quando si verifica un guasto F2 o F3,
premere contemporaneamente e mantenere premuti
entrambi i tasti di scorrimento del display di destra.
E’ possibile ignorare temporaneamente un guasto
F1 (RTD) e ritornare alla modalità di scansione
automatica premendo il tasto Annulla/Reset. I
riscaldatori tuttavia restano spenti. Se la condizione
di guasto sussiste ancora due minuti dopo aver
premuto il tasto Annulla/reset, il LED guasti si
accenderà nuovamente.
Quando compare un codice di guasto F1, è
possibile stabilire se il guasto è stato causato da un
RTD aperto o in cortocircuito premendo
contemporaneamente entrambi i tasti di scorrimento
del display di destra. Se il display di destra indica
OP, l’RTD è aperto, se indica SH, l’RTD è in
cortocircuito.
Se per qualsiasi ragione un componente arriva a
235 C (458 F), scatta immediatamente un guasto
F3 (senza i due minuti di monitoraggio).
Errore F4
Quando l’unità di fusione rileva un guasto F4:
1. Il LED sistema pronto si spegne e il LED rosso di guasto si accende.
2. Tutti i LED sui tasti dei componenti (vasca, tubo e pistola) si spengono.
3. Il display destro indica F4.
4. Il display sinistro indica un sottocodice. I sottocodici classificano il
guasto come grave o non grave. Queste due categorie di guasti F4
hanno il seguente effetto sull’unità di fusione:
Grave—Il LED guasto si accende e resta acceso; l’unità di fusione
smette completamente di funzionare.
Non grave—Il LED guasto si accende per cinque secondi, ma i
riscaldatori e la pompa continuano a funzionare normalmente. I guasti
non gravi hanno ripercussioni sull’orologio interno.
5. L’unità di fusione prende nota del guasto nel registro guasti. Consultare
Registro guasti in questa sezione.
2009 Nordson Corporation
D_K
P/N 7119041G
4-14 Funzionamento
Per rimettere in funzione l’unità di fusione
1. Diagnosticare e correggere la condizione di guasto. Consultare la
sezione 6, Diagnostica per informazioni sulla diagnosi e la correzione di
condizioni di guasto.
2. Premere due volte il tasto Impostazione per riportare l’unità di fusione
alla modalità di scansione automatica.
Tasto annulla/reset
3. Premere il tasto Annulla/Reset.
4. Premere il tasto Riscaldatore per accendere i riscaldatori.
Tasto riscaldatore
Se sul display di destra appare F4 quando si preme
il tasto orologio significa che l’orologio interno non
funziona.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-15
Registro guasti
1. Premere e mantenere premuto il tasto Impostazione.
La scansione automatica si arresta e compare il parametro operativo 1
sul display di sinistra.
2. Scorrere sul display di sinistra fino al parametro 2 (il registro guasti).
Il display di destra indica l’ultimo guasto verificatosi come segue:
Tasto impostazione
Se l’ultimo guasto era un guasto F1, F2 o F3, il LED sul tasto relativo
al componente compromesso diventa giallo.
Se l’ultimo guasto verificatosi era un guasto F4, i LED di tutti i tasti
dei componenti si spengono.
Il display di destra indica l’inserimento della registrazione dell’ultimo
guasto verificatosi. La tabella 4-2 fornisce il significato di ciascuna
cifra della registrazione. Di seguito alla tabella vi sono due esempi di
inserimento nella registrazione guasti.
Display sinistro e tasto di
scorrimento
3. Premere il tasto di scorrimento del display di destra per rivedere
ciascuno dei rimanenti nove inserimenti registrazione. Ogni volta che si
preme il tasto di scorrimento appare l’inserimento registrazione
progressivamente precedente.
NOTA: Il registro guasti memorizza solamente gli ultimi dieci guasti.
Dopo il decimo guasto, le registrazioni esistenti vengono sovrascritte, ad
iniziare dalla più vecchia, con l’undicesimo ed i successivi inserimenti.
4. Premere il tasto Impostazione per ritornare alla modalità di scansione
automatica.
Scorrimento attraverso il registro
guasti
Tab. 4-2 Registro guasti
Prima cifra
Seconda e terza cifra
Quarta cifra
Componente:
Tipo di guasto:
1 = Vasca o tubo/pistola 1
0 = Inserimento di registro non utilizzato
2 = Pompa o tubo/pistola 2
3 = Tubo 3 o pistola 3
4 = Tubo 4 o pistola 4
-F
1 = RTD (aperto o in cortocircuito)
2 = Temperatura bassa componente
3 = Sovratemperatura componente
4 = Guasto elettrico o del processore
5 = Tubo 5 o pistola 5
6 = Tubo 6 o pistola 6
2009 Nordson Corporation
D_K
P/N 7119041G
4-16 Funzionamento
Esempi registrazione guasti
Esempio 1:
Un inserimento di registro non utilizzato.
Esempio 2:
Se il LED sul tasto vasca fosse acceso, questa
registrazione starebbe ad indicare che la vasca è al di sotto della sua
temperatura. Se il LED sul tasto tubo fosse acceso, questa registrazione
starebbe ad indicare che il tubo 1 è al di sotto della sua temperatura.
Per vedere quante ore di riscaldamento sono
trascorse da una registrazione, premere
simultaneamente entrambi i tasti di scorrimento del
display di destra. Il numero di ore compare sul
display di destra.
Se il registro guasti viene lasciato aperto per un
periodo di due minuti senza che venga premuto
alcun tasto, l’unità di fusione ritorna alla modalità di
scansione automatica.
Quando un guasto F1 risulta dallo scollegamento
dall’unità di fusione di una coppia tubo/pistola,
vengono eseguite due registrazioni nel registro
guasti. La prima registrazione si riferisce alla pistola
ed la seconda al tubo.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-17
Monitoraggio dell’intervallo assistenza
L’unità di fusione può essere impostata in modo che il LED assistenza
situato sul lato sinistro del pannello di controllo si accenda allo scadere di
un periodo di tempo stabilito dal cliente. Il LED assistenza può essere
utilizzato per segnalare la necessità di cambiare il filtro del materiale hot
melt o per effettuare qualsiasi altra attività di manutenzione definita dal
cliente. Una volta effettuata la manutenzione richiesta, il LED assistenza va
reimpostato.
Reimpostazione del LED assistenza
LED assistenza (giallo)
Con l’unità di fusione in modalità scansione, premere il tasto Annulla/Reset
per spegnere il LED di assistenza e reimpostare il tempo di assistenza.
Tasto Annulla/Reset
L’impostazione default per la durata dell’intervallo
assistenza è di 500 ore.
2009 Nordson Corporation
D_K
Appendice B, Parametro 5
P/N 7119041G
4-18 Funzionamento
Regolazione temperature dei componenti
E’ possibile regolare la temperatura predefinita dei componenti riscaldati
utilizzando i seguenti metodi:
Globale—La vasca e tutti i tubi e le pistole vengono impostati alla
stessa temperatura predefinita.
Globale-per-gruppi di componenti—Tutti i tubi o tutte le pistole
sono impostati alla stessa temperatura predefinita.
Componente individuale—La temperatura predefinita della vasca e
di ciascun tubo e pistola viene regolata singolarmente.
Prima di regolare le temperature predefinite, assicurarsi che ciascuna
coppia tubo/pistola sia collegata alla presa tubo/pistola corretta. Ad
esempio, la coppia tubo/pistola 1 deve essere collegata alla presa 1.
Consultare Componenti riscaldati precedentemente in questa sezione per
informazioni circa le posizioni tubo/pistola.
Temperature consigliate
La temperatura di lavoro indicata dal fornitore del materiale va presa come
riferimento per l’impostazione della temperatura. Non si deve superare la
temperatura massima d’esercizio dell’unità di fusione e dei componenti
riscaldati del sistema qui descritti.
ATTENZIONE: Nordson non si assume alcuna responsabilità e non offre
garanzia per danni derivanti da un’impostazione non corretta della
temperatura.
Vasca
Temperatura di lavoro prescritta
(con ritiro di materiale < 50 g/min: da 0 a 10 °C (18 °F) sotto la
temperatura di lavorazione prescritta)
Valore di temperatura bassa
(avvertimento)
10 °C (18 °F) sotto la temperatura di lavorazione impostata
Valore di temperatura bassa
(errore)
15 °C (27 °F) sotto la temperatura di lavorazione impostata
Valore di sovratemperatura
(avvertimento)
10 °C (18 °F) sopra la temperatura di lavorazione impostata
Valore di sovratemperatura
(errore)
15 °C (27 °F) sopra la temperatura di lavorazione impostata
Testa di applicazione
(accessorio)
Temperatura/e di lavorazione prescritta/e
Tubo riscaldato (accessorio)
Temperatura di lavoro prescritta
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-19
Regolazione delle temperature predefinite utilizzando il metodo
globale
1. Premere e mantenere premuto il tasto Vasca per tre secondi.
Tasto vasca
Sul display di sinistra lampeggia 1.
2. Scorrere sul display di sinistra fino a 0 (lampeggiante).
Il display di destra mostra delle lineette (----) ed i LED sui tasti di tutti i
componenti diventano verdi.
3. Premere il tasto Enter.
Display di sinistra e
tasto di scorrimento
Tasto Enter
Il display destro lampeggia.
4. Usare la tastiera per inserire la temperatura predefinita consigliata dal
fabbricante dell’hot melt.
NOTA: Se la tastiera o i tasti di scorrimento del display di destra non
producono alcun effetto sullo stesso display, l’unità di fusione è protetta
da una password. E’ necessario inserire una password valida prima di
poter modificare le temperature predefinite. Consultare Immettere
password in questa sezione.
5. Premere il tasto Vasca.
LED sistema pronto
2009 Nordson Corporation
Tutti i componenti iniziano a riscaldarsi o a raffreddarsi secondo la
nuova temperatura globale predefinita. Quando tutti i componenti hanno
raggiunto la loro temperatura globale predefinita, il LED di sistema
pronto si accende (verde).
D_K
P/N 7119041G
4-20 Funzionamento
Regolazione della temperatura predefinita utilizzando il metodo
globale-per-componente
1. Premere e mantenere premuti i tasti Tubo o Pistola per tre secondi.
Il display di sinistra indica il numero del primo tubo o della prima pistola
sequenziale. Il diplay di destra indica la temperatura predefinita attuale
del tubo o della pistola.
2. Scorrere sul display di sinistra fino a 0.
Tasti vasca, tubo e pistola
Il display di destra mostra delle lineette (- - - -).
3. Premere il tasto Enter.
Il display destro lampeggia.
4. Usare la tastiera per inserire la temperatura predefinita consigliata dal
fabbricante dell’hot melt.
NOTA: Se la tastiera o i tasti di scorrimento del display di destra non
producono alcun effetto sullo stesso display, l’unità di fusione è protetta
da una password. E’ necessario inserire una password valida prima di
poter modificare le temperature predefinite. Consultare Immettere
password in questa sezione.
5. Premere il tasto Enter.
I tubi e le pistole iniziano a riscaldarsi o a raffreddarsi secondo la loro
nuova temperatura predefinita.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-21
Regolazione della temperatura predefinita di un singolo componente
1. Premere e mantenere premuti i tasti Vasca, Tubo o Pistola per tre
secondi.
Se è stato premuto il tasto vasca, il display di sinistra indica il parametro
1 (lampeggiante). Se è stato premuto il tasto tubo o pistola, il display di
sinistra indica il numero del primo tubo o della prima pistola sequenziale
(lampeggiante). Il display di destra indica la temperatura predefinita
attuale del componente indicato sul display di sinistra.
2. Scorrere il display di sinistra fino al numero del componente desiderato.
Il display di destra indica la temperatura predefinita attuale del
componente selezionato sul display di sinistra.
3. Premere il tasto Enter.
Il display destro lampeggia.
4. Usare la tastiera per inserire la temperatura predefinita consigliata dal
fabbricante dell’hot melt. Consultare la Scheda di sicurezza del
materiale fornita dal produttore di hot melt per determinare la
temperatura predefinita ottimale.
NOTA: Se la tastiera o i tasti di scorrimento del display di destra non
producono alcun effetto sullo stesso display, l’unità di fusione è protetta
da una password. E’ necessario inserire una password valida prima di
poter modificare le temperature predefinite. Consultare Immettere
password in questa sezione.
5. Eseguire uno dei seguenti punti:
Per registrare la nuova temperatura predefinita e quindi procedere
alla modifica della temperatura predefinita del componente
sequenziale successivo, premere il tasto Enter e quindi ripetere i
passaggi 4 e 5.
Per registrare la nuova temperatura predefinita e ritornare alla
modalità di scansione automatica, andare al passaggio 6.
6. Premere uno qualsiasi dei tasti componenti (vasca, tubo o pistola).
Il componente selezionato inizia a riscaldarsi o a raffreddarsi secondo la
nuova temperatura predefinita.
2009 Nordson Corporation
D_K
P/N 7119041G
4-22 Funzionamento
Se è stata inserita una temperatura predefinita valida
per un tubo/pistola che non sono collegati all’unità di
fusione o se è stata inserita una temperatura
predefinita non valida, il display di destra mostrerà
delle lineette (----) per tre secondi e poi tornerà a
mostrare la temperatura predefinita di origine.
Quando il display di destra lampeggia, si può
cambiare rapidamente la temperatura predefinita
attuale in 0 gradi (spento) premendo simultaneamente entrambi i tasti di scorrimento del display di
destra.
Dopo aver rimosso un tubo o una pistola, impostare
la temperatura del componente su zero gradi
(spento) usando il metodo di regolazione della
temperatura predefinita per componente singolo. Per
evitare di causare un guasto F1 quando vengono
aggiunti un tubo o una pistola, utilizzare il metodo del
componente singolo per impostare la temperatura
desiderata.
La temperatura impostata in fabbrica per la vasca è
175 C (350 F). La temperatura impostata in
fabbrica per tutti gli altri componenti è di zero gradi
(spento).
Quando l’unità di temperatura è impostata in gradi
centigradi, la temperatura predefinita minima e
massima è di 40 C e di 230 C. Quando le unità di
temperatura sono impostate in gradi Fahrenheit, la
temperatura predefinita minima e massima è di
100 F e di 450 F.
Quando vengono utilizzati i tasti di scorrimento del
display di destra per regolare una temperatura
predefinita, il display di destra aumenta automaticamente tra 0, 175 e 230 C o tra 0, 350 e 450 F.
Se si commette un errore nel modificare una
temperatura predefinita, ma non si è ancora premuto
il tasto Enter, premere il tasto Annulla/Reset per
reimpostare il display di destra alla temperatura di
origine.
L’unità di fusione esce dalla modalità di impostazione
e ritorna alla modalità di scansione automatica due
minuti dopo che l’ultimo tasto è stato premuto.
Una temperatura globale predefinita di zero gradi
(centigradi o Fahrenheit) spegne tutti i componenti.
Durante lo scorrimento tra i numeri dei componenti
sul display di sinistra, vengono saltati i numeri dei
componenti associati a prese tubo/pistola non
utilizzate.
P/N 7119041G
L’unità di fusione memorizza una registrazione delle
ultime dieci modifiche apportate alle temperature
predefinite (e parametri operativi) nel registro
cronologico delle modifiche.
Sezione 3, Installazione, Revisione
modifiche parametri e temperature
predefinite
E’ possibile salvare le modifiche alle temperature
predefinite premendo contemporaneamente il tasto 1
e il tasto Impostazione.
Sezione 3, Installazione, Salvataggio
e ripristino impostazioni unità di
fusione
D_K
2009 Nordson Corporation
Funzionamento
4-23
Immettere password
Se l’unità di fusione è protetta da una password, si deve inserire una
password valida prima di poter modificare qualsiasi temperatura predefinita
o parametro dell’unità di fusione.
Inserimento password dell’unità di fusione
1. Premere il tasto Impostazione.
Il display di sinistra indica il parametro 0 (lampeggiante) ed il display di
destra indica 4000.
2. Premere il tasto Enter.
Il display destro lampeggia.
3. Utilizzare la tastiera per inserire la password dell’unità di fusione.
4. Premere il tasto Enter.
Si verifica uno dei seguenti casi:
Se la password è corretta, il display di sinistra indica il parametro 1.
Se la password non è corretta, il display di sinistra resta a 0 e quello
di destra indica momentaneamente delle lineette (----) e quindi
ritorna a 4000.
Se la password non è corretta, inserirla nuovamente e premere il
tasto Enter.
L’unità di fusione tornerà automaticamente
alla modalità protetta dalla password due minuti dopo
che l’ultimo tasto è stato premuto (qualsiasi tasto).
Per far tornare l’unità di fusione nella modalità
protetta dalla password prima che siano passati i due
minuti, premere due volte il tasto Impostazione.
La password dell’unità di fusione viene creata e
attivata/disattivata durante l’impostazione del
sistema.
2009 Nordson Corporation
D_K
Impostazione dell’unità di fusione
nella sezione 3, Installazione
P/N 7119041G
4-24 Funzionamento
Tasti funzione
Il pannello di controllo fornisce i seguenti tasti per funzioni standard e
speciali:
Tasti funzioni standard
Riscaldatore
Pompa (1 e 2)
Impostazione
Tasti funzioni speciali
Orologio settimanale
Standby
ATTENZIONE: L’attivazione involontaria dei tasti di funzione può, in
circostanze particolari, provocare effetti indesiderati sull’unità di fusione o
sul processo di produzione. I tasti delle funzioni dovrebbero essere utilizzati
solamente da personale esperto nell’impostazione dell’unità di fusione e
nella sua connessione al processo di produzione. L’uso improprio dei tasti
funzione potrebbe provocare un andamento irregolare nel processo o
lesioni fisiche.
Tasto riscaldatore
Tasto riscaldatore
Il tasto riscaldatore viene utilizzato per accendere o spegnere manualmente
i riscaldatori dei componenti. Premendo il tasto riscaldatore si supera il
controllo (accensione o spegnimento) dei riscaldatori sia con la funzione
dell’orologio settimanale che con un input remoto. Il LED sul tasto
riscaldatore si accende quando i riscaldatori sono accesi.
Quando si verifica un guasto (consultare Monitoraggio guasti unità di
fusione in questa sezione) i riscaldatori si spengono automaticamente. Il
tasto riscaldatore viene usato per riaccendere i riscaldatori dopo aver
corretto un guasto.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-25
Tasti pompa
1
Tasto pompa
2
Per abilitare, avviare o fermare la pompa premere il tasto Pompa (1 o 2).
Il LED del tasto Pompa corrispondente è giallo quando la pompa è abilitata
(ma non ancora in funzione) e verde quando la pompa è in funzione.
L’accensione o spegnimento della pompa non si ripercuote sul controllo del
riscaldamento.
Se la funzione di accensione automatica della pompa (parametro 8) è
disabilitata, si deve utilizzare il tasto pompa per avviare la pompa quando
l’unità di fusione è pronta.
Se gli ingressi sono impostati per usare l’opzione di controllo
abilita/disabilita pompa (opzione 3 o opzione 11), il motore della pompa non
si avvia finché la pompa viene abilitata e viene applicata la tensione corretta
ai contatti d’ingresso. Se la pompa è abilitata, ma non c’è tensione
all’ingresso, il LED della pompa lampeggia di color verde.
Tasto impostazione
Tasto impostazione
2009 Nordson Corporation
Il tasto impostazione viene utilizzato per mettere o togliere l’unità di fusione
dalla modalità di impostazione. Quando l’unità di fusione è nella modalità di
impostazione, la scansione automatica si arresta ed i display di sinistra e di
destra vengono utilizzati per selezionare, leggere o redigere i parametri
operativi.
D_K
P/N 7119041G
4-26 Funzionamento
Tasto orologio settimanale
Usare il tasto orologio settimanale per accendere e spegnere la funzione
orologio dell’unità di fusione. Quando l’orologio è acceso, la temperatura di
ciascun componente riscaldato viene automaticamente regolata in base a
una serie di programmi definiti dall’utente.
Tasto orologio settimanale
Per adeguarsi ai turni di lavoro giornalieri e ai giorni non lavorativi, è
possibile impostare quattro programmi orologio. I programmi 1, 2 e 3
vengono usati per indicare quando i riscaldatori devono accendersi e
spegnersi o quando l’unità di fusione deve entrare o uscire dalla modalità di
standby. Il programma 0 si usa per mantenere l’unità di fusione nell’ultima
condizione dettata dall’orologio (riscaldatori accesi o spenti, o standby).
Quando un programma orologio provoca l’accensione dei riscaldatori,
questi sono regolati alle loro temperature predefinite già assegnate. Quando
l’orologio attiva la modalità di standby, la temperatura predefinita di ciascun
componente viene temporaneamente ridotta di un delta di standby
preimpostato.
Consultare l’appendice B Parametri operativi per informazioni riguardanti
l’impostazione dell’orologio settimanale e il delta di standby.
Se l’unità di fusione viene spenta mentre l’orologio è
acceso, l’orologio si riaccenderà nuovamente la
prossima volta che l’unità di fusione viene riaccesa.
Se i riscaldatori vengono spenti manualmente nel
momento in cui un programma orologio manda
l’impulso per l’accensione dei riscaldatori, questi non
si riaccenderanno finché il successivo programma
orologio non trasmetterà loro l’impulso di accensione.
L’orologio funziona anche quando l’unità di fusione
ha un guasto o si trova nella modalità di
impostazione.
Se sul display di destra appare F4 quando si preme il
tasto orologio significa che l’orologio interno non
funziona.
P/N 7119041G
D_K
Sezione 7, Diagnostica
2009 Nordson Corporation
Funzionamento
4-27
Tasto standby
Tasto standby
Usare il tasto standby per mettere o togliere manualmente l’unità di fusione
nalla modalità di standby. L’utilizzo della modalità di standby durante i
periodi in cui l’unità di fusione è inattiva aiuta a risparmiare energia e
consente ai componenti riscaldati di ritornare velocemente alle loro
temperature predefinite quando l’unità di fusione deve essere nuovamente
utilizzata.
Quando l’unità di fusione viene posta nella modalità di standby, le
temperature di tutti i componenti vengono ridotte rispetto alle loro
temperature predefinite di un delta standby predefinito. L’unità di fusione
rimarrà nella modalità di standby finché non viene premuto il tasto di
standby o nel caso in cui la funzione di uno dei parametri operativi non fa
uscire l’unità di fusione dalla modalità di standby.
Se l’unità di fusione è impostata per utilizzare il timer standby manuale
(parametro 26), premendo il tasto standby si metterà l’unità di fusione nella
modalità di standby per il periodo di tempo indicato dal timer. Una volta
scaduto il tempo di standby manuale, l’unità di fusione inizierà nuovamente
a riscaldare tutti i componenti fino alla loro temperatura predefinita.
L’utilizzo del tasto standby consente di superare il controllo dell’unità di
fusione (accensione o spegnimento) mediante l’orologio settimanale o un
input remoto.
Consultare la sezione 3 Installazione, Impostazione dell’unità di fusione e
l’Appendice B, Parametri operativi, per informazioni riguardanti
l’impostazione del delta di standby e del timer di standby.
2009 Nordson Corporation
L’unità di fusione può anche essere impostata per
entrare automaticamente nella modalità di standby
utilizzando diversi parametri operativi.
Appendice B, Parametri 25, 26,
30–33, 57, 62 e 67
Quando lo standby manuale è abilitato, il LED
standby lampeggia.
Appendice B, Parametro 26
D_K
P/N 7119041G
4-28 Funzionamento
Spegnimento dell’unità di fusione
Spegnere l’unità di fusione quando non se ne prevede l’uso per un lungo
periodo di tempo.
Spegnere l’unità di fusione
1. Mettere l’interruttore principale in posizione 0/OFF.
2. Disabilitare le pistole come segue:
Pistole ad aria compressa: spegnere l’erogazione di aria alle pistole.
Pistole elettriche: spegnere il driver della pistola, il controller del
cordone o il timer.
P/N 7119041G
D_K
2009 Nordson Corporation
Funzionamento
4-29
Registro delle impostazioni
Dati sulla produzione:
Produttore
Materiale:
Temperatura di lavorazione
Viscosità
Produttore
Detergente:
Punto di infiammabilità
Fusione principale (impostata in fabbrica)
Canale guida:
Temperature di lavorazione (valori nominali di temperatura):
Prefusione
Fusione principale
Tubo
(accessorio)
1)
2)
3)
4)
5)
6)
Testa di applicazione (accessorio)
1)
2)
3)
4)
5)
6)
Riscaldatore d’aria
1)
2)
3)
4)
5)
6)
(accessorio)
Velocità delle pompe:
Pompa
1)
2)
Pressioni dell’aria alla testa di applicazione (accessorio):
Aria di controllo
1)
2)
3)
4)
5)
6)
Aria di spruzzo
1)
2)
3)
4)
5)
6)
Annotazioni:
Nome
2009 Nordson Corporation
Data
D_K
P/N 7119041G
4-30 Funzionamento
Registro delle impostazioni - Copia di riserva
Dati sulla produzione:
Produttore
Materiale:
Temperatura di lavorazione
Viscosità
Produttore
Detergente:
Punto di infiammabilità
Fusione principale (impostata in fabbrica)
Canale guida:
Temperature di lavorazione (valori nominali di temperatura):
Prefusione
Fusione principale
Tubo
(accessorio)
1)
2)
3)
4)
5)
6)
Testa di applicazione (accessorio)
1)
2)
3)
4)
5)
6)
Riscaldatore d’aria
1)
2)
3)
4)
5)
6)
(accessorio)
Velocità delle pompe:
Pompa
1)
2)
Pressioni dell’aria alla testa di applicazione (accessorio):
Aria di controllo
1)
2)
3)
4)
5)
6)
Aria di spruzzo
1)
2)
3)
4)
5)
6)
Annotazioni:
Nome
P/N 7119041G
Data
D_K
2009 Nordson Corporation
Manutenzione
5-1
Sezione 5
Manutenzione
PERICOLO: Le operazioni seguenti devono essere effettuate solo da
personale qualificato. Seguire e osservare le istruzioni di sicurezza
contenute in questo manuale e in tutti gli altri manuali utilizzati.
NOTA: La manutenzione è un’importante misura preventiva per mantenere
la sicurezza di funzionamento e per prolungare la durata dell’apparecchio.
Non va assolutamente trascurata.
Pericolo di ustioni
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
Alcune operazioni di manutenzione possono essere effettuate solo quando
l’unità di fusione è già stata riscaldata.
Depressurizzare
PERICOLO: Sistema e materiale sotto pressione. Prima di scollegare i tubi,
le teste di applicazione o le pistole, depressurizzare il sistema. La mancata
osservanza può provocare gravi ustioni.
1. Spegnere il/i motore/i (vedi sezione Funzionamento).
2. Mettere un recipiente sotto l’ugello/gli ugelli della testa di applicazione/
della pistola.
3. Azionare elettricamente o manualmente l’elettrovalvola/le elettrovalvole;
per le pistole azionare il grilletto. Ripetere questa operazione fino a
quando non esce più materiale.
4. Smaltire il materiale ai sensi della normativa vigente.
2009 Nordson Corporation
D_K
P/N 7119041G
5-2
Manutenzione
Se si usano detergenti osservare quanto segue
Utilizzare solo detergenti consigliati dal produttore del materiale.
Osservare quanto indicato sul foglio dati di sicurezza del detergente.
Smaltire il detergente utilizzato osservando la normativa vigente.
Materiali ausiliari
Componente
Numero d’ordine
Impiego
Da applicare su o-ring e filetti
NOTA: Il lubrificante non va
mischiato con altri lubrificanti. Prima
dell’applicazione le parti
grasse/oleose vanno pulite.
Lubrificante per alte
temperature
Barattolo
10 g
P/N 394 769
Tubetto
250 g
P/N 783 959
Cartuccia
400 g
P/N 402 238
Pasta di tenuta Stucarit 203
Tubetto 100 ml
Si applica su superfici di tenuta
P/N 255 369
Adesivo resistente alla
temperatura Loctite 640
50 ml
Fissa i collegamenti a vite
P/N 230 359
Pasta termoconduttrice
NTE303
1g
P/N 7119041G
Per una migliore conducibilità
termica dei sensori di temperatura
P/N 1023441
D_K
2009 Nordson Corporation
Manutenzione
5-3
Manutenzione preventiva
Gli intervalli hanno solo valore empirico generale. A seconda delle
condizioni ambientali, delle condizioni di produzione e dei tempi di
funzionamento dell’unità di fusione possono essere necessari altri intervalli
di manutenzione.
Componente dell’unità
di fusione
Unità di fusione
completa
Operazione
Intervallo
Vedi pag.
Pulizia esterna
Giornaliero
5-4
Controllo visivo di
possibili danni esterni
Giornaliero
5-4
Flussare con detergente
Quando viene cambiato il tipo di
materiale
5-5
Ventilatore e filtro
dell’aria
Controllare il filtro e, se
necessario, pulirlo o
sostituirlo
Pulire le griglie del
ventilatore
A seconda della polvere, se
necessario giornaliero
5-6
Cavo di collegamento
Controllo visivo di
possibili danni
Ad ogni manutenzione dell’unità
di fusione
−
Condotti dell’aria
Controllo visivo di
possibili danni
Ad ogni manutenzione dell’unità
di fusione
−
Pompa
(a partire dalla versione
12/2008 con guarnizione
Variseal)
Per pompe con premistoppa: Controllo della
tenuta, se necessario
serrare il premistoppa
A seconda delle ore d’esercizio,
della velocità e della temperatura
della pompa
Raccomandiamo: mensilmente
5-7
Stringere le viti di
fissaggio
Ogni 500 ore d’esercizio
Pulire la calotta della
ventola
A seconda della polvere, se
necessario giornaliero
−
Cambiare il lubrificante
Ogni 15 000 ore d’esercizio o
ogni 4 anni.
5-8
Valvola di regolazione
pressione
Scomporre e pulire
Semestrale
5-9
Cartuccia filtrante
Sostituire la cartuccia
filtrante
Scomporre e pulire la
cartuccia filtrante
A seconda del grado di sporcizia
del materiale
Raccomandiamo: Ogni 1000 ore
d’esercizio
5-10
Vasca
Pulire la vasca
manualmente
In caso di depositi di materiale
nella vasca
5-12
Stringere le viti di
fissaggio
Ogni 500 ore d’esercizio
Eseguire un
azionamento forzato del
pistone
Mensilmente
Motore / Ingranaggi
Valvola di sicurezza
5-13
NOTA: Giunto e convertitore di frequenza non hanno bisogno di
manutenzione.
2009 Nordson Corporation
D_K
P/N 7119041G
5-4
Manutenzione
Pulizia esterna
La pulizia esterna previene possibili disturbi operativi dell’unità di fusione
dovuti alle impurità che si accumulano durante il processo produttivo.
ATTENZIONE: Durante le operazioni di pulizia tenere presente il tipo di
protezione (vedere sezione Dati tecnici).
ATTENZIONE: Non danneggiare o togliere le targhette indicanti pericoli o
rischi. Le targhette danneggiate o mancanti vanno assolutamente sostituite.
Eliminare i residui del materiale solo con un detergente consigliato dal
produttore del materiale. Se necessario, prima riscaldare con un soffiante
ad aria calda.
Aspirare o eliminare con un panno morbido polvere e altre impurità.
Nordson raccomanda come detergente all’arancio P/N 771 192 (12 flaconi
spray da 0,5 l).
Controllo visivo di possibili danni esterni
PERICOLO: Se vi sono componenti danneggiati che mettono in pericolo la
sicurezza di funzionamento e/o del personale, spegnere il l’unità di fusione
e far sostituire i componenti danneggiati da personale qualificato. Utilizzare
solo pezzi di ricambio originali Nordson.
Cambiare il tipo di materiale
1. Svuotare l’unità di fusione alimentando il materiale residuo.
2. Chiarire se il materiale nuovo può essere miscelato con il materiale
vecchio.
Se i due materiali possono essere miscelati: I residui del materiale
vecchio possono essere spurgati utilizzando il materiale nuovo.
Se i due materiali non possono essere miscelati: Spurgare a fondo con
un detergente consigliato dal fornitore del materiale.
NOTA: Smaltire il materiale vecchio ai sensi della normativa vigente.
P/N 7119041G
D_K
2009 Nordson Corporation
Manutenzione
5-5
Flussare con detergente
ATTENZIONE: Utilizzare solo detergenti consigliati dal produttore del
materiale. Osservare quanto indicato sul foglio dati di sicurezza del
detergente.
Prima di riprendere il lavoro, spurgare i resti di detergente con il nuovo
materiale.
NOTA: Smaltire il detergente utilizzato osservando la normativa vigente.
Togliere i pannelli protettivi
Aprire i pannelli protettivi con una brugola di misura 4.
Lato interno
Fig. 5-1
Togliere l’isolamento termico
1. Staccare le chiusure con velcro e le fibbie.
2. Togliere l’isolamento termico dai ganci.
2
1
Fig. 5-2
2009 Nordson Corporation
D_K
P/N 7119041G
5-6
Manutenzione
Ventilatore e filtro dell’aria
I filtri dell’aria vanno puliti (sbattuti) o sostituiti a seconda dell’accumulo di
polvere.
Per il numero d’ordine del filtro vedi sezione Ricambi.
2
1
Fig. 5-3
1 Ventilatore con filtro
P/N 7119041G
2 Filtro dell’aria, uscita aria
D_K
2009 Nordson Corporation
Manutenzione
5-7
Pompa
Da dicembre 2008 le unità di fusione vengono consegnate di serie con
pompe dotate di guarnizione Variseal invece che di premistoppa.
Controllo della tenuta
La pompa è dotata di una guarnizione per albero. In intervalli non
esattamente determinabili può fuoriuscire materiale dall’albero.
Per pompe Variseal: sostituire la guarnizione dell’albero della pompa
Per pompe con premistoppa: serrare il premistoppa.
Serrare il premistoppa
NOTA: Serrare solo con l’unità di fusione calda.
Serrare il premistoppa di ca. ¼ di giro nel senso di marcia della pompa. Se
non è più possibile serrare ulteriormente, si deve sostituire la pompa ad
ingranaggio.
Fig. 5-4
Sostituire la guarnizione dell’albero della pompa
Se si deve sostituire la guarnizione dell’albero della pompa, Nordson
raccomanda di sostituire l’intera pompa e di inviarla per la riparazione. Solo
personale addestrato è in grado di sostituire la guarnizione dell’albero della
pompa.
Stringere le viti di fissaggio
Le viti di fissaggio possono allentarsi per via di tensioni termomeccaniche
(riscaldamento/raffreddamento).
NOTA: Serrare le viti di fissaggio solo con l’unità di fusione fredda e solo
con una chiave dinamometrica (25 Nm / 220 lbin).
2009 Nordson Corporation
D_K
P/N 7119041G
5-8
Manutenzione
Motore / Ingranaggi
La manutenzione del motore è limitata alla pulizia della calotta della ventola.
Cambiare il lubrificante
NOTA: Usare solo il lubrificante indicato o uno provatamente equivalente
(vedi Selezione di lubrificanti). L’impiego di un lubrificante diverso può
causare usura precoce e/o danni all’ingranaggio.
NOTA: Scaricare il lubrificante solo se caldo.
Per cambiare lubrificante svitare l’ingranaggio dal motore. Lavare
l’alloggiamento con un detergente adatto e rimuovere i residui di
lubrificante.
NOTA: Smaltire il lubrificante vecchio ai sensi della normativa vigente.
Intervallo per il cambio di lubrificante
Temperatura d’esercizio < 100°C / 212°F:
dopo 15 000 ore d’esercizio, ma almeno ogni 4 anni.
Capacità
La quantità di lubrificante è indicata sull’etichetta di rendimento. Occorre
accertarsi sempre che gli ingranaggi e i cuscinetti volventi superiori siano
ben lubrificati.
NOTA: Non mescolare mai lubrificanti diversi.
Selezione di lubrificanti
Produttore del lubrificante
Olio minerale CLP 220
AGIP
Blasia 220
ARAL
Degol BMB 220 o Degol BG 220
BP
Energol GR-XP 220
DEA
Falcon CLP 220
ESSO
Spartan EP 220 o GP 90
KLÜBER
Klüberoil GEM 1-220
OPTIMOL
Optigear 220
SHELL
Omala Oil 220
TEXACO
Geartex EP-A SAE 85 W-90
P/N 7119041G
D_K
2009 Nordson Corporation
5-9
Manutenzione
Valvola di regolazione pressione
Scomporre e pulire
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
PERICOLO: Sistema e materiale sotto pressione. Depressurizzare il
sistema. La mancata osservanza può provocare gravi ustioni.
Misurare e prendere nota della profondità di avvitamento (dimensione X)
della vite di regolazione. In tal modo quando si rimonta si può riprodurre la
profondità di avvitamento.
Fig. 5-5
X
Fig. 5-6
Valvola di regolazione pressione
NOTA: Avvitare solo se la valvola e la pompa sono calde e il materiale è
morbido.
1. Applicare lubrificante per alte temperature su tutti i filetti e sugli o-ring.
Per il lubrificante per alte temperature vedi Materiali ausiliari.
2. Spingere la valvola nel foro e serrare con una chiave dinamometrica
(15 Nm/ 133 lbin).
3. Impostare la vite di regolazione come annotato in precedenza.
− +
Girando verso destra aumenta la pressione del materiale
Girando verso sinistra diminuisce la pressione del materiale
Fig. 5-7
2009 Nordson Corporation
D_K
P/N 7119041G
5-10 Manutenzione
Cartuccia filtrante
Sostituire la cartuccia filtrante
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
PERICOLO: Sistema e materiale sotto pressione. Depressurizzare il
sistema. La mancata osservanza può provocare gravi ustioni.
Smontare la cartuccia filtrante
NOTA: Smontare la cartuccia filtrante solo con l’unità di fusione calda e
depressurizzata.
M10
SW 24
Fig. 5-8
Montare la cartuccia filtrante
NOTA: Montare la cartuccia filtrante solo con l’unità di fusione calda.
1. Applicare lubrificante per alte temperature su tutti i filetti e gli o-ring.
Vedi Materiali ausiliari.
2. Introdurre la cartuccia filtrante e serrarla leggermente (ca. 1 Nm).
3. Lasciare andare la pompa continuando ad alimentare il materiale finché
esce senza bolle dal raccordo del tubo o dalla testa di applicazione.
4. Smaltire il materiale ai sensi della normativa vigente.
Fig. 5-9
P/N 7119041G
D_K
2009 Nordson Corporation
Manutenzione
5-11
Installare il kit di servizio
Ogni kit contiene tre o-ring, cestello per filtro, tessuto per filtri e grasso per
alte temperature.
Fig. 5-10
P/N del kit di servizio: 394590
Utensile richiesto:
Chiave fissa SW24 e SW13
SW24
1.
Scomporre la cartuccia filtrante quando è riscaldata.
2.
Sostituire cestello per filtro (1), o-ring (2) e tessuto per filtro (3).
3.
Pulire tutti gli altri pezzi.
4.
Applicare lubrificante su tutti i filetti e sugli o-ring.
2
2
1
3
SW13
2
2009 Nordson Corporation
D_K
P/N 7119041G
5-12 Manutenzione
Vasca
Scaricare materiale
Eliminare il materiale dall’unità di fusione facendola andare a vuoto.
ATTENZIONE: Non far passare il materiale carbonizzato attraverso la testa
di applicazione. Delle particelle di materiale potrebbero fissarsi dentro la
testa di applicazione. Invece svitare il tubo (vedi sezione Installazione ).
Pulire la vasca manualmente
Normalmente il materiale raffreddato si può togliere dalle pareti della vasca
(fig. 5-11). Se necessario riscaldare prima la vasca fino alla temperatura di
ammorbidimento del materiale, cioè solitamente ca. 70 °C/158 °F.
NOTA: La vasca ha un rivestimento interno antiaderente. Non pulire con
attrezzi metallici. Non usare spazzole di metallo! Il rivestimento antiaderente
potrebbe venir danneggiato.
MXTK007S050A0495
Fig. 5-11
Stringere le viti di fissaggio
Le viti di fissaggio possono allentarsi per via dell’alternarsi di riscaldamento
e raffreddamento nell’uso quotidiano. Serrare le viti come indicato nella
tabella.
NOTA: Serrare le viti di fissaggio solo con l’unità di fusione fredda e solo
con una chiave dinamometrica.
Fig. 5-12
Montaggio
Filetto
Coppia di serraggio
Vasca / telaio dell’unità di
fusione
M8
25 Nm / 220 lbin
Prefusione / fusione principale
M8
20 Nm / 177 lbin
P/N 7119041G
D_K
2009 Nordson Corporation
Manutenzione
5-13
Valvola di sicurezza
Eseguire un azionamento forzato del pistone della valvola di sicurezza. In
tal modo si impedisce che il materiale si fissi.
Procedimento:
1. Depressurizzare come descritto alla sezione Installazione.
2. Svitare tutti i tubi.
3. Chiudere i raccordi per tubo con appositi tappi Nordson (fig. 5-13).
Fig. 5-13
X
4. Valvola meccanica per la regolazione della pressione: La profondità
di avvitamento (fig. 5-14: misura X) della vite di regolazione va misurata
e annotata. In tal modo si può riprodurre la profondità di avvitamento.
Poi chiudere avvitandola la vite di regolazione della pressione.
Valvole pneumatiche di regolazione della pressione: Impostare l’aria
compressa su 6 bar.
5. Mettere in funzione l’unità di fusione con gli attacchi dei tubi chiusi e alla
massima velocità del motore. Nel contempo accendere/spegnere il
motore diverse volte.
Fig. 5-14
2009 Nordson Corporation
D_K
P/N 7119041G
5-14 Manutenzione
Registro delle operazioni di manutenzione
Componente dell’unità di
fusione
Data / Nome
Data / Nome
Data / Nome
Pompa
Motore / Ingranaggi
Viti di fissaggio della pompa e
della vasca
Filtro aria
Vasca
Valvola di regolazione pressione
Cartuccia filtrante
P/N 7119041G
D_K
2009 Nordson Corporation
Diagnostica
6-1
Sezione 6
Diagnostica
PERICOLO: Le operazioni seguenti devono essere effettuate solo da
personale qualificato. Seguire e osservare le istruzioni di sicurezza
contenute in questo manuale e in tutti gli altri manuali utilizzati.
PERICOLO: Potrebbe essere necessario effettuare le operazioni di
diagnostica con l’unità di fusione collegata alla tensione di rete. Tenere
presenti ed osservare tutte le istruzioni di sicurezza relative a lavori su
componenti sotto tensione (componenti attivi). La mancata osservanza può
provocare scosse elettriche.
Consigli
Prima di iniziare una diagnostica sistematica, controllare i punti seguenti:
Orologio settimanale impostato correttamente?
Sono stati impostati correttamente tutti i parametri?
Interfaccia collegata correttamente?
Tutti i connettori fanno contatto?
Sono scattati dei fusibili?
L’errore è stato causato da un PLC esterno?
Ci sono carichi induttivi esterni (p.e. elettrovalvole) provvisti di diodi
unidirezionali?
Semaforo di segnalazione
Bianco = Acceso. Dopo l’accensione e durante la fase di riscaldamento
si accende dapprima solo la spia luminosa bianca (stato normale). Viene
rilevato un errore solo quando la temperatura non aumenta (controllare
l’indicatore della temperatura) e quando al termine della fase di
riscaldamento (1 ora o più) non si accende la spia luminosa verde.
Verde = Pronto. La spia luminosa verde si accende solo quando tutti i
canali hanno raggiunto la temperatura nominale.
Arancio = Vasca vuota
Rosso = Guasto generale.
2009 Nordson Corporation
D_K
P/N 7119041G
6-2
Diagnostica
Tabelle di diagnostica
Unità di fusione non funziona
Possibili cause
Possibile errore / ricerca
dell’errore
Rimedio
1.
Manca tensione di
rete
−
Collegare la tensione di rete
2.
Interruttore principale
non attivato
−
Attivare l’interruttore principale
3.
Interruttore principale
guasto
−
Sostituire l’interruttore principale
4.
Fusibile principale
scattato
−
Ripristinare il fusibile principale
5.
Fusibile principale
scatta nuovamente
Controllare se c’è corto circuito
nell’unità di fusione o in un
accessorio
−
6.
Alimentatore 24 VDC
difettoso
−
Sostituire
7.
Spegnimento
frequente dell’unità
di fusione
Disturbi EMC
Usare il kit del filtro sulla rete di
alimentazione
Un canale (area riscaldata) non si riscalda
Possibili cause
1.
Canale disattivato /
spento
Possibile errore / ricerca
dell’errore
−
Rimedio
Attivare / accendere
Quadro comandi non funziona
Problema
1.
Display vuoto
P/N 7119041G
Possibile causa
Cavo a banda larga del PLC non
collegato
D_K
Azione correttiva
Collegare
2009 Nordson Corporation
Diagnostica
6-3
Niente materiale (il motore non gira)
Possibili cause
Possibile errore / ricerca
dell’errore
Rimedio
1.
Unità di fusione non
ancora pronta (fase di
riscaldamento)
−
Attendere finché l’unità di fusione si è
riscaldata e la spia luminosa verde si
accende
2.
Unità di fusione non
pronta (temperatura
bassa durante il
funzionamento)
E’ stato aggiunto materiale
Attendere finché l’unità di fusione si è
riscaldata e la spia luminosa verde si
accende
3.
Motore non acceso
−
Accendere il motore
4.
Velocità non
impostata
−
Impostare la velocità
5.
Abbassamento
temperatura attivato
−
Spegnere o attendere fino a quando
sarà trascorso il tempo di
abbassamento
6.
Motore surriscaldato
Temperatura ambiente troppo alta
Ventilare per abbassare la
temperatura ambiente
Calotta della ventola sporca
Pulire
Pompa otturata da corpi estranei
Sostituire la pompa
Pompa funziona con difficoltà
Sostituire la pompa
Materiale troppo freddo
Impostare la temperatura di
conseguenza
7.
Motore guasto
−
Sostituire
8.
Manca la tensione al
motore
−
Determinare l’errore con strumenti
per misurazioni
9.
Errore del
convertitore di
frequenza
−
Spegnere e riaccendere l’unità di
fusione con l’interruttore principale
Motore surriscaldato
Vedi sopra.
Convertitore di frequenza
surriscaldato
Ventilare per abbassare la
temperatura ambiente
Pulire il raffreddatore del convertitore
di frequenza
10. Convertitore di
frequenza guasto
2009 Nordson Corporation
Corto circuito
Controllare la linea del motore
Sovraccarico (pompa bloccata da
corpo estraneo, pompa funziona
con difficoltà, materiale troppo
freddo)
Vedi 6.
−
Sostituire
D_K
P/N 7119041G
6-4
Diagnostica
Niente materiale (il motore gira)
Possibili cause
Possibile errore / ricerca
dell’errore
Rimedio
1.
Vasca vuota
−
Riempire
2.
Cartuccia filtrante
otturata
−
Pulire o sostituire la rete filtrante
3.
Foro di entrata del
materiale nella pompa
o foro di aspirazione
della pompa otturati
−
Svitare la pompa e pulire il foro di
alimentazione o di aspirazione
Troppo poco materiale
Possibili cause
Possibile errore / ricerca
dell’errore
Rimedio
1.
Foro di entrata del
materiale nella pompa
o foro di aspirazione
della pompa
parzialmente otturati
−
Svitare la pompa e pulire il foro di
alimentazione o di aspirazione
2.
Cartuccia filtrante
parzialmente otturata
−
Pulire o sostituire la rete filtrante
3.
Valvola di regolazione
della pressione
difettosa
−
Pulire o sostituire
4.
Temperatura di
lavorazione impostata
troppo bassa
−
Correggere l’impostazione della
temperatura
5.
Blocco pompa
usurato
−
Sostituire la pompa
P/N 7119041G
D_K
2009 Nordson Corporation
Diagnostica
6-5
Pressione del materiale troppo alta
Possibili cause
Possibile errore / ricerca
dell’errore
Rimedio
1.
Valvola di sicurezza o
valvola di regolazione
della pressione
sporca e quindi
bloccata
−
Smontare e pulire o sostituire
2.
Valvola di sicurezza o
valvola di regolazione
della pressione
difettosa
−
Sostituire
3.
Valvola di regolazione
della pressione
spostata
−
Impostare sul valore di fabbrica
Pressione del materiale troppo bassa
Possibili cause
Possibile errore / ricerca
dell’errore
Rimedio
1.
Pompa usurata
−
Sostituire la pompa
2.
Valvola di sicurezza
non chiude più
−
Sostituire
3.
Valvola di regolazione
della pressione
sporca e quindi
bloccata
−
Smontare e pulire o sostituire
4.
Valvola di regolazione
della pressione
difettosa
−
Sostituire
5.
Valvola di regolazione
della pressione
spostata
−
Impostare sul valore di fabbrica
Depositi di materiale nella vasca
Possibili cause
1.
Impostazione
temperatura nominale
della vasca troppo
alta
2009 Nordson Corporation
Possibile errore / ricerca
dell’errore
Rimedio
−
Correggere l’impostazione della
temperatura
Materiale scadente o non adatto
all’applicazione (temperatura non
stabile)
Consultare il produttore del materiale
D_K
P/N 7119041G
6-6
Diagnostica
Materiale si indurisce nella vasca
Possibili cause
1.
Impostazione
temperatura nominale
della vasca troppo
alta
Possibile errore / ricerca
dell’errore
−
Rimedio
Correggere l’impostazione della
temperatura
Varie
Problema
1.
Possibile causa
Azione correttiva
Perdite dalla guarnizione dell’albero
pompa
Guarnizione dell’albero della
pompa consumata
Per pompe con premistoppa, serrare
quest’ultimo
−
Sostituire la pompa
2.
Pressione del
materiale troppo
bassa, portata troppo
scarsa
Pompa usurata
Sostituire la pompa
3.
Pompa bloccata
Materiale lavorato troppo freddo
Correggere l’impostazione della
temperatura (osservare il foglio
d’informazioni del produttore del
materiale)
Materiale estraneo nella pompa
Sostituire la pompa
4.
Perdite dalla testa di
applicazione durante
la fase di
riscaldamento
Valvola di sicurezza non apre
(pressione di espansione)
Sostituire la valvola di sicurezza
P/N 7119041G
D_K
2009 Nordson Corporation
Diagnostica
6-7
LED del convertitore di frequenza
Durante l’esercizio lo stato di funzionamento del convertitore di frequenza
viene visualizzato con due diodi luminosi sul lato anteriore.
Fig. 6-15
Diodi luminosi
Indicatore LED
Verde
Stato di funzionamento
Rosso
Acceso
Spento
Convertitore di frequenza abilitato
Acceso
Acceso
Accensione e avviamento automatico bloccati
Lampeggia
Spento
Convertitore di frequenza bloccato
Spento
Lampeggia (ogni 1 s)
Messaggio di errore
Spento
Lampeggia (ogni 0,4 s)
Spegnimento per sovratensione o sottotensione
Spento
Spento
Manca tensione di alimentazione
2009 Nordson Corporation
D_K
P/N 7119041G
6-8
Diagnostica
P/N 7119041G
D_K
2009 Nordson Corporation
Riparazione
7-1
Sezione 7
Riparazione
PERICOLO: Le operazioni seguenti devono essere effettuate solo da
personale qualificato. Seguire e osservare le istruzioni di sicurezza
contenute in questo manuale e in tutti gli altri manuali utilizzati.
Pericolo di ustioni
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
Alcuni componenti dell’unità di fusione si possono smontare solo quando
l’unità di fusione è già stata riscaldata.
Prima di eseguire riparazioni osservare quanto segue
PERICOLO: Pericolo di scossa elettrica. La mancata osservanza può
provocare lesioni, morte e/o danni all’unità di fusione ed agli accessori.
PERICOLO: Staccare l’unità di fusione dalla tensione di rete prima di
effettuare qualsiasi operazione di riparazione.
Depressurizzare
PERICOLO: Sistema e materiale sotto pressione. Prima di svitare i tubi,
depressurizzare il sistema. La mancata osservanza può provocare gravi
ustioni.
1. Spegnere il/i motore/i (vedi sezione Funzionamento).
2. Mettere un recipiente sotto l’ugello/gli ugelli della testa di
applicazione/della pistola.
3. Azionare elettricamente o manualmente l’elettrovalvola/le elettrovalvole;
per le pistole azionare il grilletto. Ripetere questa operazione fino a
quando non esce più materiale.
4. Smaltire il materiale ai sensi della normativa vigente.
2009 Nordson Corporation
D_K
P/N 7119041G
7-2
Riparazione
Sostituzione del convertitore di frequenza
ATTENZIONE: Le spine di collegamento devono essere inserite o staccate
solo quando l’unità di fusione è completamente priva di tensione. Anche
dopo che è stato spento, nel convertitore di frequenza c’è ancora tensione.
Prima di iniziare le operazioni attendere 3 minuti!
Utilizzare solo convertitori di frequenza originali della Nordson: sono stati
impostati alla fabbrica e garantiscono un funzionamento corretto.
Sostituire il modulo I/O standard del convertitore di frequenza
1. Staccare il convertitore di frequenza dalla tensione di rete e attendere
almeno 3 minuti.
2. Staccare i collegamenti di I/O standard.
3. Con un cacciavite sollevare prima la barra degli spinotti (1) e poi il
modulo I/O standard (2).
4. Togliere la protezione (3) del nuovo modulo I/O standard.
5. Inserire il modulo I/O standard sull’interfaccia del convertitore di
frequenza.
6. Inserire la barra degli spinotti (1) fino allo scatto nella barra di contatto
del modulo I/O standard.
7. Collegare il modulo standard I/O in base alle scritte del cavo.
NOTA: Il microinterruttore DIP del modulo I/O standard è impostato in
fabbrica e non va modificato.
3
1
1
2
Fig. 7-1
P/N 7119041G
D_K
2009 Nordson Corporation
Riparazione
7-3
Pompa
Nordson raccomanda di sostituire la pompa con una nuova e di inviare
quella difettosa in riparazione.
Sostituire la pompa
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
Valvola di arresto
Lato della vasca
NOTA: Azionare la valvola di arresto solo quando l’unità di fusione è
arrivata alla temperatura di esercizio.
Pin in posizione 0: Chiuso
0
Pin in posizione 1: Aperto
1
Lato della pompa
Fig. 7-2
Svitare la pompa
NOTA: Svitare la pompa solo se il materiale è morbido
(ca. 70 °C/158 °F, a seconda del materiale).
PERICOLO: Il motore è allineato con precisione e non va spinto indietro
nell’asola assieme all’angolare.
Fig. 7-3
1. Togliere la cassetta protettiva.
2. Girare il giunto finché le viti dei semigusci del giunto si trovano in
posizione accessibile.
3. Allentare le viti dei semigusci del giunto dal lato della pompa (2).
4. Togliere con cautela la metà del giunto sul lato della pompa per evitare
che il giunto cada a pezzi.
2
Fig. 7-4
2009 Nordson Corporation
D_K
P/N 7119041G
7-4
Riparazione
5. Mettere un recipiente sotto la pompa (3) per raccogliere i residui di
materiale.
3
6. Togliere la parte del giunto dall’albero della pompa.
7. Svitare la pompa.
8. Pulire le superfici di tenuta della piastra (4). Se necessario riscaldare i
residui di materiale con un soffiante d’aria calda e poi rimuoverli.
9. Lasciar raffreddare l’unità di fusione a temperatura ambiente.
4
Fig. 7-5
Avvitare la pompa
NOTA: Avvitare nuovamente la pompa solo con l’unità di fusione fredda.
1
NOTA: Le superfici di tenuta della piastra e della pompa devono essere
pulite. Sostituire sempre gli o-ring.
1
1. Applicare la pasta di tenuta (vedi sezione Manutenzione, Materiali
ausiliari) sulla nuova pompa.
2. Applicare grasso per alte temperature alle viti di fissaggio della pompa e
serrarle in modo incrociato con una chiave dinamometria solo a vasca
fredda. Momento torcente: 25 Nm / 220 lbin
3. Vedi Indicazioni importanti per il giunto.
2
4
3
Lo spostamento assiale, cioè la somma della fenditura quattro
(4, fig. 7-6), deve essere di almeno 2 mm (0,08 pollici) per accogliere
la dilatazione termica che si crea durante l’esercizio.
Spostamento radiale consentito: 1 mm (0,04 pollici)
Spostamento angolare consentito: 1 °
4. Spingere la metà del giunto sull’albero della nuova pompa.
5. Mettere i dischi del giunto (1) centrici l’uno rispetto all’altro e gli elementi
del giunto (2) verticali (vedi fig. 7-6). Girare manualmente la metà del
giunto sull’albero motore finché sono in posizione.
6. Stringere le viti del giunto (3).
1
2
1
7. Riscaldare l’unità di fusione a temperatura d’esercizio e aprire
nuovamente la valvola di arresto.
Fig. 7-6
P/N 7119041G
D_K
2009 Nordson Corporation
Riparazione
7-5
Indicazioni importanti per il giunto
=
1
1
1
2
1
=
Fig. 7-7
Girare i semigusci del giunto (1) in modo tale che le diagonali
dell’albero della pompa (2) e quelle del semiguscio del giunto
combacino (vedi fig. 7-7).
I semigusci del giunto vanno serrati in modo tale che la larghezza
delle fenditure sia uguale (vedi fig. 7-7).
Estratto dalle istruzioni di montaggio e funzionamento del fabbricante:
Albero di trasmissione e albero condotto devono essere il più paralleli*
possibile. Inclinazioni degli assi l’uno rispetto all’altro causano
sollecitazioni sui bordi dei cuscinetti e quindi usura precoce.
Il giunto non deve essere serrato eccessivamente in senso assiale. Il
disco mediano deve avere gioco.
Il giunto non va smontato nei suoi componenti, in quanto scambio di
elementi e dischi, anelli di tenuta danneggiati, cuscinetti sporchi, ecc.
possono causare guasti precoci.
Tutti e tre i dischi del giunto vanno allineati fino alla misura** dello
spostamento dell’albero. Se il disco mediano è molto girato e quindi gli
elementi del giunto non sono più paralleli, il giunto può rompersi
immediatamente dopo la messa in funzione.
* = ad allineamento assiale
** = entro lo spostamento dell’albero consentito
2009 Nordson Corporation
D_K
P/N 7119041G
7-6
Riparazione
Sostituire la guarnizione Variseal
NOTA: Se si deve sostituire la guarnizione dell’albero della pompa,
Nordson raccomanda di sostituire l’intera pompa e di inviarla per la
riparazione. Solo personale addestrato è in grado di sostituire la
guarnizione dell’albero della pompa.
NOTA: Nordson non offre garanzia per una guarnizione Variseal non
sostituita da persona addestrata.
1. Smontare la pompa ad ingranaggi dall’unità di fusione, ma non
disassemblarla!
Vedi Sostituire la pompa in questa sezione.
2. Tenere pronta la nuova guarnizione e l’utensile di montaggio
appropriato.
Utilizzare l’utensile di montaggio
L’utensile di montaggio serve a spingere le nuove guarnizioni senza
danneggiarle sul perno dell’albero e sulla scanalatura della linguetta di
aggiustamento dell’albero della pompa.
ATTENZIONE: Se si monta la guarnizione senza utensile di montaggio, si
rovina sicuramente la guarnizione!
1. Per ulteriori lavori leggere le istruzioni per l’utente Utensili di montaggio
per set di guarnizioni con guarnizioni Variseal (P/N 7146229).
2. Rimontare la pompa ad ingranaggi.
P/N 7119041G
D_K
2009 Nordson Corporation
Riparazione
7-7
Sostituire il motore
NOTA: Effettuare queste operazioni solo se il materiale è morbido
(ca. 70 °C/158 °F, a seconda del materiale), altrimenti il giunto non gira.
1. Staccare il cavo di collegamento del motore nel vano elettrico.
2. Togliere il connettore dal convertitore di frequenza.
3. Girare il giunto finché le viti dei semigusci del giunto si trovano in
posizione accessibile.
4. Allentare le viti dei semigusci del giunto dal lato del motore.
5. Togliere con cautela la metà del giunto sul lato del motore per evitare
che il giunto cada a pezzi.
PERICOLO: L’angolare di fissaggio non deve essere spinto nuovamente
nell’asola o svitato.
6. Svitare il motore dall’angolare di fissaggio (1).
7. Se necessario togliere la vernice protettiva dall’albero del nuovo motore.
8. Mettere il giunto sull’albero senza usare la forza (niente colpi o urti). Se
non si muove in modo fluido, smerigliare la linguetta di aggiustamento e
l’albero con tela abrasiva fine. Se necessario lubrificare un po’ la
linguetta di aggiustamento e l’albero.
1
Fig. 7-8
9. Montare il nuovo motore accanto all’angolare di fissaggio.
10. Montare il giunto (vedi Indicazioni importanti per il giunto.
Ripristinare il collegamento elettrico del motore.
11. Fissare il cavo di collegamento con scarico della trazione. Far
attenzione al contatto della schermatura cavo con la fascetta.
12. Accertarsi che il collegamento provochi il senso di rotazione desiderato
(vedi freccia).
Fig. 7-9
Senso di rotazione
della pompa
2009 Nordson Corporation
D_K
P/N 7119041G
7-8
Riparazione
Sostituire la cartuccia filtrante
Quando si sostituisce la cartuccia filtrante procedere come descritto al
capitolo Manutenzione.
Sostituire la valvola di sicurezza
PERICOLO: Caldo! Pericolo di ustioni. Portare indumenti protettivi adatti.
PERICOLO: Sistema e materiale sotto pressione. Prima di svitare la
valvola di sicurezza, depressurizzare il sistema. La mancata osservanza
può provocare gravi ustioni.
NOTA: Avvitare e svitare solo se la valvola (1) e la pompa sono calde e il
materiale è morbido (ca. 70 °C, a seconda del materiale).
1. Svitare la valvola vecchia.
2. Nuova valvola: Applicare pasta di montaggio su tutti i filetti e sugli o-ring.
3. Inserire la nuova valvola con cautela nel foro con l’unità di fusione calda,
per evitare che gli o-ring vengano danneggiati.
1
4. Serrare la valvola con la chiave dinamometrica. Momento torcente:
15 Nm (133 lbin)
Fig. 7-10
Vasca
PERICOLO: Il rivestimento elettrico (1) dei collegamenti del riscaldamento
è collegato al conduttore di terra. Il conduttore di terra (2) va ripristinato
dopo ogni riparazione.
2
1
Fig. 7-11
P/N 7119041G
D_K
2009 Nordson Corporation
Riparazione
7-9
Sostituire l’isolamento dei collegamenti del riscaldamento
PERICOLO: Se i collegamenti del riscaldamento non sono isolati a regola
d’arte, l’unità di fusione non va messa in funzione. Per l’isolamento
impiegare solo ricambi Nordson.
Durante operazioni di manutenzione e/o riparazione l’isolamento dei
collegamenti del riscaldamento può restare danneggiato.
La figura 7-13 mostra il kit ricambi Nordson per isolare i collegamenti del
riscaldamento e un isolamento per riscaldamento montato a regola d’arte.
N. d’ordine del kit ricambi: P/N 263 274
1. Togliere dadi (4), rosette (3 e 5) e cilindri isolanti (2).
2. Rimuovere completamente la polvere di ceramica dal collegamento del
riscaldamento.
Fig. 7-12
3. Introdurre il nuovo cilindro isolante (1) nel collegamento del
riscaldamento.
4. Montare cilindro isolante (2), rosetta (3) e dado (4) nuovi. Serrare con
cautela il dado finché il cilindro isolante (2) è a contatto del
collegamento del riscaldamento ed è bloccato.
5. Montare cavo del riscaldamento, rosetta elastica (5) e dado (4) e serrare
il dado.
5
3
4
2
1
MCTK020L050A0497
Fig. 7-13
Kit ricambi
1 Cilindro isolante piccolo
2 Cilindro isolante grande
2009 Nordson Corporation
3 Rosetta
4 Dado esagonale
D_K
5 Rosetta elastica
P/N 7119041G
7-10 Riparazione
Sostituire il sensore della temperatura
Installare il kit di servizio
Il kit contiene una sonda di temperatura e pasta termoconduttrice.
P/N del kit di servizio: 394597 (Ni120)
Utensile richiesto:
Pinza
Tronchese
1.
Togliere il rivestimento elettrico.
2.
Staccare i fili di collegamento ed estrarre il vecchio sensore della
temperatura prendendolo per i fili o con l’aiuto di una pinza.
P/N 7119041G
3.
Applicare pasta termoconduttrice sul nuovo sensore.
4.
Introdurre il sensore e ripristinare il collegamento elettrico.
5.
Rimontare il rivestimento elettrico.
D_K
2009 Nordson Corporation
Riparazione
7-11
Sostituire il termostato
1. Togliere il rivestimento elettrico.
2. Svitare le viti di fissaggio e togliere il termostato.
3. Collegare i fili al nuovo termostato.
4. Applicare pasta termoconduttrice sul fondo del nuovo termostato (vedi
sezione Manutenzione, Materiali ausiliari) e fissarlo nuovamente alla
vasca.
5. Rimontare il rivestimento elettrico.
Fig. 7-14
2009 Nordson Corporation
D_K
P/N 7119041G
7-12 Riparazione
P/N 7119041G
D_K
2009 Nordson Corporation
Ricambi
8-1
Sezione 8
Ricambi
Come usare la lista illustrata dei pezzi
Le liste dei pezzi di ricambio nella documentazione separata Parts List
sono composte dalle seguenti colonne:
Item—Indica pezzi illustrati disponibili presso la Nordson Corporation.
Part—Indica il numero di pezzo usato dalla Nordson Corporation per
ogni pezzo in vendita illustrato. Una serie di trattini nella colonna Part
(- - - - - -) significa che il pezzo non si può ordinare separatamente.
Description—Indica il nome del pezzo e, se opportuno, le dimensioni
ed altre caratteristiche. I simboli a forma di pallottola usati nella
descrizione indicano le relazioni tra gruppi, sottogruppi e pezzi.
Quantity—Indica la quantità richiesta per unità, gruppo o sottogruppo.
Il codice AR (As Required = come richiesto) si usa nel caso in cui il
numero di pezzo riguardi un articolo sfuso di cui si ordina una certa
quantità o se la quantità per gruppo dipende dalla versione o dal
modello.
Unit — Identifica l’unità del quale il pezzo di ricambio è un componente.
NOTA: I testi sono disponibili solo in lingua inglese. Vedi documentazione
separata Parts List con P/N 7146488.
Dispositivi di fissaggio
Gli elementi di fissaggio vengono indicati nelle illustrazioni con la sigla convenzionale Fx; ”x” indica il numero dell’elemento di fissaggio nella lista
Schedule of Fasteners alla fine del documento separato Parts List.
Codice componente
I componenti elettrici sono etichettati in base a DIN 40719, parte 2.
2009 Nordson Corporation
D_K
P/N 7119041G
8-2
Ricambi
P/N 7119041G
D_K
2009 Nordson Corporation
Dati tecnici
9-1
Sezione 9
Dati tecnici
Dati generali
Denominazione del tipo
Temperatura di
conservazione
Max. altezza di esercizio
Tipo di riscaldamento
Sensore della temperatura
− Precisione della
misurazione
Pressione del materiale
Capacità di fusione
Tipo di protezione
Rumorosità
Tipo di motore
Tipo di trasmissione
Velocità del motore/della
pompa
Tempo di riscaldamento
DK25
DK25H
da − 45°C a + 75 °C
DK50
DK100
da − 49 °F a + 167 °F
3000 m
9840 piedi
Resistenze elettriche incorporate
Ni120 " 1 °C
da 5 a 85 bar
da 0,5 a 8,5 MPa da 72,5 a 1 233 psi
La valvola di regolazione della pressione viene impostata alla fabbrica.
Impostazione di fabbrica:
35 bar
3,5 MPa
508 psi
1 pieno di vasca all’ora
IP 54
1 motore: 60 dBA
−
−
2 motori: 62 dBA
Motore a corrente trifase
A ruota dentata cilindrica
50 min-1, 65 min-1, 129 min-1
< 45 min
Temperature
Min. temperatura ambiente
Max. temperatura ambiente
Umidità dell’aria
Min. temperatura di
esercizio (valore nominale)
Max. temperature di
esercizio
Spegnimento per
sovratemperatura con
termostato
2009 Nordson Corporation
− 5 °C
40 °C
10 − 95 %, non condensante
40 °C
23 °F
104 °F
230 °C
450 °F
260 °C
500 °F
D_K
100 °F
P/N 7119041G
9-2
Dati tecnici
Dati elettrici
PERICOLO: Questo apparecchio è stato predisposto per una sola tensione
d’esercizio. Mettere in funzione solo con la tensione d’esercizio indicata
sulla targhetta d’identificazione.
Tensioni d’esercizio
possibili
Filtro sulla rete di
alimentazione
200 VAC trifase senza cavo neutro (collegamento a triangolo − Delta)
230 VAC trifase senza cavo neutro (collegamento a triangolo − Delta)
400 VAC trifase con cavo neutro (collegamento a stella − WYE)
400 VAC trifase senza cavo neutro (collegamento a triangolo − Delta)
480 VAC trifase senza cavo neutro (collegamento a triangolo − Delta)
P/N 394908 per
200 VAC trifase senza cavo neutro
230 VAC trifase senza cavo neutro
P/N 394907 per
400 VAC trifase con cavo neutro
400 VAC trifase senza cavo neutro
480 VAC trifase senza cavo neutro
Frequenza della tensione di
esercizio
50/60 Hz
Fusibile unità
Vedi la targhetta di identificazione
Max. potenza di
collegamento per ogni
presa del tubo (2 canali)
1 000 W per singolo tubo o testa di applicazione
1 200 W per ogni coppia tubo/testa di applicazione
2 000 W somma di coppie tubo/testa di applicazione 1 e 2
2 000 W somma di coppie tubo/testa di applicazione 3 e 4
2 000 W somma di coppie tubo/testa di applicazione 5 e 6
P/N 7119041G
D_K
2009 Nordson Corporation
Dati tecnici
9-3
Dati meccanici
Denominazione del tipo
DK25
DK25H
Peso
Vedi documenti di trasporto
Apertura vasca [mm]
242 x 284
DK50
DK100
306 x 685
Lunghezza x profondità
Volume vasca [litri]
Ca. 25
Ca. 45
Ca. 50
Ca. 100
Max. numero di pompe a
corrente singola
1
1
2
2
Numero di attacchi tubo
Una pompa: 6 raccordi
Due pompe:
3 raccordi per
pompa
Due pompe:
3 raccordi per
pompa
−
−
Disposizione dei raccordi del
tubo per due pompe
P1
Pompa 2 (P2)
2.1
2.2
2.3
Pompa 1 (P1)
1.1
1.2
1.3
P2
2009 Nordson Corporation
D_K
P/N 7119041G
9-4
Dati tecnici
1382
1711
Dimensioni
1382
1361
DK25H
DK25
1270
*)
174,5
400
452
245
835
582
121
366
210
1224
885
Fig. 9-1
*) Raggio minimo di curvatura vedi manuale d’istruzioni del tubo
P/N 7119041G
D_K
2009 Nordson Corporation
Dati tecnici
1661
(segue)
1381
Dimensioni
9-5
DK50
1585
*)
658
175
245
1000
1129
600
782
121
543
212
1516
Fig. 9-2
*) Raggio minimo di curvatura vedi manuale d’istruzioni del tubo
2009 Nordson Corporation
D_K
P/N 7119041G
Dati tecnici
(segue)
1381
Dimensioni
1585
9-6
DK100
*)
1935
1837
121
212
751
245
1306
1246
911
175
1101
Fig. 9-3
*) Raggio minimo di curvatura vedi manuale d’istruzioni del tubo
P/N 7119041G
D_K
2009 Nordson Corporation
Istruzioni generali per l’utilizzo dei materiali di applicazione
A-1
Appendice A
Istruzioni generali per l’utilizzo dei materiali
di applicazione
Definizione del termine
Con termine materiali di applicazione s’intendono p.es. materiali hot melt
termoplastici, adesivi, materiali di tenuta, colle a freddo e simili materiali di
applicazione che nel proseguo del testo verranno indicati anche solo con il
termine materiali.
NOTA: I materiali che si possono lavorare con il prodotto Nordson acquistato sono descritti nel manuale in Utilizzo e Uso improprio. In caso di dubbio si prega di rivolgersi alla propria rappresentanza Nordson.
Informazioni del produttore
I materiali possono venir lavorati solo se si osservano le descrizioni del
prodotto ed i fogli con i dati di sicurezza forniti dal produttore.
Descrizioni e fogli con i dati di sicurezza danno tra l’altro informazioni sulla
corretta lavorazione del prodotto, sul trasporto, l’immagazzinaggio e lo
smaltimento, nonché sulla reattività e su eventuali prodotti di
decomposizione pericolosi, sulle caratteristiche tossiche, i punti di
infiammabilità, etc.
Responsabilità
Nordon non risponde per i pericoli o i danni derivanti dai materiali.
2009 Nordson Corporation
D_K
P/N 7119041G
A-2
Istruzioni generali per l’utilizzo dei materiali di applicazione
Pericolo di ustioni
Quando si maneggiano materiali riscaldati sussiste pericolo di procurarsi
delle ustioni. Lavorare con cautela e portare un’adeguata attrezzatura di
protezione.
Vapori e gas
Assicurarsi che i vapori ed i gas non superino i valori limite prescritti.
Aspirare vapori e gas con dispositivi appositi e/o predisporre una sufficiente
areazione del posto di lavoro.
Substrato
Il substrato deve essere privo di polvere, grassi ed umidità. Selezionare per
tentativi il materiale adatto, determinare le condizioni di lavoro ottimali e
stabilire gli eventuali trattamenti preventivi necessari per il substrato.
Temperatura di lavorazione
Nel caso di materiali temperati l’osservanza della temperatura di
lavorazione prescritta è determinante per la qualità dell’applicazione. Tale
temperatura non deve venir superata! Il surriscaldamento può provocare la
carbonizzazione o piroscissione del materiale, con conseguenti disturbi del
processo produttivo o guasti degli apparecchi.
È fondamentale che la fusione avvenga senza sottoporre il materiale a
stress termici. Evitare un’esposizione prolungata ed inutile del materiale ad
alte temperature. Se il lavoro viene interrotto abbassare la temperatura. La
temperatura della vasca deve essere regolata in base alla quantità di
materiale impiegato. In caso di consumo elevato di materiale la temperatura
deve essere vicina a quella prescritta per la lavorazione, se il consumo è
ridotto tenere la temperatura più bassa.
Nella lavorazione a freddo di materiali tenere presente l’influsso del calore
di taglio e la temperatura ambientale; se necessario raffreddare.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-1
Appendice B
Parametri operativi
I parametri operativi sono disposti in questa appendice in base ai gruppi
logici elencati nella tabella B-1. Per informazioni relative alla scelta e alla
modificazione di parametri operativi, consultare la sezione 3, Installazione,
Impostazione dell’unità di fusione.
NOTA: I numeri dei parametri riservati o non in uso non compaiono in
questa appendice.
Tab. B-1 Gruppi di parametri
Numero
parametro
Descrizione
Standard
0−8e
11 − 14
Parametri non modificabili e altri parametri
d’uso frequente
Regolazione
temperatura
20 − 29
Controlla i riscaldamenti
Configurare ingressi
30 − 33
Configura gli ingressi
Configurare le uscite
40 − 42
Configura le uscite
Orologio settimanale
50 − 77
Configura la funzione orologio
Gruppo
Temporizzatore
Automatic Fill
78
Configurare interruttore di comando
motore esterno
Inversione della
logica errore
79
Impostare la logica errore su apertura in
caso di errore
80 − 91
Modificare impostazioni PID predefinite
Selezione PID
2009 Nordson Corporation
D_K
P/N 7119041G
B-2
Parametri operativi
Standard
0
Inserire password
Descrizione: Una password stabilita dall’utente che previene modifiche non autorizzate delle
temperature predefinite e dei parametri operativi.
Valore: da 0 a 9999
Scomposizione: 1
Impostazione di 4000
fabbrica:
Formato: —
Impiego: Questo parametro compare solamente se viene creata una password
utilizzando il parametro 11 e quindi abilitata utilizzando il parametro 10.
NOTA: L’unità di fusione rimane nella modalità protetta da password per due
minuti dopo che l’ultimo tasto è premuto. Dopo essere usciti dalla modalità di
impostazione, per rientrarci bisogna digitare nuovamente la password, anche
se i due minuti non sono trascorsi.
1
Ore complessive di funzionamento riscaldatori
Descrizione: Un valore non modificabile che indica il numero totale di ore di funzionamento
dei riscaldatori.
Valore: 9999 (quadro comandi) e 999.999 sul web browser
Scomposizione: 1 ora
Impostazione di 0
fabbrica:
Formato: —
Impiego: Il display registra fino a 9999 ore e quindi torna a 0000.
2
Registro guasti
(non modificabile)
Descrizione: Memorizza la registrazione degli ultimi dieci guasti.
Valore: —
Scomposizione: —
Impostazione di _- F0 (inserimento registro non in uso)
fabbrica:
Formato: F1, F2, F3 e F4
Impiego: Utilizzare i tasti di scorrimento del display di destra per rivedere gli inserimenti
nel registro degli ultimi dieci guasti. Gli inserimenti di registro vuoti sono indicati
da ”_-F0.” Consultare Monitoraggio dell’unità di fusione nella sezione 4,
Funzionamento.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-3
Standard (segue)
3
Registro cronologico modifiche
(non modificabile)
Descrizione: Memorizza le ultime dieci modifiche effettuate sia sulle temperature predefinite
che sui parametri operativi.
Valore: —
Scomposizione: —
Impostazione di P- _ (inserimento registro non in uso)
fabbrica:
Formato: Consultare la sezione 3, Installazione. Revisione modifiche parametri e
temperature predefinita.
Impiego: Utilizzare il tasto del display di destra per rivedere gli inserimenti nel registro
delle ultime dieci modifiche effettuate sui parametri operativi o sulle temperature
predefinite. Gli inserimenti di registro vuoti sono indicati da ”P-_.”
4
Tempo ritardo sistema pronto
Descrizione: Il periodo di tempo che trascorre dopo che tutti i componenti hanno raggiunto le
loro temperature predefinite prima che il LED di sistema pronto si accenda. Il
tempo di ritardo sistema pronto funziona solamente quando la temperatura
della vasca, al momento in cui viene accesa l’unità di fusione, è superiore di
27 °C (50 °F) rispetto alla suo temperatura predefinita. Il tempo di ritardo
sistema pronto inizia quanto tutti i componenti sono entro 3 °C (5 °F) dalla loro
rispettiva temperatura predefinita.
Valore: da 0 a 60 minuti
Scomposizione: 1 minuto
Impostazione di 0 minuti
fabbrica:
Formato: —
Impiego: Il ritardo sistema pronto mette a disposizione un periodo di tempo aggiuntivo
per il riscaldamento del contenuto della vasca prima che la pompa si avvii.
NOTA: Il tempo restante allo scadere dell’azione differita è indicato in minuti sul
display di destra alla fine di ogni ciclo di scansione. Quando manca 1 minuto
alla scadere del tempo di azione differita, il tempo restante viene indicato in
secondi.
5
Tempo intervallo assistenza
Descrizione: Il numero di ore di accensione del riscaldatore che deve passare prima che il
LED assistenza si accenda.
Valore: Da 0 ore (disattivato) a 8736 (un anno)
Scomposizione: 1 ora
Impostazione di 500 ore
fabbrica:
Formato: —
Impiego: Imposta il periodo di intervallo assistenza per segnalare un controllo assistenza
o un intervento di manutenzione definiti dall’utente, ad esempio la sostituzione
del filtro. Il LED assistenza si accende allo scadere di un periodo di tempo
predefinito. Con l’unità di fusione in modalità scansione, premere il tasto
Annulla/Reset per spegnere il LED di assistenza e reimpostare il tempo.
2009 Nordson Corporation
D_K
P/N 7119041G
B-4
Parametri operativi
Standard (segue)
6
LED assistenza ore riscaldatore
Descrizione: Un timer indica quante ore ancora i riscaldatori devono restare accesi prima
che si accenda il LED di assistenza (necessità di assistenza)
Valore: da 0 (disabilitato) a 9999 ore
Scomposizione: 1 ora
Impostazione di 0
fabbrica:
Formato: —
Impiego: Il periodo di intervallo assistenza (parametro 5) deve essere abilitato prima che
questo parametro funzioni.
Nota: Le ore del riscaldatore si sommano ogni volta che il LED dei riscaldatori
è acceso.
7
Ritardo spegnimento motore
Descrizione:
8
Viene visualizzato, ma non viene utilizzato.
Accensione automatica della pompa
Descrizione: Determina se la pompa può essere abilitata prima che l’unità di fusione sia
pronta.
Valore: 0 = disabilitato o 1 = abilitato
Scomposizione: —
Impostazione di 1 (abilitato)
fabbrica:
Formato: —
Impiego: Se in funzione, la pompa può essere abilitata prima che l’unità di fusione sia
pronta. Una volta abilitata, la pompa si avvierà automaticamente quando l’unità
di fusione è pronta.
Se non è attivo, la pompa deve essere avviata premendo il tasto pompa dopo
che l’unità di fusione è pronta.
NOTA: Se l’attivazione automatica della pompa viene disabilitata (0) mentre la
pompa è in funzione, la pompa resterà accesa finché il tasto pompa non viene
premuto.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-5
Standard (segue)
10
Abilitazione o disabilitazione password unità di
fusione
Descrizione: Attiva o disattiva la password dell’unità di fusione. Quando è attivata la
protezione della password, le temperature predefinite dei componenti o i
parametri operativi dell’unità di fusione non possono essere modificati finché
non viene inserita una password valida utilizzando il parametro 0.
Valore: 0 (disabilitato)
1 (abilitato)
Scomposizione: —
Impostazione di 0
fabbrica:
Formato: —
Impiego: E’ necessario creare innanzitutto una password utilizzando il parametro 11
prima di poterla abilitare o disabilitare utilizzando il parametro 10.
11
Crea password
Descrizione: Una password stabilita dall’utente che previene modifiche non autorizzate delle
temperature predefinite o dei parametri operativi.
Valore: da 0 a 9999
Scomposizione: 1
Impostazione di 5000
fabbrica:
Formato: —
Impiego: Consultare la sezione 4, Funzionamento, Immettere password.
NOTA: Una volta creata ed abilitata la password, il parametro 10 non compare
sul display di destra finché la password non viene inserita.
12
Modifica uscita tubo 1 per attivazione pistola elettrica
Descrizione: Cambia la corrente proporzionata 240 VAC fornita al riscaldatore tubo 1 in una
corrente commutata 240 VAC, che viene usata per attivare una pistola elettrica
montata sul collettore.
Valore: 0 (disabilitato)
1 (abilitato)
Scomposizione: —
Impostazione di 0 (disabilitato)
fabbrica:
Formato: —
Impiego: Usare solo quando è installata una pistola elettrica Nordson montata sul
collettore e un dispositivo di commutazione è connesso alla presa interruttore
dell’unità di fusione. Consultare il manuale della pistola elettrica per maggiori
informazioni sul montaggio e sull’uso della pistola.
2009 Nordson Corporation
D_K
P/N 7119041G
B-6
Parametri operativi
Standard (segue)
13
Modifica uscita tubo 2 per attivazione pistola elettrica
Descrizione: Cambia la corrente proporzionata 240 VAC fornita al riscaldatore tubo 1 in una
corrente commutata 240 VAC, che viene usata per attivare una pistola elettrica
montata sul collettore.
Valore: 0 (disabilitato)
1 (abilitato)
Scomposizione: —
Impostazione di 0 (disabilitato)
fabbrica:
Formato: —
Impiego: Usare solo quando è installata una pistola elettrica Nordson montata sul
collettore e un dispositivo di commutazione è connesso alla presa interruttore
dell’unità di fusione. Consultare il manuale della pistola elettrica per maggiori
informazioni sul montaggio e sull’uso della pistola.
14
Bloccaggio di sicurezza per comunicazione
esterna
Descrizione:
Valore:
Serve come misura di sicurezza durante la manutenzione dell’unità di
fusione. Impedisce il controllo esterno dell’unità di fusione mediante
ingressi e uscite standard o opzionali oppure tramite la comunicazione
di rete (opzionale).
0 (disattivato)
o
1 (attivato)
20
Scomposizione:
—
Impostazione di
fabbrica:
0 (disattivato)
Formato:
—
Impiego:
Prima di eseguire qualsiasi operazione di manutenzione sull’unità di
fusione mettere il parametro su 1 (attivato). Se questa funzione è
attivata, qualsiasi controllo esterno dell’unità di fusione viene disattivato,
finché il parametro viene nuovamente impostato su 0 (disattivato).
Unità di temperatura
Descrizione:
Valore:
Scomposizione:
Imposta le unità per la visualizzazione delle temperature.
C (gradi Celsius) o F (gradi Fahrenheit)
0 = Celsius
1 = Fahrenheit
Impostazione di
fabbrica:
P/N 7119041G
0
Formato:
—
Impiego:
—
D_K
2009 Nordson Corporation
Parametri operativi
B-7
Standard (segue)
21
Delta sovratemperatura
Descrizione: L’ammontare dei gradi di cui la temperatura di un componente qualsiasi può
superare la sua temperatura predefinita prima che si verifichi un guasto da
sovratemperatura (F3).
Valore: 5 C (10 F) a 60C (110 F)
Scomposizione: 1C
1F
Impostazione di 15 C (25 F).
fabbrica:
Formato: —
Impiego: —
22
Delta temperatura bassa
Descrizione: L’ammontare dei gradi di cui la temperatura di un componente qualsiasi può
scendere sotto la sua temperatura predefinita prima che si verifichi un guasto
per temperatura bassa (F2).
Valore: 5 C (10 F) a 60C (110 F)
Scomposizione: 1C
1F
Impostazione di 25 C (50 F).
fabbrica:
Formato: —
Impiego: —
23
Delta Standby
Descrizione: Imposta di quanti gradi la temperatura di tutti i componenti riscaldati dovrà
scendere quando l’unità di fusione viene posta nella modalità di standby.
Valore: 25C a 190C (50F a 350F)
Scomposizione: 1C
1F
Impostazione di 50 C (100 F).
fabbrica:
Formato: —
Impiego: Dovrebbe essere selezionato un delta di standby in modo che risulti una media
tra il risparmio di energia dell’unità di fusione durante i periodi di inattività, il
tempo e l’energia richiesti per riportare l’unità di fusione alla temperatura
predefinita e la temperatura alla quale è necessario mantenere il materiale hot
melt nella vasca per prolungati periodi di tempo senza che si verifichi la
carbonizzazione. Consultare la sezione 4, Funzionamento, Tasti funzione.
NOTA: Il delta di standby non influisce sul delta temperatura bassa (parametro
22).
2009 Nordson Corporation
D_K
P/N 7119041G
B-8
Parametri operativi
Standard (segue)
24
Tempo di attesa automatico standby
Descrizione: Il periodo di tempo che deve trascorrere dopo che l’ultimo segnale
(azionamento pistola) è stato inviato all’ingresso 1 prima che l’unità di fusione
entri nella modalità standby. Il tempo di attesa automatica per lo standby
consente un risparmio di energia affinché l’unità di fusione possa entrare
automaticamente nella modalità di standby, se la stessa rileva che le pistole
non spruzzano più.
Valore: da 0 a 1440 minuti (24 ore)
Scomposizione: 1 minuto
Impostazione di 0 (disabilitato)
fabbrica:
Formato: —
Impiego: 1. Modifica il parametro 23 se necessario.
2. Imposta l’opzione di controllo per il parametro 30 (ingresso 1) sull’opzione 10
(standby automatico)
NOTA: Abilita il parametro 24 solamente quando una tensione di segnale a 24
VCD è collegata all’ingresso 1. Se non c’è tensione sui contatti dell’ingresso
quando l’unità di fusione è pronta, questa entrerà nella modalità di standby
dopo il periodo automatico di standby.
25
Tempo di spegnimento automatico dei riscaldatori
Descrizione: Il periodo di tempo che deve trascorrere dopo che è scaduto il tempo di standby
automatico (parametro 24) prima che i riscaldatori si spengano.
Valore: da 0 a 1440 minuti (24 ore)
Scomposizione: 1 minuto
Impostazione di 0 (disabilitato)
fabbrica:
Formato: —
Impiego: Imposta il parametro 24 (attesa automatica standby) al valore desiderato prima
dell’impostazione del parametro 25.
26
Tempo di standby manuale
Descrizione: Imposta il periodo di tempo durante il quale l’unità di fusione resterà nella
modalità di standby dopo che viene premuto il tasto di standby.
Valore: da 0 a 180 minuti
Scomposizione: 1 minuto
Impostazione di 0
fabbrica:
Formato: —
Impiego: Imposta la durata dello standby quando si desidera che l’operatore possa
mettere l’unità di fusione nella modalità di standby per un periodo di tempo
limitato (pausa, colazione, ecc.). Quando lo standby manuale è abilitato (valore
superiore a 0 minuti), il LED standby lampeggia.
Imposta il delta standby (parametro 23) sul valore desiderato prima
dell’impostazione del parametro 26.
Nota: Quando si immette un valore di tempo uguale o superiore a 1 minuto, il
LED di standby lampeggia per indicare che il timer di standby manuale sta
facendo il conto alla rovescia.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-9
Standard (segue)
27
Delta standby (tutti i tubi)
dal software versione 2.023
Descrizione: Un valore di abbassamento temperatura che vale solo per i tubi.
Valore: 1C − 190C (1F − 350F)
Scomposizione: 1C
1F
Impostazione di 0 (disattivato)
fabbrica:
Formato: —
Impiego: Se questo parametro è disattivato, vale al suo posto il valore di abbassamento
temperatura del parametro 23 Delta standby (globale).
NOTA: Dal punto di vista della regolazione il prolungamento della vasca è
tubo 5.
28
Delta standby (tutte le teste di applicazione)
dal software versione 2.023
Descrizione: Un valore di abbassamento temperatura che vale solo per le teste di
applicazione.
Valore: 1C − 190C (1F − 350F)
Scomposizione: 1C
1F
Impostazione di 0 (disattivato)
fabbrica:
Formato: —
Impiego: Se questo parametro è disattivato, vale al suo posto il valore di abbassamento
temperatura del parametro 23 Delta standby (globale).
29
Offset temperatura
dal software versione 2.023
Descrizione: Prefusione e fusione principale possono avere valori nominali di temperatura
diversi.
La temperatura nominale introdotta sul quadro comandi è quella della fusione
principale. La temperatura nominale della prefusione viene abbassata
internamente per il valore impostato qui.
Valore: 0C − −15C (0F − −30F)
Scomposizione: 1C
1F
Impostazione di 0
fabbrica:
Formato: —
Impiego: Se sono necessarie temperature diverse per prefusione e fusione principale.
Valore nominale Fusione principale + Offset temperatura = valore nominale
Prefusione
Esempio: 150 C + (−15 C) = 135 C
NOTA: Dal punto di vista della regolazione il prolungamento della vasca è il
tubo 5. Quando si imposta l’offset temperatura, si deve tener presente la
temperatura nominale del prolungamento della vasca, al fine di ottenere un
aumento costante della temperatura Prolungamento della vasca − Prefusione −
Fusione principale.
2009 Nordson Corporation
D_K
P/N 7119041G
B-10 Parametri operativi
Configurare gli ingressi
30
Ingresso 1
Descrizione: Opzioni di controllo che determinano la funzione dell’ingresso 1.
Valore: 0 – Ingresso disabilitato
1 – Standby acceso/spento
2 – Riscaldatori accesi/spenti
3 – Motore 1 abilitato/disabilitato
4 – Tubo/Pistola 1 abilitati/disabilitati
5 – Tubo/Pistola 2 abilitati/disabilitati
6 – Tubo/Pistola 3 abilitati/disabilitati
7 – Tubo/Pistola 4 abilitati/disabilitati
8 – Tubo/Pistola 5 abilitati/disabilitati
9 – Tubo/Pistola 6 abilitati/disabilitati
10 – Standby automatico
11 – Motore 2 abilitato/disabilitato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
Scomposizione: 1
Impostazione di 10
fabbrica:
Formato:
Impiego: Se è selezionato Motore abilitato/disabilitato (3), il motore si accenderà ogni
volta che c’è tensione sui contatti d’ingresso. Per richiedere che il tasto pompa
venga premuto (pompa abilitata) e che ci sia tensione sui contatti d’ingresso
prima che il motore possa accendersi, impostare il valore del parametro 8,
Accensione automatica pompa su 0 (disabilitato).
Consultare Installazione ingressi unità di fusione nella sezione 3, Installazione,
per informazioni relative all’impostazione ingressi.
NOTA: Solamente l’ingresso 1 dispone dell’opzione di controllo 10.
Si possono impostare gli ingressi multipli sullo stesso valore d’ingresso. Dopo
che uno o più ingressi con lo stesso valore d’ingresso sono stati messi sotto
tensione, la funzionalità d’ingresso viene considerata inattiva (spenta) solo
quando tutti gli ingressi con lo stesso valore d’ingresso non sono più sotto
tensione (ingressi multipli impostati sullo stesso valore d’ingresso sono O
logici).
NOTA: Per usare l’opzione 13 o 14, il parametro 78 Temporizzatore Automatic
Fill va messo sul valore 1 o superiore. L’opzione di uscita 6 Allarme si può
usare per segnalare quando scade il tempo di Automatic Fill.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-11
Configurare gli ingressi (segue)
31
Ingresso 2
Descrizione: Opzioni di controllo che determinano la funzione dell’ingresso 2.
Valore: 0 – Ingresso disabilitato
1 – Standby acceso/spento
2 – Riscaldatori accesi/spenti
3 – Motore 1 abilitato/disabilitato
4 – Tubo/Pistola 1 abilitati/disabilitati
5 – Tubo/Pistola 2 abilitati/disabilitati
6 – Tubo/Pistola 3 abilitati/disabilitati
7 – Tubo/Pistola 4 abilitati/disabilitati
8 – Tubo/Pistola 5 abilitati/disabilitati
9 – Tubo/Pistola 6 abilitati/disabilitati
11 – Motore 2 abilitato/disabilitato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
Scomposizione: 1
Impostazione di 1
fabbrica:
Formato: —
Impiego: Se è selezionato Motore abilitato/disabilitato (3), il motore si accenderà solo se
la pompa è abilitata e se c’è la tensione corretta sui contatti dell’ingresso.
Consultare Installazione ingressi unità di fusione nella sezione 3, Installazione,
per informazioni relative all’impostazione ingressi.
NOTA: Si possono impostare gli ingressi multipli sullo stesso valore d’ingresso.
Dopo che uno o più ingressi con lo stesso valore d’ingresso sono stati messi
sotto tensione, la funzionalità d’ingresso viene considerata inattiva (spenta)
solo quando tutti gli ingressi con lo stesso valore d’ingresso non sono più sotto
tensione (ingressi multipli impostati sullo stesso valore d’ingresso sono O
logici).
NOTA: Per usare l’opzione 13 o 14, il parametro 78 Temporizzatore Automatic
Fill va messo sul valore 1 o superiore. L’opzione di uscita 6 Allarme si può
usare per segnalare quando scade il tempo di Automatic Fill.
2009 Nordson Corporation
D_K
P/N 7119041G
B-12 Parametri operativi
Configurare gli ingressi (segue)
32
Ingresso 3
Descrizione: Opzioni di controllo che determinano la funzione dell’ingresso 3.
Valore: 0 – Ingresso disabilitato
1 – Standby acceso/spento
2 – Riscaldatori accesi/spenti
3 – Motore 1 abilitato/disabilitato
4 – Tubo/Pistola 1 abilitati/disabilitati
5 – Tubo/Pistola 2 abilitati/disabilitati
6 – Tubo/Pistola 3 abilitati/disabilitati
7 – Tubo/Pistola 4 abilitati/disabilitati
8 – Tubo/Pistola 5 abilitati/disabilitati
9 – Tubo/Pistola 6 abilitati/disabilitati
11 – Motore 2 abilitato/disabilitato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
Scomposizione: 1
Impostazione di 2
fabbrica:
Formato: —
Impiego: Se è selezionato Motore abilitato/disabilitato (3), il motore si accenderà solo se
la pompa è abilitata e se c’è la tensione corretta sui contatti dell’ingresso.
Consultare Installazione ingressi unità di fusione nella sezione 3, Installazione,
per informazioni relative all’impostazione ingressi.
NOTA: Si possono impostare gli ingressi multipli sullo stesso valore d’ingresso.
Dopo che uno o più ingressi con lo stesso valore d’ingresso sono stati messi
sotto tensione, la funzionalità d’ingresso viene considerata inattiva (spenta)
solo quando tutti gli ingressi con lo stesso valore d’ingresso non sono più sotto
tensione (ingressi multipli impostati sullo stesso valore d’ingresso sono O
logici).
NOTA: Per usare l’opzione 13 o 14, il parametro 78 Temporizzatore Automatic
Fill va messo sul valore 1 o superiore. L’opzione di uscita 6 Allarme si può
usare per segnalare quando scade il tempo di Automatic Fill.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-13
Configurare gli ingressi (segue)
33
Ingresso 4
Descrizione: Opzioni di controllo che determinano la funzione dell’ingresso 4.
Valore: 0 – Ingresso disabilitato
1 – Standby acceso/spento
2 – Riscaldatori accesi/spenti
3 – Motore 1 abilitato/disabilitato
4 – Tubo/Pistola 1 abilitati/disabilitati
5 – Tubo/Pistola 2 abilitati/disabilitati
6 – Tubo/Pistola 3 abilitati/disabilitati
7 – Tubo/Pistola 4 abilitati/disabilitati
8 – Tubo/Pistola 5 abilitati/disabilitati
9 – Tubo/Pistola 6 abilitati/disabilitati
11 – Motore 2 abilitato/disabilitato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
Scomposizione: 1
Impostazione di 4
fabbrica:
Formato: —
Impiego: Se è selezionato Motore abilitato/disabilitato (3), il motore si accenderà solo se
la pompa è abilitata e se c’è la tensione corretta sui contatti dell’ingresso.
Consultare Installazione ingressi unità di fusione nella sezione 3, Installazione,
per informazioni relative all’impostazione ingressi.
NOTA: Si possono impostare gli ingressi multipli sullo stesso valore d’ingresso.
Dopo che uno o più ingressi con lo stesso valore d’ingresso sono stati messi
sotto tensione, la funzionalità d’ingresso viene considerata inattiva (spenta)
solo quando tutti gli ingressi con lo stesso valore d’ingresso non sono più sotto
tensione (ingressi multipli impostati sullo stesso valore d’ingresso sono O
logici).
NOTA: Per usare l’opzione 13 o 14, il parametro 78 Temporizzatore Automatic
Fill va messo sul valore 1 o superiore. L’opzione di uscita 6 Allarme si può
usare per segnalare quando scade il tempo di Automatic Fill.
2009 Nordson Corporation
D_K
P/N 7119041G
B-14 Parametri operativi
Configurare gli ingressi (segue)
34 – 39
Ingressi opzionali 5, 6, 7, 8, 9 e 10
Descrizione: Opzioni di controllo che determinano la funzione dei sei ingressi opzionali una
volta installata sulla scheda principale la scheda di espansione opzionale I/O.
Valore: 0 – Ingresso disabilitato
1 – Standby acceso/spento
2 – Riscaldatori accesi/spenti
3 – Motore 1 abilitato/disabilitato
4 – Tubo/Pistola 1 abilitati/disabilitati
5 – Tubo/Pistola 2 abilitati/disabilitati
6 – Tubo/Pistola 3 abilitati/disabilitati
7 – Tubo/Pistola 4 abilitati/disabilitati
8 – Tubo/Pistola 5 abilitati/disabilitati
9 – Tubo/Pistola 6 abilitati/disabilitati
11 – Motore 2 abilitato/disabilitato
13 – Temporizzatore Automatic Fill n. 1
14 – Temporizzatore Automatic Fill n. 2
Scomposizione: 1
Impostazione di 0 (disabilito)
fabbrica:
Formato: —
Impiego: Se è selezionato Motore abilitato/disabilitato (3), il motore si accenderà solo se
la pompa è abilitata e se c’è la tensione corretta sui contatti dell’ingresso.
Consultare Installazione ingressi unità di fusione nella sezione 3, Installazione,
per informazioni relative all’impostazione ingressi.
NOTA: Si più ingressi sono impostati sullo stesso valore, il controllo agisce in
base allo stato dell’ingresso attivo.
NOTA: Per usare l’opzione 13 o 14, il parametro 78 Temporizzatore Automatic
Fill va messo sul valore 1 o superiore. L’opzione di uscita 6 Allarme si può
usare per segnalare quando scade il tempo di Automatic Fill.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-15
Configurare le uscite
40 − 42
Uscite 1, 2 e 3
Descrizione: Determina la funzione dell’uscita.
Valore: 0 = Uscita disabilitata
1 = Pronto
2 = Pronto e pompa accesa
3 = Guasto
4 = Basso livello (non disponibile)
5 = Il LED assistenza è acceso
6 = Avviso
Scomposizione: 1
Impostazione di Uscita 1 = 1
fabbrica: Uscita 2 = 3
Uscita 3 = 4
Formato: —
Impiego: Consultare Installazione uscite unità di fusione nella sezione 3, Installazione,
per informazioni relative all’impostazione uscite.
Quando l’opzione di controllo 6, Avviso è selezionata, l’uscita è attiva ogni volta
che l’unità di fusione entra nella fase di monitoraggio guasti della durata di due
minuti. Se la condizione di guasto potenziale viene eliminata prima che
trascorrano i due minuti, il segnale in uscita finisce. Consultare la sezione 4,
Funzionamento, Monitoraggio guasti dell’unità di fusione per informazioni sul
monitoraggio guasti.
43 − 46
Uscite opzionali 4, 5, 6 e 7
Descrizione: Opzioni di controllo che determinano la funzione delle quattro uscite opzionali
una volta installata sulla scheda principale la scheda di espansione opzionale
I/O.
Valore: 0 = Uscita disabilitata
1 = Pronto
2 = Pronto e pompa accesa
3 = Guasto
4 = Basso livello (non disponibile)
5 = Il LED assistenza è acceso
6 = Avviso (guasto potenziale)
Scomposizione: 1
Impostazione di 0 (tutte le uscite opzionali)
fabbrica:
Formato: —
Impiego: Consultare il foglio di istruzioni fornito con la scheda di espansione opzionale
I/O per informazioni sul cablaggio e l’impostazione delle uscite opzionali.
Quando l’opzione di controllo 6, Avviso è selezionata, l’uscita è attiva ogni volta
che l’unità di fusione entra nella fase di monitoraggio guasti della durata di due
minuti. Se la condizione di guasto potenziale viene eliminata prima che
trascorrano i due minuti, il segnale in uscita finisce. Consultare la sezione 4,
Funzionamento, Monitoraggio guasti dell’unità di fusione per informazioni sul
monitoraggio guasti.
2009 Nordson Corporation
D_K
P/N 7119041G
B-16 Parametri operativi
Orologio settimanale
Prima di impostare l’orologio, consultare Tasti funzione nella sezione 4,
Funzionamento, per impratichirsi sulle funzioni e sull’utilizzo della funzione
orologio.
In mancanza di pratica relativa alla procedura di accesso e modifica dei
parametri operativi, consultare la sezione 3, Installazione, Impostazione
dell’unità di fusione.
Impostazione dell’orologio
Consultare gli esempi alla pagina seguente.
1. Utilizzare il parametro 50 per selezionare il giorno attuale della
settimana.
2. Utilizzare il parametro 51 per selezionare l’ora attuale.
3. Creare il programma 1 mediante:
a. L’impostazione dei parametri 55 e 56 all’ora del giorno alla quale si
desidera che i riscaldatori si accendano e si spengano.
b. L’impostazione dei parametri 57 e 58 all’ora del giorno alla quale si
desidera che l’unità di fusione entra ed esca dalla modalità standby.
4. Utilizzando i parametri dal 60 al 68, creare i programmi 2 e 3 ripetendo il
passaggio 3.
5. Utilizzare i parametri dal 71 al 77 per stabilire quale dei quattro
programmi dovrà essere utilizzato ciascun giorno della settimana. A
ciascun giorno possono essere assegnati fino a tre programmi (per
supportare tre turni di lavoro). Ciascuna delle otto opzioni di controllo
(da 0 a 7) disponibili nei parametri da 71 a 77 assegna una
combinazione differente dei tre programmi. L’opzione 0 viene utilizzata
per mantenere l’unità di fusione nello stato stabilito dall’ultimo passaggio
dell’orologio finché si verifica il passaggio successivo.
Per consentire all’orologio di funzionare in continuazione durante l’intera settimana, è necessario assegnare ad ogni giorno della settimana un programma
valido (parametri da 71 a 77).
Per impedire l’attivazione involontaria
dell’apparecchio, l’impostazione default per i
parametri da 71 a 77 è il programma 0 che non
dispone di valori orari. Con l’impostazione default del
programma 0, la pressione involontaria del tasto
orologio non avrà effetto alcuno sull’unità di fusione.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
Orologio settimanale
50
B-17
(segue)
Giorno attuale
Descrizione: Utilizzato per impostare il giorno corrente della settimana.
Valore: da 1 a 7 (1 = lunedì, 2 = martedì, ecc.)
Scomposizione: 1
Impostazione di —
fabbrica:
Formato: —
Impiego: Consultare la sezione 4, Funzionamento, Tasti funzione, per informazioni circa
l’uso e gli effetti del dispositivo orologio settimanale.
51
Ora attuale
Descrizione: Utilizzato per impostare l’ora locale del giorno.
Valore: da 0000 a 2359 (formato ora europea)
Scomposizione: 1 minuto
Impostazione di (Ora impostata in fabbrica)
fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: E’ necessario eseguire questa impostazione solamente una volta per tutti i
programmi giornalieri
55
Programma 1 Riscaldatori accesi
Descrizione: Serve per impostare l’ora alla quale l’orologio accenderà i riscaldatori durante il
programma 1.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di 0600
fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Imposta l’ora desiderata per l’accensione dei riscaldatori.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
56
Programma 1 Riscaldatori spenti
Descrizione: Serve per impostare l’ora alla quale l’orologio spegnerà i riscaldatori durante il
programma 1.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di 1700
fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
2009 Nordson Corporation
D_K
P/N 7119041G
B-18 Parametri operativi
Orologio settimanale
57
(segue)
Programma 1 Entrare standby
Descrizione: Serve per impostare l’ora alla quale l’unità di fusione entrerà nella modalità di
standby durante il programma 1.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Serve per impostare l’ora alla quale l’unità di fusione entrerà nella modalità di
standby durante il programma 1.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
Nota: Non inserire un’ora di ingresso in standby non compresa nel periodo di
tempo stabilito dall’ora di accensione e spegnimento del riscaldatore indicata
dal programma. L’unità di fusione non può entrare nella modalità di standby
quando i riscaldatori sono spenti.
58
Programma 1 Uscire standby
Descrizione: Serve per impostare l’ora alla quale l’unità di fusione uscirà dalla modalità di
standby durante il programma 1.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Serve per impostare l’ora alla quale l’unità di fusione uscirà dalla modalità di
standby durante il programma 1.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
Nota: Non inserire un’ora di uscita dallo standby non compresa nel periodo di
tempo stabilito dall’ora di accensione e spegnimento del riscaldatore indicata
dal programma. L’unità di fusione non può entrare nella modalità di standby
quando i riscaldatori sono spenti.
60
Programma 2 Riscaldatori accesi
Descrizione: Serve per impostare l’ora alla quale l’orologio accenderà i riscaldatori durante il
programma 2.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Imposta l’ora desiderata per l’accensione dei riscaldatori.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
Orologio settimanale
61
B-19
(segue)
Programma 2 Riscaldatori spenti
Descrizione: Serve per impostare l’ora alla quale l’orologio spegnerà i riscaldatori durante il
programma 2.
Valore: da 0000 a 2359, - - - Scomposizione: 1 e
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
62
Programma 2 Entrare standby
Descrizione: Serve per impostare l’ora alla quale l’unità di fusione entrerà nella modalità di
standby durante il programma 2.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Serve per impostare l’ora alla quale l’unità di fusione entrerà nella modalità di
standby durante il programma 2.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
Nota: Non inserire un’ora di ingresso in standby non compresa nel periodo di
tempo stabilito dall’ora di accensione e spegnimento del riscaldatore indicata
dal programma. L’unità di fusione non può entrare nella modalità di standby
quando i riscaldatori sono spenti.
63
Programma 2 Uscire standby
Descrizione: Serve per impostare l’ora alla quale l’unità di fusione uscirà dalla modalità di
standby durante il programma 2.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Serve per impostare l’ora alla quale l’unità di fusione uscirà dalla modalità di
standby durante il programma 2.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
Nota: Non inserire un’ora di uscita dallo standby non compresa nel periodo di
tempo stabilito dall’ora di accensione e spegnimento del riscaldatore indicata
dal programma. L’unità di fusione non può entrare nella modalità di standby
quando i riscaldatori sono spenti.
2009 Nordson Corporation
D_K
P/N 7119041G
B-20 Parametri operativi
Orologio settimanale
65
(segue)
Programma 3 Riscaldatori accesi
Descrizione: Serve per impostare l’ora alla quale l’orologio accenderà i riscaldatori durante il
programma 3.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Imposta l’ora desiderata per l’accensione dei riscaldatori.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
66
Programma 3 Riscaldatori spenti
Descrizione: Serve per impostare l’ora alla quale l’orologio spegnerà i riscaldatori durante il
programma 3.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
67
Programma 3 Entrare standby
Descrizione: Serve per impostare l’ora alla quale l’unità di fusione entrerà nella modalità di
standby durante il programma 3.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Serve per impostare l’ora alla quale l’unità di fusione entrerà nella modalità di
standby durante il programma 3.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
Nota: Non inserire un’ora di ingresso in standby non compresa nel periodo di
tempo stabilito dall’ora di accensione e spegnimento del riscaldatore indicata
dal programma. L’unità di fusione non può entrare nella modalità di standby
quando i riscaldatori sono spenti.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
Orologio settimanale
68
B-21
(segue)
Programma 3 Uscire standby
Descrizione: Serve per impostare l’ora alla quale l’unità di fusione uscirà dalla modalità di
standby durante il programma 3.
Valore: da 0000 a 2359, - - - Scomposizione: 1 minuto
Impostazione di - - - fabbrica:
Formato: Ora, ora: Minuto, minuto
Impiego: Serve per impostare l’ora alla quale l’unità di fusione uscirà dalla modalità di
standby durante il programma 3.
Per disabilitare questo parametro, impostare il valore del parametro a ”- - - -”
premendo contemporaneamente entrambi i tasti di scorrimento del display di
destra.
Nota: Non inserire un’ora di uscita dallo standby non compresa nel periodo di
tempo stabilito dall’ora di accensione e spegnimento del riscaldatore indicata
dal programma. L’unità di fusione non può entrare nella modalità di standby
quando i riscaldatori sono spenti.
71 - 77
Programmi per i singoli giorni della settimana
Descrizione:
Selezione del/dei programma/i che deve/devono essere svolto/i nei
vari giorni della settimana.
Valore: 0 – Rimanenza all’ultimo passaggio orologio
1 – Utilizzare solo il programma 1
2 – Utilizzare solo il programma 2
3 – Utilizzare solo il programma 3
4 – Utilizzare i programmi 1 e 2
5 – Utilizzare i programmi 2 e 3
6 – Utilizzare i programmi 1 e 3
7 – Utilizzare i programmi 1, 2 e 3
Scomposizione: 1
Impostazione di 0
fabbrica:
Formato: —
Impiego: Sceglie i programmi attivi per la giornata.
NOTA: Se viene utilizzata l’opzione programma 0, i riscaldatori non
si accenderanno nuovamente fino alla successiva ora prevista per
l’accensione dei riscaldatori.
2009 Nordson Corporation
D_K
P/N 7119041G
B-22 Parametri operativi
Orologio settimanale
78
(segue)
Temporizzatore Automatic Fill
Descrizione: Un temporizzatore con conto alla rovescia, che si può mettere in
comunicazione con un interruttore collegato ad un ingresso.
Valore: da 0 a 90 secondi
Scomposizione: 1
Impostazione di 0 (disattivato)
fabbrica:
Formato: —
Impiego: Impiego in combinazione con opzione di controllo ingresso 13 o 14.
Attivare l’opzione di controllo uscita 6, Allarme, per inviare un segnale
quando il temporizzatore si ferma.
79
Logica errore invertita
Descrizione: Inversione della logica dell’uscita errore da Aprire in caso di errore a
Chiudere in caso di errore.
Valore: 0 o 1
Scomposizione: —
Impostazione di 0 (aprire in caso di errore)
fabbrica:
Formato: —
Impiego: Attenzione con l’inversione della logica errore. Accertarsi che l’impianto
madre non possa venir messo in una condizione pericolosa quando
arriva il segnale di errore.
P/N 7119041G
D_K
2009 Nordson Corporation
Parametri operativi
B-23
Selezione PID
80−91
Selezione PID per le prese tubo/pistola 1, 2, 3 e 4
Descrizione: Utilizzato per modificare le selezioni PID predefiniti. Utilizzare il parametro 80
per selezionare il valore per il tubo 1, il parametro 81 per selezionare il valore
per la pistola 1 e così via.
Valore: 0 = Tubo
1 = Pistola standard
2 = Pistola grande
3 = Riscaldatore aria
Scomposizione: —
Impostazione di 0 o 1 in base al tipo di canale (tubo o pistola)
fabbrica:
Formato: —
Impiego: Consultare il rappresentante Nordson prima di modificare le impostazioni PID.
2009 Nordson Corporation
D_K
P/N 7119041G
B-24 Parametri operativi
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-1
Appendice C
Glossario
Abilitazione macchina
Abilitazione di un apparecchio di controllo tramite segnale proveniente dalla
linea. L’abilitazione macchina nella documentazione Nordson viene
chiamata anche Parent Machine Interlock o Security.
Assorbimento di potenza P
La potenza elettrica (in watt) assorbita da un apparecchio (motore,
riscaldamento e gli elementi elettrici presenti nel vano elettrico).
Assorbimento di potenza Pmax
La massima potenza elettrica (watt) che un apparecchio e i suoi accessori
collegati possono assorbire. Si calcola come prodotto della tensione
presente e della massima corrente protetta.
bar
Unità legale per la pressione. L’unità SI è Pascal (Pa). Negli Stati Uniti si
usa l’unità psi. Vedi Conversioni.
Bd (Baud)
Unità per la velocità di trasmissione di dati: Bit/s.
Bus CAN
Il Controller Area Network è uno standard internazionale per il sistema bus
seriale. Nelle unità di fusione Nordson i componenti di controllo come il
regolatore della temperatura, il convertitore di frequenza e i sensori di
pressione scambiano dati con il PC industriale tramite il bus CAN. Il bus
CAN viene usato nei dispositivi di controllo Nordson come rete interna e non
è previsto come interfaccia per dispositivi di controllo del cliente.
2009 Nordson Corporation
D_K
P/N 7119041G
C-2
Glossario
Capelli d’angelo
Fili sottili di materiale hot melt derivanti da un trasferimento imperfetto
dall’ugello al substrato. La causa va ricercata p.es. in un taglio imperfetto da
parte dell’ugello in caso di materiali ad alta viscosità.
Classe di protezione
Per la sicurezza elettrica degli apparecchi sono richieste delle misure
cautelari per escludere che il contatto con parti metalliche in caso di
malfunzionamento possa condurre tensione. La suddivisione in classi di
protezione offre anche informazioni sulle misure cautelari adatte.
Classe di
protezione
Simbolo
Misure protettive
1
Tutti le parti in metallo con cui si può venire a contatto sono collegate tra
di loro da trasmissione elettrica e vengono collegate ad un conduttore di
terra.
2
Grazie ad un isolamento adeguato l’apparecchio non presenta parti
metalliche a contatto che in caso di malfunzionamento possano essere
conduttrici di tensione. Non è presente un conduttore di terra.
3
L’apparecchio funziona con una tensione bassa fino a 42 V, che proviene
da un trasformatore di sicurezza o una batteria.
ControlNet
Standard internazionale per bus di campo seriale con utenti Scanner e
Adapter. Le unità di fusione Nordson (Adapter) con interfaccia ControlNet si
possono controllare con un dispositivo di controllo remoto del cliente
(Scanner).
Cokificare
Scomposizione di un materiale plastico, principalmente sotto l’influsso del
calore. Possibile conseguenza di una temperatura di lavorazione troppo
alta.
Componente
1. Componente del sistema:
Questo termine indica un singolo apparecchio (p.es. un’unità di fusione)
che fa parte di un sistema di applicazione.
2. Componente di apparecchio:
Questo termine indica un singolo elemento (p.es. giunto, pulsante di
arresto d’emergenza) o un gruppo di elementi che formano un’unità
funzionale (p.es. dotazione di gas inerte).
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-3
Conversioni
Indicazione in mesh
Indicazione in mm
Indicazione in mesh
Indicazione in mm
2,5
8,0
50
0,30
3
6,73
60
0,25
5
4,0
80
0,18
8
2,38
100
0,149
10
2,0
140
0,105
14
1,41
170
0,088
18
1,0
200
0,074
20
0,84
270
0,053
30
0,59
325
0,044
40
0,42
400
0,037
Tabella U.S. Bureau of Standards
Unità
moltiplicato per
risulta
Unità SI: [kg/m3]
Densità
Chilogrammi per metro cubo
kg/m3 1,0 x 10−3
Chilogrammi per litro
kg/l
Chilogrammi per metro cubo
kg/m3 8,35 x 10−3
Libbre per gallone (US)
lb/gal
Chilogrammi per litro
kg/l
8,35
Libbre per gallone (US)
lb/gal
Libbre per gallone (US)
lb/gal
0,12
Chilogrammi per litro
kg/l
Unità SI: [Nm]
Momento torcente
Newton metro
Nm
8,85
Pollici libbra (US)
lbin
Newton metro
Nm
0,74
Piedi libbra (US)
lbft
Pollici libbra (US)
lbin
0,113
Newton metro
Nm
Piedi libbra (US)
lbft
1,36
Newton metro
Nm
Unità SI: Pascal [Pa = N/m2]
Pressione
Pascal
Pa
1,0 x 10−5
Bar
bar
Pascal
Pa
0,69 x 10−6
Libbre per pollice quadrato
(US)
psi
Bar
bar
14,5
Libbre per pollice quadrato
(US)
psi
Libbre per pollice quadrato
(US)
psi
0,069
Bar
bar
Unità SI: [m/s]
Velocità
Metri al secondo
m/s
196,89
Piedi al minuto
ft/min
Piedi al minuto
ft/min
5,1 x 10−3
Metri al secondo
m/s
2009 Nordson Corporation
D_K
P/N 7119041G
C-4
Glossario
Unità
moltiplicato per
risulta
Unità SI di base: metro [m]
Lunghezza
Metro
m
3,2808
Piede
ft
Piede
ft
0,3048
Metro
m
Centimetri
cm
0,3937
Pollici
in
Pollici
in
2,54
Centimetri
cm
Unità SI di base: Chilogrammo [kg]
Massa
Chilogrammo
kg
2,2046
Libbra (US)
lb
Libbra (US)
lb
0,4536
Chilogrammo
kg
Grammo
g
0,0353
Oncia
oz
Oncia
oz
28,35
Grammo
g
Unità SI di base: Kelvin [K]
Temperatura
Gradi Celsius
°C
(°C x 1,8) + 32
Gradi Fahrenheit
°F
Gradi Fahrenheit
°F
(°F − 32) 1,8
Gradi Celsius
°C
Unità SI: Secondo Pascal [Pas]
Viscosità dinamica
Secondo Pascal
Pas
1,0 x 103
CentipoiseA
cP
CentipoiseA
cP
1,0 x 10−3
Secondo Pascal
Pas
Unità SI: [m2/s]
Viscosità cinematica
Metri quadri al secondo
m2/s
1,0 x 10−6
CentistokeA
cSt
CentistokeA
cSt
1,0 x 106
Metri quadri al secondo
m2/s
Unità SI: [m3]
Volumi
Metro cubo
m3
1, 0 x 103
litri
l
Metro cubo
m3
264,2
Gallone (US)
gal
litri
l
0,2642
Gallone (US)
gal
Gallone (US)
gal
3,7853
litri
l
NOTA: A: Dal 1986 non esiste più un’unità legale.
Corrente nominale
Il valore nominale di corrente per un apparecchio, fissato da norme o da un
accordo tra costruttore e cliente.
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-5
dB (A)
Unità per il livello di pressione acustica, misurata secondo la curva standard
internazionale A, che valuta il suono in modo simile all’orecchio umano.
Dinamo tachimetrica
Componente che genera una tensione elettrica (tensione conduttiva).
Questa tensione è proporzionale alla velocità con la quale viene azionata la
dinamo tachimetrica.
Diodo unidirezionale
Componente elettronico che protegge i gruppi elettronici da punte di
tensione che si verificano con lo spegnimento di relé o elettrovalvole.
Dispositivo di controllo
Dispositivo per il controllo di valvole proporzionali (dispositivo di controllo
della pressione) o elettrovalvole o teste di applicazione (programmatore per
tratti di colla) a seconda della velocità della linea.
Elettrovalvola
Componente usuale della testa di applicazione. Valvola di controllo che
viene attivata da una bobina elettromagnetica.
Encoder
L’encoder rileva la velocità della linea. Fornisce un certo numero di impulsi
elettrici per giro. La frequenza è una misura per la velocità della linea. Vedi
anche Segnale conduttore.
Firmware
Software non modificabile, integrato nell’unità, non accessibile al cliente.
Gas di protezione
Vedi Gas inerte.
2009 Nordson Corporation
D_K
P/N 7119041G
C-6
Glossario
Gas inerte
Gas (p.es. azoto) impiegato p.es. per proteggere un adesivo dal contatto
con l’umidità e quindi da reazioni indesiderate. Il gas inerte viene chiamato
anche gas di protezione.
Generatore di momento angolare
Vedi Encoder.
giri/min
È un altro modo di scrivere min−1 = 1/min = giri al minuto.
Grammatura
Vedi Peso di applicazione.
Hopper
Prolungamento non riscaldato della vasca, che serve ad aumentare il
volume della vasca stessa.
Host
Dispositivo di controllo superiore.
Hot Melt
Vedi Materiale hot melt.
Iniziatore
Componente che genera un segnale quando rileva un oggetto in una
determinata area circostante. Le forme possibili possono essere p.es. un
iniziatore di prossimità e la fotocellula di una barriera fotoelettrica.
LED
Light Emitting Diode; diodo che emette luce.
Linea
La macchina dell’utente che genera il segnale conduttore per il modo di
funzionamento key-to-line. Vedi anche Segnale conduttore.
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-7
Master-Slave
Configurazione di due o più apparecchi nella quale il Master assume il
controllo di uno o più Slaves.
Esempio: Le unità di fusione Nordson connesse al PROFIBUS sono Slaves
che vengono controllati dal Master del cliente.
Materiale
La denominazione generale Nordson per i materiali di applicazione, come
p.es. materiali hot melt termoplastici, adesivi, sigillanti, colle a freddo e
simili.
Materiale hot melt
I materiali hot melt sono materiali termoplastici. Vengono lavorati allo stato
fuso. La presa avviene per indurimento.
Materiali hot melt poliuretanici
Materiale hot melt reticolante con umidità. Acronimi comuni sono anche PU
e PUR. Quando si lavorano materiali adesivi poliuretanici vanno osservate
particolari indicazioni per la sicurezza.
Menu
Struttura ramificata di programma nella quale l’operatore sceglie le funzioni
desiderate.
min −1
min−1 = 1/min. giri al minuto.
Modo intermittente
Modalità di funzionamento delle teste di applicazione. In questo caso
l’applicazione del materiale non è continua, bensí presenta delle interruzioni
che portano alla creazione del tipo di applicazione richiesto.
Modo inverso
Funzionamento del motore di una pompa in senso inverso a quello di
alimentazione. Evita un gocciolamento di materiale a posteriori.
2009 Nordson Corporation
D_K
P/N 7119041G
C-8
Glossario
MSDS
Material Safety Data Sheet (termine inglese per Foglio dati di sicurezza).
Ni 120
Denominazione abbreviata per un sensore termometrico a resistenza a
base di nichel, che ad una temperatura di 0° C ha una resistenza elettrica di
120 W.
Nm
Newton metro, unità SI per energia e momento torcente. Vedi Conversioni.
Pa
Pascal, unità SI per la pressione. Vedi Conversioni.
Parametro
Grandezza variabile per impostazione, il cui valore va digitato in un
apparecchio di controllo, in un PLC o nel sistema di controllo.
Pas
Secondo Pascal, unità SI per la viscosità dinamica.
Pericoli residui
Pericoli insiti nella produzione e anche nell’impiego conforme alla
destinazione, che rappresentano un rischio residuo per l’utente pur
nell’osservanza di tutte le disposizioni di sicurezza. I pericoli residui - se
conosciuti dal produttore - vengono indicati nel manuale operativo e/o con
segnali di avvertimento sull’apparecchio.
Peso di applicazione
Il peso (grammatura) del materiale applicato per unità di superficie del
substrato.
Misurare il peso di applicazione: Con una cesoia circolare si tagliano diversi
cerchi di 100 mm2 nella linea su cui non è stato applicato materiale. I punti
di prelievo del materiale devono essere distribuiti uniformemente per tutta la
larghezza della linea. Si misura il peso del materiale prelevato con una
precisione fino a 0,01 g e poi si calcola il peso medio. Allo stesso modo si
procede con la linea su cui è stato applicato materiale. Il numero di
campioni di prelevare dipende dalle divergenze di peso dei campioni. Il
peso di applicazione si calcola come differenza di peso tra linea cui è stato
applicato materiale e linea cui non è stato applicato materiale. Il peso di
applicazione viene solitamente misurato in g/m2.
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-9
Piastra valvola di sicurezza
Componente nel quale circola un materiale se la valvola di sicurezza
integrata è aperta.
Pistola
Componente del sistema ad azionamento manuale che serve ad applicare il
materiale sotto forma di cordoli, punti o spruzzi.
PLC
Acronimo inglese che sta per controllo logico programmabile.
Poliammide
Dicitura Nordson per materiali hot melt su base poliammidica.
Denominazioni comuni sono anche resina poliammidica e materiale hot
melt poliammidico.
Portata
Il volume di materiale alimentato dalla pompa. La quantità viene indicata
p.es. in cm3/min.
Pressione di esercizio dell’aria
Solitamente l’aria compressa messa a disposizione dal cliente viene ridotta
da unità di regolazione della pressione interne all’apparecchio. La pressione
pneumatica di esercizio è la pressione ridotta con cui lavorano i componenti
pneumatici.
PROFIBUS
Standard internazionale per bus di campo seriale con utenti Master e Slave.
Le unità di fusione Nordson (Slave) con interfaccia PROFIBUS DP si
possono controllare con un dispositivo di controllo remoto del cliente
(Master).
Pt 100
Denominazione abbreviata per un sensore termometrico a resistenza a
base di platino, che ad una temperatura di 0° C ha una resistenza elettrica
di 100 W.
PUR
Vedi Materiali hot melt poliuretanici.
2009 Nordson Corporation
D_K
P/N 7119041G
C-10 Glossario
Quantità nominali di aria
Indicazione del volume di aspirazione delle cappe di aspirazione. Si deve
anche tener presente la perdita di pressione dalla cappa di aspirazione al
ventilatore del cliente.
Regolatore PID
Tipo di regolatore che combina diversi tipi di regolazione delle quote
proporzionali, integrali e differenziali.
Il regolatore va calibrato in modo tale che la grandezza controllata
(grandezza di uscita) e la grandezza manipolata (grandezza di ingresso)
abbiamo un’oscillazione minima e che il tempo necessario alla
stabilizzazione della grandezza manipolata sia il più breve possibile.
Relè a stato solido
Componente elettronico senza parti meccaniche, ma con la funzione di un
relé elettromeccanico.
Resistenza a cartuccia
Una resistenza cilindrica, sostituibile. Viene inserita in un foro del
componente da riscaldare.
Resistenza incorporata
Una resistenza che viene incorporata p.es. in una vasca o in una piastra di
fusione. Grazie a questo incorporamento il calore viene trasmesso in modo
ottimale.
Ritardo di apertura
1. Tempo che trascorre tra il segnale di accensione di una testa di
applicazione e l’inizio dell’applicazione del materiale.
2. Tempo tra l’alimentazione di tensione e l’eccitazione vera e propria del
relé di ritardo.
Ritardo di chiusura
1. Tempo che trascorre tra il segnale di spegnimento di una testa di
applicazione e la fine dell’applicazione del materiale.
2. Tempo di perdurante eccitazione di un relé di ritardo dopo che è stato
disgiunto.
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-11
Rivestimento antiaderente
Evita la carbonizzazione del materiale hot melt e facilita la pulizia delle parti
del sistema di applicazione hot melt che entrano in contatto con l’adesivo.
Rumorosità
Livello di pressione acustica emesso da un apparecchio nell’aria
immediatamente circostante. La rumorosità viene indicata in dB (A).
Segnale conduttore
Un segnale (tensione, corrente o frequenza) generato dalla linea che serve
al controllo dell’unità di fusione.
Sensore della temperatura
Chiamato anche sonda di temperatura.
Componente di un sistema di regolazione della temperatura che rileva la
temperatura e la comunica al sistema di regolazione. Negli apparecchi
Nordson si usano sensori termometrici a resistenza.
Sensore termometrico a resistenza
Componente con una resistenza elettrica il cui valore cambia in modo
determinato a seconda della temperatura. Negli apparecchi Nordson si
usano i modelli Pt 100 e Ni 120.
SI
Système International d’ Unités (sistema internazionale di unità).
Sistema di applicazione del materiale hot melt
Insieme di apparecchi e componenti per la fusione, alimentazione, dosaggio
e applicazione di materiale hot melt, p.es. sistema di fusione con fusto,
unità di fusione, unità della pompa dosatrice, testa di applicazione,
spalmatrice e tubi riscaldati.
Smaltimento a regola d’arte
Eliminazione di rifiuti di qualsiasi tipo in osservanza delle prescrizioni di
legge.
2009 Nordson Corporation
D_K
P/N 7119041G
C-12 Glossario
Solvente
I solventi sono sostanze organiche liquide e loro miscele che si possono
impiegare per togliere materiali hot melt da superfici. I solventi sono
sostanze molto volatili. Quando si impiegano solventi vanno osservate
disposizioni particolari.
Nella documentazione Nordson si tratta in linea di massima del liquido
prescritto dal produttore del materiale hot melt.
Spessore del cordolo
La larghezza del cordolo di materiale che viene applicato su un substrato.
La misura si riferisce al cordolo prima che venga premuto dagli elementi di
unione.
Substrato
Il prodotto, p.es. tessuto, foglio sottile, sul quale viene applicato il materiale.
Temperatura di lavorazione
La temperatura di lavorazione viene prescritta o raccomandata dal
produttore del materiale. Si può trovare tra le informazioni sul prodotto e/o
nei fogli con i dati sulla sicurezza (MSDS ).
Tempo di presa
Il tempo necessario all’adesivo per passare dall’applicazione all’indurimento
totale.
Tempo di apertura
L’intervallo di tempo massimo tra applicazione di materiale sul substrato e
pressione del secondo elemento di unione, nella quale può crearsi un
contatto. Il tempo di apertura è determinato da fattori quali la temperatura di
applicazione, il substrato, le caratteristiche e la quantità di materiale
applicato.
Tensione di controllo
Tensione interna al vano elettrico per componenti elettrici come il regolatore
della temperatura, il PLC, ecc. La tensione di controllo nei vani elettrici
Nordson è solitamente di 230 VAC o 24 VDC.
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-13
Tensione di esercizio
La tensione con cui funziona l’apparecchio. La tensione di esercizio è
indicata sulla targhetta di identificazione. Può essere necessario l’impiego di
un trasformatore per adeguare la tensione della rete del cliente all’unità di
fusione.
Tensione di rete
La tensione della rete del cliente; può essere necessario convertirla in
tensione di esercizio tramite un trasformatore.
Termostato
Componente per la regolazione della temperatura. Solitamente si tratta di
un interruttore elettrico che effettua una commutazione quando viene
raggiunta una temperatura determinata o impostabile. La differenza tra
temperatura di accensione e di spegnimento viene definita isteresi.
Testa di applicazione del materiale hot melt
Componente del sistema che serve ad applicare il materiale sotto forma di
cordoli, punti, aree o spruzzi.
2009 Nordson Corporation
D_K
P/N 7119041G
C-14 Glossario
Tipo di protezione
Conforme a IEC 529/DIN 40 050.
I tipi di protezione per la protezione di componenti elettrici tramite capsule
adatte vengono indicati con una sigla, p.es. IP 54. La prima cifra indica la
protezione da contatto e corpi estranei; la seconda cifra indica la protezione
da acqua. La terza cifra che indica la protezione contro urti generalmente
non viene indicata.
1. posto
2. posto
3. posto
Protezione da contatto
e corpi estranei
Protezione da acqua
Protezione da urti
Protezione contro...
Protezione contro...
Protezione contro energia d’urto
fino a...
0
−
−
1
corpo estraneo
> 50 mm
stillicidio in caduta verticale
0,225 J = urto di 150 g da
un’altezza di 15 cm
2
corpo estraneo
> 12 mm
stillicidio in caduta obliqua
0,375 J = urto di 250 g da
un’altezza di 15 cm
3
corpo estraneo
> 2,5 mm
schizzo d’acqua
0,5 J = urto di 250 g da un’altezza
di 20 cm
4
corpo estraneo
> 1 mm
spruzzo d’acqua
−
5
deposito di polvere
getto d’acqua
6
penetrazione di polvere
in caso di inondazione
7
−
in caso di immersione parziale
6,0 J = urto di 1,5 kg da un’altezza
di 40 cm
8
−
in caso di immersione completa
−
9
−
−
IP
−
2,0 J = urto di 500 g da un’altezza
di 40 cm
−
20 J = urto di 5 kg da un’altezza di
40 cm
Trasformatore
Si tratta di un trasformatore di tensione.
Negli apparecchi Nordson viene impiegato per trasformare in tensione di
esercizio la tensione di rete del cliente.
Tratto iniziale
Tratto tra iniziatore e testa di applicazione.
Ugello
Il componente attraverso il quale il materiale esce dalla testa di
applicazione. L’ugello determina volume, forma e direzione di uscita del
materiale.
P/N 7119041G
D_K
2009 Nordson Corporation
Glossario
C-15
Unità di fusione
Serve alla fusione ed alimentazione di materiali hot melt o di altri materiali.
VAC
Acronimo per Alternating Current. Tensione alternata.
VDC
Acronimo per Direct Current. Tensione continua.
Valvola antiritorno
Una valvola che può essere percorsa in una sola direzione. In caso di
scorrimento nel senso opposto la valvola si chiude automaticamente.
Valvola di sicurezza
Con questa valvola si evita che la pressione del materiale superi un valore
preimpostato.
Valvola proporzionale
Componente elettropneumatico che consente di controllare una pressione
pneumatica tramite una grandezza elettrica (per lo più una tensione di
controllo).
Viscosità
La viscosità misura la forza da applicare per spostare un liquido:
1. Viscosità (anche viscosità dinamica). Unità: Pas (vedi Conversioni).
2. Viscosità cinematica (viscosità dinamica divisa per la densità del
materiale). Unità: m2/s (vedi Conversioni).
2009 Nordson Corporation
D_K
P/N 7119041G
C-16 Glossario
P/N 7119041G
D_K
2009 Nordson Corporation