V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
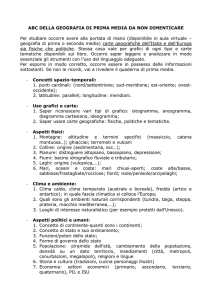
Esercizio 1
I dati contenuti in tabella sono i valori di x e R di 24 campioni di
numerosità n = 5, relativi ad un processo di produzione di cuscinetti.
Le misure si riferiscono al diametro interno dei cuscinetti.
Disegnare una carta di controllo X-R e verificare che il processo sia sotto
controllo.
Campione
x
R
1
34,5
3
2
34,2
3
Campione
x
R
13
35,4
8
4
14
34
6
31,6
4
15
37,1
5
4
31,5
4
16
34,9
7
5
35
5
17
33,5
4
6
34,1
6
18
31,7
3
7
32,6
4
19
34
8
8
33,8
3
20
35,1
4
9
34,8
7
21
33,7
2
10
33,6
8
22
32,8
1
11
31,9
3
23
33,5
3
12
38,6
9
24
34,2
2
Tab. 1 – Diametro interno dei cuscinetti
1
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 2
Con i seguenti dati:
N° dei campioni = 25
dimensione del campione = 5
x = 235
R = 55,5
calcolare i limiti di controllo delle carte X – R e discutere il processo
supponendo di fissare un limite inferiore di specifica Xmin = 6,85.
2
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 3
La Belgi S.p.A. assembla moto a Parma. Uno dei processi è quello di
spruzzare le moto con una verniciatura finale. Recentemente si sono avuti
dei problemi con i clienti che protestano su difetti della verniciatura del
modello Frida 700D.
Ugo Ferrari, che è manager del reparto verniciatura, ha deciso di
registrare dati sul numero di difetti riscontrati sulle moto per monitorare e
migliorare il processo di verniciatura.
Egli ha registrato i dati presenti nella tabella seguente (Tab. 2), così come
le moto uscivano dal processo di verniciatura.
1. Che tipi di dati sono stati registrati (intervalli o attributi) ?
2. Quale carta di controllo è più adatta per questi dati ?
3. Calcolare i limiti di controllo e disegnarli.
N.B. Il numero totale di difetti rilevati su tutte le moto è 448
3
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Numero di Moto
Numero di Difetti
Numero di Moto
Numero di Difetti
15678
10
15698
8
15679
16
15699
7
15680
15
15700
12
15681
12
15701
3
15682
12
15702
15
15683
13
15703
15
15684
8
15704
8
15685
14
15705
6
15686
7
15706
9
15687
15
15707
13
15688
12
15708
12
15689
18
15709
9
15690
8
15710
19
15691
8
15711
16
15692
9
15712
8
15693
11
15713
5
15694
15
15714
7
15695
13
15715
12
15696
8
15716
13
15697
15
15717
12
Tab. 2 – Numero di difetti riscontrati sul Modello Frida700D dopo il processo di verniciatura
4
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 4
Una società tessile decide di sottoporre a controllo statistico la qualità di
un tipo di tessuto prodotto.
Il processo di produzione prevede che tale tessuto venga arrotolato in
rotoli di lunghezza pari a 30 metri.
Viene rilevato (vedi tabella sottostante) il numero di difetti di
fabbricazione per 20 rotoli del tessuto oggetto di analisi.
Si vuole costruire una carta di controllo con il numero di difetti per ogni
metro di tessuto.
Numero rullo
Numero Difetti
Numero rullo
Numero Difetti
1
6
11
3
2
9
12
5
3
14
13
6
4
17
14
9
5
3
15
10
6
8
16
12
7
9
17
11
8
2
18
4
9
14
19
9
10
1
20
4
Tab. 3 – Numero di difetti rilevati per rullo.
5
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 5
Uno stabilimento di produzione desidera controllare la qualità di un certo
tipo di tubi prodotti.
Si decide di effettuare un controllo campionario per turni (25 turni),
rilevando il diametro di 5 tubi ad ogni turno.
Nella tabella successiva (Tab. 4) sono riportate le 125 osservazioni
rilevate.
1. Quali carte di controllo possono essere costruite con i dati riportati
nella tabella ?
2. E’ possibile affermare che il processo è in controllo ?
6
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
osservazioni
n. lotto 1° pezzo 2° pezzo 3° pezzo 4° pezzo 5° pezzo
1
74,030
74,002
74,019
73,992
74,008
2
73,995
73,992
74,001
74,011
74,004
3
73,988
74,024
74,021
74,005
74,002
4
74,002
73,996
73,993
74,015
74,009
5
73,992
74,007
74,015
73,989
74,014
6
74,009
73,994
73,997
73,985
73,993
7
73,995
74,006
73,994
74,000
74,005
8
73,985
74,003
73,993
74,015
73,988
9
74,008
73,995
74,009
74,005
74,004
10
73,998
74,000
73,990
74,007
73,995
11
73,994
73,998
73,994
73,995
73,990
12
74,004
74,000
74,007
74,000
73,996
13
73,983
74,002
73,998
73,997
74,012
14
74,006
73,967
73,994
74,000
73,984
15
74,012
74,014
73,998
73,999
74,007
16
74,000
73,984
74,005
73,998
73,996
17
73,994
74,012
73,986
74,005
74,007
18
74,006
74,010
74,018
74,003
74,000
19
73,984
74,002
74,003
74,005
73,997
20
74,000
74,010
74,013
74,020
74,003
21
73,988
74,001
74,009
74,005
73,996
22
74,004
73,999
73,990
74,006
74,009
23
74,010
73,989
73,990
74,009
74,014
24
74,015
74,008
73,993
74,000
74,010
25
73,982
73,984
73,995
74,017
74,013
Tab. 4 – Diametro tubi
7
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 6
Un’azienda manifatturiera vuole sottoporre al controllo statistico di qualità
un certo prodotto “Gamma”.
Viene rilevato il numero di elementi difettosi di un campione composto da
30 lotti, ognuno dei quali è formato da 50 elementi del prodotto
“Gamma”.
In base ai dati presenti nella tabella sottostante, costruire la/e
opportuna/e carte di controllo.
n. lotto
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
numero di
elementi difettosi
12
15
8
10
4
7
16
9
14
10
5
6
17
12
22
n. lotto
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
numero di
elementi difettosi
8
10
5
13
11
20
18
24
15
9
12
7
13
9
6
Tab. 5 – N. elementi difettosi per lotto.
8
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 7
I dati contenuti nella tabella seguente rappresentano il numero di pezzi
non conformi prodotti da un processo produttivo.
Ogni giorno vengono campionati e controllati 500 prodotti.
I dati si riferiscono ad un periodo di 32 giorni.
1. Costruire una carta “np” utilizzando i dati relativi ai primi 25 giorni.
2. Se il processo è sotto controllo, utilizzare gli altri dati per calcolare i
limiti di controllo e per costruire la carta.
3. Costruire una carta “p” utilizzando i dati relativi ai primi 25 giorni.
4. Confrontare le due carte.
Campione
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Numero di pezzi
non conformi
26
25
23
24
26
20
27
27
23
25
22
26
25
29
20
19
Campione
17
18
19
20
21
22
24
24
25
26
27
28
29
30
31
32
Numero di pezzi
non conformi
23
19
18
27
28
24
24
23
27
28
24
22
20
25
27
19
Tab. 6 – N.° pezzi non conformi per campione.
9
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 8
In una produzione di lamiere vengono prelevati giornalmente dei
campioni.
Nella tabella sottostante vengono registrati: l’ordine dei campioni, la
dimensione dei campioni e il numero dei difetti trovati in ogni singolo
campione.
1. Calcolare i limiti di controllo per ciascun giorno e tracciare la carta “p”.
2. Calcolare un “p” medio revisionato eliminando i punti al di sopra del
limite superiore di controllo.
Campione
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
n
4892
10555
1508
6857
8247
2337
4078
5772
8672
9632
9516
9759
6013
10407
10138
3832
4811
8490
8994
12036
difetti
86
77
3
105
127
14
29
65
137
136
158
123
84
229
102
30
107
109
161
125
Tab. 7 – Difetti trovati.
10
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 9
Da un processo produttivo sono stati estratti, ad intervalli regolari, alcuni
campioni di numerosità n = 6.
È stata misurata una caratteristica qualitativa e, per ogni campione, sono
stati calcolati i valori di X-S.
Dopo aver analizzato 50 sottogruppi, abbiamo:
Σi = 150 xi = 1000
Σi = 150 Si = 75
Calcolare i limiti di controllo della carta X-S.
11
V.Gervasi – D. Toninelli
Tutoring Statistica Aziendale
Anno Accademico 2002/03
V° Sottoperiodo Modulo SPC
III / IV – Carte di Controllo
Esercizio 10
Ad una stazione di controllo di processo vengono prelevati ogni ora 3
campioni sui quali sono effettuate misure di una caratteristica i cui valori
sono riportati nella tabella seguente per 10 campionamenti successivi.
1
2
3
4
5
6
7
8
9
10
Camp. x1
Camp x2
Camp. x3
7
8
5
6
6
8
6
4
7
8
9
7
8
8
7
5
9
6
6
8
8
6
6
8
6
7
8
5
7
8
Tab. 8 – Carateristica rilevata sui campioni
Si rappresenti la carta di controllo per variabili X-R, e si indichi se il
processo è sotto controllo statistico (prendendo in considerazione i soli
limiti di controllo); in caso negativo, illustrarne le motivazioni.
12