CONTROLLI NON DISTRUTTIVI
(NDT TECHNIQUES) PER LE
STRUTTURE AERONAUTICHE
Prof. Claudio Scarponi
Dipartimento di Ingegneria Aerospaziale e Astronautica, Università degli
Studi di Roma “La Sapienza”-Via Eudossiana 18-00184 Roma.
Tel. 06 44585313, e-mail [email protected]
Campagnano, 5 Dicembre 2006
Filosofia NDT
(Non Destructive Testing)
Scopo dei Controlli non Distruttivi è
ispezionare, qualificare e valutare la qualità
di una struttura senza produrre fratture o
rotture o qualsiasi altro significativo
cambiamento della struttura stessa.
Le metodologie NDT per i diversi materiali
vanno dalla semplice ispezione visiva ed il
cosiddetto “coin tapping” (battitura con la
moneta) a tecniche anche molto sofisticate.
Applicazioni sui diversi materiali
Le diverse tecniche presentate nascono per impieghi
su materiali isotropi ed omogenei (alluminio e sue
leghe, acciai, titanio ecc.) e solo in un secondo
momento sono state testate e validate (con le
modifiche del caso) per i materiali compositi,
impiegati in maniera sempre più massiva nelle
costruzioni aeronautiche (compositi a matrice
polimerica, rinforzati con fibre di vetro, carbonio,
aramidiche ecc.).
Introduzione ai CONTROLLI NON DISTRUTTIVI CND
Controlli Non Distruttivi CND o NDT Non-Destructive-Testing:
informazioni sull’integrità di un componente, senza alterarne le
caratteristiche meccaniche o provocarne la distruzione.
Le Prove Non Distruttive PND si applicano in due fasi particolari:
- Fase produttiva
- Fase di ispezione in servizio
accettazione di pezzi sulla base della
presenza di difetti;
sorveglianza del degrado subito dal pezzo in
condizioni di lavoro.
Le PND sono applicate in vari settori ed attività fra cui quello civile,
meccanico, aeronautico, energetico, nella ricerca, nell’arte e nella geologia.
Università degli studi di Roma “La Sapienza”
L’Importanza dei CND in Campo Aeronautico
La maggiore affidabilità dei CND ha permesso di cambiare i criteri di
progettazione in campo aeronautico, passando dal criterio “SAFE-LIFE” al
criterio “DAMAGE-TOLERANCE” attraverso il “FAIL-SAFE”.
“SAFE-LIFE”: presuppone che la struttura sia in grado di impedire che il danno si
verifichi prima che la sua utilizzazione abbia raggiunto un prefissato periodo di tempo.
“FAIL-SAFE”: si ammette la possibilità di innesco del danno per “fatica”, purché la
struttura sia progettata in modo da contenere il difetto.
“DAMAGE-TOLERANCE”: soddisfa il binomio sicurezza-economia. Conoscendo le
leggi della meccanica della frattura si possono stabilire con sufficiente approssimazione, il
tempo che occorre affinché l’avaria si sviluppi completamente ed il minimo intervallo di
tempo per eseguire le ispezioni periodiche.
I CND sono realizzati per garantire elevati fattori di sicurezza e di qualità, i quali
peraltro, nella gestione aziendale contribuiscono ad un migliore andamento dei fattori
economici.
Università degli studi di Roma “La Sapienza”
Cosa si intende per qualità delle strutture
• La qualità è definita in termini di cricche o
difetti (vuoti, inclusioni, difetti reticolari),
sia di tipo microscopico che macroscopico,
dovute al processo tecnologico od
originatesi nel corso della vita della
struttura.
• Nel caso dei materiali compositi, i difetti
peculiari riguardano sia la matrice, che le
fibre, che l’interfaccia fibra-matrice che i
difetti di incollaggio tra lamina e lamina
(delaminazioni).
I difetti indotti dal processo
• I difetti indotti dal processo hanno origine
da lacune nel controllo di processo (sui
parametri di controllo, quali pressione,
temperatura ecc.) oppure da erronee
lavorazioni
alle
macchine
utensili,
inadeguata comprensione della normativa
vigente, design non corretto delle
attrezzature di fabbricazione ed errore
umano. Ovviamente la natura dei difetti
indotti dal processo dipendono dal
particolare
processo
usato
per
il
“manufacturing”.
Difetti che si verificano nella
“service life”
• I difetti che si verificano nella “service life”
possono essere causati da sovraccarichi non
intenzionali, impatto, fatica etc., a fattori
ambientali quali temperature elevate,
aggressori chimici, problemi elettrochimici
ecc.
• I difetti derivanti da erronee attività di
manutenzione fanno caso a sé.
Primi controlli di qualità
• I primi controlli di qualità si effettuano già sui materiali in
ingresso e sui semilavorati (barre, tondi, lastre ecc. per i
metallici; resine, fibre, tessuti, preimpregnati ecc. per i
compositi).
• Terminato il processo produttivo, vengono implementati
alcuni semplici controlli (verifica della geometria, del
peso…...).
• Segue un’ispezione visiva, utile per vedere al primo impatto
i difetti più evidenti, differenziati a seconda del tipo di
materiale.
• Per i materiali metallici marcature da utensile, cricche,
scheggiature ecc.; per i compositi porosità, segni lasciati dal
sacco, differenze di colore, ondularità ecc.
• Il “tapping” può invece fornire indicazioni su difettosità
presenti in prossimità della superficie. Si usano martelletti di
diversi materiali (PVC, metallici ecc.).
Altri controlli di qualità
• Ovviamente con i metodi descritti non sarà possibile
rilevare i difetti interni alla struttura in esame (cricche,
soffiature, inclusioni, vuoti ecc. per i materiali metallici;
cricche
intralaminari,
scollamenti
di
interfaccia,
delaminazioni, nel caso dei compositi).
• La mancata identificazione di tali difettosità può influenzare
fortemente sia il comportamento a breve termine (resistenza,
elasticità ecc.) che quello a lungo termine (vita a fatica,
resistenza all’ambiente, meccanica della frattura ecc.).
• L’importante ruolo delle tecniche NDT è anche quello di
fornire informazioni sui difetti interni.
Difetti indotti dal processo produttivo:
materiali metallici
• Si è già detto che i difetti attesi sono chiaramente dipendenti dal tipo di
processo.
• Per processo si intende: trattamenti termici, trattamenti meccanici,
rivestimenti, processi tecnologici a caldo ed a freddo, e così
continuando.
• Per i materiali metallici i difetti più comuni si presentano sotto forma
di cricche (superficie di frattura/discontinuità nel materiale), sia in
superficie che nell’interno.
• All’interno si presentano soffiature, vuoti, inclusioni non metalliche,
accumuli per invecchiamento ecc.
• In superficie si possono risentire degli effetti delle lavorazioni alle
macchine utensili (rigature, solchi, sbavature, forature imperfette,….).
• La presenza di giunzioni comporta ulteriori verifiche (qualità di
saldature, incollaggi, inserimenti di fitting meccanici quali viti, bulloni,
rivetti ecc.).
Difetti indotti dal processo produttivo:
materiali compositi
• 1. Contaminazioni dovute a particelle esterne, pezzi del
materiale “peel ply”, come residuo superficiale dei
“prepregs” ecc.
• 2. Rotture di fibre o delaminazioni indotte dal taglio degli
utensili e nel processo di foratura.
• 3. Delaminazioni o separazioni di strati, dovute a scarsa
compattazione.
• 4. Non uniforme distribuzione di resina o già nel prepreg
stesso o dovuta a flusso non uniforme nel processo di
polimerizzazione.
• 5. Disallineamento delle fibre, già nel prepreg o a seguito
del processo (problema particolarmente sentito nel caso del
filament winding).
Difetti indotti dal processo produttivo:
materiali compositi-2a
• 6. Insoddisfacente grado di polimerizzazione, a seguito di
improprio ciclo di cura.
• 7. Ondularità, superfici non piane, presenza di sacche di
accumulo di resina.
• 8. Vuoti, dovuti ad aria rimasta intrappolata all’interno del
laminato e/o a gas sviluppatisi durante il ciclo di cura.
• 9. Dimenticanza di inserire uno strato nel laminato.
• 10. Discontinuità o sovrapposizioni di strati, sia in fase di
stesura degli strati, sia nelle fasi di dimensionamento e
taglio delle tele da stendere.
• 11. Forti disuniformità di spessore nel laminato stesso.
Tecniche NDT per il rilevamento dei
difetti di superficie
•
•
•
•
Ispezione visiva;
Liquidi penetranti fluorescenti;
Particelle magnetiche;
Correnti indotte (Eddy Currents).
Classificazione dei CND
I Controlli Non Distruttivi possono essere distinti in 2 grandi categorie:
TECNICHE DI RILEVAMENTO DI DIFETTI SUPERFICIALI
Nella prima categoria ricadono:
•POLVERI MAGNETICHE
•ISPEZIONE VISIVA
•LIQUIDI PENETRANTI
Università degli studi di Roma “La Sapienza”
•EDDY CURRENT EC
Tecniche NDT per il rilevamento dei
difetti interni
• Tecniche radiografiche (Raggi X);
• Tecniche Ultrasoniche (UT);
• Tecniche Termografiche (Thermografy).
TECNICHE DI RILEVAMENTO DI DIFETTI INTERNI
Nella seconda categoria fanno parte:
•ULTRASUONI
•RAGGI X
•TERMOGRAFIA
Le varie PND sono basate su principi fisici differenti, quindi per ognuna di esse si
individueranno vantaggi e svantaggi. Assai raramente sono fra loro alternativi, più
frequentemente essi sono fra loro complementari.
Università degli studi di Roma “La Sapienza”
Elemento penetrante
• Elemento penetrante:
– il fluido fluorescente o visibile nel caso dei liquidi
penetranti;
– il campo magnetico nelle applicazioni tramite polveri
magnetiche;
– la corrente elettrica nel caso delle EC;
– il fascio d’onde ultrasonoro per ciò che riguarda i CND
ad ultrasuoni;
– la radiazione per i CND con Raggi X;
– il calore per quanto concerne la termografia.
Elemento rivelatore
• Elemento rivelatore:
• la lampada di Wood o quella a luce bianca per i
liquidi penetranti;
• le polveri magnetiche per il metodo con particelle
magnetiche;
• l’indicazione di un oscilloscopio per le correnti
parassite e gli ultrasuoni;
• le pellicole radiografiche per i raggi X;
• lo spettro di emissione per la termografia.
Come scegliere il CND ottimale?
• Per determinare dunque qual è il CND più
appropriato per l’ispezione, bisogna tener
conto di una serie di fattori, quali:
• materiale;
• tipo di difetto e locazione;
• finitura superficiale;
• forma e geometria del pezzo;
• costi e tempi.
Normativa relativa a personale per
CND
• Si evidenzia inoltre che ogni persona impegnata
nello svolgimento di un’ispezione su un
aeromobile o su un suo componente, deve essere
in possesso della corrispondente certificazione
NDT STANDARD approvata dal NAA (National
Airworthiness Authority).
• La lista che segue mostra alcuni esempi di
Certificazioni e Qualifiche degli Standard del
personale degli NDT.
Normativa relativa a personale per
CND-2a
• NAS 410 (NAS): norma National
Aerospace Standard;
• EN 4179 (EN): European NDT Standard;
• ISO 9712 (ISO): International Organization
for Standardization;
• SNT – TC – 1° (ASNT): American Society
of Non-destructive Testing
Normativa relativa a personale per
CND-3a
• La crescente professionalità richiesta agli addetti ha fatto sì
che si sia avuta nel tempo un’evoluzione anche della
legislazione e della normativa.
• Un esempio di ciò è la Direttiva CEE n° 374/85 inerente la
“Responsabilità civile per danno da prodotto difettoso”.
• Senza volersi soffermare sugli aspetti normativi della
certificazione, si evidenzia comunque l’esistenza di vari
livelli in cui essa è suddivisa: I, II, III.
• Tali livelli indicano rispettivamente che:
• un tecnico in possesso del livello I può semplicemente
eseguire il controllo sotto la supervisione di un livello II;
• un tecnico di livello II può eseguire l’ispezione e dare un
giudizio;
• una persona qualificata per il livello III può portare a
termine un controllo, dare dei giudizi, stilare delle
procedure e formare gli altri livelli.
Tecniche NDT per il rilevamento dei
difetti di superficie-Visiva
• Questo tipo di ispezione rappresenta il più diretto ed
intuitivo fra i metodi di controllo non distruttivo.
• L’ispezione visiva si basa sull’impiego della luce come
mezzo di rilevazione di discontinuità superficiali su
qualsiasi tipo di materiale. L’ispezione visiva è molto
importante e distingue l’operatore esperto.
• Può essere condotta ad occhio nudo o con l’ausilio di
strumenti ottici, tra i quali i più importanti sono i
microscopi, i boroscopi, minitelecamere ecc.
• L’introduzione della tecnologia delle fibre ottiche
introduce sempre nuove possibilità di indagine.
• Si può ragionevolmente affermare che sia i liquidi
penetranti che le particelle magnetiche sono ausilii
all’ispezione visiva.
Tecniche NDT per il rilevamento dei
difetti di superficie-Visiva 2
• Le discontinuità più ricorrenti sono cricche, corrosioni,
contaminazioni, difetti di giunzione ed altri; in ciascuno di
questi casi l’operatore ha il compito di interpretare le
immagini osservate ad occhio nudo, documentandole ove
necessario.
• All’ispezione diretta, che richiede accessibilità da parte
dell’operatore alla superficie ispezionata, si aggiunge
l’impiego di strumenti di precisione ottica (BOROSCOPIO
RIGIDO o FLESSIBILE) idonei ad ispezionare corpi cavi
non accessibili di forma anche complessa, come ad
esempio le superfici interne delle tubazioni, dei serbatoi e
del motore.
Tecniche NDT per il rilevamento dei difetti di
superficie-Visiva: il Boroscopio
• Il Boroscopio è fondamentalmente costituito da una guaina
esterna rigida o flessibile, di lunghezza variabile, alla cui
estremità anteriore è incorporato un dispositivo ottico
(obiettivo) in grado di riprodurre l'immagine di un oggetto
posizionato di fronte allo strumento.
• L'illuminazione della zona in esame viene effettuata da una
piccola lampada a bassa potenza posizionata in prossimità
dell'obiettivo, parte integrante del boroscopio; l'immagine
viene trasmessa all'oculare, situato all'estremità posteriore,
mediante un opportuno sistema di prismi e lenti posizionati
all'interno della guaina.
Tecniche NDT per il rilevamento dei difetti di
superficie-Visiva: il Boroscopio-2a
• Boroscopio rigido: il tubo può essere di diverse lunghezze, da
0.15 a 30.48 m, con diametri da 0.41 a 6.99 cm, le lenti sono
usualmente da 3X a 4X, ma ci sono anche boroscopi ad elevata
potenza (50X).
Generalmente il
Boroscopio
ha un campo di
visione di 55°,
che può essere
orientato
in maniera diversa,
a seconda del tubo
rigido che si
utilizza.
Tecniche NDT per il rilevamento dei difetti di
superficie-Visiva: il Boroscopio-3a
• Boroscopio flessibile: il tubo ha una lunghezza superiore ai
12 m, con diametri da 0.140 a 1.27 cm. Il campo di visione
è tipicamente compreso tra 40° e 60°.
Tecniche NDT per il rilevamento dei difetti di
superficie-Liquidi penetranti
• L’ispezione con i liquidi penetranti è un metodo
particolarmente
indicato
per
localizzare
discontinuità superficiali “aperte” (ad esempio
cricche, porosità, ripiegature), in modo veloce,
economico e con grande accuratezza, su materiali
metallici e non.
• L’attrezzatura necessaria per l’esecuzione del test
prevede liquidi penetranti di tintura fluorescente o
visibile (disponibili in vasche o bombolette) e una
sorgente di luce ultravioletta o bianca.
• Un accorgimento importante da adottare è quello
di pulire opportunamente il pezzo in esame, sia
prima che dopo il test.
Tecniche NDT per il rilevamento dei difetti di
superficie-Liquidi penetranti-2a
• Il liquido penetrante viene applicato sul componente di
interesse, in modo tale da formare un film; esso deve
giacere sulla superficie per un tempo opportuno, per
permettere la massima penetrazione per capillarità del
liquido, all’interno di ogni difetto affiorante in superficie.
Successivamente si passa alla rimozione del penetrante
eccessivo: la porzione che si è introdotta nella
discontinuità viene riportata in superficie e messa in
evidenza con un adatto materiale assorbente detto
rivelatore, definendo così un’indicazione visibile ad
immagine della discontinuità stessa.
Tecniche NDT per il rilevamento dei difetti di
superficie-Liquidi penetranti-3a
• LIMITAZIONI :
• Non rileva discontinuità sotto pelle o chiuse in superficie,
così come non rileva corrosioni e difetti troppo aperti;
• Non è normalmente applicabile all’esame di superfici
troppo rugose o porose, la sensibilità del metodo è infatti
condizionata dal grado di finitura superficiale;
• Si presta all’automazione solo per quanto riguarda la parte
esecutiva, mentre l’interpretazione dei risultati deve essere
fatta dal personale;
• L’esame è di solito limitato a zone facilmente accessibili;
• Si registrano elevati costi della depurazione degli ambienti
dove vengono effettuati i test.
Tecniche NDT per il rilevamento dei difetti di
superficie-Liquidi penetranti-4a
Tecniche NDT per il rilevamento dei difetti di
superficie- Polveri Magnetiche
• L’esame con particelle magnetiche è un metodo atto a
rilevare difetti superficiali e subsuperficiali in materiali
ferromagnetici o magnetizzabili.
• I materiali a cui si applica sono tipicamente: cobalto;
nickel; ferro; acciai al carbonio ed acciai basso legati.
• Essi sono utilizzati nelle seguenti applicazioni: fusioni in
acciaio a struttura ferritica; fucinati; estrusi; stampati;
saldature ecc.
• Il test si basa sul fatto che le discontinuità disposte in
senso trasversale al campo magnetico generato,
determinano una deviazione delle linee di flusso del
campo magnetico stesso.
Tecniche NDT per il rilevamento dei difetti di
superficie- Polveri Magnetiche-2a
• Per evidenziare il difetto sarà sufficiente applicare,
sulle superfici, delle particelle magnetiche a secco
o mediante una sospensione in opportuno agente
liquido, colorate o fluorescenti per risultare visibili
in luce bianca o in luce di Wood.
• Le particelle si concentreranno lungo le linee di
flusso del campo magnetico, creando così un
“profilo” della discontinuità che ne indica la
posizione, la dimensione, la forma e l’estensione.
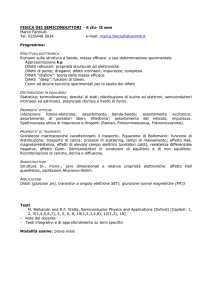
Tecniche NDT per il rilevamento dei difetti di
superficie- Polveri Magnetiche-3a
Barretta ferromagnetica caratterizzata
dalla presenza di una cricca.
La tecnica di
controllo è molto
sensibile,
semplice
ed
economica e può
rilevare
difetti
anche su pezzi
ricoperti
da
sottili
strati
protettivi
(ad
esempio vernici),
seppur con lieve
riduzione
di
sensibilità.
Tecniche NDT per il rilevamento dei difetti di
superficie- Polveri Magnetiche-4a
• LIMITAZIONI :
– Applicabilità ai soli materiali ferromagnetici;
– Scarsa sensibilità per i difetti rotondeggianti;
– E’ possibile introdurre processi di automazione solo per
la parte esecutiva;
– L’interpretazione dei risultati presenta sempre un certo
margine di soggettività;
– L’esame è normalmente limitato a zone facilmente
accessibili;
– Smagnetizzare fino a valori residui molto bassi può
essere difficoltoso.
Tecniche NDT per il rilevamento dei difetti di
superficie-Correnti indotte (Eddy Currents)
• Il controllo con correnti indotte consiste nell’indurre piccole
correnti elettriche all’interno di un materiale conduttore e
nell’osservare le interazioni che si creano tra il materiale e le
correnti stesse.
• Un certo numero di fattori all’interno del materiale influenzerà il
flusso delle correnti indotte (dette anche di Focault o parassite); il
comportamento di tali correnti in relazione a questi fattori
costituisce il risultato del controllo.
• Le correnti parassite possono essere applicate a scambiatori di
calore, cilindri, tubi, lamiere e rivestimenti e forniscono un mezzo
per misurare la conducibilità, la permeabilità, rilevare discontinuità
e determinare lo spessore di rivestimenti e placcature.
Tecniche NDT per il rilevamento dei difetti di
superficie-Correnti indotte (Eddy Currents)-2a
• Le sonde EC misurano la risposta dei materiali a campi
elettromagnetici in uno specifico range di frequenza,
tipicamente tra qualche kHz ed alcuni MHz per i
tradizionali CND.
• Dalla risposta, possiamo avere informazioni su diversi
aspetti del materiale, quali durezza, spessori, presenza di
corrosione o difetti quali porosità e cricche.
• Le due proprietà fondamentali del metodo sono la
conduttività elettrica e la permeabilità magnetica.
• Il campo elettrico sul pezzo viene generato da induzione
magnetica. Le correnti elettriche generate si muovono in
un circuito chiuso, generalmente circolare e sono dette
“eddy currents”.
Tecniche NDT per il rilevamento dei difetti di
superficie-Correnti indotte (Eddy Currents)-3a
Tecniche NDT per il rilevamento dei difetti di
superficie-Correnti indotte (Eddy Currents)-4a
Tecniche NDT per il rilevamento dei difetti di
superficie-Correnti indotte (Eddy Currents)-5a
• LIMITAZIONI :
• Il metodo è applicabile soltanto su materiali
conduttori, nei quali si possono localizzare
discontinuità superficiali o subsuperficiali a
profondità non superiori a 6.25 mm.
• Esistono difficoltà nell’individuare la specifica
tipologia del difetto, in quanto numerose variabili
influenzano contemporaneamente l’indicazione
d’uscita;
• Le discontinuità sono indicate in modo qualitativo
e non quantitativo.
Tecniche NDT per il rilevamento dei difetti di
superficie-Correnti indotte (Eddy Currents)-6a
•
•
•
•
VANTAGGI:
elevata sensibilità d’esame;
grande affidabilità;
segnale indicante lo status del materiale,
ottenuto quasi istantaneamente;
• introduzione di processi di automazione;
• possibilità di esaminare pezzi in
movimento: metodo non a contatto.
Tecniche NDT per il rilevamento dei
difetti interni
• Tecniche radiografiche (Raggi X);
• Tecniche Ultrasoniche (UT);
• Tecniche Termografiche (Thermografy);
Tecniche NDT per il rilevamento dei difetti
interni-Tecniche radiografiche (Raggi X)
• Il metodo radiografico è stato tra i primi metodi d’indagine
non distruttiva ad essere introdotto nell’industria per il
rilievo dei difetti interni.
• Esso può essere utilizzato per esaminare componenti e
assemblati metallici e non metallici. Obbligatoria come
controllo delle saldature.
• In campo aeronautico è applicato di solito sulle seguenti
strutture: fusoliera, attuatori, pannelli di rivestimento e
attacchi alari.
• Questo metodo consiste nel rilevare su pellicola o altri
dispositivi come schermo fluorescente e monitor, le
variazioni d’attenuazione che un fascio di RAGGI X
subisce in funzione degli spessori attraversati, penetrando
nei particolari in esame.
Tecniche NDT per il rilevamento dei difetti
interni-Tecniche radiografiche (Raggi X)-2a
• Nelle tecniche radiografiche una superficie è interessata da
un flusso di energia mediante radiazioni di natura
elettromagnetica, più comunemente usata quella
proveniente da un tubo a raggi X.
• Parte dell’energia è assorbita dai constituenti nel materiale
al suo passaggio attraverso lo spessore della parte.
• L’energia trasmessa va ad impressionare una lastra
fotografica posta direttamente al di sotto della superficie
opposta.
• I difetti producono una variazione dell’energia trasmessa
che fornisce immagini di ombra sulla pellicola.
Tecniche NDT per il rilevamento dei difetti interni-Tecniche
radiografiche (Raggi X)-3a
X-Ray concept
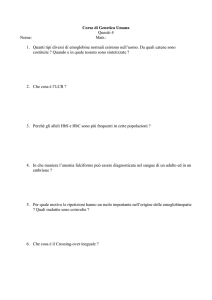
Tecniche NDT per il rilevamento dei difetti
interni-Tecniche radiografiche (Raggi X)-4a
Schematizzazione del
funzionamento dei raggi X
Le discontinuità eventualmente
presenti nei materiali risultano
pertanto
evidenziate
sulla
pellicola radiografica sottoforma
di zone diversamente annerite.
L’immagine del difetto viene
rappresentata con dimensioni reali
grazie l’utilizzo di tecniche di
radiografia
“digitale”,
che
elaborano, mediante un software,
quanto impressionato sulla lastra;
che visualizza solamente due
dimensioni della discontinuità,
perdendo
informazioni
sulla
profondità.
Tecniche NDT per il rilevamento dei difetti
interni-Tecniche radiografiche (Raggi X)-5a
• LIMITAZIONI :
• Se le discontinuità sono localizzate in strutture o componenti non
accessibili, potrebbe essere difficile poter posizionare
correttamente la sorgente di raggi X;
• I difetti bidimensionali come le cricche possono non essere
rilevati se il loro orientamento rispetto all’asse del cono radiante
è inclinato.
• Non possono essere esaminati componenti di grandi dimensioni,
a causa delle limitate dimensioni delle pellicole radiografiche.
• Il massimo spessore di acciaio esaminabile con radiografia è
dell’ordine di 400-500 mm, (ottenuto impiegando acceleratori
lineari ad alta energia).
• L’utilizzazione di questo metodo richiede il rispetto delle leggi di
radioprotezione con conseguente aumento dei costi.
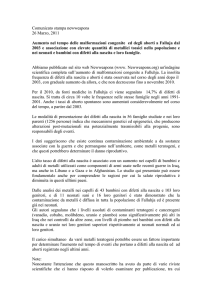
Tecniche radiografiche (Raggi X)-Difetti
rilevabili nei compositi polimerici
• I difetti rilevabili nei materiali compositi polimerici sono le zone ricche o
povere di resina, non uniforme distribuzione od errati orientamenti delle
fibre (dovuto a buckling, ad esempio), particelle estranee e vuoti.
• Difetti piani, del tipo delaminazioni, non sono rilevabili per tutti i materiali
(ad esempio, per le carboresine), a meno che non si iniettino opportuni
liquidi di contrasto, che vanno a riempire le cavità interne.
• Questa tecnica è denominata “Penetrant-Enhanced X-ray Radiography
(PEXR).
• Differenti tecniche di immagine, quali la “real-time display per le immagini
X-ray su schermi fluorescenti (“Fluoroscopy”) e tecniche CAT (computeraided tomography), sono comunemente impiegate.
• La CAT è particolarmente utile, in quanto consente anche una vista 3D del
difetto, a partire da immagini X-ray ottenute da diverse angolazioni.
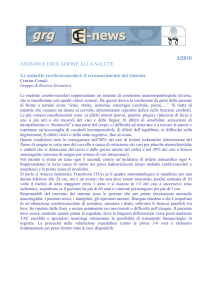
Carbon fiber/epoxy composite aircraft skin and frame with
integrated fiber-optic sensor used as delamination detectors.
Glass 600 gr/m2
RISULTS
Impacted a 10 J
Impactor velocity
Glass 300 gr/m2
Impacted a 10 J
JV Juta-Glass (300 gr/m2)
5 mm
JX Juta-Glass (600 gr/m2)
Impacted a 20 J
Impacted a 20 J
Impactor velocity
DELAMINAZIONE
DELAMINAZIONE tessuti di vetro (confronto)
700
600
Area delaminata (mm 2)
500
400
V9
V9 (glass 300 gr/m2)
VX (glass 600 gr/m2)
VX
300
200
100
0
0
5
10
15
20
25
Energia di impatto (J)
DELAMINAZIONE tessuti misti (confronto)
700
2
JV (glass 300
JA (glass 300 gr/m2)
JX (glass 600 gr/m2)
JB (glass 600 gr/m2)
600
Area delaminata (mm )
gr/m2)
500
JX
JB
400
JV
JA
300
200
100
0
0
5
10
15
Energia di impatto (J)
20
25
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni
• Questo metodo di controllo utilizza onde sonore (energia
acustica) ad alta frequenza, ovvero superiore alla soglia
dell’udibile: tra 0.5 e 25 MHz.
• Le onde sonore vengono introdotte nel materiale da
esaminare, allo scopo di evidenziare difetti interni e
subsuperficiali.
• Nell’applicazione più consueta viene emesso un impulso
ultrasonoro che, propagandosi nel particolare da
controllare, viene in parte riflesso dalle eventuali
discontinuità presenti, in parte assorbito, in parte attraversa
• In questa maniera l’impulso viene quindi rilevato e
convertito in segnale elettrico tale da essere rappresentato
sullo schermo di un oscilloscopio.
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni-2a
• Si possono distinguere due tipi di sistemi:
• SISTEMA A RICEZIONE: si ha un unico
trasduttore che svolge sia la funzione di
emissione di onde sonore, che di ricezione
dell’energia acustica riflessa;
• SISTEMA A TRASMISSIONE: la ricezione
dell’energia acustica viene effettuata da un
trasduttore
diverso
da
quello
di
trasmissione.
Tecniche NDT per il rilevamento dei difetti interni: Ultrasuoni-3a
Reflection ultrasonic test arrangement
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni-4a
• Le tecniche di esame si dividono in due classi:
• le “tecniche per contatto”, in cui i trasduttori sono
accoppiati direttamente al pezzo in esame mediante un gel,
detto COUPLAND e le “tecniche per immersione”, che
realizzano l’accoppiamento acustico mediante l’acqua,
nella quale viene immerso il particolare da controllare.
• Le onde sonore ad alte frequenze non possono propagarsi
attraverso i gas come l’aria, ma solamente attraverso
liquidi e solidi.
• L’impiego dell’una o dell’altra tecnica è subordinato a
considerazioni inerenti la forma geometrica dei pezzi, il
tipo e l’orientamento dei difetti da rilevare, la semplicità
operativa e la velocità d’ispezione richiesta.
Tecniche NDT per il rilevamento dei
difetti interni: Ultrasuoni-5a
Tecnica per contatto
Tecnica per immersione
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni-6a
• Il tipo di rappresentazione adottata più di frequente
consiste nel visualizzare l’ampiezza acustica in funzione
del tempo (A-scan, Ecogramma).
• Gli spazi percorsi dagli impulsi ultrasonori sono
proporzionali ai rispettivi tempi di transito, per cui sullo
schermo dell’oscilloscopio risulteranno visualizzati
nell’ordine: l’impulso di emissione (coincidente con la
superficie cui è applicato il trasduttore), eventuali echi di
difetti, ed infine l’eco di “fondo” (relativo alla superficie
opposta al pezzo).
• In questo modo è possibile individuare in quale posizione
lungo lo spessore è localizzato il difetto.
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni-7a
• Il difetto, quindi, appare sullo schermo di un tubo
a raggi catodici con la forma di un oscillogramma
prodotto da un segnale elettrico.
• Oltre a questo tipo di rappresentazione, che è la
più comune, ne esistono altre più sofisticate dove
può essere evidenziata l’intera sezione del pezzo
con i relativi difetti.
• Gli ultrasuoni, oltre che per rilevare difetti, sono
anche impiegati per misure di spessore e
caratterizzazione dei materiali.
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni-8a
• LIMITAZIONI :
• Difficoltà nel controllo di pezzi a geometria complessa;
• Difficoltà nel controllare i materiali ad alta attenuazione
acustica (legno, calcestruzzo e materiali ferrosi e non
ferrosi a grano grosso) o ad alta temperatura;
• Sensibilità d’esame condizionata dallo stato superficiale
del pezzo;
• Relativa difficoltà nell’interpretazione dei segnali che
richiede una prolungata esperienza del personale.
Tecniche NDT per il rilevamento dei difetti
interni: Ultrasuoni-7a
Devices
ultrasonic reflection system:
USD 10 generatore
segnale ultrasonoroacquisitore segnale di
ritorno
SONDE 5-15 MHz
emissione-ricezione
ANDSCAN
posizione sonda
rispetto sup. pezzo
PC con software per:
mappa 2D; calcolo
area delaminata
Tecniche NDT per il rilevamento dei difetti interni: Ultrasuoni-8a
A-scan representation of an internal defect
Tecniche NDT per il rilevamento dei difetti interni: Ultrasuoni-9a
B-scan representation of an
internal defect
C-scan
representation of an
internal defect
Tecniche NDT per il rilevamento dei difetti interni:
Ultrasuoni-10a
Sonde oblique
Tecniche NDT per il rilevamento dei difetti interni:
Ultrasuoni-11a
USD-10
PC
AndScan
Ultrasonic test apparatus and USD 10
display
Tecniche NDT per il rilevamento dei difetti interni:
Ultrasuoni-12a
Relative Depth Mode: Scan map and USD-10 display
Tecniche NDT per il rilevamento dei difetti interni:
Ultrasuoni-13a
Amplitude Mode: Scan map and USD-10 display
Tecniche NDT per il
rilevamento dei difetti
interni: Ultrasuoni-14a
Inserimento e rilevazione di
difetti campione
Signal equalization by DAC function
First scan
The color is linked with attenuation:
Blue color means total attenuation
(delaminations)
MONITORING POST-IMPACT
Effetto dell’attenuazione del segnale
• La riduzione della pressione acustica lungo lo spessore
(asse x) può essere espressa dalla relazione: P=P0e-ax
• Il parametro a è l’attenuazione del segnale e dipende da
vari fattori: dalla frequenza della sonda impiegata;
dall’energia assorbita lungo lo spessore e dalla dispersione
di energia dovuta alle discontinuità del materiale stesso.
• Più alta la frequenza della sonda, migliore è la sensibilità e
la risoluzione dello strumento (dipendenti dalla lunghezza
d’onda), più alta è l’attenuazione del segnale, più piccolo è
lo spessore di materiale ispezionabile.
Termografia
• In quest’ambito è necessario distinguere due casi:
• La sollecitazione termica è fornita direttamente
dall’oggetto durante il suo funzionamento: apparecchiature
elettriche, impianti a fluidi caldi (o freddi), isolanti fra due
zone a diverse temperature, effetto termoplastico,etc.;
• La sollecitazione termica viene applicata durante l’esame
con tecniche particolari
(generalmente un
riscaldamento per radiazione o per conduzione) e, a
seconda delle modalità, lo studio sarà diverso per poter
maggiormente evidenziare il difetto.
• In entrambi i casi occorre conoscere (o comunque poterla
ipotizzare con sicurezza) la distribuzione delle temperature
superficiali in assenza di difetti, per poterla confrontare
con la distribuzione reale, misurata durante l’esame.
Tecniche NDT per il rilevamento dei
difetti interni: Termografia
• Il metodo si basa sulla misura della distribuzione
delle temperature superficiali dell’oggetto in
esame, quando viene sollecitato termicamente
(generalmente si tratta di un riscaldamento).
Un’anomalia nella distribuzione delle temperature
è indicativa di un possibile difetto (ad esempio la
penetrazione dell’acqua all’interno dei pannelli
alari con struttura a sandwich tipica di aeromobili
civili).
Tecniche NDT per il rilevamento dei
difetti interni: Termografia-2a
• Il caso più semplice si ha quando la distribuzione delle temperature,
che dovrebbe essere uniforme, vede i difetti manifestarsi come zone
calde (ad esempio componenti d’impianti elettrici a resistenza più
elevata) o fredde (ad esempio soffiature interne nel materiale).
• La visualizzazione del difetto avviene attraverso la distribuzione delle
temperature, che può essere misurata:
• Con vernici termosensibili, che cambiano colore in funzione della
temperatura (termografia a contatto);
• Mediante telecamere termografiche, che forniscono su monitor
un’immagine della distribuzione delle temperature della superficie
inquadrata,(termografia all’infrarosso)[1].
•
[1] In tal caso un’anomalia nella distribuzione delle temperature
superficiale, corrispondente ad un possibile difetto è visualizzata da
una “macchia di colore”; come si può osservare dalla seguente figura.
Tecniche NDT per il rilevamento dei
difetti interni: Termografia-3a
Rilevazione d’acqua in un pannello honeycomb mediante
termotelecamera
Tecniche NDT per il rilevamento dei
difetti interni: Termografia-4a
• LIMITAZIONI :
• L’anomalia nella distribuzione delle temperature
può essere troppo piccola perché sia misurabile.
Confronto fra i Vari Metodi
Difetti rilevabili
Vantaggi
Limitazioni
Applicazioni
Difetti superficiali quali:
cricche, corrosioni,
contaminazioni, difetti di
giunzione, etc.
Ispezione in zone dove non
è possibile accedere con
altri metodi
Accessibilità alla zona da
ispezionare
Esame superficiale su qualunque
tipo di materiale
Difetti superficiali quali:
cricche, porosità,
ripiegature, etc.
Veloce,economico e di
grande accuratezza
I difetti devono affiorare in
superficie e richiede rigorosa
pulizia del pezzo
Esame superficiale su qualunque
tipo di materiale, esclusi quelli
porosi
Difetti superficiali e
subsuperficiali quali:
cricche, cavità, inclusioni,
variazioni strutturali,
porosità, etc.
Economico, rileva difetti
anche su pezzi ricoperti da
sottili strati protettivi
(vernici) e possibilità di
automazione
Può essere applicato solo su
materiali ferromagnetici e
magnetizzabili, pulizia delle
superfici e smagnetizzazione
Controlli superficiali e
subsuperficiali su tutti i materiali
ferromagnetici
Difetti superficiali e
subsuperficiali, variazioni
chimiche-strutturali e
spessori di rivestimento
Rapidità d'impiego,
possibilità d'automazione e
possibilità anche di
esaminare pezzi in moto
Profondità di penetrazione
limitata, applicabilità ai materiali
conduttori
Controlli superficiali e
subsuperficiali di materiali
conduttori
Difetti subsuperficiali e/o
interni quali: cricche,
inclusioni, danni da
corrosione, difetti da
saldatura, etc.
Rapidità di impiego,
possibilità di automazione,
possibilità di ispezione di
grossi spessori
Necessità d'accoppiamento
acustico trasduttore e pezzo
Controlli volumetrici di tutti i
materiali
Elevati costi di controllo,
pericolosità delle
radiazioni,limitazioni di ispezione
per i componenti di difficile
accesso e di elevati spessori,
informazioni bidimensionali sul
difetto
Controlli volumetrici su tutti i
materiali, purchè in un campo di
spessore compatibile col tipo di
sorgente disponibile
Non si rilevano discontinuità
molto piccole
Controlli volumetrici di tutti i
materiali
Metodo
Ispezione visiva
Liquidi Penetranti
Polveri Magnetiche
Eddy Current
Ultrasuoni
Raggi X
Difetti interni quali: cricche, Registrazione permanente
inclusioni, cavità, etc.
dei difetti, elevata affidabilità
Termografia
Difetti interni quali: cricche,
inclusioni, penetrazioni,etc.
Veloce e semplice da
interpretare
Università degli studi di Roma “La Sapienza”
Tipologia di difetti riscontrabili nei materiali
compositi