XIV corso di Tecnologia per Tecnici Cartari
edizione 2006/2007
Studio del comportamento
reologico degli amidi in uso
nella patinatura della carta
di Dimitri Mosna
Scuola Interregionale di Tecnologia per Tecnici Cartari
Il corso è realizzato grazie al contributo di:
Camera di Commercio, Industria,
Artigianato e Agricoltura di Verona.
INDICE
1 - Prefazione
2 - Sistemi di collatura superficiale: Film press e Size press
3 - Sistemi di applicazione della patina
3.1 Applicatore a pozzetto
3.2 Applicatore a lama d’aria
3.3 Applicatore a lama metallica
3.4 Sistemi di livellatura
4 - I componenti della patina
4.1 Pigmenti
4.2 Leganti e coleganti
4.3 Addensanti sintetici
5 - Tipi di amido usati in patinatura
5.1 Sistemi di cottura dell’amido
6 - Ritenzione e reologia
6.1 Ritenzione idrica
6.2 Reologia
7 - Piano sperimentale
7.1 Curve di cottura e viscosità dell’amido in funzione del tempo e della temperatura
7.2 Curve di flusso
8 - Risultati degli studi effettuati
8.1 Grafici e commenti riguardanti la cottura di amidi diversi
8.2 Grafici e commenti riguardanti le curve di flusso di due amidi diversi
9 - Conclusioni
1. PREFAZIONE
Amido e lattice costituiscono i leganti principali utilizzati nelle formulazioni impiegate
per la patinatura della carta.
Negli ultimi anni, il prezzo del lattice, essendo un derivato del petrolio, è salito
notevolmente, rendendo così più conveniente l’acquisto e l’utilizzo di amido
modificato, polimero derivante da fonti rinnovabili.
Le Cartiere produttrici di carta grafica patinata che utilizzano il lattice, per contenere i
costi di produzione già elevati, hanno quindi deciso di sostituire, dove
tecnologicamente possibile, parte del lattice in uso con amido modificato, avente un
prezzo decisamente inferiore.
In questa direzione sta lavorando il laboratorio di ricerca e sviluppo di Cartiere del
Garda S.P.A., con cui ho collaborato per sviluppare e realizzare la mia ricerca.
Lo studio, dopo l’analisi delle più comuni tecniche di patinatura e delle principali
materie prime utilizzate, si suddivide in due sezioni; in entrambe sono stati condotti
test di caratterizzazione reologica in laboratorio tramite il reometro Anton Paar
Physica MCR 301, avente una geometria specifica per ognuna delle prove eseguite.
La prima fase dello studio riguarda la cottura di amidi, diversi tra loro per quanto
riguarda la pianta d’origine, il peso molecolare ed il tipo di modifica chimica cui sono
stati sottoposti. I grafici rappresentanti la curva di cottura ci hanno permesso di fare
dei confronti interessanti tra gli amidi, come ampiamente discusso più avanti.
La seconda fase consiste nell’analisi, tramite i grafici riguardanti le curve di flusso, dei
diversi comportamenti reologici della salda d’amido di patata idrossipropilato e mais
ossidato dopo cottura a diverse concentrazioni (25% - 20% - 15% - 10%). In questa
fase sono stati scelti amidi modificati aventi durante la cottura comportamenti molto
diversi. I risultati ottenuti, meglio descritti nelle pagine successive, sono davvero
interessanti dal punto di vista reologico.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 2
2. SISTEMI DI COLLATURA SUPERFICIALE
FILM PRESS E SIZE PRESS:
Al fine di aumentare la resistenza meccanica del supporto di carta e renderlo meno
poroso, viene fatta la collatura superficiale utilizzando amido. Le macchine più
utilizzate per effettuare questo trattamento sono la Size press e la Film press.
La Size press, è formata da due cilindri vicini quanto basta per far passare in mezzo la
carta, effettuando una piccola pressione sulla stessa. Lungo ogni cilindro vi è un tubo
con degli spruzzi da cui fuoriesce l’amido, generando così la formazione, in entrambi i
lati del supporto, di un pozzetto tra la carta e il cilindro. La quantità di collante
applicato è determinata dalla pressione dei cilindri contro il foglio di carta.
La Film press, è simile alla Size press infatti la carta passa sempre tra due cilindri però,
il collante viene dosato sui cilindri stessi tramite un sistema di applicazione a barretta,
poi applicato su entrambe le facce del foglio; anche in questo caso è la pressione dei
cilindri sul foglio a determinare la quantità di collante applicato.
Per macchine ad alte velocità viene utilizzato il sistema film press.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 3
3. SISTEMI DI APPLICAZIONE DELLA PATINA
L’applicazione della patina sul supporto di carta, può avvenire in svariati modi; in
questo capitolo verranno citati solamente alcuni sistemi, in particolare quelli più
utilizzati attualmente nelle cartiere per la patinatura “a lama”.
La patina ha la funzione di coprire e riempire i fori presenti nella carta, al fine di
ottenere una qualità di stampa elevata, regolare l’assorbimento dell’inchiostro, dare
lucidità e brillantezza superiori rispetto al foglio non patinato.
Solitamente, il film di patina ha uno spessore compreso tra 5 e 20 μm, corrispondente
ad un peso compreso tra 5 e 20 g/mq, distribuito su entrambe le superfici. Possono
essere applicati più strati di patina, ottenendo così un foglio più chiuso e una migliore
qualità di stampa.
L’applicazione della patina può avvenire on-line, tramite la patinatrice collegata
direttamente alla macchina continua, oppure off-line, una volta terminata la
produzione del supporto di carta in macchina continua; l’applicazione della patina
avviene nella patinatrice posta in un’altra zona dello stabilimento.
Il processo di patinatura è composto dalle seguenti fasi:
• Applicazione:
La patina applicata deve innanzitutto rimuovere completamente il film d’aria che si
crea per poter aderire al supporto ed essere assorbita. La quantità di patina utilizzata in
questa fase è molto superiore a quella richiesta per la formazione del film finale.
• Livellatura o spalmatura:
Il film di patina appena applicato viene spalmato e livellato, tramite una lama o
barretta, su tutto il supporto, allo scopo di ottenere una superficie omogenea e coprire
al meglio le irregolarità del supporto, mentre la patina in eccesso viene asportata e
recuperata.
• Essiccamento:
Il film di patina viene immobilizzato tramite l’essiccamento dove avviene
l’allontanamento dell’acqua in eccesso e il fissaggio dei pigmenti al supporto.
3.1. APPLICATORE A POZZETTO
Il principio su cui si basa prevede la formazione di un pozzetto di patina, la cui stesura
e quantità applicata è regolata tramite una lama flessibile, più o meno rigida, e dal
livello del pozzetto.
I pregi di questo sistema sono
Dimitri Mosna - Studio del comportamento reologico degli amidi - 4
• si generano delle pressioni che regolano la penetrazione della patina nel supporto di
carta.
• permette l’applicazione di patine contenenti un secco variabile dal 50 al 60%.
• consente alla patinatrice di raggiungere velocità elevate.
• diminuisce la quantità d’acqua da evaporare.
3.2. APPLICATORE A LAMA D’ARIA
Consiste nel livellare la patina tramite un getto d’aria, avente un’ inclinazione di circa
45° rispetto alla tangente del cilindro su cui scorre la carta, asportando così la patina in
eccesso, regolando inoltre la quantità di patina applicata.
La patina presente nella vaschetta viene pescata da un cilindro che, per contatto, la
trasferisce al cilindro applicatore e sempre per contatto viene applicato al supporto di
carta, successivamente subisce il livellamento con la lama d’aria.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 5
Questo sistema permette di ottenere un foglio patinato con buone caratteristiche di
superficie consentendo una stesura sufficientemente omogenea anche su carte con
superficie non liscia.
È un limite il fatto di poter patinare un solo lato del foglio alla volta, la velocità della
macchina non può essere superiore a 300 m/min., per questo motivo viene utilizzato
solo per carte particolari.
Questo sistema, non essendo in contatto con il foglio, esclude la formazione di righe e
strisce tipici dei sistemi a lama metallica.
3.3. APPLICATORE A LAMA METALLICA
3.3.1.VASCHETTA E CILINDRO APPLICATORE
È il più diffuso tra i sistemi di patinatura, è costituito da due cilindri di diverso
diametro (patinatore e applicatore) entrambi motorizzati, quello inferiore, avente la
sezione minore, è immerso per metà nella vaschetta contenente la patina.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 6
Non appena il calamaio viene riempito di patina, il cilindro applicatore inizia a
trascinarla verso la fessura compresa tra i due rulli, applicandola sul foglio di carta
sostenuto dal tamburo di supporto; superata questa fase, il film di patina si separa in
due porzioni; una prima parte rimane sul supporto cartaceo e verrà poi livellata sotto
lama, una seconda resta sul cilindro applicatore e torna nel calamaio.
Come anticipato, dopo l’applicazione della patina, avviene la spalmatura e livellatura
del film, nel tempo di attesa tra le due fasi, molto breve, la superficie del supporto
fibroso tende ad assorbire umidità dalla patina, con il risultato che si forma uno strato
di patina ad alta concentrazione di solidi a contatto con il foglio di carta il cui liscio
finale aumenta notevolmente dopo la fase di livellatura.
Dopo il passaggio sotto lama, la patina depositata sul supporto di carta è composta da
due strati:
• un sottile film ad alta percentuale di solidi.
• uno strato liquido di patina avente una concentrazione di solidi originaria posto sopra
al primo strato.
Ciò che influenza questo processo sono il diametro ed il materiale di rivestimento dei
cilindri, inoltre l’uniformità e lo spessore del film di patina applicato dipendono dalla
misura della fessura tra i cilindri (applicatore e patinatore), nonché dalla velocità di
rotazione e dalle dimensioni degli stessi.
3.3.2. APPLICAZIONE A GETTO
Sostituisce gli applicatori a tamburo, permette di applicare meno patina, così il film
depositato sarà sottile e uniforme. L’applicazione a spruzzo consente di raggiungere
velocità di patinatura elevatissime (2000 m/min.). Posizionato sotto il patinatore, un
Dimitri Mosna - Studio del comportamento reologico degli amidi - 7
getto di patina fuoriesce da un ugello avente un’apertura di 0.6-2.0 mm, ad una
distanza variabile tra i 5 e 20 mm dal supporto di carta.
La velocità del getto dipende dalla portata di patina e dall’ampiezza della fessura
dell’ugello. Allo scopo di evitare che l’impatto del getto sul supporto generi spruzzi
indesiderati, è necessario che la carta abbia una velocità superiore al getto, il rapporto
velocità carta/velocità getto, deve essere compreso tra 2 e 6.Il getto in uscita
dall’ugello ha una forma laminare molto regolare; per effetto della differenza di
velocità tra getto e supporto, la patina viene stirata e distribuita in un film sottile e
uniforme sul supporto.
I parametri che influiscono sulla corretta applicazione della patina sono:
• la portata della patina: determina la quantità di patina applicata al supporto;
• l’apertura dell’ugello: stabilisce la velocità del getto;
• distanza tra ugello e supporto;
• l’angolo di incidenza del getto è un parametro fondamentale; un valore troppo
elevato assieme ad un elevata velocità del getto possono provocare fenomeni di
contro flusso;
Ulteriori vantaggi sono:
• migliora la macchinabilità grazie all’assenza di lamierini, ed una maggior pulizia dei
cilindri;
• migliora l’omogeneità del foglio patinato;
• diminuisce il numero di rotture dovuto al fatto che la carta subisce un numero di
contatti minori durante l’applicazione della patina;
• essendoci meno attriti tra gli elementi e il patinatore la sua vita lavorativa si allunga.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 8
3.4. SISTEMI DI LIVELLATURA
3.4.1. LIVELLATURA A LAMA
Con l’obbiettivo di distribuire la patina in modo uniforme e regolare, con un’
accuratezza superiore a 1 μm su una superficie larga alcuni metri, è necessario
l’utilizzo di un elemento di livellatura flessibile che applichi una forza il più possibile
omogenea sull’intera sezione di patinatura, ecco perché viene utilizzata la lama
generalmente in acciaio flessibile.
Esistono due tipi di lame utilizzate:
• raschiante:
L’angolo formato tra la lama e il supporto supera i 30°, la lama è rigida e viene
utilizzata in patinatrici ad alta velocità, per spessori di patina limitati.
• lisciante:
L’angolo compreso tra il supporto e la lama è di gradazione bassa, la lama è in acciaio
rigido o in ceramica, forma un angolo di circa 15°, viene utilizzata per ottenere alte
grammature di patina.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 9
Le lame, sia raschianti che liscianti, durante l’utilizzo, subiscono una certa flessione in
seguito alla forza applicata per la livellatura, inoltre sono soggette a usura che
diminuisce se si utilizzano lame in ceramica.
La patina funge da lubrificante tra la lama e il supporto cartaceo: al crescere del film
applicato e al ridursi della concentrazione di secco nella formulazione, la velocità con
cui si consuma la lama diminuisce.
Per allungare la vita della lama e mantenere un rendimento ottimale, vengono fatte
piccole variazioni dell’angolo di incidenza, inoltre, se si reputa necessario, e
generalmente questo avviene quando la lama è arrivata al limite di durata, si fa la
penetrazione, che consiste nell’avvicinare la testa di patinatura alla lama in modo da
permettere un continuo ed efficace asporto di patina.
Nella posizione ottimale di lavoro la lama deve andare in appoggio al supporto,
comunque se capita di lavorare di punta non si manifestano rilevanti problemi di
instabilità del sistema.
I problemi nascono se la lama lavora di tacco, per cui avviene un irruvidimento della
superficie patinata e bleeding, con la conseguente formazione di strisce sulla superficie
dovute al distacco e alla ricaduta di particelle di patina sul foglio, dopo esser passato
dalla lama.
3.4.2. LIVELLATURA A BARRETTA
È un alternativa alla lama; il film di patina viene regolato tramite un cilindro di
diametro limitato, ruotante in verso opposto rispetto al rullo di supporto e quindi alla
carta. In seguito alla rotazione, eventuali impurità vengono allontanate e quindi
eliminate dai filtri nel circuito di ricircolo.
Nella livellatura a lama, le impurità presenti portano di solito a strisce e altri difetti
superficiali quando sono sottoposte ad alte pressioni di carte grosse. Questo spiega il
vasto utilizzo che trova per la patinatura di cartoni, aventi superfici grossolane o si
utilizzino nelle patine particelle di grandi dimensioni.
La struttura della superficie patinata con la barretta è differente rispetto a quella a
lama, manifesta un’ottima copertura della superficie, un aspetto a “buccia d’arancia”
soprattutto per alte grammature.
La velocità di rotazione dell’asta influisce poco sullo spessore del film livellato, ed è
sufficiente ad evitare la formazioni di elementi che possono provocare righe.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 10
4. I COMPONENTI DELLA PATINA
Gli elementi che compongono la patina sono: pigmenti, leganti e coleganti, additivi
che vengono opportunamente dosati per conferire alla patina le caratteristiche
desiderate.
In questo paragrafo verranno descritti i principali componenti della patina, in
particolare quelli utilizzati nella mia realtà lavorativa.
4.1. PIGMENTI
I pigmenti rappresentano i componenti principali nella patina, circa 80 - 90% del peso
totale a secco, è facile quindi capire la loro importanza, infatti, a seconda del tipo e
della loro concentrazione si modificano le proprietà finali e la struttura. Un altro
elemento molto importante da tenere in considerazione è il fattore di forma, che
influenza la macchinabilità, la viscosità, l’opacità, la porosità, il grado di bianco,
l’orientamento dei pigmenti dopo essere passati sotto la lama.
I pigmenti influenzano le seguenti caratteristiche della patina :
• LUCIDITÀ: sale con l’aumentare del fattore di forma e diminuendo le dimensioni
delle particelle.
• OPACITÀ: aumenta con il crescere dell’indice di rifrazione e riducendo le
dimensioni delle particelle.
• POROSITÀ: sale riducendo il livello di compattazione e miscelando particelle di
forma diversa.
• COPERTURA: cresce con l’aumentare del fattore di forma.
• VISCOSITÀ: cresce riducendo il livello di compattazione.
4.1.1. CARBONATO DI CALCIO
Il carbonato di calcio è il più utilizzato nelle Cartiere Europee, essendo facilmente
reperibile, grazie all’elevata disponibilità sul continente.
Il carbonato di calcio naturale (CaCO3) si trova come minerale, la calcite, in molte
formazioni rocciose (gesso, calcare, marmo), sotto forma di cristalli romboedrici
individuali.
La macinazione del carbonato di calcio naturale può essere eseguita per via secca o per
via umida; solitamente i giacimenti di carbonato contengono solamente una piccola
parte di impurità (4%) da togliere.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 11
Attualmente la maggior parte del carbonato di calcio utilizzato nelle Cartiere (90%),
viene fornito in soluzione acquosa e solamente una piccola quantità in polvere, i
vantaggi sono molteplici:
• risparmio energetico
• assenza di polveri
• facilità di pompaggio
• limitato ingombro di volume
• permette l’applicazione diretta
Gli agenti utilizzati per la dispersione sono di natura anionica, molto utilizzati i
poliacrilati di sodio (0.1% - 1% del peso tot.).
Sono presenti due tipi di carbonato di calcio, naturale (GCC) e precipitato (PCC).
Il primo mostra un ottimo comportamento reologico in virtù della forma cristallina
romboedrica. Da prove sperimentali effettuate, si è visto che l’aggiunta di carbonato di
calcio naturale ad una dispersione di caolino porta ad una netta riduzione della
viscosità di taglio. Questo sta ad indicare chiaramente che in patinatura consente di
aumentare il livello di solidi delle patine senza ridurre la velocità della macchina.
Il (PCC) si ottiene tramite una sequenza di operazioni chimico-fisiche, si presenta in
cristalli aciculari di aragonite ad elevato fattore di forma e una distribuzione
granulometrica piuttosto stretta. Le sue caratteristiche sono una buona ritenzione
idrica, un’ottima opacità ed un’elevatissima luminosità. In dispersione, presenta una
viscosità intermedia tra il carbonato di calcio naturale e il caolino delaminato e,
rispetto a quest’ultimo, tende ad orientarsi più facilmente sotto lama ad alte velocità di
deformazione; questo è dovuto alla sua forma che ne compromette la reologia e di
conseguenza la macchinabilità. I livelli di lucidità di carte patinate ottenibili con
carbonato sono comunque limitati rispetto ai valori cui giungono carte patinate
contenenti caolino.
Riassumendo, i fattori che inducono ad usare carbonato di calcio naturale (GCC) come
pigmento sono:
• ottime proprietà reologiche
• alti livelli di solido raggiungibili
• buona macchinabilità, con risparmio energetico
• domanda di legante inferiore al caolino
• alta luminosità, e una maggiore efficienza degli imbiancanti ottici
• buona qualità di stampa.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 12
4.1.2. CAOLINO
Il caolino è molto apprezzato in patinatura per la sua forma piatta, il colore bianco più
o meno chiaro, inoltre per la facilità con cui si può ridurre in particelle fini.
I giacimenti attualmente utilizzati per l’estrazione di caolino sono situati in Georgia
(USA), in Cornovaglia (Inghilterra), in Brasile (sul fiume Capim).
Il principale componente del caolino è la caolinite (silico-alluminato).
I giacimenti di caolino sono classificati in “PRIMARI” e “SECONDARI”; i caolini
primari derivano da alterazioni termomeccaniche di rocce granitiche, vengono estratti
nel luogo d’origine. I caolini secondari sono generati da un’erosione naturale del
caolino dal granito per mezzo dell’acqua, che lo trasporta in una zona diversa dal
luogo d’origine dove si è depositato e sedimentato. Inoltre, durante il viaggio, subisce
un’epurazione che lo rende più puro rispetto ai caolini primari.
L’estrazione dei caolini primari avviene con l’ausilio di potenti getti d’acqua che
sgretolano la matrice granitica; la sospensione ottenuta passa in classificatori a spirale
e idrocicloni dove avviene la pulizia e la separazione dagli elementi contaminanti; in
fine viene fatta una serie di trattamenti chimici e fisici per raffinare i pigmenti grezzi.
Spesso il caolino subisce dei trattamenti termo-chimici di calcinazione per migliorare
le proprietà ottiche.
Dispersioni concentrate di caolino manifestano una buona ritenzione idrica, dovuta
all’elevato fattore di forma che, in special modo nei caolini primari, porta alla
creazione di cammini tortuosi per l’acqua che impiega così molto tempo a raggiungere
le zone superficiali.
4.1.3. TALCO
I giacimenti di talco sono il risultato della trasformazione di rocce preesistenti ad opera
di attività idrotermali, con trasporto di uno dei componenti necessari alla formazione
del minerale (MgO, SiO2, e CO2). In patinatura viene utilizzato generalmente il talco
da silico-alluminati, ed è sovente trovarlo legato a talco da carbonato di magnesio,
minerale puro e bianco o a clorite, minerali aventi proprietà chimico-fisiche simili al
talco.
I minerali di talco hanno una forma generalmente lamellare, con fattore di forma e
distribuzione granulometrica variabile a seconda del giacimento d’origine
(composizione generica: SiO2 63.4%, MgO 31.9%, H2O 4.7%). Prima di essere
disperso, subisce un lungo lavoro di raffinazione e di epurazione.
La scarsissima affinità all’acqua, dovuta agli strati di silice tetraedrica, presenti alla
base delle lamelle di cui è composto il materiale, rende necessario l’impiego di una
Dimitri Mosna - Studio del comportamento reologico degli amidi - 13
grande quantità di agenti chimici ed un dispendio energetico superiore (lunghi tempi di
agitazione e alti sforzi di taglio sotto lama) rispetto a tutti gli altri minerali.
Solitamente le dimensioni medie delle particelle di talco lamellare sono superiori
rispetto al caolino; il talco viene infatti utilizzato qualora si vogliano ottenere ottime
coperture superficiali o particolari livelli di opacità.
La bassa coesione tra le particelle e la natura idrofoba della superficie, con scarsa
abrasività anche per particelle di elevato diametro, conferiscono alla patina una netta
riduzione della viscosità, ad alto shear, ed una buona scorrevolezza durante i processi
di stampa.
4.1.4. BIOSSIDO DI TITANIO
Il biossido di titanio, è il pigmento più costoso utilizzato in patinatura, per questo
motivo trova un utilizzo molto limitato. Si tratta di un pigmento sintetico ottenuto da
un lungo processo di lavorazione di materie prime costose, trattate chimicamente
(processo al “solfato” o al “cloruro”).
I minerali ottenuti di TiO2 (rutilo, anatasio), presentano un indice di rifrazione molto
alto. Questa proprietà, associata all’elevata riflessione nel campo della luce visibile e
all’ottima distribuzione granulometrica ottenibile, lo rende il pigmento più bianco tra
quelli attualmente in uso.
Grazie alle proprietà ottiche sopra descritte, viene utilizzato assieme agli altri
pigmenti, in percentuali comprese tra il 5-10%, con lo scopo di raggiungere livelli di
opacità e luminosità richiesti, impossibili da raggiungere con l’ausilio di altri pigmenti.
4.1.5. GESSO
I pigmenti di gesso, ottenuti per macinazione, hanno forma e distribuzione
granulometrica simile al carbonato di calcio naturale, trovano quindi applicazioni
simili in special modo nella carta patinata per stampa offset.
La principale differenza consiste nella maggiore stabilità a variazioni di pH del gesso,
che lo rende così impiegabile nei processi di produzione in ambiente neutro o acido.
Il gesso ha basso peso specifico, elevata brillantezza e una buona stampabilità, inoltre
esalta l’effetto degli imbiancanti ottici impiegati.
L’indice di rifrazione di gesso, carbonato di calcio naturale e caolino non sono di
molto differenti tra loro; le differenti opacità e lucidità superficiali riscontrabili
dipendono dalla struttura della patina consolidata e non dai pigmenti in sé.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 14
4.2. LEGANTI E COLEGANTI
I leganti hanno la funzione importantissima di legare tra loro i pigmenti presenti nella
patina, e a loro volta di fissarli bene al supporto di carta, evitando così che possa
avvenire il distacco degli stessi durante la stampa. Inoltre vanno a riempire gli spazi
vuoti tra i pigmenti riducendo la porosità superficiale, infine modificano la reologia e
la ritenzione idrica della patina.
Il legante ideale dovrebbe possedere le seguenti caratteristiche:
- ottimo potere legante
- buona ritenzione idrica
- influenza desiderata sulle proprietà reologiche del sistema
- elevata solubilità o facilmente miscibile in acqua
- compatibilità con gli altri elementi della patina
- dare una buona resistenza meccanica
- buona stabilità chimica
- buone proprietà ottiche
- scarsa tendenza alla formazione di schiuma
- atossico e resistente all’attacco batterico
- basso costo e buona disponibilità
Classificazione dei leganti:
• Lattici, sono insolubili in acqua:
- stirene-butadiene (SB)
- stirene-acrilati (SA)
- polivinilacetati (PVAc)
• derivanti da polimeri naturali, solubili in acqua:
- Amido
- Proteine
- CMC
• Sintetici
- alcool polivinilico (PVA)
I lattici soddisfano molti dei requisiti sopra citati, tuttavia necessitano di coleganti o
addensanti per raggiungere i livelli di ritenzione idrica e le proprietà reologiche
desiderate.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 15
I composti solubili in acqua, conferiscono alle patine una ritenzione idrica superiore
rispetto ai lattici insolubili.
DOMANDA DI LEGANTE
È il parametro fondamentale nella scelta del legante; la domanda di legante dipende
dal tipo di legante, dal tipo di pigmenti usati e dal loro grado di dispersione.
Solitamente si cerca di ridurne al massimo l’utilizzo perché ha un prezzo alto.
La domanda di legante diminuisce con l’aumentare del livello di dispersione, e con il
crescere del grado di impaccamento dei pigmenti, cioè con la riduzione del volume di
vuoto tra le particelle.
4.2.1. LATTICI
I lattici sono definiti come dispersioni acquose o non acquose di particelle colloidali di
polimeri, prodotti per polimerizzazione di monomeri in emulsione acquosa, di colore
bianco.
Lattici di stirene-butadiene (SB):
È un copolimero reticolato costituito da segmenti di catena rigidi (stirene) e da
segmenti elastici (butadiene) in rapporto 2:3 o 2:1. Sono i più utilizzati in cartiera,
grazie all’elevata forza legante, l’ottima scorrevolezza in fase di applicazione e la
buona lucidità ottenibile per le superfici stampate. Costa meno dello (SA).
Lattici di stirene-n-butil-acrilato (SA):
Copolimero lineare in cui l’n-butil-acrilato costituisce il monomero elastico. Consente
di avere un elevato numero di solidi in patina, dà buona scorrevolezza sotto lama, alta
lucidità superficiale ed ottima resistenza all’esposizione alla luce.
Lattici di polivinil-acetato (PVAc):
Tendono a idrolizzare producendo alcool polivinilico (PVA) solubile, hanno perciò
elevata affinità all’acqua. A causa delle loro caratteristiche, le patine hanno viscosità e
porosità maggiori rispetto ai valori che si ottengono usando gli altri lattici. Si dilatano
ad alte velocità di deformazione, vengono quindi utilizzati in patine a bassa
percentuale di solidi.
E’ bene ricordare che il comportamento reologico della patina, la concentrazione di
solidi immobilizzati, il grado di copertura, la struttura della patina asciutta, la
Dimitri Mosna - Studio del comportamento reologico degli amidi - 16
luminosità, la lucidità e opacità del foglio patinato, sono strettamente legate alle
proprietà colloidali del lattice ed alla sua interazione con i pigmenti utilizzati.
La lucidità sale aumentando la percentuale di lattice, per patine a basso contenuto di
solidi, al contrario, cala. L’assorbimento di inchiostro sul foglio patinato, è
strettamente legato alla percentuale di lattice nella formulazione della patina.
Maggiore è la quantità di legante, minori saranno l’assorbimento e la diffusione
dell’inchiostro.
4.2.2. AMIDO NATIVO - LEGANTE NATURALE
L’amido è un polimero naturale presente nei tuberi (patata), nei semi (mais, frumento),
nelle radici (tapioca), sotto forma di granuli insolubili in acqua fredda, aventi forma e
grandezza diversa (2 - 100 micron) a seconda della pianta d’origine.
I due principali elementi che lo compongono sono l’amilosio e l’amilopectina.
L’amilosio è caratterizzato da una catena lineare non ramificata di lunghezza variabile
(500 - 2000 unità di glucosio) avente legami -glicosidico 1 - 4, grazie alla geometria
del legame, induce la catena ad assumere una conformazione elicoidale (sinistrorsa).
L’amilopectina è costituita da una struttura ramificata della catena (fino a 5000 unità
di glucosio), ogni 24 - 30 unità di glucosio si innesta una catena laterale, unita da un
legame glicosidico 1- 6.
Le diverse proprietà dei vari amidi sono influenzate fondamentalmente dal rapporto tra
l’amilosio e l’amilopectina.
Il granulo di amido è costituito da una rete di molecole di amilopectina, nelle cui
maglie trovano posto i cristalliti di amilosio, l’insieme è tenuto strettamente legato
grazie alle forze di coesione dei gruppi OH.
Preparato il latte d’amido (slurry), il processo consiste nel disperdere l’amido in
polvere in una soluzione acquosa fredda e agitare bene per qualche minuto il tutto, che
viene poi riscaldato generando così un assorbimento sempre maggiore di acqua verso
Dimitri Mosna - Studio del comportamento reologico degli amidi - 17
l’interno del granulo e, idratandosi, si rompono i legami a idrogeno delle catene di
glucosio (avviene un rigonfiamento dei granuli). In questa fase si verifica un
progressivo aumento della viscosità fino al superamento della temperatura di
gelatinizzazione dopo di che vi è un calo della viscosità che coincide con l’apertura del
granulo e la sua completa soluzione in acqua.
Qualora, terminata la cottura dell’amido, si raffreddasse la salda, si otterrebbe un gel
avente un comportamento spiccatamente visco-elastico, dovuto al fenomeno della
retrogradazione.
L’elevata viscosità è dovuta principalmente alla conformazione estesa elicoidale delle
catene di amilosio.
Le unità di glucosio componenti le catene dell’amido, possono essere separate
(idrolisi) in due modi:
il primo consiste nel far bollire l’amido in una soluzione contenente reagenti chimici
come l’acido cloridrico (HCl), il secondo utilizzando enzimi (amilasi) capaci di
catalizzare la rottura dei legami glicossidici. 1 - 4.
Queste modifiche vengono fatte per rendere più stabile l’amido nativo, ritardando il
fenomeno della retrogradazione.
In patinatura vengono utilizzati i seguenti tipi di amido:
- amido nativo
- amido ossidato
- amido eterificato
- amido esterificato
- amido idrolizzato (destrine)
Dimitri Mosna - Studio del comportamento reologico degli amidi - 18
AMIDO
NATIVO
mais
patata
tapioca
frumento
UMIDITÀ
%
12
18
12
12
DIMENSIONE
μm
5-25
15-100
5-35
2-35
PUNTO DI
GEL °C
62-72
56-66
58-70
52-63
ASPETTO
SALDA
opaco
limpido
limpido
opaco
Dimitri Mosna - Studio del comportamento reologico degli amidi - 19
AMIDO NATIVO
Mais
Patata
Tapioca
Frumento
AMILOSIO %
28
21
17
28
AMILOPECTINA%
72
79
83
72
4.2.3. PROTEINA DI SOIA
Le proteine utilizzate in cartiera provengono dai semi di soia, che insieme all’amido è
una risorsa rinnovabile. La proteina di soia si ottiene con un processo piuttosto
semplice: l’olio rimosso dai semi con solventi provoca l’isolamento e l’estrazione
della proteina, che viene poi modificata chimicamente per ottenere le proprietà
desiderate.
Aggiunta alla formulazione della patina, viene in parte assorbita dalla superficie dei
pigmenti ed in parte disciolta in acqua, conferendo al sistema un’elevata viscosità, una
buona ritenzione idrica ed una discreta scorrevolezza sotto lama. La parte assorbita dai
pigmenti porta ad una rapida immobilizzazione delle particelle in fase di essiccamento,
esercita un ottimo controllo della migrazione dei componenti, aumenta la copertura
superficiale, consente la formazione di una struttura uniforme e microporosa, così la
stampa risulta ottima e molto lucida.
Spesso utilizzata come colegante assieme al lattice, ne riduce la domanda.
4.2.4. CMC
La carbossimetilcellulosa viene prodotta partendo dalla cellulosa, idrossido di sodio e
acido monocloroacetico, viene poi filtrata ed essiccata per essere stoccata.
La CMC è un legante versatile, controlla efficacemente le proprietà reologiche della
patina, inoltre porta ad una buona scorrevolezza sotto lama. L’elevata affinità con
l’acqua, dovuta alle caratteristiche idrofile dei gruppi presenti nella molecola, permette
di aumentare la ritenzione idrica della formulazione, ciò provoca una riduzione
dell’assorbimento della parte acquosa presente nella patina contenente i leganti,
evitando così l’impoverimento dello strato di patina.
Questa proprietà si riduce drasticamente con l’aumento della temperatura. Solitamente
viene utilizzata con il lattice come colegante, le sue proprietà durante la stampa sono
buone, però con performance inferiore al lattice.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 20
4.2.5. SINTETICI
PVA
L’alcool polivinilico, è un polimero che si ottiene da due fasi:
• Polimerizzazione radicalica dell’acetato di vinile.
• Idrolisi del polivinilacetato.
Si ottiene quindi un polimero completamente solubile in acqua.
Il PVA viene facilmente assorbito dalla superficie del caolino, e in minor misura sulle
particelle di carbonato di calcio, svolge quindi un’ottima azione stabilizzante sulla
sospensione.
Ha un’influenza sulla viscosità molto più bassa rispetto alla CMC, inoltre porta ad una
graduale riduzione della stessa all’aumentare della velocità di moto.
Nelle patine moderne viene utilizzato come colegante o addensante, dando una
maggiore resistenza alla struttura del film di patina applicato. E’ molto usato in
patinatura, grazie alle sue proprietà, infatti è totalmente solubile in acqua, forma
pellicole superficiali ricoprendo così perfettamente la struttura sottostante, inoltre va a
riempire gli spazi esistenti tra le fibre.
L’alcool polivinilico ha la capacità di formare un legame con gli OBA, stabilizzandoli
e aumentando l’efficacia degli stessi, molto più dei leganti naturali (amido, CMC). Le
patine che utilizzano PVA hanno un bianco e una brillantezza molto accentuata.
4.3. ADDENSANTI SINTETICI
Gli addensanti sintetici modificano profondamente le proprietà reologiche delle patine,
la ritenzione idrica e le proprietà del film applicato dopo l’essiccazione.
Tra le caratteristiche maggiormente influenzate dalla presenza di questi composti
spiccano porosità, levigatezza e luminosità superficiali
Hanno un’elevata affinità con i pigmenti, i coleganti sintetici svolgono una forte
azione legante, aumentando la resistenza del film nell’asse Z.
Dopo l’essiccazione, il film che formano con i pigmenti è fortemente integrato con la
struttura interna e difficilmente solubile in acqua. Gli addensanti sintetici esaltano poi
l’azione degli agenti ottici fluorescenti, aumentandone la stabilità e l’uniformità di
dispersione.
Generalmente approvvigionati sottoforma acquosa, le loro funzioni principali sono:
• la ritenzione idrica poichè occorre limitare la penetrazione dell’acqua nel supporto
per evitare un indebolimento del supporto.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 21
• l’effetto addensante facilita il processo e limita la migrazione di leganti e colleganti
verso il supporto in fase di applicazione.
• il comportamento reologico: esalta il carattere pseudo-plastico della patina,
migliorando così la macchinabilità ad elevato sforzo di taglio, riducendo la pressione
della lama per la livellatura, inoltre migliora il profilo di grammatura.
4.4. ADDITIVI
4.4.1. DISPERDENTI
Generalmente i pigmenti in patinatura sono forniti alla cartiera già in dispersione
acquosa ottenendo così un sistema omogeneo in cui tutte le particelle si trovano
isolate. Se invece vengono forniti in polvere, tendono a legarsi tra loro formando degli
aggregati che necessitano dell’uso dei disperdenti per liberarsi.
Il processo di dispersione è diviso in tre fasi:
• Idratazione delle particelle: la superficie del pigmento viene idratata per togliere
l’aria.
• Distruzione degli aggregati: utilizzando un agitatore.
• Stabilizzazione: con l’ausilio di disperdenti si impedisce la riformazione di aggregati;
si possono usare due sistemi:
• stabilizzazione elettrostatica
• stabilizzazione sterica
STABILIZZAZIONE ELETTROSTATICA
Si conferisce alla superficie di tutte le particelle la stessa carica elettrica, solitamente
negativa, e avviene l’assorbimento dei disperdenti anionici (acidi poliacrilici o
polifosfati). La nuvola di carica negativa dei disperdenti assorbiti, crea una regione di
controioni nella fase acquosa che stabilizzano il sistema creando forze repulsive tra le
particelle.
STABILIZZAZIONE STERICA
La superficie delle particelle viene ricoperta da polimeri privi di carica con catene che
si allungano quando sono in soluzione acquosa. L’avvicinamento delle particelle non
avviene perché i polimeri allungandosi si ostacolano tra loro creando una barriera
fisica tra i pigmenti.
I disperdenti che agiscono così sono alcool polivinilico e amido.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 22
4.4.2. ANTISCHIUMA
La schiuma, consiste in aria intrappolata sotto forma di piccole bolle nella patina,
viene prodotta a causa dell’azione meccanica esercitata sulla patina e delle proprietà
chimico-fisiche dei suoi componenti.
La maggior parte dell’aria intrappolata proviene dalle teste di applicazione e dal
circuito di ricircolo della patina, può rimanere nel film di patina fino all’essiccazione
provocando difetti superficiali come punti senza patina, crateri e strisce, con possibili
problemi di assorbimento d’inchiostro in fase di stampa.
Sistemi di eliminazione della schiuma:
ABBATTIMENTO MECCANICO
L’eliminazione della schiuma avviene con dei deaeratori meccanici, che creano delle
depressioni all’interno del circuito favorendo così la fuoriuscita delle bolle dall’acqua.
ABBATTIMENTO CHIMICO
Si utilizzano dei tensioattivi, che permettono la fuoriuscita dell’aria dalla patina.
4.4.3. CANDEGGIANTI OTTICI
La luminosità e il grado di bianco richiesti dal mercato, spesso, non sono raggiungibili
usando solo i pigmenti bianchi in patinatura, nasce quindi l’esigenza di impiegare nella
formulazione particolari additivi chiamati candeggianti ottici (OBA).
I candeggianti ottici, assorbono i raggi UV della luce solare, non visibili all’occhio
umano, trasformandoli in luce visibile tendente al blu. Si ottiene quindi un aumento di
luminosità emessa dal foglio patinato.
Per esaltare le proprietà degli OBA e rallentarne la migrazione in fase di applicazione,
si usano i carrieranti, i più comuni sono: amido, CMC, PVA.
4.4.4. LUBRIFICANTI
I lubrificanti utilizzati in cartiera, aumentano la macchinabilità del processo di
patinatura, riducendo in fase di applicazione l’attrito tra lama e patina, e tra patina e
supporto cartaceo che scorre ad altissime velocità. Il principale vantaggio nell’uso di
lubrificanti è la netta riduzione di difetti nel prodotto finito, come righe, strappi, e una
più lunga vita della lama.
Favoriscono inoltre la deformazione plastica della patina essiccata in fase di
calandratura, limitando così la rottura del film di legante superficiale e lo spolvero.
Migliorano la lucidità superficiale e rendono più scorrevole il processo di stampa.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 23
Il lubrificante più usato in patinatura è lo stearato di calcio.
4.4.5. BIOCIDI
Nella patina sono presenti dei componenti organici come proteine e amido, ideali per
la formazione e la crescita di batteri. La loro presenza influisce negativamente sulle
caratteristiche della patina; modificando il pH, la viscosità, la ritenzione, il potere
legante, producono inoltre un forte odore sgradevole.
Per limitare la loro formazione vengono introdotti dei biocidi specifici che ne limitano
la proliferazione, stando però attenti a non esagerare nei dosaggi perché si potrebbero
modificare le caratteristiche della patina. Durante ogni fermata, viene fatto un lavaggio
dell’intero circuito di patinatura utilizzando della soda, i biocidi e dei tensioattivi. Il
lavaggio è più efficace se la temperatura del liquido è alta.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 24
5. TIPI DI AMIDO USATI IN PATINATURA
Allo scopo di rendere la salda d’amido stabile, ritardando così il fenomeno della
retrogradazione, con una viscosità ridotta ad alto secco, l’amido viene modificato dalla
ditta fornitrice e fornito alla cartiera in polvere.
L’amido in patinatura viene utilizzato per i seguenti motivi:
• legante tra i pigmenti e tra pigmenti e supporto fibroso.
• modificatore di reologia della patina.
• regolatore della ritenzione idrica.
Le proprietà dell’amido nella formazione di gel e film sono legate al peso molecolare
dei polimeri che lo compongono, l’amilosio e l’amilopectina, ed alla loro
distribuzione. I polimeri lineari ad alto peso molecolare come l’amilosio danno origine
a film continui e flessibili, mentre i polimeri lineari a basso peso molecolare o
ramificati come l’amilopectina danno origine a film fragili e interrotti. Da quanto detto
prima, quindi, si può affermare che l’amilosio conferisce la proprietà di legante
all’amido, e l’amilopectina influenza la viscosità e la ritenzione idrica.
Questo ci fa capire come la diversa concentrazione dei due elementi che compongono
l’amido influenzi notevolmente le proprietà di un tipo di amido rispetto ad un altro; di
conseguenza le caratteristiche che l’amido dà alla carta o alla patina saranno diverse.
In patinatura vengono utilizzati i seguenti tipi di amido:
- amido nativo
- amido ossidato
- amido eterificato
- amido esterificato
- amido idrolizzato (destrine)
Amido nativo
È l’amido estratto dalle piante e che non ha subito modificazioni, è instabile e, dopo la
cottura, retrograda velocemente; raggiunge valori di viscosità al punto di gel
elevatissimi durante la cottura. Per l’utilizzo in cartiera viene modificato, con l’ausilio
di enzimi.
Terminata la cottura dell’amido, si interviene disattivando l’enzima, o con sbalzo
termico (>100 °C), o chimicamente con sali, ad esempio solfato di zinco.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 25
Amido ossidato
L’amido ossidato è un amido nativo fatto reagire in una sospensione acquosa con
ipoclorito di sodio o con perossido di sodio.
E’ disponibile a pesi molecolari diversi, trovano impiego nella collatura superficiale o
come legante in patina.
Amido eterificato
Più comunemente conosciuti come amidi idrossietilati o idrossipropilati, l’amido
nativo viene fatto reagire in una sospensione acquosa con ossido di etilene o ossido di
propilene. Prodotto a pesi molecolari e quindi viscosità diverse, è utilizzato nella
collatura superficiale e in patina come legante.
Amido esterificato
L’amido nativo viene fatto reagire con acido cloridrico. Fondamentale per il suo
utilizzo è che l’ambiente abbia pH neutro o leggermente acido altrimenti avviene la
saponificazione. Viene utilizzato nella collatura superficiale e in patina come legante.
Amido idrolizzato (destrine)
Viene prodotto facendo reagire l’amido nativo con un acido; questo provoca una
depolimerizzazione dell’amido, rendendo la sua viscosità poco stabile. L’instabilità
della viscosità è legata al processo produttivo: il granulo viene investito dall’acido
sotto forma di vapore e questo provoca una idrolizzazione maggiore in superficie che
in profondità. Per questo motivo non sono molto usati in patinatura, trovano invece
impiego in size-press.
5.1. SISTEMI DI COTTURA DELL’AMIDO
La cottura dell’amido è un processo importante, perché va a influire sulle proprietà
della patina, può avvenire in due modi:
• sistema a batch o discontinuo
• sistema di cottura a jet.
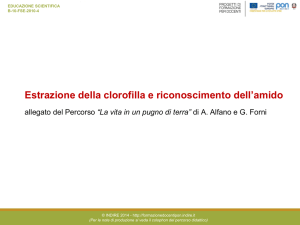
5.1.1. COTTURA BATCH
E’ un sistema semplice, l’amido in polvere viene disperso in acqua tramite l’azione
meccanica di una girante in un cuocitore. La dispersione generata viene comunemente
chiamata “latte d’amido”; questo viene cotto, tramite insufflazione di vapore, ad una
temperatura fissata (circa 95°C) per un dato periodo (circa 30 min.) in funzione del
Dimitri Mosna - Studio del comportamento reologico degli amidi - 26
tipo di amido. Al termine della cottura, si ottiene una soluzione più o meno limpida
chiamata “salda d’amido”, viene scaricata in una tina di stoccaggio in attesa di venir
miscelata con gli altri componenti della patina in un dispersore successivo.
La cottura dell’amido con questo sistema non è sempre ottimale: può capitare che
l’amido non sia cotto bene, ciò è dovuto al fatto che determinati tipi di amido hanno
bisogno di temperature di cottura superiori per permettere ai granuli di aprirsi e entrare
in soluzione.
ACQUA
AMIDO
(polvere)
CUOCITORE
VAPORE
VAPORE
SALDA
D'AMIDO
STOCCAGGIO
SALDA
D'AMIDO
schema cottura batch
Dimitri Mosna - Studio del comportamento reologico degli amidi - 27
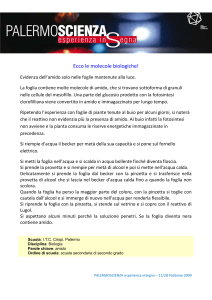
5.1.2. COTTURA A JET
Questo sistema di cottura dell’amido è continuo, ideale per servire le macchine
continue. La prima fase del processo prevede la preparazione del “latte d’amido”, così
come avviene nei cuocitori batch; la dispersione prodotta viene quindi stoccata in una
tina, per venire quindi pompata in una camera di miscelazione sotto pressione (2-3 bar)
in cui viene insufflato vapore saturo ad una temperatura di circa 120°C. La camera di
miscelazione costituisce il primo tratto di una serpentina tubolare in cui avvengono
l’apertura e la dissoluzione dei granuli. Lunghezza della serpentina e portata della
pompa determinano il tempo di cottura dell’amido. Al termine della cottura la salda
d’amido viene stoccata in una tina.
Questo sistema mi garantisce una cottura ottimale dell’amido (tutti i granuli entrano in
soluzione), perché raggiunge temperature elevate.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 28
AMIDO
(polvere)
ACQUA
DISPERSORE
LATTE
D'AMIDO
STOCCAGGIO
SALDA
D'AMIDO
STOCCAGGIO
LATTE
D'AMIDO
VAPORE
SERPENTINA
IN
PRESSIONE
schema cottura a jet
Dimitri Mosna - Studio del comportamento reologico degli amidi - 29
6. RITENZIONE E REOLOGIA
6.1. RITENZIONE IDRICA
La ritenzione idrica della patina è un parametro importantissimo nel processo di
patinatura, perché influenza notevolmente macchinabilità e proprietà della carta
patinata, come resistenza meccanica, stampabilità e proprietà ottiche; l’assenza di
difetti superficiali dipende dalla capacità della patina di trattenere l’acqua in fase di
applicazione sul supporto cartaceo. Patine con bassa ritenzione idrica in fase di
applicazione cedono velocemente acqua al supporto e questo provoca la formazione
sotto lama di aggregati solidi, generando ad esempio la formazione di righe sulla carta.
Patine con un’elevata ritenzione ritardano eccessivamente l’immobilizzazione,
generando così una distribuzione disomogenea della patina sul supporto. In fase di
stampa può derivarne l’insorgere di mottling (marezzatura).
La patina ideale deve rimanere sufficientemente fluida durante l’applicazione, ed
immobilizzarsi velocemente dopo la spalmatura effettuata dalla lama o barretta.
La scelta della tipologia e del quantitativo di leganti, coleganti e addensanti determina
in larga misura la ritenzione idrica della formulazione.
Anche il tipo di pigmento, le sue dimensioni e la forma influiscono sulla ritenzione.
Un altro fattore che influenza la ritenzione è il grado di secco della patina, infatti
aumenta all’aumentare della quantità di solidi presenti nella formulazione.
Infine, va osservato che la velocità con cui viene ceduta l’acqua dalla patina al
supporto non dipende dalle sole proprietà della patina ma anche dalle caratteristiche
del supporto fibroso.
6.2. REOLOGIA
La reologia è la scienza che studia le relazioni esistenti tra sforzo, deformazione e
velocità di deformazione in materiali sottoposti all’azione di forze esterne.
L’indagine del comportamento reologico delle dispersioni utilizzate per la patinatura
della carta è di fondamentale importanza per l’ottimizzazione di ogni fase del processo
di patinatura; la patina sperimenta infatti una grande varietà di condizioni di moto,
dalla fase di preparazione, al trasferimento, alla filtrazione, fino al suo utilizzo finale:
l’applicazione sul supporto cartaceo. La formulazione deve consentire un’adeguata
macchinabilità in ogni fase del processo. La scelta dei componenti della patina non
può quindi prescindere dall’influenza che ogni singolo prodotto può avere sulle
proprietà reologiche della formulazione.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 30
Nel presente studio, si porrà particolare attenzione alla relazione esistente tra sforzo e
velocità di deformazione, ossia alla curva di flusso, tralasciando l’analisi delle
proprietà viscoelastiche dei fluidi presi in esame.
F
= F/A
V
= L/H
’ = /t = V/h
forza tangenziale applicata alla superficie A
sforzo di taglio
velocità di flusso
deformazione
velocità di deformazione
La relazione fondamentale che lega i moduli delle grandezze considerate può essere
sintetizzata nell’equazione che segue:
=’
dove indica lo sforzo di taglio applicato al fluido (forza tangenziale per unità di
superficie, ovvero, da un diverso punto di vista, flusso normale della quantità di moto
tangenziale alla superficie), ’ indica la velocità di deformazione (gradiente di
velocità) nel fluido e indica il coefficiente di proporzionalità tra e ’; viene
chiamata comunemente viscosità del materiale ed individua la proprietà fisica che
caratterizza la resistenza allo scorrimento del fluido, indice degli attriti interni in
condizioni di moto.
Va osservato che, in generale, non è una costante, al contrario dipende fortemente da
almeno tre parametri: temperatura (T), velocità di deformazione (’) e tempo (t) ossia:
=(T, ’, t)
Dimitri Mosna - Studio del comportamento reologico degli amidi - 31
• TEMPERATURA: per la quasi totalità dei fluidi, la viscosità è funzione decrescente
della temperatura; nei gas, per contro, la viscosità cresce al crescere della temperatura
a causa di fenomeni cinetici che qui ometto.
• VELOCITA’ DI DEFORMAZIONE: la relazione tra lo sforzo che si sviluppa in un
fluido sottoposto all’azione di forze esterne e la velocità di deformazione nel fluido
stesso non è in genere lineare: la viscosità varia al variare delle condizioni di moto del
materiale in oggetto, salvo alcune eccezioni che analizzeremo di seguito. In
considerazione della forma della curva di (’), è possibile classificare i fluidi come:
• newtoniano;
• plastico;
• pseudo-plastico;
• dilatante.
Comportamento Newtoniano.
Tipico dell’acqua, delle soluzioni e sospensioni molto diluite, dove non esiste alcuna
interazione fra le particelle disperse. In questo caso, esiste una relazione lineare tra lo
sforzo di taglio e la velocità di deformazione: la viscosità rimante costante al variare
delle condizioni di moto.
Comportamento plastico o di Bingham.
Si verifica quando la concentrazione della fase dispersa in emulsioni o sospensioni
aumenta fino a formare una struttura concatenata; differisce dal comportamento
Newtoniano solo nei primi tratti della curva di flusso, dove le particelle vengono
Dimitri Mosna - Studio del comportamento reologico degli amidi - 32
deflocculate in seguito all’azione dello sforzo applicato: solo superando un certo
sforzo, detto di soglia, avviene lo scorrimento. Se si rimane al di sotto del cosiddetto
limite di scorrimento, il fluido si comporta come un solido di Hook, dove si verificano
solamente deformazioni elastiche. Una volta che il limite di scorrimento viene
superato, si avrà un comportamento viscoso (plastico) tipico dei fluidi Newtoniani.
Comportamento pseudo-plastico.
Si verifica in dispersioni concentrate, fusi e soluzioni polimeriche ad alto titolo e/o alto
PM, emulsioni, gel e moltissimi sistemi fisici a matrice complessa (patine per la carta).
È contraddistinto da una repentina diminuzione della viscosità all’aumentare della
velocità di deformazione. All’instaurarsi di blande condizioni di moto, si assiste ad un
iniziale fase di riorganizzazione ed allineamento dei componenti del fluido,
caratterizzata da un’elevata resistenza al flusso, ovvero da elevate viscosità;
all’aumentare della velocità di scorrimento, tali resistenze tendono a diminuire e,
conseguentemente, si assiste ad una riduzione nel coefficiente di viscosità. In genere,
aumentando ulteriormente la velocità di deformazione, si giunge quindi ad una
condizione di equilibrio in cui la viscosità si mantiene costante.
Comportamento dilatante.
Tipico di alcune dispersioni molto concentrate, questo comportamento è caratterizzato
da una crescita degli attriti interni, ovvero della viscosità, in corrispondenza di un
aumentato della velocità di deformazione (comportamento opposto al comportamento
pseudo-plastico).
È doveroso osservare che un sistema può manifestare comportamenti diversi al variare
degli intervalli di velocità di deformazione considerati.
Molte formulazioni di patinatura, ad esempio, sono spiccatamente pseudo-plastiche
per velocità di deformazione medio-basse, mentre mostrano un comportamento
dilatante per alte velocità di deformazione.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 33
Al fine di caratterizzare compiutamente il comportamento reologico di un sistema in
condizioni di flusso, non è quindi sufficiente osservarne il comportamento in un range
limitato di velocità di deformazione, sarebbe infatti necessaria l’indagine in un
intervallo molto ampio: da 10-2 a 106 s-1, possibile solo tramite reometri rotazionali (’
basse-medie) e a capillare (’ elevate). Di seguito sono elencate alcune delle
condizioni di flusso sperimentate dalle formulazioni patina nel processo di patinatura:
• TEMPO: il tempo diventa un parametro fondamentale nei fluidi “strutturati” in cui esistono
interazioni più o meno forti tra i componenti del sistema. Tra i comportamenti più
diffusi, va ricordata la tissotropia, tipica, ad esempio, delle patine utilizzate nel settore
cartario. Nei fluidi tissotropici, all’instaurarsi di una condizione stazionaria di moto
energico dopo una fase di minor flusso, la viscosità tende nel tempo a diminuire fino
ad assestarsi su un valore di equilibrio; al contrario nel passare da flussi energici a
condizioni stazionarie di moto più blando, la viscosità tenderà nel tempo ad aumentare
fino a stabilizzarsi al valore di equilibrio. Il comportamento tissotropico dipende dalla
velocità con cui i legami tra i componenti del fluido tendono a formarsi o dissolversi in
seguito a variazioni nello stato di moto, fino a giungere alle condizioni di
strutturazione tipiche del nuovo campo di moto imposto. Maggiore è il tempo
necessario al raggiungimento dell’equilibrio, maggiore sarà il grado di tissotropia del
materiale considerato. In assenza di tissotropia, il valore di viscosità di equilibrio sarà
raggiunto istantaneamente al variare delle condizioni di flusso.
È possibile che, una volta dissociati, occorra un tempo notevole perché gli aggregati
preesistenti si riformino, o, addirittura, che questi non si formino più; diventa allora
importante conoscere la storia reologica del materiale in esame.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 34
Dimitri Mosna - Studio del comportamento reologico degli amidi - 35
7. PIANO SPERIMENTALE
Scopo principale dello studio è determinare il comportamento di diverse tipologie di
amido in uso nella patinatura della carta durante la fase di cottura a batch. In secondo
luogo, sono state valutate le differenze di comportamento reologico tra due degli amidi
presi in esame dopo cottura.
Per le nostre misure abbiamo utilizzato uno reometro rotazionale prodotto da AntonPaar Physica, l’ MCR 301, con geometrie di misura specifiche per ognuno dei test
eseguiti:
• Curve di viscosità dell’amido in fase di cottura in funzione del tempo e della
temperatura, ottenute utilizzando la cella di cottura a termostatazione Peltier.
I tipi di amido presi in considerazione per il nostro studio, perché aventi caratteristiche
interessanti da confrontare tra loro, sono:
• fecola idrossipropilata a P.M. diversi.
• fecola ossidata.
• mais ossidato.
• destrine di Mais a P.M. diversi.
• amido nativo di mais modificato con l’enzima.
• Curve di flusso della salda d’amido a diversa concentrazione.
Prove effettuate con geometria di tipo cilindrico coassiale.
In questa fase sono stati presi in considerazione solamente salda d’amido di mais
ossidato e di fecola idrossipropilata, per il loro comportamento significativamente
diverso durante la cottura. Le curve di flusso tracciate hanno messo in evidenza
differenze significative nel comportamento reologico delle soluzioni esaminate.
7.1. CURVE DI COTTURA E VISCOSITA’ DELL’AMIDO IN
FUNZIONE DEL TEMPO E DELLA TEMPERATURA
Le prove effettuate sono state eseguite tutte seguendo la stessa procedura e utilizzando
lo stesso strumento, al fine di ottenere dei dati paragonabili tra loro.
• Preparazione dello slurry aggiungendo lentamente la polvere d'amido all'acqua
fredda in forte agitazione: la fase di dispersione ha avuto una durata di circa 15 minuti.
Si è deciso di tenere per tutti i test un valore di secco pari al 25%. Va ricordato che
sospensioni di amido aventi un secco superiore al 40-45% diventano difficilmente
pompabili e mescolabili.
• Immissione di circa 17cc di slurry nella cella di cottura.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 36
INIZIO DEL TEST:
• riscaldamento dello slurry a 50°C e fase di agitazione prima della rampa di cottura
(120s a 300rpm)
• rampa di cottura: da 50 a 95°C in 500s - gradiente termico 5.4°C/min - 160rpm.
• fase di dissoluzione: 20 minuti a 95°C - 160rpm.
• verifica del grado di cottura (soluzione diluita al 3% in acqua calda - 60°C) al
microscopio, trattando il campione con ioduro di potassio-iodio sublimato (KI-I2) per
la colorazione dell’amido.
7.2. CURVE DI FLUSSO:
Oggetto di studio sono le salde d’amido di mais ossidato e di fecola idrossipropilata.
I test reologici sono stati eseguiti a quattro diverse concentrazioni diluendo con acqua
calda le salde d’amido. Le concentrazioni esaminate sono:
• 25% di amido - 75% acqua
• 20% di amido - 80% acqua
• 15% di amido - 85% acqua
• 10% di amido - 90% acqua
I test sono stati eseguiti mantenendo la temperatura della soluzione attorno ai 40°C;
non è stato possibile effettuare le prove a T superiori, perché la geometria di misura è
aperta (atmosferica): aumentando la temperatura si rischierebbe l’evaporazione
dell’acqua falsando l’attendibilità dei dati raccolti.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 37
8. RISULTATI DEGLI STUDI EFFETTUATI
8.1. GRAFICI E COMMENTI RIGUARDANTI LA COTTURA
DI AMIDI DIVERSI
8.1.1. CONFRONTO CURVE DI COTTURA FECOLA
IDROSSIPROPILATA E MAIS OSSIDATO
• la viscosità iniziale dei due amidi dispersi è uguale: di conseguenza è possibile
ipotizzare che abbiano una frazione simile di molecole solubili a freddo (bassissimo
P.M.)
• la temperatura alla quale viene raggiunto il punto di gel nella fecola idrossipropilata è
di 66 °C, inferiore rispetto a quella necessaria per aprire i granuli di mais ossidato
(76 °C).
Dimitri Mosna - Studio del comportamento reologico degli amidi - 38
• il dispendio energetico necessario alla cottura della fecola esaminata è inferiore
rispetto alla dissoluzione dell’amido di mais: ne sono prova il più rapido
raggiungimento del punto di gel ed il minor valore di viscosità raggiunto al momento
di massimo rigonfiamento dei granuli.
• in entrambi i casi, si è osservato che già in fase di salita della rampa di temperatura
da 50 °C a 95°C avviene il rigonfiamento dei granuli con raggiungimento del punto di
gel, prima di raggiungere i 95°C, temperatura in cui si pensava avvenisse l’apertura del
granulo, è già in corso la dissoluzione dell’amido.
• la fecola idrossipropilata, in fase di cottura, si dimostra più stabile rispetto al mais
ossidato, infatti la curva finale della viscosità della prima risulta parallela all’asse x,
mentre il mais continua ad avere un lieve calo. Tutto ciò sta ad indicare che la fecola
idrossipropilata entra in soluzione più facilmente.
La viscosità finale della fecola idrossipropilata rispetto al mais ossidato è più bassa.
Il tempo della prova di 30 min. si dimostra eccessivo, perché già dopo circa 15 min.
dall’inizio della cottura, entrambi gli amidi sono già cotti ed entrati in soluzione.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 39
8.1.2. CONFRONTO CURVA DI COTTURA TRA DUE
DESTRINE DI MAIS UNA AD ALTO P.M. L’ALTRA A BASSO
P.M. (STESSO FORNITORE)
Considerazioni:
• la cottura è avvenuta a 100 °C: le modifiche chimiche che prendono luogo sulla
superficie dei granuli durante l’idrolisi acida per la destrinizzazione rendono più
difficile il rigonfiamento dei granuli; la cottura atmosferica delle destrine risulta molto
difficoltosa.
• la viscosità iniziale della destrina ad alto P.M. è inferiore rispetto alla destrina a
basso P.M., questo indica che la prima è meno solubile in acqua a freddo, per una
minore quantità di fini (particelle della destrina con bassissimo P.M.), perché ha subito
una minore lavorazione di idrolisi con cloro.
• la temperatura in cui viene raggiunto il punto di gel è uguale per entrambe le
destrine: 77 °C, così come il tempo di cottura, questo perché la natura chimica è la
stessa.
• la viscosità nel punto di gel ha valori diversi, infatti la destrina di mais ad alto P.M.
rispetto alla destrina di mais a basso P.M. ha un picco di viscosità molto superiore,
questo è spiegabile perché le catene polimeriche che la compongono sono più lunghe
rispetto a quelle della destrina a basso P.M.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 40
• le curve di viscosità di entrambe le destrine salgono con una certa inclinazione,
questo indica che i granuli si sono aperti in tempi diversi. Superato il punto di gel, le
curve di viscosità sono ampie, questo denota una certa difficoltà ad entrare in
soluzione dovuto a quanto detto prima ed a P.M. diversi dei granuli che compongono
le destrine. La causa di tutto è il processo produttivo, infatti l’idrolisi del mais avviene
in fase eterogenea, in altre parole, i granuli di mais durante il processo non vengono
lavorati tutti allo stesso modo; inoltre, la reazione di idrolisi interessa maggiormente le
aree periferiche dei granuli interessando in minor misura il cuore degli stessi.
• la viscosità finale della destrina a basso P.M. è inferiore rispetto al valore ottenuto
dalla destrina ad alto P.M. questo perché la prima ha catene polimeriche più corte.
• entrambe le destrine si dimostrano stabili quando sono in soluzione, indice che tutto
ciò che poteva sciogliersi si è sciolto: il controllo microscopico eseguito al termine
della cottura evidenzia tuttavia la presenza di numerosi granuli non cotti.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 41
8.1.3. CONFRONTO TRA DUE FECOLE IDROSSIPROPILATE
AD ALTO E A BASSO P.M. (STESSO FORNITORE)
Considerazioni:
• in generale, valgono considerazioni analoghe al precedente confronto.
• la viscosità iniziale della fecola idrossipropilata a basso P.M. è di poco superiore
rispetto alla fecola idrossipropilata ad alto P.M., questo indica che contiene una
maggiore quantità di particelle a P.M. bassissimo solubili in acqua a freddo.
• la salita della curva di viscosità prima del punto di gel è verticale, indice che tutti i
granuli si aprono contemporaneamente, questo vale per entrambe le fecole.
• il punto di gel della fecola idrossipropilata a basso P.M. è molto più basso rispetto al
valore raggiunto dalla fecola idrossipropilata ad alto P.M., ciò è spiegabile perché le
catene polimeriche della prima sono più corte.
• in entrambe le fecole superato il punto di gel, i granuli aperti entrano in soluzione
molto velocemente, lo si nota dalla curva molto stretta del grafico.
• entrambe le fecole raggiungono il punto di gel nello stesso tempo ed alla stessa
temperatura 67°C, questo perché la natura chimica è la stessa.
• la viscosità finale della fecola a basso P.M. è molto più bassa rispetto a quella ad alto
P.M.
• entrambe le fecole hanno una viscosità stabile dopo la cottura.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 42
8.1.4. CONFRONTO TRA DUE FECOLE IDROSSIPROPILATE
AD ALTO P.M. A CONCENTRAZIONI DIVERSE
(STESSO FORNITORE)
• le curve di cottura sono identiche, però il valore di viscosità raggiunto dalla fecola
idrossipropilata a concentrazione 25% è maggiore di quello ottenuto dalla fecola
idrossipropilata a concentrazione del 20% sia al punto di gel e al termine della cottura.
Questo perché i granuli durante la cottura si rigonfiano per poi aprirsi, in questa fase
tra loro si generano degli attriti che diminuiscono se la soluzione è più diluita, perché
sono fisicamente più distanti e quindi liberi di muoversi.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 43
8.1.5. CONFRONTO TRA FECOLA IDROSSIPROPILATA A
MEDIO P.M. E FECOLA OSSIDATA A BASSISSIMO P.M.
Considerazioni:
• la fecola ossidata a bassissimo P.M. presenta una viscosità iniziale più alta rispetto al
valore della fecola idrossipropilata, quindi è più solubile in acqua a freddo. Ciò è
dovuto alla presenza di una maggiore quantità di molecole a basso P.M. solubili in
acqua fredda.
• le curve di viscosità nella fase iniziale, prima di raggiungere il punto di gel, sono
diverse. Dal grafico si nota come la cottura della fecola idrossipropilata a medio P.M.
sia omogenea, infatti la curva di viscosità sale verticalmente, indice che tutti i granuli
si aprono contemporaneamente. Diverso è il comportamento della fecola ossidata a
bassissimo P.M., la cui curva di viscosità denota una forte inclinazione, indice che i
granuli si aprono in tempi diversi. Nel processo produttivo è inevitabile ottenere
differenti dimensioni dei granuli e diversi P.M., questo porta però ai problemi citati
prima.
• il punto di gel viene raggiunto dalla fecola ossidata a bassissimo P.M. ad un valore di
viscosità molto inferiore rispetto alla fecola idrossipropilata a medio P.M., il motivo è
da attribuirsi in primo luogo alle diverse lunghezze delle catene polimeriche e quindi
alla diversa natura chimica delle modifiche subite dai due prodotti analizzati.
• il punto di gel viene raggiunto a temperature di cottura differenti; la fecola ossidata
ha bisogno di una T 62 °C, mentre la fecola idrossipropilata necessita di una T pari a 7
Dimitri Mosna - Studio del comportamento reologico degli amidi - 44
°C. Ciò è chiaramente spiegabile, infatti le due fecole inizialmente uguali, hanno
subito lavorazioni che ne hanno alterato la natura chimica, rendendole differenti.
• la viscosità finale della fecola ossidata a bassissimo P.M. è, come prevedibile, molto
più bassa rispetto al valore raggiunto dalla fecola idrossipropilata a medio P.M., questo
perché la fecola ossidata considerata ha catene polimeriche di lunghezza inferiore
rispetto alla fecola idrossipropilata.
• entrambe le fecole alla fine della cottura presentano una viscosità finale stabile, lo si
vede perché la curva è parallela all’asse x, tutto ciò indica che il granulo di amido, una
volta aperto, è entrato completamente in soluzione. La caratteristica di avere una
viscosità finale stabile è tipica delle fecole.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 45
8.1.6. CONFRONTO AMIDO DI MAIS NATIVO E CON
ENZIMA
Premesse:
Gli amidi oggetto di studio sono i seguenti:
• Amido nativo senza enzima; è stata adottata una rampa di cottura dedicata, portando
la temperatura a 95 °C, questo si è reso necessario per poter realizzare una buona
cottura dell’amido nativo, altrimenti i granuli difficilmente si sarebbero aperti a T°
inferiori.
• Amido nativo con dosaggio consigliato di enzima, la temperatura di cottura è di 80
°C, perché ad una temperatura superiore, come quella in cui è avvenuta la cottura
dell’amido nativo, si disattiva l’enzima rendendolo inefficace.
• Amido nativo con dosaggio doppio rispetto a quello consigliato di enzima, la
temperatura di cottura è di 80 °C.
• Amido nativo con dosaggio triplo rispetto a quello consigliato di enzima; la
temperatura di cottura è nuovamente di 80 °C.
Considerazioni:
• la viscosità più alta al punto di gel è raggiunta dal mais nativo, con un valore
elevatissimo (30000 mPa·s), dovuto alle catene polimeriche molto lunghe.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 46
• la viscosità finale più alta viene raggiunta dall’amido nativo, che poi retrograda
velocemente una volta cotto.
• la viscosità più bassa raggiunta al punto di gel è quella dell’amido nativo con il triplo
della dose consigliata di enzima. Questo perché, aumentando la dose di enzima, si
riesce ad accorciare una quantità maggiore di catene polimeriche andando a rompere i
legami 1-4 già durante la fase di rigonfiamento dei granuli.
• il variare della concentrazione di enzima non influisce sul valore di viscosità iniziale
prima della cottura, perché la reazione di idrolisi enzimatica avviene in un range
definito di temperatura, nel momento in cui il granulo di amido inizia ad aprirsi.
• maggiore è la quantità di enzima dosato, più velocemente i granuli aperti entreranno
in soluzione come rappresentato nel grafico.
• la viscosità finale diminuisce con l’aumentare della concentrazione di enzima, a
parità di tempo infatti la quantità di legami 1-4 rotti è superiore.
• la curva di viscosità finale non è stabile perché l’enzima continua a rompere i legami
1-4, bisogna dunque intervenire disattivandolo, con il sistema a sbalzo termico
(>100 °C), o, come già visto, chimicamente, con sali come il solfato di zinco.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 47
8.1.7. MAIS NATIVO CON IL TRIPLO DOSAGGIO DI
ENZIMA RISPETTO A QUELLO CONSIGLIATO CON
RAMPE DI COTTURA DIVERSE
Premessa:
• amido nativo con dosaggio triplo rispetto a quello consigliato di enzima; la
temperatura di cottura è di 80 °C.
Considerazioni:
• rallentando la velocità di cottura, è possibile ridurre la viscosità raggiunta al punto di
gel, perché si dà più tempo ai granuli di aprirsi, evidenziando le differenze esistenti tra
questi: i granuli si aprono a temperature leggermente diverse, quindi in tempi
leggermente differenti; questo provoca una curva di viscosità più ampia, ma con un
valore massimo inferiore rispetto ad una rampa di cottura veloce.
• più la rampa di cottura è dolce, maggiore è il tempo impiegato dai granuli per aprirsi,
quindi la curva nel punto di gel è più ampia.
• la viscosità iniziale è ovviamente uguale perché l’amido cotto è lo stesso.
• la viscosità finale delle tre curve, a parità di tempo, è differente, in particolare, nella
cottura più dolce, l’amido di mais ha un valore di viscosità più alto, questo è spiegabile
perché il punto di gel è stato raggiunto in un tempo maggiore rispetto alle altre rampe
Dimitri Mosna - Studio del comportamento reologico degli amidi - 48
di cottura, di conseguenza gli enzimi hanno iniziato a lavorare dopo. Va tuttavia
sottolineato che rallentando la dissoluzione dei granuli, si dà luogo ad una forte
disomogeneità nei tempi di contatto tra enzima e molecole disciolte; questo comporta
un’indesiderata dilatazione nella distribuzione dei pesi molecolari ottenuti alla fine
della reazione enzimatica di idrolisi. Al contrario, a livello industriale, si ricercano in
genere soluzioni impiantistiche e metodi di cottura tali da limitare al più
l’ampliamento della curva di distribuzione dei P.M., al fine di ottimizzare potere
legante e proprietà reologiche dell’amido.
8.2. GRAFICI E COMMENTI RIGUARDANTI LE CURVE DI
FLUSSO DI DUE AMIDI DIVERSI:
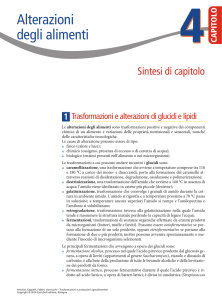
8.2.1. Curve di flusso della salda d’amido ossidato di mais a
concentrazioni diverse:
SALDA D'AMIDO DI MAIS OSSIDATO - CURVE DI FLUSSO
10
mais ox. 25%
mais ox. 20%
mais ox. 15%
mais ox. 10%
viscosità (Pa*s)
1
0,1
0,01
0,001
1
10
100
1000
10000
velocità di deformazione (s-1)
Le prove riguardanti le curve di flusso sono state ripetute a diverse concentrazioni
(25% - 20% - 15% - 10%) della salda d’amido, questo ci ha permesso di scoprire e
osservare i diversi comportamenti reologici della soluzione al variare della
concentrazione.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 49
Ricordo che, la salda d’amido di mais ossidato è stata diluita con acqua calda per raggiungere
le concentrazioni desiderate, inoltre la temperatura della soluzione nei test è di 40 °C. I
risultati dei test dimostrano che superata la concentrazione del 10%, la soluzione passa da un
comportamento tipicamente Newtoniano ad uno pseudo-plastico, via via più accentuato
quanto più alta è la concentrazione. Al di sotto del 10% la salda si comporta da fluido
Newtoniano, comportamento tipico delle soluzioni molto diluite e delle dispersioni a bassa
concentrazione, dove non esistono forti interazione tra le particelle disperse.
8.2. Curve di flusso salda d’amido di fecola idrossipropilata a
concentrazioni diverse:
SALDA D'AMIDO DI PATATA IDROSSIPROPILATO - CURVE DI FLUSSO
1
fecola idrossipropilata 25%
fecola idrossipropilata 20%
fecola idrossipropilata 15%
fecola idrossipropilata 10%
viscosità (Pa*s)
0,1
0,01
0,001
1
10
100
v elocità di deform azione (s
1000
10000
-1 )
Le prove riguardanti le curve di flusso sono state ripetute a diverse concentrazioni
(25% - 20% - 15% - 10%) della salda d’amido, questo ci ha permesso di scoprire e
osservare i diversi comportamenti reologici della soluzione al variare della
concentrazione della fecola idrossipropilata. La fecola analizzata dimostra anche in
questo test una maggiore stabilità rispetto all'amido di mais ossidato: anche a
concentrazioni prossime al 20%, la fecola mostra una curva di flusso riconducibile ai
fluidi Newtoniani.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 50
9. CONCLUSIONI
Da entrambi i test eseguiti sull’amido si possono estrapolare considerazioni
interessanti.
Per quanto riguarda il primo test in cui avviene la cottura dell’amido, la prima
considerazione è che due amidi provenienti dalla stessa pianta, ma che hanno subito
una diversa modifica chimica, si comportano in modo diverso durante la cottura.
Questo è spiegabile perché l’alterazione chimica subita dall’amido è così radicale che
si creano dalla stessa pianta di partenza due tipi diversi di amido.
La seconda considerazione riguarda l’importanza del peso molecolare, infatti
confrontando amidi modificati dello stesso tipo aventi però pesi molecolari differenti,
questi raggiungono il punto di gel nel medesimo tempo e temperatura, ma evidenziano
un valore di viscosità diverso. L’amido a peso molecolare più basso ha un valore di
viscosità inferiore sia al raggiungimento del punto di gel, sia al termine della cottura.
La terza considerazione ci fa capire che cuocendo lo stesso amido modificato variando
però la concentrazione si ha una forte variazione di viscosità. In particolare, l’amido
avente una concentrazione inferiore ha un valore di viscosità inferiore durante la
cottura, caratteristica comune a tutte le soluzioni polimeriche.
La quarta considerazione riguarda il rallentamento della rampa di cottura: si è visto
che rallentando la cottura, il punto di gel viene raggiunto ad un valore di viscosità
inferiore.
Il secondo test, relativo alle curve di flusso delle salde d’amido di mais ossidato e
fecola idrossipropilata, fa emergere chiaramente i diversi comportamenti reologici
delle due salde al variare della concentrazione.
Per quanto riguarda la salda d’amido di mais ossidato, i grafici dimostrano che alla
concentrazione del 10% il comportamento della soluzione è Newtoniano, cioè non
varia la viscosità all’aumentare della velocità di deformazione, tipico delle soluzioni
molto diluite. Superata la concentrazione del 10% il comportamento della soluzione
diventa pseudo-plastico, accentuandosi sempre di più all’aumentare della
concentrazione.
La salda d’amido di fecola idrossipropilata, alla concentrazione del 15% presenta
ancora un comportamento reologico Newtoniano, aumentando la concentrazione vi è
solamente una lieve tendenza ad un comportamento pseudo-plastico.
Dimitri Mosna - Studio del comportamento reologico degli amidi - 51
BIBLIOGRAFIA
• Materiale vario - (Cartiere del Garda S.p.A.)
• L’amido in patinatura - (Cargil Industrial Starches)
• I colleganti e le sostanze ausiliarie nella patinatura (LAMBERTI S.p.A.)
• Basi di Reologia (LAMBERTI S.p.A.)
• Reologia dei sistemi dispersi per la patinatura della carta (Ing. Mauro Ratto)
• Appunti di Tecnologia Cartaria (prof. Paolo Zaninelli).
Dimitri Mosna - Studio del comportamento reologico degli amidi - 52