Università Mediterranea di Reggio Calabria – Facoltà di Architettura
Corso di Formazione in Elementi di Edilizia - FEED
Corso di DISEGNO – Modulo 2
Prof. Franco Prampolini
Unità didattica n. 2.02
Lineamenti di
Teoria della Misura e degli Errori
Lineamenti di Teoria della
Misura e degli Errori
“Mi sia concesso iniziare con una affermazione che
può sembrare un paradosso: volendo parlare di errori
occorre essere molto precisi. Precisi e metodici
sopratutto nelle definizioni che costituiscono le
premesse indispensabili di ogni indagine e che in
particolare, trattando degli errori, costituiscono anche
gli elementi di paragone teoretici dei risultati pratici”.
M. Cunietti, Gli errori di misura (Conferenza tenuta l'11 aprile 1961)
Definizione: Lord Kelvin
“When you measure what you are
speaking about and express it in
numbers, you know something about it,
but when you cannot express it in
numbers your knowledge about is of a
meagre and unsatisfactory kind.”
“… quando potete misurare ed esprimere
in numeri ciò di cui state parlando, solo
allora sapete esprimere qualcosa di
esso; ma quando non vi è possibile
esprimere
numericamente
l’oggetto
della vostra indagine, allora la vostra
conoscenza è scarsa ed insoddisfacente.
…”
William Thomson (Lord Kelvin) (1824 - 1907)
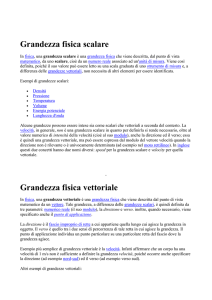
Le Grandezze
Abbiamo visto, nell’introduzione, che l’uomo tende a rappresentare
se stesso l’ambiente che lo ospita in molteplici atteggiamenti: parte
legati alla concettualità pura (fantasia) parte legati a più concrete
forme di interazione con l’ambiente stesso.
Ciò che l’uomo misura, indipendentemente dalla finalità della
misura stessa, è riconducibile a qualcosa che può essere
quantificato e che, in quanto tale, è suscettibile di misura.
Definiamo una Grandezza come una caratteristica che viene
riconosciuta come comune in singole concretizzazioni di Concetti
che nascono dall’osservazione della realtà.
Esempio: sollevando oggetti diversi ne riportiamo una differente
sensazione di sforzo; da questa osservazione nasce il concetto di
peso; il peso è una caratteristica che riconosciamo come comune
in oggetti diversi; il peso è una grandezza.
Classi di Grandezze
Bertrand Russell definisce una grandezza come … una coppia di
relazioni definibili, maggiore o minore; queste relazioni sono
simmetriche e transitive e sono incompatibili, nel senso che ogni
volta una è valida tra A e B e l’altra è valida tra B ed A.
I termini che sono suscettibili di queste relazioni sono grandezze.
Ogni grandezza ha una certa relazione particolare con qualche
concetto, che si esprime dicendo che essa è una grandezza di quel
concetto.
Due grandezze che hanno questa relazione con medesimo concetto
si dicono dello stesso genere; essere dello stesso genere è la
condizione necessaria e sufficiente per una relazione del tipo
‘Maggiore’ o ‘Minore’”.
Una classe di grandezze è l’insieme delle grandezze dello stesso genere.
La “Misura”: B. Russel
Esistono varie definizioni di Misura.
Bertrand Russell
La definizione data da Bertrand RUSSELL nel suo volume The
Principles of Mathematics è probabilmente ancora oggi la più
generale e intrinsecamente completa:
Dicesi misurazione di grandezze, nel senso più generale, qualsiasi metodo
con cui si stabilisca una correlazione univoca e reciproca tra tutte o tra alcune
grandezze di un determinato genere e tutti o alcuni numeri interi, razionali o
reali secondo il caso. In questo senso generale la misurazione richiede una
relazione uno-uno tra i numeri e le grandezze in questione, relazione che può
essere diretta o indiretta, importante o banale, secondo le circostanze.
La “Misura” - Definizioni 1
La misura è il procedimento che permette di ottenere la
descrizione quantitativa di una grandezza fisica.
Questo processo presuppone sempre:
• l’elaborazione di un modello descrittivo di ciò che si vuole
misurare, mediante la sua definizione e la formalizzazione di
relazioni fisico/geometriche tra la grandezza misurata e altre
grandezze;
• la formalizzazione di una scala di misura, che consenta di
conoscere una relazione d’ordine tra i diversi valori che il
misurando può assumere.
• L’oggetto che materializza la scala di misure e ne consente
l’impiego ai fini della misura, detto Strumento.
La “Misura” - Definizioni 2
MISURA: informazione costituita da un numero, un’incertezza
ed un’unita di misura, assegnata a rappresentare un
parametro in un determinato stato del sistema.
INCERTEZZA: intorno limitato del valore di un parametro,
corrispondente agli elementi della fascia di valore
assegnatagli come misura.
UNITA DI MISURA: termine di riferimento adottato, per
convenzione, per confrontare una grandezza con altre della
stessa specie.
Misure Dirette e Indirette
Le misure si classificano in DIRETTE e INDIRETTE.
Sia le une che le altre possono essere Condizionate.
Sono misure DIRETTE di una grandezza quelle che possono
eseguirsi sovrapponendo I'unita di misura alla grandezza da
misurare e leggendo direttamente il valore. Per esempio le misure
di una lunghezza effettuata mediante l'impiego di un cordella
metrica.
Sono misure INDIRETTE di una grandezza quelle che possono
essere ottenute attraverso relazioni analitiche, che legano tra loro
altre grandezze misurate direttamente.
Misure condizionate
Entrambe le precedenti tipologie di misure vengono poi
definite CONDIZIONATE, quando le grandezze che si
determinano debbono sottostare a delle condizioni note.
Ad esempio se si misurano gli angoli interni di un poligono
di n vertici, le misure effettuate dovranno soddisfare la
condizione αi n 2 π
Gli Strumenti
Ogni misura, come detto, necessita di uno Strumento. Ai fini della
presente esposizione saranno quindi approfondite le implicazioni
logiche dell’uso degli strumenti in quanto parte integrante del processo
di misura.
In questo senso lo strumento funziona essenzialmente come
materializzazione dell’unità di misura e dell’organo di confronto. È, in
quanto tale, la materializzazione di una grandezza della stessa classe
del misurando, ma, in qualche modo, è allo stesso tempo, al di fuori
dal contingente: per dirla con le parole di Roberto Masiero: una cosa
non può essere, allo stesso tempo, misura e misurata.
Gli Strumenti: portata e sensibilità
Sul piano pratico poi, innanzitutto, bisogna tener conto dell’intervallo
di funzionamento di uno strumento. Difatti ogni strumento è in grado
di fornire delle misure di una grandezza partendo da un valore minimo
detto soglia e fino ad un valore massimo che ne è la portata.
L’ampiezza di questo intervallo dipende dalle sue caratteristiche
costruttive e queste sono pure responsabili del fatto che al di fuori di
questi limiti la risposta dello strumento è in genere alterata in modo
che la corrispondenza tra questa e la grandezza da misurare non
offre più sufficienti garanzie di riproducibilità.
Si definisce pertanto sensibilità di uno strumento il minimo valore
della grandezza che si vuole misurare ancora apprezzabile dallo
strumento e l’indeterminazione che ne segue nella misura della
grandezza è detta errore di sensibilità.
Gli Strumenti: precisione
Si definisce precisione di uno strumento il rapporto tra la sensibilità
dello strumento e la massima quantità di grandezza che lo strumento
può misurare (portata). Una riga millimetrata lunga 1 metro ha una
precisione di 1 * 10-3; una bilancia che misura fino a 20 Kg con la
graduazione del grammo ha una precisione di 2 * 10-4.
La precisione è quindi ADIMENSIONALE.
Per il fatto di essere ADIMENSIONALE, la precisione ci permette di
confrontare l'accuratezza di misure di diverso tipo che intervengono
nella determinazione di una grandezza misurata indirettamente.
Si definisce inoltre come errore ( νi ) di una generica misura
ν i = X i – Xm
la differenza tra il valore Xi che corrisponde a quella misura e il
valore Xm che si avrebbe effettuando la misura in una situazione in
cui i parameri ambientali assumessero il loro valore medio.
Incertezza: W. Heisenberg
Werner Heisenberg
Tutti gli strumenti di misurazione sono costruiti dall’uomo e non hanno quindi
caratteristiche soprannaturali, possiamo affermare, con certezza, che non esiste
nessuno strumento in grado di effettuare una misurazione esatta (ammesso che
tale concetto sia in questo campo utilizzabile).
Ricordiamo il principio di indeterminazione di Heisenberg che afferma che “Non è
possibile conoscere simultaneamente posizione e quantità di moto di un dato
oggetto con precisione arbitraria”. In Fisica moderna, in altre parole, non ha senso
chiedersi qual è la traiettoria di una particella, ossia cercare di individuare con la
medesima precisione posizione e velocità del sistema, perché ciò è vietato dalla
stessa interazione con lo strumento di misura. Quando si effettua la misurazione di
una grandezza fisica, cioè, si produce un’interferenza sul sistema. Il solo atto della
misurazione produce una variazione dell’entità da misurare rendendola affetta da
errore in quanto non conforme al suo stato preesistente.
Non ha quindi senso parlare di un “valore vero” della misura, ma è opportuno
considerare il “valore istantaneo” della stessa.
Incertezza: B. Russell
Ancora una volta la definizione di incertezza che ci viene da B. Russell
è di particolare efficacia:
“Siamo portati a pensare che, per effettuare in pratica misure precise, sia
preferibile usare una sbarra d'acciaio piuttosto che un'anguilla viva. È uno
sbaglio; non perché l'anguilla ci dica quel che si presume la sbarra debba
dirci; bensì perché in realtà la sbarra non ci dice niente di più di quel che non
ci dica l'anguilla. Non è che le anguille siano rigide: è che in realtà le sbarre
d'acciaio si contorcono. A un osservatore che si trovasse in un determinato
stato di moto, l'anguilla apparirebbe rigida mentre la sbarra sembrerebbe
agitarsi esattamente come noi vediamo agitarsi l'anguilla. Per chiunque si
muovesse in modo diverso sia da noi sia da questo osservatore, tanto
l'anguilla quanto la sbarra apparirebbero in agitazione. E non è il caso di
affermare che un osservatore ha ragione e un altro ha torto. In faccende del
genere, quel che si vede non va riferito unicamente al processo fisico
osservato, ma anche al punto di vista dell'osservatore. Le misure delle
distanze e dei tempi non rivelano direttamente le proprietà delle cose
misurate, ma i rapporti tra le cose e il misuratore”.
(da L'ABC della Relatività)
Incertezza: Einstein
Non è facile adeguarsi a questo modo
di pensare e non sorprende che molti
fisici lo considerassero inaccettabile.
Tra gli oppositori di questa concezione
ci fu anche il più grande fisico del
Novecento, Albert Einstein (1879-1955):
Albert Einstein
e Niels Bohr
“Sembra difficile poter dare un’occhiata alle carte di Dio. Ma che Dio
giochi a dadi come la attuale teoria quantistica gli richiede, è un fatto
che non posso credere neppure per un solo momento.
Le teorie di Bohr mi interessano moltissimo, tuttavia non
vorrei essere costretto ad abbandonare la causalità stretta
senza difenderla più tenacemente di quanto abbia fatto
finora. Trovo assolutamente intollerabile l'idea che un
elettrone esposto a radiazione scelga di sua spontanea
volontà la direzione del salto. In questo caso preferirei fare
il croupier di casinò piuttosto che il fisico”.
Incertezza: Bohr Vs. Einstein
Questa famosissima frase di Einstein venne
pronunciata, tra l’altro, nel corso della 5a Solvay
Conference, tenuta nell’ottobre del 1927, che
aveva come tema “Neutroni e Fotoni” e dove i
fisici più famosi del mondo si riunirono per
discutere la “Teoria dei Quanti” da poco divulgata.
Le figure più rappresentative erano Einstein e Bohr che replicò ad
Einstein dicendo
“Einstein! Smetti di dire cosa Dio deve fare!”.
E ancora "Non solo Dio gioca a dadi, ma bara pure".
Ben 17 dei 29 partecipanti a questa conferenza divennero poi vincitori di
Premi Nobel.
Senza tuttavia scomodare la meccanica quantistica, che ci porta alle
radici stesse del problema, possiamo comunque ritenere che il processo
della misurazione, Attività eminentemente umana, come la definiva Carlo
Monti nel 1984 (Fondamenti di Rilevamento Generale, Utet), che consente
di correlare una grandezza ad un numero, avvenga in un sostanziale
ambito di incertezza anche nel “mondo reale”.
Incertezza: Ambiti 1
Possiamo individuare sostanzialmente quattro ambiti nei quali si
articola, sul piano fenomenologico, l’incertezza del processo di
misurazione:
1. Incertezza della grandezza oggetto da misurare: al di la, come
dicevamo, dei problemi indotti dalla meccanica quantistica, gli
oggetti reali possono mutare il loro stato in base alle condizioni
ambientali, ad esempio per la temperatura, o per l’umidità o, più
semplicemente, per l’usura o l’esposizione agli agenti
atmosferici. Ciò determina che la grandezza da misurare non si
presenta costante nel tempo.
2. Incertezza dello strumento che utilizziamo per la misura, il
quale può essere soggetto a varie imperfezioni costruttive,
rispetto alle sue caratteristiche geometriche, alla graduazione
che materializza l’unità di misura, ecc.
Incertezza: Ambiti 2
3. Incertezza metodologica: anche utilizzando il medesimo
strumento per misurare la medesima classe di grandezze è
possibile utilizzare tecniche e metodiche mensorie
sostanzialmente differenti che generano misurazioni affatto
diverse.
4. Incertezza nell’operatore: se la misura è atto eminentemente
umano (anche quando la misura viene effettuata in modo
automatico da macchine, la definizione delle condizioni
operative e la taratura del sistema è sempre riconducibile
all’attività dell’uomo) e il giudizio dell’operatore risulta
comunque determinante ai fini della precisazione del risultato
finale, è di piena evidenza come questa dipendenza crei di fatto
una situazione di aleatorietà.
Incertezza: Esiti
Il risultato di questa situazione è costituito, in ultima analisi, dal fatto
che se ripetiamo più volte la misura di una stessa grandezza il
numero che rappresenta la misura non sarà costante, ma varierà in
modo aleatorio all’interno di determinati limiti.
Una misura, quindi, è si presenta sempre come una variabile casuale
e può essere intesa come somma di un evento deterministico
(misurando) e di altri eventi sovrapposti (errori di misura/correzioni).
Per una stima corretta della misura e degli errori è necessario
applicare tecniche statistiche per il trattamento dei dati casuali e la
teoria della probabilità.
Definiamo ulteriormente la PRECISIONE come la capacità di
quantificare in modo rigoroso l’ambito di incertezza nel quale la
misurazione ha luogo.
Errori grossolani e sistematici
Gli errori, connaturati al processo di misura, si possono suddividere
in tre categorie fondamentali: grossolani, sistematici e accidentali.
Gli errori grossolani (outlier) sono gli sbagli, quelli dovuti a qualche
svista nell'eseguire le misure come, ad esempio, quelli di
trascrizione, o di cattiva lettura della scala. Tali errori non sono
temibili in quanto se si effettuino più misure di una grandezza si nota
subito se fra le misure concordanti ce n’è qualcuna che si discosta
notevolmente dalle altre.
Gli errori sistematici (bias) sono quelli dovuti all'impiego di uno
strumento o un metodo di misura che faccia sbagliare sempre nello
stesso senso. Tali errori hanno dunque segno costante e possono
influire anche gravemente sulle misure; in genere operando con
accuratezza possono essere individuati e valutati. Si possono quindi
correggere le misure o si possono usare gli strumenti con metodi che
consentano di eliminare tali errori.
Errori accidentali o casuali
Gli errori accidentali o casuali, sono errori dovuti a cause diverse,
indipendenti fra di loro, che possono agire sia in un senso che nel
senso opposto. Sono generalmente dovuti all’osservatore, agli effetti
dell’ambiente, agli strumenti, all’ora di osservazione, ecc. e possono
contenersi in limiti ristretti se si opera con attenzione e con le
necessarie cautele. Tali errori si presentano quindi nelle misure a
volte con un segno, a volte col segno opposto, e quasi sempre con
valori piuttosto piccoli.
Gli errori accidentali sono radicati, come si è visto, nel processo
stesso della misura e non possono mai essere evitati. Occorre però
valutarli per definirne l’entità e per minimizzarne gli effetti.
La teoria degli Errori 1
Lo studio di questi errori presuppone l’esecuzione di un numero
sufficientemente alto di misure, svolte tutte, per quanto possibile,
nelle medesime condizioni. Ottenuta la relativa distribuzione sarà
possibile valutarla con le metodiche proprie della statistica che
consentiranno di estrarre indici descrittivi dei valori e affidabilità delle
misure e degli strumenti.
La teoria degli errori che consideriamo riguarda specificamente gli
errori casuali di osservazione e si occupa di determinare i limiti entro
i quali devono essere contenuti gli errori per poter essere considerati
casuali, di calcolare il valore più probabile della grandezza e di
definire un giudizio sulla precisione delle misure eseguite.
La teoria degli Errori 2
La teoria degli errori di osservazione, trova applicazione quando si
effettuano numerose misure di una grandezza. I risultati sono tanto
più accettabili quanto maggiore è il numero delle determinazioni della
grandezza in esame.
Gli sviluppi di tale teoria consentono poi di ricavare, per i vari tipi di
misura, la precisione che ci si deve attendere nel determinarle e,
quindi, la tolleranza accettabile per ciascun tipo di operazioni.
In base alla diversa tipologia di errori possiamo poi definire le
caratteristiche proprie di uno strumento, due parametri fondamentali:
Precisione e Accuratezza. Vediamone una descrizione intuitiva col
classico esempio del tiro a bersaglio.
Precisione e Accuratezza
Accuratezza
m
Precisione
m
J
1
m
J
J
2
m
3
J
1 - preciso ed accurato
3 - impreciso ed accurato
4
2 - preciso ed inaccurato
4 - impreciso ed inaccurato
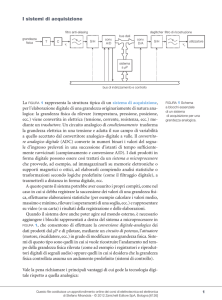
La misura come evento aleatorio
La misura quindi si presenta come un evento aleatorio, o, meglio,
il valore della misura (osservazione) si comporta come una
variabile statistica casuale monodimensionale.
Se si misura più volte la stessa grandezza si hanno risultati
diversi specialmente se le misure si fanno con alta precisione.
Per studiare quindi un processo di misura si parte con
l’estrazione di un campione statistico significativo della misura
stessa, eseguendo cioè più osservazioni e raccogliendo i valori
ottenuti, e si prosegue quindi nella graficizzazione del fenomeno
studiato costruendone l’istogramma.
Il Campione statistico
Principali parametri statistici del Campione:
a) Popolazione: l'insieme di ‘N’ individui che possiedono tutti una
stessa caratteristica che si presenta in quantità differenti;
b) Attributo: la caratteristica suddetta;
c) Valori argomentali: i differenti valori dell'attributo che possono
presentarsi negli individui della popolazione;
d) Frequenza assoluta: il numero degli individui che hanno lo
stesso valore argomentale;
e) Frequenza relativa: il rapporto tra la frequenza assoluta ed il
numero totale degli individui della popolazione.
I Valori misurati
Immaginiamo di aver misurato per 500 volte la lunghezza di
circa 1 metro e 80 cm (1800 mm) con uno strumento con la
sensibilità del millimetro. Contiamo quante volte un certo
valore compare nel campione e costruiamo la relativa tabella.
La distribuzione tipica sarà la seguente:
Lunghezza (mm)
Frequenza
Probabilità
1793
1
0,2%
1794
4
0,8%
1795
4
0,8%
1796
18
3,6%
1797
38
7,6%
1798
56
11,2%
1799
69
13,8%
1800
96
19,2%
1801
72
14,4%
1802
68
13,6%
1803
41
8,2%
1804
18
3,6%
1805
12
2,4%
1806
2
0,4%
1807
1
0,2%
L’Istogramma dei valori
Costruiamo ora l’istogramma dei dati, secondo la frequenza, ovvero
secondo la percentuale, con la quale ogni singolo valore si è presentato:
frequenza
120
100
96
80
60
40
69
72 68
1 4 4
frequenza
41
38
18
18 12
2 1
_1793
_1794
_1795
_1796
_1797
_1798
_1799
_1800
_1801
_1802
_1803
_1804
_1805
_1806
_1807
Percentuale
Valori
25,0%
20,0%
15,0%
Probabilità
10,0%
5,0%
Valori
_1807
_1806
_1805
_1804
_1803
_1802
_1801
_1800
_1799
_1798
_1797
_1796
_1795
_1794
0,0%
_1793
Percentuale
20
0
56
Intervalli e Frequenza
Si riportano sull’asse delle ascisse i valori, determinando
opportuni intervalli che tengono conto del valore massimo e
minimo ottenuti (di norma la scala dei valori tende a coincidere
con la sensibilità dello Strumento).
Sull’asse delle ordinate sarà riportata, anche in questo caso
con intervalli opportuni rapportati al numero delle osservazioni
fatte, la frequenza con la quale i valori, compresi nell’intervallo
prescelto, si sono presentati all’interno del campione (quante
volte è comparso un determinato valore), ovvero la
percentuale con la quale lo stesso evento si è verificato.
frequenza
120
100
96
80
60
40
72 68
1 4 4
frequenza
41
38
18
18 12
2 1
_1793
_1794
_1795
_1796
_1797
_1798
_1799
_1800
_1801
_1802
_1803
_1804
_1805
_1806
_1807
20
0
56
69
Valori
Il Postulato della Media
Questa distribuzione può essere descritta in prima battuta da
tre indici statistici di primo grado:
MODA: valore di massima frequenza (f = max)
MEDIA: X0 X1 X 2 ... Xn
n
MEDIANA: valore che divide in due la distribuzione
Il Postulato della Media afferma che, non potendo determinare,
il “valore vero” di una grandezza, si assume il valore Medio,
come il valore più attendibile, o verosimile, della grandezza
considerata.
Per un numero sufficientemente alto di valori i tre indici tendono a
coincidere.
Il valore “vero” della misura
Questa scelta lascia però aperto il campo ad una considerazione. Se
un osservatore esegue n misure di una grandezza e ne fa la media
ottiene un certo valore; se un altro osservatore ripete le misure n volte
ne ottiene con molta probabilità un altro. Quindi siamo ancora in
presenza di valori non univoci.
La risposta che dà la teoria della misura è questa: se si vuole che una
serie di misure dia un valore univoco indipendentemente da chi la
esegue, occorrerebbe fare infinite misure. In altre parole: per una
serie di infinite misure di una stessa grandezza, la media aritmetica
degli infiniti valori delle due serie di misure sarà uguale.
Il valore che si otterrebbe facendo infinite misure è quello che la teoria
della misura definisce “valore vero” della misura stessa.
La natura dell’”errore”
Poiché nessuno è in grado di fare infinite misure di una grandezza è
chiaro che il valore vero della misura non sarà mai noto.
L’operazione di misura ci porterà quindi a conoscere solo una stima
empirica del “valore vero”; in altre parole sia una generica misura di
una serie di n misure, sia la media aritmetica della serie di misure
sono delle stime empiriche della misura vera.
La media aritmetica viene assunta come valore più rappresentativo
della misura vera ricavabile dalla serie di misure fatte, perché essa
ha maggior probabilità di essere più vicina al valore vero di quella
che ha una qualsiasi generica misura della serie.
La differenza tra un generico valore di misura di una quantità di
grandezza e il “valore vero” si chiama errore.
Gli Scarti
La Media dei valori, nell’esempio che precede, è di 1800 mm (il
valore esatto sarebbe 1800,138, ma per le considerazioni esposte
più sopra per gli strumenti, non ha senso considerare valori inferiori
alla sensibilità strumentale). A questo punto possiamo riconsiderare
le misure che già abbiamo effettuato sotto una nuova luce.
Se il valore medio è il più verosimile, il “miglior valore possibile” per
la misura, allora possiamo considerare gli errori occasionali come
scostamenti da questo valore, e chiameremo “scarto” la differenza
fra la singola misura effettuata e la Media.
Attenzione!! I valori che coincidono con la media non sono i valori
“giusti” e gli altri quelli più o meno “sbagliati”: semplicemente, in
modo casuale, il loro scarto è uguale a 0.
La tabella precedente si presenterebbe dunque così:
La distribuzione degli scarti
Lunghezza (mm)
Frequenza
Scarto (dal valore medio di 1800 mm)
1793
1
-7
1794
4
-6
1795
4
-5
1796
18
-4
1797
38
-3
1798
56
-2
1799
69
-1
1800
96
0
1801
72
+1
1802
68
+2
1803
41
+3
1804
18
+4
1805
12
+5
1806
2
+6
1807
1
+7
Gli “scarti” sono qui indicati in millimetri come scostamento dal
valore medio. Si noti che la frequenza, ovviamente, non varia.
L’istogramma
degli scarti
L’istogramma assumerebbe, di conseguenza, l’aspetto che
segue. Se ne ricava che, ai fini pratici, studiare le misure o gli
scarti rispetto al valore medio porta ai medesimi risultati sul
piano quantitativo, ma risulta più chiaro al fine della definizione
della precisione del processo di misura.
frequenza
120
96
100
80
56
60
38
40
20
0
1
4
4
18
69
72 68
frequenza
41
18
12
2
1
-7 -6 -5 -4 -3 -2 -1 0 +1 +2 +3 +4 +5 +6 +7
Scarti
Caratteristiche degli errori
Da una prima analisi dei dati possiamo ricavare che
• gli errori positivi si presentano con uguale frequenza di quelli
negativi;
• gli errori piccoli sono più frequenti di quelli grandi (gli errori si
addensano intorno allo zero, cioè alla Media), ovvero, se si
considerano due intervalli di eguale ampiezza uno prossimo
allo zero e l'altro più discosto, nel primo cade un numero
maggiore di errori;
• gli errori sono compresi entro determinati limiti.
• l'istogramma è approssimativamente simmetrico rispetto al
valore medio delle misure effettuate.
frequenza
120
96
100
80
56
60
38
40
20
0
1
4
4
18
69
72 68
frequenza
41
18
12
2
1
-7 -6 -5 -4 -3 -2 -1 0 +1 +2 +3 +4 +5 +6 +7
Scarti
i Minimi Quadrati 1
Il valore più conveniente di una grandezza che si può ricavare dagli n
valori risultanti dalle misure può essere determinato anche in base a
criteri più rigorosi.
Sia m0 il valore che cerchiamo. Gli errori
commessi nelle n misure effettuate saranno quindi:
x1 - m0, x2 - m0, …, xn - m0
ovvero, dalla definizione di “scarto”: ν1 = x1 - m0
ν1, ν2, …, νn
Se accettiamo che un sistema di misure “migliore” quando gli errori
diventano sempre più piccoli, allora possiamo anche accettare che la
somma di tali errori debba pure essere la minore possibile. Ma se ci
limitiamo a sommare gli scarti non andiamo molto lontano.
Gli errori, come si è visto, sono equiprobabili rispetto al segno,
possono essere cioè in egual modo positivi o negativi. La proprietà
della Media è proprio quella di rendere nulla la somma degli
scostamenti del campione da quel valore. La somma degli scarti, in
altre parole, è sempre uguale a 0.
i Minimi Quadrati 2
Per poter analizzare il campione dobbiamo quindi valutare il
valore assoluto degli scarti, considerando i loro quadrati. Si può
accettare di scegliere fra tutti i valori che può assumere m0 come
più conveniente, quello per il quale la somma dei quadrati degli
errori risulta minima (Principio dei minimi quadrati).
n
2
ν
i min
i1
Consideriamo la funzione di m0
f(m0) = (x1 – m0)2 + (x2 – m0)2 + … + (xn – m0)2
E cerchiamo il valore che la minimizza.
i Minimi Quadrati 3
Sarà sufficiente eguagliare a 0 la derivata prima della funzione e
risolvere per m0:
2(x1 – m0) + 2(x2 – m0) + … + 2(xn – m0) = 0
cioè
m0
x1 x2 ...xn
n
Questo valore non può essere un massimo, per la funzione f(m),
in quanto una somma di quadrati é sempre crescente al crescere
(in valore assoluto) delle basi; quindi è il valore che rende minima
la somma dei quadrati degli errori.
Il Principio dei minimi quadrati porta a scegliere come valore più
conveniente di una grandezza la media aritmetica delle
determinazioni fatte della grandezza stessa.
Questo principio equivale al postulato della media e lo rafforza. Si
ha cioè: M = m0
La curva di Gauss 1
Aumentando il numero delle osservazioni e rendendo più piccolo
l’intervallo l’istogramma tenderebbe sempre di più a coincidere
con una curva. Tale operazione, per x tendente a 0, si chiama
“normalizzazione” dell’istogramma e genera una curva come
quella che segue, detta “Curva di Gauss” che esprime la legge
teorica di distribuzione della frequenza degli errori per un
sistema di misure. La curva descrive la cosiddetta “distribuzione
normale di una variabile casuale monodimensionale.
L’equazione della curva di Gauss: h è un
parametro che ha un valore per ciascun
sistema di misure e dal quale dipende la
forma della curva stessa.
La curva di Gauss 2
La “Gaussiana” è una curva a campana (scambia cioè concavità e
convessità in corrispondenza di due flessi che si trovano all’incirca ai 3/5
dell’altezza della curva), è simmetrica, rispetto al valor medio, e
asintotica rispetto all’asse delle ascisse.
La densità di probabilità gaussiana, (o normale), ha un ruolo
fondamentale in statistica, poiché i risultati di molti tipi di misure fisiche si
distribuiscono secondo questa funzione.
Abbiamo visto come la misura sia formata da due parametri
fondamentali: il valore numerico e la precisione ad esso associata. Per
la determinazione del valore numerico abbiamo definito due possibili
alternative risultate poi equivalenti. Vedremo ora come, attraverso la
curva di Gauss, sarà possibile quantificare rigorosamente questo
secondo parametro.
La Varianza
Per valutare la “qualità” della distribuzione delle misure utilizziamo
un indice statistico di secondo grado: la Varianza. Tale indice
descrive come i valori si distribuiscono attorno alla media e, per i
fini della presente trattazione, può essere identificato con l’”Errore
Quadratico Medio”, o “Deviazione Standard” e si indica per
convenzione con la lettera greca “σ”
h
2 h2 2
σ
xi e xi dx
π
2
da cui si dimostra che
1
σ
h 2
La curva di Gauss
L’errore quadratico medio é inversamente proporzionale alla
precisione, e un sistema é tanto migliore quanto più piccolo é il suo σ,
che è funzione del parametro h.
La curva di Gauss, allora, potrà essere definita essendo noti la Media e
la Deviazione Standard di un insieme di misure e assumerà un aspetto
diverso al variare di σ (in alcuni casi indicato anche con la lettera μ).
L’errore quadratico medio
Nella pratica, tuttavia, facciamo un numero finito di determinazioni
e quindi gli errori sono in numero finito. Se si pensa di dividere
l’intervallo in cui cadono in tanti intervalli di ampiezza Δx,
all’integrale si può sostituire una somma di un numero finito di
termini.
ni 2 x12 x 22 ... x n2
σ xi
n
n
2
Ovvero:
x12 x22 ... xn2
σ
n
L'errore quadratico medio di un sistema di misure, quindi, si può
calcolare molto facilmente tramite la radice quadrata della media
dei quadrati degli errori.
Lo Scarto quadratico medio
L’espressione ottenuta è però funzione degli “errori veri” che,
come si è detto, non si conoscono. Se il numero delle
determinazioni n è abbastanza grande, in pratica si usa un’altra
espressione, funzione degli scarti vi (errori apparenti):
Ovvero:
12 22 ...n2
n1
Applicando quest’ultima formula otteniamo quello che più
correttamente può essere definito scarto quadratico medio
(s.q.m.); tale valore sarà maggiore di quello dato dalla formula per
l’errore quadratico medio.
Gli errori apparenti sono infatti ottenuti come differenze fra i
risultati delle misure e il valore più conveniente, che é da
considerare un po’ differente dal valore vero. Per n abbastanza
grande, le due formule praticamente si equivalgono.
La curva di Gauss
La determinazione dello Scarto Quadratico Medio è molto importante
perché ci consente di analizzare la curva di Gauss in termini di
probabilità che un certo valore si presenti.
Con l’integrale della funzione di Gauss tra -σ e +σ otteniamo la
probabilità che uno scarto qualsiasi, sia compreso entro detti limiti.
Tale probabilità, indipendente da h, è sempre uguale a 0,683, ciò
significa che, qualsiasi sia la serie di osservazioni (caratterizzata dal
parametro h), la probabilità che uno scarto qualsiasi, preso ad arbitrio tra
quelli calcolati, cada nell’intervallo tra -σ e +σ è sempre del 68,3%.
Per meglio chiarire: al variare della serie di osservazioni l’intervallo ±σ
varierà, aumentando per serie meno precise e diminuendo per quelle
più precise, mentre il parametro h diminuirà per serie meno precise ed
aumenterà per serie più precise: si otterranno cioè curve a campana più
o meno schiacciate sull’asse delle ascisse, ma l’area sottesa dalla curva
e l’asse delle ascisse entro i limiti ± σ sarà sempre uguale a 0,683, fatta
uguiale ad 1 l’area totale sottesa dalla curva stessa.
La “Tolleranza”
Se proseguiamo l’analisi e calcoliamo successivamente l’integrale
della funzione di Gauss tra -2σ e +2σ otteniamo una probabilità pari
al 95,7%. e se andiamo a -3σ e +3σ arriviamo al 99,7%.
In pratica, su 1000 misure prese, almeno 997 presenteranno un
errore, cioè uno scostamento dalla media in valore assoluto, non
maggiore di 3σ. Questa può essere considerata la soglia che
distingue gli errori casuali da quelli grossolani e ci consente definire la
tolleranza (errore temibile) del nostro sistema di misure con il valore:
T 3σ
3
h 2
Analisi delle misure realizzate
La “deviazione standard” dell’esempio che stiamo analizzando
risulta di 2,3 mm. La misura della lunghezza che abbiamo
analizzato, quindi, risulta la seguente: 1800 ± 2,3 mm. La
“varianza campionaria” risulta pari a 5,25 mm. Lo “scostamento
massimo” del campione a 7 mm.
Associare ad una misura un e.q.m. può evidenziare due diverse
situazioni.
• Può essere che siano state eseguite un certo numero di misure e le
si siano trattate come è stato precedentemente descritto.
• Può però anche essere che si sia operato con uno strumento tale
da consentire di valutare l'e.q.m. delle misure di una quantità di
grandezza, anche se si è eseguita una sola misura.
Conclusioni 1
Se infatti operiamo diverse serie di misure sulla stessa quantità di
grandezza con uno stesso strumento e, in condizioni ambientali
medie, ne costruiamo le curve di distribuzione relative, se esse si
disperdono in un intervallo costante, possiamo dire che utilizzando
lo strumento in una situazione ambientale media, è noto lo scarto
quadratico medio della popolazione di misure.
Anche effettuando quindi un'unica misura saremo in grado di
indicarne a priori l'accuratezza teorica, semplicemente basandoci
sul valore dell'e.q.m. fornito per lo strumento dalla casa costruttrice,
quello che viene definito lo “scarto standard dello strumento”.
Conclusioni 2
Nei capitolati d'appalto per l’esecuzione di rilievi, in architettura come
in cartografia, vengono fissati dei limiti di precisione che devono
venire rispettati dalle Ditte che eseguono i lavori.
La precisione alla quale deve soddisfare il lavoro viene stabilita
assegnando l'e.q.m. (errore quadratico medio) con il quale devono
essere eseguite le misure, oppure assegnando un limite massimo
d'errore che non deve essere superato e che viene indicato con il
nome di tolleranza.
Che significa dire che una misura può essere affetta da un errore
massimo prefissato?
Conclusioni 3
Per chiarire questo punto, bisogna ricordare che per errore di una
misura si intende lo scostamento della misura dal valore M che è il
valore centrale dell'intervallo di dispersione delle misure.
Pertanto fissare una tolleranza significa fissare la massima quantità
in cui una misura può discostarsi dal valore M; in pratica significa
fissare l'ampiezza dell'intervallo di dispersione delle misure,
nell’entità che più sopra abbiamo definito come “Tolleranza”.
Se pertanto viene richiesto di determinare una quota di un punto con
la tolleranza di ±2 cm , questo significa che si dovrà operare con
strumenti e una metodologia tale per cui la popolazione di misure
possibili sia tutta contenuta entro un intervallo che va da -2 cm a +2
cm nell'intorno del valore M, che abbiamo definito come “miglior
valore possibile” della quota considerata.
Conclusioni 4
Ma, per ottenere questo risultato, le
operazioni dovranno essere effettuate con un
metodo che consenta il conseguimento di un
e.q.m. di un terzo di ± 2 cm.
Generalmente di un metodo di misura o di
uno strumento si considera l'e.q.m. a priori. Si
dice ad esempio: con questo teodolite si
possono misurare gli angoli con errore di ± 2",
intendendo con questo che si può “sbagliare”
nella misura k dell'angolo fino a 6".
Imporre l'e.q.m. significa imporre anche le
condizioni di accidentalità degli errori e della
loro distribuzione gaussiana.
Conclusioni 5
Sta a noi decidere se l’incertezza così definita è congruente con le
finalità per le quali abbiamo realizzato il rilievo oppure no. In altre
parole non ha significato parlare di precisione in senso assoluto, ma
questa va sempre considerata in funzione dell’utilizzo che è previsto
per i dati. Ricordiamo che la precisione costa cara.
Aggiungere un decimale dopo la virgola, in termini di valore
significativo, è questione generazionale. Se pensiamo alle stazioni
totali, la differenza di costo fra uno strumento al secondo
centesimale (0,0001 grad, un decimillesimo di grado centesimale) e
uno ai cinque secondi (0,0005 grad) può essere quasi di 2 a 1.
Conclusioni 6
Ricordiamo inoltre che quanto detto vale solo in condizioni ambientali
medie di laboratorio e perde di significatività quando si opera, come
accade al topografo, sulla realtà fisica dove risultano quanto mai
variabili le condizioni ambientali, cosicché l'e.q.m. caratteristico dello
strumento è da ritenersi solo indicativo, mentre il vero e.q.m. sarà
determinabile operando una serie di misure e trattandole in modo
rigoroso come indicato più sopra.
Agire rigorosamente nel campo del rilevamento generale,
indipendentemente cioè dallo specifico settore applicativo, significa
operare preliminarmente una specifica progettazione che tenga conto
degli effetti combinati dell’impiego di determinati metodi mensori e
determinati strumenti, al fine di poter determinare anticipatamente i
risultati del processo di misurazione.
Parafrasando una nota frase da un vecchio film …
misurare vuol dire … non dover mai dire ‘mi dispiace’.