1
Giornate Nazionali di Saldatura 8
1
Aumento di produttività e controllo
dell’apporto termico con procedimento
Hot Wire Tandem MIG®
Ing. Carmela Andrea Barone – Lincoln Electric – Genova
Abstract
Il “filo caldo” 'è spesso usato per aumentare il tasso di
deposito nel procedimento TIG automatizzato
(GTAW) o plasma (PAW). Il materiale d’apporto è
preriscaldato per resistenza (per questo è detto
“caldo”). Il preriscaldo del filo ne accelera la fusione
consentendo tassi di deposito circa 2 -3 volte
superiori ai processi standard.
®
Il processo Hot Wire Tandem MIG si basa su questo
concetto utilizzando un sistema GMAW come fonte di
calore primaria. Un secondo filo (tandem)
preriscaldato aumenta ulteriormente il tasso di
deposito rispetto ad un Tandem standard. L’avanzato
sistema di controllo della forma d'onda Waveform
Control Technology ™ Lincoln Electric consente il
controllo dei parametri estendendo significativamente
le potenzialità del processo, utilizzando forme d'onda
pulsate sincronizzate per garantire la stabilità della
saldatura ed elevati tassi di deposito (dell’ordine dei
10 - 18 kg / ora). La speciale routine Suppression Arc
®
permette ai generatori Power Wave di controllare il
processo senza interferire con l’arco. In questo
processo brevettato, l’arco si spegne in meno di 1 /
1.000 di secondo per mantenere il processo in corso
anche con impostazioni molto alte di preriscaldo del
filo.
2
Giornate Nazionali di Saldatura 8
2
Definizioni
Tandem: Un processo ad arco costituito da due fili elettricamente isolati diretti nello stesso bagno
di saldatura.
Tandem MIG®: Un processo tandem in cui entrambi i fili sono caricati elettricamente (Due fili / Due
archi). Questo processo è noto per il suo elevato tasso di deposito e / o l’elevata velocità di
saldatura.
Hot Wire Tandem MIG®: Procedimento tandem in cui solo il primo filo genera un arco elettrico, il
secondo filo è una “resistenza” riscaldata che alimenta, attraverso la propria fusione, il bagno di
saldatura. Il procedimento Hot Wire Tandem MIG® consente di ridurre l’apporto termico e di
controllare l’apporto di calore. Il processo presenta una elevata stabilità dell'arco con tassi elevati
di deposito e risultati esteticamente eccellenti grazie alla ridotta presenza di spruzzi.
Descrizione del Processo
Il termine “filo caldo” è usato per descrivere il sistema spesso usato per aumentare il tasso di
deposito nel procedimento TIG automatizzato (GTAW) o plasma (PAW). Il materiale d’apporto è
preriscaldato per resistenza (per questo viene detto “caldo”). Il preriscaldo del filo ne accelera la
fusione consentendo tassi di deposito circa 2 -3 volte superiori ai processi standard.
Il processo Hot Wire Tandem MIG® si basa su questo concetto utilizzando un sistema GMAW
come fonte di calore primaria. Un secondo filo preriscaldato va ad aumentare ulteriormente il tasso
di deposito rispetto ad un procedimento Tandem standard.
L’avanzato sistema di controllo della forma d'onda Waveform Control Technology™ Lincoln
consente il controllo dei parametri di saldatura estendendo significativamente le potenzialità del
processo, utilizzando forme d'onda pulsate sincronizzate per garantirne la stabilità ed elevati tassi
di deposito (dell’ordine dei 10 - 18 kg / ora). La speciale routine Suppression Arc permette ai
generatori Power Wave® di controllare il filo caldo senza interferire con l’arco spegne in meno di
1/1.000 di secondo per mantenere il processo in corso, anche con impostazioni molto alte di
preriscaldo del filo.
Forma d’onda
Primo filo (Filo Lead): La modalità standard Tandem MIG
Synchronized viene utilizzata per creare il bagno di
saldatura e stabilire un segnale di sincronizzazione per il
filo “trail” che segue.
Secondo Filo (Filo Trail): una speciale modalità pulsata
viene utilizzata per preriscaldare il secondo filo via via che
viene alimentato nel bagno di saldatura.
Lead: 300A
Trail: 280A
Giornate Nazionali di Saldatura 8
3
I parametri di corrente sono simili in ampiezza mentre la forma d’onda determina le condizioni di
bassa tensione / basso apporto termico.
Angolo tra le fasi (Phase Angle): uno sfasamento tra 0º e
360º che definisce la relazione tra la pulsazione del Lead e del
Trail.
Mentre il Tandem MIG Sincronizzato convenzionale opera
generalmente con uno sfasamento di 180 º per minimizzare
l’interazione tra gli archi, il processo Tandem MIG a filo caldo
opera con onde “in fase” consentendo al campo magnetico
del filo Lead di tirare l'arco nel bagno di saldatura. Questa
interazione contribuisce a stabilizzare l'arco evitando
interferenze con altre forze magnetiche, migliora il
trasferimento delle gocce dal filo Lead e riduce gli spruzzi.
Lead Arc
Trail Arc
Tandem MIG Sincronizzato
Lead Arc
Trail Hot Wire
Hot Wire Tandem MIG
Arc Suppression: una rutine brevettata, che spegne l’erogazione di corrente in meno di 1
millisecondo non appena venga rilevato un arco, consente ad un generatore standard (Power
Wave®) di gestire elevati preriscaldi del filo.
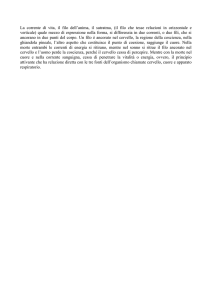
Foto 1
Foto 5
Foto 2
Foto 6
Foto 3
Foto 7
Foto 4
Foto 8
Foto 1: Funzionamento normale filo caldo
Foto 2: L'estremità del filo inizia a fondere e “strozzarsi”
Foto 3: Nel momento in cui si stacca la goccia si stabilisce un arco elettrico
Foto 4: La routine di soppressione spegne l'arco in meno di 1 millisecondo
Foto 5: Il filo (spento l’arco) avanza verso il bagno
Foto 6: Il filo tocca il bagno (ma senza spruzzi)
Foto 7: Il filo torna a contatto col bagno
Foto 8: Viene ripristinata l’alimentazione che riscalda il filo.
3
Giornate Nazionali di Saldatura 8
4
4
Panoramica sul procedimento e potenzialità:
Il processo Tandem MIG trova applicazione in tre categorie di applicazioni:
elevata velocità o elevato tasso di deposito (settore Heavy Fabbrication), dove normalmente si
suggerisce il processo Tandem MIG Sincronizzato tradizionale; ed applicazioni dove sia richiesto
un basso apporto termico, per cui il sistema Hot Wire Tandem MIG esprime al meglio le proprie
potenzialità.
Tandem MIG
Elevata velocità
Elevato tasso di deposito
Tandem MIG Sincronizzato tradizionale
Spessori < 6mm
Spessori > 6mm
Basso apporto termico
Hot Wire Tandem MIG
Riduzione apporto termico
dal 10% al 40%
Saldatura
Cladding
Parametri del Procedimento Hot Wire Tandem MIG
Lead arc:
Modalità Tandem MIG sincronizzato standard
Parametri di controllo:
• Velocità di avanzamento filo (WFS=Wire Feed Speed)
• Trim (o Tensione)
• Ultimarc.
Trail wire (Filo caldo)
Modalità Hot Wire Tandem
Parametri di controllo:
• Velocità di avanzamento filo (WFS=Wire Feed Speed)
• Tensione
• Hot Start
Ottimizzazione del rapporto tra le WFS del filo Lead ed il filo Trail per il controllo
dell’apporto termico: Il procedimento Hot Wire Tandem MIG® è una combinazione di due
processi: un procedimento ad arco più caldo ed un procedimento a filo caldo più freddo. L’apporto
termico totale è pari alla somma degli apporti termici dei due processi. L’apporto termico è regolato
dal rapporto tra le WFS dei due processi (ovvero dei due filli). Il processo è stato sviluppato con un
ampio range di rapporti WFSLead/WFSTrail. Quando è necessario un elevato apporto termico il
rapporto WFSLead/WFSTrail (un rapporto da 3:1 a 5:1 è considerato normale per saldatura mentre
per la placcatura si utilizza un rapporto più bilanciato o 1:1).
Ottimizzazione della tensione di riscaldamento: La tensione del filo trail (il filo “caldo”) ne
determina il riscaldamento per resistività. Il settaggio ottimale consente di riscaldare il filo fino a
fonderlo. Quando la tensione è troppo bassa il filo fonde in maniera impropria entrando nel bagno
non fuso e spingendo indietro la torcia.
Quando la tensione è impostata su un valore troppo alto il filo fonde prima di entrare nel bagno di
fusione determinando la formazione di archi voltaici. La routine Arc Suppression è in grado di
gestire fino a 2/4 archi per secondo senza problemi e, soprattutto, senza interrompere il processo
ma quando il numero di archi che si formano incidentalmente aumenta, il bagno di saldatura
diviene turbolento, l’arco Lead diventa instabile ed aumentano gli spruzzi.
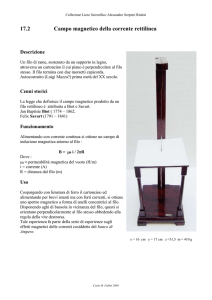
Il grafico a destra rappresenta il
18
riscaldamento del filo caldo (energia termica
espressa in kJ) e la frequenza di archi
16
(hertz) in rapporto alla tensione (V) (filo L56
14
diametro .052 @ 100ipm WFS). Entrambe
12
le curve, presentano un punto di transizione
Optimal Operation
10
comune in corrispondenza del quale il filo è
riscaldato al punto di fondere senza
8
presenza di archi elettrici. Altre cause
Wire Push Back
6
possono determinare un sovraExcessive Arcing and
4
riscaldamento del filo aumentando la
Lead Arc Instability
frequenza degli archi. Riscaldando meno il
2
filo entra nel bagno spingendo senza essere
0
fuso impuntandosi sul fondo (pushback).
2
2.2
2.4
2.6
2.8
3
3.2
3.4
Questi due effetti estremi definiscono la
Preset Voltage
finestra ottimale di tensione per una data
velocità di avanzamento, dimensione del filo, del cordone e del tipo di giunto.
In pratica c’è un campo di funzionamento ottimale, tipicamente l'intervallo è largo circa 0,5 volt e
l’operatore può facilmente verificare visivamente quando il opera in tale finestra. Con una tensione
troppo bassa la torcia viene spinta indietro quando il filo tocca il fondo del bagno, con una tensione
troppo alta si possono notare degli archi.
5
14
12
10
Distanza ottimale del filo dal pezzo CTWD (Contact Tip to Work Distance): Nel processo a filo
caldo il filo viene immerse in un bagno di metallo fuso, la distanza tra la torcia ed il bagno è
evidentemente fondamentale per questo motivo si raccomandano torce da 6- 8 mm.
Il processo Hot Wire Tandem MIG prevede stick out simili a quelli utilizzati nel procedimento to
Tandem MIG Sincronizzato tradizionale 16mm-25 mmin funzione del diametro del filo e del tasso
di deposito desiderato.
Stabilizzazione dell’arco attraverso la sfasatura (Phase Angle): il campo magnetico generato
dal filo caldo (forma d’onda pulsate) interagisce con quello del filo Lead producendo un
trascinamento dell’arco nel bagno. In alcuni casi questo effetto è addirittura visibile. Quando le due
forme d’onda sono impostate in-fase, (0 º phase angle) questa interazione tende a stabilizzare
l’arco, facilitare il trasferimento di goccioline, riduce gli spruzzi e le interazioni magnetiche.
Ottimizzazione della geometria del giunto usando una tecnica con oscillazione: l’ Hot Wire
Tandem MIG® è un processo “freddo”. Per cordoni larghi si raccomanda una tecnica ad oscillare
per distribuire il metallo fuso ed appiattire la superficie della saldatura. L’oscillazione migliora la
penetrazione sui bordi ma diminuisce quella alla radice. Questa tecnica è suggerita anche per la
placcatura.
Penetrazione alla radice: Come regola empirica la prenetrazione è determinate dal filo Lead,
quella laterale ed il profile del giunto sono determinate del filo Trail.
On-the-Fly Mode: Il filo Trail può essere convertito in filo caldo semplicemente cambiando le
modalità di saldatura in corsa. Possono essere addirittura essere fatti in corsa cambi di direzione
grazie a sistemi “flip flopping” che consentono di convertire il filo Lead in Trail e viceversa (e
rispettive modalità sui generatori), preferibilmente convertendo prima il trail in modo da non
perdere il segnale di sincronizzazione. NOTA: Generalmente il phase angle per il procedimento
tandem tradizionale è 180º mentre per l’Hot Wire Tandem MIG® è 0º.
8
6
4
2
0
3.6
Arc Frequency
Giornate Nazionali di Saldatura 8
Hot Wire Energy
5
Giornate Nazionali di Saldatura 8
6
1.
Sensori. Poichè la finestra di saldabilità in termini di tensione è molto ristretta (0,5Volts)
sono richiesti speciali sensori per un corretto controllo del processo.
2.
Heat Input. Per un accurate calcolo dell’apporto termico, dal momento che il
procedimento fa uso di onde pulsate, è disponibile lo strumento Lincoln Electric’s True Energy™
calculator.
3.
Diametro del filo: dal momento che l’Hot Wire Tandem MIG è un procedimento freddo
possono essere preferibili diametri di filo maggiori per aumentare l’apporto termico.
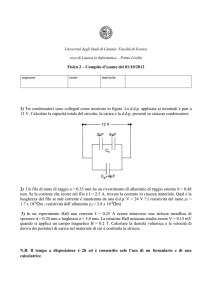
Esempi applicativi: Confronto a parità di tasso di deposito
Sono state eseguite 4 cordoni 8x8 a tasso di deposito costante (9,52 kg/h) per confrontare apporto
termico, penetrazione e profilo del cordone.
FILO SINGOLO
Filo diametro 1,3mm
GMAW Pulsato
90% Argon 10% CO2
WFS=15,24 m/min
Trim = 1.00
Travel Speed 0,53 cm/min
CTWD = 5/8”
380 amps
30.0 volts
Heat Input 1,28 kJ/mm
Il procedimento GMAW a filo
singolo produce una penetrazione
stretta e profonda ed un profilo
convesso.
TANDEM ARC
Filo Lead diametro 1,3mm
GMAW Pulsato
90% Argon 10% CO2
WFS 8,13 m/min
Trim = 0.90
Filo Trail diametro 1,3mm
Pulsato sincronizzato
90% Argon 10% CO2
WFS 7,11 m/min
Trim = 0.90
Filo Lead
248 amps
23.4 volts
Il Tandem MIG sincronizzato
standard produce un apporto
termico simile alla saldatura con
filo singolo ma il profilo del
cordone è molto differente.
La ridotta WFS del filo Lead
influisce sulla penentrazione
(ridotta rispetto al filo singolo) per
contro il secondo arco allarga il
bagno sulle pareti.
Questo campione sebbene
eseguito a bassi parametri è
esemplificativo delle peculiarità
del processo.
Usando un elevato rapporto (5:1),
l’apporto termico è molto simile a
quello ottenibile con filo singolo.
L’elevato valore di corrente del filo
Lead determina una maggiore
penetrazione che con il Tandem
standard. Il basso apporto termico
del trail aumenta il materiale
depositato ma non a sufficienza
da avere una bagnabilità
adeguata sulle pareti e cordone
spianato.
Filo Trail
244 amps
22.7 volts
Apporto termico totale
1,22 kJ/mm
180 º phase angle
HOT WIRE TANDEM
Rapporto WFS (5:1)
Filo Lead diametro 1,3mm
GMAW pulsato
90% Argon 10% CO2
WFS 12,7 m/min
Trim = 0.95
Filo Trail diametro 1,3mm
Hot Wire
90% Argon 10% CO2
WFS 2,54 m/min
V = 2.7v
0 º phase angle
HOT WIRE TANDEM
Rapporto WFS (1:1)
Filo Lead diametro 1,3mm
GMAW pulsato
90% Argon 10% CO2
WFS 7,62 m/min
Trim = 0.95
Filo Trail diametro 1,3mm
Pulsazione sincronizzata
90% Argon 10% CO2
WFS 7,62 m/min
V = 4.5v
0 º phase angle
Lead Wire
344 amps
28.2 volts
Trail Wire
152 amps
3.4 volts
Apporto termico totale
1,10 kJ/mm
Lead Wire
245 amps
24.3 volts
Trail Wire
273 amps
4.6 volts
Il Sistema Hot Wire Tandem
bilanciato determina un apporto
termico inferiore del 40% rispetto
al filo singolo. La penetrazione di
radice è simile al Tandem MIG e
la penetrazione sui lati più ampia
con cordone convesso.
Apporto termico totale
0,75 kJ/mm
Questi test sono stati condotti per confrontare i processi partendo da una condizione comune, in
questo caso il tasso di deposito, i parametri impiegati risultano tuttavia fuori dei normali campi di
utilizzo (troppo elevati per un filo singolo, troppo bassi per un Tandem).
6