Analisi di Fattibilità relativa a
Grandi pinze per saldatura per punti
Ditta TEWI S.r.l.
Via Giuseppe di Vittorio, 13/A -10024 Moncalieri – Torino
Responsabile
Prof. Aldo Canova
Dipartimento Ingegneria Elettrica
Politecnico di Torino
1
Indice
Introduzione........................................................................................... 3
1. Definizione delle specifiche di funzionamento ........................................ 4
2. Caratterizzazione sperimentale e mediante calcolo delle proprietà elettriche
delle diverse parti costituenti la pinza ........................................................ 8
2.1. Connessione alimentazione braccio ................................................ 8
2.1.1. Connessione rigida tra alimentazione e conduttore flessibile
superiore.......................................................................................... 9
2.1.2. Connessione flessibile superiore ..............................................10
2.1.3. Connessione rigida tra connessione flessibile e braccio pinza
superiore.........................................................................................11
2.2. Modello del corpo braccio pinza superiore.......................................13
2.3. Modello dell’elettrodo ..................................................................14
2.4. Braccio superiore completo ..........................................................15
2.5. Braccio inferiore completo ............................................................17
2.6. Pinza di saldatura completa ..........................................................19
2.6.1. Analisi SCS ...........................................................................19
2.6.2. Analisi LFS............................................................................20
3.
Caratterizzazione sperimentale e mediante calcolo delle grandezze
elettriche durante il funzionamento ..........................................................22
4. Bibliografia ......................................................................................28
2
Introduzione
In data 10 Aprile 2006 è stato condotto il Check up tecnologico presso la ditta TEWI S.r.l.
(Via Giuseppe di Vittorio, 13/A -10024 Moncalieri – Torino tel. 011 6813255, fax. 011
6813277, [email protected]). La ditta opera nella costruzione di pinze per la saldatura per punti,
largamente impiegata nel settore della produzione di manufatti in lamiera di svariati settori
merceologici (veicoli, mobili
e carcasse metalliche, componenti metallici per
l’impiantistica, ecc.).
Tra i temi di ricerca e sviluppo di interesse della società è emerso quello riguardante le
cosiddette Grandi Pinze ed in particolare una analisi di fattibilità di miglioramento delle loro
prestazioni elettrico energetiche. Si è quindi individuata una attività di tipo modellistico
sperimentale volta ad analizzare in modo dettagliato il comportamento elettrico ed
energetico delle diverse parti componenti della pinza. Su alcune parti, ove è possibile
effettuare delle misurazioni, il modello è stato validato mediante uno studio di tipo
sperimentale. La possibilità di disporre di un modello circuitale in cui sono identificati i
valori dei parametri elettrici delle diverse parti componenti la pinza consente di
raggiungere diversi obiettivi tra cui:
• analizzare il comportamento della pinza con diverse condizioni di alimentazione
• valutare il comportamento elettrico ed energetico delle diverse parti componenti la
pinza al fine di individuare quelli più critici
• migliorare la logica di controllo della corrente in fase di saldatura [1]
Facendo riferimento alla relazione di check up, lo studio di fattibilità si è incentrato sui tre
punti:
1. Definizione delle specifiche di funzionamento
2. Caratterizzazione sperimentale e mediante calcolo delle proprietà elettriche delle
diverse parti costituenti la pinza
3. Caratterizzazione sperimentale e mediante calcolo delle grandezze elettriche
durante il funzionamento
3
1. Definizione delle specifiche di funzionamento
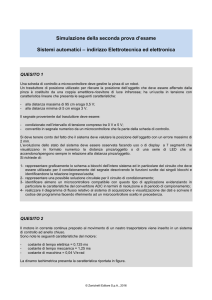
Le modalità di funzionamento di una pinza per saldatura a resistenza si
differenziano principalmente nella tipologia del sistema di alimentazione: in
corrente alternata (AC) ed in media frequenza - corrente continua (MFDC).
La tecnologia AC è precedente rispetto alla MFDC e tipicamente è del tipo
monofase (AC sigle phase). In circuito di alimentazione, mostrato in fig. 1,
presenta un generatore AC generalmente a 50 Hz che alimenta un
trasformatore elevatore di corrente attraverso una coppia di diodi controllati
SCR. Tali diodi hanno lo scopo di regolare il valore efficace della corrente,
attraverso la regolazione del loro duty cycle, e quindi la potenza di saldatura. Il
circuito primario è inoltre completato dalla resistenza e dalla induttanza
equivalenti del generatore di alimentazione e del trasformatore (di cui quelli
del trasformatore R1 ed L1 sono prevalenti). Al secondario del trasformatore
sono invece riportati i parametri circuitali del secondario del trasformatore (L2
ed R2), del corpo pinza (Rg ed Lg) e dell’elettrodo+pezzo sotto saldature (rw).
Fig. 1. Schema equivalente di una pinza alimentata in AC single phase
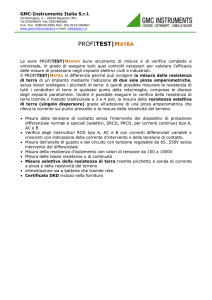
Tale resistenza risulta essere composta da diverse sottoresistenze come
riportato in fig. 2. Particolare interesse assume la sottoresistenza relativa alle
superfici di contatto ed al nocciolo di saldatura. L’andamento nel tempo di tale
sottoresistenza durante la fase di saldatura risulta qualitativamente descritto
nel grafico di fig. 3. Come si può osservare essa è funzione dell’istante in
quanto dipende dalla resistenza di contatto e dalla temperatura che variano
durante la saldatura a causa delle variazioni della caratteristica meccaniche ed
elettriche del materiale sotto saldatura. L’andamento della corrente nel
primario e nel secondario del trasformatore (a valle dei diodi SCR: corrente di
saldatura) è del tipo indicato un fig. 4.
4
Fig. 2. Resistenza elettrodo + pezzo sotto saldatura
Fig. 3. Andamento qualitativo della resistenza nella zona compresa tra gli elettrodi
Fig. 4. Andamento qualitativo della corrente nel secondario del trasformatore con
alimentazione AC
5
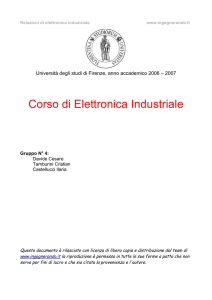
Nel caso della tecnologia MFDC il circuito si modifica principalmente nella parte
a monte del trasformatore (fig. 5). Da un punto di vista circuitale occorre
tenere conto dei parametri dell’inverter. In questo caso è l’inverter che effettua
la regolazione mentre i diodi posti a secondario non sono di tipo controllato. La
possibilità di disporre facilmente di inverter di tipo trifase ha reso la tecnica
MFDC maggiormente diffusa nella configurazione con alimentazione trifase. La
forma d’onda della corrente di saldatura presenta qualitativamente un
andamento come in fig. 6.
Fig. 5. Schema equivalente di una pinza alimentata in MFDC
Fig. 6. Andamento qualitativo della corrente nel secondario del trasformatore con
alimentazione MFDC
Il confronto tra le due tecnologie è ad oggi oggetto di studio e vi sono alcuni
lavori scientifici che propongono metodologie di analisi di tipo teorico e
sperimentale. In base a risultati bibliografici la tecnica MFDC, a parità di
prestazioni sulla saldatura, risulta avere un comportamento energetico migliore
[2].
In entrambe i sistemi di saldatura risulta particolarmente critico il rendimento
complessivo (inteso come rapporto tra la potenza elettrica utile alla saldatura
ossia trasformata in effetto Joule e la potenza elettrica all’ingresso del primario
del trasformatore) che si aggira nell’intorno del 20-30%. I componenti che
intervengono ad abbassare il rendimento sono le resistenze del trasformatore,
dei diodi e del corpo pinza nel caso della tecnologia AC con l’aggiunta
dell’inverter nella tecnologia MFDC. Occorre osservare però osservare che in
6
AC la presenza delle induttanze riduce il fattore di potenza con conseguente
incremento delle perdite.
Il miglioramento delle prestazioni energetiche richiede dunque una valutazione
delle perdite Joule e quindi delle resistenze delle diverse parti componenti il
circuito di alimentazione ed equivalente della pinza. Mentre i parametri
circuitali del trasformatore, dei diodi e dell’inverter sono in genere noti o
deducibili da dati di targa degli stessi (od anche misurabili), risultano in genere
non noti i valori della resistenza del corpo pinza e delle sue sottoparti. Da una
analisi preliminare è stato valutato che il corpo pinza incide per circa il 50%
della potenza utile di saldatura.
7
2. Caratterizzazione sperimentale e mediante calcolo delle proprietà
elettriche delle diverse parti costituenti la pinza
In questa sezione si vogliono analizzare separatamente le diverse parti
costituenti il corpo pinza al fine di valutare quelle più critiche dal punto di vista
delle perdite Joule e della caduta di tensione. I parametri circuitali essenziali
per il calcolo di tali grandezze sono la resistenza e l’induttanza. Tali parametri
sono funzione della frequenza nel caso di pinze funzionanti in AC (occorre cioè
tenere conto dell’effetto pelle nel calcolo di campo) e possono essere calcolati
in condizioni DC per il modello della pinza in funzionamento MFDC.
La pinza è stata suddivisa in una parte superiore ed una inferiore, ciascuna
delle quali è a sua volta costituita da tre parti principali:
a. connessione alimentazione braccio
b. corpo braccio
c. elettrodo di saldatura
Di ogni singola parte è stato effettuato uno studio di campo in corrente
stazionario in cui viene imposta la corrente o la differenza di potenziale ai suoi
capi (Static Current Solver SCS). La formulazione SCS consente di determinare
la resistenza elettrica delle singole parti a frequenza zero.
Utilizzando uno studio di campo accoppiato elettrico e magnetico in bassa
frequenza (Low Frequency Solver LFS) è possibile determinare oltre alla
resistenza anche l’induttanza alle diverse frequenze. Inoltre attraverso la
formulazione LFS è possibile determinare i campi magnetici esterni alla pinza
ossia di tipo ambientale prodotti dalla pinza durante il suo funzionamento.
La determinazione della resistenza dei singoli elementi è stata inoltre validata
attraverso delle analisi di campo effettuate sul complesso del braccio superiore,
inferiore e sulla pinza completa.
2.1. Connessione alimentazione braccio
La connessione tra il trasformatore di alimentazione ed il braccio della pinza è
realizzata mediante tre conduttori in rame di cui due rigidi ed uno flessibile
(fig. 7). Il materiale con cui sono realizzate le singole parti è rame (cond.= 56
MS/m temperatura 20 °C).
8
Conduttore
rigido
Conduttore
flessibile
Conduttore
rigido
Fig. 7. Particolare del collegamento tra trasformatore di alimentazione e braccio pinza
I risultati presentati in seguito si riferiscono a studi di campo di tipo SCS. E’
importante osservare che la posizione e la forma degli elettrodi di
alimentazione delle diverse parti condizionano il valore della resistenza
calcolata come accade nella realtà; si è quindi cercato di alimentare le diverse
parti tenendo conto delle reali condizioni di iniezione della corrente all’interno
del conduttore.
2.1.1. Connessione rigida tra alimentazione e conduttore flessibile superiore
Il conduttore in esame connette un morsetto di uscita del trasformatore di
alimentazione con il conduttore flessibile che consente l’apertura del braccio
pinza.
Fig. 8. Particolare del collegamento tra trasformatore di alimentazione e conduttore flessibile
Come si può osservare dalla fig. 8, in cui è riportato il modello virtuale della
connessione in esame, i terminali (di colore grigio) risultano essere le parti con
cui tale connessione si interfaccia con gli altri componenti elettrici. A tali
terminali viene applicato un diverso potenziale, come riportato in fig. 9, che fa
circolare all’interno del componente una certa corrente. Il rapporto tra la
differenza di potenziale imposta e la corrente fornisce il valore della resistenza
del componente.
9
Fig. 9. Visualizzazione del potenziale applicato ai terminali del conduttore
Un esempio della distribuzione del potenziale e della densità di corrente
all’interno del conduttore è riportato in fig. 10. Si ricorda che il campo di
corrente è di tipo stazionario e quindi non sono presenti fenomeni legati a
campi variabili come l’effetto pelle che producono distribuzioni disuniformi della
corrente all’interno del conduttore.
Fig. 10. Distribuzione del potenziale elettrico e della densità di corrente all’interno del
conduttore rigido
Il calcolo di campo porta a determinare una resistenza elettrica pari a:
R=4.12 µΩ
2.1.2. Connessione flessibile superiore
L’apertura della pinza può essere effettuata grazie ad una connessione
flessibile costituita da un pacco lamellare (fig. 11). Tale componente risulta
particolarmente critico sia per le sollecitazioni elettrodinamiche a cui sono
sottoposte le diverse lamine durante il funzionamento della pinza sia per la
distribuzione della corrente tra diverse lamine che deve essere il più uniforme
possibile. Il valore dei parametri circuitali del conduttore flessibile è
10
leggermente influenzato (in particolare per l’induttanza) dalla sua apertura. Nel
presente studio vengono riportati i risultati ottenuti nel caso di connessione in
configurazione chiusa (fig. 12).
Fig. 11. Connessione flessibile e visualizzazione del potenziale applicato ai terminali
Fig. 12. Distribuzione del potenziale elettrico e della densità di corrente all’interno della
connessione flessibile
Il calcolo di campo porta a determinare una resistenza elettrica pari a:
R=5.34 µΩ
2.1.3. Connessione rigida tra connessione flessibile e braccio pinza superiore
Tale parte connette la connessione flessibile al braccio pinza. Lo studio
effettuato è del tutto simile ai casi precedenti. In fig. 13 è riportato lo schema
del modello virtuale con la rappresentazione dei terminali a cui viene applicata
la differenza di potenziale per il calcolo della resistenza.
11
Fig. 13. Conduttore rigido di connessione tra il conduttore flessibile ed il braccio pinza e
visualizzazione del potenziale applicato ai terminali
In fig. 14 è riportato l’andamento del potenziale elettrico e della densità di
correnti. In particolare è possibile osservare come la presenza di canalizzazioni
per la circolazione del fluido di raffreddamento portino ad una riduzione della
sezione di passaggio della corrente e quindi ad un incremento evidente della
sua densità.
Fig. 14. Distribuzione del potenziale elettrico e della densità di corrente all’interno del
conduttore rigido di connessione tra il conduttore flessibile ed il braccio pinza
Il calcolo di campo porta a determinare una resistenza elettrica pari a:
R=2.31 µΩ
12
2.2. Modello del corpo braccio pinza superiore
I bracci pinza rappresentano due componenti importanti che definiscono le
principali dimensioni della pinza. Il loro dimensionamento deve consentire di
portare le correnti di saldatura necessarie e di sopportare gli sforzi
elettrodinamici che si esercitano durante la saldatura. Il materiale con cui è
realizzato il braccio pinza è l’alluminio (cond.= 35 MS/m temperatura 20 °C).
Il calcolo di campo è stato effettuato considerando gli elettrodi reali
(conduttore rigido ed elettrodo) come mostrato in fig. 15.
Fig. 15. Braccio pinza e visualizzazione del potenziale applicato ai terminali
In fig. 16 e 17 è riportato l’andamento del potenziale elettrico e della densità di
correnti. E’ interessante rilevare che la densità di corrente riporta valori elevati
in corrispondenza dell’interfaccia tra braccio pinza ed elettrodo.
Fig. 16. Distribuzione del potenziale elettrico all’interno del braccio pinza
13
Fig. 17. Distribuzione della densità di corrente all’interno del braccio pinza
Il calcolo di campo porta ad una resistenza elettrica pari a:
R=4.15 µΩ
2.3. Modello dell’elettrodo
L’elemento terminale del braccio pinza preposto alla saldatura è costituito da
tre sottoelementi che sono stati considerati in questa analisi come un unico
componente. I due terminali utilizzati per il calcolo della resistenza sono il
braccio pinza ed un terminale posto a contatto con la punta dell’elettrodo (fig.
18). Il materiale di tale parte è rame (cond. 56 MS/m temperatura 20 °C).
Terminali
Fig. 18. Modello dell’elettrodo e visualizzazione del potenziale applicato ai terminali
14
In fig. 19 e 20 è riportato l’andamento del potenziale elettrico e della densità di
correnti. E’ interessante rilevare che la densità di corrente riporta valori
particolarmente elevati in corrispondenza della punta dell’elettrodo.
Fig. 19. Distribuzione del potenziale elettrico all’interno dell’elettrodo
Fig. 20. Distribuzione della densità di corrente elettrica all’interno dell’elettrodo
Il calcolo di campo porta ad una resistenza elettrica pari a:
R=12.27 µΩ
2.4. Braccio superiore completo
La scelta dei terminali per il calcolo delle resistenze delle diverse parti che
compongono il braccio superiore della pinza è stato verificato anche attraverso
il calcolo della resistenza complessiva di tutto il braccio superiore ottenuto
15
considerando un unico modello. In questo caso i due terminali vengono ad
essere la connessione verso il trasformatore di alimentazione e la punta
dell’elettrodo (fig. 21).
Terminali
Fig. 21. Modello del braccio pinza superiore con indicazione dei terminali
In fig. 22 è possibile osservare l’andamento del potenziale lungo tutto il braccio
pinza. Il risultato grafico conferma, come già ottenuto dal calcolo delle singole
resistenze, come la maggiore caduta di tensione si realizza nelle connessioni
tra trasformatore e corpo del braccio pinza e in corrispondenza dell’elettrodo. Il
corpo principale del braccio pinza risulta abbastanza equipotenziale come
osservabile dalla leggera variazione del colore associata al potenziale.
Fig. 22. Distribuzione del potenziale elettrico sul braccio pinza superiore
16
La densità di corrente riportata in fig. 23 mostra come le concentrazioni
maggiori si abbiano in prossimità delle connessioni e dell’elettrodo. Tale analisi
mostra come il corpo principale del braccio pinza sia sostanzialmente scarico
dal punto di vista elettrico rispetto alle altre parti come le connessioni.
Fig. 23. Distribuzione della densità di corrente elettrica all’interno del braccio pinza superiore
Il calcolo della resistenza complessiva del braccio superiore della pinza risulta:
R=28.9 µΩ
2.5. Braccio inferiore completo
Le analisi condotte per il braccio pinza superiore sono state ripetute per il
braccio inferiore. Il modello ed i risultati ottenuti sono mostrati in fig. 24, 25 e
26.
Fig. 24. Modello del braccio pinza inferiore con indicazione dei terminali
17
Fig. 25. Distribuzione del potenziale elettrico sul braccio pinza inferiore
Fig. 26. Distribuzione della densità di corrente elettrica all’interno del braccio pinza inferiore
Valgono le stesse relazioni qualitative fatte per il braccio superiore. Il valore
della resistenza elettrica risulta essere pari a :
R=31.7 µΩ
18
2.6. Pinza di saldatura completa
2.6.1. Analisi SCS
Una ulteriore verifica della validità del calcolo dei parametri circuitali può
essere effettuata attraverso il calcolo della resistenza in DC della pinza
completa considerando gli effettivi terminali del trasformatore di alimentazione
(fig. 27).
Fig. 27. Modello dell’intera pinza
Le fig. 28 e 29 mostrano l’andamento del potenziale e della distribuzione della
densità di corrente.
Fig. 28. Distribuzione del potenziale elettrico sull’intera pinza
19
Fig. 29. Distribuzione della densità di corrente elettrica all’interno dell’intera pinza
Le precedenti analisi hanno portato a determinare le resistenze delle singole
parti e di alcuni sottoinsiemi che sono sintetizzati in Tab. 1.
Tab. 1. Resistenze delle diverse sottoparti e complessive
Componente
Connessione rigida sup. (trafo- cond. fless)
Connessione flessibile sup.
Connessione rigida sup. (cond. fless. – corpo braccio)
Corpo principale braccio pinza
Elettrodo
Braccio pinza superiore
Braccio pinza inferiore
Pinza completa
R [µΩ] (*)
4.12
5.34
2.31
4.15
12.27
28.9
31.7
60.7
(*) le conducibilità si riferiscono alle temperatura di 20°C.
Dalla tabella è possibile verificare che la resistenza complessiva del braccio
pinza superiore risulta essere pari alla somma delle resistenze dei singole
sottoparti e la resistenza complessiva della pinza risulta essere la somma delle
resistenze dei due bracci.
2.6.2. Analisi LFS
La determinazione dell’induttanza richiede la soluzione di un problema di
campo elettromagnetico in condizioni di regime quasistazionario. Avendo
verificato precedentemente che lo studio del modello completo porta
20
correttamente alla somma dei termini delle singole sottoparti, la valutazione
dell’induttanza viene condotta sulla pinza completa.
Il modello del corpo pinza viene alimentato con una corrente sinusoidale di cui
è possibile impostare la frequenza. I materiali che compongono la pinza hanno
comportamento magnetico lineare (essendo materiali conduttori hanno
comportamento amagnetico) ed il calcolo dell’induttanza risulta quindi
indipendente dall’intensità della corrente. Per quanto riguarda la frequenza, la
possibilità di effettuare lo studio del campo anche a frequenza molto bassa (es.
1 Hz) consente di determinare il valore dell’induttanza nelle condizioni DC
(ossia quando l’effetto pelle è nullo). I valori di tali parametri risultano essere
pari a:
R=59.9 µΩ
L=1.79 µΗ
Come si può osservare la resistenza complessiva è ancora di circa 60 µΩ:
µΩ:
piccole differenze numeriche sono legate al fatto le due resistenze sono state
determinate con due differenti solutori (SCS e LFS).
Le simulazioni condotte a 50 Hz consentono di determinare i parametri
tenendo conto dell’effetto pelle:
R=86.7 µΩ
L=1.73 µΗ
Si può osservare che l’effetto pelle è prevalente nel caso della resistenza.
21
3. Caratterizzazione sperimentale e mediante calcolo delle grandezze
elettriche durante il funzionamento
La caratterizzazione sperimentale dell’intera pinza non è risultata possibile a
causa della sua indisponibilità. E’ stato però possibile effettuare una
validazione su di una sottoparte che permette di poter affermare la correttezza
del metodo modellistico proposto. La sottoparte analizzata è il collegamento
flessibile della connessione tra trasformatore e corpo pinza principale (fig. 30).
Pacco lamellare
Terminali
Fig. 30. Connessione flessibile
Il modello si riferisce allo studio del connettore nella configurazione chiusa. In
questo caso la lamellazione della connessione flessibile può essere trascurata
ed il componente analizzato come fosse un nucleo massiccio.
In fig. 31 è riportato un disegno del modello del componente in posizione
chiusa in cui sono visibili i fori in cui vengono connessi i morsetti di
alimentazione.
Fig. 31. Modello della connessione flessibile in posizione chiusa
22
Viene iniettata una corrente pari ad 1A e viene calcolata la distribuzione delle
correnti all’interno della connessione flessibile tenendo conto della reale
conducibilità e dell’effetto pelle alle diverse frequenze. Il codice di calcolo
permette di determinare la potenza dissipata per effetto Joule e la caduta di
tensione ai morsetti, da cui è possibile determinare i parametri circuitali:
resistenza ed induttanza, al variare della frequenza di alimentazione. I valori
così ottenuti possono essere confrontati con le prove sperimentali.
Fig. 32. Andamento della densità di corrente all’interno della connessione flessibile alla
frequenza di 20Hz
Fig. 33. Distribuzione della densità di corrente in una sezione trasversale al centro della
connessione flessibile alla frequenza di 20Hz
23
Fig. 34. Andamento della densità di corrente all’interno della connessione flessibile alla
frequenza di 300Hz
Fig. 35. Distribuzione della densità di corrente in una sezione trasversale al centro della
connessione flessibile alla frequenza di 300Hz
I risultati grafici ottenuti mettono in evidenza come al variare della frequenza
l’effetto pelle sia trascurabile a 20 Hz (figg. 32 e 33) mentre a 300 Hz (figg. 34
e 35) sia decisamente rilevante. In tab. 3 e 4 sono messi a confronto i valori di
resistenza, induttanza ed impedenza determinati con il modello e misurati alla
frequenza di 20 e 300 Hz rispettivamente. I campioni reali con cui sono stati
fatti i confronti si differenziano in base alla modalità con cui sono stati
realizzati i terminali: in tutti e tre i campioni (tab. 2) i terminali risultavano
comunque equipotenziali e quindi vicini al modello.
24
Tab. 2. Tipologie dei campioni di connessione flessibile
Campione 1
Estremi rivettati e stagnati a caldo
Campione 2
Lamierini argentati ed estremi rivettati
Campione 3
Estremi pressosaldati
Occorre osservare che non essendo possibile nelle misure in frequenza
effettuare la misura della potenza (essendo di valore molto piccolo rispetto alla
portata dei wattmetri disponibili) ma solo della tensione e quindi
dell’impedenza, il confronto tra i valori misurati e quelli calcolati è stato
effettuato assumendo a 20 Hz la resistenza misurata in corrente continua
mentre a 300 Hz si è limitato il confronto alla sola impedenza.
Tab. 3. parametri calcolati e misurati alla frequenza di 20 Hz
calcolati
Mis. A
Mis. B
Mis. E
R [µΩ]
5.9
5.1 (*)
6.4 (*)
6.6 (*)
L [µH]
0.17
0.19
0.20
0.17
Z [µΩ]
22.5
24.3
25.7
21.8
(*) il valore della resistenza è inteso quello misurato con alimentazione DC.
Tab. ??: parametri calcolati e misurati alla frequenza di 300 Hz
calcolati
Mis. A
Mis. B
Mis. E
R [µΩ]
16.7
-
-
-
L [µH]
0.16
-
-
-
Z [µΩ]
307
250
320
216
Dai risultati ottenuti si evince come il modello permetta di:
1. valutare in modo sufficientemente accurato la resistenza e quindi la
dissipazione termica;
2. valutare in modo accurato l’induttanza che gioca il ruolo prevalente nella
caduta di tensione alle frequenze più alte;
3. consentire sia per nuove connessioni sia per le altre parti della pinza la
valutazione di parametri senza effettuare misurazioni le quali risultano
complesse a causa dei valori estremamente piccoli di resistenza ed
impedenza.
25
La simulazione in condizioni di funzionamento a 50 Hz permette di valutare,
oltre ai valori dei parametri circuitali, la distribuzione di alcune grandezze locali
di interesse come la densità di corrente nelle diverse sezioni della pinza e la
distribuzione del campo magnetico ambientale.
A titolo di esempio in fig. 36 è riportato l’andamento del campo di induzione
magnetica nell’intorno della pinza.
Fig. 36. Distribuzione dell’induzione magnetica nello spazio circostante la pinza (I=1A).
Di maggiore interesse quantitativo sono gli andamenti del campo magnetico
sui diversi piani come mostrato in fig. 37, 38 e 39. Gli andamenti si riferiscono
alla corrente di 1A e possono essere riferiti a correnti diverse mediante una
semplice scalarizzazione della mappa colorata essendo il problema di campo
lineare.
Fig. 37. Distribuzione dell’induzione magnetica nel piano X-Z (I=1A).
26
Fig. 38. Distribuzione dell’induzione magnetica nel piano X-Y (I=1A).
Fig. 39. Distribuzione dell’induzione magnetica nel piano Z-Y (I=1A).
Altrettanto interessanti sia dal punto di vista qualitativo che quantitativo sono
le distribuzioni della densità di corrente nelle diverse parti della pinza. A titolo
di esempio sono riportate in fig. 40 le distribuzioni associate a tre sezioni
trasversali: connessioni, corpo principale braccio ed elettrodo.
Tali andamenti si riferiscono alla corrente di 1A ed alla frequenza di 50 Hz e
possono, grazie alla linearità del problema di campo, essere riferiti a correnti
diverse mediante una semplice scolarizzazione della mappa colorata.
27
Fig. 40. Distribuzione della densità di corrente nelle diverse sezioni trasversali della pinza alla
frequenza di 50 Hz (I=1A).
4. Bibliografia
[1] Siva Dhandapani, Michael Bridges and Elijah Kannatey-Asibu, Jr. “Nonlinear
Electrical Modeling for the Resistance Spot Welding Process” Proceedings of the
American Control Conference, San Diego, California - June 1999, pp.182-186
[2] Wei Li at all, “Energy consumption in AC e MFDC resistance spot welding”
Sheet metal Welding Conference, May 11-14, 2004
28