Guida alle
paste
saldanti
La scelta della pasta saldante corretta
Da molti anni Nordson EFD crea nuove formule, produce e
distribuisce paste saldanti SolderPlus® per dosatura, paste saldanti
SolderPlus® per serigrafia e paste flussanti FluxPlus™ a una clientela
sparsa in tutto il mondo.
Le paste Nordson sono fabbricate in conformità ai più rigidi
standard di qualità e garantiscono ai clienti un'eccezionale
omogeneità tra un lotto e l'altro e una notevole efficienza.
Le formule con cui sono realizzate le paste saldanti Nordson EFD
SolderPlus® sono specifiche per la dosatura e garantiscono un
rendimento ineguagliabile. Assieme alle soluzioni per dosatura
Nordson EFD, assicurano una resa eccezionale.
Questo documento illustra i concetti fondamentali delle paste
saldanti. Numerose sono le scelte possibili per le formule delle paste
saldanti, ma le paste saldanti Nordson EFD per applicazioni
generiche soddisfano i requisiti della maggior parte degli usi.
Per requisiti particolari, Nordson EFD propone una vasta gamma di
formule specialistiche. Per scoprire la pasta saldante più adatta alla
vostra applicazione, rivolgetevi a un rappresentante specializzato
Nordson EFD per ottenere un consulto gratuito.
2
3
1. La scelta della lega
Le caratteristiche delle leghe devono essere attentamente valutate per determinare la lega più adatta
a soddisfare tutti i requisiti del prodotto.
Nella scelta di una lega saldante, quattro sono le considerazioni più
importanti: contenuto di piombo, temperatura di fusione, dimensione
delle particelle di polvere della lega e resistenza delle giunzioni.
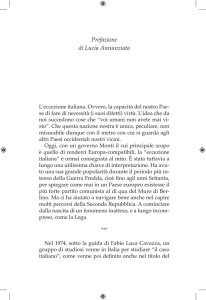
Il contenuto di piombo, la temperatura di fusione e la resistenza in
genere vengono valutati contemporaneamente. Il grafico delle leghe
(Figura 1) contiene dati statistici su fusione e resistenza e la
composizione di 18 tipiche leghe saldanti.
A temperature inferiori al "solidus", la lega è totalmente solida. A
temperature superiori al "liquidus", la lega è totalmente liquida. A
temperature intermedie, la lega assume uno stato plastico, né
totalmente solido né totalmente liquido, con resistenza prossima allo
zero. Per una bagnatura ottimale, occorre una temperatura di picco di
almeno 15 °C superiore al liquidus. Se un giunto da saldare deve
rimanere fisicamente integro durante un'operazione successiva, ad
esempio un secondo processo di rifusione, la temperatura di picco
dell'operazione successiva deve essere inferiore a quella del solidus
della prima lega.
I valori di resistenza alla trazione della lega saldante indicati sono validi
a 25 °C a una determinata velocità di deformazione per un particolare
invecchiamento del campione di lega. La resistenza alla trazione si
riduce all'aumento della temperatura. In prossimità del solidus, la
resistenza alla trazione si avvicina allo zero.
Quando si utilizzano i valori della resistenza per effettuare una scelta,
tali valori costituiscono un utile termine di confronto per determinare se
una lega è migliore di un'altra. A questi va aggiunto un fattore 2 o
superiore come margine di sicurezza per la variabilità della giunzione e
per compensare eventuali imprecisioni nel valore della resistenza alla
trazione riportato. Occorre, inoltre, tenere presente che le leghe con
solidus maggiore sono più resistenti ad elevate temperature. Esempio:
A 210 °C la lega Sn95 Ag5, il cui solidus è 221 °C, è più debole della
lega Sn5 Pb95, il cui solidus è 308 °C, anche se la resistenza alla
trazione della lega Sn95 Ag5 a 25 °C è maggiore.
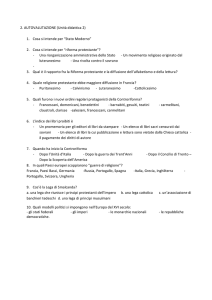
Una volta scelta la lega, l'elemento successivo da valutare è la
dimensione delle particelle. Il grafico delle dimensioni delle polveri
(Figura 2) confronta le dimensioni delle particelle con i tipici requisiti di
dosatura e stampaggio. Le dimensioni indicate per forme ad ala di
gabbiano, circolari e quadrate e le dimensioni dei punti di dosatura
rappresentano il valore minimo consigliato per le polveri. Se il valore è
più piccolo, per l'applicazione deve essere utilizzata una polvere con la
successiva dimensione più piccola.
L'uso di polveri troppo grosse implica difficoltà di dosatura e
stampaggio, che possono comprometterne la qualità. L'uso di polveri
più sottili implica costi superiori.
4
Grafico delle dimensioni delle polveri
Grafico delle leghe
Lega:
Sn42 Bi57.6
Ag0.4
Solidus
(°C)
Resistenza
Liquidus
alla trazione
(°C)
(psi
137
Sn42 Bi58
139
138
4641
8000
Sn43 Pb43 Bi14
144
163
6120
Sn62 Pb36 Ag2
179
189
6700
Sn63 Pb37
183
183
191
6200
Sn96.5 Ag3.0
Cu0.5
217
219
8900
221
8900
Sn95 Ag5
221
245
10100
Sn100
MP
232
1800
Sn99.3 Cu0.7
4
4
Ala di
Apertura
Dimensioni gabbiano
quadrata/
Dimensioni
delle polveri Distanza di circolare
Tipo
(mm)/
(micron) separazione
(mm)
(pollici)
Diametro
punti di
dosatura
(mm)/
(pollici)
II
45-75
0.65 / 0.025 0.65 / 0.025 0.80 / 0.030
III
25-45
0.50 / 0.020 0.50 / 0.020 0.50 / 0.020
4
IV
20-38
0.30 / 0.012 0.30 / 0.012 0.30 / 0.012
4
V
15-25
0.20 / 0.008 0.15 / 0.006 0.25 / 0.010
4
VI
5-15
0.10 / 0.004 0.05 / 0.002 0.10 / 0.004
4
Figura 2
6700
Sn60 Pb40
Sn96.3 Ag3.7
Senza
piombo
227
n/a
Sn95 Sb5
232
240
5900
Sn89 Sb10.5
Cu0.5
242
262
12000
Sn90 Sb10
250
257
n/a
Sn10 Pb88 Ag2
268
290
4900
Sn10 Pb90
275
302
4600
Sn5 Pb92.5
Ag2.5
287
296
4210
Sn5 Pb95
308
312
4190
4
4
4
4
Figura 1
5
2. Scelta del tipo di flussante
È necessario identificare i tipi di flussante che rappresentano scelte valide. Questo processo viene
effettuato per eliminazione, scartando i flussanti con caratteristiche inadatte.
Sia le specifiche che gli usi industriali hanno contribuito alle attuali
convenzioni di denominazione dei flussanti. La convenzione in
questo settore comprende cinque categorie basilari di flussanti tra
cui scegliere: R, RMA, RA, NC e WS. Il riepilogo seguente spiega
l'impatto delle specifiche sulle categorie.
Esistono quattro categorie di flussante tra cui scegliere, come
definito dalla specifica militare QQ-S-571E:
•
•
•
•
R (Rosin, cioè colofonia)
Colofonia o RMA (Resin Mildly Activated)
Colofonia o RA (Resin Activated)
Non colofonia o non resina, che in genere nel settore sono
denominate WS (Water Soluble, cioè idrosolubili).
Ogni categoria di flussante è disponibile in vari livelli di attività; i
limiti di ogni tipo sono definiti da risultati di appositi test.
Anche l'IPC ha un sistema di classificazione dei flussanti. Il sistema
utilizza quattro caratteri per descrivere il flussante, come indicato
nello standard J-STD-004. Questi quattro caratteri descrivono il
prodotto considerando il tipo di materiale (ad es. colofonia e
inorganico), con un'approssimazione del livello di attività e del
contenuto di alogenuri. Esempio: una pasta saldante colofonica
senza alogenuri con bassa attività è classificata ROL0. RO sta per
Rosin (colofonia), la L (Low) indica una bassa attività e il numero 0
indica l'assenza di alogenuri rilevabili.
Tipo di flussante:
• RO:
• OR:
Rosin (colofonia)
Idrosolubile
Livello di attività:
• Basso (Low):
• Medio:
• Alto (High):
L
M
H
Alogenuri rilevabili
• No:
0
• Sì:
1
Lo standard dell'IPC, inoltre, ha aggiunto la categoria di flussante
NC (No Clean). Questa nuova categoria di flussante è definita dal
residuo non appiccicoso e dalla conformità al test SIR (Surface
Insulation Resistance), che valuta la resistenza all'isolamento
superficiale a 1 x 108 Ω.
Ognuna delle cinque categorie di flussante può essere descritta
brevemente denotandone l'attività, le qualità fisiche dei residui e i
metodi di pulizia utilizzabili per rimuovere il flussante.
Il flussante R (Rosin o colofonia) è costituito da colofonia e
solvente. La colofonia ha un'attività molto bassa ed è adatta solo
per superfici pulite e facilmente saldabili. La classificazione IPC
generalmente è ROL0. Il residuo R è duro, non corrosivo, non
conduttivo e può essere lasciato su molti prodotti assemblati. Il
residuo può essere rimosso con un solvente adeguato.
Il flussante NC (No Clean) è costituito da colofonia, solvente e una
piccola quantità di attivatore. Il flussante NC generalmente presenta
un'attività da bassa a moderata ed è adatto a superfici facilmente
saldabili. La classificazione IPC generalmente è ROL0 o ROL1.
6
Il residuo di flussante NC è pulito, duro, non corrosivo, non
conduttivo, ed è progettato per poterlo lasciare in molti tipi di
prodotti assemblati. Il residuo può essere rimosso con un solvente
adeguato. Alcuni flussanti NC sono più difficili da rimuovere
rispetto ai flussanti RMA.
Il flussante RMA (Rosin Mildly Activated) è costituito da colofonia,
solvente e una piccola quantità di attivatore. Il flussante RMA
generalmente presenta un’attività piuttosto bassa ed è
particolarmente adatto a superfici facilmente saldabili. La
classificazione IPC generalmente è ROL0, ROL1, ROM0 o ROM1. Il
residuo di flussante RMA è pulito e morbido. Per lo più non è
corrosivo e non conduttivo. I requisiti di pulizia si basano
sull'attività del flussante e sul prodotto su cui è utilizzato. Molti
flussanti RMA superano il test SIR come flussanti NC. Il residuo
può essere rimosso con un solvente adeguato.
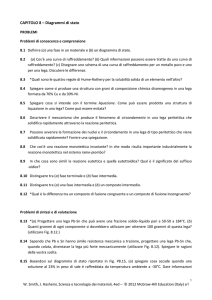
Matrice della saldabilità
Finitura
Aluminio
Rame al berillio
Ottone
Bronzo
Cadmio
Cromo
Il flussante RA (Rosin Activated) è costituito da colofonia, solvente
e attivatori aggressivi. Il flussante RA ha un'attività simile o più
elevata del flussante RMA per superfici moderatamente o
notevolmente ossidate. La classificazione IPC generalmente è
ROM0, ROM1, ROH0 o ROH1. Il residuo del flussante RA è
considerato corrosivo. I prodotti sensibili alla corrosione o
all'eventualità di conduzione elettrica attraverso il residuo devono
essere puliti immediatamente dopo l'assemblaggio. Il residuo può
essere rimosso con un solvente adeguato.
Rame
Il flussante WS (Water Soluble o idrosolubile) è costituito da acidi
organici, tissotropo e solvente. Il flussante WS presenta un'attività
estremamente variabile, dall'assenza totale di attività a un'attività
molto elevata per la saldatura delle superfici più difficili, ad esempio
l'acciaio inox. Data l'estrema variabilità dell'attività del flussante
WS, occorre valutare attentamente le specifiche del prodotto per
evitare rischi di corrosione e conduttività elettrica. La
classificazione IPC normalmente comincia con OR (organico). I
livelli di attività sono L, M, H e il contenuto di alogenuri è 0 o 1. Per
definizione, il residuo può essere rimosso con acqua.
Monel
Acciaio galvanizzato
Oro
Il grafico comparativo dei flussanti illustra graficamente il tipico
intervallo di attività di ogni categoria di flussante e gli intervalli di
attività rapportati tra loro. Si noti che i livelli di attività si
sovrappongono nei vari gruppi di flussante.
Magnesio
WS
NC
6
4
6
4
4
4
4
6
4
6
4
%
%
4
4
6
4
6
6
6
4
Acciaio dolce
Nichelcromo
Nichel
Ferro al nichel / Alloy42
Argento al nichel
Palladio
Platino
Solder Plated
Acciaio inox
Stagno
Titanio non saldabile
Zinco
RA
s
Kovar
Argento
Grafico comparativo dei flussanti
RMA
s
4
4
4
4
4
6
4
6
4
non saldabile
4
s
s
s
non saldabile
6
4
4
4
4
4
4
4
6
4
s
s
6
6
4
4
6
4
6
4
6
6
4
6
6
6
6
6
4
4
4
6
4
6
6
6
6
6
% %
%
%
4
s
4
4
Attività
elevata
WS
4
4
6
s
6
4
s
4
4
4
4
4
6
4
non saldabile
s
s
6
s
4
4
4
4
6
4
%
6
6
4
4 consigliato s superfici bagnate pulite
6 non consigliato % specifica della lega
Legenda:
La matrice della saldabilità mostra la compatibilità dei vari tipi di
flussante con i metalli comuni. Per l'ottone, il bronzo e l'acciaio inox
esiste una sufficiente varietà di composti in lega, per cui occorre
verificare attentamente il tipo di flussante da utilizzare.
7
3. Caratteristiche particolari dei flussanti
Nella scelta di una pasta è opportuno valutare determinati requisiti, ad esempio la difficile saldabilità
delle superfici, le condizioni di rapida rifusione, i metodi di pulizia e il riempimento dei vuoti nella
giunzione.
L'ultimo fattore da considerare per la scelta della pasta saldante
definitiva implica la valutazione di ulteriori particolari caratteristiche.
Due formule di flussante possono presentare rendimenti molto
diversi, anche se appartengono alla stessa classe QQ-S-571E e JSTD-004. Per ovviare a problemi tecnici di assemblaggio irrisolvibili
con altre forme di saldatura, è possibile adoperare paste saldanti
con caratteristiche specifiche. Di seguito sono riportati alcuni
esempi delle caratteristiche del flussante da cui dipende il
rendimento di una pasta saldante.
Ridotta contrazione: La contrazione della pasta saldante dopo la
deposizione per ridurre al minimo la perdita di definizione. Questa
caratteristica è importante quando i supporti sono molto vicini ed
esiste il rischio che si creino ponti.
Residuo limitato: Il residuo di flussante rimane limitato nella
concavità della saldatura dopo la rifusione. Questa caratteristica è
particolarmente importante nelle formule di NC laddove la giunzione
è visibile o la diffusione del flussante nelle zone circostanti può
costituire un problema.
Assenza di alogenuri: Le paste saldanti prive di alogenuri
appartengono alla classe dello standard IPC J-STD-004A che ha 0
come quarto carattere. Esempio: ROL0. Gli alogenuri sono reperibili
in alcuni attivatori di flussanti. Sono utili per la rimozione degli ossidi
a causa del loro stato energetico elevato. Gli alogenuri sono
materiali che contengono un alogeno: cloruro, bromuro, fluoruro o
ioduro.
Residuo scarso: La quantità di flussante residuo dopo la rifusione è
minore rispetto alle normali paste saldanti. Il flussante iniziale è
minore o una percentuale maggiore evapora come parte del
processo di rifusione.
Difficoltà di saldatura delle superfici: I metalli di difficile bagnatura
e le superfici notevolmente ossidate possono richiedere un flussante
più attivo o differenti attivatori per operare più efficacemente sul tipo
di metallo da saldare. I componenti invecchiati, le finiture al piombo,
ad esempio Alloy42 e simili, devono essere oggetto di particolari
valutazioni per la scelta di flussanti alternativi.
Riempimento degli spazi vuoti e/o superfici verticali: Il flussante
è progettato per tenere in posizione la lega fino al raggiungimento
del liquidus. Queste formule sono adatte per il riempimento di spazi
vuoti e di fori e per la saldatura di giunzioni su superfici verticali.
Nota: Sui circuiti stampati, la realizzazione di ponti forzati tra due
supporti adiacenti in luogo di una resistenza da 0 Ohm
generalmente non riesce.
8
Riflusso rapido: Termine utilizzato per indicare che la pasta
saldante si scalda in meno di 5 secondi. Una pasta saldante a
rapida rifusione non schizza quando si riscalda in 0,25 secondi. I
tipici metodi di rifusione rapida sono rappresentati dalla saldatura al
laser, a stilo, a impulsi elettrici e a induzione.
Immersione o pin transfer: Tecnica di applicazione con cui il
saldante viene applicato immergendo un componente o un piedino
nella pasta saldante. Al componente si applica uno strato sottile e
uniforme di pasta saldante. Questa tecnica è utile per l'applicazione
del saldante a prodotti generalmente inadatti allo stampaggio o alla
dosatura, ad esempio matrici di piedini.
24 ore: La durata dell'azione della pasta per stampaggio. È
progettata per l'uso fino a 24 ore prima del decadimento della
stampa per inizio dell'essiccamento.
Bassa formazione di vuoti: IPC-7097A è la specifica per
l'implementazione di processi di progettazione e assemblaggio di
cartucce portaprocessori (BGA). I criteri di ispezione di BGA (Ball
Grid Array) e microBGA spesso richiedono una formazione di vuoti
inferiore al 20%. Una pasta saldante a bassa formazione di vuoti è
necessaria per adempiere ai limiti molto rigidi relativi alla
formazione dei vuoti per l'assemblaggio di prodotti di classe 3
9
Conclusioni
Questa guida descrive i punti più importanti nella scelta di una pasta
saldante. Esistono, tuttavia, altri dettagli relativi al rendimento delle
leghe e dei flussanti che non sono stati considerati ma che possono
rivelarsi particolarmente importanti nel processo di scelta della pasta
saldante. È sempre opportuno rivolgersi al rappresentante
specializzato Nordson EFD per esaminare i requisiti e accertarsi di
scegliere la pasta saldante più adatta alle proprie esigenze.
L'obiettivo dell'operazione di assemblaggio è ottimizzare la qualità e
il ritmo di produzione. La qualità si ottimizza scegliendo un flussante
che garantisce le migliori prestazioni con i materiali, le forme
geometriche e i processi di riscaldamento impiegati nella
realizzazione di un prodotto. La produttività si ottimizza scegliendo
un prodotto saldante che accelera al massimo il processo di
lavorazione. Il compito di chi realizza formule per paste saldanti
consiste nella creazione di prodotti che forniscono il migliore
compromesso per entrambe le esigenze.
Al di là di quanto trattato in questa guida, rimangono molti dettagli
da valutare nella scelta della lega e del flussante. Esistono differenze
nelle caratteristiche della bagnatura, della deformazione delle
plastiche e negli effetti della contaminazione delle leghe durante il
processo di saldatura che possono influire notevolmente sulla scelta
della pasta saldante. In definitiva, non tutte le paste saldanti create
sono uguali, a differenza di quanto possa sembrare.
Con decenni di esperienza nella dosatura di fluidi di precisione e
nella creazione di formule per paste saldanti, Nordson EFD propone
un'ampia gamma di prodotti saldanti con un'eccezionale
omogeneità tra un lotto e l'altro, comprendente alcune delle paste
per dosatura più efficaci del settore.
10
11
Per l’assistenza applicativa o per un sistema in
prova gratuita in Italia chiamare 800.240330.
EFD è presente in oltre 30 paesi con reti di vendita e
assistenza. Per maggiori informazioni, visitare il sito
www.nordsonefd.com
EFD International Inc., é una societá del gruppo Nordson
Centro Direzionale Milano Oltre, Palazzo Tintoretto,
Via Cassanese, 224, 20090 Segrate MI
Tel.: +39 02.216684456
[email protected]
Fax: +39 02.21871558
www.nordsonefd.com
Il disegno dell’onda è marchio di Nordson Corporation.
©2012 Nordson Corporation 110812
™