Sistema di taglio Smart Plasmarc TM 200
Manuale di istruzioni (IT)
055801254502/2015
Smart Plasmarc 200
2
TM
Smart Plasmarc 200
TM
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
ATTENZIONE
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente
i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la
saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la
sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere effettuati SOLO da persone adeguatamente addestrate. NON
tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente
queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare
o utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o
gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa
attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a manutenzione insufficiente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modificare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modifica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
3
Smart Plasmarc 200
4
TM
Smart Plasmarc 200
TM
Sommario
SICUREZZA
Indicazioni per la sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
DESCRIZIONE
Generale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
m2 Smart Plasmarc 200 System Interconnect Diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Dati per l’ordinazione del pacchetto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Flessibili e cavi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Console plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Funzioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Specifiche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Dimensioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Controllo interfaccia (IC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Controllo gas combinato (CGC-2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Collegamenti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Specifiche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Dimensioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Avvio remoto dell’arco-2 (RAS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Specifiche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Dimensioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Collegamenti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Dimensioni montaggio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Torcia da taglio Plasmarc meccanizzata PT-36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Opzioni pacchetto disponibili . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Specifiche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Dimensioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Regolatori raccomandati . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Refrigerante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
INSTALLAZIONE
Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Generale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Apertura della confezione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Controllare al ricevimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Prima dell’installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Messa a terra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Introduzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Elementi di un impianto di terra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Dispersore a picchetto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Schema di messa a terra della macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
5
Smart Plasmarc 200
TM
Posizionamento della console plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Allacciamento alla potenza in entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
Conduttori in entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Procedura di collegamento del refrigerante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Allacciamenti uscite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Collegamenti ai singoli componenti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Posizionamento del controllo gas combinato (CGC-2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Collegamenti da CGC-2 a RAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Collocazione della scatola RAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Collegamenti sulla scatola RAS - Montaggio remoto sulla macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Collegamenti sulla scatola RAS - Montaggio locale sulla console plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Collegamenti alla torcia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
Collegamento della torcia all’impianto al plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
Montaggio della torcia sulla macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Preparazione al taglio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
FUNZIONAMENTO
Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Controllo interfaccia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Schermi display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sequenza di funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I/O digitale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Descrizioni dei fili d’interfaccia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
79
81
82
83
89
90
DATI DEL TAGLIO
Dati del taglio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
I dati di taglio sono stati raccolti con i seguenti materiali: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
Acciaio al carbonio - produzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
Alluminio - produzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
Acciaio inossidabile - produzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
6
Smart Plasmarc 200
TM
MAINTENANCE / TROUBLESHOOTING
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Cleaning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
Fault Isolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
IC Maintenance/Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
Error Messages on the IC Display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
Module Errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145
Process Errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146
CAN PS Errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
Torch Maintenance/Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149
Torch Front End Disassembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149
Torch Front End Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
Torch Front End Assembly using the Speedloader (optional) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
Torch Body Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154
Torch Body Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155
Reduced Consumable Life . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157
Checking for Coolant Leaks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
REPLACEMENT PARTS
Replacement Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
Ordering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
7
Smart Plasmarc 200
Pagina lasciata vuota intenzionalmente.
8
TM
SICUREZZA
SAFETY
Pagina lasciata vuota intenzionalmente.
10
SAFETY
Indicazioni per la sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che chiunque lavori
al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza devono soddisfare i requisiti
che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma. Attenersi alle seguenti raccomandazioni,
oltre che ai regolamenti standard che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento dell’attrezzatura
per la saldatura o il taglio al plasma. Il funzionamento errato dell’attrezzatura può determinare situazioni pericolose con
conseguenti lesioni all’operatore e danni al dispositivo stesso.
1.
Chiunque utilizzi attrezzatura per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in funzione.
- tutti siano protetti quando si esegue l’arco.
3. Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Attrezzature per la sicurezza personale:
- indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza, abbigliamento ignifugo, guanti di sicurezza.
- non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere intrappolati o causare ustioni.
5.
Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere effettuato sono da parte di tecnici qualificati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non effettuare lavori di lubrificazione e manutenzione.
Classe del contenitore
Il codice IP indica la classe del contenitore, cioè il livello di protezione contro la penetrazione di oggetti solidi o acqua. La
protezione viene fornita per evitare l’inserimento di dita, la penetrazione di oggetti solidi più grandi di 12 mm e gli spruzzi
di acqua fino a 60 gradi di inclinazione rispetto alla verticale. Le attrezzature marcate IP21S possono essere immagazzinate,
ma non devono essere usate all’aperto in presenza di precipitazione senza un adeguato riparo.
ATTENZIONE
Se l’apparecchiatura è collocata su una
superficie inclinata più di 15° si potrebbe
verificare un ribaltamento, con conseguenti
rischi di lesioni personali e/o danni rilevanti
all’attrezzatura.
Inclinazione
massima
consentita
15°
11
SAFETY
ATTENZIONE
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE PERICOLOSI
PER L’OPERATORE E COLORO CHE GLI SI TROVANO ACCANTO. ADOTTARE
LE OPPORTUNE PRECAUZIONI DURANTE LA SALDATURA O IL TAGLIO.
INFORMARSI DELLE MISURE DI SICUREZZA ADOTTATE DAL PROPRIO
DATORE DI LAVORO, CHE SI DEVONO BASARE SUI DATI RELATIVI AL
PERICOLO INDICATIDAL PRODUTTORE.
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con filtro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre
senti materiali infiammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cuffie antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI. PROTEGGERE SE STESSI E GLI ALTRI!
ATTENZIONE
Questo prodotto è destinato esclusivamente al taglio del plasma. Qualsiasi altro utilizzo potrebbe provocare lesioni personali e/o danni alle
apparecchiature.
ATTENZIONE
Per evitare lesioni personali e/o danni alle
apparecchiature, sollevare utilizzando il metodo e i punti di aggancio indicati a fianco.
12
DESCRIZIONE
DESCRIZIONE
Pagina lasciata vuota intenzionalmente.
14
DESCRIZIONE
AVVERTENZA
L’uso di torce non progettate per questa console potrebbe esporre a PERICOLO DI FOLGORAZIONE.
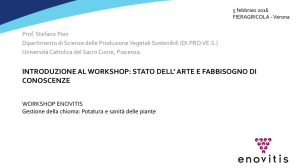
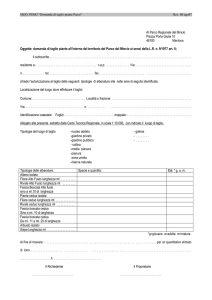
Generale
Il sistema di taglio m2 Smart Plasmarc TM 200 può essere montato come mostrato sul diagramma di componimento ed è pronto al taglio dopo essere stato collegato alla potenza in entrata e a una sorgente pneumatica. Il
sistema fa uso della torcia PT-36 per usi gravosi per erogare potenza tagliante che trancia materiali con spessore
che raggiunge i 50 mm (2,00”). Si rinvia alle seguenti pagine per le descrizioni dei pacchetti disponibili e delle
specifiche di prestazione. Il diagramma di componimento mostra le configurazioni disponibili sul sistema di
taglio m2 Smart Plasmarc TM 200. Per soddisfare le esigenze dei clienti, esiste una serie di diverse configurazioni.
Scopo di questo manuale è fornire all’operatore tutte le informazioni necessarie all’installazione e funzionamento del pacchetto di taglio. Il materiale tecnico di riferimento viene fornito anche per assistenza nella ricerca guasti
del pacchetto di taglio.
Kit start-up m2 200A PT-36 ......................................................................................n/p 0558012329
Quantità
n/p
Descrizione
1
0558002533
DEFLETTORE A 4 FORI x 0,81 mm (0,032") PT-36
1
0558001625
DEFLETTORE A 8 FORI x 1,2 mm (0,047") PT-36
5
0558012000
ELETTRODO AIR TL, Standard PT-36
5
0558012318
ELETTRODO O2 TL, Standard PT-36
5
0558011619
UGELLO XR 1,9 mm (0,073") PT-36
5
0558010722
UGELLO XR 2,2 mm (0,085") PT-36
5
0004470031
DIFFUSORE A 24 APERTURE
5
0558009551
SCHERMATURA XR 5,1 mm (0,200") PT-36
5
0004485648
GUARNIZIONE AD ANELLO 1,614 ID x 0,070 NBR
5
0004470034
GUARNIZIONE AD ANELLO 1,114 ID x 0,070 CR
10
0558010084
GUARNIZIONE AD ANELLO 0,864 ID x 0,070 FKM
15
THREE
PHASE
POTENZA
TRIFASE
INPUT
POWER
{
Plasma
Console
Console
plasma w/
Controllo
interfaccia
(IC)
IC
Interface
Control
POTENZA
POWER
DATI
DATA
To
Alla
Work
tavola
diTable
lavoro
Lavoro
Work
LIQUIDO
LIQUID
GAS
GAS
To
Al
CNC
CNC //
controllo
External
esterno
Control
Cavo di potenza
Power
Cable
Cavo Arc
arco Cable
pilota
Pilot
Elettrodo
Electrode
Arco pilota
Pilot
Arc
Facoltativo
Optional
A cura delSupplied
cliente
Customer
Flessibile
Coolantritorno
Returnrefrigerante
Hose
Flessibile
Coolantapporto
Supplyrefrigerante
Hose
Cavo di
controllo
RAS
RAS
Control
Cable
PS
PSAttiva
Enable
RAS
Remote
Avvio remoto
Arcdell’arco-2
Starter-2
CAN
CAN
on all standard packages.
(Brackets supplied with
Plasma Console)
TM
Gas di schermatura
Shield
Gas
Gas plasma
Plasma
Gas
PT-36
Torch
PT-36 torcia
IC - Controllo
interfaccia
IC - Interface
Control
RAS - Avvio
RASremoto
- Remotedell’arco-2
Arc Starter-2
CGC-2 - Controllo
gas combinato
CGC-2 - Combined
Gas Control
(se
previsto)
(If Equipped)
To
Al
Auto
controllo
Height
altezza
automatico
Control
Potenza/refrigerante,
(ugello),
terra
Power/Coolant
, Pilotarco
Arcpilota
(Nozzle)
, Ground
Combined
CGC-2 Controllo
gas
Gas
Control
combinato
CGC-2
Cavo
spartitensione
Voltage
Divider Cable
Gas di schermatura
Shield Gas
Gas plasma
Plasma
Gas
Note:L’avvio
Arc Starter
mounted
Nota.
dell’arcoisè montato
dietroof
la Plasma
console plasma
to rear
Console
su tutti i pacchetti standard.
Pilot Arc
Arco pilota
Controllo PS
PS
Control
Place Ferrite Core (supplied w/ Plasma Console)
on CAN cable at Plasma Console end
J1 RAS
J1
(RAS)
CAN1 1
CAN
Interconnect
Diagram
Schema interconnesso
TM
m2
Smart
Plasmarc
200System
System
m2
Smart
PlasmarcDiagram
200
m2 Smart Plasmarc
200
System
Interconnect
Analog
Interfaccia
analogica
Interface
1
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
1
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
1
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
1
0558012536 0558012535 0558012534
m2-200 Pkg m2-200 Pkg m2-200 Pkg
575 V
400 V CE
400 V CE
PT-36 25'
PT-36 15m
PT-36 7.6m
1
1
1
1
1
1
1
1
1
1
1
1
-
0558012537
m2-200 Pkg
575 V
PT-36 50'
1
1
1
1
-
1
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
-
0558012533
m2-200 Pkg
380 V CCC
PT-36 15m
1
1
1
1
-
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
1
0558012532
m2-200 Pkg
380 V CCC
PT-36 7.6m
1
1
1
1
-
1
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
-
0558012531
m2-200 Pkg
230/460 V
PT-36 50'
1
1
1
1
-
1
1
1
1
2
8,5'
26'
8,5'
1
1
1
6
1
0558012530
m2-200 Pkg
230/460 V
PT-36 25'
1
1
1
1
-
Descrizione
0558101089
0558012525
0558012526
0558012527
0558012329
0558004297
73010004
0558012396
0558011840
0558008471
0558008478
0558012480
0558008330
0558008331
0558012507
Cavo, Arco pilota (n. 8 saldatura)
Cavo, Terra da 8 awg (1/4 anello-libero), 0,6 m
Cavo, Terra da 8 awg (n. 10 anello-1/4 anello), 7,6 m
Cavo, Terra da 8 awg (n. 10 anello-1/4 anello), 15 m
Kit start-up m2 200A PT-36
Torcia plasma refrigerante 25% PG
Cavo, Potenza e lavoro (1/0 saldatura)
PT-36 15 m
Cavo, comando RAS (14PX-14S), 2,9 m
Cavo, CGC-2 potenza e CAN M12 (8P-8P), 8 m
Cavo, CGC-2 potenza e CAN M12 (8P-8P), 15 m
Cavo, CNC I/O DB37 (37P-libero), 15 m
Cavo, Attiva console (2P-libero), 10 m
Cavo, Attiva console (2P-libero), 15 m
Flessibile, apporto/ritorno refrigerante, 2,6 m
Console plasma m2 200 A 230/460 V
Console plasma m2 200 A EPP-202 380V CCC
Console plasma m2 200 A 400 V CE
Console plasma m2 200 A 575V
Avvio remoto dell’arco-2 (RAS)
Controllo gas combinato (CGC-2)
Kit, (CGC-2) raccordi adattatori pertugio d'entrata, CGA
Kit, (CGC-2) raccordi adattatori pertugio d'entrata,
BSPP "G"
0558008307 PT-36 7,6 m
0558012390
0558012391
0558012392
0558012393
0558011591
0558012394
0558012478
0558012479
ESAB n/p
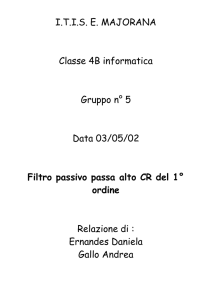
Le opzioni pacchetto del sistema di taglio m2 Smart Plasmarc TM 200 sono reperibili presso il rivenditore ESAB. Vedere il grafico sotto per il contenuto del
pacchetto e/o la sezione ricambi per i numeri di parte del componente.
Dati per l’ordinazione del pacchetto
DESCRIZIONE
Flessibili e cavi
Descrizione
del cavo
Comando RAS-2 (14PX-14S)
ESAB n/p
2,9 m (9,5)
0558011840
7,6 m (25)
0558011631
10 m (33)
0558011632
15 m (50)
0558011633
20 m (66)
0558011634
23 m (75)
0558011635
25 m (82)
0558011636
30 m (100)
0558011637
Lunghezze
disponibili
m (piedi)
ESAB n/p
8 m (26)
0558008471
9 m (30)
0558008472
10 m (33)
0558008473
11 m (36)
0558008474
12 m (39)
0558008475
13 m (43)
0558008476
14 m (46)
0558008477
15 m (50)
0558008478
20 m (66)
0558008479
25 m (82)
0558008809
30 m (100)
0558008481
36 m (118)
0558008480
40 m (131)
0558008482
45 m (150)
0558008483
Descrizione
del cavo
Lunghezze
disponibili
m (piedi)
ESAB n/p
CNC I/O DB37 (37P-libero)
15 m (50)
0558012480
Descrizione
del cavo
CGC-2 potenza e CAN M12 (8P-8P)
18
Lunghezze
disponibili
m (piedi)
DESCRIZIONE
Descrizione
del cavo
Attiva console (2P-libero)
Descrizione
del cavo
Spartitensione (VDR: voltage divider)
M8 (3P-libero)
Lunghezze
disponibili
m (piedi)
ESAB n/p
5 m (16 )
0558008329
10 m (33 )
0558008330
15 m (50 )
0558008331
20 m (66 )
0558008807
25 m (82 )
0558008808
30 m (100 )
0558009763
Lunghezze
disponibili
m (piedi)
ESAB n/p
1,5 m (5 )
0560946753
3 m (10 )
0560946754
5 m (16 )
0560946755
10 m (33 )
0560946756
20 m (66 )
0560946757
Descrizione
del cavo
Lunghezze
disponibili
m (piedi)
ESAB n/p
Potenza in uscita
(1/0 cavo da saldatura)
p/p
73010004
Arco pilota
(n. 8 cavo saldatura)
p/p
0558101089
Terra
(8 Awg verde/giallo)
p/p
0560945427
Descrizione
del flessibile
Lunghezze
disponibili
m (piedi)
ESAB n/p
*2,6 m (8,5 )
0558012507
5 m (16 )
0558005246
Apporto/ritorno di refrigerante
5/8“ EPDM nero
Maschio LH 5/8-18 e femmina RH 5/8-18
(*3/8“ EPDM nero)
10 m (33 )
0558005563
15 m (50 )
0558005564
20 m (66 )
0558005565
25 m (82 )
0558006629
30 m (100 )
0558005247
19
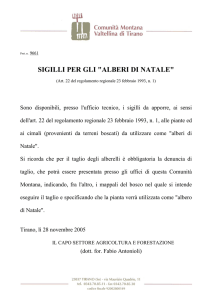
DESCRIZIONE
Console plasma
La Console plasma m2 è progettata per applicazioni di taglio al
plasma meccanizzati. Si usa con altri prodotti ESAB come la torcia
PT-36, RAS-2 e CGC-2 per fornire un pacchetto di taglio completo.
Funzioni
•
•
•
•
•
•
•
•
•
Comanda RAS-2 e CGC-2
Interfaccia operatore LCD di facile uso
Intervallo di corrente da 25 a 200 ampere per taglio
Raffreddamento a ventilazione forzata
IGBT a raffreddamento idraulico
Circuito interno di refrigerante
Potenza CC a stato solido
Con protezione termica
Indice di utilizzazione 100%
Specifiche
m2 Plasma
Console, 200 A,
230/460 V,
60 Hz,
0558012390
Numero parte
m2 Plasma
m2 Plasma
Console, 200 A, Console, 200 A,
380 CCC,
400 V CE,
50 Hz,
50 Hz,
0558012391
0558012392
Tensione
Uscita
(indice di
utilizzazione 100%)
160 V CC
Intervallo di corrente CC
(taglio)
32 KW
Tensione di circuito aperto
(OCV)
360 V CC
342/360 V CC
360 V CC
366 V CC
Tensione (trifase)
200/230/460 V
380/400 V
400 V
575 V
Corrente (trifase)
115/96/50 A RMS
60/57 A RMS
57 A RMS
43 A RMS
60 Hz
50 Hz
50 Hz
60 Hz
KVA
39,5 KVA
39,5 KVA
39,5 KVA
39,5 KVA
Potenza
35,5 KW
35,5 KW
35,5 KW
35,5 KW
90%
90%
90%
90%
150/125/70 A
80/75 A
75 A
60 A
941 (427)
939 (426)
957 (434)
1085 (492)
Fattore di potenza
Fusibile
in
raccomandato)
Peso - kg (libbre)
20
30 A a 200 A
Potenza
Frequenza
Entrata
m2 Plasma
Console, 200 A,
575 V,
60 Hz,
0558012393
ingresso
DESCRIZIONE
Dimensioni
603,25 mm
1200 mm
1035 mm
Controllo interfaccia (IC)
Il controllo interfaccia (IC) fornisce il controllo del processo al plasma più il controllo di
corrente e gas. Serve anche da interfaccia tra
il CNC del cliente e la console al plasma. Allo
stesso tempo funge da hub per comunicazioni con il CAN.
21
DESCRIZIONE
Quadro diretto CNC
n/p 0558038419
Il quadro diretto CNC è il comando e il quadro d’interfaccia all’interno dell’IC. Provvede
al controllo di processo, all’interfaccia con il
CNC del cliente, all’impostazione del sistema, all’interfaccia con il pannello ecc. Questa
illustrazione mostra lo scheletro di questo
quadro CNC. Mostra i principali componenti
e connettori sul quadro. La tabella sotto indica le funzioni di questi collegamenti.
Porta
Funzione
Porta
X1
Comando CNC, DB37
X2
RS232
X3
Input CAN1 e 24 VCC
XP1
Programmazione porta 1
X4
CAN2
XP2
Programmazione porta 2
X6
I/O di riserva
X7
Riservato
V12
IC, processore principale
X8
Comando aux, DB25
V13
EEProm, salva i dati di configurazione di sistema, cronologia errori ecc.
X9
Comunicazione ASIOB1
V41
IC per ASIOB1
S2, S3
J1
22
Funzione
Interruttori ID, per impostazione predefinita S2=1, S3=4
DESCRIZIONE
Controllo gas combinato (CGC-2)
n/p 0558012394
Il controllo gas combinato regola l’uscita del gas plasma (PG) e controlla il
flusso del gas di schermatura (SG). È alimentato a 24 V CC dalla console plasma e riceve comandi tramite il CAN-bus direttamente dall’IC. Ha 2 bocche
d’immissione gas (1 gas plasma, 1 gas di schermatura) e 2 uscite gas (SG,
PG). Per adattare i collegamenti dei flessibili standard metrico o CGA sono
a disposizione due kit di raccordi e adattatori. L’uscita gas del CGC-2 è controllata e reinviata tramite il CAN-bus all’IC per l’autodiagnosi. I raccordi e
adattatori del gas sono elencati nelle seguenti tabelle.
Collegamenti
C’è un cavo collegato al CGC-2 per l’alimentazione e la comunicazione con il CAN. Ci sono 2 ingressi di gas: PG
(N2/aria/O2) e SG (N2/aria). I raccordi da gas sono elencati oltre.
Nota.
Il telaio deve essere collegato alla terra della macchina.
Nota.
Adattatori
ingresso
metrico
Adattatori
ingresso
CGA
Raccordo
ESAB
N/P
Plasma
N2/Aria/
O2
G-1/4” vite destra x G-1/4” vite destra
0558010163
Schermo
N2/Aria
G-1/4” vite destra x G-1/4” vite destra
0558010163
Aria
G-1/4” vite destra x “B” vite destra aria/acqua
0558010165
Plasma
Schermo
Uscite
N2
G-1/4” vite destra x “B” madrevite destra gas inerte
0558010166
O2
G-1/4” vite destra x “B” vite destra ossigeno
0558010167
Aria
G-1/4” vite destra x “B” vite destra aria/acqua
0558010165
N2
G-1/4” vite destra x “B” madrevite destra gas inerte
0558010166
SG
1/4” NPT x 5/8”-18 maschio SIN
10Z30
PG
1/4” NPT x “A” vite destra ossigeno
0558012518
Kit ESAB n/p
0558012478
Gas
Kit ESAB n/p
0558012479
La torcia PT-36 è allestita con lunghezza dei flessibili tale da non consentire di montare il CGC-2 a distanza superiore a due
metri (6,6’) dalla torcia. Verificare che i flessibili standard siano disposti con spazio sufficiente a piegarsi e a collegarsi agevolmente, prima di montare in via permanente il CGC-2.
23
DESCRIZIONE
Specifiche
Peso: 2,7 kg
Potenza in entrata: 24 V CA/CC
Dimensioni
NOTA
Il CAN deve seguire un percorso
diverso da quello dei fili della torcia.
A
127,0 mm
C
F
H
G
J
142,8 mm
142,8 mm
152,4 mm
127,0 mm
24
DESCRIZIONE
Al
CNC /
controllo
esterno
Avvio remoto
dell’arco-2
(RAS)
Console
plasma
TERRA
CAN 1/CAN
A
J
Gas plasma
Gas
a cura
del cliente
Gas plasma
Gas di schermatura
C
Controllo gas G
Gas di
combinato H
schermatura
CGC-2
F
PT-36
torcia
Designazione per l’individuazione del componente
(vedi illustrazioni componenti)
Al
controllo
altezza
automatico
(se previsto)
Designazioni per l’individuazione del componente del controllo gas combinato
Nota. Si rinvia alla sezione flessibili e cavi per le lunghezza e i n/p disponibili.
25
DESCRIZIONE
Diagramma di flusso CGC-2
Filtro
Gas plasma
Gas plasma
in entrata
alla torcia
Filtro
Gas di
schermatura
Orifizio
Gas di
schermatura
alla torcia
in entrata
Ogni gas ha un requisito riguardo al flusso e pressione massimi, come indicato nel grafico oltre:
Gas
Schermo
N2/Aria/O2
N2/Aria
Cortina d’aria
Aria
Plasma
26
Pressione
8,6 bar, 7,2 SCMH
8,6 bar, 7,1 SCMH
5,5 bar, 34,0 SCMH
Gas e
pressione
Tassi massimi di flusso di gas CFH (piedi cubi all’ora) (CMH)
con cannello PT-36
Purezza gas
Aria
(85 psi / 5,9 bar)
Process
269 (7,6)
Pulito, asciutto, senza olio,
Filtrato a 25 micron
Azoto
(125 psi / 8,6 bar)
385 (10,9)
99,99%, Filtrato a 25 micron
Ossigeno
(125 psi / 8,6 bar)
66 (1,9)
99,5%, Filtrato a 25 micron
analogico
Terra
Uscita PWM2
Alimentazione
valvola 24 VCC
Uscita PWM1
Alimentazione valvola
24 VCC
Input 1- analogico
Input 1+ analogico
OV CC COMUNE
Alimentazione 24 VCC del
sensore
analogico
Input 2-
OV CC COMMON
Input 2+
+24 VCC
+24 VCC
CAN Terra
GRIGIO
ROSA
BLU
ROSSO
5*
6*
7*
8*
VERDE
GIALLO
4*
BIANCO
3*
CC COMUNE
8*
MARRONE
+24 VCC
2*
CAN Terra
CAN Basso
CAN Alto
CAN Terra
7*
1*
CAN Alto
CAN Basso
6*
4*
5*
CAN Alto OUT
3*
CAN Terra
CAN Basso OUT
2*
1*
CAN Basso IN
CAN Alto IN
+24 VCC
S2=2
+24 VCC
S1= Stazione
Nota. Controllare il kit fili per dettagli in merito e per dati sui connettori
Valvola gas di
schermatura
Valvola gas avvio/
taglio
Trasduttore di
pressione
Trasduttore di
pressione
Alimentazione 24 VCC del
sensore
DESCRIZIONE
Schema elettrico CGC-2
27
DESCRIZIONE
Avvio remoto dell’arco-2 (RAS)
n/p 0558011591
L’avvio remoto dell’arco-2 viene comunemente chiamato scatola RAS.
La scatola RAS funge da interfaccia tra la torcia al plasma e la console
plasma, favorendo l’erogazione di un arco al plasma stabile. La scatola RAS fornisce anche una reazione di tensione al sollevatore torcia al
plasma. Questa tensione viene usata per regolare l’altezza della torcia
durante il taglio, mantenendo l’altezza adatta della torcia sopra il pezzo
da lavorare.
Dentro la scatola RAS vi è una scheda di circuiti alta frequenza/spartitensione che produce la ionizzazione dell’arco pilota e le funzioni di
spartitensione per regolare l’altezza della torcia.
I collegamenti del refrigerante e quelli della potenza per la torcia vengono effettuati all’interno della scatola RAS
e forniscono un interfaccia tra la console plasma, il circuito refrigerante e la torcia.
Specifiche
Dimensioni: 222,3 mm x 190,5 mm x 431,8 mm (H x L x P)
Peso: 12,9 kg
Dimensioni
222,3 mm
431,8 mm
190,5 mm
28
DESCRIZIONE
Collegamenti
Nota.
Il telaio deve essere collegato alla terra della macchina.
A
G, H
D
C
F
Lettera
Descrizione
A
Collegamento dello spartitensione a 3 spinotti al
sollevatore
C
Collegamento console plasma Amphenol a 14
spinotti
D
Attiva console plasma
E
Entrata refrigerante - Flusso alla torcia
F
Ritorno del refrigerante - Riflusso al circuito refrigerante dalla torcia
G, H
Raccordi pressacavo
I
Collegamento copertura torcia
J
Collegamento di terra della macchina
E
J
I
29
DESCRIZIONE
Al
CNC /
controllo
esterno
Designazione per l’individuazione del componente
(vedi illustrazioni componenti)
Attiva PS
D
A
Cavo di controllo RAS
Cavo di potenza
Cavo arco pilota
Console
plasma
C
Avvio remoto
G dell’arco-2
(RAS)
H
Potenza/refrigerante, arco
pilota (ugello), terra
I
Flessibile apporto refrigerante E
Flessibile ritorno refrigerante
J
F
Gas
a cura
del cliente
Cavo spartitensione
TERRA
Controllo gas
combinato
CGC-2
PT-36
torcia
Al
controllo
altezza
automatico
(se previsto)
Designazioni per l’individuazione dei componenti dell’avvio remoto dell’arco-2
Nota. Si rinvia alla sezione flessibili e cavi per le lunghezza e i n/p disponibili.
30
DESCRIZIONE
Dimensioni montaggio
La scatola è munita di quattro fori di montaggio filettati M6 x 1, mostrati nello schema sotto.
Attenzione
Se i fissaggi sono filettati nella scatola da sotto, la lunghezza dei fissaggi non deve
consentire loro di estendersi più di 6 mm (0,25”) oltre il bordo delle filettature
femmina interne. Fissaggi troppo lunghi possono interferire con i componenti
all’interno della scatola.
127,00 mm
2,54 mm
69,85 mm
349,25 mm
Dimensioni piastra montaggio della scatola RAS
n/p 0558008461
469,9 mm
444,5 mm
222,3 mm
82,6 mm
190,5 mm
165,1 mm
31
DESCRIZIONE
Torcia da taglio Plasmarc meccanizzata PT-36
La torcia da taglio Plasmarc meccanizzata PT-36 è una torcia all’arco plasma montata in fabbrica per fornire componenti concentrici
della torcia e costante precisione di taglio. Per questo motivo il
corpo della torcia non è ricostruibile se non in fabbrica. Solo la
parte anteriore della torcia ha parti sostituibili.
Scopo di questa sezione è di fornire all’operatore informazioni
preliminari sulla torcia da taglio Plasmarc meccanizzata PT-36.
Materiale tecnico di riferimento viene anche fornito nelle sezioni
Installazione, Funzionamento e Manutenzione di questo manuale.
Opzioni pacchetto disponibili
Opzioni pacchetto PT-36 disponibili tramite il rivenditore ESAB. Vedi la sezione Ricambi per il pacchetto e/o i
numeri di parte dei componenti.
Specifiche
Tipo: Raffreddamento idraulico, gas doppio, torcia da taglio Plasmarc meccanizzata
Valori nominali della corrente: 1000 Amps a pieno regime
Diametro di montaggio: 50,8 mm (2")
Lunghezza fino alla torcia, cavi esclusi: 42 cm (16,7")
IEC 60974-7 valore nominale tensione: 500 volt al culmine
Tensione di rottura (valore massimo di tensione di ALTA FREQUENZA): 8000 VCA
Velocità di flusso minima del refrigerante: 5,9 l/min (1,3 gall/min)
Pressione minima del refrigerante all'ingresso: 12,1 bar (175 psig)
Pressione massima del refrigerante all'ingresso: 13,8 bar (200 psig)
Rapporto minimo accettabile di ricircolazione refrigerante: 4.450 BTU/HR (1,3 kW) ad alta temperatura del refrigerante - ambiente = 25°C
(45°F) e 6 l/min (1,6 gall USA/min)
Pressioni massime sicure per il gas alle entrate nella torcia: 8,6 bar (125 psig)
Interblocchi di sicurezza: Questa torcia è destinata all'uso con i sistemi di taglio Plasmarc ESAB e comandi che impiegano un rubinetto per l'acqua
sulla tubatura di ritorno del refrigerante dalla torcia. La rimozione della coppa di ritenzione ugello per interventi sulla torcia, interrompe il
tragitto di ritorno del refrigerante.
32
DESCRIZIONE
Dimensioni
191,5 mm
50,8 mm
231,9 mm
156,7 mm
266,7 mm
Lunghezza della manica
Regolatori raccomandati
Interventi sulla bombola del liquido:
O2 : R-76-150-540LC ...................................................................................................................................n/p 19777
N2 : R-76-150-580LC ....................................................................................................................................n/p 19977
Interventi sulla bombola ad alta pressione:
O2 : R-77-150-540 .............................................................................................................................n/p 0558010676
Ar & N2 : R-77-150-580...................................................................................................................n/p 0558010682
H2 & CH4 : R-77-150-350 ...............................................................................................................n/p 0558010680
Aria industriale : R-77-150-590 .........................................................................................n/p 0558010684
Interventi sulla stazione/tubazione:
O2 : R-76-150-024 .............................................................................................................................n/p 0558010654
Ar & N2 : R-76-150-034...................................................................................................................n/p 0558010658
ARIA, H2, & CH4 : R-6703 ............................................................................................................................n/p 22236
Refrigerante
Torcia plasma refrigerante 25% PG .....................................................................n/p 0558004297
Torcia plasma refrigerante 50% EG ..................................................................... n/p 0560950312
33
DESCRIZIONE
Kit caricamento veloce serie PT-36 XR ................................................................... n/p 0558006628
Per le istruzioni per l’uso del kit caricamento veloce serie PT-36 XR si rinvia alla sezione Torcia.
3
2
4
5
6
Elemento
QTÀ
N/P
Descrizione
1
1
0558006164
CARICATORE VELOCE A MANO LIBERA
(comprende gli elementi da 2 a 8)
2
1
0558006436
FISSAGGIO CARICATORE VELOCE
3
1
0558006435
IMPUGNATURA CARICATORE VELOCE
4
1
61340094
VITE SKT HEX 1/4-20 X 3,00
5
1
64302996
RONDELLA BLOCCO 1/4
6
1
995565
TAPPO PER FORO DIAM. 0,750
7
3
0558005916
RITENZIONE PER UGELLO CARICATORE VELOCE
8
1
0558005917
UTENSILE PREASSEMBLAGGIO CARICATORE VELOCE
9
1
0558006624
COPPA DI RITENZIONE UGELLO XR-CARICATORE VELOCE
PT-36
10
10
0558006625
DISTANZIATORE XR-CARICATORE VELOCE PT-36
11
10
0558006626
RITENZIONE XR-CARICATORE VELOCE PT-36
12
2
0004485648
GUARNIZIONE AD ANELLO 1,614 ID x 0,070 NBR
Voci 9-12 non mostrate. Per le voci 7 e 8 vedi “Assemblaggio parte anteriore della torcia con il caricatore veloce
(facoltativo)”.
34
INSTALLAZIONE
Installazione
Pagina lasciata vuota intenzionalmente.
36
Installazione
Installazione
Generale
AVVERTENZA
Non osservare le istruzioni può avere conseguenze letali, o
comportare lesioni e danni alle cose. Seguire queste istruzioni
per evitare lesioni o danni alle cose. È necessario adeguarsi ai
codici elettrici e antinfortunio locali, regionali e nazionali.
Apertura della confezione
•
•
•
Ispezionare il collo per individuare eventuali danni da trasporto appena ricevuto.
Estrarre tutte le componenti dal contenitore di spedizione e controllare se vi si trovano parti libere.
Ispezionare i deflettori della presa d’aria per eliminare eventuali ostruzioni.
Controllare al ricevimento
1. Verificare che tutti i componenti del sistema ordinati siano stati ricevuti.
2. Ispezionare i componenti del sistema per individuare eventuali danneggiamenti arrecati durante il traspor-
to. Se sussiste indicazione di danno, rivolgersi al fornitore con il numero di modello e di serie, leggendolo
sulla piastrina.
Prima dell’installazione
AVVERTENZA
Ogni installazione e intervento sui sistemi elettrico e delle
tubazioni deve rispettare i relativi codici nazionali e locali.
L’installazione deve essere eseguita solo da personale qualificato e munito di abilitazioni. Per conoscere la normativa vigente, rivolgersi alle autorità locali.
Individuare i componenti principali sulla destra, prima di effettuare gli allacciamenti elettrici, del gas e delle interfacce. Si rimanda ai diagrammi di componimento del sistema per il posizionamento degli elementi principali.
Mettere a terra in un solo punto tutti i componenti principali. Per evitare perdite, serrare tutti i collegamenti del
gas e dell’acqua alla coppia specifica.
37
Installazione
Messa a terra
Introduzione
La messa a terra della macchina costituisce parte importante del processo d’installazione, che se preparato in
anticipo risulta molto semplificato. La parte più difficile del processo di messa a terra è progettare e installare il
dispersore a picchetto a impedenza bassa. Tuttavia migliore è il dispersore a picchetto, minore la probabilità di
avere problemi d’interferenza elettromagnetica a installazione completata.
La maggior parte delle normative nazionali in tema di elettricità tratta la messa a terra per fini antincendio
e di protezione dai cortocircuiti; non si occupa di protezione di apparecchiature e riduzione del rumore da
interferenza elettromagnetica. Pertanto questo manuale presenta requisiti più rigorosi per la messa a terra del
macchinario.
AVVERTENZA
Rischio di folgorazione.
Una messa a terra inadeguata può provocare gravi lesioni anche letali.
Una messa a terra inadeguata può danneggiare i componenti elettrici della
macchina.
La macchina deve essere opportunamente messa a terra prima di essere messa in
servizio.
La tavola da taglio deve essere collegata
al dispersore a picchetto della macchina.
38
Installazione
Panoramica sulla messa a terra
In un impianto di messa a terra vi sono tre parti:
•
•
•
Simbolo comune usato nei progetti
per indicare una messa a terra a
telaio.
Messa a terra a componente o a “telaio”
Messa a terra
Messa a terra protettiva
La terra del componente collega tutte le parti a un
singolo componente, per esempio il telaio macchina,
che viene poi collegato a un punto comune
noto come centro stella. Ciò fornisce una via per
l’interferenza elettromagnetica (EMI) dall’armadietto
alla terra.
Una messa a terra fornisce un’interferenza
elettromagnetica (EMI) di ritorno alla sua sorgente.
Una messa a terra protettiva (PE) fornisce una via
sicura per la corrente di guasto. Senza un sistema
debitamente dotato di messa a terra, può prodursi
una via non intenzionale che congiunge persone e
apparecchiature delicate, da cui possono derivare
lesioni gravi, anche mortali e/o guasto precoce del
macchinario.
Simbolo comune usato nei progetti
per indicare una messa a terra.
Questa sezione è incentrata sulle macchine dotate
di un sistema di taglio al plasma. Le macchine
predisposte al taglio plasma sono particolarmente
soggette a problemi d’interferenza elettromagnetica
e spesso usano tensioni e correnti pericolose. Tutte le
macchine devono avere componenti elettrici dotati
di messa a terra e a essa allacciati, a prescindere dal
tipo di processo (taglio di sagome, marcatura, o altra
preparazione materiale).
Simbolo comune usato per indicare
una messa a terra protettiva (PE).
39
Installazione
Disposizione base
Lo schema della messa a terra è simile sia per macchine grandi che piccole. La terra a telaio 44 , il filo elettrico
positivo del plasma 66 e i cavi di terra della rotaia 7 sono allacciati a un punto comune 88 sulla tavola
da taglio. Questo collegamento comune prende il nome di centro a stella (vedere l’illustrazione oltre). Un
cavo 33 collega il centro a stella al dispersore a picchetto 11 . Le dimensioni dei cavi di terra dipendono
dall’erogazione massima di corrente della console plasma 55 . Le specifiche delle dimensioni dei cavi sono
trattate nel seguito del manuale. Alcuni standard o direttive nazionali richiedono un dispersore a picchetto
separato 9 per la console plasma. Maggiori informazioni sono reperibili sugli schemi della macchina.
8
Nota. La potenza trifase in ingresso
per alimentare 2 la console plasma
deve prevedere una terra elettrica.
40
Questa illustrazione mostra diversi cavi di terra
fissati con un solo bullone per creare un centro
a stella 8 . La posizione del centro a stella sulla
tavola da taglio varia.
Installazione
Elementi di un impianto di terra
L’impianto di messa a terra consiste di cinque componenti principali:
•
•
•
•
•
Via di ritorno della corrente plasma
Terra di sicurezza dell’impianto plasma
Messa a terra della potenza dell’azienda elettrica
Terra a telaio della macchina da taglio
Messa a terra di sicurezza del sistema su rotaia.
Verificare che all’atto dell’installazione si adottino misure per ognuno di questi elementi per creare un
impianto di terra completo.
Via di ritorno della corrente plasma
Il cavo di terra della via di ritorno è l’elemento più importante dell’impianto di terra. Completa il percorso della
corrente plasma. È necessario avere un’impedenza continua e bassa e dei collegamenti elettrici tenuti in buono
stato.
La corrente per il taglio al plasma è generata dalla console plasma 1 . Un cavo da saldatura trasporta questa
corrente dal contatto negativo (-) 22 della console plasma attraverso la catena portacavo 3 dell’asse x
fino alla torcia. Quindi l’arco scocca 44 al pezzo in lavorazione sulla tavola da taglio. Il percorso della corrente
deve chiudersi in modo che la corrente possa agevolmente tornare alla sua sorgente. Lo si ottiene collegando
la tavola da taglio al contatto positivo (+) 55 sulla console plasma. Se il cavo di terra della via di ritorno non
è collegato, l’impianto al plasma non funziona. Non ci sarà modo che scocchi l’arco tra la torcia e il pezzo in
lavorazione. Se il cavo è collegato, ma i contatti hanno resistenza molto alta, il cavo limita la corrente dell’arco,
causando livelli di tensione pericolosi tra i componenti dell’impianto.
1
3
2
4
5
41
Installazione
L’unico modo di garantire che tutti i componenti si trovino allo stesso livello di tensione (stesso potenziale)
e quindi di eliminare la possibilità di ricevere una scossa, è di fare in modo che tutti i collegamenti facciano
buon contatto. Un buon contatto elettrico richiede che collegamenti siano realizzati con contatto da metallo
a metallo, che siano bene fermati e protetti dalla ruggine e dalla corrosione. Usare una rettificatrice o una
spazzola circolare per rimuovere dalla superficie tutta la vernice, ruggine e sporcizia, quando si collegano i
capicorda a una superficie metallica. Usare un composto per giunti elettrici tra capicorda e superfici metalliche
per impedire il ripresentarsi di ruggine e corrosione. Usare i bulloni, i dadi e le rondelle di dimensioni massime
possibile e serrare a fondo. Usare rondelle elastiche per assicurare che i collegamenti rimangano stretti.
Terra di sicurezza dell’impianto plasma
La terra di sicurezza dell’impianto plasma (o
dispersore a picchetto) assolve a molti compiti
importanti. Fornisce:
•
•
•
•
42
Tensione del telaio per la sicurezza del
personale facendo sì che non vi siano
differenze di potenziale tra i componenti
dell’impianto e quelli del fabbricato.
Un riferimento di segnale stabile per tutti
i segnali elettrici digitali e analogici sulla
macchina da taglio.
Contribuisce al controllo delle interferenze magnetiche (anche note come EMI).
Fornisce una via di scarico per i cortocircuiti e i picchi di tensione, come quelli
causati dai fulmini.
Installazione
Ci sono molte idee errate sul dispersore a picchetto e sul ruolo da questo svolto nel ridurre le interferenze
elettromagnetiche. In teoria il dispersore a picchetto è presente per eliminare eventuali differenze di potenziale
tra l’apparecchiatura e strutture del fabbricato. Tuttavia sono in molti a credere che il dispersore a picchetto
consenta l’assorbimento del rumore della frequenza radio 1 e la sua dissipazione a terra. L’esperienza mostra
che un buon dispersore a picchetto elimina i problemi di rumore sulla frequenza radio.
Errori comuni sui picchetti di dispersione a terra.
1
43
Installazione
In realtà il dispersore a picchetto fornisce una via a bassa impedenza attraverso la quale le correnti di rumore
11 possano rientrare alla loro origine 2 .
Dispersore di terra a picchetto nella realtà.
2
44
1
Installazione
Messa a terra di sicurezza del
sistema su rotaia
La terra di sicurezza del sistema su rotaia garantisce
che l’intera rotaia sia a potenziale di terra, eliminando
ogni rischio di scosse e realizzando un dispositivo
ausiliario che fornisce la terra a telaio della macchina,
in caso di cortocircuito della corrente plasma. Tutti e
quattro gli angoli del sistema su rotaia devono essere
collegati alla tavola da taglio.
45
Installazione
Dispersore a picchetto
Il modo migliore di ottimizzare un allacciamento di messa a terra è quello di rivolgersi a un professionista.
Esistono vari studi d’ingegneria specializzati nella progettazione e realizzazione di impianti di terra. Tuttavia,
se questa via non è percorribile, vi sono varie alternative a cui ricorrere per ottenere un buon collegamento di
messa a terra:
Dispersore a picchetto
Anche il dispersore a picchetto può essere ottimizzato sotto due aspetti: lunghezza e diametro. Più lungo
è il dispersore, migliore il collegamento. Lo stesso vale per il diametro: maggiore il diametro, migliore il
collegamento. Tuttavia, se la resistenza del suolo è molto bassa, un picchetto lungo più di 3 m non reca una
differenza significativa. Poiché la resistività del suolo è raramente adeguata alle esigenze, un dispersore a
picchetto standard deve avere un diametro di 25 mm e una lunghezza di 6 m.
Resistività del suolo
La resistività del suolo si può cambiare in due modi; cambiando il contenuto minerale, quello di umidità,
o entrambi. La soluzione ideale a una modesta resistività del suolo è quella di scavare l’area immediata e
riempire intorno al picchetto con additivi condizionati da terreno. In aree molto aride il contenuto di umidità
è migliorabile installando un impianto di gocciolamento che umidifica costantemente il suolo attorno al
picchetto. Un modo semplice di modificare l’umidità e il contenuto del suolo è quello di usare acqua salata o
salgemma per condizionare il terreno circostante.
46
Installazione
Messa a terra della potenza dell’azienda elettrica
La messa a terra della fornitura dell’azienda elettrica deve accompagnare tutti gli impianti trifase e monofase.
Questa messa a terra offre il riferimento adatto per tutta la potenza in entrata. L’omissione di questa messa a
terra costituisce violazione di più di una normativa elettrica ed espone a gravi pericoli.
A seconda del modo in cui è realizzato l’impianto trifase (a delta o a Y), la tensione della linea a terra può
essere uguale o minore della tensione della linea a linea. Sussiste un problema ogniqualvolta la tensione
della linea a terra eccede la tensione di qualunque linea a linea individuale (differenza di potenziale). Se non
si sa se l’impianto trifase abbia l’idonea messa a terra elettrica, è opportuno rivolgersi all’azienda fornitrice
locale. Verificare che il proprio elettricista installi correttamente il filo elettrico di terra in tutte le linee trifase e
monofase.
La messa a terra elettrica deve essere collegata al debito terminale all’interno della console plasma. Scegliere
un filo di dimensione adeguata alla normativa elettrica vigente.
3
2
1
1 Messa a terra della potenza dell’azienda elettrica
2 Alimentazione elettrica trifase
3 Console plasma
47
Installazione
Picchetti di dispersione plurimi
Vi sono vari motivi per cui non sono da usare picchetti di dispersione plurimi. Se da una parte installare più
picchetti può migliorare la terra di sicurezza o di protezione da fulmini, non offre vantaggi dal punto di vista
della riduzione dell’interferenza elettromagnetica e può causare problemi aggiunti.
Il problema dei picchetti di dispersione plurimi è che ogni picchetto usa una “sfera d’interfaccia d’interferenza
elettromagnetica” 11 di terra, con un raggio pari a 1,1 volte la lunghezza del picchetto. Il sovrapporsi
di queste sfere d’interferenza elettromagnetica 2 causa una perdita di efficacia della messa a terra
proporzionale alla percentuale di sovrapposizione.
Più punti di terra possono anche creare vie
“clandestine” non rilevabili per le correnti di rumore
di frequenza radio, che finiscono per causare più
interferenza! Invece di moltiplicare il numero dei
picchetti, è opportuno provvedere a rendere
il collegamento a terra del picchetto singolo
funzionante al meglio.
1.1 l
l
1
2
Se possibile, bisogna evitare i dispersori a picchetto
plurimi. Tuttavia, se sono stati sperimentati tutti gli
altri metodi di ridurre le interferenze elettroniche, è
possibile adottarli.
2.5 l
48
Tale sistema deve essere installato da un tecnico e la
distanza tra i picchetti deve essere almeno 2 volte e
mezzo la lunghezza dei dispersori.
Installazione
Schema di messa a terra della macchina
2
1
3
4
8
10
5
(+)
9
1
Comparto comandi principale
2 Comparti componenti
3 Terra a stella principale
7
•
•
5 Tavola da taglio
•
•
6 Terra a stella del sistema (su tavola)
•
4 Rotaie
7 Dispersore a picchetto
8 Console plasma
9 Terra console plasma
(richiesto da standard UE)
10 Terra impianto elettrico
•
6
Tutti i comparti elettrici devono essere messi a massa al
telaio della macchina.
Telaio macchina messo a terra al punto stella sulla tavola
da taglio.
Rotaie messe a terra alla tavola da taglio.
Terra del plasma collegata al centro stella della tavola da
taglio.
Picchetto dispersore a terra collegato al centro stella della tavola da taglio.
Per la console plasma occorre un dispersore a picchetto
distinto ai sensi di alcune normative e direttive. Consultare la normativa locale per stabilire se occorre questo dispersore a picchetto extra.
49
Installazione
Posizionamento della console plasma
•
•
•
•
•
Almeno 1 metro di spazio sgombro davanti e dietro
per il flusso d’aria refrigerante.
Lasciare spazio sufficiente per la rimozione dei pannelli superiore e laterali per manutenzione, pulizia e
ispezione.
Individuare l’unità plasma relativamente vicina a un
alimentatore elettrico dotato dei debiti fusibili.
Tenere libera l’area sotto l’alimentatore per la circolazione d’aria refrigerante.
L’ambiente deve essere relativamente esente da polvere, esalazioni e calore eccessivo. Questi fattori interferiscono con l’efficienza del raffreddamento.
AVVERTENZA
50
Polvere conduttiva e altre impurità all’interno dell’alimentatore possono causare scariche elettriche ad arco. L’attrezzatura può danneggiarsi. Può prodursi un cortocircuito, se si lascia depositare la polvere
all’interno dell’alimentatore. Vedere la sezione manutenzione.
Installazione
Allacciamento alla potenza in entrata
AVVERTENZA
Le folgorazioni possono essere letali!
Procurare il massimo della protezione dalle scosse elettriche.
Prima di effettuare allacciamenti all’interno della macchina, staccare la corrente del sezionatore principale a
parete.
Potenza principale
La potenza trifase in entrata deve provenire da un sezionatore (a parete) dotato di fusibili o interruttori secondo
la normativa locale o statale.
Dimensioni raccomandate del conduttore in entrata e dei fusibili sulla linea:
Requisiti in entrata a
carico nominale
Fili in rame in
entrata e di
terra
Fusibile
di linea
ritardato
Volt
Ampere
AWG / mm2
Ampere
200
115
2/0 AWG
150
230
96
1 AWG
125
380 CCC
60
2
25 mm
80
400 CE
57
25 mm
2
75
460
50
4 AWG
70
575
43
4 AWG
60
Il carico nominale in uscita è 200 A a 160 V
Dimensioni dettate dal codice elettrico nazionale (USA) per fili in rame a 90° C (194˚ F) nominali in 40° C (104˚
F) di temperatura ambiente. Non più di tre fili in canalina o cavo. Se specificano dimensioni diverse da quelle
indicate sopra, vanno seguite le normative locali.
Per stimare la corrente in entrata per un’ampia serie di condizioni d’uscita, usare la formula sotto riportata.
Corrente in entrata =
AVVISO
(V arco) x (I arco) x 0,73
(V linea)
Può essere necessaria una linea di potenza dedicata.
L’unità plasma è dotata di compensazione di tensione di linea, ma
per evitare un decadimento del rendimento a causa di un circuito
sovraccarico, può essere necessaria una linea di potenza dedicata.
51
Installazione
Conduttori in entrata
•
•
•
A cura del cliente
Può trattarsi di fili in rame coperti di gomma massiccia (tre di potenza e uno di terra) o contenuti in
condotto rigido o flessibile.
Dimensioni secondo il grafico.
AVVERTENZA
Una messa a terra difettosa può causare lesioni anche letali.
Il telaio deve essere collegato a una massa a terra elettrica omologata. Assicurarsi che la terra NON sia in contatto con un terminale principale.
Procedura di allacciamento in entrata
1.
2.
3.
4.
5.
6.
7.
Staccare il pannellino posteriore dell’unità plasma.
Fare passare i cavi attraverso l’ingresso del pannello posteriore.
Introdurre i cavi nei passacavo dell’apertura d’ingresso.
Collegare la terra alla vite di terra del telaio.
Collegare i cavi di potenza ai terminali principali.
Collegare i conduttori in entrata al sezionatore (a parete).
Prima di ridare corrente risistemare il pannello di copertura.
Terminali principali
Apertura d’ingresso di cavo
di potenza in entrata
(pannello posteriore)
Terra a telaio
52
Installazione
Input Configuration tensione e di commutazione
200/230/460 VAC Models - Come spedito dalla fabbrica, questo modello di EPP-202 è configurato per la tensione massima collegabile. Se si utilizzano altre tensioni di ingresso, i collegamenti sulla morsettiera (TB) all’interno
dell’unità devono essere riposizionati per la tensione di ingresso adeguata. Vedere le illustrazioni di seguito per
le configurazioni di tensione di ingresso. Per ottenere l’accesso, rimuovere il pannello superiore o il pannello
laterale destro.
Jumper Wire
Jumper Wire
Terminale di ingresso Consiglio
230/460 Vac Models
Terminale di ingresso Consiglio
230/460 Vac Models
230 Configurazione Vac
460 Configurazione Vac
L’unità è anche configurabile per 200/400 servizio di ingresso VAC, ma le connessioni secondarie del trasformatore principale deve essere ri-trova su tutte e 3 bobine dei trasformatori, e ponticelli sulla TB2 deve essere
nuovamente posizionato. Un pannello di servizio removibile si trova sopra i collegamenti del trasformatore per
migliorare l’accesso.
53
Installazione
1
2
1
2
3
4
5
3
4
5
6
7
8
9
10
11
12
TB2
8
9
10
11
12
6
7
Posizioni dei ponticelli per
230/460 VAC
NOTA:
Cavi TB2 collegati su 230/460 devono
essere ricollegati a 200/400.
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
5
6
7
8
9
10
11
12
TB2
Posizioni dei ponticelli per
200/400 VAC
1
1
200/400 tap
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
230/460 tap
Jumper Wire
54
NOTA:
Fili collegati a 230/460 rubinetto trasformatore principale
devono essere ricollegati a 200/400 rubinetto trasformatore principale su tutte e 3 le bobine. Assicurarsi di
sostituire rivestimento isolante in vinile su connessioni.
Jumper Wire
Terminale di ingresso Consiglio
230/460 Vac Models
Terminale di ingresso Consiglio
230/460 Vac Models
200 Configurazione Vac
400 Configurazione Vac
Installazione
380 VAC e 400 VAC Models - Come spedito dalla fabbrica, questi modelli di EPP-202 sono configurati per la tensione di ingresso singolo quotata sulla targhetta. Se si utilizzano altre tensioni di ingresso, è possibile configurare
queste unità sia per 380 VAC o 400 Vca.
Ci sono 3 passaggi da seguire quando si effettua questa conversione:
1. Riconfigurare il rubinetto tensione sul trasformatore di controllo (T2) per la tensione di ingresso corretta:
Spostare questa connessione filo:
400 VAC - H5
380 VAC - H4
460 VAC - (mostrato)
55
Installazione
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
5
6
7
8
9
10
11
12
2
3
4
5
6
7
8
9
10
11
12
380 VAC e 400 VAC Models (continua) 2. Riconfigurare TB2 morsettiera per tensione adeguata.
1
TB2
Posizioni dei ponticelli per 400 VAC
1
2
3
4
5
6
7
8
9
10
11
12
TB2
Posizioni dei ponticelli per 380 VAC
1
2
1
2
380 tap
3
4
5
6
7
8
9
10
11
12
3
4
5
6
7
8
9
10
11
12
NOTA:
Fili collegati a rubinetto principale trasformatore
devono essere ricollegati a 400 o 380 principali
rubinetti del trasformatore su tutte e 3 le bobine.
Assicurarsi di sostituire rivestimento isolante in
vinile su connessioni.
Pannello di accesso
400 tap
3. Riconfigurare rubinetti secondarie su tutti e tre i principali bobine dei trasformatori. Un pannello di servizio removibile si trova
sopra i collegamenti del trasformatore per migliorare l’accesso.
575 VAC Models - questo modello non è configurabile a qualsiasi altra tensione di ingresso.
56
Installazione
Procedura di collegamento del refrigerante
Attenzione
Non lasciare andare la pompa a serbatoio di refrigerante vuoto, per
non causarle danno permanente.
Attenzione
Non collegare i flessibili a una valvola solenoide che possa essere
chiusa quando la pompa è in funzione, perché si può danneggiare la
pompa.
1. Aprire il pannello d’accesso sulla parte frontale inferiore della console plasma, estraendo le quattro viti M6.
2. Fare passare i flessibili del refrigerante attraverso le aperture sul fondo della console plasma subito dietro il
pannello frontale.
3. Collegare i flessibili ai terminali appositi montati dentro la console plasma.
4. Chiudere il pannello frontale di accesso.
Pannello frontale di
accesso aperto
Pannello frontale di
accesso chiuso
Estrarre le quattro viti
M6 per aprire il pannello di accesso
Collegamenti
del refrigerante
Per facilitare i collegamenti, fare passare i cavi/
flessibili attraverso questi 2 fori di ingresso
Dopo aver collegato la torcia, riempire il serbatoio con il refrigerante da torcia apposito (circa 15 litri). Non usare
le normali soluzioni antigelo, tipo quelle da automobile, perché gli additivi danneggiano la pompa e la torcia. Si
raccomanda P/N 0558004297 ESAB per funzionamento fino a -11° C (12° F). Si raccomanda P/N 156F05 ESAB per
funzionamento tra -11° e -36° C (tra 12° e -36° F).
Dopo il riempimento del serbatoio accendere la sorgente di potenza e fare andare la pompa senza il tappo del
serbatoio, per spurgare l’aria dal radiatore, dai flessibili e dalla torcia. Ricontrollare il livello di refrigerante per verificare che sia colmo. Riposizionare il tappo del serbatoio dopo lo spurgo e il controllo del livello del refrigerante.
Verificare l’eventuale presenza di perdite.
57
Installazione
Regolazione della pressione di mandata
La pressione di mandata è controllata dalla valvola di sicurezza montata accanto alla pompa nel comparto serbatoio. Ruotando la vite di regolazione della pressione in senso orario si aumenta la pressione sulla molla aumentando la pressione di mandata. Ruotandola in senso antiorario si riduce la pressione sulla molla, riducendo la
pressione di mandata. La pressione si regola in fabbrica per erogare circa 12 bar (175 psig) a 5,7 l/min (1,5 galloni/
min). Questo valore è adatto per la PT-36 su un sistema M2. Normalmente non richiede altre regolazioni.
Questa valvola di sicurezza manda il refrigerante deviato attraverso la piastra di raffreddamento IGBT e lo rinvia
nel serbatoio. Perciò una linea di scarico chiusa non dovrebbe danneggiare la pompa.
Anche la pompa ha una valvola di sicurezza incorporata. Questa valvola è regolata su piena apertura a 15,5 bar
(225 psig) in fabbrica. Il suo solo scopo è di proteggere la pompa nel caso in cui la valvola di sicurezza esterna
reagisse chiudendosi. Questa valvola di sicurezza non va regolata in campo.
Vite di regolazione pressione
Unità console plasma vista dall’alto
con il pannello superiore staccato
58
Installazione
Allacciamenti uscite
AVVERTENZA
Le folgorazioni possono essere letali! Tensione e corrente pericolose!
Ogniqualvolta si lavora attorno a una sorgente di potenza con coperture staccate:
• SCOLLEGARE LA SORGENTE DI POTENZA DAL SEZIONATORE
(A PARETE).
• FAR CONTROLLARE LE BLINDOSBARRE (POSITIVO E NEGATIVO) A PERSONA QUALIFICATA CON UN VOLTMETRO.
Cavi in uscita
Scegliere i cavi in uscita per il taglio plasma con il criterio di un cavo in rame isolato 4/0 AWG, 600 volt per ogni
400 amp di corrente in uscita.
Nota.
Non usare il cavo da saldatura isolato da 100 volt, perché insufficiente.
AVVERTENZA
Non azionare l’unità plasma a coperture staccate. Rimangono esposti componenti ad alta tensione con maggiore
rischio di folgorazione. I componenti interni possono
danneggiarsi perché le ventole di raffreddamento perdono efficienza.
59
Installazione
Procedura di allacciamento in uscita
1. Aprire il pannello d’accesso sulla parte frontale inferiore della console plasma, estraendo le quattro viti M6.
2. Fare passare i cavi in uscita attraverso le aperture sul fondo della console plasma subito dietro il pannello
frontale.
3. Collegare i cavi ai terminali predisposti montati all’interno della console plasma, con serracavi a pressione a
catalogo UL.
4. Chiudere il pannello frontale di accesso.
Pannello frontale di
accesso aperto
Pannello frontale di
accesso chiuso
Estrarre le quattro viti
M6 per aprire il pannello
di accesso
Per facilitare i collegamenti,
fare passare i cavi/flessibili
attraverso questi 3 fori di
ingresso
L’unità plasma non è dotata di interruttore d’accensione. La potenza principale è controllata tramite il sezionatore di linea (a parete).
60
Installazione
Pannello connettori cavi interfaccia
Collegamento via cavi al CAN
Questo è il connettore bus deputato alla comunicazione con CAN.
Il cavo da questo connettore è legato al CGC-2.
J1 (RAS)
Questo è il connettore per interfaccia con l’unità RAS (Remote Arc
Starter-2: avvio remoto dell’arco-2). Il cavo di questo connettore
porta segnali del tipo: Alta frequenza ON.
Interfaccia analogica (connettore a 37 piedini)
Questo è il collegamento usato per l’interfaccia con un CNC esterno.
Interfaccia
analogica
CAN
J1 (RAS)
Pannello connettori cavi interfaccia
(lato inferiore del pannello frontale)
61
Installazione
Collegamenti ai singoli componenti
Cavo CAN
Descrizione
del cavo
Lunghezze
disponibili
m (piedi)
ESAB n/p
CGC-2 potenza e CAN M12 (8P-8P)
8 m (26)
9 m (30)
10 m (33)
11 m (36)
12 m (39)
13 m (43)
14 m (46)
15 m (50)
20 m (66)
25 m (82)
30 m (100)
36 m (118)
40 m (131)
45 m (150)
0558008471
0558008472
0558008473
0558008474
0558008475
0558008476
0558008477
0558008478
0558008479
0558008809
0558008481
0558008480
0558008482
0558008483
NOTA.
Il CAN deve seguire un percorso
diverso da quello dei fili della torcia.
Pannello connettori cavi interfaccia
(lato inferiore del pannello frontale)
CGC anteriore
62
Installazione
Cavo di controllo J1 (RAS)
Descrizione
del cavo
Lunghezze
disponibili
m (piedi)
ESAB n/p
2,9 m (9,5)
0558011840
7,6 m (25)
0558011631
10 m (33)
0558011632
Comando avvio remoto dell’arco-2
15 m (50)
0558011633
(RAS) (14PX-14S)
20 m (66)
0558011634
23 m (75)
0558011635
25 m (82)
0558011636
30 m (100)
0558011637
Pannello connettori cavi interfaccia
(lato inferiore del pannello frontale)
RAS anteriore
63
Installazione
Interfaccia analogica (connettore a 37 piedini)
Descrizione
del cavo
CNC I/O DB37 (37P-libero)
Lunghezze
disponibili
m (piedi)
15 m (50)
ESAB n/p
0558012480
Pannello connettori cavi interfaccia
(lato inferiore del pannello frontale)
Al
CNC /controllo
esterno
64
Installazione
Nucleo di ferrite (p / n 952157)
Il nucleo in ferrite viene utilizzato per sopprimere il rumore nel
cavo di comunicazione CAN. Questo articolo è confezionato in
un sacchetto di tela, all’interno del pannello anteriore in basso,
insieme con una fascetta cavo utilizzato per il fissaggio della ferrite
in luogo.
CAN cavo di comunicazione
Il nucleo in ferrite deve essere montato come indicato sul cavo di comunicazione CAN. Collegare fascetta
in ferrite per assicurare ferrite in posizione.
Nucleo di ferrite
fascetta
65
Installazione
Posizionamento del controllo gas combinato (CGC-2)
Il CGC regola il gas plasma e quello di schermatura. Per prestazioni ideali
deve sempre essere collocato entro 2 m (6’) dal corpo della torcia. Secondo il materiale che viene tagliato, il cliente deve selezionare e collegare i gas giusti in entrata. I filtri in linea sono incorporati nei raccordi in
ingresso. Verificare che tutti i gas in ingresso siano conformi ai requisiti di
pressione e flusso.
NOTA.
Il CAN deve seguire un percorso diverso da quello dei fili della torcia.
Gas
Schermo
N2/Aria/O2
N2/Aria
Cortina d’aria
Aria
Plasma
Tassi massimi di flusso di gas CFH (piedi cubi all’ora) (CMH)
con cannello PT-36
Purezza gas
Aria
(85 psi / 5,9 bar)
Process
269 (7,6)
Pulito, asciutto, senza olio,
Filtrato a 25 micron
Azoto
(125 psi / 8,6 bar)
385 (10,9)
99,99%, Filtrato a 25 micron
Ossigeno
(125 psi / 8,6 bar)
66 (1,9)
99,5%, Filtrato a 25 micron
Adattatori
ingresso
CGA
ESAB
N/P
Plasma
N2/Aria/
O2
G-1/4” vite destra x G-1/4” vite destra
0558010163
Schermo
N2/Aria
G-1/4” vite destra x G-1/4” vite destra
0558010163
Aria
G-1/4” vite destra x “B” vite destra aria/acqua
0558010165
Plasma
Schermo
Uscite
N2
G-1/4” vite destra x “B” madrevite destra gas inerte
0558010166
O2
G-1/4” vite destra x “B” vite destra ossigeno
0558010167
Aria
G-1/4” vite destra x “B” vite destra aria/acqua
0558010165
N2
G-1/4” vite destra x “B” madrevite destra gas inerte
0558010166
SG
1/4” NPT x 5/8”-18 maschio SIN
10Z30
PG
1/4” NPT x “A” vite destra ossigeno
0558012518
Kit ESAB n/p
0558012478
Adattatori
ingresso
metrico
Raccordo
Kit ESAB n/p
0558012479
Gas e
pressione
Gas
66
Pressione
8,6 bar, 7,2 SCMH
8,6 bar, 7,1 SCMH
5,5 bar, 34,0 SCMH
Installazione
Collegamenti da CGC-2 a RAS
Il CGC-2 e la scatola RAS devono essere messi a terra unitamente
con il filo di collegamento di terra apposito.
67
Installazione
Collocazione della scatola RAS
La scatola RAS può essere montata in 2 configurazioni diverse:
- Montaggio remoto sulla macchina
- Montaggio locale sulla console plasma
Collegamenti sulla scatola RAS - Montaggio remoto sulla macchina
Con questa configurazione di montaggio la scatola RAS può essere montata sulla macchina in qualunque luogo consenta una posa dei collegamenti priva di intralci. I collegamenti avvengono nel seguente modo:
AVVERTENZA
La copertura viene messa a terra alla scatola dell’avvio remoto dell’arco-2 con un filo di terra corto. Staccare la copertura con attenzione
per evitare di danneggiare il filo o di allentare il filo di terra.
1. Staccare o sbloccare le viti della copertura e sollevare il coperchio della scatola in modo da esporre i componenti interni.
2. I cavi di potenza passano nei raccordi pressacavo.
3. Spellare il cavo 1/0 (53,5 mm2), per circa 38 mm.
4. Inserirlo nel foro della barra/blocco del bus finché il rame si estende fino al margine della barra/blocco del
bus.
Il cavo dell’arco pilota entra nel raccordo pressacavo
fino allo spartitensione (VDR)
Refrigerante IN
alla console plasma attiva
alla console plasma
Refrigerante OUT
Raccordi pressacavo
I cavi di potenza entrano
nei raccordi pressacavo
Nota.
Il telaio deve essere collegato alla terra della macchina.
68
Installazione
Barra/blocco del bus
Isolamento Nomex
Collegamento VDR
Vite di ritegno
Collegamento per il cavo dell’arco pilota
5. Serrare le viti di ritegno sul cavo.
6. Sul cavo VDR (a cura del cliente), l’estremità con il connettore deve essere collegata alla scatola RAS tramite la relativa presa recante l’etichetta “Voltage Divider” (spartitensione).
Descrizione
del cavo
Spartitensione (VDR: voltage divider)
M8 (3P-libero)
Lunghezze
disponibili
m (piedi)
ESAB n/p
1,5 m (5 )
0560946753
3 m (10 )
0560946754
5 m (16 )
0560946755
10 m (33 )
0560946756
20 m (66 )
0560946757
Cavo VDR (con estremità libera)
L’estremità libera del cavo VDR verrà collegata al sollevatore. Sebbene questo sia un cavo a tre conduttori,
sono usati solo due dei fili, MARRONE (VDR - ) e BLU (LAVORO). Il filo nero è di scorta e deve essere terminato
e chiuso con cappuccio all’interno del sollevatore. Lo spinotto corrispondente nella scatola RAS arriva dalla
fabbrica dotato di terminazione. La scatola RAS non deve essere modificata.
È obbligatorio collegare a terra il filo BLU. Il filo MARRONE è l’uscita VDR(-).
Amperaggio
Numero richiesto di cavi 1/0
Fino a 200 amp
1
MARRONE (VDR-)
BLU (LAVORO)
Cavo VDR
NERO (RISERVA)
Sollevatore
a cura del
cliente
La terra nel
sollevatore è
necessaria per
riferimento
69
Installazione
AVVERTENZA
Le folgorazioni possono essere letali! Tensione e corrente pericolose!
Ogniqualvolta si lavora attorno a una sorgente di potenza con
coperture staccate:
• SCOLLEGARE LA SORGENTE DI POTENZA DAL SEZIONATORE (A PARETE).
• FAR CONTROLLARE LE BLINDOSBARRE (POSITIVO E NEGATIVO) A PERSONA
QUALIFICATA CON UN VOLTMETRO.
Collegamenti sulla scatola RAS - Montaggio locale sulla console plasma
Con questa configurazione di montaggio tutti i collegamenti sono uguali a quelli del montaggio remoto
sulla macchina. La scatola RAS è idonea al montaggio
sul retro della console plasma, come mostrato, con le
staffe fornite.
Quando si usa la scatola RAS in questa posizione, controllare che il filo di terra sia installato prima della messa in funzione.
Attaccare il filo di terra qui, questa terra deve
anche essere munita dell’accoppiamento
che la collega al CGC-2.
Avviare il filo attraverso la
boccola nel pannello posteriore dell’alimentazione
Aprire il coperchio
Attaccare il filo di terra qui al capocorda fornito
70
Installazione
Collegamenti alla torcia
Collegamento della torcia all’impianto al plasma
Le folgorazioni possono essere letali!
• Scollegare la console plasma primaria prima di fare qualunque
adattamento.
PERICOLO • Scollegare la sorgente principale prima di effettuare la manutenzione sugli elementi del sistema.
• Evitare di toccare le parti della torcia frontale (ugello, coppa di ritenzione ecc.) senza avere prima staccato la corrente centrale.
Il PT-36 dispone di due cavi di potenza a raffreddamento idraulico, che devono essere collegati al polo negativo
della scatola RAS uscente dalla console plasma. Il raccordo 7/16-20 sul lato destro si trova sul cavo che fornisce il
refrigerante alla torcia. Il raccordo 7/16-20 sul lato sinistro si trova sul cavo che riporta il refrigerante dalla torcia.
Il cavo dell’arco pilota è anche collegato alla scatola RAS. Questi cavi hanno un filo verde/giallo da collegare alla
vite di terra come mostrato.
Collegamento all’arco pilota
Vite di terra
Filo verde/giallo
della terra a telaio
Cavo arco pilota
Cavo di potenza/
collegamenti al refrigerante
Cavo della potenza/refrigerante
Flessibile SG
Flessibile PG
71
Installazione
Montaggio della torcia sulla macchina
PERICOLO
Fissare la torcia tramite il corpo può causare un flusso di
corrente pericolosa attraverso il telaio della macchina.
Montare la torcia sulla manica isolata qui
•
•
•
•
•
•
Non montarla sul corpo torcia in acciaio inox.
Il corpo della torcia è isolato elettricamente, ma la corrente di avvio ad alta
frequenza può creare un arco che lo attraversa per trovare una terra.
Un fissaggio vicino al corpo della torcia può creare un arco tra il corpo e la
macchina.
Quando si crea questo arco, il corpo torcia può richiedere una sostituzione
extra garanzia.
Può derivarne danno ai componenti della macchina.
Fissare solo sulla manica isolata della torcia (direttamente sopra l’etichetta)
non meno di 31,75 mm (1,25”) dall’estremità torcia della manica.
NON montarla sul corpo torcia in acciaio qui
72
Installazione
Preparazione al taglio
• Scegliere una condizione adatta dai dati di taglio (file SDP) e installare le parti frontali della torcia raccomandate (ugello, elettrodo ecc.) Vedere i dati di taglio per identificare le parti e le impostazioni.
• Posizionare la torcia sul materiale nel punto di avvio desiderato.
• Le impostazioni adatte si trovano nella sezione Console plasma.
• Le procedure di controllo e avvio del gas si trovano nelle sezioni Descrizione e Installazione.
Taglio speculare
In caso di taglio speculare, sono necessari un deflettore inverso del gas vortice e un diffusore inverso. Queste
parti inverse faranno “avvitare” il gas nella direzione opposta, invertendo il lato “buono” del taglio.
Ghiera reggischermo
Deflettore inverso 4 x 0,032
n/p 0558002534
Deflettore inverso 8 x 0,047
n/p 0558002530
Diffusore inverso
n/p 0004470115
Schermo
Ritenuta dell’ugello
Diffusore
Ugello
Elettrodo
Deflettore
0558002530
Sostegno
Qualità di taglio
Le cause che influiscono sulla qualità del taglio sono interdipendenti. Cambiare una variabile ha effetti sulle
altre. Stabilire una soluzione può essere difficile. La seguente guida offre soluzioni possibili a diversi risultati di
taglio indesiderabili. Innanzitutto selezionare la condizione più evidente:
•
•
•
•
•
Angolo di taglio, negativo o positivo
Linearità del taglio
Finitura superficiale
Loppa
Precisione dimensionale
In genere i parametri di taglio raccomandati daranno una qualità di taglio ottimale. Occasionalmente le condizioni possono variare abbastanza da imporre piccoli aggiustamenti. In tal caso:
• Quando si fanno le correzioni, apportare piccole modifiche incrementali.
• Regolare la tensione dell’arco a incrementi di 5 volt, positivi o negativi a seconda della circostanza.
• Regolare la velocità di taglio del 5% o meno, fino al miglioramento delle condizioni.
73
Installazione
Attenzione
Prima di tentare QUALUNQUE correzione, controllare le variabili di taglio confrontandole con le impostazioni/numeri di parte del materiale
di consumo raccomandati dal fabbricante e reperibili nell’elenco Dati
per il taglio.
Angolazione del taglio
Angolazione negativa del taglio
La dimensione superiore è maggiore di quella inferiore.
•
•
•
•
•
Torcia fuori allineamento
Materiale curvo o deformato
Materiale di consumo liso o danneggiato
Standoff (distanza dalla superficie del materiale
alla torcia) basso (tensione arco)
Velocità di taglio bassa (velocità di traslazione
della macchina)
Caduta
Parte
Parte
Angolazione positiva del taglio
Il lato superiore della parte è più piccolo di quello inferiore.
•
•
•
•
•
•
Torcia fuori allineamento
Materiale curvo o deformato
Materiale di consumo liso o danneggiato
Standoff alto (tensione arco)
Velocità di taglio alta
Corrente alta o bassa. (Vedi Dati di taglio per il
livello di corrente raccomandato per i vari ugelli)
Parte
Caduta
74
Parte
Installazione
Linearità del taglio
Bombatura degli spigoli. Condizione che si presenta in genere quando il materiale ha spessore non superiore a 6,4 mm
(0,25”).
•
Alta corrente per un dato spessore del materiale.
(Vedi Dati di taglio per le impostazioni adatte).
Caduta
Parte
Taglio sottobordo superiore
•
Standoff basso (tensione
arco).
Caduta
Parte
75
Installazione
Finitura superficiale
Scabrosità indotta dal processo
La superficie di taglio è costantemente scabra. Può essere
confinata a un asse.
•
•
Vista dall’alto
Facciata del taglio
Errata miscela di gas di schermatura (vedi Dati
di taglio).
Materiale di consumo usurato o danneggiato
Scabrosità imputabile alla macchina
Può essere difficile da distinguere dalla scabrosità indotta
dal processo. Spesso confinata a un solo asse. La scabrosità è incostante.
•
•
Rotaie, ruote e/o cremagliera/pignone sporchi.
Regolazione della ruota del carrello.
oppure
Scabrosità
imputabile alla
macchina
Scabrosità indotta
dal processo
Facciata del taglio
Strie di ritardo
Loppa
La loppa è il sottoprodotto del processo di taglio. È il materiale
indesiderato che rimane attaccato alla parte. Nella maggior parte
dei casi la loppa si può ridurre o eliminare con un’idonea impostazione della torcia e del parametro di taglio. Si rinvia ai Dati di
taglio.
Loppa alta velocità
Linea o sporgenza di materiale sulla superficie inferiore lungo il
solco di taglio. Difficile da eliminare. Può richiedere rettifica o
scalpellatura. Strie di ritardo a “S”.
•
•
Sporgenza
Vista di lato
Standoff alto (tensione arco).
Velocità di taglio alta.
Strie di ritardo
Facciata del taglio
Loppa bassa velocità
Assume aspetto globulare sul fondo lungo il solco di taglio. Si
asporta con facilità.
•
Globuli
Velocità di taglio bassa.
Vista di lato
76
Installazione
Attenzione
Velocità di taglio e tensione dell’arco raccomandate daranno una prestazione di taglio ideale nella maggioranza dei casi. Piccole regolazioni
incrementali possono essere necessarie a motivo della qualità del materiale, della temperatura del materiale e della lega specifica. L’operatore
deve ricordare che tutte le variabili di taglio sono interdipendenti. Cambiare un’impostazione ha effetto sulle altre e la qualità del taglio potrebbe risentirne. Cominciare sempre alle impostazioni raccomandate.
Loppa da deposito
Ha l’aspetto di schizzi depositati sul materiale. In genere si asporta con
facilità.
•
•
Velocità di taglio alta
Standoff alto (tensione arco)
Vista di lato
Schizzi
Loppa intermittente
Compare in alto o in basso lungo il solco di taglio. Discontinuo. Può
apparire come loppa di qualunque tipo.
•
Materiale di consumo probabilmente a fine vita
Altri fattori che hanno effetto sulla loppa:
•
•
•
Facciata del
taglio
Temperatura del materiale
Scorie pesanti di laminazione o ruggine
Leghe alte del carbonio
Attenzione
Prima di tentare QUALUNQUE correzione, controllare le variabili di taglio confrontandole con le impostazioni/numeri di parte del materiale
di consumo raccomandati dal fabbricante e reperibili nell’elenco Dati
per il taglio.
Precisione dimensionale
In generale usando la velocità più bassa possibile (nei limiti approvati) si ottimizza la precisione del pezzo. Selezionare i
materiali di consumo per consentire una tensione di arco più bassa e una velocità di taglio minore.
AVVISO
Velocità di taglio e tensione dell’arco raccomandate daranno una prestazione di taglio ideale.
Piccole regolazioni incrementali possono essere necessarie a motivo della qualità del materiale, della temperatura del materiale e della lega specifica. L’operatore deve ricordare
che tutte le variabili di taglio sono interdipendenti. Cambiare un’impostazione ha effetto
sulle altre e la qualità del taglio potrebbe risentirne. Cominciare sempre alle impostazioni
raccomandate. Prima di tentare QUALUNQUE correzione, controllare le variabili di taglio
confrontandole con le impostazioni/numeri di parte del materiale di consumo raccomandati
dal fabbricante e reperibili nella sezione Dati per il taglio e/o nel manuale.
77
Installazione
Passaggi flusso torcia
Fuoriuscita acqua e potenza
Arco pilota
Gas plasma in entrata
Acqua in entrata (L.H.)
78
Gas di schermatura in entrata
FUNZIONAMENTO
FUNZIONAMENTO
Pagina lasciata vuota intenzionalmente.
80
FUNZIONAMENTO
Funzionamento
Pannello anteriore
A - Spia accensione
La spia si illumina quando la potenza in entrata arriva alla console plasma.
B - Spia di guasto
La spia s’illumina ogniqualvolta si verifica un guasto. Può rimanere accesa continuamente o lampeggiare a
intervalli di ugual durata a seconda del tipo di guasto. Se il guasto è di natura termica, la spia rimane accesa di
continuo. Per altri tipi di guasto la spia lampeggia. L’informazione reale di errore/guasto viene visualizzata sul
display del pannello anteriore.
C - Display controllo interfaccia (IC)
Questa è l’interfaccia operatore principale per l’impostazione del sistema al plasma.
D - Rotella codifica controllo d’interfaccia (IC)
Usata per navigare nel controllo d’interfaccia.
A
B
C
D
81
82
24 V CA
120 V CA
PS 24 V CC COM
120 V CA
CALORE
ESTREMO
120 V CA NEUTRO
24 V CC
CAN
CAN
ANALOG
INTERFACE
INTERFACCIA
ANALOGICA
SELEZIONE TIPO TORCIA
PS 24 V CC COMUNE
120 V CA NEUTRO
H.F. ATTIVO/VALVOLA D’INVERSIONE
MODO MARCATURA ATTIVO
120 V CA CALORE ESTREMO
PSCAN
CAN
PS
14 Cavo conduttore
SCHEDA
HF/VDR
Scatola RAS
ATTIVA PS
DB37 Cable to Customer CNC
DB37 Cavo a CNC cliente
COMUNICAZIONE
CAN
CAN COMMUNICATION
ATTIVA PS
B
A
5 Cavo conduttore
COLLEGAMENTO ATTIVA PS
Controllore di CNC/processo
FUNZIONAMENTO
m2 Smart Plasmarc J1 (RAS) - Diagramma interfaccia
FUNZIONAMENTO
Controllo interfaccia
Il controllo interfaccia (IC) si usa per collegare il controllo di processo ESAB m2 con il CNC cliente con I/O
digitale.
Le pagine seguenti descrivono come operare l’IC.
Display controllo interfaccia (IC)
Rotella codifica controllo d’interfaccia (IC)
83
FUNZIONAMENTO
Schermi display
All’accensione lo schermo IC mostra i seguenti dati per 3 secondi:
Schermata di avvio
Schermata superiore menu
Numero schermata
Schermata impostazioni
Schermata principale
Schermata registro errori
Schermata diagnostica
Schermata dati di sistema
84
FUNZIONAMENTO
Schermata principale
Nome schermata
Retro
Numero schermata
Scelta parametri. Proviene
dal database all’interno
dell’EEPROM, con larghezza
fissa di 20 caratteri. Selezione mediante scorrimento.
Se il cerchio è pieno, i
parametri non sono quelli
predefiniti.
Parametri del gas. Possono
essere modificati, ma in tal
caso causano la compilazione di “Parametro personalizzato”.
Ripristina i valori predefiniti
per i parametri.
Stato del sistema completo:
• PRONTO - pronto all’esecuzione
• PREFLUSSO - Flusso preliminare del plasma e del gas di schermatura
• START - Avvio della torcia
• ESEGUI - Taglio con la torcia
• STOP - Arresto sequenza di taglio
• GUASTO - Guasto sul sistema
• AVVISO - Livello refrigerante basso
Stato del modulo:
• Vuoto - Modulo mancante dal bus del CAN
• Fisso - Modulo sul bus del CAN e pronto
• Lampeggiante - Modulo con errore
Sequenza di funzionamento
1.
2.
3.
4.
5.
6.
Accensione dei gas in entrata per l’unità CGC-2.
Verificare che il materiale di consumo nella torcia PT-36 corrisponda alla condizione di taglio desiderata.
Accendere la console plasma.
Portarsi nella schermata principale (selezione file) e impostare il file corrispondente ai dati di taglio desiderati.
Se non ci sono guasti sul CNC, inviare il segnale di avvio al sistema m2 Smart Plasmarc.
Attendere l’input digitale ARC ON dal sistema e attivare il movimento sul CNC per continuare il taglio
con la macchina.
7. Per ogni guasto visualizzato sul display, consultare la sezione Ricerca guasti di questo manuale.
85
FUNZIONAMENTO
Schermata impostazioni
Rinvio alla schermata principale
Il tempo di preflusso è il tempo totale di flusso preliminare prima che si possa avviare l’arco. Non può essere
inferiore del tempo minimo di preflusso per i cavi della
torcia.
“Standard” mostra le unità in PSI/CFH. “Metric” mostra
le unità in BAR/CMH.
Filtra la scelta dei parametri fino alle opzioni desiderate.
Disabilita errori di sistema
Salva le impostazioni sulla EEPROM.
Ricarica le impostazioni sulla EEPROM.
Salva schermata
Ricarica schermata
Conferma il salvataggio dell’impostazione dalla EEPROM
Annulla il salvataggio
86
Annulla il ricaricamento
Conferma il ricaricamento dell’impostazione dalla EEPROM
FUNZIONAMENTO
Setup-> Error Disable Screen (Schermata disattiva errore)
Disattiva gli errori in caso di pressione troppo alta e
troppo bassa di fuoriuscita del gas plasma.
Disattiva gli errori in caso di flusso troppo alto e troppo
basso di fuoriuscita del gas di schermatura.
Disattiva gli errori in caso di corrente in uscita troppo
alta e troppo bassa.
Disattiva l’errore di arco perduto.
Modifica di parametro a display
Disponibile solo quando la comunicazione è impostata su zero oppure il commutatore locale/remoto è impostato su locale.
1.
2.
3.
4.
Usare la rotella di codifica per scorrere fino al parametro.
Spingere la rotella.
Girare la rotella per modificare il valore.
Spingere nuovamente la rotella per ribadire il valore.
Setup-> Parameter Filter Screen (Schermata filtro parametri)
Opzioni di scelta materiale disponibili: MS, ALL
Opzioni di scelta gas plasma: N2, O2, Air
87
FUNZIONAMENTO
Accesso alla schermata Error Log (registro errori)
Schermata registro errori
Rinvio alla schermata principale
Ultimo errore - si rinvia a Manutenzione/Ricerca guasti
PROC - vedi la sezione Errori di processo
IC - vedi la sezione Errori IC
GC o PS - vedi la sezione Errori di modulo
Azzera la schermata del registro errori
Rinvio alla schermata principale
Schermata errori
Tipo modulo
Numero di avvii dall’ultimo riavvio
Codice errore
Dettagli errore
88
FUNZIONAMENTO
Accesso alla schermata diagnostica
Schermata diagnostica
Avvio del plasma dal CNC
Sospendi il segnale dal CNC
Test del gas dal CNC
Segnale arco attivato al CNC
Segnale di guasto al CNC
Cortina d’aria in uscita
Diagnostica della console plasma
Diagnostica del controllo gas
Diagnostica - > Schermata console plasma
Avvio plasma al quadro controllo
Arco attivato dal quadro controllo
Livello refrigerante dal quadro controllo
Flusso refrigerante
Corrente in uscita
Corrente arco pilota
Corrente per l’avvio
Corrente di taglio
Arresto corrente
Tempo incremento corrente
Tempo decremento corrente
89
FUNZIONAMENTO
Diagnostica - > Schermata console plasma
Rinvio alla schermata principale
Pressione gas plasma comandata
Pressione in uscita gas plasma
Flusso gas di schermatura comandato
Flusso gas di schermatura
Rinvio alla schermata principale
Accesso alla schermata dati di sistema
Schermata dati di sistema
Versione del firmware sul controllo d’interfaccia.
Versione del firmware sulla console plasma.
Versione della serie dati parametri.
Versione del firmware sul PCUP.
Versione del PLC locale sul controllo gas.
90
FUNZIONAMENTO
I/O digitale
Input digitali
Gli input digitali devono essere attivati solo con 24 VCC. Qualunque altra tensione può danneggiare il quadro o
dare risultati imprevedibili. Il miglior metodo consiste nel reinviare i 24 VCC dal connettore DB37 all’immissione,
con un relè o un chip optoisolante.
Nome segnale
Avvio plasma
Descrizione
Avvia il processo plasma
Test gas
Avvia il processo plasma senza accendere la torcia
Sospendi
Impedisce al sistema di avviare la console plasma
Emissioni digitali
Le emissioni digitali devono essere solo 24 VCC con richiesta di meno di 80 milliampere di corrente.
Nome segnale
Arco On
Guasto al sistema
Descrizione
Questo segnale è alto quando l'arco è acceso
L'IC ha riscontrato un problema che ha richiesto l'arresto del processo. Controllare il registro errori per ottenere l'esatta serie degli errori.
91
FUNZIONAMENTO
Descrizioni dei fili d’interfaccia
Fili d’interfaccia
Connettore DB37
Questo cavo deve essere composto di fili intrecciati con uno schermo globale attaccato al rivestimento a entrambe le estremità del cavo. Ha un connettore maschio DB37 a un’estremità e un taglio a filo all’altra estremità.
PIN n.
Colore filo
Nome segnale
4
VERDE
Output digitale 1 (-)
Emettitore attiva movimento
Funzione
5
VERDE/BIANCO
Output digitale 2 (-)
Emettitore guasto al sistema
6
MARRONE/BIANCO
Output digitale 3 (-)
Emettitore cortina d'aria
7
NERO/BIANCO
Emissione digitale 4 (-)
Emettitore output riserva
12
GRIGIO/BIANCO
Immissione digitale 1
Sospendi accensione
13
ROSSO/BIANCO
Immissione digitale 2
Test gas
15
GRIGIO
Immissione digitale 4
Avvio del ciclo
17
ROSSO
24 VCC
Potenza 24 VCC
18
NERO
TERRA
Terra
MARRONE
Output digitale 1 (+)
Collettore output digitale
PE
potenziale di messa a terra
*23
intrecciato Shield
* Tutti i collettori di output digitale sono combinati insieme.
DB-37 consigliato di I / O Connessioni a controller clienti
92
FUNZIONAMENTO
Esempi cablaggio output digitale
Gli output digitali devono essere solo 24 VCC con richiesta di meno di 80 milliampere di corrente. Esistono due
buoni metodi per farlo. C’è un piccolo calo di tensione sull’optoisolatore nell’hub controllo interfaccia, quindi
si raccomanda di usare una tensione di almeno 12 VCC per protezione dal rumore generato dal circuito di avvio
dell’impianto al plasma.
Metodo 1: Usare i 24 VCC per creare un circuito input digitali sull’input nel CNC.
24
24VV
DO+ 1
DO- 1
R1
R2
10K
1M
5V
5V
R3
2.74K
Metodo 2: Usare i 24 VCC per creare una bobina relè
e usare il contatto sulla bobina ogniqualvolta il CNC lo
richieda.
24
24VV
V
DO+ 1
R2
K
1M
5V
R3
2.74K
DO- 1
A
coil
BOBINA
B
External CNC
Serial
Digital I/O
External Power
230V/3A w/ Height Control
Water Injection
External CNC
Serial
RAS
BOX w/o Height Control
120V/3A
or Injection
Water
93
CAN PS
FUNZIONAMENTO
Pagina lasciata vuota intenzionalmente.
94
DATI DEL TAGLIO
Dati del taglio
Pagina lasciata vuota intenzionalmente.
96
Dati del taglio
Dati del taglio
Utilizzare le seguenti pagine per i parametri iniziali di taglio. A seguito delle variazioni nel materiale e nelle condizioni, potrebbe essere necessario effettuare regolazioni per ottenere i risultati desiderati.
PERICOLO
Pericolo di esplosione per idrogeno! Leggere quanto segue prima d’iniziare il taglio con tavola d’acqua.
Sussiste pericolo ogniqualvolta si usa la tavola d’acqua per il taglio all’arco plasma. Dall’accumulo d’idrogeno sotto la
piastra tagliata possono conseguire gravi esplosioni. Queste esplosioni hanno causato danni alla proprietà per migliaia
di dollari. Possono derivarne lesioni personali anche letali. In base alla informazioni più attendibili reperibili sussistono
tre possibili fonti d’idrogeno nelle tavole d’acqua:
1. Reazione da metallo fuso
La maggior parte dell’idrogeno sprigiona per reazione rapida del metallo fuso dal solco nell’acqua formando ossidi
metallici. Questa reazione spiega perché i metalli reattivi con maggiore affinità per l’ossigeno, come l’alluminio e
il magnesio, rilasciano maggiori volumi d’idrogeno durante il taglio di quanto non facciano il ferro o l’acciaio. La
maggior parte di questo idrogeno sale immediatamente in superficie, ma una minor parte aderisce alle piccole
particelle metalliche. Queste particelle precipitano al fondo della tavola d’acqua e l’idrogeno gradualmente risale
alla superficie gorgogliando.
2. Reazione chimica lenta
L’idrogeno può anche derivare dalle reazioni chimiche più lente delle particelle di metallo freddo con l’acqua, con
metalli diversi, o sostanze chimiche disciolte nell’acqua. L’idrogeno gorgoglia gradualmente in superficie.
3. Gas plasma
L’idrogeno può derivare dal gas plasma. A correnti superiori ai 750 amp come gas da taglio si usa l’H-35. Questo gas
è idrogeno per il 35% del volume e l’idrogeno totale rilasciato è circa 125 cfh (3,5 mq). A prescindere dalla sorgente
l’idrogeno gassoso può accumularsi in sacche formate dalla piastra tagliata e frammenti di metallo a forma elongata
sulla tavola, o sacche in deformazioni della piastra. L’idrogeno può accumularsi anche sotto il vassoio di raccolta
scorie o nel serbatoio dell’aria, se previsti nella tavola. L’idrogeno in presenza di ossigeno o aria può incendiarsi per
l’arco al plasma o per una scintilla vagante.
4. Attenersi a queste misure per ridurre la generazione e l’accumulo dell’idrogeno:
A. Eliminare spesso le scorie (specialmente il particolato) dal fondo della tavola. Riempire la tavola con acqua
pulita.
B. Non lasciare piastre sulla tavola per una notte intera o un fine settimana.
C. Se non è stata usata la tavola d’acqua per molte ore, agitarla in qualche modo prima di posizionare la prima
piastra. Ciò consentirà il rilascio e la dispersione nell’aria dell’idrogeno accumulato nell’acqua frusta, prima che
una piastra sovrapposta lo intrappoli. Lo si potrà ottenere ponendo la prima piastra sulla tavola con una leggera
scossa, quindi sollevandola per consentire la fuga dell’idrogeno prima della posa finale per il taglio.
Nel caso di taglio sopra l’acqua, installare ventole per generare corrente d’aria tra la piastra e la superficie dell’acqua.
D.
E. Nel caso di taglio subacqueo, agitare l’acqua sotto la piastra per impedire all’idrogeno di accumularsi. Ciò si può
ottenere aerando l’acqua con aria compressa.
F. Se possibile, cambiare il livello dell’acqua tra un taglio e l’altro per dissipare l’idrogeno accumulato.
G. Mantenere il pH dell’acqua prossimo a 7 (neutro). Questo riduce la velocità della reazione chimica tra l’acqua e
i metalli.
97
Dati del taglio
AVVERTENZA
Rischio d’esplosione da taglio al plasma di leghe di alluminio-litio!
Le leghe alluminio-litio (Al-Li) si usano nell’industria aerospaziale per conseguire un peso del 10% minore rispetto alle
leghe di alluminio convenzionali. È stato riscontrato che le leghe fuse di Al-Li possono provocare esplosioni quando
poste a contatto dell’acqua. Pertanto il taglio al plasma di queste leghe non deve avvenire in presenza di acqua. Queste leghe devono essere tagliate solo asciutte o su tavola asciutta. Alcoa ha stabilito che il taglio a secco su una tavola
asciutta è sicuro e dà buoni risultati di taglio. NON eseguire il taglio a secco sopra l’acqua. NON eseguire il taglio a
iniezione d’acqua.
Le seguenti sono alcune delle leghe Al-Li reperibili in commercio:
Alithlite (Alcoa)
X8192 (Alcoa)
Alithally (Alcoa)
Navalite (Marina USA)
2090 Alloy (Alcoa)
Lockalite (Lockheed)
X8090A (Alcoa)
Kalite (Kaiser)
X8092 (Alcoa)
8091 (Alcan)
Per maggiori dettagli e informazioni per un uso esente dai rischi tipici di queste leghe, rivolgersi al proprio fornitore
di alluminio.
AVVERTENZA
La combustione di olio e grasso può scatenare fiamme irruenti!
•
•
•
•
Non usare mai olio o grasso su questa torcia. Manipolare la torcia solo con mani pulite su superfici pulite. Usare lubrificante al silicone solo ove specificato. L’olio e il grasso s’infiammano facilmente e bruciano con violenza in presenza di ossigeno sotto pressione..
AVVERTENZA
Rischio d’esplosione d’idrogeno.
Non tagliare sott’acqua con H-35! Nella tavola d’acqua è possibile un pericoloso accumulo di gas idrogeno. Il
gas idrogeno è estremamente esplosivo. Ridurre il livello dell’acqua a 10 cm minimo sotto il pezzo in lavorazione. Fare vibrare la piastra, agitare l’aria e l’acqua spesso per impedire l’accumulo dell’idrogeno.
AVVERTENZA
Rischio di sprigionamento di scintille.
Il calore, schizzi di saldatura e scintille causano incendi e ustioni.
• Non eseguire tagli nei pressi di materiale combustibile.
• Non tagliare contenitori che contenevano combustibili.
• Non portare addosso combustibili (p. es. accendino al butano).
• L’arco pilota può causare ustioni. Non puntare l’ugello della torcia su sé e gli altri, quando si attiva il processo al
plasma.
• Indossare idonee protezioni per gli occhi e il corpo.
• Indossare guanti tipo altoforno, scarponi rinforzati e casco.
• Indossare vestiario che ritarda la fiamma e copre tutte le aree esposte.
• Indossare pantaloni senza risvolto per evitare che vi rimangano intrappolate scintille e scorie.
98
Dati del taglio
Tassi massimi di flusso di gas con cannello PT-36
Tassi massimi di flusso di gas CFH (piedi cubi all’ora) (CMH)
con cannello PT-36
Purezza gas
Aria
(85 psi / 5,9 bar)
Process
269 (7,6)
Filtrato a 25 micron
Qualità DIN ISO 8573-1
Qualità olio mg/m3 = 0,1 classe 2
Temperatura +3SDgrC classe 4
Azoto
(125 psi / 8,6 bar)
385 (10,9)
99,99%, Filtrato a 25 micron
Ossigeno
(125 psi / 8,6 bar)
66 (1,9)
99,5%, Filtrato a 25 micron
Gas e
pressione
I dati di taglio sono stati raccolti con i seguenti materiali:
Alluminio: 6061,Al-Mg1SiCu,AlMg1SiCu,3.3211
Acciaio al carbonio: AISI 1008, ASTM A572 Gr.50, ASTM A36
Acciaio inossidabile: 304, 1.4301 CrNi DIN 17440 X5CrNi18-10 DIN EN 10088
*** Per ottenere dei risultati ottimali, i materiali con diverse composizioni e proprietà possono richiedere una regolazione dei parametri di taglio pubblicati. ***
99
Dati del taglio
Electrode Holders
PT-36 Parti di riferimento materiali di
consumo e usura
Part No
Description
0558003924
n/p
0558003924
Part No
0558005457
0558002533
n/p
0558001625
0558005457
0558002533
0558001625
Part No
0558005459
0558012000
n/p
0558003928
0558005459
0558012318
0558012000
0558003928
Part No
0558006010
0558006014
n/p
0558006018
0558006010
0558006020
0558006014
0558006023
0558006018
0558006023
Part No
0558011619
n/p
0558010722
0558011619
0558010722
Part No
n/p
0004470045
0004470045
0558009715
0558009715
0558009550
0558009550
0558006624
0558006624
Part No
n/p
0004470030
0004470030
0004470031
0004470031
Part
n/pNo
0558006130
0558006130
0558006141
0558006141
0558006166
n/pNo
Part
0558009551
0558009551
n/p
Part No
0004470046
0004470046
0558009548
0558009548
ELECTRODE HOLDER PT-36
Portaelettrodo
Descrizione
PORTAELETTRODO
PT-36
Baffles
Description
BAFFLE 4 HOLE x .022" PT-36
BAFFLE 4 HOLEDeflettori
x .032" PT-36
Descrizione
BAFFLE 8 HOLE x .047" PT-36
DEFLETTORE A 4 FORI x 0,022” PT-36
DEFLETTORE A 4 FORI x 0,032” PT-36
DEFLETTORE A 8 FORI x 0,047” PT-36
Electrodes
Description
ELECTRODE O2/N2,
Low Current PT-36
Elettrodi
ELECTRODE O2 TL, Standard
PT-36
Descrizione
ELECTRODE
N2/H35,
Standard
PT-36
ELETTRODO O2/N2,
corrente
bassa PT-36
ELETTRODO O2 / AIR T076 PT-36
ELETTRODO O2 TL, Standard PT-36
Standard
Nozzles
ELETTRODO
N2/H35, Standard
PT-36
Description
NOZZLE 1.0mm (.040") PT-36
Ugelli
standard
(.055")
PT-36
NOZZLE 1.4mm
Descrizione
NOZZLE 1.8mm (.070") PT-36
UGELLO 1,0
mm (0.040")
PT-36
(.080")
PT-36
NOZZLE
2.0mm
UGELLO 1,4
mm (0.055")
PT-36
(.090")
PT-36
NOZZLE
2.3mm
UGELLO 1,8 mm (0.070") PT-36
UGELLO 2,3 mm (0.090") PT-36
XR Series Nozzles
Description
Ugelli serie XR
PT-36
NOZZLE XR 1.9mm (.073")Descrizione
(.085")
PT-36
NOZZLE
XR
UGELLO XR
1,92.2mm
mm (0.073")
PT-36
UGELLO XR 2,2 mm (0.085") PT-36
Nozzle Retaining Cups
Description
Coppe di ritenzione
ugello
NOZZLE RETAINING CUP Descrizione
PT-36
COPPA DI RETAINING
RITENZIONE UGELLO
PT-36
NOZZLE
CUP w/
BRASS CAP PT-36
COPPA DI RETAINING
RITENZIONE UGELLO
PT-36
con CAPPUCCIO OTTONE
NOZZLE
CUP XR
PT-36
COPPA DI RETAINING
RITENZIONE UGELLO
XR PT-36
NOZZLE
CUP XR-SPEEDLOADER
PT-36
COPPA DI RITENZIONE UGELLO XR-CARICATORE VELOCE PT-36
Diffusers
Diffusori
DIFFUSER 16-HOLE
DIFFUSORE A 16 FORI
DIFFUSER 24-SLOT
Description
Descrizione
DIFFUSORE A 24 APERTURE
Standard
Shields
Schermi standard
Description
Descrizione
SHIELD
SCHERMO3.0mm
3,0 mm(.120")
(0.120") PT-36
PT-36
SHIELD
SCHERMO4.1mm
4,1 mm(.160")
(0.160") PT-36
PT-36
SCHERMO 6,6 mm (0.259") PT-36
XR
XR Schermi
Seriesserie
Shields
Descrizione
Description
SCHERMOXR
XR5.1mm
5,1mm (0.200")
(.200")PT-36
PT-36
SHIELD
Ghiere reggischermo
Shield
Retainers
Descrizione
Description
GHIERA REGGISCHERMO PT-36
SHIELD
RETAINER PT-36
GHIERA REGGISCHERMO
XR PT-36
SHIELD RETAINER XR PT-36
Utensili
n/p
Part No
0558003918
0558007105
0558003918
0004470049
0558007105
0004470049
100
Tools
Descrizione
Description
UTENSILE PORTAELETTRODO
PT-36
GIRADADI
7/16" (utensile
elettrodo)PT-36
TOOL
ELECTRODE
HOLDER
BRUGOLA
2,8 mm
(0,109")
(Electrode Tool)
NUT
DRIVER
7/16"
WRENCH HEX KEY 0.109"
Revisione 1.0, 28.08.2014
ARIA
ARIA
ARIA
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
345
330
305
295
270
160
100
75
60
0.030
0.036
0.048
0.060
0.080
0.125
0.160
0.200
0.250
1
PicNo
355
0.024
Ghiera reggischermo
Schermo
0.055
0.055
0.045
0.045
0.040
0.040
0.040
0.040
0.040
0.040
155
150
150
145
140
140
140
140
140
140
0.160
0.160
0.160
0.160
0.160
0.200
0.200
0.200
0.200
0.200
0.160
0.160
0.160
0.160
0.160
0.120
0.120
0.120
0.120
0.120
0.200
0.164
0.150
0.130
0.120
0.120
0.120
0.120
0.120
0.120
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.0
0.0
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
50
50
50
50
50
50
50
50
50
50
(psi)
65
65
65
65
65
65
65
65
65
65
Taglio
(psi)
100
100
100
100
100
100
100
100
100
100
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
45
Materiale
Spessore Velocità
(po/min)
(po)
S-01
Acciaio al carbonio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
101
102
Acciaio al carbonio
45
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
7750
7490
6860
4060
2540
1910
1520
1
1.2
1.5
2
3
4
5
6
1
PicNo
8760
8380
0.8
9020
0.5
1.4
1.4
1.1
1.1
1.0
1.0
1.0
1.0
1.0
1.0
155
150
150
145
140
140
140
140
140
140
4
4
4
4
4
5
5
5
5
5
4
4
4
4
4
3
3
3
3
3
5.1
4.2
3.8
3.3
3.0
3.0
3.0
3.0
3.0
3.0
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.0
0.0
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
(bar)
4.48
4.48
4.48
4.48
4.48
4.48
4.48
4.48
4.48
4.48
Taglio
(bar)
2.83
2.83
2.83
2.83
2.83
2.83
2.83
2.83
2.83
2.83
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-01
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
130
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
Diffusore
150
105
80
60
40
16
12
0.375
0.500
0.625
0.750
1.000
1.250
56
PicNo
0.075
180
0.188
0.250
0.150
0.150
0.125
0.110
0.080
0.080
0.075
0.070
219
208
197
190
182
180
168
167
165
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.500
0.500
0.375
0.360
0.280
0.290
0.175
0.175
0.160
0.500
0.400
0.375
0.360
0.280
0.290
0.175
0.175
0.150
1.5
1.5
1.0
0.8
0.5
0.4
0.3
0.2
0.1
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
25
25
25
25
25
25
25
25
25
(psi)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
220
0.134
Spessore Velocità
(po/min)
(po)
60
60
60
60
60
60
60
60
60
Taglio
(psi)
Gas plasma PG
130
130
130
130
130
130
130
130
130
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Nota. La perforazione è sconsigliata su spessori maggiori di 1,00 pollici
S-02
Acciaio al carbonio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
103
104
Acciaio al carbonio
130
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
4570
3810
2670
2030
1520
1020
410
300
5
6
10
12
16
20
25
32
56
PicNo
5590
3
3.8
3.8
3.2
2.8
2.0
2.0
1.9
1.9
1.8
219
208
197
190
182
180
168
167
165
4
4
4
4
4
4
4
4
4
13
13
10
9
7
7
4
4
4
12.7
10.2
9.5
9.1
7.1
7.4
4.4
4.4
3.8
1.5
1.5
1.0
0.8
0.5
0.4
0.3
0.2
0.1
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
1.72
1.72
1.72
1.72
1.72
1.72
1.72
1.72
1.72
(bar)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
Taglio
(bar)
3.68
3.68
3.68
3.68
3.68
3.68
3.68
3.68
3.68
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Nota. La perforazione è sconsigliata su spessori maggiori di 25 mm
S-02
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
130
O2
O2
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
Diffusore
110
80
60
55
20
15
12
10
0.375
0.500
0.625
0.750
1.000
1.250
1.375
1.500
59
PicNo
129
0.315
0.180
0.180
0.180
0.160
0.110
0.080
0.080
0.080
0.080
0.080
0.080
217
150
0.160
0.080
180
177
175
172
144
146
145
135
131
127
127
127
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.500
0.500
0.500
0.500
0.375
0.312
0.240
0.188
0.160
0.160
0.160
0.160
0.380
0.380
0.340
0.380
0.214
0.255
0.240
0.170
0.140
0.100
0.090
0.080
1.5
1.5
1.5
1.5
1.0
0.6
0.6
0.6
0.5
0.5
0.3
0.3
1.0
1.0
1.0
1.0
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
18
18
18
18
18
18
18
18
18
18
18
18
(psi)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
240
0.250
0.125
Spessore Velocità
(po/min)
(po)
50
50
50
50
50
50
50
50
50
50
50
50
Taglio
(psi)
Gas plasma PG
110
110
110
110
110
110
110
110
110
110
110
110
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Nota. La perforazione è sconsigliata su spessori maggiori di 1,00 pollici
S-11
Acciaio al carbonio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
105
106
Acciaio al carbonio
130
O2
O2
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
59
PicNo
250
38
1400
20
300
1520
16
35
2030
12
510
2790
10
380
3280
8
32
3810
6
25
5510
4780
4
5
6100
3
4.6
4.6
4.6
4.1
2.8
2.0
2.0
2.0
2.0
2.0
2.0
2.0
2.0
180
177
175
172
144
146
145
135
131
127
127
127
127
4
4
4
4
4
4
4
4
4
4
4
4
4
13
13
13
13
10
8
6
5
4
4
4
4
4
9.7
9.7
8.6
9.7
5.4
6.5
6.1
4.3
3.5
2.5
2.3
2.2
2.0
1.5
1.5
1.5
1.5
1.0
0.6
0.6
0.6
0.5
0.5
0.3
0.3
0.3
1.0
1.0
1.0
1.0
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
(bar)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
3.45
Taglio
(bar)
3.11
3.11
3.11
3.11
3.11
3.11
3.11
3.11
3.11
3.11
3.11
3.11
3.11
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Nota. La perforazione è sconsigliata su spessori maggiori di 25 mm
S-11
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
200
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
Diffusore
0.190
0.215
105
85
65
35
25
22
20
12
8
0.625
0.750
1.000
1.250
1.375
1.500
1.750
2.000
58
PicNo
0.110
140
0.375
0.500
0.250
0.190
0.180
0.135
0.130
0.120
0.115
0.090
232
230
218
198
195
188
182
181
170
164
155
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.629
0.625
0.625
0.625
0.625
0.500
0.375
0.312
0.250
0.188
0.160
0.629
0.580
0.530
0.400
0.380
0.330
0.250
0.207
0.207
0.170
0.100
1.5
1.0
1.0
1.0
1.0
1.0
0.5
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
25
25
25
25
25
25
25
25
25
25
25
(psi)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
190
0.250
Spessore Velocità
(po/min)
(po)
60
60
60
60
60
60
60
60
60
60
60
Taglio
(psi)
Gas plasma PG
130
130
130
130
130
130
130
130
130
130
130
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Nota. La perforazione è sconsigliata su spessori maggiori di 1,25 pollici
S-03
Acciaio al carbonio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
107
108
Acciaio al carbonio
200
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
3560
2670
2160
1650
890
640
560
510
300
200
10
12
16
20
25
32
35
38
45
50
58
PicNo
4830
6
6.4
5.5
4.8
4.8
4.6
3.4
3.3
3.0
2.9
2.8
2.3
232
230
218
198
195
188
182
181
170
164
155
4
4
4
4
4
4
4
4
4
4
4
16
16
16
16
16
13
10
8
6
5
4
16.0
14.7
13.5
10.2
9.7
8.4
6.4
5.3
5.3
4.3
2.5
1.5
1.0
1.0
1.0
1.0
1.0
0.5
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
1.72
1.72
1.72
1.72
1.72
1.72
1.72
1.72
1.72
1.72
1.72
(bar)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
Taglio
(bar)
3.68
3.68
3.68
3.68
3.68
3.68
3.68
3.68
3.68
3.68
3.68
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Nota. La perforazione è sconsigliata su spessori maggiori di 32 mm
S-03
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
200
O2
O2
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
Diffusore
60
PicNo
11
2.000
50
1.000
17
65
0.875
1.750
0.147
80
0.750
38
100
0.625
25
120
0.500
1.250
140
0.375
1.500
0.128
174
0.313
0.225
0.209
0.180
0.126
0.125
0.117
0.109
0.109
0.099
0.089
210
0.250
0.081
275
187
173
170
160
158
152
145
144
143
138
139
140
130
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.230
0.625
0.625
0.625
0.625
0.500
0.438
0.375
0.312
0.250
0.230
0.230
0.230
0.230
0.449
0.291
0.319
0.282
0.250
0.208
0.165
0.134
0.104
0.090
0.090
0.090
0.064
1.5
1.3
1.3
1.3
1.0
0.8
0.7
0.5
0.4
0.4
0.3
0.3
0.3
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.3
0.5
0.5
0.5
0.5
0.5
18
18
18
18
18
18
18
18
18
18
18
18
18
(psi)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
0.188
Spessore Velocità
(po/min)
(po)
60
60
60
60
60
60
60
60
60
60
60
60
60
Taglio
(psi)
Gas plasma PG
200
200
200
200
200
200
200
200
200
200
200
200
200
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Nota. La perforazione è sconsigliata su spessori maggiori di 1,25 pollici
S-12
Acciaio al carbonio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
109
110
Acciaio al carbonio
200
O2
O2
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
60
PicNo
280
25
50
1270
22
430
1650
20
45
2030
16
970
2533
12
640
3050
10
32
3560
8
38
5330
4420
6
6990
5
5.7
5.3
4.6
3.7
3.3
3.2
3.2
3.0
2.8
2.8
2.5
2.3
2.1
187
173
170
160
158
152
145
144
143
138
139
140
130
6
6
6
6
6
6
6
6
6
6
6
6
6
16
16
16
16
13
11
10
8
6
6
6
6
6
11.4
7.4
8.1
7.2
6.4
5.3
4.2
3.4
2.6
2.3
2.3
2.3
1.6
1.5
1.3
1.3
1.3
1.0
0.8
0.7
0.5
0.4
0.4
0.3
0.3
0.3
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.3
0.5
0.5
0.5
0.5
0.5
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
1.24
(bar)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
4.13
Taglio
(bar)
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Nota. La perforazione è sconsigliata su spessori maggiori di 32 mm
S-12
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio al carbonio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
N2
N2
N2
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
120
85
75
0.160
0.200
0.250
7
PicNo
160
0.125
Ghiera reggischermo
Schermo
0.060
0.050
0.050
0.050
188
180
176
172
0.160
0.160
0.160
0.160
0.250
0.166
0.160
0.160
0.250
0.166
0.160
0.156
0.2
0.2
0.2
0.2
0.8
0.8
0.8
0.8
25
25
25
25
(psi)
80
80
80
80
Taglio
(psi)
150
150
150
150
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
50
Materiale
Spessore Velocità
(po/min)
(po)
S-16
Alluminio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
111
112
Alluminio
50
N2
N2
N2
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
4060
3050
2160
1900
3
4
5
6
7
PicNo
4750
2
1.5
1.3
1.3
1.3
1.3
188
180
176
172
168
4
4
4
4
4
6
4
4
4
4
6.4
4.2
4.1
4.0
3.8
0.2
0.2
0.2
0.2
0.2
0.8
0.8
0.8
0.8
0.8
1.72
1.72
1.72
1.72
1.72
(bar)
5.51
5.51
5.51
5.51
5.51
Taglio
(bar)
4.25
4.25
4.25
4.25
4.25
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-16
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
ARIA
ARIA
ARIA
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
70
0.250
1
PicNo
80
0.200
0.045
0.045
0.045
0.045
110
100
0.125
0.045
130
0.160
0.080
Ghiera reggischermo
Schermo
160
160
160
160
160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.120
0.120
0.120
0.120
0.120
0.1
0.1
0.1
0.1
0.1
0.5
0.5
0.5
0.5
0.5
50
50
50
50
50
(psi)
60
60
60
60
60
Taglio
(psi)
100
100
100
100
100
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
55
Materiale
Spessore Velocità
(po/min)
(po)
S-07
Alluminio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
113
114
Alluminio
55
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
2030
1780
5
6
1
PicNo
2790
2540
3
4
3300
2
1.1
1.1
1.1
1.1
1.1
160
160
160
160
160
4
4
4
4
4
4
4
4
4
4
3.0
3.0
3.0
3.0
3.0
0.1
0.1
0.1
0.1
0.1
0.5
0.5
0.5
0.5
0.5
3.45
3.45
3.45
3.45
3.45
(bar)
4.13
4.13
4.13
4.13
4.13
Taglio
(bar)
2.83
2.83
2.83
2.83
2.83
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-07
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
N2
N2
N2
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
75
50
0.375
0.500
8
PicNo
80
0.250
Ghiera reggischermo
Schermo
0.045
0.065
0.065
160
155
153
0.160
0.160
0.160
0.250
0.188
0.160
0.190
0.180
0.160
0.7
0.7
0.7
0.8
0.8
0.5
20
20
20
(psi)
40
40
40
Taglio
(psi)
150
150
150
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
100
Materiale
Spessore Velocità
(po/min)
(po)
S-17
Alluminio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
115
116
Alluminio
100
N2
N2
N2
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
1900
1270
12
8
PicNo
1.7
1970
8
10
1.1
1.7
1.7
2030
6
160
155
154
153
4
4
4
4
6
5
4
4
4.8
4.6
4.3
4.1
0.6
0.6
0.6
0.6
0.8
0.8
0.7
0.5
1.38
1.38
1.38
1.38
(bar)
2.76
2.76
2.76
2.76
Taglio
(bar)
4.25
4.25
4.25
4.25
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-17
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
130
ARIA
ARIA
ARIA
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
80
70
50
40
30
0.500
0.625
0.750
1.000
56
PicNo
0.095
90
0.313
0.375
0.105
0.100
0.095
0.095
0.095
0.095
100
0.250
Ghiera reggischermo
Schermo
207
193
193
182
180
178
175
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.750
0.500
0.500
0.375
0.375
0.375
0.195
0.349
0.300
0.300
0.245
0.220
0.205
0.195
1.5
0.7
0.7
0.7
0.7
0.7
0.7
0.5
0.5
0.5
0.5
0.5
0.5
0.5
30
30
30
30
30
30
30
(psi)
60
60
60
60
60
60
60
Taglio
(psi)
130
130
130
130
130
130
130
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
Alluminio
Materiale
Spessore Velocità
(po/min)
(po)
S-08
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
117
118
Alluminio
130
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
2030
1778
1270
1020
760
12
16
20
25
56
PicNo
2.4
2290
8
10
2.7
2.5
2.4
2.4
2.4
2.4
2540
6
207
193
193
182
180
178
175
4
4
4
4
4
4
4
20
13
13
10
10
10
5
8.9
7.6
7.6
6.2
5.6
5.2
5
1.5
0.7
0.7
0.7
0.7
0.7
0.7
0.5
0.5
0.5
0.5
0.5
0.5
0.5
2.06
2.06
2.06
2.06
2.06
2.06
2.06
(bar)
4.14
4.14
4.14
4.14
4.14
4.14
4.14
Taglio
(bar)
3.68
3.68
3.68
3.68
3.68
3.68
3.68
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-08
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
200
ARIA
ARIA
ARIA
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
85
70
60
40
30
0.625
0.750
1.000
1.250
23
PicNo
0.130
110
0.375
0.500
0.157
0.140
0.140
0.140
0.130
0.110
125
0.250
Ghiera reggischermo
Schermo
192
189
182
170
167
165
155
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.625
0.500
0.375
0.375
0.250
0.250
0.187
0.375
0.375
0.375
0.375
0.250
0.250
0.187
1.1
0.7
0.5
0.5
0.5
0.5
0.5
0.7
0.6
0.5
0.6
0.3
0.3
0.4
30
30
30
30
30
30
30
(psi)
44
44
44
44
44
44
44
Taglio
(psi)
201
201
201
201
201
201
201
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
Alluminio
Materiale
Spessore Velocità
(po/min)
(po)
S-09
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
119
120
Alluminio
200
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
2790
2160
1880
1780
1520
1020
830
760
12
15
16
20
25
30
32
23
PicNo
3.1
2980
8
10
4.0
3.9
3.6
3.6
3.6
3.5
3.3
3.3
2.8
3180
6
192
191
189
182
170
169
167
165
160
155
4
4
4
4
4
4
4
4
4
4
16
15
13
10
10
9
6
6
6
5
9.5
9.5
9.5
9.5
9.5
8.7
6.4
6.4
5.6
4.7
1.1
1.0
0.7
0.5
0.5
0.5
0.5
0.5
0.5
0.4
0.7
0.7
0.6
0.5
0.6
0.5
0.3
0.3
0.3
0.4
2.00
2.00
2.00
2.00
2.00
2.00
2.00
2.00
2.00
2.00
(bar)
3.03
3.03
3.03
3.03
3.03
3.03
3.03
3.03
3.03
3.03
Taglio
(bar)
5.69
5.69
5.69
5.69
5.69
5.69
5.69
5.69
5.69
5.69
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-09
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
N2
N2
N2
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
105
85
62
40
27
20
17
15
0.375
0.500
0.625
0.750
1.000
1.250
1.375
1.500
9
PicNo
125
0.250
Ghiera reggischermo
Schermo
0.180
0.180
0.157
0.120
0.110
0.102
0.095
0.100
0.100
195
193
192
192
180
170
162
145
140
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.750
0.688
0.625
0.500
0.375
0.312
0.250
0.188
0.160
0.380
0.380
0.375
0.271
0.330
0.274
0.218
0.120
0.115
1.1
1.1
1.1
0.7
0.5
0.5
0.5
0.5
0.5
0.6
1.1
1.1
0.9
0.6
0.6
0.6
0.6
0.6
10
10
10
10
10
10
10
10
10
(psi)
46
46
46
46
46
46
46
46
46
Taglio
(psi)
150
150
150
150
150
150
150
150
150
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
200
Materiale
Spessore Velocità
(po/min)
(po)
S-18
Alluminio
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
121
122
Alluminio
200
N2
N2
N2
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
2670
2160
1730
1570
1020
690
560
510
430
380
12
15
16
20
25
30
32
35
38
9
PicNo
2.5
2910
8
10
4.6
4.6
4.0
3.7
3.0
2.8
2.6
2.5
2.4
2.5
2.5
3180
6
195
193
192
192
192
180
170
168
162
145
143
140
4
4
4
4
4
4
4
4
4
4
4
4
19
17
16
15
13
10
8
8
6
5
4
4
9.7
9.7
9.5
8.8
6.9
8.4
7.0
6.6
5.5
3.0
3.0
2.9
1.1
1.1
1.1
1.0
0.7
0.5
0.5
0.5
0.5
0.5
0.5
0.4
0.6
1.1
1.1
1.0
0.9
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.69
0.69
0.69
0.69
0.69
0.69
0.69
0.69
0.69
0.69
0.69
0.69
(bar)
3.17
3.17
3.17
3.17
3.17
3.17
3.17
3.17
3.17
3.17
3.17
3.17
Taglio
(bar)
4.25
4.25
4.25
4.25
4.25
4.25
4.25
4.25
4.25
4.25
4.25
4.25
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-18
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Alluminio - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
55
ARIA
ARIA
ARIA
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
75
50
45
0.200
0.250
1
PicNo
0.045
105
0.125
0.160
0.045
0.045
0.045
0.045
150
0.080
Ghiera reggischermo
Schermo
150
150
147
143
140
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.120
0.120
0.120
0.120
0.120
0.1
0.1
0.1
0.1
0.1
0.5
0.5
0.5
0.5
0.5
50
50
50
50
50
(psi)
60
60
60
60
60
Taglio
(psi)
100
100
100
100
100
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
Acciaio inossidabile
Materiale
Spessore Velocità
(po/min)
(po)
S-04
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
123
124
Acciaio inossidabile
55
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
1900
1270
1140
4
5
6
1
PicNo
3810
2670
2
3
4650
1
1.1
1.1
1.1
1.1
1.1
1.1
150
150
147
143
140
137
4
4
4
4
4
4
4
4
4
4
4
4
3.0
3.0
3.0
3.0
3.0
3.0
0.1
0.1
0.1
0.1
0.1
0.1
0.5
0.5
0.5
0.5
0.5
0.5
3.45
3.45
3.45
3.45
3.45
3.45
(bar)
4.13
4.13
4.13
4.13
4.13
4.13
Taglio
(bar)
2.83
2.83
2.83
2.83
2.83
2.83
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-04
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
70
N2
N2
N2
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
150
105
75
50
0.080
0.125
0.160
0.200
16
PicNo
275
0.040
Ghiera reggischermo
Schermo
0.050
0.050
0.050
0.050
.040
150
148
146
140
140
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.120
0.120
0.110
0.080
0.080
0.1
0.1
0.1
0.1
0.1
0.4
0.4
0.4
0.1
0.1
25
25
25
25
25
(psi)
50
50
50
50
50
Taglio
(psi)
250
250
250
250
250
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
Acciaio inossidabile
Materiale
Spessore Velocità
(po/min)
(po)
S-13
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
125
126
Acciaio inossidabile
70
N2
N2
N2
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
6100
3300
2540
1780
2
3
4
5
16
PicNo
6980
1
1.3
1.3
1.3
1.3
1.0
150
148
146
140
140
4
4
4
4
4
4
4
4
4
4
3.0
3.0
2.8
2.0
2.0
0.1
0.1
0.1
0.1
0.1
0.4
0.4
0.4
0.2
0.1
1.72
1.72
1.72
1.72
1.72
(bar)
3.45
3.45
3.45
3.45
3.45
Taglio
(bar)
7.08
7.08
7.08
7.08
7.08
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-13
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
130
ARIA
ARIA
ARIA
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
100
70
50
30
20
0.250
0.375
0.500
0.625
0.750
56
PicNo
110
0.188
Ghiera reggischermo
Schermo
0.135
0.110
0.095
0.085
0.085
0.085
200
190
186
175
170
170
0.160
0.160
0.160
0.160
0.160
0.160
0.600
0.400
0.400
0.400
0.400
0.400
0.400
0.330
0.290
0.230
0.200
0.200
1.0
0.6
0.6
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
30
30
30
30
30
30
(psi)
60
60
60
60
60
60
Taglio
(psi)
200
200
200
200
200
200
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
Acciaio inossidabile
Materiale
Spessore Velocità
(po/min)
(po)
S-05
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
127
128
Acciaio inossidabile
130
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
1780
1270
760
500
12
16
20
56
PicNo
2.2
2540
6
10
3.4
2.8
2.4
2.2
2.2
2795
5
200
190
186
175
170
170
4
4
4
4
4
4
10
10
10
10
10
10
10
8
7
6
5
5
1.0
0.6
0.6
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
2.07
2.07
2.07
2.07
2.07
2.07
(bar)
4.14
4.14
4.14
4.14
4.14
4.14
Taglio
(bar)
5.67
5.67
5.67
5.67
5.67
5.67
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-05
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
N2
N2
N2
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
45
30
27
25
0.375
0.500
0.625
0.750
8
PicNo
85
0.250
Ghiera reggischermo
Schermo
0.110
0.105
0.105
0.105
0.090
180
170
165
155
150
0.160
0.160
0.160
0.160
0.160
0.500
0.500
0.190
0.190
0.190
0.300
0.200
0.125
0.120
0.090
0.9
0.7
0.6
0.5
0.3
0.3
0.3
0.3
0.3
0.3
15
15
15
15
15
(psi)
55
55
55
55
55
Taglio
(psi)
150
150
150
150
150
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
130
Materiale
Spessore Velocità
(po/min)
(po)
S-14
Acciaio inossidabile
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
129
130
Acciaio inossidabile
130
N2
N2
N2
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
1140
760
690
640
12
16
20
8
PicNo
2.5
1630
8
10
2.8
2.7
2.7
2.7
2.3
2160
6
180
170
160
155
153
150
4
4
4
4
4
4
13
11
5
5
5
5
7.6
5.1
3.2
3.0
2.7
2.3
0.9
0.7
0.6
0.5
0.4
0.3
0.3
0.3
0.3
0.3
0.3
0.3
1.03
1.03
1.03
1.03
1.03
1.03
(bar)
3.79
3.79
3.79
3.79
3.79
3.79
Taglio
(bar)
4.25
4.25
4.25
4.25
4.25
4.25
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-14
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
Acciaio inossidabile
200
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
Diffusore
20
1.000
1.250
58
PicNo
8
40
0.750
2.000
60
0.625
12
85
0.500
10
120
0.375
1.750
170
0.313
1.500
210
190
0.250
240
0.188
Spessore Velocità
(po/min)
(po)
0.200
0.174
0.160
0.160
0.125
0.110
0.097
0.080
0.080
0.090
0.080
0.080
223
210
207
205
185
175
166
165
163
160
158
155
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.160
0.625
0.625
0.625
0.625
0.500
0.375
0.375
0.375
0.375
0.250
0.250
0.160
0.600
0.450
0.400
0.400
0.250
0.225
0.200
0.180
0.180
0.170
0.150
0.150
1.5
1.5
1.5
1.5
1.0
0.5
0.5
0.5
0.5
0.5
0.2
0.2
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
30
30
30
30
30
30
30
30
30
30
30
30
(psi)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
60
60
60
60
60
60
60
60
60
60
60
60
Taglio
(psi)
Gas plasma PG
200
200
200
200
200
200
200
200
200
200
200
200
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Nota. La perforazione è sconsigliata su spessori maggiori di 1,25 pollici
S-06
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
131
132
Acciaio inossidabile
200
ARIA
ARIA
ARIA
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
Ritenuta dell’ugello
4320
3050
2160
1525
1020
510
305
250
200
10
12
16
20
25
32
38
45
50
58
PicNo
5335
4830
6
8
6100
5
5
4.4
4
4
3.2
2.8
2.5
2
2
2
2
2
223
210
207
205
185
175
166
165
163
160
158
155
4
4
4
4
4
4
4
4
4
4
4
4
16
16
16
16
13
10
10
10
10
6
6
4
15
11
10
10
6
5.5
5
4.6
4.6
4.3
3.8
3.8
1.5
1.5
1.5
1.5
1.0
0.5
0.5
0.5
0.5
0.5
0.2
0.2
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
2.07
2.07
2.07
2.07
2.07
2.07
2.07
2.07
2.07
2.07
2.07
2.07
(bar)
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
4.14
4.14
4.14
4.14
4.14
4.14
4.14
4.14
4.14
4.14
4.14
4.14
Taglio
(bar)
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
5.66
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Nota. La perforazione è sconsigliata su spessori maggiori di 32 mm
S-06
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
Revisione 1.0, 28.08.2014
Revisione 1.0, 28.08.2014
N2
N2
N2
--
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
120
80
65
50
30
0.375
0.500
0.625
0.750
1.000
10
PicNo
165
0.250
Ghiera reggischermo
Schermo
0.120
0.115
0.115
0.093
0.093
0.085
175
164
158
148
145
135
0.160
0.160
0.160
0.160
0.160
0.160
0.580
0.460
0.400
0.340
0.245
0.160
0.580
0.460
0.400
0.340
0.245
0.150
1.6
1.4
0.7
0.6
0.6
0.5
0.3
0.3
0.3
0.3
0.3
0.3
15
15
15
15
15
15
(psi)
30
30
30
30
30
30
Taglio
(psi)
150
150
150
150
150
150
Innesco/
taglio (cfh)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
intaglio
arco iniziale foratura taglio foratura AHC
(po)
(s)
(po)
(po)
(po)
(s)
Innesco
200
Materiale
Spessore Velocità
(po/min)
(po)
S-15
Acciaio inossidabile
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
133
134
Acciaio inossidabile
200
N2
N2
N2
--
Materiale
Ampere
Gas di innesco
Gas di taglio
Gas di schermatura-1
Gas di schermatura-2
Ghiera reggischermo
Schermo
2030
1780
1330
1190
890
760
12
15
16
20
25
10
PicNo
2.3
3070
8
10
3.0
2.9
2.9
2.9
2.8
2.4
2.2
4190
6
175
164
158
157
153
145
140
135
4
4
4
4
4
4
4
4
19
18
18
16
9
6
6
6
14.7
11.7
10.2
9.8
8.6
6.2
5.1
3.8
1.6
1.4
.7
.7
.5
.5
.5
.5
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
1.03
1.03
1.03
1.03
1.03
1.03
1.03
1.03
(bar)
2.07
2.07
2.07
2.07
2.07
2.07
2.07
2.07
Taglio
(bar)
4.25
4.25
4.25
4.25
4.25
4.25
4.25
4.25
Innesco/
taglio (m3/h)
Gas di
schermatura
SG
Diffusore
Gas plasma PG
Ritenuta dell’ugello
Ampiezza Tensione Altezza Altezza Altezza Ritardo Ritardo
Spessore Velocità
intaglio
arco iniziale foratura taglio foratura AHC
(mm) (mm/min)
(s)
(mm)
(s)
(mm)
(mm)
(mm)
Innesco
S-15
Selezione file
produzione
Ugello
Elettrodo
Deflettore
Sostegno
Acciaio inossidabile - produzione
Revisione 1.0, 28.08.2014
MAINTENANCE /
TROUBLESHOOTING
Maintenance/Troubleshooting
This page intentionally left blank.
136
Maintenance/Troubleshooting
Maintenance
General
WARNING
WARNING
Electric Shock Can Kill!
Shut off power at the line (wall) disconnect before attempting any maintenance.
Eye Hazard When Using Compressed Air To Clean.
•
•
CAUTION
Wear approved eye protection with side shields when cleaning the Plasma
Console.
Use only low pressure air.
Maintenance On This Equipment Should Only Be Performed By
Trained Personnel.
Cleaning
Regularly scheduled cleaning of the Plasma Console is required to help keep the unit running trouble free.
The frequency of cleaning depends on environment and use.
1. Turn power off at wall disconnect.
2. Remove side panels.
3. Use low pressure compressed dry air, remove dust from all air passages and components. Pay particular
attention to heat sinks in the front of the unit. Dust insulates, reducing heat dissipation. Be sure to wear
eye protection.
CAUTION
Air restrictions may cause plasma unit heat to over heat.
Thermal Switches may be activated causing interruption of function.
Do not use air filters on this unit.
Keep air passages clear of dust and other obstructions.
WARNING
Electric Shock Hazard!
Be sure to replace any covers removed during cleaning
before turning power back on.
137
Maintenance/Troubleshooting
Plasma Console Block Diagram
WARNING
Main
Fan
Dangerous Voltages and Current! Electric Shock Can
Kill! Before operation, ensure installation and grounding procedures have been followed. Do not operate this
equipment with covers removed.
200/230/380/
400/460/575V
3 ~ Input
Input
Fuses
(F1, F2)
Main
Contactor
Soft
Start
Relay
Main
Transformer
3 x 2 Ohm
300 Watt
Resistors
3~
Rectifier
IGBT Driver
Board
1 x 6000uf
450V
Capacitors
2 x 400 Amp
IGBT’s
Inductor
Output
138
1 ~ T2
Control
Transformer
Main Control
Board
Hall Sensors
Fuse
F3
CAN
Pump
IC
(Interface
Control)
Relay Block
Maintenance/Troubleshooting
Plasma Console Coolant Flow Diagram
As soon as the Plasma Console is supplied with input power, the coolant pump motor turns ON. Coolant pumps
out to the torch and returns back to the coolant tank through the radiators, filter, flow sensor, and IGBTs cold
plate respectively. The pump has an internal adjustable bypass valve set to 225 psi (15.5 bar). There is also an external adjustable regulator, set to 175 psi (12 bar), to bypass the coolant flow if pressure exceeds 175 psi (12 bar).
The coolant flow diagram is as shown in the figure below.
GAUGE
IGBT COLD PLATE
FLOW SENSOR (FS1)
LEVEL SENSOR
(LS1)
139
Maintenance/Troubleshooting
Turbine Flow Sensor
Features :
Small and compact dimension
Easy connection, 1/2” BSP thread
High reliability and durability
Installation flexibility : vertical or horizontal
Wide rated voltage : 2.4 to 26 VDC
Hall effect sensor, digital output
Electrical :
Supply voltage : 2.4 – 26 V DC
Supply current : typical 3.0 mA, maximum 6.0 mA.
Output mode : open collector
Output rise time : typical 1.0μsecond. maximum 10μsecond.
Output falling time : typical 0. 3μsecond. maximum 1.5μsecond.
Wire connection : Termianl 1 (Red) : Vdd Terminal 2 (Brown) : Vout Terminal 3 (Black) : Gnd
Application :
Mounting Method : Horizontal to Vertical
Range of Flow Rate : 1.5 – 25 L/min.
Maximum working pressure : 1MPa
Fluid : Cold / Warm Water
Fluid temperature : 0 ~ 80o C
Environment temperature : -20 ~ 80o C
Body Materials : PPS with 40% glass fiber
Inside turbine holder : Acetal copolymer (POM)
Turbine : plastic magnet
Turbine stick : ceramic
140
NOM CURRENT:
FLOAT SG:
MAX PRESSURE:
LEADS:
Maintenance/Troubleshooting
Level Switch
Level switch is used to tell if the level of coolant in the tank drops below certain level. When the level of the coolant drops belowPROPRIETARY
level switch
position in the tank, control board reads the switch open signal, an error signal is
AND CONFIDENTIAL
sent THE
to INFORMATION
CNC/Process
controller
by the
Plasma
Console through CAN communication.
CONTAINED
IN THIS DRAWING
IS THE SOLE
PROPERTY
411 S. Ebenez
(8)0558011991
OF ESAB WELDING & CUTTING. ANY REPRODUCTION IN PART OR AS A
WHOLE WITHOUT THE WRITTEN PERMISSION OF ESAB WELDING & CUTTING
IS PROHIBITED.
VENDOR:
MADISON COMPANY
VENDOR P/N:
Florence, SC
DESCRIPTION:
PLASTIC SIDE-MOUNTED SWITCH
M8790
STEM:
POLYPROPYLENE
FLOAT:
POLYPROPYLENE
MAX TEMP:
105C
NOM CURRENT: 30VA SPST SWITCH
FLOAT SG:
0.60
MAX PRESSURE: 100PSIG
LEADS:
22GA, 24INCHES
Coolant Filter
A filter is used to prevent the foreign particles entering the Plasma Console through coolant and damaging the
equipment.
NAME
DIMENSIONS ARE IN INCHES
TOLERANCES:
DRAWN
MEA
FRACTIONAL .03
CHECKED
PMD
ANGULAR:
MACH .1 BEND .5
ENG APPR.
TWO PLACE DECIMAL
.015
MEA
THREE PLACE DECIMAL .005
MATERIAL
DATE
PA6900-11-16
10/20/11
11/14/12
11/14/12
11/15/12
SWITCH LEVEL
BULKHEAD
COMMENTS:
FINISH
REVISIONS
PTION
30VA SPST SWITCH
0.60
100PSIG
22GA, 24INCHES
DATE
APPROVED
DO NOT SCALE DRAWING
SIZE
(8)0558011991
A
DWG. NO.
SCALE:1:5
WEIGHT:
REV.
-+
SHEET 1 OF 1
141
Maintenance/Troubleshooting
Troubleshooting
WARNING
Electric Shock Can Kill!
Do not permit untrained persons to inspect or repair
this equipment. Electrical work must be performed by
an experienced electrician.
CAUTION
Stop work immediately if Plasma Console does not work properly.
Have only trained personnel investigate the cause.
Use only recommended replacement parts.
Check the problem against the symptoms in the following troubleshooting guide. The remedy may be quite
simple. If the cause cannot be quickly located, shut off the input power, open up the unit, and perform simple
visual inspection of all the components and wiring. Check for secure terminal connections, loose or burned wiring or components, bulged or leaking capacitors, or any other sign of damage or discoloration.
The cause of control malfunctions can be found by referring to the sequence of operations, electrical schematics
and checking the various components. A volt-ohmmeter will be necessary for some of these checks.
Troubleshooting Guide
When the input power is applied to m2 Smart Plasmarc system, pump motor should turn ON immediately, the
power light on the front panel will be ON and fault light will be OFF (if there are no errors/faults) indicating normal operation.
Check the following:
1. If pump motor doesn’t turn ON, fuse(F3) might be bad or check for a bad connection to pump motor.
2. If POWER light doesn’t turn ON or main contactor and main fan doesn’t turn ON, then it could be
caused by blown fuses F1 or F2.
3. If the FAULT light is ON, then check the CNC/Process Controller display screen for the type of error
message from Plasma Console.
Fault Light, Main Contactor and Main Fan status for different errors/faults:
Type of Fault
Fault Light Status
Fault Light Frequency
K1 and Main Fan Status
Thermal or Ambient
ON
Continuous
ON
Servo Fault
TOGGLE
50% duty cycle with a
period of 1 second
OFF
All other Faults
TOGGLE
50% duty cycle with a
period of 2 seconds
OFF
When fault light is in either one of the above-mentioned states, check the Interface Control screen for the description of the error and further details in this section.
142
Maintenance/Troubleshooting
Fault Isolation
Fan Not Working
Problem
Fan does not turn ON
Possible Cause
Action
This is normal when unit is in idle
mode for more than 5 minutes.
None
Broken or disconnected wire in fan
motor circuit.
Repair wire.
Faulty fan(s)
Replace fans
Relay failed to close
Check relay connection and/or replace relay.
Torch Will Not Fire
Problem
Possible Cause
Action
Communication between plasma unit
Check communication cable.
and CNC or process controller is lost.
Main Arc Transfers to the work with
a short “pop”, placing only a small
dimple in the workpiece.
CNC or Process Controller removes
the start signal when the main arc
transfers to the work.
Make sure CNC or Process Controller is
sending start signal correctly.
Remote current values are not present.
Check if correct current values are
sent down the CAN Bus.
Current value is too low.
Increase current value.
Open connection between the Plasma
Repair connection.
Console positive output and the work.
Arc does not start. There is no arc at
the torch. Open circuit voltage is OK.
Pilot current and/or start current
should be increased for better starts
when using consumables for 100A or
higher (Refer to process data included in torch manuals).
Increase pilot current. (Refer to process data included in torch manuals).
Fault light is ON.
Check Help Codes table.
Faulty PCB1 (control board).
Replace PCB1 (control board).
143
Maintenance/Troubleshooting
IC Maintenance/Troubleshooting
Digital Input Problems
Problem
Resolution
The wrong input on the screen is changing
when the CNC turns on an input to the IC
Make sure the inputs are wired to the proper input on the IC.
No input on the screen is changing when the
CNC turns on an input to the IC
Make sure the CNC is only sending the 24 VDC from DB37 connector
back to the IC as the input when turning the input on.
Digital Output Problems
Problem
The IC shows the output turning on but
there is no voltage on the output’s emitter
side.
Resolution
Check for voltage on the collector side. If there is a DC voltage there
greater than 10 volts, then call service.
Gas Problems
Problem
The CNC turns on a gas test and no gas
comes out of the torch.
144
Resolution
Make sure the plasma gas box and shield gas box have power (green
LED on the same side as the cable connections is lit).
Maintenance/Troubleshooting
Error Messages on the IC Display
Error Log Screen
Last received error always shown at top.
Clear all errors on screen.
This screen displays a log of the last 13 errors received by the IC. By moving the cursor to the error and pressing
the hand wheel, more details of the error are displayed.
Error Screen
Module Type
Number of starts since last reboot
Error code
Error details
145
Maintenance/Troubleshooting
Error Screen
Type of Error
Number of starts since IC boot up
Plasma Console error code
Error details
Error Screen
Type of Error
Number of starts since IC boot up
Error ID
Command value for error
Actual value when error occurred
Error details
146
Maintenance/Troubleshooting
Module Errors
ID
Problem
Solution
9
The checksum of the station constants do not match
the station constants.
This error will normally correct itself. If it continues, replace the module/board.
B
The watchdog telegram has not been received in 400
ms.
1. Check for all the dip switches on the IC board are toward the display.
2. Check for SW1 on the control board in the Plasma Console is set to "Closed"
3. Check for the CAN cable is properly connected to the module.
4. Check for coiling of the CAN cable near power leads.
1E
The CAN send buffer has overflowed.
1F
The CAN receive buffer has overflowed.
23
The checksum of the calibration data is wrong.
Replace the gas control module.
53
The checksum of the local PLC on the gas control is
wrong.
Replace the gas control module.
60
The output to the valve on channel 1 is drawing too
much current.
1. Check for a short on the output of the channel.
2. Replace the valve.
61
The output to the valve on channel 2 is drawing too
much current.
1. Check for a short on the output of the channel.
2. Replace the valve.
62
The output to the valve on channel 3 is drawing too
much current.
1. Check for a short on the output of the channel.
2. Replace the valve.
63
The output to the valve on channel 4 is drawing too
much current.
1. Check for a short on the output of the channel.
2. Replace the valve.
64
The module's telegram counters do not match the interface control's telegram counters.
1. Check for all the dip switches on the IC board are toward the display.
2. Check for SW1 on the control board in the Plasma Console is set to "Closed"
3. Check for the CAN cable is properly connected to the module.
4. Check for coiling of the CAN cable near power leads.
65
The module has reset itself.
147
Maintenance/Troubleshooting
Process Errors
ID
Problem
Solution
1
The shield gas output flow is higher than expected.
1. Check that the correct consumables are installed in the torch.
2. Check for a leak in the shield output gas line from the gas control.
3. Check the flow reading while the start signal is low. If there is more than XX CFH
(X.X CMH), replace the shield gas pressure sensor.
2
The shield gas output flow is lower than expected.
1. Check that the correct consumables are installed in the torch.
2. Check for a clog in the shield output gas line from the gas control.
3. Check that there is power to the pressure sensor.
4. Check for a loose or misplaced wire from the pressure sensor.
3
The gas control is not properly communicating on
the CAN bus.
1. Check for all the switches on SW1 of the IC board are toward the display.
2. Check for SW1 on the control board in the Plasma Console is set to "Closed"
3. Check for the CAN cable is properly connected to the module.
4. Check for power to the module.
4
The plasma gas output pressure is higher than
expected.
1. Check that the correct consumables are installed in the torch.
2. Check for a clog in the plasma output gas line from the gas control.
3. Check the pressure reading while the start signal is low. If there is more than X
PSI (X.X BAR), replace the plasma gas pressure sensor.
5
The plasma gas output pressure is lower than
expected.
1. Check that the correct consumables are installed in the torch.
2. Check for a leak in the plasma output gas line from the gas control.
3. Check that there is power to the pressure sensor.
4. Check for a loose or misplaced wire from the pressure sensor.
6
The current output of the Plasma Console is higher
than expected.
7
The current output of the Plasma Console is lower
than expected.
8
The arc was lost before plasma start signal was
removed.
1. Pierce height is too high during start.
2. No plate under torch during cutting.
3. Pierce time is too long.
9
Coolant flow is lower than 1.0 GPM.
1. Check the coolant level in the coolant tank.
2. Check for a clog in the filter.
3. Check for a clog in the flow sensor.
4. Check for a kink in the coolant lines.
5. Check for power to the flow sensor.
A
The Plasma Console has thrown an error.
Check the CAN PS error code for more details.
B
The control board is not properly communicating
on the CAN bus.
1. Check for all the switches on SW1 of the IC board are toward the display.
2. Check for SW1 on the control board in the Plasma Console is set to "Closed"
3. Check for the CAN cable is properly connected to the control board.
4. Check for power to the control board.
C
The system failed to start.
1. Check that the torch is close enough to the work piece.
2. Check that the work piece and work leads from the Plasma Console are connected electrically (< 10 Ohms).
D
Coolant level is below the recommended level for
operation.
1. Refill the coolant tank with coolant.
2. Replace the coolant level sensor.
E
The cycle start was present during boot up.
1. Check the start signal to the interface control while the Plasma Console is off. If
there is voltage on the input, find and fix the wiring error.
2. Check the start signal to the interface control while the Plasma Console is on. If
there is voltage on the input while the output of the CNC is off, check the interface
control wiring for a short to the input.
3. Replace the interface control.
F
The plasma gas pressure sensor was reading a
pressure when there was no command.
1. Check the input pressure to the plasma gas.
2. Check the wiring for the plasma gas pressure sensor.
3. Replace the plasma gas pressure sensor.
10
The shield gas pressure sensor was reading a flow
when there was no command.
1. Check the input pressure to the shield gas.
2. Check the wiring for the shield gas pressure sensor.
3. Replace the shield gas pressure sensor.
148
Maintenance/Troubleshooting
CAN PS Errors
Error code
Problem
01
Supply Line Voltage exceeded or
dropped below + / - 15% of rated input
when machine is in Idle mode
1. Check the input voltage to the machine with a voltage meter.
2. Check the input power cable for correct size and resistance.
3. Check the Main Transformer (T1) voltage tapping connections.
4. Check the input fuses in the PS.
5. Check the input line fuses in the disconnect box.
6. Check the multi-color ribbon cable between J12 on PCB1 and J2 and PCB2.
02
Supply Line Voltage exceeded or
dropped below + or - 20% of rated
input while cutting
1. Check the input line voltages to the machine with a voltage meter.
2. Check the input power cable for correct size and resistance.
3. Check the Main Transformer (T1) voltage tapping connections.
4. Check the input fuses in the PS.
5. Check the input line fuses in the disconnect box.
6. Check the multi-color ribbon cable between J12 on PCB1 and J2 and PCB2.
7. Notify your power company of the line stiffness issues.
03
Control Transformer not supplying
proper voltage to control board or the
+24 and +/-15 volt bias supplies are not
balanced
1. Check the input voltage taps on the control transformer.
2. Check the control transformer output voltages on TB3, if the voltages read within +/-15% of the specified value
then replace the control board else replace control transformer.
04
There is a thermal fault inside the
Plasma Console. Fix any coolant flow
errors before investigating this error.
1. Wait 10 minutes for the unit to cool. If the thermal fault clears on its own then check for the ambient temperature being above 40C or dirt in the radiators.
2. Check if main fan is functioning and it is pulling air through the Plasma Console.
3. Shut off the Plasma Console and allow the machine to cool.
4. Check the diode bridge for an open thermal switch. If the switch is still open after certain time then replace
the switch.
5. Check the IGBT module for an open thermal switch. If the switch is still open after certain time then replace
the switch.
05
CYCLE START signal is high while the
power source is booting up.
1. Check the start signal to the Plasma Console while the Plasma Console is OFF. If there is voltage on the input,
find and fix the wiring error.
2. Check the start signal to the Plasma Console while the Plasma Console is ON. If there is voltage on the input
while CNC is OFF, check the Plasma Console control wiring for a short to the input.
06
Failed to fire/ ignition did not take place
within 4 seconds after HF is turned ON.
1. Check the distance from the work piece matches the recommended ignition height.
2. Check the electrical connection from the work piece to the work connection on the Plasma Console.
3. Check the HF relay inside the Plasma Console.
4. Check the 115VAC voltage on the control transformer.
5. Check the consumables.
08
Torch error/Electrode current was present before the PWM was enabled.
1. Check the jumper inside the RAS box between pins L and J on the 14-pin Amphenol connector.
2. Check for short between electrode and nozzle.
3. Check the IGBT gate pulse voltage connection on the driver board.
4. Check for shorted IGBT.
5. Check for shorted diode (D9).
09
Arc voltage is greater than 40V in Idle
mode.
1. Check for shorted IGBT.
2. Check for shorted diode (D9).
3. Check the arc voltage feedback connection on the driver board from the Electrode (-) terminal.
4. Check IGBT gate pulse voltage connection on the driver board.
11
Output current is greater than the
minimum idle current.
1. Check for shorted IGBT.
2. Check for shorted diode (D9).
3. Check the IGBT gate pulse voltage connection on the driver board. If there is positive voltage then replace the
driver board.
4. Check the hall sensors and their connections to the control board.
5. Replace the control board.
12
A phase of the input power is missing.
1. Check the fuses in the disconnect box for bad fuse.
2. Check the main contactor contacts for any damage.
3. Verify the input to the Plasma Console is providing all 3 phases.
13
Open circuit voltage did not reach 280
volts within 200 msec.
1. Check for short between the electrode and nozzle.
2. Check for short between the electrode cable and a connection to the work output of the Plasma Console.
3. Check for an open IGBT.
4. Check the IGBT gate pulse voltage connection on the driver board.
5. Check the multi-color ribbon connection from J12 on PCB1 to J2 on PCB2.
14
Ambient temperature exceeded 75° C
in control enclosure.
1. Check the temperature inside the control panel, if it reads below 55C and still the error is present then replace
the control board.
2. Cool the area around the Plasma Console to below 40C. This is the upper limit of the rated operating range for
the Plasma Console.
15
Bus voltage failed to reach 200 VDC
with in 500 ms.
1. Check for faulty input fuse.
2. Check for shorted bus filter capacitor.
3. Check the bus charger contactor (K2) contacts and coil for any damage.
4. Check the bus-charger contactor relay (RB1-1) for failure.
5. Check bus charger resistors connections.
6. Check the ribbon cable connection between J6 and Relay Module (RB1).
7. Check the multi-color ribbon cable connection between J12 on PCB1 to J2 on PCB2.
8. Check the 24VAC supply on the control transformer.
Solution
149
Maintenance/Troubleshooting
18
Output voltage fell below 70 volts
during cutting or below 40 volts during
marking.
1. Check for short in the torch cable.
2. Check cutting or marking height is too low.
3. Check for short between electrode and nozzle.
4. Check for short between Work (+) and Electrode (-) terminals on the Plasma Console.
5. Check for coiled or looped up electrode or work cables.
20
Output or Arc voltage detected before
START signal issued
1. Check for a shorted IGBT.
2. Check the gate pulse voltage to IGBT from driver board. If there is a positive voltage during idle, replace the
driver board.
3. Check the IGBT gate pulse voltage connections and make sure they are as per schematics.
4. Check the arc voltage feedback connections on the driver board.
5. Check for shorted diode (D9).
6. Check the multi-color ribbon cable connection between J12 on PCB1 and J2 on PCB2.
21
Main contactor failed to engage or
disengage.
1. Check the input fuses inside the disconnect box.
2. Check the main contactor (K1) contacts.
3. Check the main transformer auxiliary windings connection on TB2 for 115VAC.
4. Check the relay RB1-2 on the relay module RB1.
5. Check the ribbon cable connection between J6 and relay module RB1.
22
Work current is greater than Electrode
current plus threshold limit during
cutting.
1. Check the feedback from the hall sensors.
2. Check the connection from hall sensors to the control board.
3. Replace the control board.
23
The Plasma Console enable signal is
missing.
1. Check the Plasma Console enable signal is present. This should be a dry contact output from the CNC.
2. Check for the Plasma Console enable signal going to J1 connector on PCB1.
3. Check the enable signal contacts on K4 relay.
4. Check control transformer 24VAC voltage on TB3 powering K4 and K5.
5. Replace the control board.
24
There was an SPI communication error
between the main and servo micro on
control board.
1. Shut off the Plasma Console for at least 5 minutes. If the error clears, check the grounding of the machine and
the Plasma Console.
2. Replace the control board.
25
The EEPROM on the control has failed.
1. Shut off the Plasma Console for at least 5 minutes. If the error clears, check the grounding of the machine and
the Plasma Console.
2. Replace the control board.
27
The servo and supervisor on the control
board of the Plasma Console has firmware version mismatch.
Replace the control board.
28
Jumper in the RAS box is missing.
1. Check the jumper inside the RAS box between pins L and J on the 14-pin Amphenol connector.
2. Check for damaged control cable.
3. Replace the control board.
30
The servo on the control board has
fault.
1. Check for bad hall sensor.
2. Check for diode (D9) connection on the IGBT module bus bars.
3. Shut off the Plasma Console for at least 5 minutes. If the error clears, check the grounding of the machine and
the Plasma Console.
4. Replace the control board.
31
Coolant flow is below 0.45GPM.
1. Check the coolant level.
2. Check for a clogged filter.
3. Check for leaks in the coolant return line.
4. Check the bypass regulator for bypassing too much coolant.
5. Check input power to the pump.
6. Check for proper pump function by looking for flow into the tank. If there is no flow and the motor in running,
replace the pump head.
7. Check the connection of the flow sensor to the control board.
8. Check for the SW6 position set properly according the flow sensor either turbine flow or rotor flow sensor.
9. Replace the control board.
32
Coolant flow is above 2.4GPM.
1. Check the connection of the flow sensor to the control board.
2. Check for the SW6 position set properly according the flow sensor either turbine flow or rotor flow sensor.
3. Replace the control board.
33
There was a watchdog error on the
CAN bus.
1. Check the CAN connection between the interface control and the Plasma Console’s control board.
2. Check the input power to the interface control.
3. Check for all the dip switches on the IC board are toward the display.
4. Check for SW5 on the control board in the Plasma Console is set to “CLOSE”.
5. Check for coiling of the CAN cable near power leads.
34
Ignition/Arc lost in dwell state immediately after it attached to the plate.
1. Check that the piercing distance of the torch is at the recommended level.
2. Check that the ignition distance of the torch is at the recommended level.
3. Check the consumables.
35
The station constant’s CRC received
from the controller did not match the
calculated CRC.
This will normally correct itself, if not replace the control board.
39
Hall Sensor Connector is removed or
jumper is missing.
1. Check the hall sensor feedback connector for proper wiring.
150
Maintenance/Troubleshooting
Torch Maintenance/Troubleshooting
Torch Front End Disassembly
Wear on torch parts is a normal occurrence to plasma cutting. Starting a plasma arc is an erosive process to both
the electrode and nozzle. Regularly scheduled inspection and replacement of PT-36 parts must take place to
maintain cut quality and consistent part size.
DANGER
Hot Torch Will Burn Skin!
Allow torch to cool before servicing.
1. Remove the Shield Cup Retainer.
NOTE:
If the shield cup retainer is difficult to remove, try to screw the nozzle retaining cup tighter to
relieve pressure on the shield cup retainer.
2. Inspect mating metal surface of shield cup and shield cup retainer for nicks or dirt that might prevent these
two parts from forming a metal to metal seal. Look for pitting or signs of arcing inside the shield cup. Look
for melting of the shield tip. Replace if damaged.
3. Inspect diffuser for debris and clean as necessary. Wear on the top notches does occur, effecting gas volume.
Replace this part every other shield replacement. Heat from cutting many small parts in a concentrated area
or when cutting material greater than 0.75" (19.1mm) may require more frequent replacement.
CAUTION
Incorrect assembly of the diffuser in the shield will prevent the torch
from working properly. Diffuser notches must be mounted away from
the shield as illustrated.
Diffuser
Shield Cup
Torch Body
Nozzle
Electrode
Nozzle Retaining Cup
Shield Cup Retainer
151
Maintenance/Troubleshooting
4. Unscrew nozzle retainer and pull nozzle straight out of torch body. Inspect insulator portion of the nozzle
retainer for cracks or chipping. Replace if damaged.
Inspect nozzle for:
•
•
•
•
•
melting or excessive current transfer.
gouges from internal arcing.
nicks or deep scratches on the O-ring seating surfaces .
O-ring cuts, nicks, or wear.
Remove hafnium particles (from the nozzle) with steel wool.
Replace if any damage is found.
NOTE:
Discoloration of internal surfaces and small black starting marks are normal and do not effect
cutting performance.
If the holder was tightened sufficiently, the electrode may unscrew without being attached to the electrode
holder. When installing the electrode, use only sufficient force to adequately secure the electrode.
5. Remove electrode using electrode removal tool.
6. Disassemble electrode from electrode holder. Insert flats on the holder into a 5/16" wrench. Using the electrode tool, rotate electrode counter-clockwise to remove. Replace electrode if center insert is pitted more
than 3/32” (2.4mm).
Torch Body
Electrode Removal Tool
Electrode
Replace electrode if center insert is
pitted more than 3/32” (2.4mm)
152
Maintenance/Troubleshooting
7. Remove electrode holder from torch body. Hex on the end of the electrode holder removal tool will engage
in a hex in the holder.
Removal
Tool
Gas Baffle
Electrode Holder Assembly
Electrode
NOTE:
The electrode holder is manufactured in two pieces. Do not disassemble. If the holder is damaged, replace the electrode holder assembly.
8. Disassemble electrode holder and gas baffle. Carefully remove O-ring from electrode holder and slide baffle
from holder. Inspect nozzle seating surface (front edge) for chips. Look for cracks or plugged holes. Do not
attempt to clear holes. Replace baffle if damaged.
NOTE:
Check all O-rings for nicks or other damage that might prevent O-ring from forming a gas/water
tight seal.
Gas Baffle
Electrode Holder Assembly
O-ring
NOTE:
Discoloration of these surfaces with use is
normal. It is caused by galvanic corrosion.
153
Maintenance/Troubleshooting
Torch Front End Assembly
Over-tightened parts will be difficult to disassemble and may damage torch. Do not over tighten parts during reassembly. Threaded
parts are designed to work properly when hand-tightened, approximately 40 to 60 inch/pounds.
CAUTION
•
•
•
•
Reverse order of disassembly.
Apply a very thin coat of silicone grease to O-rings before assembling mating parts. This facilitates
easy future assembly and disassembly for service.
Installing the electrode requires only moderate tightening. If the electrode holder is made tighter
than the electrode, it is possible to change worn electrodes without removing the electrode holder.
Turn on the coolant circulator and purge the gases through the torch.
NOTE:
When assembling, place the nozzle inside the nozzle retaining cup and thread the nozzle retaining cup/nozzle combination on the torch body. This will help align the nozzle with the assembly.
The shield cup and shield cup retainer should be installed only after installing the nozzle retaining cup and nozzle. Otherwise the parts will not seat properly and leaks may occur.
Diffuser
Nozzle
Nozzle Retaining
Cup
Shield
Cup
Shield Cup Retainer
154
Electrode
Torch
body
Maintenance/Troubleshooting
Torch Front End Assembly using the Speedloader (optional)
Use of a speedloader, p/n 0558006164, will ease assembly
of the torch front end parts.
step 1. To use the speedloader, first insert the nozzle into the
nozzle retaining cup.
Nozzle
Nozzle Retaining Cup
step 2. Screw the speedloader into the nozzle retaining cup
to secure the nozzle.
Preassembly tool
step 3. Secure retaining nut on nozzle with preassembly tool,
p/n 0558005917 included with the speedloader.
step 4. Remove the speedloader. It is very important to
remove the speedloader to ensure proper seating of
the remaining parts.
Retaining nut
p/n 0558005916
step 5. Insert the diffuser into the shield cup.
Shield Cup
Diffuser
Shield cup retainer
step 6. Insert the nozzle retaining cup assembly into the
shield cup retainer.
Nozzle retaining cup assembly
Shield cup retainer assembly
step 7. Screw shield cup retainer assembly onto nozzle retaining cup assembly.
155
Maintenance/Troubleshooting
Torch Body Maintenance
•
•
•
Inspect O-rings daily and replace if damaged or worn.
Apply a thin coat of silicone grease to O-rings before assembling torch. This facilitates easy future
assembly and disassembly for service.
O-ring [1.61" (41mm) I.D. x .07" (1.8mm) BUNA-70A] p/n 996528.
WARNING
Electric Shock Can Kill!
Before performing torch maintenance:
•
•
Turn power switch of the Plasma Console console to the OFF position.
Disconnect primary input power.
O-Ring locations
•
•
•
Keep electrical contract ring contact points free of grease and dirt.
Inspect ring when changing nozzle.
Clean with cotton swab dipped in isopropyl alcohol.
Contact Ring Points
Contact Ring
Contact Ring Screw
Contact Ring Points
156
Maintenance/Troubleshooting
Torch Body Removal and Replacement
WARNING
Electric Shock Can Kill!
Before performing torch maintenance:
•
•
Turn power switch of the Plasma Console console to the OFF position .
Disconnect primary input power.
1. Loosen the worm gear hose clamp so that the torch sleeving can be freed and pulled back up the cable
bundle. Approximately 7” (177.8mm) should be far enough. Unscrew the torch sleeve and slide it back until
the pilot arc connection is exposed.
Handle
Torch Body
2. Disconnect the power cables which are threaded onto the shorter stems at the back of the torch. Note that
one of these connections is left-handed. Unscrew the gas hoses from the torch head assembly by using a
7/16" (11.1mm) and a 1/2" (12.7mm) wrench. Removal of the gas hoses is easier if the power cables are removed first.
1/2" HEX Power Cable & Water
Return Connections
1/2" HEX Shield Gas
Connection
7/16" HEX Plasma Gas
Connection
157
Maintenance/Troubleshooting
3. Unwrap the electrical tape at the back of the gray plastic insulator over the pilot arc connection. Slide the
insulator back and undo the knife connectors.
Pilot Arc Cable
PA Insulator
Electrical Tape
(shown removed)
Knife-splice connection
4. To install the new torch head assembly - Connect the pilot arc cable and the main power cable by reversing
the steps taken to disconnect them. Be sure the gas and water fittings are tight enough to prevent leaks, but
do not use any kind of sealant on them. If the knife connection seems loose, tighten the connection by pressing on the parts with needle-nosed pliers after they are assembled. Secure the gray pilot arc insulator with 10
turns of electrical tape.
New Torch Head Assembly
5. Slide the handle forward and thread it firmly onto the torch body.
158
Maintenance/Troubleshooting
Reduced Consumable Life
1. Cutting Up Skeletons
Cutting skeletons (discarded material left after all pieces have been removed from a plate). Their removal from
the table can adversely affect electrode life by:
•
•
•
Causing the torch to run off the work.
Greatly increasing the start frequency. This is mainly a problem for O2 cutting and can be alleviated by
choosing a path with a minimum number of starts.
Increasing likelihood that the plate will spring up against the nozzle causing a double arc. This can be
mitigated by careful operator attention and by increasing standoff and reducing cutting speeds.
If possible, use an OXWELD torch for skeleton cutting or operate the PT-36 at a high standoff.
2. Height Control Problems
• Torch crashing is usually caused by a change in arc voltage when an automatic height control is used.
The voltage change is usually the result of plate falling away from the arc. Disabling the height control
and extinguishing the arc earlier when finishing the cut on a falling plate can effectively eliminate these
problems.
• Torch crashing can also occur at the start if travel delay is excessive. This is more likely to occur with thin
material. Reduce delay or disable the height control.
• Torch crashing can also be caused by a faulty height control.
3. Piercing Standoff Too Low Increase pierce standoff
4. Starting on edges with
continuous pilot arc
Position torch more carefully or start on adjacent scrap material.
5. Work Flipping
The nozzle may be damaged if the torch hits a flipped up part.
6. Catching on Pierce Spatter
Increase standoff or start with longer lead-in.
7. Pierce not complete before
starting
Increase initial delay time.
8. Coolant flow rate low, Plasma gas flow rate high,
Current set too high
Correct settings
9. Coolant leaks in torch
Repair leaks
159
Maintenance/Troubleshooting
Checking for Coolant Leaks
Coolant leaks can originate from seals on the electrode, electrode holder, nozzle, and torch body. Leaks could
also originate from a crack in the insulating material of the torch or nozzle retaining cup or from a power cable.
To check for leaks from any source remove the shield cup, clean off the torch, purge it, and place it over a clean
dry plate. With the gases off, run the water cooler for several minutes and watch for leaks. Turn on the plasma
gas and watch for any mist from the nozzle exit. If there isn’t any, turn off the plasma gas, turn on the shield gas,
and watch for any mist from the shield gas passages in the nozzle retaining cup.
If a leak appears to be coming from the nozzle orifice, remove and inspect the o-rings on the nozzle, electrode,
and electrode holder. Check the sealing surfaces on the electrode holder and stainless steel torch liner.
If you suspect that a leak is coming from the electrode itself, you can install a 100 to 200 amp 2-piece nozzle base
without a nozzle tip. After purging, run the water cooler with the gas off and observe the end of the electrode. If
water is seen to collect there, make sure it is not running down the side of the electrode from a leak at an o-ring
seal.
WARNING
160
If it is necessary to supply power to the Plasma Console to run the water cooler, it is possible to have high voltages at the torch with no arc
present. Never touch the torch with the Plasma Console energized.
REPLACEMENT PARTS
Replacement Parts
This page intentionally left blank.
162
Replacement Parts
Replacement Parts
General
Always provide the serial number of the unit on which the parts will be used. The serial number is stamped on
the unit nameplate.
m2 Smart Plasmarc Information
m2 Plasma
Console, 200A,
230/460V,
60Hz,
0558012390
m2 Plasma
Console, 200A,
380 CCC,
50Hz,
0558012391
m2 Plasma
Console, 200A,
400V CE,
50Hz,
0558012392
m2 Plasma
Console, 200A,
575V,
60Hz,
0558012393
Ordering
To ensure proper operation, it is recommended that only genuine ESAB parts and products be used with this
equipment. The use of non-ESAB parts may void your warranty.
Replacement parts may be ordered from your ESAB Distributor.
Be sure to indicate any special shipping instructions when ordering replacement parts.
Refer to the Communications Guide located on the back page of this manual for a list of customer service phone
numbers.
NOTE:
Schematics and Wiring Diagrams on 279.4 mm x 431.8 mm
(11” x 17”) paper are included inside the back cover of this manual.
Items listed in the assembly drawing Bill of Materials (included in the back
of this publication) that do not have a part number shown are not available from ESAB as a replaceable item and cannot be ordered. Descriptions
are shown for reference only. Please use local retail hardware outlets as a
source for these items.
163
Replacement Parts
This page intentionally left blank.
164
REVISION HISTORY
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA-- CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
ESAB AB
SE-- 695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227