progetti&tecnologie
Hilti = marchio registrato di Hilti Corp., Schaan
Stampato in Italia © 2010/09
N° 14 – Ottobre 2010
Se volete ricevere consulenza in merito a progetti di vostra competenza
o siete interessati a pubblicare su progetti&tecnologie un lavoro
da voi eseguito con sistemi e soluzioni Hilti, contattate la redazione.
Hilti. Passione. Performance.
Hilti Italia S.p.A. - P.zza Montanelli, 20 - 20099 Sesto San Giovanni (MI) - www.hilti.it - [email protected] -
Verona Forum: innovazione, tecnologia e risparmio energetico
Linea C della metropolitana di Roma. Esperimento di Incendio di un veicolo in
galleria - La realizzazione della galleria di prova
Esempi di applicazioni antifuoco nel complesso Altra Sede Regione Lombardia
Convegno antifuoco: ”La città cresce in altezza”
Prove pacometriche nell’ambito dell’adeguamento sismico della scuola
“Carducci” di Roma
Red Passion, Green Vision. Hilti, il partner ideale nelle costruzioni ecosostenibili
progetti&tecnologie N° 14 – Ottobre 2010
Sommario
Editoriale
Pagina 2
Pagina 3
4
Caso studio
Verona Forum: innovazione, tecnologia e risparmio
energetico
a cura di Michele Di Sario
Caso studio
8
Linea C della metropolitana di Roma. Esperimento di Incendio
di un veicolo in galleria - La realizzazione della galleria di prova
Diamo valore aggiunto
e costruiamo
un futuro migliore
a cura di Francesco Giancane, Emiliano Sernicola, Filippo Cignitti e
Mauro Manias (Metro C S.c.p.a.- Astaldi S.p.a.)
12
Caso studio
Esempi di applicazioni antifuoco nel complesso
Altra Sede Regione Lombardia
a cura di Roberto Pala
Evento
15
Convegno antifuoco:”La città cresce in altezza”
a cura di Veronica Pirovano
Applicazione
16
Prove pacometriche nell’ambito dell’adeguamento sismico
della scuola “Carducci” di Roma
a cura di Cristiano Russo (Studio SPC S.r.l.), Eliano Romani (Metro C
S.c.p.a.) e Francesco Giancane
18
Prodotti
Red Passion, Green Vision.
Hilti, il partner ideale nelle costruzioni ecosostenibili
a cura di Silvia Sartor
Impressum
Editore: Hilti Italia S.p.A.,
Piazza Indro Montanelli 20,
20099 Sesto San Giovanni (MI),
Tel. 02 212721 r.a., Fax 02 25902182
Direttore di pubblicazione:
Alberto Casagrande
Redazione:
Federica Bini, Annalisa Gramegna
Progetto grafico:
Tipografia Locatelli S.r.l.,
Trezzano sul Naviglio - Milano
Tiratura: 17.000 copie
Registrazione presso il Tribunale di
Milano ex Art. 5 L. 47/1948: No 418
del 30/06/03
Hanno collaborato:
Alberto Casagrande
Filippo Cignitti
Michele Di Sario
Francesco Giancane
Mauro Manias
Roberto Pala
Veronica Pirovano
Eliano Romani
Cristiano Russo
Emiliano Sernicola
Silvia Sartor
Le informazioni contenute in questa
pubblicazione si basano sulle nostre
migliori conoscenze attuali: ogni
raccomandazione ed ogni conclusione
è data da parte nostra senza alcuna
responsabilità. Gli utilizzatori dovranno
pertanto valutare la validità dei prodotti
facendo, in funzione delle loro
esigenze, prove specifiche di idoneità.
La pubblicazione è indirizzata a
società, studi tecnici e di progettazione
inseriti nel database di Hilti Italia S.p.A.
È vietata la riproduzione totale o
parziale di testi, articoli, e immagini
pubblicate su questa rivista, sia in
forma scritta sia su supporti
magnetici, digitali, ecc. senza previa
autorizzazione da parte dell’Editore.
S
pesso vi ho parlato di
quanto l’innovazione
guidi i processi all’interno di
Hilti; si tratta di una dimensione chiave nel DNA di questa
azienda. Ogni anno Hilti investe cifre consistenti nella ricerca e nello sviluppo; anche nel
2009, in un contesto di congiuntura economica sfavorevole, oltre 180 milioni di franchi
svizzeri sono stati dedicati alla
ricerca, una cifra davvero considerevole che conferma investimenti in continua crescita.
Grazie a ciò, ogni anno Hilti è
capace di registrare oltre cento brevetti e di introdurre nel
mercato decine di novità sotto
forma di prodotti o sistemi che
migliorano la produttività dei
propri clienti e che diventano
ben presto il punto di riferimento nel mercato.
La ricerca tecnologica consente non solo di migliorare la
produttività dei propri clienti,
ma anche di vincere altre sfide: sicurezza e sostenibilità
ambientale sono due temi molto cari a Hilti e testimoniano il
forte impegno dell’azienda ad
agire in modo responsabile nel
mercato di riferimento.
lavorazione, ecc. sono dimensioni sulle quali Hilti è fortemente impegnata da anni. A
titolo d’esempio, basti sapere
che già dagli anni ’90 Hilti ha
bandito l’impiego di stirene
nelle proprie resine.
In tutti articoli di questo numero troverete testimonianza
concreta di tale impegno. Non
mi resta che augurarvi una
buona lettura.
■
Garantire il rispetto delle prescrizioni più severe per le
proprie attrezzature e, più in
generale, per ogni sistema
immesso nel mercato, oppure avere le massime attenzioni
per la formazione di operatori
e progettisti, per citare esempi
concreti, significa perseguire
responsabilmente l’obiettivo
della sicurezza.
Possiamo quindi convenire
che l’innovazione può portare benefici enormi che vanno
oltre la pura novità di prodotto: il rispetto dell’ambiente,
l’attenzione per il tema della
sicurezza, l’attenzione continua alla formazione di progettisti ed operatori, la capacità
di proporre soluzioni in grado di soddisfare le esigenze
delle committenze più attente, la possibilità di accrescere la produttività in fase di
progettazione e in cantiere
rappresentano il valore aggiunto che solo Hilti è in grado di offrire ai massimi livelli.
Questo è il nostro impegno
verso tutti voi.
Alberto Casagrande
Responsabile Servizio Tecnico
Hilti Italia S.p.A.
Un’azienda “responsabile”
deve anche pensare al rispetto dell’ambiente. Il controllo
delle emissioni in fase di produzione, l’impiego di prodotti
non pericolosi per la salute
dell’operatore e per l’ambiente, la riduzione degli scarti di
progetti&tecnologie N° 14 – Ottobre 2010
Caso studio
Caso studio
Pagina 4
Pagina 5
SCHEDA PROGETTO
Progetto per la realizzazione di un complesso edilizio a
destinazione direzionale, commerciale, alberghiera.
Superficie lotto
SLP
Area verde Posti auto
Altezza torri
30,300 mq
23,300 mq
9,400 mq
1,100
12 piani / 45 m
COMMITTENTE:
Verona Forum, Villafranca di Verona
DIREZIONE LAVORI:
Sted s.r.l.
PROGETTAZIONE ARCHITETTONICA:
Mario Bellini Architects s.r.l.
JTS Engineering s.r.l.
PROGETTAZIONE STRUTTURALE:
Studio Ingegneria Pivetta s.r.l.
PROGETTAZIONE IMPIANTISTICA:
Manens-Tifs S.p.A.
PROJECT MANAGEMENT:
Quality Project Management s.r.l.
Verona Forum:
innovazione, tecnologia
e risparmio energetico
a cura di Michele Di Sario
V
erona Forum è l’intervento di riqualificazione
dell’ex Foro Boario, area adiacente alla Porta ovest della
Fiera di Verona, progettato
dall’architetto Mario Bellini,
che ospiterà un’imponente
torre direzionale di 11.300 mq,
destinata a diventare uno dei
simboli della Verona moderna,
e un prestigioso hotel 4 stelle
Business di circa 8000 mq.
“Un’isola che non sarà un’isola” - per usare le parole dell’architetto Mario Bellini - che
contribuirà a costituire la Ve-
rona del terzo Millennio, anche
grazie alla grande attenzione
riservata agli aspetti ecologici.
Il complesso Verona Forum
è costituito principalmente da
due edifici: uno, con facciate
del tipo singola pelle rivestite esternamente da lamiera
stirata, è destinato ad uso
alberghiero e ha un’altezza
massima di circa 45m; l’altro,
con medesima altezza e facciate del tipo doppia pelle, è
ad uso direzionale, dispone di
un’area fitness e benessere
ai piani interrati e piano terra
ed è avvolto da un corpo basso costituito da tre piani fuori
terra. Entrambi gli edifici sono
caratterizzati da innovazioni tecnologiche applicate alle
facciate: un sistema di building
automation gestisce la movimentazione di tende e veneziane inserite nella facciata, la
temperatura dell’intercapedine
con ventilazione forzata della
doppia pelle, la verifica delle
aperture dei serramenti e un
sistema fotovoltaico applicato
sulle facciate fronte ovest della torre direzionale e sul fronte
est della torre albergo.
Dal punto di vista strutturale,
la torre direzionale e l’Hotel si
presentano con un nucleo centrale, realizzato in calcestruzzo, che accoglie scale di servizio, vani tecnologici, impianti
meccanici, elettrici e i servizi
ascensori; attorno ad esso si
sviluppa la struttura in acciaio.
La tipologia costruttiva adottata per i piani è una soluzione
mista acciaio-calcestruzzo,
con orditura di travi in acciaio,
realizzate con profili commerciali, e soletta in calcestruzzo.
Le travi di piano si appoggiano
sul nucleo in c.a., che costituisce il sistema di controvento
iniziale, e sulle colonne in acciaio di bordo.
I solai di piano sono realizzati con
lamiera grecata e soletta gettata
in opera armata con rete elettrosaldata, il che consente rapidità
di esecuzione e di montaggio,
nonché facilità realizzativa.
Il complesso edilizio Verona Forum si può inoltre fregiare d’essere assolutamente all’avanguardia per le soluzioni adottate
nell’ambito del rispetto ambientale, non solo grazie al “cuore
verde” che rappresenterà un
nuovo polmone per la città, ma
anche per le soluzioni tecnologiche che guardano alla building
automation, grazie all’uso di
avanzate tecnologie applicabili
ai sistemi di gestione degli edifici al fine di aumentarne l’efficacia energetica.
Le facciate della torre direzionale sono progettate con il siste-
ma a doppia pelle a ventilazione
meccanica: una nuova soluzione integrata automatizzata che
permette di gestire al meglio la
trasmissione del calore e della
luce all’interno dell’edificio.
Ciò è possibile grazie alla movimentazione delle schermature solari che, attraverso l’elaborazione di segnali ambientali
esterni ed interni, consente di
limitare l’apporto energetico del
sole nei periodi estivi e di massimizzarlo nei mesi invernali,
rispettando il comfort visivo degli occupanti. Tecnicamente, la
facciata a doppia pelle è costituita da due superfici trasparenti separate da un’intercapedine
in cui fluisce una portata d’aria
naturale o forzata che ha l’obiettivo di bilanciare la temperatura
tra i due vetri, riducendo in tal
modo i consumi generati dalla
climatizzazione interna.
La facciata Est dell’edificio adibito a Hotel sarà rivestita da
90 pannelli fotovoltaici per la
IMPRESE ESECUTRICI:
Strutture in conglomerato cementizio armato:
Serpelloni S.p.A.
Carpenterie metalliche:
Cordioli & C. S.p.A.
Facciate continue:
Officine Tosoni Lino S.p.A.
Sistemi costruttivi a secco:
Magalini s.r.l.
Impianti fotovoltaici e building automation:
Far Systems S.p.A.
Impianti meccanici di riscaldamento e raffrescamento:
LaTermica Elettromeccanica s.r.l.
Impianti elettrici e tecnologici:
Mervini s.r.l.
produzione di energia elettrica,
progettati con la moderna tecnologia a film sottile CIS (Copper, Indium, Selenium).
La facciata Ovest dell’edificio
adibito ad Uffici sarà invece
arricchita da 84 pannelli fotovoltaici con tecnologia in Silicio
Monocristallino ad Alta efficienza. La scelta è ricaduta su
queste due diverse tecnologie
perché, considerati i significativi rendimenti energetici e l’ap-
prezzabile aspetto estetico, ad
oggi sono indiscutibilmente le
migliori soluzioni per il fotovoltaico integrato in facciata. Il reale valore aggiunto, che garantisce alte performance energetiche con qualsiasi orientamento
del pannello ed in condizioni
climatiche anche non ottimali,
è infatti rappresentato dal buon
comportamento dei moduli fotovoltaici in presenza di luce diffusa e dal coefficiente termico.
progetti&tecnologie N° 14 – Ottobre 2010
Caso studio
Caso studio
Pagina 6
Il sistema Hilti di
connessione a taglio
Per la formazione delle travi composte è stato utilizzato
un sistema di connessione in
grado di resistere allo scorrimento relativo tra acciaio e
calcestruzzo. La soluzione Hilti
ha rappresentato un’alternativa
pratica ed affidabile al tradizionale piolo saldato: quest’ultimo
infatti presenta alcuni inconvenienti se utilizzato in presenza
di lamiere grecate zincate, di
travi trattate con vernici anticorrosione, oppure nel caso di
Pagina 7
condizioni climatiche poco favorevoli alla posa in opera.
Il sistema di connessione a taglio Hilti si ottiene fissando alla
trave in acciaio dei connettori
a “L” (X-HVB), sagomati a freddo, tramite due chiodi. Per la
loro posa in opera è necessario utilizzare un’inchiodatrice e
dei propulsori che forniscono
l’energia necessaria ai chiodi per penetrare all’interno
dell’acciaio della trave.
I benefici offerti da tale sistema
sono molteplici:
- non è richiesto il collegamen-
to ad alcuna sorgente di energia, ciò permette all’operaio
di lavorare con successo indipendentemente dalle condizioni climatiche (presenza di
pioggia, umidità o basse temperature all’atto della messa
in opera);
- il fissaggio alle lamiere grecate e alle travi metalliche non
è influenzato dal loro trattamento superficiale (verniciatura, zincatura) in quanto non
è prevista alcuna saldatura;
- non è necessaria mano d’opera specializzata;
- il controllo della corretta installazione può essere effettuato semplicemente misurando l’altezza della parte del
chiodo fuori profilo.
Un’altra caratteristica molto
importante di questo sistema
è l’affidabilità derivante dalla
qualità dei materiali usati e
dalla geometria con cui sono
stati realizzati tutti i componenti del sistema. Il connettore
è ottenuto mediante piegatura
a freddo di una lamiera zincata e presenta degli irrigidimenti laterali che ne aumentano la
capacità portante. Inoltre, in
sommità, possiede una sorta di becco la cui funzione è
quella di impedire il distacco
del sovrastante getto in calcestruzzo. Studiato in funzione delle diverse altezze delle
lamiere grecate presenti in
commercio, il connettore è disponibile in varie misure, da 50
mm a 140 mm.
Il chiodo usato per questo
genere di applicazioni è realizzato con un acciaio ad alta
resistenza e presenta una zigrinatura lungo la superficie
laterale su punta balistica ed
una doppia rondella, al fine
di aumentare l’aderenza tra il
chiodo, la lamiera e la trave. Il
chiodo, penetrato nell’ala della
trave, si fissa ad essa mediante un quadruplice meccanismo di tenuta:
- il serraggio, che sfrutta l’elasticità dell’acciaio;
- l’attrito, aumentato dalla zigrinatura della punta;
- la saldatura;
- la brasatura.
Tali fenomeni si generano lungo la superficie di contatto tra
il chiodo e l’acciaio per via
della velocità di penetrazione
ed il repentino innalzamento
della temperatura conseguen-
te all’introduzione del chiodo
nel materiale base. Allo scopo
di garantire la tenuta del sistema di connessione a taglio
sono state compiute una vasta
gamma di prove sperimentali.
In particolare, sono state fatte
sia prove a taglio indiretto (come prescritto dall’Eurocodice
4), sia prove a flessione su travi in scala reale. Il fine principale di tali prove era desumere
quali comportamenti di cedimento ci si potesse aspettare
da un tale sistema. I cedimenti
ottenuti si possono distinguere in tre tipi, a seconda della
disposizione e dell’interasse
tra i connettori e del tipo di lamiera grecata utilizzata:
- comportamento duttile dovuto al collasso dei chiodi che
fissano il connettore alla trave in acciaio;
- comportamento semi-duttile
generato dallo schiacciamento locale della lamiera e
successiva rottura del calcestruzzo;
- comportamento fragile corrispondente alla rottura e al distacco del calcestruzzo al di
sopra della lamiera grecata.
Dall’analisi dei risultati così ottenuti si è verificato che rispettando alcuni limiti geometrici,
come la differenza d’altezza
connettore/lamiera e il rapporto larghezza/altezza della gola,
è possibile garantire un cedimento di tipo duttile in condizioni ultime. Tutto ciò consente
di calcolare la trave composta
sia con una progettazione di
tipo elastico (σamm ≥ σcalc) con
una distribuzione dei connettori che ricopre il diagramma
lineare del taglio, sia con una
di tipo plastico (Mpl,res ≥Mcalc,prog)
con una distribuzione uniforme
dei connettori.
■
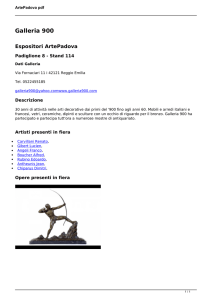
Meccanismo di serraggio
Schema di applicazione
Posa dei connettori
Connettori posati
progetti&tecnologie N° 14 – Ottobre 2010
Caso studio
Caso studio
Pagina 8
Pagina 9
Linea C della metropolitana di Roma.
Esperimento di Incendio di un veicolo
in galleria - La realizzazione della
galleria di prova
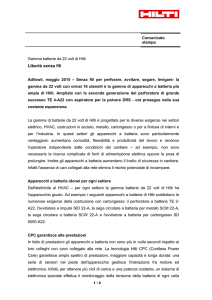
Figura 3 – Sezione longitudinale della galleria di prova
Figura 1 - Tracciato Linea C
a cura di Francesco Giancane, Emiliano Sernicola,
Filippo Cignitti (Metro C S.c.p.a.- Astaldi S.p.a.)
e Mauro Manias (Metro C S.c.p.a.- Astaldi S.p.a.)
N
ell’ambito della progettazione e costruzione della
Linea C della metropolitana di Roma è stato realizzato
un Esperimento di Incendio in vera grandezza di una carrozza
del veicolo all’interno di una galleria di prova appositamente
costruita presso la Scuola di Formazione Operativa dei Vigili
del Fuoco sita Montelibretti (Rm).
Finalità dell’esperimento è stata la verifica e la validazione del
modello complessivo del sistema infrastruttura/veicolo adottato per la progettazione e per la configurazione strutturale ed
impiantistica delle gallerie della Linea C della metropolitana
di Roma.
Nella presente Nota vengono descritte le modalità di costruzione della galleria di prova.
Introduzione
La Linea C della metropolitana
di Roma rappresenta la terza
linea di trasporto ferroviario in
sotterraneo della città, dopo le
esistenti linee A e B.
Metro C S.c.p.a. - società consortile costituita dalla Astaldi
(capogruppo), Vianini Lavori, Ansaldo STS, Cooperativa
Muratori e Braccianti di Carpi,
Consorzio Cooperative Costruzioni - è il Contraente Generale titolare della progettazione
esecutiva, della realizzazione e
della direzione dei lavori della
Linea C.
Il tracciato fondamentale della
linea, che misura complessivamente 25 km circa (di cui 18
km in galleria) con 29 stazioni,
attraversa la città di Roma da
sud-est (Pantano, nel comune di Montecompatri) a nordovest (Clodio/Mazzini).
Sono previsti tre interscambi
con le due Linee metropolitane
esistenti A (stazioni di corrispondenza San Giovanni e Ottaviano) e B (stazione di corrispondenza Fori Imperiali-Colosseo)
e numerosi con gli altri sistemi
di trasporto di superficie (tram,
FR1, parcheggi di scambio).
Attualmente sono in corso di
realizzazione le prime tratte, denominate T7, T6A, T5 e
T4, ricomprese tra le stazioni
di Montecompatri-Pantano e
quella di San Giovanni, per una
lunghezza complessiva di circa
18.5 km, di cui 10 in sotterraneo, con 22 stazioni (Figura 1,
Tabella 1).
La Linea C sarà una metropolitana con Sistema di Automazione Integrale senza conducente a bordo (driverless),
gestita in modo automatico da
una Direzione Centrale Operativa (DCO) ubicata presso il
Deposito di Graniti (al terminale sud-est della linea) che consentirà un controllo continuo
ed accurato del movimento
dei treni e la sorveglianza dei
passeggeri garantendo la massima efficienza e sicurezza del
sistema. Nelle stazioni sono
previste porte automatiche di
banchina che si apriranno solo
all’arrivo dei treni contemporaneamente all’apertura delle
porte dei convogli; al momento
dell’entrata in esercizio, avrà la
più alta capacità di trasporto in
Europa (capacità massima pari
a circa 24.000 viaggiatori per
Tabella 1 Caratteristiche
salienti del tracciato
fondamentale della
Linea C
ora e senso di marcia), grazie
all’elevata frequenza dei treni
ed alla regolarità del servizio.
Le vie di corsa dei treni saranno costituite da due gallerie a
singolo binario (una per senso
di marcia) del diametro interno
di 5,80 m.
Per un’opera di tale dimensione, complessità e valenza
l’aspetto della sicurezza dei
viaggiatori assume un’importanza fondamentale; il tema
della sicurezza in fase di esercizio è stato uno dei temi maggiormente studiati nel progetto
della Linea C. Diverse soluzioni
adottate nella configurazione
di esercizio della linea (Sistema di Automazione Integrale,
controllo della circolazione dei
treni, sorveglianza dei passeggeri, supervisione e controllo
degli impianti
elettrici di trazione e di tutti i sottosistemi, sistemi
audio-video di
diffusione delle
informazioni e di
comunicazione
con i passeggeri
e con il personale di servizio,
porte di banchina, sistemazioni impiantistiche, sistemi di
rilevazione incendi, sistemi di
prevenzione e gestione delle
emergenze, etc.), infatti, sono
finalizzate proprio ad incrementare il livello di sicurezza
intrinseco dell’infrastruttura.
La condizione più gravosa
per la sicurezza dei viaggiatori in una linea metropolitana
è rappresentata dall’evento di
incendio di un treno in galleria. Pertanto, la stazione appaltante Roma Metropolitane,
con la condivisione e l’approvazione della “Commissione di
Sicurezza” per la Linea C, della
“Commissione di Collaudo” e
del Contrante Generale Metro
C, ha ritenuto necessario ed
opportuno effettuare un esperimento in vera grandezza di in-
Figura 2 – Portale della galleria di prova
cendio di un veicolo in galleria.
L’esperimento è stato condotto
presso la Scuola di Formazione
Operativa dei Vigili del Fuoco
sita in Montelibretti (RM), all’interno di una galleria ivi appositamente costruita.
Al termine dell’esperimento
l’impianto è stato consegnato
ai Vigili del Fuoco e destinato
all’addestramento in condizione di incendi ed incidenti nelle
gallerie metropolitane.
L’esperimento è stato voluto dal
Ministero dell’Interno-Dipartimento dei Vigili del Fuoco, del
Soccorso Pubblico e della Difesa Civile insieme a Roma Metropolitane e ai seguenti partner:
• Metro C S.c.p.A., Contraente
Generale per la realizzazione
del Tracciato Fondamentale
della Linea C della metropolitana di Roma (da Monte
Compatri/Pantano a Clodio/
Mazzini).
• A nsaldoSTS, componente
dell’Associazione di imprese
che ha dato vita a Metro C e
responsabile del sistema di
automazione della Linea C.
• AnsaldoBreda S.p.A., fornitore del materiale rotabile della
Linea C.
• Consorzio F.A.S.T.I.G.I., soggetto che opera nell’ambito
della formazione, addestramento, ricerca scientifica e
tecnologica nel campo delle
grandi infrastrutture e in particolare delle opere in sotterraneo.
• Consorzio Train, soggetto attuatore del progetto di ricerca SITI (Sicurezza In Tunnel
Intelligente) cofinanziato dal
M.I.U.R. (Ministero dell’Istruzione, dell’Università e della
Ricerca).
Il ruolo principale svolto da
Metro C nell’ambito del suddetto Protocollo di Intesa ha
riguardato la progettazione
e realizzazione della galleria
sperimentale completa di tutte
le opere accessorie opportunamente studiate per garantirne
la totale fruibilità, compresa la
risistemazione finale del sito
reso disponibile dal Ministero
dell’Interno.
Obiettivi
dell’esperimento di
incendio e descrizione
delle prove
L’obiettivo dell’esperimento è
stato quello di verificare le scelte
progettuali, funzionali e tecnologiche del sistema infrastrutturale preposte alla salvaguardia ed
alla sicurezza dei viaggiatori in
caso di incendio di un veicolo in
galleria, ovvero le condizioni di
vivibilità all’interno del veicolo e
della galleria durante l’evento incendio, direttamente a mezzo di
un esperimento in vera grandezza, realizzato facendo bruciare
un veicolo “sacrificale” identico
a quelli che costituiranno la reale fornitura della Linea C in una
galleria uguale, per geometria,
allestimento interno e materiali
utilizzati, alle gallerie della Linea C.
Più in dettaglio l’esperimento
ha consentito:
• la determinazione diretta della curva di potenza termica
emessa dal veicolo;
• la misura del reale carico di
incendio del veicolo;
• la determinazione dei parametri relativi ai prodotti di
combustione sia in galleria
che all’interno del veicolo
(sostanze rilasciate, distribuzione del campo termico
e sua evoluzione nel tempo,
concentrazione dei fumi e
conseguente riduzione di visibilità, fluido-dinamica dei
fumi e dei gas tossici, etc.);
• di testare direttamente e nella
reale configurazione della Linea C, sotto l’aspetto della sicurezza, l’insieme infrastruttura/impianti preposti alla
prevenzione ed alla gestione
dell’emergenza incendio in
galleria/veicolo per la sicurezza delle vie di fuga;
• di verificare la distribuzione
del campo termico nei rivestimenti della galleria e conseguentemente di testarne il
comportamento nelle sue diverse configurazioni previste
e realizzate, ivi compresi gli
effetti delle alte temperature
sui diversi materiali utilizzati.
Le misurazioni effettuate nel
corso degli scenari ipotizzati
hanno fornito risultati rassicuranti riguardo le scelte progettuali e costruttive effettuate per
la Linea C per quel che attiene la
sicurezza dei viaggiatori in caso
di incendio. Infatti i carichi di incendio e le condizioni di vivibilità all’interno della galleria negli
esperimenti svolti sono risultati
meno gravosi di quelli ipotizzati
in sede di progetto.
Progettazione
del sistema di
assemblaggio e
costruzione della
galleria
La realizzazione dell’esperimento ha richiesto la preventiva costruzione ed allestimento
ad hoc di un tratto di galleria
della lunghezza di circa 110 m
(Figura 3).
Nella preparazione del sito di
prova sono state riprodotte fedelmente le condizioni previste
dal progetto della Linea C (Figura 4) sia per quanto riguarda
la geometria delle strutture che
i materiali utilizzati.
La galleria è stata costruita impiegando anelli in conci prefabbricati, prodotti dalla Ferrocem
prefabbricati di Latina, identici
a quelli utilizzati per il rivestimento definitivo delle gallerie
della metropolitana.
Soltanto alcuni anelli, a scopo
di ricerca nell’ambito dell’esperimento, sono stati realizzati
difformemente da quelli utilizzati nella Linea C. In particola-
Figura 4 – Sezione
trasversale della galleria
di prova
Figura 5 – Trincea di posa della galleria di prova
progetti&tecnologie N° 14 – Ottobre 2010
Caso studio
Caso studio
Pagina 10
re, sono stati impiegati alcuni
anelli additivati con fibre metalliche e polipropileniche, mentre altri sono stati parzialmente
gettati in opera. In alcune zone
della galleria è stata utilizzata e
testata una malta resistente al
fuoco per la protezione e salvaguardia del calcestruzzo.
La galleria è stata costruita
all’interno di una trincea appositamente scavata (Figura 5) ed è
stata poi rivestita da uno strato di
calcestruzzo proiettato armato.
Una parte della galleria, della
lunghezza di circa 52 m nella
zona in cui è stato ubicato il
veicolo oggetto dell’esperimento, è stata rinterrata previa
realizzazione di due setti per il
contenimento del terreno.
La realizzazione “a cielo aperto”, ovvero al di fuori di un contesto di TBM, di una galleria
in anelli di conci prefabbricati
rappresenta una lavorazione
atipica ed inusuale che ha posto una serie di problematiche
di carattere operativo.
Ciò ha comportato la necessità
ed anche l’opportunità di sviluppare attraverso una adeguata
progettazione, un valido sistema
di costruzione, tale da consentire la realizzazione della galleria
nel rispetto dei ristretti tempi a
disposizione, salvaguardando lo
standard qualitativo finale nonché il livello di massima sicurezza durante le fasi operative.
Pertanto sono state individuate
soluzioni tecniche, compreso il
conseguente impianto ed organizzazione del cantiere per
l’assemblaggio degli elementi
prefabbricati, tali da consentire
lo svolgimento in parallelo di più
lavorazioni nel rispetto di tutti gli
standard di sicurezza, senza tralasciare comunque il fattore economico, risultato ampiamente in
linea con le previsioni.
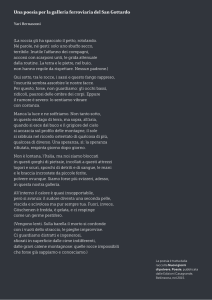
Figura 6
Anelli di rivestimento
in conci prefabbricati
Pagina 11
Figura 7 – Assemblaggio a terra
dei semi-anelli
L’anello di rivestimento utilizzato per la costruzione della galleria è di tipo universale (Figura
6): consente di realizzare l’intera galleria, seguendo le curve
plano-altimetriche richieste dal
progetto del tracciato, mediante la sua conicità, giustapponendo i diversi elementi, tutti
geometricamente uguali fra
loro, con una rotazione relativa
nel piano mediano ortogonale
all’asse dell’anello.
Si è scelto di pre-assemblare a
terra gli anelli, in posizione orizzontale (Figura 7), in modo da
facilitare le operazioni di movimentazione e, soprattutto, per
(effettuato per fasi per evitare
il galleggiamento dell’anello), il
completamento con la posa dei
relativi semi-anelli superiori.
I conci dei semi-anelli inferiori, una volta posizionati nella
corretta geometria, sono stati
bloccati fra loro per mezzo di
staffe metalliche forate fissate
sui conci a mezzo di tasselli
meccanici Hilti HSA e di una
struttura reticolare metallica
provvisoria impiegata come
imbragatura per il sollevamento, la rotazione e la posa all’interno della trincea (Figura 9).
I conci dei semi-anelli superiori
sono stati fissati ad una struttura metallica portante, contrastata internamente da due puntoni metallici, costituita da una
coppia di centine semicircolari
collegate longitudinalmente da
spezzoni rettilinei e dotate di
una serie di piastre forate utilizzate per la giunzione mediante
tasselli meccanici Hilti HSA (Figura 10). La suddetta struttura
ha avuto sia una funzione provvisoria di sostegno nelle fasi
di movimentazione e posa in
opera dei semi-anelli, che una
funzione definitiva di sostegno
e contenimento dell’anello poiché deputata alla cerchiatura
dell’anello contro le dilatazioni
termiche nel corso dell’esperimento di incendio.
Il sistema di ancoraggio dei
conci di rivestimento agli elementi metallici di supporto
provvisori e/o definitivi (Figura
11) è stato studiato e definito
in collaborazione con il servizio
tecnico Hilti.
Gli elementi che hanno condizionato la scelta del tassello
sono stati principalmente due:
la necessità di avere un fissaggio velocemente realizzabile e
la presenza di molta armatura
all’interno dei conci.
Figura 8 – Anelli di rivestimento
in conci prefabbricati
poter sovrapporre le lavorazioni
e velocizzare la fase preparatoria alla costruzione della galleria.
Sono state pertanto realizzate
due apposite piazzole di montaggio degli anelli.
Ciascun anello è stato inoltre
suddiviso in due porzioni: un
semi-anello inferiore ed uno
superiore da comporre successivamente.
La sequenza di montaggio (Figura 8) ha previsto la posa in
opera, all’interno della trincea
appositamente e preventivamente realizzata, di alcuni (5-6)
semi-anelli inferiori e poi, una
volta completato il getto di rinfianco della sella in calcestruzzo di sostegno e contenimento
Figura 9 – Posa in opera di un semi-anello inferiore
Figura 12
Tassello ad espansione Hilti HSA
La necessità di avere un’installazione più rapida e semplice possibile ha guidato la scelta verso
un ancorante di tipo meccanico
ad espansione (Figura 12).
Sebbene la posizione dei tasselli
sia stata definita in modo da non
intercettare le barre di armatura
del rivestimento, si è scelto un
tassello sufficientemente duttile
da poter essere inserito anche
all’interno di fori non perfettamente ortogonali alla superficie
dei conci (percorsi obbligati al
fine di non danneggiare l’armatura all’interno dei conci eventualmente interferita) senza per
questo subire rotture dell’ancorante al momento del serraggio
o dell’applicazione del carico.
Grazie al processo di fabbricazione effettuato con la tecnologia stampo a freddo il tassello
Hilti HSA rimane altamente duttile garantendo entrambi i requisiti richiesti dall’applicazione.
Una volta definita la tipologia di
tassello, mediante il software di
calcolo Hilti PROFIS Anchor, è
stato individuato il diametro da
utilizzare in funzione delle sollecitazioni agenti.
Finita la fase di progettazione,
Hilti si è dimostrata presente
anche in cantiere fornendo agli
operai le informazioni necessarie per una corretta posa in
opera dei tasselli e svolgendo
prove di carico sui tasselli installati (Figura 13).
Figura 13
Prove di
carico in
cantiere.
Figura 10 – Sequenza di posa in opera degli anelli
Figura 11 –
Particolare delle
piastre e dei tasselli
di ancoraggio
Ulteriori sviluppi ed
applicazioni del sistema
di sostegno dei conci di
rivestimento
La soluzione precedentemente
descritta, studiata in sinergia
tra la struttura di Ingegneria di
Metro C S.c.p.a. ed il servizio
tecnico Hilti, oltre a risolvere
la problematica specifica già
descritta nell’ambito della costruzione della galleria di prova per l’esperimento di incendio di Montelibretti, ha fornito
l’idea per la progettazione del
sistema di sostegno provvisorio degli anelli di rivestimento
delle gallerie TBM in applicazioni pratiche nell’ambito della
costruzione della Linea Metropolitana C di Roma.
In tutti i casi di passaggio “a
pieno” delle TBM attraverso i
manufatti tra paratie si è infatti
posto il problema del sostegno
degli anelli di rivestimento nel
transitorio tra l’ultima fase di
ribasso dello scavo all’interno
della stazione e la demolizione
degli anelli stessi.
Problema analogo si è avuto in
corrispondenza degli innesti dei
cunicoli di ventilazione di intertratta con le gallerie TBM, nella
fase di lavoro compresa tra la
parziale demolizione degli anelli
e la realizzazione dei getti in opera della carpenteria degli innesti.
La soluzione inizialmente ipotizzata per il sostegno dei conci
prevedeva il blindaggio interno
delle gallerie mediante centine
circolari chiuse e/o, in alcuni casi, il riempimento delle gallerie
mediante idoneo materiale (calcestruzzo magro, geomix, etc.).
La soluzione successivamente
adottata è consistita nella realizzazione di un “placcaggio”
dei giunti tra conci dei singoli
anelli mediante elementi metallici di sostegno passivi in grado
di fornire un vincolo cinematico
alla disarticolazione dei conci al
venir meno dell’azione di confinamento del terreno circostante o della continuità dell’anello
di rivestimento (Figura 15).
Tali elementi sono stati realizzati mediante spezzoni di
centine a cui sono state saldate piastre forate (Figura 16,
Figura 18), rese solidali ai conci
per mezzo di tasselli ad ancoraggio meccanico della Hilti
(Figura 17), gli stessi utilizzati
in occasione dell’esperimento
Figura 14 – Sezione trasversale tipologica di una stazione in fase di realizzazione
Figura 15 – Sviluppata dell’anello di rivestimento con indicazione
dei sostegni metallici
Figura 16 – Particolare dell’elemento
metallico di sostegno
Figura 17 – Particolare del sistema di
fissaggio degli elementi metallici di
sostegno ai conci di rivestimento
di Montelibretti.
La suddetta soluzione tecnica, che ha interessato circa
550 anelli di rivestimento nelle
tratte T6A e T5 per complessivi
770 m di galleria, si è rivelata
alla prova dei fatti pienamente
efficace sotto il profilo tecnico,
consentendo di ottenere i seguenti vantaggi:
• la possibilità di trasportare in
galleria elementi di ridotto volume e peso, utilizzando mezzi di minori dimensioni sia per
il trasporto che per la posa in
opera dei sostegni;
Figura 18 – Fotografia dei placcaggi
realizzati in galleria
• la riduzione del quantitativo di
materiali complessivamente
impiegato;
• la semplificazione delle operazioni di demolizione;
• la riduzione dei materiali da
conferire a discarica.
Il tutto si è tradotto quindi in
una importante semplificazione delle attività in ambiente
sotterraneo, con un significativo risparmio di tempi e conseguentemente di costi, ottimizzazione che ha inoltre garantito
il mantenimento di un alto standard di sicurezza.
■
progetti&tecnologie N° 14 – Ottobre 2010
Caso studio
Caso studio
Pagina 12
Pagina 13
Esempi di applicazioni
antifuoco nel complesso Altra
Sede Regione Lombardia
tramite mensole metalliche per
consentire il corretto posizionamento in piombo, realizzando così dei giunti di dimensione
e geometria variabile lungo tutto il perimetro.
Fig.1 Disallineamento dell’imbotte
rispetto all’apertura del vano
Si sono studiate e realizzate
quattro diverse compartimentazioni, dipese dalle particolarità
emerse in loco. Le prime due riguardano casi in cui tra il cemento armato ed il telaio si è riscontrato non solo un piccolo gap,
ma anche una sovrapposizione;
la terza riguarda casi di gap e di
disassamento importanti, mentre la quarta riguarda il ripristino
REI delle soglie dei vani.
a cura di Roberto Pala
M
ilano, in previsione dell’
Expo 2015, è una città
che sta subendo, ed al contempo promuovendo, un ampio
sviluppo urbanistico, volano di
nuove sfide ed opportunità per
le società, studi di progettazione ed indotto trovatisi ad interfacciarsi con problematiche
nuove ed a volte inaspettate.
E’ una città che sta crescendo
in altezza, sviluppa nuove tecnologie, nuove soluzioni architettoniche e una serie di aspetti
particolareggiati che riguardano il mondo progettuale, edile
ed impiantistico.
In merito a questo nuovo contesto si inquadra necessariamente il cantiere ALTRA SEDE,
nuovo palazzo della Regione
Lombardia, dove Hilti, in commissione e di concerto con il
cliente Thyssenkrupp Elevator
SpA, si è trovata di fronte alla necessità di realizzare dei
sistemi di resistenza passiva
al fuoco per la sigillatura dei
giunti di interfaccia in prossimità delle porte di accesso agli
ascensori.
Le soluzioni tecniche sono nate
dall’obbligatorietà di compartimentare REI 120 il varco tra i
vani ascensore e i pianerottoli
di sbarco ai piani degli edifici.
L’imbotte delle porte di accesso agli ascensori, a fronte della necessaria verticalità della
corsa della cabina (gli impianti
risultano tra i più veloci in Ita-
lia, 8m/s), ha necessitato un
diverso posizionamento ai vari piani rispetto agli elementi
strutturali in cemento armato,
sia per quanto riguarda la distanza reciproca, sia per quanto riguarda l’allineamento tra la
porta dell’ascensore e il varco
porta realizzato nella struttura
in calcestruzzo armato. Pertanto, per compensare queste
differenze di distanza e di disassamento ai vari livelli, il telaio è stato fissato alla struttura
La prima Compartimentazione
è stata realizzata attraverso
la sigillatura del giunto tramite l’inserimento di cordone
compresso in lana minerale
Hilti CPR 287, la chiusura di
entrambi i lati della giunzione
con sigillante elastico antifuoco
Hilti CP 601S ed il rivestimento
protettivo su tutte le facce visibili dell’applicazione realizzato
con vernice intumescente antifuoco Hilti CP 671C.
In sintesi il sistema adottato ha
previsto:
1. cordone Hilti CPR 287 in fibre minerali rivestite da una
maglia in materiale refrattario, da utilizzare come materiale di riempimento, inserito
in pressione nel varco per
una piena occlusione della
giunzione;
2. sigillante elastico antifuoco
Hilti CP 601S a base siliconica neutra, classificato come materiale in classe B1 e
idoneo per una perfetta tenuta contro il passaggio di
fumo, gas tossici, fiamme e
calore, applicato su entrambi i lati del giunto a chiudere
completamente la fessura e
coprire il cordone;
3. rivestimento continuo realizzato su tutte e due le facce
visibili del giunto da realizzare con vernice intumescente
a base di polimeri acrilici in
dispersione acquosa Hilti
CP 671C con spessore secco totale di 1mm. La mano di
vernice ha coperto il sistema
antifuoco e gli spigoli di interfaccia con il telaio in acciaio,
oltre che le strutture in conglomerato cementizio armato.
La certificazione di riferimento, approvata tramite l’Istituto
Giordano, (foro 10, Rapporto
di Prova n° 121044/1868 RF),
consultabile e scaricabile sul
sito internet www.hilti.it, si riferisce ad un’ apertura di forma rettangolare delle dimensioni di 1000x20mm (analoga
prova viene effettuata anche
per un foro di dimensioni maggiori, 1000x40mm), realizzata
su di un campione di prova
costituito da una parete in
cemento armato di spessore
pari a 15cm.
Fig.2 Particolare prima compartimentazione: sigillatura dell’imbotte realizzata con
cordone CPR 287 e sigillante Hilti CP 601 S
Nella situazione in esame ci
si è ricondotti alle medesime
condizioni di prova eseguite in
laboratorio, rendendo possibile
quindi un’estensione studiata,
calcolata e redatta da un professionista esterno, nel rispetto
delle seguenti analogie:
- presenza di un giunto di dimensioni idonee al posizionamento del cordone in lana minerale, nell’ipotesi di identico
comportamento funzionale di
protezione al fuoco dell’elemento a prescindere dal diametro di utilizzo;
- f unzionamento
bilatero
dell’applicazione tecnica,
data la doppia esposizione
al fuoco richiesta nel caso in
esame, replicando la stratigrafia necessaria sui due lati;
- presenza di un lembo di interfaccia del giunto in cemento
armato, la cui funzione viene
assolta a prescindere dallo
spessore dell’elemento strutturale (anche se nella tipologia di compartimentazione in
esame gli spessori in gioco
sono superiori a quello della prova di laboratorio pari a
15cm, ponendo di fatto la situazione in esame a favore di
sicurezza);
- utilizzo del sigillante siliconico
neutro nelle medesime condizioni di posizione e spessore riportate nel Rapporto di
Prova;
- presenza di un lembo di interfaccia del giunto in acciaio, materiale non direttamente contemplato nella
soluzione tecnica di prova,
ma la cui estensione è resa
possibile dallo stesso Rapporto n° 121044/1868 RF al
foro 5, dove viene certificata la protezione al fuoco REI
180 di una soluzione tecnica
con protezione di un tubo in
acciaio con cordone in lana
minerale CPR 287 e sigillante
siliconico neutro CP 601S, a
dimostrazione del fatto che i
materiali in oggetto si interfacciano anche con l’acciaio.
La seconda Compartimentazione differisce dalla preceden-
Fig.3 Particolare seconda
compartimentazione: sigillatura
dell’imbotte realizzata con pannello in
lana minerale e sigillante Hilti CP 601 S
te solo per il tipo di materiale
di riempimento prescritto, ma
risulta di eguale principio di
funzionamento ed efficacia ai
fini della resistenza passiva al
fuoco. La scelta tra le due soluzioni tecniche è stata effettuata in opera, a seconda delle
particolari esigenze esecutive,
dell’ampiezza del giunto e della
specifica geometria.
La certificazione dell’Istituto
Giordano di riferimento (foro 12, Rapporto di Prova n°
121044/1868 RF) si riferisce
ad una apertura di forma rettangolare delle dimensioni di
1000x40mm, realizzata su di
un campione di prova costituito
da una parete in cemento armato di spessore pari a 15cm.
Fig.4 Sensibile disassamento esistente
tra l’imbotte e l’apertura del vano
La terza Compartimentazione
REI 120 è stata realizzata attraverso l’ostruzione del varco
tramite il posizionamento di
pannelli in lana minerale.
In particolare, come anticipato, si riferisce ai giunti tecnici
progetti&tecnologie N° 14 – Ottobre 2010
Caso studio
Evento
Pagina 14
Pagina 15
Convegno antifuoco:
”La città cresce in altezza”
Particolare quarta compartimentazione
Disallineamento della soglia
laterali e superiore dove non
si aveva sovrapposizione tra
l’interfaccia del telaio e della
struttura, ma si era rilevato un
disassamento sensibile tra i
due elementi.
La sigillatura è stata eseguita
tramite l’ostruzione del varco,
ottenuta con il posizionamento
di pannelli in lana minerale Hilti CP 671-PF 90, la sigillatura
degli spigoli su entrambi i lati
della giunzione con sigillante elastico antifuoco Hilti CP
601S ed il rivestimento protettivo su tutte le facce visibili
dell’applicazione realizzato
con vernice intumescente antifuoco Hilti CP 671C.
Nello specifico:
1. pannelli antifuoco in lana
minerale Hilti CP 671-PF
90 preverniciati su entrambi
i lati con una mano da 0,5
mm di vernice intumescente
CP 671C, da posizionare ad
ostruire il varco, e fissati lateralmente alle pareti in calcestruzzo armato con tasselli resistenti al fuoco a vite
autofilettante tipo HUS-H;
2. sigillante elastico antifuoco
Hilti CP 601S a base siliconica neutra, applicato sugli
spigoli su entrambi i lati del
giunto a chiudere le giunzioni tra pannelli e telaio in
acciaio e tra pannelli e calcestruzzo;
3. r ivestimento continuo realizzato su tutte e due le
facce visibili del giunto da
realizzare con vernice intumescente a base di polimeri acrilici in dispersione
acquosa Hilti CP 671C.
La certificazione di riferimento è il Rapporto di Prova n°
90175/1420 RF.
La quarta Compartimentazione è stata realizzata attraverso
l’ostruzione del varco tramite il
posizionamento di pannelli in
lana minerale Hilti CP 671-PF
90, l’intasamento della zona
sotto il lamierino di soglia con
sigillante elastico antifuoco
Hilti CP 601S ed il rivestimento
protettivo su tutte le facce visibili dell’applicazione dall’interno del vano ascensore realizzato con vernice intumescente
antifuoco Hilti CP 671C.
Nel dettaglio:
1. sigillante elastico antifuoco
Hilti CP 601S a base siliconica neutra;
2. pannelli antifuoco in lana
minerale Hilti CP 671-PF 90
preverniciati su entrambi i lati con una mano da 0,5 mm
di vernice intumescente CP
671C, tagliati in numero e
dimensioni idonee all’applicazione e verniciati su tutte
e sei le facce con vernice intumescente, da posizionare
verticalmente ad ostruire il
varco e fissati lateralmente
alla soletta del pianerottolo
di sbarco con tasselli resistenti al fuoco a vite autofilettante tipo HUS-H;
3. rivestimento continuo applicato su tutte le facce visibili
dall’interno del vano corsa ascensore da realizzare
con vernice intumescente
a base di polimeri acrilici in
dispersione acquosa Hilti
CP 671C.
La certificazione di riferimento (Istituto Giordano, Rapporto di Prova n° 1993324/2708
RF, giunto N) si riferisce ad un
foro passante a sezione rettangolare delle dimensioni di
1000x100mm, realizzata su di
un campione di prova costituito da una porzione di solaio
piano in cemento armato di
spessore pari a 12cm.
In conclusione, riteniamo
che la soluzione esposta, per
quanto soggetta alle discriminanti particolareggiate del
singolo cantiere, sia adatta
a progettisti ed uffici tecnici delle società del settore
ascensoristico per affrontare
la problematica della compartimentazione delle porte
di vano negli edifici dove fisiologicamente, data l’altezza degli stessi, la struttura
in cemento armato del vano
ascensore non è, per ogni vano, perfettamente allineata a
piombo, ma rispetto ad esso
presenta scostamenti lungo
tutto il perimetro del telaio
delle aperture. Tale soluzione
consente, quindi, di avere una
base tecnica ed una puntuale valutazione economica del
costo complessivo di questo
tipo di impianti.
■
a cura di Veronica Pirovano
G
li argomenti oggetto del
convegno “La città cresce in altezza” sono stati il cambiamento normativo in materia di
progettazione antincendio con
l’emanazione dei decreti ministeriali del 2007 e le problematiche legate alla compartimentazione degli edifici multipiano.
Al fine di conferire attendibilità e
consistenza ai contenuti e al dibattito interno al convegno, Hilti
ha ospitato relatori d’assoluta
importanza nel panorama della progettazione antincendio:
l’Ing. A.Corbo e il Prof. P.Setti.
L’intervento che ha aperto il
convegno è stato “La progettazione antincendio alla luce dei
nuovi decreti” tenuto dall’Ing. A.
Corbo, il quale ha illustrato con
chiarezza il contenuto dei decreti ed indicato in che modo agire
per la preparazione della documentazione necessaria all’ottenimento del CPI, tenendo conto
dell’accresciuta responsabilità
del progettista.
L’invito emerso dal dibattito è
quello di affrontare la progettazione antincendio in modo
da non poter essere tacciati di
negligenza o imperizia. Questo
mette il progettista nelle condizioni di dover dettagliare il più
possibile le soluzioni da adottare e la tipologia dei prodotti
da utilizzare dopo averne verificato nel dettaglio certificazioni
e test a supporto.
A favore dei progettisti Hilti ha
introdotto, durante il convegno,
il concetto di marcatura CE e
certificazione ETA dei prodotti antifuoco al fine di mettere a
disposizione dati attendibili ed
univoci circa i metodi di test che
attestino la perizia della scelta in
fase di progettazione a tutela della responsabilità dei progettisti.
Uno dei temi oggetto di discussione in merito alle responsabilità da parte dei progettisti in ma-
teria di antincendio è la compartimentazione degli edifici multipiano che in questi anni stanno
sempre più caratterizzando il
panorama cittadino di realtà urbane come Milano e Roma.
L’intervento del Prof. P.Setti relativo alla presentazione della
recente linea guida per la compartimentazione delle facciate
ha permesso un’interessante
riflessione sull’argomento.
Il gap normativo esistente in
Italia in materia di fuoco e facciate ha indirizzato la commissione ministeriale verso la normativa europea. Il lavoro della
commissione ha prodotto chiarimenti in merito alle soluzioni
adottabili per le facciate ventilate, doppia pelle e le facciate
continue; in particolare sono indicate le normative secondo cui
devono essere testati i prodotti
da applicare in questi casi.
Hilti, anche in questo caso, ha
dato un contributo pratico alla
discussione presentando nel
concreto il mastice antifuoco
CP672, la soluzione antifuoco
più usata al mondo nella sigillatura dei giunti interpiano tra
facciata continua e soletta.
Con questo convegno Hilti
ha voluto investire nel cambiamento culturale in materia
di antincendio. La serietà e la
professionalità delle aziende
che operano in questo mercato possono essere un valore
aggiunto molto importante per
progettisti e clienti in questa
fase di transizione.
Al fine di favorire l’acquisizione delle informazioni discusse
durante il convegno, Hilti ha
pubblicato gli atti dell’evento
al seguente link
http://www.hilti.it/holit/page/
module/home/browse_main.
jsf?lang=it&nodeId=-144275
■
progetti&tecnologie N° 14 – Ottobre 2010
Applicazione
Applicazione
Pagina 16
Pagina 17
Prove pacometriche nell’ambito
dell’adeguamento sismico della
scuola “Carducci” di Roma
Tratta T4 (S. Giovanni - Malatesta)
Adeguamento sismico della Scuola Carducci - Roma
Comune di Roma - Roma Metropolitane
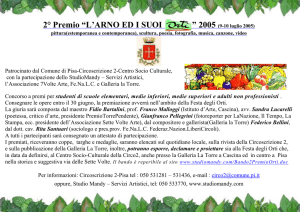
N
Figura 1: Sistema Hilti Ferroscan
Metropolitana di Roma - Metro C
Ente aggiudicatore:
a cura di Cristiano Russo (Studio SPC S.r.l.), Eliano Romani (Metro C S.c.p.a.) e Francesco Giancane
ell’ambito della realizzazione della Linea C della
Metropolitana di Roma è stato
sviluppato il progetto definitivo relativo all’adeguamento
sismico dell’edificio Scuola
Materna ed Elementare “Carducci”, ubicata in via La Spezia
21-23, nelle vicinanze dell’area
di scavo della stazione “San
Giovanni”.
Sulla base delle indicazioni
riportate nelle Nuove Norme
Tecniche per le Costruzioni
(DM 14/01/2008), i progettisti
strutturali hanno elaborato un
piano di indagine atto a sviluppare la massima conoscenza
sulle strutture portanti dell’edificio. I risultati di queste indagini sono stati successivamente
utilizzati come dati di input per
la progettazione degli interventi
di consolidamento e adeguamento delle strutture esistenti.
Fra le diverse indagini condotte, di fondamentale importanza sono state le numerose
scansioni di tipo pacometrico
condotte mediante l’utilizzo del
sistema Hilti Ferroscan. Il sistema è composto dallo scanner
Hilti PS 200 S abbinato al monitor Hilti PS 200 M ed al software in dotazione per l’input
delle registrazioni su PC e la
loro successiva elaborazione.
SCHEDA PROGETTO
Responsabile del Procedimento:
Ing. Giovanni Simonacci
Responsabile dell’Alta Sorveglianza Tecnica:
Ing Giorgio Pacifici
Società di Progetto:
METRO C s.c.p.a.
Direttore Tecnico:
Ing. Filippo Stinellis
Direttore Generale:
Ing Francesco Maria Rotundi
Responsabile della Progettazione:
Ing. Roberto Sorge
Coordinatore di progetto:
Ing. Eliano Romani
Consulenza Specialistica:
Figura 2: Planimetria generale dell’edificio oggetto dell’intervento
Il fabbricato, realizzato in due
fasi successive, presenta tipologie diverse: la parte costruita
per prima, costituita dal fronte
su via La Spezia, risale agli anni
’20, ed è realizzata con muratura portante in blocchi di tufo e
ricorsi di mattoni pieni con solai
in ferro e laterizio.
La parte costruita successivamente, intorno agli anni ’30,
consiste in due porzioni di
edificio costruite lateralmente
al fabbricato originario, prospicienti via San Severo e via
Altamura. Le parti aggiunte
presentano solai di tipo laterocementizio, telai in calcestruzzo
armato all’interno del fabbricato
e muratura compatta in blocchi
di tufo e laterizio nel perimetro.
Una delle prime sfide affrontate
è stata definire se la struttura
portante fosse da considerarsi
totalmente in calcestruzzo armato oppure se fosse di tipo
misto, con telai di spina interni
e murature portanti esterne.
Sfida vinta senza difficoltà
SPC s.r.l. - Prof. Ing. Giorgio Croci, Arch. Aymen Herzalla,
Figura 5: Esecuzione scansione Imagescan
L’acquisizione del diametro dei ferri è stata affiancata
dall’esecuzione di un limitato
numero di saggi diretti che
hanno permesso di tarare al
meglio la strumentazione elettronica garantendo risultati di
alta precisione.
■
Ing. Cristiano Russo
Prof. Ing. Giuseppe Morelli
Direttore dei Lavori:
Ing. Enrico Molinari
Responsabile dei Lavori:
Dott. Reginaldo Iori
Coordinatore della Sicurezza
in fase di Progettazione ed Esecuzione:
Ing. Luigi Antonio Gargiulo
Figura 6: Ricostruzione mappatura
armatura pilastro
Figura 3: Pianta edificio - in marrone, blocco in muratura; in verde, blocco misto c.a.
e muratura
mediante una scansione rapida (modalità Quickscan) delle
pareti perimetrali per rilevare la
presenza di armature che potessero denunciare l’esistenza
di pilastri annegati nelle pareti.
Le indagini hanno dato esito
positivo, permettendo di stabilire che la struttura portante
dei corpi laterali fosse in effetti
una struttura intelaiata vera e
propria.
Sulla base dei risultati delle
scansioni rapide, è stato redat-
to un piano di indagini approfondito che ha previsto l’utilizzo
delle varie funzioni dello scanner Hilti PS 200 S.
Nell’ambito della campagna
di indagini approfondite, lo
scanner utilizzato in modalità
Quickscan ha consentito di ottenere rapidamente una serie di
informazioni: rilevare l’orditura
dei solai, l’interasse dei travetti
e verificare la presenza o meno di travi in spessore lungo le
ampie porzioni di soffitto degli
ambienti scolastici.
Figura 4: Esecuzione indagine Quickscan a soffitto
Successivamente, mediante
l’utilizzo dello scanner in modalità Imagescan su una sufficiente percentuale di pilastri,
travi e solai del complesso è
stato possibile ricostruire la
mappatura dei ferri e la stima
dei relativi diametri.
Figura 7: Quickscan verticale:
disposizione delle staffe pilastro
progetti&tecnologie N° 14 – Ottobre 2010
Prodotti
Prodotti
Pagina 18
Pagina 19
Yes (foil pack)
Yes (foil pack)
Yes (foil pack)
Yes (foil pack)
Yes (foil pack)
Yes (foil pack)
Yes (foil pack)
No (cartridge)
Yes (foil pack)
Yes (foil pack)
No (cartridge)
No waste (capsule)
No waste (capsule)
No waste (capsule)
No waste (capsule)
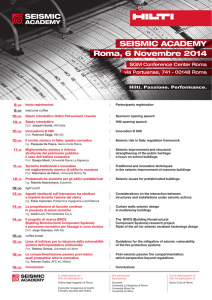
Indoor environmental quality
Compounds
✓
✓
✓
✓
✓
✓
✓
Free of styrene
(no strong odor)
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
No waste
No waste
No waste
No waste
Dispenser with refill
system (cassette &
foil pack)
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
N.a.
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
N.a.
✗
✗
✓
✓
✗
N.a.
N.a.
Low VOC (volatile
organic compounds)
Hilti, da sempre attenta non solo alle tematiche ambientali ma
anche alle esigenze di clienti e
professionisti dell’edilizia, possiede una vasta gamma di prodotti che possono contribuire al
HIT-HY 10
HIT-HY 20
HIT-HY 50
HIT-HY 70
HIT-HY 150
HIT-HY 150 MAX
HIT-MM
HIT-ICE
HIT-RE 500
HIT-RE 500 SD
HFX
HVU
HVU-HWB
HVU-TZ
HVU-G/EA
• Le resine Hilti non contengono ftalati: queste sostanze solventi migliorano la flessibilità e la modellabilità degli
ancoranti chimici di bassa
qualità, rendendoli più facil-
Free of ozone depleting
substances
• Materiali e risorse: ottengono un punteggio superiore,
nel sistema di valutazione
LEED, gli edifici costruiti con
l’impiego di materiali naturali,
rinnovabili e di provenienza
locale, come, ad esempio, il
legno. Inoltre, dimostrando di
In sintesi, costruire secondo gli
standard della bioedilizia non
contribuisce solo a migliorare
la salute del mondo: generalmente, si riscontrano notevoli
riduzioni nei costi operativi
(-9%) e un incremento sensibile del valore dell’edificio stesso
(+8%). Recenti studi condotti
negli Stati Uniti confermano
che nel mercato immobiliare gli
edifici LEED sono più ricercati rispetto agli altri, hanno una
percentuale di occupazione
maggiore e degli affitti sensibilmente più alti (Fonte: U.S.
Green Building Council).
• La cartuccia morbida consente di ridurre al minimo sia
il peso che il volume dei rifiuti
Anchor
products
generati, limitando
lo spazio e
• Le resine Hilti hanno un
limitato contenuto di composti organici volatili, garantendo il massimo punteggio LEED nell’ambito. Hilti ha
infatti testato gli ancoranti
chimici secondo lo standard
Green
Building
imposto dal U.S.
Green
Building Council ed è in grado
di fornire la documentazione
relativa.
■
Free of MDI
• Sito sostenibile: l’area dove
sorge l’edificio deve risentire il meno possibile dell’attività legata alla costruzione.
L’obiettivo è quello di ridurre
•E
fficienza energetica: ridurre la domanda energetica
nell’ambito delle costruzioni
significa dare un notevole contributo alla riduzione
dell’emissione di gas serra
nell’atmosfera; a tal fine è
fondamentale che i prodotti
utilizzati nelle costruzioni garantiscano un’ottima capacità
di isolamento termico. Infatti,
negli Stati Uniti ogni anno le
costruzioni certificate LEED
immettono nell’atmosfera
350 tonnellate metriche di
anidride carbonica in meno rispetto agli altri edifici, garantendo un risparmio di elettricità pari al 32% circa (Fonte:
U.S. Green Building Council).
• Qualità degli ambienti interni: bioedilizia non significa
solamente valutare l’impatto
ambientale di un edificio,
ma significa anche tenere in
considerazione il benessere
degli abitanti. In questo senso è fondamentale utilizzare
nella costruzione prodotti che
abbiano un basso contenuto
di sostanze volatili (VOC, volatile organic compound) e
sostanze che non abbiano
alcun effetto negativo sulla
salute degli abitanti.
Nella categoria “Materiali e risorse”, l’utilizzo di HY 150 FR
e HY 150 MAX consente di acquisire crediti LEED per le seguenti ragioni:
Nell’area relativa alla qualità
degli ambienti interni, LEED
afferma che è fondamentale
utilizzare prodotti che abbiano
un basso contenuto di sostanze volatili e non contengano
alcun componente tossico;
recenti studi hanno infatti dimostrato che queste sostanze
causano la cosiddetta “sindrome dell’edificio malato”, re-
Free of restricted
substances
Le aree analizzate e valutate da
LEED sono cinque:
• Risparmio idrico: lo spreco d’acqua in cantiere deve essere ridotto al minimo,
utilizzando acque locali e riciclate e applicando tecnologie nell’ambito del risparmio
idrico.
riutilizzare e riciclare prodotti e
materiali, è possibile acquisire
un numero ulteriore di crediti.
Analogamente, la costruzione
dell’edificio deve generare il
minor numero di rifiuti possibile, dimostrando una corretta
ed accurata gestione del rifiuto generato, nel rispetto della
normativa locale.
Free of phthalates
Un’altra valida risposta per
fronteggiare i cambiamenti climatici e limitare le emissioni
è la bioedilizia. Questo nuovo
modo di intendere la filosofia
del costruire è portato avanti
L’approccio LEED non si ferma
a valutare una singola dimensione o una singola azienda,
ma si riferisce all’intero edificio.
Il raggiungimento di determinati criteri consente l’acquisizione
di un punteggio che, al termine
dell’indagine, stabilisce l’impatto ambientale dell’edificio
e consente di ottenere il Green
Building Rating base, argento,
oro e platino.
al minimo l’inquinamento e i
danni generati, controllando
l’erosione del suolo, l’inquinamento delle falde acquifere
e l’emissione di polvere. Molti
materiali utilizzati nell’ambito
dell’edilizia contengono infatti quarzo: respirare polvere
contenente un’alta percentuale di questo componente
può causare seri danni alla
salute dei lavoratori impegnati nel cantiere.
• le resine Hilti non contengono stirene; utilizzato per
“ammorbidire” composti di
ancoranti chimici di bassa
qualità, lo stirene è altamente
irritante e di recente è sospettato di essere cancerogeno.
Inoltre, è caratterizzato da un
forte odore pungente, che lo
rende del tutto inadatto ad un
utilizzo nell’ambito di edifici
certificati LEED.
Packaging waste is
processed (recycling or
thermal use )
Questa è una responsabilità
che un’impresa che intende
operare come attore globale e
leader del settore deve tenere
in considerazione. Infatti, per
Hilti, l’impegno verso l’ambiente e verso le generazioni
future non è solo un bel motto,
ma è già qualcosa di concreto:
nel 2007, infatti, Hilti ha sottoscritto la convenzione “Caring
for Climate” promossa dalle
Nazioni Unite per fronteggiare i
cambiamenti climatici. Oltre al
controllo delle emissioni di C02,
Hilti e le imprese che hanno
aderito a questa convenzione
si impegnano a ridurre gli scarti
e i rifiuti di produzione e a limitare o non utilizzare del tutto
sostanze critiche.
a livello globale dall’U.S. Green Building Council (USGBC),
che ha elaborato un sistema di
certificazione che consente di
valutare l’impatto ambientale
di ogni nuova costruzione: gli
standard LEED (Leadership in
Energy and Environmental Design) sono ormai universalmente accettati e indicano i requisiti
per costruire edifici sostenibili a
livello ambientale, sia dal punto
di vista energetico che dal punto di vista del consumo di tutte
le risorse ambientali coinvolte
nel processo di realizzazione.
Il protocollo LEED Italia è stato
presentato lo scorso 14 aprile dal Green Building Council
Italia.
• Le resine Hilti non contengono sostanze proibite, MDI
(difenilmetano diisocianato) e
sostanze che danneggiano
l’ozono, in accordo, oltre che
con gli standard LEED, anche
con la convenzione “Caring
for Climate”.
Material and
resources
l settore delle costruzioni è
uno dei maggiori responsabili delle emissioni di anidride
carbonica del pianeta: si stima,
infatti, che l’impatto dell’industria dell’edilizia sia pari addirittura al 40%, con un trend
di crescita stimato intorno al
100% entro il 2050.
L’edilizia, inoltre, è responsabile per il 40% della domanda di
energia globale, con un’ipotesi
di incremento del 45% entro il
2025 (Fonte: World Business
Council for Sustainable Development). Gli effetti di questa
crescita esponenziale dei consumi energetici e delle emissioni sono profondi e, se non tenuti sotto controllo, potrebbero
intaccare irrimediabilmente il
volto della Terra.
mente utilizzabili; una regolare esposizione causa tuttavia
seri problemi alla salute.
sponsabile di malessere e mal
di testa di numerosi occupanti.
In questo contesto, l’utilizzo
delle resine Hilti dà i seguenti
vantaggi:
Non-hazardous waste
after curing
I
• Dopo la polimerizzazione (ad
indurimento avvenuto), la resina è considerata un rifiuto non pericoloso. Inoltre,
in caso di demolizione, gli
ancoranti chimici Hilti sono
considerati rifiuti normali, in
virtù dei ridotti volumi; queste
caratteristiche consentono di
acquisire fino a 2 punti nella
categoria “Materiali e risorse”.
Minimized waste re.
weight and volume (foil
packs or capsule)
a cura di Silvia Sartor
i costi legati allo smaltimento.
Product
Red Passion, Green Vision.
Hilti, il partner ideale nelle
costruzioni ecosostenibili
raggiungimento dei crediti per
ottenere la certificazione LEED.
In particolare, la gamma degli
ancoranti chimici Hilti ad alta
prestazione è stata studiata
per rispondere alle richieste di
chi sposa la filosofia green building. Tra le resine vinilestere,
HY 150 MAX (dedicata ad ancoraggi su calcestruzzo) e HY
150 FR (ideale per applicazioni
con ferri di ripresa) possiedono
una serie di requisiti definiti dagli standard LEED.
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✗
✓
✓
✓
✗
✗
✗
✗