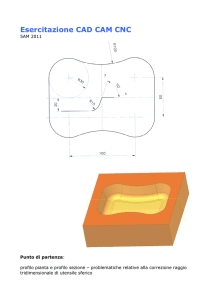
Tecnologia Meccanica I
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
PARTICOLARE MECCANICO
Dipartimento di Sistemi di produzione ed economia dell’Azienda
∇=8
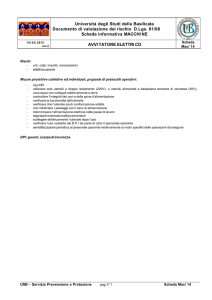
Ciclo di lavorazione
∇∇ = 3.2
Mat. : C40
σ r = 600 N / mm 2
Dipartimento di Sistemi di produzione ed economia dell’Azienda
10
Ciclo di lavorazione
Materiale C40
σ r = 600 MPa
N° Schizzo dell’operazione
Descrizione
dell’operazione
10
GREZZO DI
PARTENZA
BARRA DI Φ = 40
20
SFACCIATURA DA
Φ = 40 A Φ = 0
p = 2 mm
MU
T.
P.
Utensili &
attrezzature
av.
Vt
N
T
0.24
200
1664 0.01
0.28
200
1664 0.06
0.28
230
1664 0.04
UTENSILE IN
CARBURO
X = 45°
30
40
TORNITURA
CILINDRICA
ESTERNA DI
SGROSSATURA
DA Φ = 40 A Φ = 36
L = 30 mm
p = 2 mm
1 passata
TORNITURA
CILINDRICA
ESTERNA DI
SGROSSATURA
DA Φ = 36 A Φ = 34
L = 20 mm
p = 2 mm
1 passata
T.
P.
UTENSILE IN
CARBURO
X = 95°
T.
P.
UTENSILE IN
CARBURO
X = 95°
DIPARTIMENTO DI SISTEMI DI PRODUZIONE ED ECONOMIA DELL’AZIENDA
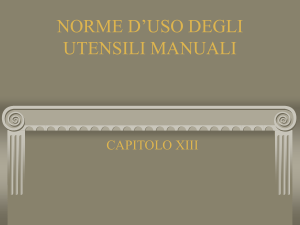
N° Schizzo dell’operazione
50
60
70
80
Descrizione
dell’operazione
TORNITURA
CILINDRICA
ESTERNA DI
SGROSSATURA ED
ESECUZIONE
SPALLAMENTO
DA Φ = 34 A Φ = 30
L = 8 mm
p = 2 mm
1 passata
MU
T.
P.
av.
Vt
N
T
0.28
200
1664 0.02
0.1
240
1664 0.07
m.
23
760
m.
23
592
UTENSILE IN
CARBURO
X = 95°
TORNITURA
CILINDRICA
ESTERNA DI
FINITURA ED
ESECUZIONE
SPALLAMENTO
DA Φ = 34 A Φ = 33
L = 12 mm
p = 0.5 mm
1 passata
T.
P.
CENTRATURA
T.
P.
FORATURA
Φ = 13.5
L = 35 mm
Utensili &
attrezzature
UTENSILE IN
CARBURO
X = 95°
R = 0.8
T.
P.
PUNTA DA
CENTRI
Φ = 10
PUNTA
ELICOIDALE IN
HSS
Φ = 13.5
DIPARTIMENTO DI SISTEMI DI PRODUZIONE ED ECONOMIA DELL’AZIENDA
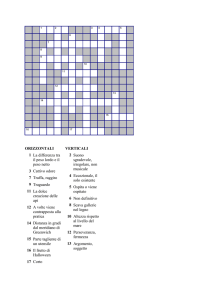
N° Schizzo dell’operazione
90
100
110
Descrizione
dell’operazione
FORATURA
Φ = 14.5
L = 35 mm
TORNITURA
CILINDRICA
INTERNA DI
SGROSSATURA ED
ESECUZIONE
SPALLAMENTO
DA Φ = 14.5 A Φ = 18
L = 8 mm
p = 1.75 mm
1 passata
TORNITURA
CILINDRICA
INTERNA DI
SGROSSATURA ED
ESECUZIONE
SPALLAMENTO
DA Φ = 18 A Φ = 21
L = 3 mm
p = 1.5 mm
1 passata
FILETTATURA
INTERNA
120
M16 * 1.5
L = 18 mm
MU
T.
P.
T.
P.
T.
P.
Utensili &
attrezzature
PUNTA
ELICOIDALE IN
HSS
av.
Vt
N
T
m.
23
592
0.1
76
1664 0.05
0.1
76
1240 0.02
m
m
Φ = 14.5
UTENSILE IN
CARBURO
X = 95°
UTENSILE IN
CARBURO
X = 95°
SERIE DI TRE
MASCHI
M16 * 1.5
AL BANCO
DIPARTIMENTO DI SISTEMI DI PRODUZIONE ED ECONOMIA DELL’AZIENDA
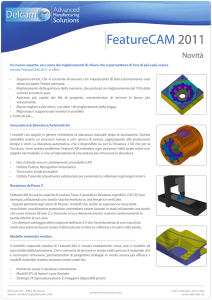
N° Schizzo dell’operazione
130
140
Descrizione
dell’operazione
SMUSSO ESTERNO
2*45°
SU Φ = 30
ESECUZIONE GOLA
SU Φ = 33
MU
T.
P.
T.
P.
150
L = 26 mm
Vt
N
T
UTENSILE IN
CARBURO
m.
60
592
m.
55
592
X = 45°
UTENSILE PER
GOLE IN
CARBURO
T.
P.
UTENSILE IN
CARBURO
1.5
150
944
0.04
T.
P.
UTENSILE IN
CARBURO PER
TRONCATURA
0.06
30
272
0.64
TRONCATURA A
160
av.
L = 3 mm
p = 3 mm
FILETTATURA
ESTERNA
M 33 * 1.5
L = 9 mm
6 passate
p1 = 0.25 p2 = 0.20
p3 = 0.18 p4 = 0.15
p5 = 0.12 p6 = 0.06
Utensili &
attrezzature
DIPARTIMENTO DI SISTEMI DI PRODUZIONE ED ECONOMIA DELL’AZIENDA
N° Schizzo dell’operazione
Descrizione
dell’operazione
170
CENTRATURA
DUE FORI A 180°
INTERASSE 26 mm
180
FORATURA DUE
FORI A 180°
Φ =4
L = 3 mm
MU
F.
V.
Utensili &
attrezzature
PUNTA DA
CENTRI
Con
divi- Φ = 10
sore
F.
V.
PUNTA
ELICOIDALE IN
HSS
Con
divi- Φ = 4
sore
av.
Vt
N
m.
23
732
m.
23
1830
T
DIPARTIMENTO DI SISTEMI DI PRODUZIONE ED ECONOMIA DELL’AZIENDA
Dipartimento di Sistemi di produzione ed economia dell’Azienda
DIAMETRO FORO DI PREPARAZIONE
FILETTATURA
M5 x
M5
M6 x
M6
M7 x
M7
M8 x
M8 x
M8
M9 x
M9 x
M9
M10 x
M10 x
M10 x
M10
0.5
0.75
0.75
0.75
1
0.75
1
0.75
1
1.25
PASSO
0.5
0.8
0.75
1
0.75
1
0.75
1
1.25
0.75
1
1.25
0.75
1
1.25
1.5
PUNTA HSS
DIAMETRO
4.5
4.2
5.25
5
6.25
6
7.25
7
6.75
8.25
8
7.75
9.25
9
8.8
8.5
MIN
4.482
4.182
5.232
4.982
6.228
5.982
7.228
6.978
6.728
8.228
7.978
7.728
9.228
8.978
8.778
8.478
MAX
TOLL. 5H
4.571
4.294
5.338
5.107
6.338
6.107
7.338
7.107
6.859
8.338
8.107
7.859
9.338
9.107
8.859
8.612
TOLL. 6H
4.599
4.334
5.378
5.138
6.378
6.153
7.378
7.153
6.912
8.378
8.153
7.912
9.378
9.153
8.912
8.676
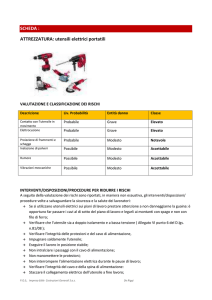
Diametri nominali degli utensili e diametri limiti del foro di preparazione alla maschiatura di madreviti ISO
Ciclo di lavorazione
Dipartimento di Sistemi di produzione ed economia dell’Azienda
DIAMETRO FORO DI PREPARAZIONE
FILETTATURA
M11
M11
M11
M12
M12
M12
M12
M14
M14
M14
M14
M15
M15
x
x
0.75
1
x
x
x
1
1.25
1.5
x
x
x
1
1.25
1.5
x
x
1
1.5
PASSO
0.75
1
1.5
1
1.25
1.5
1.75
1
1.25
1.5
2
1
1.5
PUNTA HSS
DIAMETRO
10.25
10
9.5
11
10.8
10.5
10.25
13
12.8
12.5
12
14
13.5
MIN
10.223
9.978
9.478
10.973
10.773
10.473
10.223
12.973
12.773
12.473
11.973
13.973
13.473
MAX
TOLL. 5H
10.338
10.107
9.612
11.107
10.859
10.612
10.371
13.107
12.859
12.612
12.135
14.107
13.612
TOLL. 6H
10.378
10.153
9.676
11.153
10.912
10.676
10.441
13.153
12.912
12.676
12.210
14.153
13.676
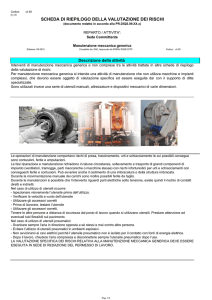
Diametri nominali degli utensili e diametri limiti del foro di preparazione alla maschiatura di madreviti ISO
Ciclo di lavorazione
Dipartimento di Sistemi di produzione ed economia dell’Azienda
PASSO, ISO mm, ESTERNO
0.75
1.0
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
INCREMENTI, mm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
0.20
0.15
0.10
0.05
0.20
0.16
0.14
0.10
0.06
0.23
0.18
0.14
0.10
0.10
0.06
0.25
0.20
0.18
0.15
0.12
0.06
0.25
0.20
0.17
0.14
0.12
0.10
0.08
0.06
0.25
0.22
0.20
0.18
0.15
0.12
0.10
0.06
0.28
0.25
0.22
0.19
0.16
0.14
0.12
0.10
0.08
0.06
0.30
0.25
0.22
0.20
0.18
0.16
0.14
0.12
0.10
0.08
0.08
0.06
0.35
0.30
0.25
0.20
0.18
0.18
0.15
0.15
0.15
0.12
0.10
0.08
0.35
0.35
0.30
0.25
0.20
0.18
0.15
0.12
0.12
0.12
0.10
0.10
0.10
0.10
0.40
0.40
0.35
0.30
0.25
0.20
0.15
0.15
0.10
0.10
0.10
0.10
0.10
0.10
0.45
0.45
0.40
0.35
0.30
0.25
0.15
0.15
0.10
0.10
0.10
0.10
0.10
0.10
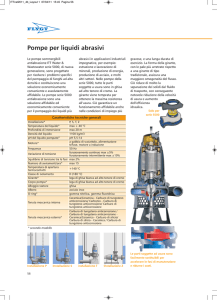
Numero di passate e di incrementi in funzione del passo da realizzare: su materiali di difficile lavorabilità conviene
utilizzare un numero più alto di passate, come pure nelle filettature interne
Ciclo di lavorazione
Dipartimento di Sistemi di produzione ed economia dell’Azienda
VELOCITA’ DI TAGLIO M / MIN
MATERIALE DA LAVORARE
P01
P10
P30
ACCIAIO AL CARBONIO
(45 – 70 kg/mm2)
210 – 180
180 – 150
120 – 80
30
ACCIAIO AL CARBONIO
(70 – 110 kg/mm2)
180 – 120
150 – 100
110 – 70
25 – 20
ACCIAI LEG. BON
(85 – 110 kg/mm2)
150 – 110
130 – 100
100 – 70
20 –15
ACCIAI INOSSIDABILI
100 – 70
K20
HSS
90 – 70
20 – 15
GHISA HB 180 – 250
90 – 70
25 – 20
METALLI NON FERROSI
180 – 120
30 – 20
Numero di passate e di incrementi in funzione del passo da realizzare: su materiali di difficile lavorabilità conviene
utilizzare un numero più alto di passate, come pure nelle filettature interne
Ciclo di lavorazione